Advanced G-MPS-PMMA Bone Cements: Influence of Graphene Silanisation on Fatigue Performance, Thermal Properties and Biocompatibility

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Nanomaterials
2.2. PMMA Bone Cement
2.3. PMMA Fatigue Testing
2.4. Bending Properties
2.5. Microscopy Analysis
2.6. Thermal Properties
2.6.1. Maximum Temperature and Setting Time
2.6.2. Curing Heat and Residual Monomer Content
2.6.3. Glass Transition Temperature
2.7. Biocompatibility Studies
2.8. Statistical Analysis
3. Results and Discussion
3.1. AFM Analysis
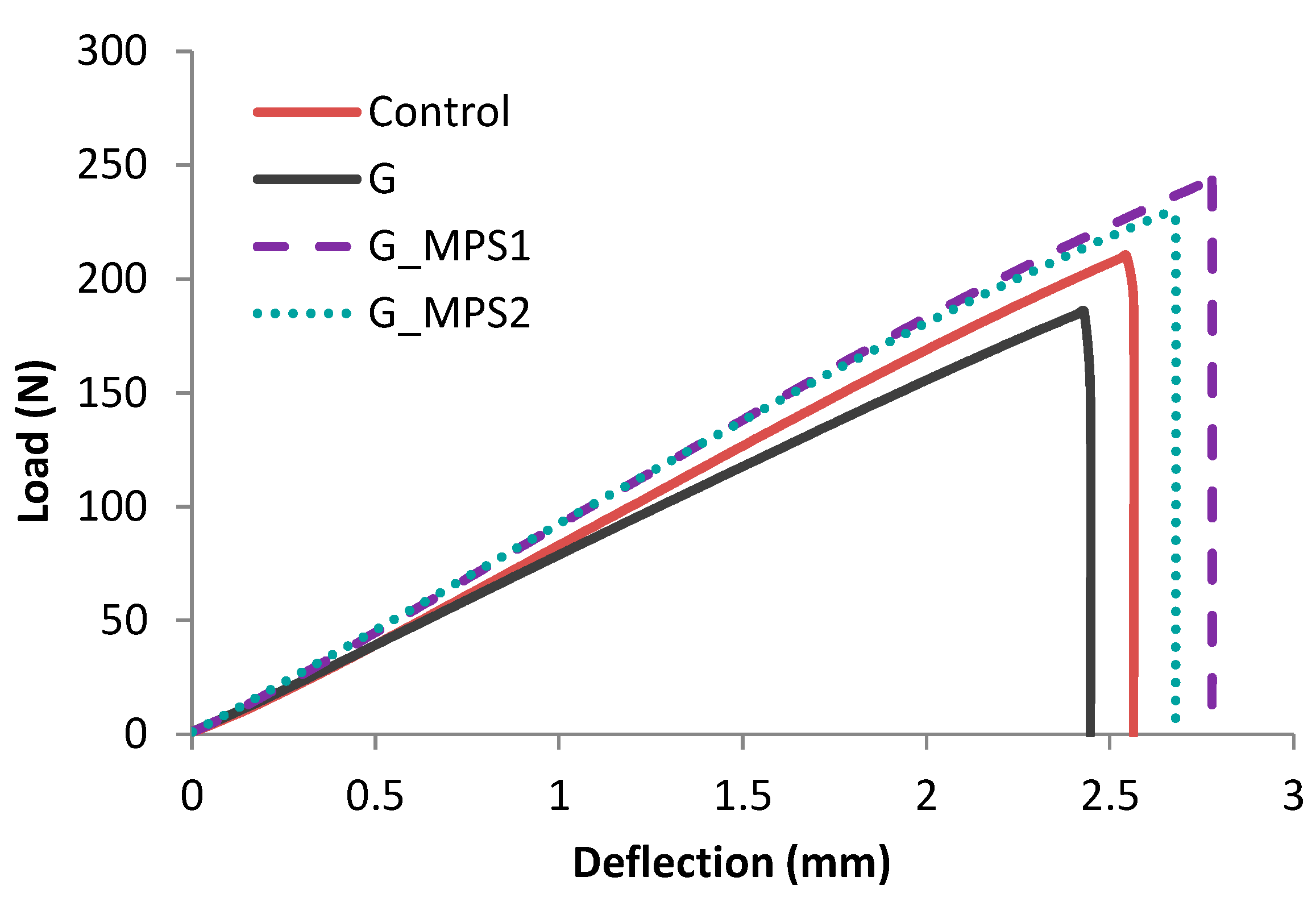
3.2. Bending Properties
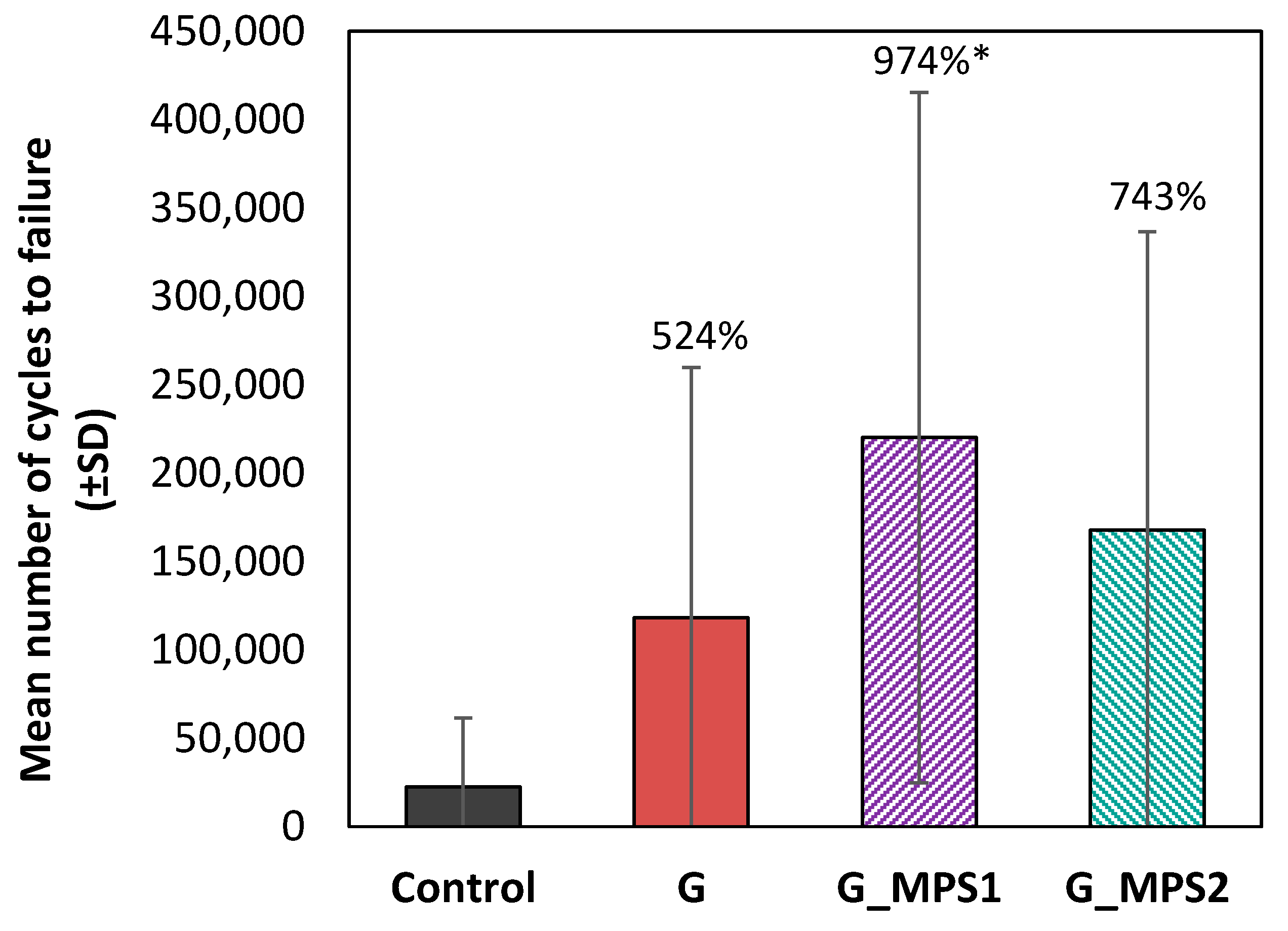
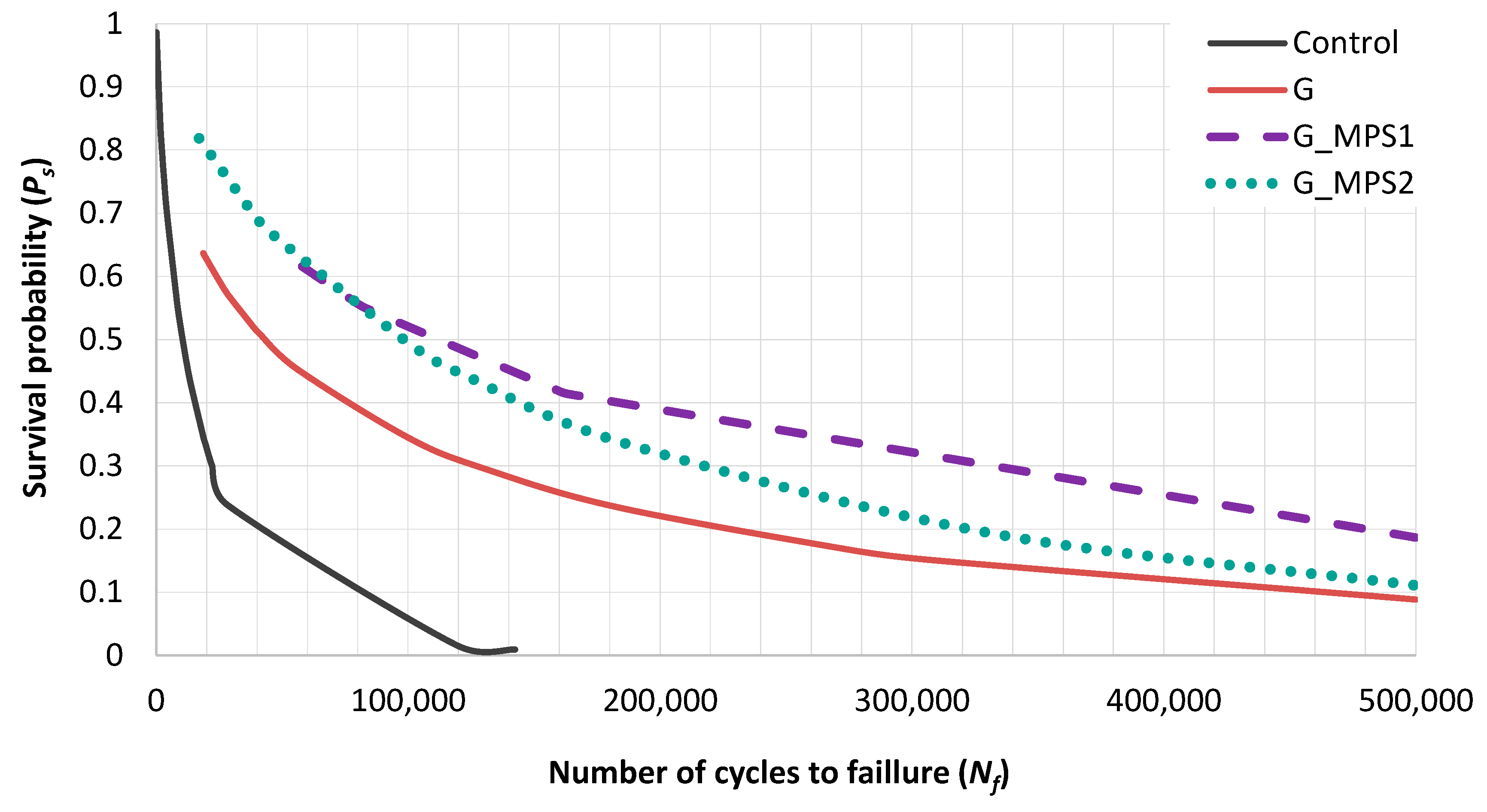
3.3. Fatigue Testing
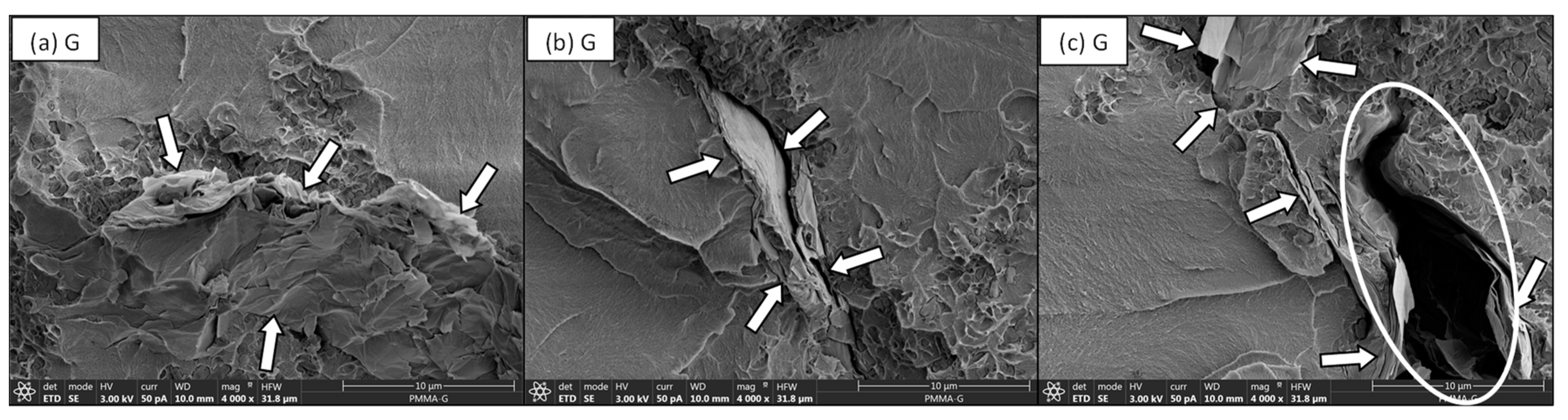
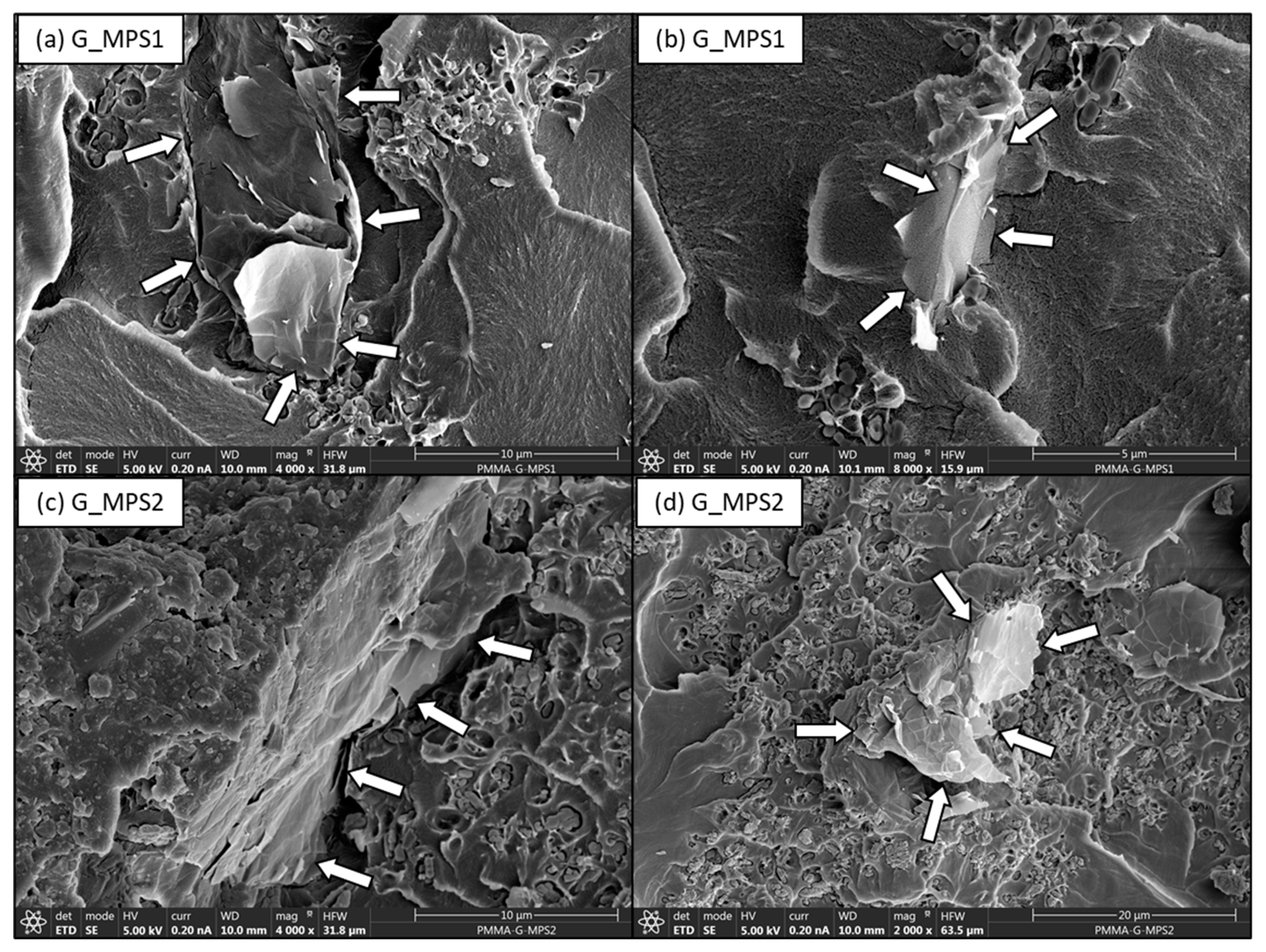
3.4. Fractographic Analysis
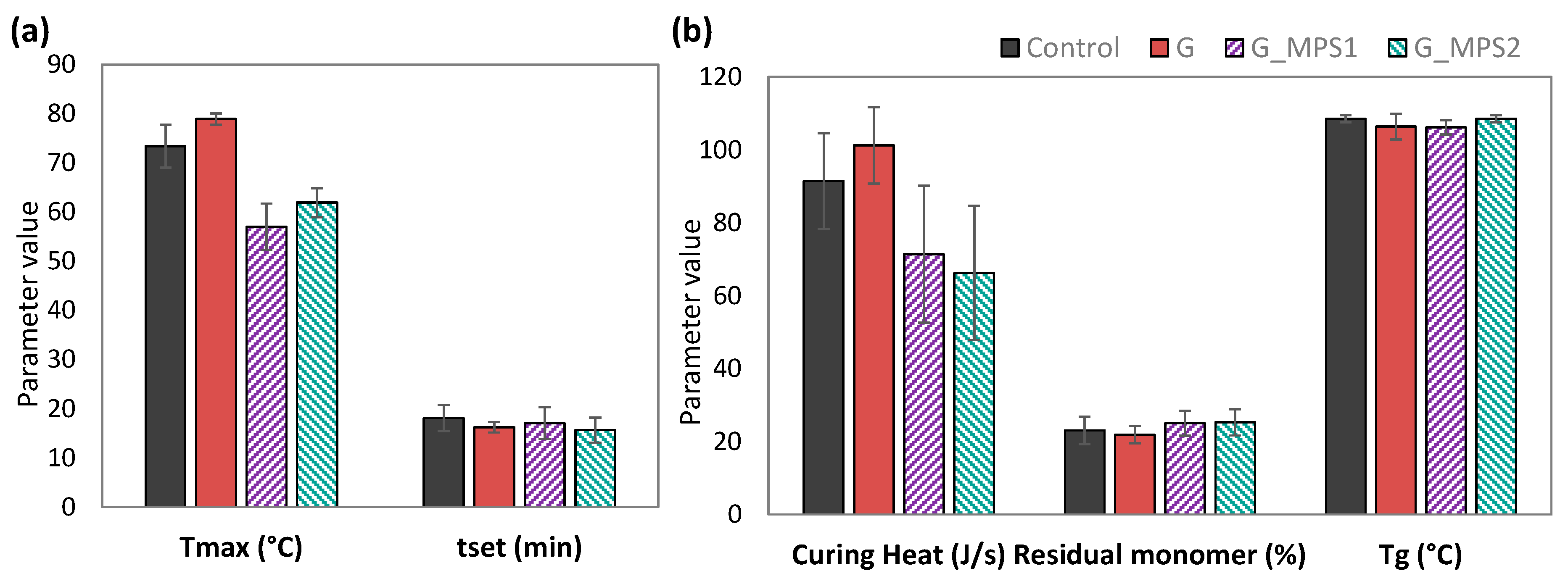
3.5. Thermal Properties
3.6. Biocompatibility Studies
