
Fibers and Textiles for Personal Protective Equipment: Review of Recent Progress and Perspectives on Future Developments



Department of Human Ecology, University of Alberta, Edmonton, AB T6G 2R3, Canada
*
Author to whom correspondence should be addressed.
Textiles 2022, 2(2), 349-381; https://doi.org/10.3390/textiles2020020
Submission received: 18 April 2022
/
Revised: 5 June 2022
/
Accepted: 6 June 2022
/
Published: 13 June 2022
(This article belongs to the Special Issue New Research Trends for Textiles)
Abstract
:This article reviews recent developments in fibers and textiles for Personal Protective Equipment (PPE) applications. Fibers are grouped into six categories: highly extensible elastomeric fibers, cellulose-based fibers, commodity synthetic fibers, high strength inorganic materials, and high performance polymer fibers. New developments with highly extensible elastomeric fibers include polyester-based elastic fibers and shape memory polyurethane. In the case of cellulose-based fibers, environmentally friendly processes and nanotechnology-enabling treatments are developed for natural fibers where attempts are made to transfer interesting attributes of the feedstock to regenerated cellulose fibers. Commodity synthetic fibers comprise polyolefins, polyester, and polyamide; they have seen recent developments in terms of surface functionalization and the formation of structures at the nanoscale. In terms of high strength inorganic materials, basalt fibers and carbonaceous materials have found increased use in PPE. Boron is also generating considerable interest for fibers and coatings. Research on high-performance polymer fibers includes further improving their short- and long-term performance, moving to the nanoscale for new functionalities, and exploring their recyclability. An additional section describes a series of special textile structures relevant to PPE involving 3D textile structures, auxetic textile structures, shear thickening fabrics, nanoporous structures, phase change materials, and some specially designed textile-based composite structures for improved protection against mechanical hazards. The article ends with some perspectives on promising avenues for further developments.
1. Introduction
According to the US Occupational Safety and Health Administration (OSHA), Personal Protective Equipment (PPE) are “equipment worn to minimize exposure to hazards that cause serious workplace injuries and illnesses” [1]. Hazards can be of various natures: mechanical, chemical, biological, thermal, electrical, radiological, and nuclear. PPE can also provide protection against vibrations, insufficient visibility, drowning, and falls for instance. In addition, they can be used for activities that are not work related, e.g., sports and domestic chores.
PPE are part of the toolbox for risk management along with engineering controls and administrative measures [2]. The PPE selection process can be organized into seven steps (Figure 1):
- Analyze the risks and identify those that cannot be avoided through engineering controls and administrative measures;
- Determine the requirements for PPE based on the risks involved, including those resulting from wearing the PPE, and considerations related to the activity to be performed and the environment;
- Assess and compare the characteristics of commercially available PPE;
- Select the optimal PPE based on the protection and functionality requirements as well as other aspects, such as cost and durability;
- Initiate and train users to properly wear the PPE;
- Establish a procedure for the PPE inspection and care;
- Perform a periodic review of the choice of PPE to verify that they still meet requirements and that the level of risk has not changed.
Different types of PPE are used depending on the hazards present and the body part or function at risk. One subset of PPE is protective clothing. It is designed to isolate the whole body or different body parts from the one or more hazards one may be exposed to [3]. Protective clothing can be categorized according to the part of the body they protect. A first category comprises bunker suits, lab coats, coveralls, gowns, lifejackets, bulletproof vests, safety harnesses, and aprons for instance, which cover the whole body or the torso. Protection to the legs and feet can be offered by pants, chaps, gaiters, booties, and boots. Gloves and arm guards can be used to protect the arms and hands, while hoods and balaclavas serve for the head. Other types of PPE aside from protective clothing include respirators, goggles, face shields, helmets, and earmuffs.
PPE have been used for thousands of years. In the case of body armor, materials included animal hides with the first examples dated as early as 5000 B.C. [4,5], metal plates introduced by the Egyptians circa 1500 B.C. [6], and silk used in Japan in the Middle Ages [5]. Leather has also been used for protection against thorns [7] and to manufacture blacksmiths’ aprons [8]. With its resistance to flame, wool was the preferred material for firefighter protective clothing until World War II [9].
A major change came with the introduction of synthetic polymers in the middle of the 20th century. Commodity polymers, such as polyethylene, polypropylene, polyester, and polyamide, provided durability at low cost [10]. From the 1960′s, high performance polymers revolutionized protective clothing with exceptional mechanical performance and/or inherent heat/flame resistance combined with low weight [11]. These high performance fibers include aramids, polybenzimidazoles (PBI), polybenzoxazoles (PBO), and ultra-high molecular weight polyethylene [11,12].
Regulations for protective clothing and PPE were established around the same period with, for instance, the Occupational Safety and Health Act of 1970 [13]. Standardization organizations have also been developing test methods and specifications for protective clothing and PPE since the early 1990s, with, e.g., the Technical Committee TC 94 on Protective Clothing and Equipment of the International Organization for Standardization (ISO) [14] and the Committee F23 on Personal Protective Clothing and Equipment of the American Society for Testing and Materials (ASTM) [15].
Technical advances in polymer science, textiles, and materials engineering as well as new technologies, such as nanotechnologies and smart textiles, have allowed improvements to the high-performance materials and structures used in PPE to provide better performance and enhanced comfort while being aware of environmental sustainability during manufacture and use. The purpose of this article is to review recent developments in fibers and textiles for protective clothing and PPE applications. The review considers six categories of fibers—highly extensible elastomeric fibers, cellulose-based fibers, commodity synthetic fibers, high strength inorganic materials, and high performance polymer fibers—as well as special textile structures relevant to PPE. It concludes with some perspectives on promising avenues for further developments in fibers and textiles for PPE.
2. Highly Extensible Elastomeric Fibers
Elastomeric fibers are highly extensible fibers. They are a key component for improved garment fit in protective clothing. Elastomeric fibers are also used as part of the securing system for many PPE.
Spandex (elastane) fibers are a segmented copolymer of polyurethane cross-linked rigid segments with polyester or polyether flexible segments (Figure 2a). Some variants aimed at specific applications have been developed; for instance a highly hygroscopic spandex for moisture management, a soft spandex with a greater stretch, and a chlorine-resistant spandex [16]. Despite a patent from 1978 describing different strategies to prepare flame resistant (FR) polyurethane elastomeric fibers [17], no such product appears to be commercially available. The solution used to produce FR elastic textile products is thought to involve wrapping the elastic core with a flame resistant fiber, such as the meta-aramids using the core-spun technique as described in the patent by Aldridge [18]. Core-spinning is a common method for preparing spandex-blend fabrics as spandex fibers are always used in conjunction with another fiber. This technique, which can be implemented using ring, friction, rotor, and air-jet spinning, has traditionally been used in the textile industry to cover elastic fibers with a cotton yarn to improve the touch aspect [19].
Polyester-based elastic fibers have recently been developed [16]. They include polybutylene terephthalate (PBT) (Figure 2b) and polytrimethylene terephthalate (PTT) (Figure 2c). PTT offers the possibility of being bio-based, with for instance the Sorona fiber from Dupont using corn as a raw material. The fiber cross-section can also be shaped with a specific profile to improve its moisture-wicking performance. An olefin-based elastic fiber, named XLA, has also been developed, with a good resistance to chemicals, heat and UV light. Bicomponent stretch fibers, such as T400, combine two fibers with different stretch properties.
The latest trend in highly extensible elastomeric fibers involves the use of shape memory polyurethane. Recent works include the preparation of shape memory polyurethane fibers by melt spinning [20], melt-blowing [21], and electrospinning [22] for instance. The possibility to switch between the two programmed configurations they offer provides a solution to the challenge of donning and doffing tight-fitted garments [16].
Figure 2.
Chemical formula of: (a) Elastane [23]; (b) Polybutylene terephthalate; (c) Polytrimethylene terephthalate.
Figure 2.
Chemical formula of: (a) Elastane [23]; (b) Polybutylene terephthalate; (c) Polytrimethylene terephthalate.

3. Cellulose-Based Fibers
Cellulose-based fibers used in PPE include natural fibers and regenerated cellulose fibers. Although they have largely been replaced by synthetic fibers for many high performance applications, cellulose-based fibers have maintained a presence in the field. Their continued presence is in large part due to tactile comfort considerations as well as cost for some applications. For instance, FR treated cotton and FR viscose are still a major component of FR coveralls used in the oil and gas industry and other applications with low to medium risk of heat and flame exposure [24,25]. FR treated cotton performs well also for arc flash and is the most common fabric used in arc rated protective clothing [26].
3.1. Natural Fibers
One of the trends observed with natural fibers is the search for plants with a lower environmental footprint than cotton, such as hemp. For instance, attempts have been made to blend hemp fibers with softer fibers to increase its tactile comfort [27] and UV protection rating [28] while benefiting from the hemp fiber strength and thermal performance. Promising developments in the area of FR finishes for cellulose fibers involve taking advantage of the synergetic effect of environmentally friendly multi-element systems, for instance phosphorous–nitrogen [29]. This eco trend also includes the potential for improvements to the recyclability of FR treated fabrics [25]. This will depend on the ability to remove finishes and additives after the PPE has reached the end of their life so that the fibers can have a second life or be composted.
Another development with natural fibers involves taking advantage of nanotechnologies to improve their performance with a surface treatment without impacting their tactile comfort and weight. For instance, cotton fabrics with electromagnetic interference shielding functionality were prepared by layer-by-layer self-assembly to form alternating layers of chitosan graphene and poly(sodium 4-styrenesulfonate) (PSS) [30]. With a 10-layer coating, the fabric shielding effectiveness reached more than 30 db and its electrical conductivity 1.67 × 103 S m−1. Other applications include silver and copper oxide nanoparticle coatings on cotton for antibacterial properties, zinc oxide nanorods and titanium dioxide (TiO2) nanoparticles grown on jute fibers to make the fibers superhydrophobic after a fatty acid treatment (Figure 3), and a treatment of cotton fabrics with TiO2 nanoparticles to improve the efficiency of the anti-wrinkle compounds for instance [31].
Attempts have also been made recently to use natural fibers as a cheaper alternative to high-performance fibers. For instance, a multilayered armor system was developed where the intermediate layer of aramid fabric epoxy laminate was replaced by an epoxy composite reinforced with ramie fibers [32]. A decrease in performance was observed with the ramie fibers but the product still met the standard requirements. The ramie structure was much less expensive than its aramid counterpart. Ramie has also been recognized as being an environmentally sustainable fiber [33].
Figure 3.
Images by Field Emission Scanning Electron Microscopy (FE-SEM) of zinc oxide nanorods grown on jute fibers by a hydrothermal process: (a) 600 magnification; (b) 40K magnification (Reprinted with permission from Ref. [34]. Copyright 2017, Elsevier).
Figure 3.
Images by Field Emission Scanning Electron Microscopy (FE-SEM) of zinc oxide nanorods grown on jute fibers by a hydrothermal process: (a) 600 magnification; (b) 40K magnification (Reprinted with permission from Ref. [34]. Copyright 2017, Elsevier).

3.2. Regenerated Cellulose Fibers
In the case of regenerated cellulose, researchers are exploring the possibility of taking advantage of some natural attributes of the feedstock. For instance, it was shown that the activity of bamboo’s natural antimicrobial agent, bamboo kun, is maintained after it has gone through the cellulose dissolution process [35]. Although, other researchers have found that fabrics made from regenerated bamboo fibers do not exhibit antibacterial properties [36]. Another characteristic of cellulose that researchers have recently worked to harness is its nanostructures. For instance, cellulose nanocrystals have been used to help functionalize a polyvinyl alcohol–polyethylene copolymer (PVA-co-PE) nanofibrous membrane with the anthraquinone-2-carboxylic acid photo-catalyst for use in protective clothing [37]. The resulting membrane combined antibacterial, aerosol filtration, and chemical detoxifying functions. In another study, a flame resistant thermally insulating lightweight aerogel was prepared with cellulose nanofibrils, N-methylol dimethylphosphonopropionamide, and 1,2,3,4-butanetetracarboxylic acid [38]. The thermal conductivity was 0.03258 W/(m.K), which opens an interesting perspective for thermal protective equipment for firefighters for instance. Other applications of cellulose nanostructures relevant to PPE include lightweight materials for ballistic protection [39].
4. Commodity Synthetic Fibers
Since polymers became commercially available in the 1950′s, synthetic fibers made with commodity polymers (polyolefins, polyester, polyamide) have been widely used in PPE because of their low price and durability. In addition, these synthetic fibers can easily have their shape and dimensions modified for enhanced performance properties. For instance, hollow fibers have been manufactured with polyester, polyamide, and polypropylene to provide improved thermal insulation [40]. Fibers with a serrated or multilobal cross-section offer better liquid transportation along their length, and thus improve the wicking performance [41].
4.1. Polyolefin Fibers
Polyolefins offer a low-cost solution for protective clothing, e.g., for protection against splashes of liquid chemicals [42]. For instance, polypropylene (PP) displayed a much longer breakthrough time compared with a polymer blend typically used for manufacturing CBN (chemical, biological, nuclear) protective garments, as well as a higher tensile strength. Polyolefins are also heavily used for air and liquid filtration because of their good resistance to abrasion, strength retention in the wet state, good resistance to chemicals, excellent resistance to micro-organisms, dimensional stability, and low cost [43].
PP fibers currently dominate the market of disposable respirators and respirator filtration media. They are formed into a three-layer nonwoven structure [44]; the filtering function is provided by the melt-blown middle layer, while the spun-bond outer and inner layers provide strength and give the product a specific shape. Researchers recently proposed the use of 3D printing to prepare N95 masks and other medical PPE [45]. Other recent developments with polyolefins include functionalizing the nonwoven fibers to improve their efficiency and/or comfort. For instance, Okrasa et al. added alkyl substituted octaisobutyl polyhedral oligomeric silsesquioxane (POSS) as a filler to PP before producing nonwoven samples by melt-blowing to improve the electrostatic performance retention of the electret filter [46]. They also explored the possibility of incorporating particles of super-absorbing polymers into the PP nonwoven structure to favor the absorption of moisture in the mask and improve the user’s comfort.
In another study, a core-sheath filament was prepared by melt extrusion and drawing for the controlled release of insect repellents [47]. High-density polyethylene (HDPE) was used as the sheath, while the core was made of poly(ethylene-co-vinyl acetate) (EVA) containing the insecticide N,N-Diethyl-m-toluamide (DEET). A strategy explored to provide an antibacterial function to PP nonwovens for shoe insole relied on using magnesium monoperoxyphthalate as an additive during the fiber formation melt-blown process [48]. The study also looked at modifying polycarbonate and polyamide nonwovens in a similar way. A N–halamine compound, 1-chloro-2,2,5,5-tetramethyl-4-imidazolidinone, was also coated on a PP melt-blown nonwoven to provide it with antimicrobial capabilities [49].
Another interesting recent finding in the area of PPE relates to the risk of slipping in cold environments. It was shown that a PP footwear sole offered better slip resistance on ice between −1 and −15 °C compared to vulcanized and polyurethane rubber [50]. A last area of research is related to the challenge in dyeing PP fibers. For instance, Elmaaty et al. have come up with an environmentally friendly process involving disperse dyes and supercritical carbon dioxide [51]. Others have explored the use of nanoclay as a filler to increase the dyeability of PP [52].