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Paz, E.; Forriol, F.; del Real, J.C.; Dunne, N. Graphene Oxide versus Graphene for Optimisation of PMMA Bone Cement for Orthopaedic Applications. Mater. Sci. Eng. C 2017, 77, 1003–1011. [Google Scholar] [CrossRef] [PubMed]
- Soleymani Eil Bakhtiari, S.; Bakhsheshi-Rad, H.R.; Karbasi, S.; Tavakoli, M.; Razzaghi, M.; Ismail, A.F.; RamaKrishna, S.; Berto, F. Polymethyl Methacrylate-Based Bone Cements Containing Carbon Nanotubes and Graphene Oxide: An Overview of Physical, Mechanical, and Biological Properties. Polymers 2020, 12, 1469. [Google Scholar] [CrossRef]
- Gonçalves, G.; Cruz, S.M.A.; Ramalho, A.; Grácio, J.; Marques, P.A.A.P. Graphene Oxide versus Functionalized Carbon Nanotubes as a Reinforcing Agent in a PMMA/HA Bone Cement. Nanoscale 2012, 4, 2937–2945. [Google Scholar] [CrossRef] [PubMed]
- Bellare, A.; Turell, M.; Ganesan, P.; Gomoll, A.; Fitz, W.; Baker, D.; Pruitt, L.; Scott, R.; Thomhill, T. Mechanism of Crack Propagation in a Conventional and Nanocomposite Bone Cement. In Proceedings of the 48th Annual Meeting of the Orthopeadic Research Society, Dallas, TX, USA, 10 February 2002. [Google Scholar]
- Bortz, D.R.; Heras, E.G.; Martin-Gullon, I. Impressive Fatigue Life and Fracture Toughness Improvements in Graphene Oxide/Epoxy Composites. Macromolecules 2012, 45, 238–245. [Google Scholar] [CrossRef]
- Chandrasekaran, S.; Sato, N.; Tölle, F.; Mülhaupt, R.; Fiedler, B.; Schulte, K. Fracture Toughness and Failure Mechanism of Graphene Based Epoxy Composites. Compos. Sci. Technol. 2014, 97, 90–99. [Google Scholar] [CrossRef]
- Kinloch, I.A.; Suhr, J.; Lou, J.; Young, R.J.; Ajayan, P.M. Composites with Carbon Nanotubes and Graphene: An Outlook. Science 2018, 362, 547–553. [Google Scholar] [CrossRef] [Green Version]