4.2. Polyester and Polyamide Fibers
In the case of recent developments with polyester and polyamide fibers, efforts have involved surface functionalization using nanotechnologies [31]. Applications include antibacterial activity, chemical detoxification, superhydrophobicity, UV protection, flame retardancy, abrasion resistance, antistatic, photonics, and electronics. For instance, graphene has been put forward as a coating on polyester and polyamide fibers for protective clothing applications [53]. An example of a clothing product already on the market takes advantage of graphene thermal conductivity for improved heat management [54]. A nanocomposite coating comprised of silica nanoparticles in a fluoropolymer matrix was applied on a polyester fabric using a dip–pad–cure process [55]. The treated fabric showed a high acid repellency. In addition, its strength was only minimally affected after being immersed for 5 min in 80% sulfuric acid. Other researchers have worked with polyamide 6 to develop a new type of FR intumescent nanocomposite electrospun fibers using nanoclay [56]. These low-cost inherently FR fibers have been blended with PBI and Lenzing FR regenerated cellulose fibers to identify the best combination of performance at the lowest cost.
An environmentally friendly strategy to impart fabrics with both oil- and water-repellency was developed using a perfluorocarbon-free oleophobic finish based on a thin polydimethylsiloxane coating with a specific texture at a smaller length scale [57]. The principle was tested with a woven polyamide fabric. Good repellency was obtained against canola, olive and castor oil, synthetic sweat, and water. This environmentally friendly oleophobic solution can be applied to other types of fibers.
Finally, polyester and polyamide fibers and filaments are also used in the area of smart textiles, where they can be coated or plated with silver to create electrically conductive yarns or blended with silver fibers to prepare a heating nonwoven [58]. Wearing a garment made with polyamide fibers coated with silver has also been proposed as a way to reduce exposure to electromagnetic fields [59].
4.3. Modacrylic Fibers
Modacrylic fibers are used in the area of heat and flame protection [60]. They are generally blended with cotton, although they can also be found in blends with regenerated cellulose and synthetic fibers. A potential issue of the release of hydrogen chloride and cyanide in the event of the combustion of modacrylic fabric was raised a few years ago [61]. However, it does not appear as critical as initially thought because the concentrations observed were not estimated to be a significant risk to health nor do they limit the ability to escape or survive a fire [62]. Regarding the release of particulate antimony, the same group mentioned that the concentrations observed were well below anything considered hazardous. Efforts have also been dedicated by fiber manufacturers to develop low antimony or antimony-free modacrylic, for instance the Protex® Q fiber by Kaneka Corporation [63].
4.4. Nanofibers
Nanofibers produced by electrospinning with different polymers are increasingly being used in air filtration as they offer a higher aerosol collection efficiency with a lower pressure drop compared to their microscale counterparts [64]. They include PP [65], polyurethane [66], polyacrylonitrile (PAN) [67], and polyvinylidene fluoride [68] as well as cellulose acetate [69] and polylactic acid (PLA) [70] biopolymers. Electrospun nanofibers are also being considered for protective clothing to provide higher breathability (i.e., water vapor transport) and filtration while being lightweight [71,72]. For instance, polyamide 6 (PA6) nanofibers were deposited on the surface of fabrics typically used in protective clothing [73]. An increase in thermal insulation was obtained.
Nanofibrous mats can further be functionalized by grafting photoactive species, such as benzophenones and polyphenols [74], N-halamines [75], or silver nanoparticles [76], for antibacterial activity for instance. Nanocomposite nanofibers can also be prepared by adding nanoparticles in the electrospinning solution. Recent works include PAN and PAN-co-polyacrylate nanocomposite nanofiber membranes incorporating titanium dioxide nanoparticles for improved particulate matter adhesion [77], polyethersulfone/barium titanate nanofibrous membranes deposited on a nonwoven polypropylene substrate for improved mask filtration and comfort [78], silica aerogel/PAN nanocomposite nanofibers for adsorption of volatile organic compounds [79], and PAN nanofibers containing a compound combining silver and lipid vesicles for antibacterial activity [80].
Some researchers have also developed multifunctional nanocomposite nanofibers mats. One strategy involved preparing chitosan–poly (vinyl alcohol) nanocomposite nanofibers loaded with silica nanoparticles, and then coating the nanofibers with silver nanoparticles formed by the UV reduction of silver nitrate on the fiber surface [81]. Another strategy was based on the use of dual electrospinning, which allows combining non-compatible active nanoparticles [82]. Nanocomposite mats containing a blend of silver nanoparticle-containing PAN nanofibers and magnesium oxide nanoparticle-containing PAN nanofibers were electrospun using two separate syringes subjected to a translational motion. The membrane was developed for chemical and biological detoxifying applications. Analysis by energy dispersive X-ray (EDX) spectrophotometry showed the absence of contamination of each type of nanofibers by the nanoparticles of the other type of nanofibers in the comingled electrospun mat (Figure 4).
Figure 4.
Multifunctional nanocomposite nanofibrous mat combining silver nanoparticle-containing PAN nanofibers and magnesium oxide nanoparticle-containing PAN nanofibers produced by dual-electrospinning: (a) EDX layered image; (b) Electron scanning microscopy image; (c) Superimposed spectra corresponding to two different fibers; (d) Details of the chemical content of the two different fibers showing the absence of contamination by the nanoparticles between the different types of nanocomposite fibers [82].
Figure 4.
Multifunctional nanocomposite nanofibrous mat combining silver nanoparticle-containing PAN nanofibers and magnesium oxide nanoparticle-containing PAN nanofibers produced by dual-electrospinning: (a) EDX layered image; (b) Electron scanning microscopy image; (c) Superimposed spectra corresponding to two different fibers; (d) Details of the chemical content of the two different fibers showing the absence of contamination by the nanoparticles between the different types of nanocomposite fibers [82].

An interesting strategy involves 3D printing struts on nanofiber mats using PLA polymer to form a transparent hierarchical structure [83]. This technique can make masks less visually obtrusive, therefore, increasing their adoption by the public. A transparent mask will also enable facial expressions to be viewed, which is critical for efficient communication. Another new concept for masks combines an electrospun nanofibrous mat with a triboelectric nanogenerator driven by respiration to maintain and reinforce the electrostatic aerosol capture mechanism [84]. A filtration efficiency of more than 85% was obtained after the mask was continuously worn for 4 h as well as after a 30-day interval.
5. High-Strength Inorganic Materials
Various inorganic materials have found a place in PPE due to their high strength as well as other interesting characteristics. This includes glass, basalt, carbon, metal, and boron fibers. These fibers have found applications in flame protection, puncture and cut resistance, and thermal protection from cold and hot hazards for instance. Inorganic materials are also key components for wearable electronics and smart textiles.
5.1. Basalt Fibers
In the area of heat and flame protection, fire shelters used by firefighters and protective clothing for foundry workers for instance have traditionally been manufactured with a glass fiber fabric coated with a layer of aluminum on the outside to reflect the incident radiant heat. However, researchers have explored the possibility of replacing the glass fibers by basalt fibers, which are not only less expensive but also offer higher strength and better thermal resistance [85]. They compared the performance of an aluminized glass fiber protective clothing for foundry workers with an aluminized basalt fiber protective clothing using a thermal manikin. Better clo values were measured for the aluminized basalt clothing. Promising results with aluminized basalt fabrics have also been obtained for protective gloves [86]. Improvements in the contact resistance at 100 °C, heat transfer, and thermal resistance were obtained for a basalt fabric coated with a layer of chromium or zirconium oxide compared to the uncoated fabric [87]. The fabric also displayed static-dissipation properties.
In addition, basalt fabrics have been explored as an alternative to glass fibers for composite manufacturing [88], which is used in different types of PPE, such as for puncture-resistant plates for boots, ballistic plates, or helmets. One of the advantages of basalt fibers over glass fibers in composites is their higher resistance to high temperature [89]. This can allow thermal recycling at the end of the composite life as the matrix would thermally degrade while the basalt fibers remain unaffected. Basalt fabrics can be used as a reinforcement on their own or be combined with other high performance fibers, such as aramids [90] and carbon fibers [91]. A graphene coating has also been used to increase the interfacial adhesion between basalt fibers and the polymer matrix such as polyamide 6 (Figure 5) [92].
5.2. Carbon Fibers, Carbon Nanofibers, and Other Carbonaceous Nanomaterials
Carbonaceous materials have found increased use in PPE. For instance, carbon fibers can be used in combination with aramid fibers to manufacture soft body armor materials [93]. A combination of carbon and para-aramid fibers in an epoxy matrix was also explored as a potential replacement for acrylonitrile butadiene styrene (ABS) in safety helmets [94]. Better impact energy absorption, flexural and tensile strength, and heat resistance were obtained compared to ABS. Another PPE product where the use of carbon fibers could improve people’s safety is air cylinders that are part of the breathing apparatus used by firefighters [95]. An improvement in balance and gait performance was observed with the lighter carbon fiber air cylinders compared with the heavier aluminum air cylinders most often used. Carbon fibers have also shown a potential for producing radio-absorbing materials used in protective clothing [96]). They were dispersed at different concentrations in polyester nonwovens and porous PVC films stacked in multilayer structures. The results obtained in terms of the reflection coefficient as a function of the radiation frequency point towards a strategy based on concentration gradients in carbon fibers to maximize the radiation protection offered.
Carbon-based materials have also found applications in PPE at the nanoscale. For instance, activated carbon nanofiber mats containing alumina and magnesium oxide nanoparticles were prepared for the destructive adsorption of diazinon pesticide [97]. The addition of the nanoparticles improved the adsorption rate of the pesticide, which was converted into a less toxic product by chemical reaction with the metal oxide nanoparticles. The optimal carbonization conditions for the preparation of nanofiber mats from PAN nanofibers were investigated by Storck et al. [98]. Using silicon substrates to sandwich the PAN mats during the high temperature carbonization provided the best results in terms of preservation of the nanofiber morphology, whereas using titanium substrates allowed the carbonization temperature to be increased to 1200 °C and produced the highest degree of carbonization and crystallinity. Moreover, carbon nanotubes can be used to form a breathable membrane [99]. The selective water vapor transport through the carbon nanotube channels provides breathability to the membrane while ensuring protection against chemical and biological hazards. Graphene can also be applied as a coating on polymer fibers and improve their performance for application in protective clothing [53]. This includes improved mechanical strength, flame resistance, heat management, UV resistance, antibacterial activity, and electrical conductivity.
5.3. Metal Fibers and Structures
Cut protection is another area where inorganic fibers have found applications [100]. The use of steel fibers can achieve very high levels of cut resistance; this is particularly beneficial in knitted structures for protective gloves. As these fibers are not very comfortable to the skin, inorganic filaments are usually wrapped by polymer or cellulose-based fibers in a core-sheath structure [101]. Researchers are still working to develop the core-spinning technique that will ensure the best cover factor [102]. Chainmail with stainless steel rings are used when the highest protection is needed, for instance in meat transformation and metal working industries as well as when diving around sharks [103]. A new development in this area by the National Aeronautics and Space Administration (NASA) involves chainmail with small metal squares 3D printed on each ring [104].
5.4. Boron Fibers and Other Boron-Containing Materials
Boron offers various interesting perspectives for PPE. First, as a fiber, it combines high strength and high elastic modulus [105]. For instance, boron and silicon carbide fibers are used as reinforcements in polymer composites for ballistic protection [106]. The stab resistance of para-aramid and PA6 fabrics has also been improved by coating the fabrics with boron carbide using a laboratory knife coater [107]. However, the coating affected the comfort performance of the fabrics with a decrease in air permeability and an increase in water vapor and thermal resistance. Boron nitride nanosheets have been shown to increase the flame resistance of cotton when applied as a coating [108]. Shielding can also be achieved using boron-based compounds. For instance, boron and nitrogen co-doped reduced graphene oxide provided an EMI shielding of −42 dB in the 12.8–18 GHz frequency range [109]. Good gamma ray and neutron shielding can be obtained using boron-doped glass, opening the door for applications in radiology facilities [110].
5.5. Components for Wearable Electronics and Smart Textiles
Wearable electronics and smart textiles’ penetration in the PPE market is still quite limited but wearable sensors and actuators are expected to be a game changer for PPE once they have overcome the remaining challenges they still face [111]. Inorganic materials play a large role into these developments, for instance for power and data transmission, as a sensor, or as a heating element [58]. The metals used are mostly silver, stainless steel, and copper. Yarn configurations include metal monofilament yarns, metal and metal/polymer blend multifilament yarns, metal and metal/polymer blend fiber spun yarn, and metal-plated polymer fiber and filament yarns. Conductive yarns are also manufactured using carbon-based materials such as carbon fibers, carbon nanotubes, carbon black, and graphene. Silver and carbon-based compounds are used in the form of conductive inks as well. Optic fibers and fiber grating provide an interesting solution for data transmission and sensing functions in environments with electromagnetic radiations. However, the poor flexibility and brittleness of glass fibers is a challenge for textile integration, and research is moving towards the development of polymer-based optical systems instead [112].
6. High-Performance Polymer Fibers
A series of high-performance polymer fibers have been developed between the 1960s and the 1990s and have contributed to make PPE more performant and more comfortable at the same time. Aramids, polyamide imide, polybenzimidazole, polyphenylene benzobisoxazole, melamine, oxidized poly(acrylonitrile), polypyridobisimidazole, polyimide, novoloid, ultra-high molecular weight polyethylene, and liquid crystal polyester are the most commonly used polymers. The first nine families of fibers listed are inherently flame resistant. Several of them are rigid-rod polymers and exhibit extremely high strength. Para-aramid and ultra-high molecular weight polyethylene fibers are used for cut-resistant and ballistic PPE.
6.1. Para-Aramid Fibers
Recent developments regarding para-aramid fibers have mostly aimed at improving their mechanical performance. For instance, subjecting para-aramids to different levels of a microwave electromagnetic field has led to a strong increase in the strength of filaments due to a reduction in the fiber stratification [113] and an increase in interfiber bonding [114]. It generated an increase in the ballistic performance when tested as a fabric/resin armor package [115]. Other researchers have explored different strategies to increase the friction coefficient of the para-aramid yarn and improve stab performance. A first result is that high yarn crimp leads to a reduction in knife penetration [116]. The coating of para-aramid fabrics with multiwall carbon nanotubes increased both the static and kinetic friction coefficients of the yarns, as well as their modulus [117]. It translated into a 50% increase in the ballistic limit of the fabric. Other researchers have used coatings of silica [118], graphene oxide [119], and alumina/titania with an aluminum or a copper bond coat [120] to improve the stab or ballistic performance of para-aramid fabrics.
Work has also been done to improve the stab resistance of composite structures. It was shown that inserting a layer of aramid woven fabric as a core between two layers of thermoplastic resin-impregnated aramid woven fabrics improves the resistance to stabbing [121]. Another type of sandwich structure was prepared using a nonwoven fabric combining polyamide, recycled para-aramid, and low-melting-point polyester fibers as the skin and either high-strength polyester filaments randomly organized or high-strength polyester staple fibers needle punched into a nonwoven as the core [122]. The best stab resistance was obtained with the high-strength polyester staple fiber nonwoven core. Carbon fiber/aramid hybrid composite structures have also been investigated for the stab-resistant materials used in riot shields [123]. The addition of the aramid fibers made the failure mechanism change from brittle to ductile. Depending on the stacking sequence of the carbon and aramid layers, it was possible to obtain an increase in the stab resistance for the hybrid structure. Finally, a technique was developed to prepare para-aramid aerogel fiber sheets with the goal of simultaneously providing mechanical and thermal protection [124]. The aerogel fiber sheets offered a similar fragment projectile penetration resistance compared to commercial para-aramid fibers while their thermal insulation was increased 20 times.