- Potts, J.R.; Dreyer, D.R.; Bielawski, C.W.; Ruoff, R.S. Graphene-Based Polymer Nanocomposites. Polymer 2011, 52, 5–25. [Google Scholar] [CrossRef] [Green Version]
- Santos, C.M.; Mangadlao, J.; Ahmed, F.; Leon, A.; Advincula, R.C.; Rodrigues, D.F. Graphene Nanocomposite for Biomedical Applications: Fabrication, Antimicrobial and Cytotoxic Investigations. Nanotechnology 2012, 23, 395101. [Google Scholar] [CrossRef]
- Kim, H.; Abdala, A.A.; Macosko, C.W. Graphene/Polymer Nanocomposites. Macromolecules 2010, 43, 6515–6530. [Google Scholar] [CrossRef]
- Kuila, T.; Bose, S.; Mishra, A.K.; Khanra, P.; Kim, N.H.; Lee, J.H. Chemical Functionalization of Graphene and Its Applications. Prog. Mater. Sci. 2012, 57, 1061–1105. [Google Scholar] [CrossRef]
- Georgakilas, V.; Otyepka, M.; Bourlinos, A.B.; Chandra, V.; Kim, N.; Kemp, K.C.; Hobza, P.; Zboril, R.; Kim, K.S. Functionalization of Graphene: Covalent and Non-Covalent Approaches, Derivatives and Applications. Chem. Rev. 2012, 112, 6156–6214. [Google Scholar] [CrossRef] [PubMed]
- Kumar, P.; Huo, P.; Zhang, R.; Liu, B. Antibacterial Properties of Graphene-Based Nanomaterials. Nanomaterials 2019, 9, 737. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tadyszak, K.; Wychowaniec, J.K.; Litowczenko, J. Biomedical Applications of Graphene-Based Structures. Nanomaterials 2018, 8, 944. [Google Scholar] [CrossRef] [Green Version]
- Nanda, S.S.; Papaefthymiou, G.C.; Yi, D.K. Functionalization of Graphene Oxide and Its Biomedical Applications. Crit. Rev. Solid State Mater. Sci. 2015, 40, 291–315. [Google Scholar] [CrossRef]
- Skoda, M.; Dudek, I.; Jarosz, A.; Szukiewicz, D. Graphene: One Material, Many Possibilities—Application Difficulties in Biological Systems. Available online: https://www.hindawi.com/journals/jnm/2014/890246/ (accessed on 10 October 2020).