6.2. Meta-Aramid Fibers
Efforts have been made over the last years to prepare meta-aramid nanofibrous mats as a way to filter smoke particulates emitted during fires, which have been linked to the increased cancer numbers reported for firefighters [125]. For instance, meta-aramid nanofibers were successfully produced using a wire-based needleless electrospinning setup [126]. The polymer was dissolved in a polar aprotic solvent. The selection of optimal conditions allowed producing nanofibers with an average diameter between 80 and 90 nm. An investigation of the effect of the nanofiber diameter showed that the particle collection efficiency increases when the nanofiber diameter decreases [127]. However, the pressure drop of the filter also increased when the nanofiber diameter decreased. The authors reported that the nanofibrous filters retained their mechanical and chemical durability up to 200 °C. In an attempt to improve the stability of the meta-aramid nanofibrous mats, which is affected by the fact that the crystallinity is lost during the electrospinning process, the electrospun nanofibers were washed to remove the LiCl salt added to dissolve the meta-aramid to prepare the electrospinning solution, then heat-treated at 250 and 300 °C for 10 min [128]. This allowed the restoring the meta-aramid crystalline structure, which enhanced the nanofibrous mat mechanical and chemical stability. The authors also treated the mats with silane to make them hydrophobic and superoleophobic. An alternative strategy to restore the crystalline structure of the meta-aramid nanofibers using a lower heat treatment temperature involved immersing the nanofibrous mat in a solvent mixture of N,N-dimethylacetamide, and ethylene glycol in water followed by a 30 min heat treatment at 120 °C [129]. A strong increase in mechanical strength and chemical stability was obtained in comparison with the 300 °C/10 min heat treatment.
A meta-aramid nanofibrous mat functionalized with 2-{3-[2-(2-hydroxy-4-methoxy-phenyl)-vinyl]-5,5-dimethyl-cyclohex-2-enylidene}-malononitrile (dye 3) was prepared for ammonia gas detection [130]. The sensing mat exhibited a sensitivity of 1–10 ppm with a response time of 10 s. Research on meta-aramid has also led to an increase in the heat resistance using a honeycomb structure [131]. A reduction in 2nd and 3rd degree burn injury was obtained in flash fire testing.
An interesting initiative to recycle used meta-aramid coveralls has successfully produced FR-rated protective clothing of a similar performance to what is available on the market using the recycled meta-aramid fibers [132]. Recently, they explored the possibility of extending the application to arc-rated clothing [133]. The results showed that the weighted average glass transition temperature of FR fabrics can be used as a prediction of their arc rating performance. In addition, they demonstrate that the recycled nature of aramid fibers does not affect the arc rating performance of the corresponding fabrics.
6.3. Other Rigid-Rod Polymer Fibers
Polyamide-imide is another inherently FR polymer that is sometimes classified as an aramid. Recent developments involved the synthesis of a new polyamide-imide series with good thermal stability [134]. The temperatures at 10% weight loss in nitrogen were around 489–501 °C, which is a little higher than what has been reported for Kermel fibers currently used in protective clothing. Other recent research on polyamide-imide dealt with high performance membranes for water filtration [135].
Polybenzimidazole (PBI) is also used in FR protective clothing due to its excellent thermal behavior [136]. In addition, recent work involved the production of electrospun PBI nanofibrous mats for respirator applications [137]. A threefold reduction in the pressure drop was obtained compared to commercial masks with a similar filtration efficiency. In addition, it was possible to clean and reuse the filter medium after contamination by organic and inorganic ultrafine particles due to PBI’s high mechanical, thermal, and chemical resistance. A strategy developed to provide a PBI-based nanofibrous filter medium with high UV resistance and chemical and thermal durability uses benzophenone (PB), a UV absorber, as an additive in the electrospinning solution [138]. The performance of the PBI–PB filter was retained after 30 days of UVA exposure. In addition, the damage sustained was much less than that of commercial filters when exposed to UVC light.
Polyphenylene benzobisoxazole (PBO) has the highest modulus and tensile strength of all commercial polymeric fibers [139]. It was excluded from ballistic protective clothing application a few years ago because of the failure of a bullet-proof vest, which was attributed to premature aging due to moisture among others and resulted in a major loss in the fabric strength [140]. However, recent results involving repeated washing/drying cycles of various fabrics used as an outer shell in firefighter bunker suits showed a very limited decrease in tear strength of a fabric blend containing PBO after 50 washing/drying cycles [141]. It was shown with PBO films that the chain scission of o-hydroxy amide bonds dominates the initial stage of PBO hydrolytic degradation [142]. These o-hydroxy amide bonds may result from the incomplete polymerization of the PBO molecule. Therefore, it is possible that a satisfactory resistance of PBO to environmental aging can be achieved with a high level of polymerization of the PBO fibers. Other researchers have explored the use of titanium dioxide (TiO2) nanoparticles as an additive in the PBO fibers to improve their UV resistance [143]. The TiO2 nanoparticle concentration has to remain below 3% to provide the protective effect. Above this value, an acceleration of UV aging is observed. Taking advantage of the high mechanical performance of PBO, researchers have examined various knitted structures for protection against stabbing [144]. Better results were obtained with PBO multifilament spacer fabrics compared with para-aramid. An interesting performance was also observed with a PBO structure using para-aramid tucks.
6.4. Ultra-High Molecular Weight Polyethylene
Ultra-high molecular weight polyethylene (UHMWPE) fibers have raised large interest in recent years due to their excellent mechanical performance. Compared to para-aramid, they have higher tenacity, better abrasion and fatigue resistance, and a comparably high modulus [145]. They are also extremely resistant to chemical and biological attack. As a result, they now occupy a central place in ballistic PPE [146]. Recent developments have involved extending the use of UHMWPE to protection against spike, knife, and needle puncture by coating the fabric with silica nanoparticles dispersed in polyurethane [147]. The coated fabric in a multilayer configuration provided a large increase in the resistance to puncture by spike and hypodermic needle while remaining more flexible compared to a multi-layer stack of uncoated fabrics of the same surface density.
Another recent development involving UHMWPE fibers deals with the preparation of single-polymer reinforced composites. Self-reinforced UHMWPE composite samples had a threefold increase in tensile strength and Young’s modulus compared to unfilled UHMWPE [148]. When prepared by hot compaction, an efficient load transfer was obtained when only a small amount of the UHMWPE fibers were incorporated to form the composite matrix [149]. A very interesting avenue explored by other researchers in Canada involves the use of crosslinkers to further improve the mechanical performance of UHMWPE [150]. Fabrics impregnated with the developed bis-diazirine crosslinker molecule exhibited a marked improvement in resistance to drop-tower impact and tear due to additional crosslinking of the C–H bonds. UHMWPE was also explored as the matrix of X-ray protective composites using tungsten and boron carbide particles as fillers [151].
Attempts have also been made to combine UHMWPE fibers with other high performance polymer fibers. For instance, Ertekin & Erhan Kirtay prepared hybrid core-spun yarns with different types of filaments as the core [152]. The sheath was composed of staple para-aramid fibers. The best performance in terms of cut, abstraction, and puncture resistance of fabrics woven using these yarns was obtained with the UHMWPE core compared to glass fiber, polyamide, and polyester for instance. In another study, the ballistic performance of composite structures combining UHMWPE laminates and aramid fabrics was assessed [153]. Composites with 75% UHMWPE and 25% aramid provided the best results.
6.5. Other High-Performance Polymer Fibers
Melamine formaldehyde is an efficient flame retardant and can also be made into a fiber. Kocer et al. used melamine formaldehyde fibers to prepare an N-halamine antibacterial nonwoven [154]. The fibers were first hydrolyzed with sulfuric acid and then chlorinated with household bleach. The treated fabric preserved more than 70% of its N–Cl bonds after 2 weeks of exposure under UV light. It also displayed detoxifying efficacy against paraoxon, a chemical warfare agent.
The flammability performance of polyimide fibers was recently explored [155]. Compared to meta-aramid, polyimide fibers perform better in terms of ability to resist ignition but have a higher heat release. Research was also conducted to prepare polyimide nanofibrous mats. A hybrid membrane was prepared by coating a Kevlar® fabric with electrospun polyimide nanofibers [156]. Further annealing of the modified fabric at 260 °C allowed a strong increase in its water resistance. There was no significant effect of the polyimide nanofibrous coating on the membrane water vapor permeability while it decreased its air permeability. Further refinement allowed the production of polyimide nanofibrous mats with reasonable mechanical strength, excellent thermal stability, and a filtration efficiency of 90% [157]. Other developments in the area of composite manufacturing led to an improved compatibility between polyimide fibers and epoxy matrices by pretreating the fibers with oxygen plasma [158].
A relatively newcomer in the area of high performance fibers is liquid crystal polyester (LCP). Its physical performance is similar to that of aramids [159]. However, it has a better resistance to creep, cyclic thermal, flex–fatigue, and abrasion, and chemical/dimensional stability. Composite fibers were prepared by electrospinning by combining LCP fibers dissolved in a solution of chloroform and pentafluorophenol with polyurethane [160]. An increase in strength, toughness, and elastic modulus was obtained for fibers of random orientation when the amount of LCP increased. Balagna et al. developed an antibacterial coating for LCP fabrics using silver nanoclusters embedded in a silica matrix [161]. The mechanical properties of the fabric were preserved but the resistance of the coating to laundering was relatively limited.
Nature has also been a source of inspiration for the development of new high-performance fibers. For instance, researchers have manufactured artificial silk fibers that are stronger than steel with a mean ultimate tensile strength of close to 1 GPa and tougher than Kevlar® with a mean toughness of 161 MJ/m3 [162]. These fibers are made of amyloid proteins and were synthesized by engineered bacteria and produced by wet spinning. The same group has also been working on fibers made of titin, which is the protein found in muscles [163]. The titin polymer was synthesized using engineered Escherichia coli bacteria and had a molecular weight of more than 2.4 MDa. Monofilaments of 10 μm diameter were then produced by wet spun and post-spin drawing. They exhibit a high damping capacity of 80% at 30% strain as well as high values of strength (378 MPa), modulus (4.2 GPa), extensibility (47%), and toughness (130 MJ/m3). These fibers offer interesting perspectives for ballistic protection for instance.
6.6. Aging of High-Performance Polymer Fibers
A number of high-performance polymer fibers have been discussed in the above sections. If these fibers offer exceptional characteristics when new, several of them are sensitive to environmental and service aging. For instance, a series of testing campaigns performed on used firefighter protective garments, some retired and some not, revealed significant losses of some properties, in particular mechanical performance and resistance to water penetration [164]. Accelerated aging tests performed on fabrics used in firefighter protective clothing, made of blends of high-performance polymer fibers, confirmed the degradation experienced when exposed to heat [165], laundering [141], moisture [166,167], and UV [168] for instance. A strategy explored by researchers at the University of Alberta consists in graphene-based end-of-life sensors positioned on the outer surface of the protective clothing [169]. The condition of the garment while in use, is monitored by measuring the residual conductivity of the graphene tracks. Results showed that conductive tracks prepared on a meta-aramid woven fabric using reduced graphene oxide (Figure 6) resisted water immersion and the equivalent of 10 domestic launderings, while the conductivity was progressively lost as a result of abrasion [170]. Potential sacrificial polymers were successfully identified for thermal [171] and moisture [172] end-of-life sensors.
7. Special Textile Structures
This section describes a series of special textile structures that have been developed or can be used for PPE applications. They include three-dimensional textiles, auxetic textiles, shear thickening fabrics, nanoporous structures, phase change materials, Janus textiles, and textile-based composite structures for protection against cut and puncture.
7.1. Three-Dimensional Textiles
Three-dimensional (3D) textile structures have been explored for impact/ballistic protection. For instance, tests performed with 3D woven aramid and PBO fabrics showed that 3D woven fabrics exhibit higher ballistic performance in terms of breaking load and energy absorption compared to 2D woven fabrics [173]. The results of a knife penetration test are also better. Efforts were dedicated as well to better understand the behavior of 3D woven fabrics under ballistic impact through analytical and numerical modelling [174] and analyze the effect of local and global localization on the failure phenomenon [175]. The use of 3D warp interlock fabric structures was explored with para-aramid for the manufacture of female soft body armors [176]. The 3D warp interlock fabric structure showed a better moldability and less wrinkles. With a 66.6% binding and 33.3% stuffer warp yarn ratio, 3D warp interlock fabric panels achieved a lower back face signature depth and higher energy absorbing capacity compared to the 2D fabric with the same type of yarns [177]. Seamless female body armor vests were also designed using 3D knitting [178]. The thermophysiological comfort of loose and tight fitting versions were assessed using a thermal manikin. A warp-knitted spacer fabric was also evaluated as an interlining to improve the thermophysiological comfort of a ballistic armor vest made with a Kevlar®-woven fabric [179]. A three-plied warp-knitted polyester spacer fabric performed better in terms of moisture vapor and heat transfer compared to single- and five-plied spacer fabrics. Moreover, 3D knitted structures are also considered for impact absorption in sportswear [180]. They can provide a similar protection against impacts to the closed cell foam pads currently available to rugby players but with improved flexibility and comfort.
Aside from the traditional textile manufacturing processes, 3D printing has also been considered for the preparation of 3D textile structures. This technique allows producing complex structures using a computer-controlled layer-by-layer process and has been proposed for the rapid manufacturing of N95 masks and other medical PPE, when in high demand, such as during the COVID-19 pandemic [45]. Researchers have explored the possibility of using inexpensive 3D-printed polymers for applications at high temperatures [181]. Among the polymers tested, stereolithography resins showed the best thermal stability to 185 °C and the best mechanical properties upon UV post-treatment. This may open some possibilities for protective clothing and PPE used in high-temperature environments.
7.2. Auxetic Textiles
As an alternative strategy to using auxetic materials to prepare auxetic textiles, Ugbolue et al. identified how to engineer yarn and fabric structures so that auxetic textiles are made using non-auxetic materials [182]. They developed several auxetic warp knitted structures by using filling yarn inlays in the repeating units. This has led to the development of 3D auxetic spacer fabrics [183]. These structures offer a better formability compared to regular spacer fabrics [184]. Auxetic textiles have also been constructed using high performance fibers [185]. With small loop lengths, a negative Poisson ratio of −0.713 was achieved using para-aramid yarns. The smaller loop length also gave the higher strength. Using para-aramid fibers, Sun et al. designed a stab-resistant auxetic weft-knitted fabric [186]. It had a higher peak load and energy absorption capacity than a plain knitted fabric made with the same yarns. Auxetic textiles also offer a promising perspective for wearables and medical applications with an improved comfort and increased piezoresistive sensitivity [187]. Auxetic fabrics have also been investigated as a reinforcement for composite parts [188].
Auxetic textiles have been prepared using woven structures as well. Lolaki & Shanbeh prepared 30 auxetic woven fabrics with different weave designs, fabric counts, and yarn linear density using helical auxetic weft yarns [189]. They concluded that the auxetic behavior of the fabrics did not depend only on weave design, but also on the yarn linear density and fabric count in the warp direction. Other researchers developed a highly elastic auxetic woven fabric using a zigzag configuration for the warp and weft yarns [190].
7.3. Shear Thickening Fabrics
Shear thickening fabrics are another recent development for PPE, especially for impact protection. For instance, para-aramid fabrics were impregnated with a shear thickening fluid made of silica nanoparticles dispersed in polypropylene glycol [191] and polyethylene glycol [192]. An increase in the load at penetration compared with untreated fabrics was achieved with spiked and rounded impactors. The addition of a silane coupling agent further improved the stab performance of shear thickening fluid-treated para-aramid fabrics [193]. Work also involved impregnating UHMWPE fabrics with silica/polyethylene glycol shear thickening fluid [194]. Experiments conducted with both para-aramid and UHMWPE fabrics showed that impregnation with the shear thickening fluid strongly increased the force of yarn pull-out taking place at impact [195]. A correlation between the energy absorption and the yarn pull-out force was observed for low-velocity impacts. Shear thickening fluid impregnation has been shown to increase the shock wave mitigation provided by the high-performance fabrics too [196]. A positive effect of impregnation by shear thickening fluid was also observed with a spacer fabric [197]. If the performance was similar to the foam used in football helmets at low kinetic energy impacts, a strong improvement in energy absorption was measured for impact energies larger than 15J. A damping effect on the shock wave was obtained too with polyurea foam impregnated with shear thickening fluid [198].