- Avilés, F.; Sierra-Chi, C.A.; Nistal, A.; May-Pat, A.; Rubio, F.; Rubio, J. Influence of Silane Concentration on the Silanization of Multiwall Carbon Nanotubes. Carbon 2013, 57, 520–529. [Google Scholar] [CrossRef]
- Ma, P.C.; Kim, J.-K.; Tang, B.Z. Functionalization of Carbon Nanotubes Using a Silane Coupling Agent. Carbon 2006, 44, 3232–3238. [Google Scholar] [CrossRef] [Green Version]
- Velasco-Santos, C.; Martínez-Hernández, A.L.; Lozada-Cassou, M.; Alvarez-Castillo, A.; Castaño, V.M. Chemical Functionalization of Carbon Nanotubes through an Organosilane. Nanotechnology 2002, 13, 495. [Google Scholar] [CrossRef]
- Kim, M.T.; Rhee, K.Y.; Park, S.J.; Hui, D. Effects of Silane-Modified Carbon Nanotubes on Flexural and Fracture Behaviors of Carbon Nanotube-Modified Epoxy/Basalt Composites. Compos. Part B Eng. 2012, 43, 2298–2302. [Google Scholar] [CrossRef]
- Paz, E.; Ballesteros, Y.; Forriol, F.; Dunne, N.J.; del Real, J.C. Graphene and Graphene Oxide Functionalisation with Silanes for Advanced Dispersion and Reinforcement of PMMA-Based Bone Cements. Mater. Sci. Eng. C 2019, 104, 109946. [Google Scholar] [CrossRef]
- Mamat, N.; Jaafar, M.; Hamid, Z.A.A.; Yahaya, B.H. Silane Treatment of Coated Carbonate Apatite Scaffold Affects Bioactivity and Cell Viability. J. Phys. Conf. Ser. 2019, 1372, 012054. [Google Scholar] [CrossRef]
- Somasundaram, S. Silane Coatings of Metallic Biomaterials for Biomedical Implants: A Preliminary Review. J. Biomed. Mater. Res. B Appl. Biomater. 2018, 106, 2901–2918. [Google Scholar] [CrossRef] [PubMed]
- Vuppaladadium, S.S.R.; Agarwal, T.; Kulanthaivel, S.; Mohanty, B.; Barik, C.S.; Maiti, T.K.; Pal, S.; Pal, K.; Banerjee, I. Silanization Improves Biocompatibility of Graphene Oxide. Mater. Sci. Eng. C 2020, 110, 110647. [Google Scholar] [CrossRef]
- Ormsby, R.; McNally, T.; Mitchell, C.; Dunne, N. Influence of Multiwall Carbon Nanotube Functionality and Loading on Mechanical Properties of PMMA/MWCNT Bone Cements. J. Mater. Sci. Mater. Med. 2010, 21, 2287–2292. [Google Scholar] [CrossRef] [PubMed]
- ISO 527-2:2012. Plastics—Determination of Tensile Properties—Part2: Test Conditions for Moulding and Extrusion Plastics; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- ASTM F2118-03 Standard. Test Method for Constant Amplitude of Force Controlled Fatigue Testing of Acrylic Bone Cement Materials; ASTM: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Krause, W.; Mathis, R.S. Fatigue Properties of Acrylic Bone Cements: Review of the Literature. J. Biomed. Mater. Res. 1988, 22, 37–53. [Google Scholar] [CrossRef] [PubMed]
- Ormsby, R.; McNally, T.; O’Hare, P.; Burke, G.; Mitchell, C.; Dunne, N. Fatigue and Biocompatibility Properties of a Poly(Methyl Methacrylate) Bone Cement with Multi-Walled Carbon Nanotubes. Acta Biomater. 2012, 8, 1201–1212. [Google Scholar] [CrossRef] [PubMed]
- Dunne, N.J.; Orr, J.F.; Mushipe, M.T.; Eveleigh, R.J. The Relationship between Porosity and Fatigue Characteristics of Bone Cements. Biomaterials 2003, 24, 239–245. [Google Scholar] [CrossRef]
- Lewis, G.; Janna, S.; Bhattaram, A. Influence of the Method of Blending an Antibiotic Powder with an Acrylic Bone Cement Powder on Physical, Mechanical, and Thermal Properties of the Cured Cement. Biomaterials 2005, 26, 4317–4325. [Google Scholar] [CrossRef]
- Hastings, N.A.J. Statistical Distributions: A Handbook for Students and Practitioners; Butterworth: London, UK, 1975; ISBN 978-0-408-70568-4. [Google Scholar]
- Weibull, W. Fatigue Testing and Analysis of Results; Elsevier: Amsterdam, The Netherlands, 2013; ISBN 978-1-4831-5416-9. [Google Scholar]
- Murphy, B.P.; Prendergast, P.J. On the Magnitude and Variability of the Fatigue Strength of Acrylic Bone Cement. Int. J. Fatigue 2000, 22, 855–864. [Google Scholar] [CrossRef]
- Britton, J.C.; McInnes, P.; Weinberg, R.; Ledoux, W.R.; Retief, D.H. Shear Bond Strength of Ceramic Orthodontic Brackets to Enamel. Am. J. Orthod. Dentofac. Orthop. Off. Publ. Am. Assoc. Orthod. Its Const. Soc. Am. Board Orthod. 1990, 98, 348–353. [Google Scholar] [CrossRef]
- ISO 5833/2. Implants for Surgery. Acrylic Resin Cements. International Organization for Standarization; ISO: Geneva, Switzerland, 2002. [Google Scholar]
- Horcas, I.; Fernández, R.; Gómez-Rodríguez, J.M.; Colchero, J.; Gómez-Herrero, J.; Baro, A.M. WSXM: A Software for Scanning Probe Microscopy and a Tool for Nanotechnology. Rev. Sci. Instrum. 2007, 78, 013705. [Google Scholar] [CrossRef]
- Wang, M.C.; Yan, C.; Ma, L.; Hu, N.; Chen, M.W. Effect of Defects on Fracture Strength of Graphene Sheets. Comput. Mater. Sci. 2012, 54, 236–239. [Google Scholar] [CrossRef] [Green Version]
- Kim, D.; Dhand, V.; Rhee, K.; Park, S.-J. Study on the Effect of Silanization and Improvement in the Tensile Behavior of Graphene-Chitosan-Composite. Polymers 2015, 7, 527–551. [Google Scholar] [CrossRef] [Green Version]
- Long, W.-J.; Wei, J.-J.; Xing, F.; Khayat, K.H. Enhanced Dynamic Mechanical Properties of Cement Paste Modified with Graphene Oxide Nanosheets and Its Reinforcing Mechanism. Cem. Concr. Compos. 2018, 93, 127–139. [Google Scholar] [CrossRef]
- Fatigue of Graphene|Nature Materials. Available online: https://www.nature.com/articles/s41563-019-0586-y (accessed on 21 October 2020).