Other researchers investigated the effect of shear thickening fluid on the sound absorption of textiles. Li et al. showed that a concentration of at least 30% of silica nanoparticles in the polyethylene glycol-based shear thickening fluid was necessary to measure an improvement in sound insulation of knitted fabrics [199]. Researchers also used a mixture of ZnO whiskers, silica nanoparticles, and polyethylene glycol as shear thickening fluid to prepare a sound-insulating glass fiber fabric [200]. Shear thickening fluid was also explored as a strategy to increase the cut and puncture resistance of a thermal micrometeoroid garment [201].
Work has been conducted to look at the effect of the silica nanoparticle morphology (spherical or irregular) on the efficiency of the shear thickening fluid of aramid fabrics against stabbing [202]. The best results were obtained with spherical nanoparticles. Attempts were also made to combine two different sizes of silica particles, one size at the microscale and one at the nanoscale [203]. An improvement was obtained compared to the mono-sized specimens. An improvement in ballistic performance was also achieved by adding carbide particles to the silica nanoparticles in the shear thickening fluid, showing interesting perspectives for multi-phase systems [204].
The shear thickening fluid technology has also been combined with some of the special fabric structures described earlier in this section. It was shown to improve the ballistic performance of 3D woven aramid fabric structures [205] and the low-velocity impact resistance of an auxetic warp-knitted spacer fabric [206]. A similar shear thickening behavior was recently obtained by creating 3D printed chain mail-structured fabrics (Figure 7) using selective laser sintering [207]. The three-dimensional octahedral particles are organized into layers. The chain mail sheets can freely bend and drape curved objects, even when two layers are stacked on top of each other. However, when a pressure of 93 kPa is applied, the stiffness of the two sheets increases by more than 25 times as the octahedral particles interlock between and within the sheets.
7.4. Nanoporous Structures
Nanoporous structures using aerogels can be applied to textiles to provide exceptional thermal insulation. To circumvent the issue of brittleness with silica aerogels, they can be chemically crosslinked or reinforced with fibers [208]. The advantage of fiber reinforcement is that a reduction in the material density can be obtained, which is critical for PPE comfort. The use of organic fibers, either natural or synthetic, also provides flexibility. Cellulose has been explored as a raw material for aerogels. Diverse strategies have been used to overcome the challenge associated with cellulose flammability, which would prevent the application of cellulose-based aerogels for insulation from heat. For instance, Han et al. used magnesium hydroxide nanoparticles, which were synthesized in situ in the nanostructured cellulose gel prepared from waste cotton, to make the aerogel flame resistant while preserving most of its excellent heat insulation performance [209].
Aerogel structures can also be obtained from high-performance fiber polymers. For instance, para-aramid aerogel filaments were prepared by spinning, solvent exchange, and freeze drying [210]. The inherently FR filaments were strong and flexible enough to be woven into a fabric; they also displayed an excellent thermal insulation between −196 and +300 °C. Polyimide aerogel fibers were manufactured by freeze spinning [211]. The polar bear hair-inspired fiber combined thermal insulation, temperature resistance, and flame retardancy with strength and high stretch. Polyimide aerogels have also been explored as filter materials. By adding polyvinylidene fluoride to the crosslinked polyimide aerogel, researchers were able to control the porosity of the hybrid nanoporous material to improve its air permeability while maintaining a very good aerosol filtration efficiency [212]. The polyvinylidene fluoride also improved the hydrophobicity of the polyimide aerogel so that it maintains its integrity and performance in humid environments.
In addition, nanoporous structures have been proposed as an alternative strategy for the manufacture of liquid-tight yet breathable membranes. An example uses electrospun nanofibrous polyurethane mats to prepare such a membrane [213]. Better water resistance, air permeability, and water vapor transmission rate were obtained compared to a commercially available waterproof breathable fabric based on flash-spun polyethylene (Tyvek®). The use of para-aramid to prepare an electrospun nanofibrous mat allowed adding heat and flame resistance to the liquid-tight breathable membrane [214]. It showed a higher water vapor permeability compared to commercial expanded polytetrafluoroethylene (ePTFE) membranes currently used in FR protective clothing.
7.5. Phase Change Materials and Janus Textiles
Phase change materials (PCMs) can be incorporated into fibers/filaments or applied as coating on fabrics [215]. They have found numerous applications for thermo-regulating purposes in protective clothing [216]. Recent developments include the preparation of ultrafine phase change fibers by emulsion electrospinning [217]. Poly(meta-phenylene isophthalamide) was used as the matrix to encapsulate the fatty acid ester active compound. The resulting fibers displayed a phase change in the 30–40 °C range, very high enthalpies, and a good shape stability. Other researchers have worked on bio-based PCM textiles. For instance, Saraç et al. tested coconut oil as a PCM to functionalize cellulosic fabrics [218]. Microcapsules of coconut oil in melamine formaldehyde/poly (methyl methacrylate) polymer shells were applied by knife-coating on cotton fabrics. Thermoregulating performance between 6.7 and 14.9 J/g in terms of latent heat were achieved. To overcome the issues of solid–liquid PCMs in terms of poor shape stability and low thermal conductivity, Sheng et al. used carbon scaffolds prepared through the direct carbonization of cotton cloth [219]. A heat capacity of 170 J/g was obtained for carbon scaffold/paraffin wax PCMs. The thermal conductivity increased by a factor of three to four depending on the scaffold direction compared to pure paraffin wax. Another solution to the shape stability issue associated with liquid PCMs is based on solid–solid PCMs. For instance, polyoxyethylene (2) hexadecyl ether was grafted as a functional side chain on a cellulose benzoate skeleton [220]. A solid-solid phase transition was observed in the 25–30 °C physiological temperature range. Phase change nanofiber hollow yarns have been prepared to provide both thermoregulation and thermal insulation [221]. Poly(meta-phenylene isophthalamide)/fatty acid ester PCM nanofibers were simultaneously electrospun and wrapped around a rotating polyvinyl alcohol (PVA) yarn using a twisting funnel. The PVA core was then dissolved in hot water. The resulting nanofiber hollow yarns have a high enough strength to sustain weaving and displayed a heat storage capacity of 30–40 J/g. PCMs have also been used to functionalize para-aramid aerogel filaments [210]. The polyethylene glycol active ingredient was driven into the nanoporous structure by capillary force. High energy storage was obtained with a phase change enthalpy of 162 J/g.
Interesting thermal management solutions have also been proposed using the so-called Janus textiles, which can provide both passive radiative heating and cooling by flipping the garment inside out [222]. This dual-mode textile is based on a membrane of infrared (IR) radiation-transparent nanoporous polyethylene membrane, in which a low emissivity/high emissivity bilayer is embedded in an asymmetrical manner. The researchers obtained a 6.5 °C temperature difference between the heating and cooling modes. All the layers are porous, which allows maintaining some level of breathability. To further increase the breathability which maintaining the dual cooling-heating function, other researchers have come up with a double side fabric design using Janus yarns [223]. The low emissivity side is made of woven metal fibers while the high emissivity layer is composed of dielectric fibers. Their simulations pointed to a 13 °C comfort range.
7.6. Textile-Based Composite Structures for Protection against Cut and Puncture
Textile-based composite structures have also been developed to provide improved protection against knives, needles, and other sharp/cutting impactors while preserving as much dexterity and range of motion as possible [224]. This is especially critical for protective gloves. A strategy developed is based on small guard plates screen-printed on a fabric surface [225]. These guard plates are made of a hard polymer [226]. When protection against very pointed objects such as hypodermic needles is needed, several layers of this material are superimposed with the assumption that the space between two adjacent guard plates in one layer will be covered by a guard plate in the next layer (Figure 8) [227]. This technology has recently been refined to precisely control the location of the guard plates in one layer vs. the next one [228].