- Rafiee, M.A.; Rafiee, J.; Srivastava, I.; Wang, Z.; Song, H.; Yu, Z.-Z.; Koratkar, N. Fracture and Fatigue in Graphene Nanocomposites. Small 2010, 6, 179–183. [Google Scholar] [CrossRef]
- Ishihara, S.; McEvily, A.J.; Goshima, T.; Kanekasu, K.; Nara, T. On Fatigue Lifetimes and Fatigue Crack Growth Behavior of Bone Cement. J. Mater. Sci. Mater. Med. 2000, 11, 661–666. [Google Scholar] [PubMed]
- Dunne, N. Mechanical properties of bone cements. In Orthopaedic Bone Cements; Deb, S., Ed.; Woodhead Publishing Series in Biomaterials; Woodhead Publishing: London, UK, 2008; pp. 233–264. ISBN 978-1-84569-376-3. [Google Scholar]
- Najafi, F.; Wang, G.; Mukherjee, S.; Cui, T.; Filleter, T.; Singh, C.V. Toughening of Graphene-Based Polymer Nanocomposites via Tuning Chemical Functionalization. Compos. Sci. Technol. 2020, 194, 108140. [Google Scholar] [CrossRef]
- Yao, Z.; Wang, C.; Lu, R.; Su, S.; Qin, J.; Wang, Y.; Ma, Z.; Wei, H.; Wang, Q. Fracture Investigation of Functionalized Carbon Nanotubes-Grown Carbon Fiber Fabrics/Epoxy Composites. Compos. Sci. Technol. 2020, 195, 108161. [Google Scholar] [CrossRef]
- Gao, C.; Liu, T.; Shuai, C.; Peng, S. Enhancement Mechanisms of Graphene in Nano-58S Bioactive Glass Scaffold: Mechanical and Biological Performance. Sci. Rep. 2014, 4, 4712. [Google Scholar] [CrossRef]
- Berman, A.T.; Spence, J.R.; Yanicko, D.R.; Sih, G.C.; Zimmerman, M.R. Thermally Induced Bone Necrosis in Rabbits: Relation to Implant failure in humans. Clin. Orthop. Relat. Res. 1984, 186, 136–142. [Google Scholar]
- Stańczyk, M.; van Rietbergen, B. Thermal Analysis of Bone Cement Polymerisation at the Cement–Bone Interface. J. Biomech. 2004, 37, 1803–1810. [Google Scholar] [CrossRef]
- Mjöberg, B. Fixation and Loosening of Hip Prostheses. Acta Orthop. Scand. 1991, 62, 500–508. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ormsby, R.; McNally, T.; Mitchell, C.; Dunne, N. Incorporation of Multiwalled Carbon Nanotubes to Acrylic Based Bone Cements: Effects on Mechanical and Thermal Properties. J. Mech. Behav. Biomed. Mater. 2010, 3, 136–145. [Google Scholar] [CrossRef] [PubMed]
- Ormsby, R.; McNally, T.; Mitchell, C.; Halley, P.; Martin, D.; Nicholson, T.; Dunne, N. Effect of MWCNT Addition on the Thermal and Rheological Properties of Polymethyl Methacrylate Bone Cement. Carbon 2011, 49, 2893–2904. [Google Scholar] [CrossRef]
- Ormsby, R.W.; Modreanu, M.; Mitchell, C.A.; Dunne, N.J. Carboxyl Functionalised MWCNT/Polymethyl Methacrylate Bone Cement for Orthopaedic Applications. J. Biomater. Appl. 2014, 29, 209–221. [Google Scholar] [CrossRef]
- Davy, K.; Braden, M. Residual Monomer in Acrylic Polymers. Biomaterials 1991, 12, 540–544. [Google Scholar] [CrossRef]
- Paz, E.; Ballesteros, Y.; Abenojar, J.; del Real, J.C.; Dunne, N.J. Graphene Oxide and Graphene Reinforced PMMA Bone Cements: Evaluation of Thermal Properties and Biocompatibility. Materials 2019, 12, 3146. [Google Scholar] [CrossRef] [Green Version]
- Dupraz, A.M.P.; vd Meer, S.A.T.; De Wijn, J.R.; Goedemoed, J.H. Biocompatibility Screening of Silane-Treated Hydroxyapatite Powders, for Use as Filler in Resorbable Composites. J. Mater. Sci. Mater. Med. 1996, 7, 731–738. [Google Scholar] [CrossRef]
- Gu, X.N.; Guo, H.M.; Wang, F.; Lu, Y.; Lin, W.T.; Li, J.; Zheng, Y.F.; Fan, Y.B. Degradation, Hemolysis, and Cytotoxicity of Silane Coatings on Biodegradable Magnesium Alloy. Mater. Lett. 2017, 193, 266–269. [Google Scholar] [CrossRef]
- Perreault, F.; de Faria, A.F.; Nejati, S.; Elimelech, M. Antimicrobial Properties of Graphene Oxide Nanosheets: Why Size Matters. ACS Nano 2015, 9, 7226–7236. [Google Scholar] [CrossRef]
- Holt, B.D.; Wright, Z.M.; Arnold, A.M.; Sydlik, S.A. Graphene Oxide as a Scaffold for Bone Regeneration. WIREs Nanomed. Nanobiotechnol. 2017, 9, e1437. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Property | Control | G | G_MPS1 | G_MPS2 |
|---|---|---|---|---|
| Bending Strength (MPa) | 51.4 ± 7.8 | 50.4 ± 5.9 | 58.8 ± 9.2 | 58.8 ± 7.7 |
| Difference vs. Control (%) | −1.9 (p = 0.997) | 14.4 (p = 0.721) | 14.4 (p = 0.719) | |
| Difference vs. G (%) | 16.7 (p = 0.323) | 16.7 (p = 0.321) | ||
| Bending Modulus (MPa) | 2731 ± 524 | 2888 ± 478 | 3301 ± 131 | 3305 ± 150 |
| Difference vs. Control (%) | 5.7 (p = 0.902) | 20.9 (p = 0.999) | 21.0 (p = 0.999) | |
| Difference vs. G (%) | 14.3(p = 0.642) | 14.4 (p = 0.609) | ||
| Deflection at Break (mm) | 2.66 ± 0.54 | 2.54 ± 0.28 | 2.96 ± 0.56 | 3.00 ± 0.51 |
| Difference vs. Control (%) | −4.5 (p = 1.000) | 11.3 (p = 0.442) | 12.8 (p = 0.535) | |
| Difference vs. G (%) | 16.5 (p = 0.558) | 18.1 (p = 0.315) |
| Weibull Parameters | Control | G | G_MPS1 | G_MPS2 |
|---|---|---|---|---|
| 50% Probability of fracture life (N50) (cycles) | 10 × 103 | 52.5 × 103 | 128.8 × 103 | 107.1 × 103 |
| Rate of increase vs. Control | (×5.3) | (×12.8) | (×10.7) | |
| Rate of increase vs. G | (×2.5) | (×2.0) | ||
| Weibull Minimum Fatigue Life (N0) (cycles) | 50 | 18.6 × 103 | 57.9 × 103 | 16.9 × 103 |
| Rate of increase vs. Control | (×372) | (×1158) | (×338) | |
| Rate of increase vs. G | (×3.2) | (×0.91) | ||
| Weibull Characteristic Life (Na) (cycles) | 17.2 × 103 | 88.3 × 103 | 203.1 × 103 | 164.2 × 103 |
| Rate of increase vs. Control | (×5.1) | (×11.8) | (×9.5) | |
| Rate of increase vs. G | (×2.3) | (×1.9) | ||
| Slope (b) | 0.73 | 0.51 | 0.58 | 0.71 |
| Difference vs. Control (%) | (−30) | (−21) | (−3) | |
| Difference vs. G (%) | (13) | (39) | ||
| Fatigue Performance Index (I) | 14.7 × 103 | 63.1 × 103 | 154.1 × 103 | 138.1 × 103 |
| Rate of increase vs. Control | (×4.3) | (×10.5) | (×9.4) | |
| Rate of increase vs. G | (×2.4) | (×2.2) |
| Parameter | Control | G | G_MPS1 | G_MPS2 |
|---|---|---|---|---|
| Number of cells | 6229 ± 556 | 5752 ± 21 | 5255 ± 1475 | 5157 ± 922 |
| Difference vs. Control | −7.7 | −15.7 | −17.2 | |
| (p = 0.995) | (p = 0.895) | (p = 0.791) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paz, E.; Ballesteros, Y.; Abenojar, J.; Dunne, N.; del Real, J.C. Advanced G-MPS-PMMA Bone Cements: Influence of Graphene Silanisation on Fatigue Performance, Thermal Properties and Biocompatibility. Nanomaterials 2021, 11, 139. https://doi.org/10.3390/nano11010139
Paz E, Ballesteros Y, Abenojar J, Dunne N, del Real JC. Advanced G-MPS-PMMA Bone Cements: Influence of Graphene Silanisation on Fatigue Performance, Thermal Properties and Biocompatibility. Nanomaterials. 2021; 11(1):139. https://doi.org/10.3390/nano11010139
Chicago/Turabian StylePaz, Eva, Yolanda Ballesteros, Juana Abenojar, Nicholas Dunne, and Juan C. del Real. 2021. "Advanced G-MPS-PMMA Bone Cements: Influence of Graphene Silanisation on Fatigue Performance, Thermal Properties and Biocompatibility" Nanomaterials 11, no. 1: 139. https://doi.org/10.3390/nano11010139