Figure 8.
(a) Schematic representation of the resistance to pointed objects provided by the superposition of small hard guard plates secured on a support fabric; (b) Optical microscopy image showing a broken guard plate (identified with a white arrow) at the site of a hypothermic needle puncture (Reprinted with permission from Ref. [229]. Copyright 2012, IRSST).
Figure 8.
(a) Schematic representation of the resistance to pointed objects provided by the superposition of small hard guard plates secured on a support fabric; (b) Optical microscopy image showing a broken guard plate (identified with a white arrow) at the site of a hypothermic needle puncture (Reprinted with permission from Ref. [229]. Copyright 2012, IRSST).

This material also provides resistance to abrasion. Another product named TurtleSkin® involves tightly woven cut-resistant fibers, such as para-aramid [230]. A thin coating of polymer can be applied to increase the puncture resistance but with a reduction in flexibility. This technology was used with LCP fibers to improve the International Space Station Extravehicular Activity Phase VI glove design [231]. These two types of strategies (hard guard plates and tightly woven cut-resistant fibers) offered a good resistance to puncture when tested with hypodermic needles in conditions simulating use in protective gloves [232,233].
Another solution recently proposed for elastomer gloves used by workers exposed to needle stick injuries in the healthcare, service, and hospitality sectors involves dispersing hard particles, such as colloidal silica and silicon carbide nanoparticles, into polydimethylsiloxane [234]. When applied on a high-density polyethylene woven fabric, the coating allowed an increase in the penetration force of hypodermic needles by 90% with only silica particles and by 110% with combined silica/silicon carbide particles. Abrasion resistance and thermal protection can also be brought to textiles with small-printed plates of inorganic or metal particles dispersed in a hard polymer [235] or ceramics [236,237].
8. Perspectives on Promising Avenues of Further Development
If large progress has been made and is still being made in fibers, fabrics, and textile structures for application in protective clothing and other types of PPE, areas of improvement remain, especially considering the seemingly irreconcilable nature of protection and comfort. This section describes strategies that can be used for further development in the area: measuring comfort, adopting new technologies, enhancing sustainability, and taking an interdisciplinary approach.
8.1. Measuring Comfort
In terms of comfort, a major challenge lies in its multifaceted and highly subjective nature [238]. Test methods have been developed to assess the four aspects of clothing comfort—thermophysiological, skin sensorial, ergonomic, and psychological [239]. Requirements in terms of comfort are also gradually taken into considerations in standard specifications for protective clothing and PPE. They have been included in some standards; there is now a minimum level of evaporative heat transfer required for firefighter protective clothing in NFPA 1971 [240]. However, in many instances, the assessment of clothing comfort involves wear trials using human subjects, e.g., to assess the thermophysiological effect of firefighter protective garments [241] or the comfort and fit of chemical protective ensembles [242]. These tests involving human subjects are time-intensive and expensive, which may be a limitation.
As an alternative, it may be possible to develop bench-scale laboratory test protocols that describe the impact of protective clothing and PPE on the wearer’s comfort. For instance, bench-scale laboratory test methods to assess glove stiffness and grip have been developed [243,244]. In both instances, an excellent correlation with biomechanical measurements and/or psychophysical evaluation test results were obtained. These two test methods, which rely on simple laboratory equipment, could be used to assess glove dexterity, which has been shown to be controlled by three parameters: glove flexibility, friction between the glove and the object, and snugness of fit with the hand [245]. Similar strategies could be attempted for other aspects of protective clothing and PPE comfort, enabling manufacturers to more easily characterize the comfort performance of their products and improve them, and end-users to be able to take into account comfort when selecting protective clothing and PPE.
8.2. Adopting New Technologies
A second very promising avenue of further development relies on the adoption of new technologies in protective clothing and PPE products. If many examples of recent progress using nanotechnologies have been identified in this review (Table 1), the nano-enabled commercial products of protective clothing and PPE are still rare. One example of such a product is fabrics impregnated with a shear-thickening fluid containing silica nanoparticles dispersed in polyethylene glycol that are used in soft body armor and other PPE for impact, stab, and ballistic protection [246]. Several clothing and other textile items have also been made antibacterial using silver nanoparticles, either applied as a coating or dispersed in the fiber polymer [31,247]. Products involving nano-enabled superhydrophobicity and stain-resistance have also reached the market [31]. As nano-based solutions for fibers and textiles become more durable, including to the severe environments to which protective clothing and PPE products may be exposed to in service, and more affordable due to improvement in production processes and larger produced volumes, they are expected to bring large improvements in protective clothing and PPE, in particular by enabling reductions in weight and bulkiness.
Another type of very promising new technology for protective clothing and PPE is smart textiles and materials (Table 1). However, even if the sensing, reacting, and adapting capability they offer would provide a response to several of the current needs in occupational health and safety, their adoption in the field is still very limited [111]. Products of protective clothing and PPE using smart textiles and materials identified by Dolez et al. [111] include smart shirts collecting vital signs for firefighters, athletes, and astronauts; protective gloves detecting toxic chemicals in the air; smart trousers making a chain saw switch off when in close proximity; surgical gowns that adjust their water vapor permeability based on the user’s temperature; antibacterial medical clothing based on N-halamine that are recharged with chlorine bleach; and a vest for caregivers that monitors and supports movements when lifting heavy loads. However, many of their products are only at the prototype stage and have not reached the market yet. Several issues currently limiting their adoption in protective clothing and PPE have been identified [111]: the limited maturity of technologies associated with smart textiles; worries about potential impacts on health and safety; potential interference with communication systems and other electronic systems; issues of compatible with other PPE requirements; knowledge gaps and lack of standards and test methods; high cost of the product and the accessories necessary for its operation; challenges related to power supplies and resistance to care procedures; need to demonstrate the benefit for the user; and issues related to the end of life of the products. Luckily, researchers are dedicating large efforts to solving the weaknesses of smart textiles and materials so that they can benefit protective clothing and PPE.
A major issue that e-textiles can help solving in occupational health and safety relates to the power that is required for all the electronic devices that people have to carry with them to perform their tasks. For instance, about 20% of the carry-on load of soldiers on a mission is made of batteries [248]. There is a large interest in developing textile-based solutions for power generation and storage. In terms of power generation, energy can be harvested from the body and external sources such as the sun using protective clothing and PPE as a substrate [249]. The latest developments include a flexible photovoltaic film 15 times thinner than paper [250], soft and flexible magnetoelastic generators harvesting body movements [251], and carbon nanotube fiber thermoelectric generators woven into a cotton fabric [252]. Researchers are also working to develop flexible and thin batteries that may ultimately resist care and use conditions. For instance, a flexible lithium-ion fiber battery of 140 m long has been produced using solid-state electrolytes and thermal drawing [253]. Other researchers have designed a 0.4 mm thick biodegradable zinc battery, which powered a small fan for 45 min [254].
8.3. Enhancing Sustainability
Another important avenue of development relates to sustainability. The COVID-19 pandemic has revealed to the face of the world that protective clothing and PPE have a major end-of-life issue [255]. Most of these products are made of petroleum-based polymers and take very long to decompose in landfills. However, solutions exist to implement to protective clothing and PPE the four R’s towards environmental sustainability [256]. In terms of reducing our consumption, smart technologies can be used to dispose of items only when they are contaminated, for instance with chemical protective clothing and PPE that show with a change in color when they have been exposed to chemicals [257], and textile end-of-life sensors that allow replacing items only when needed [169]. Protective clothing and PPE can also be reused to extend their lifetime, for example by subjecting them to a decontamination treatment using ultraviolet germicidal irradiation [258], by including a self-detoxifying finish against biological agents based on N-halamine, silver, or quaternary ammonium [247] or by embedding chemically and biologically active nanoparticles in nanofibers forming a breathable membrane [82].
PPE can also be recycled to make new products. For example, the company TerraCycle in Canada collects used PPE and reprocesses them into hard plastic lumber, which can be used to make park benches and boardwalks (www.terracycle.com, accessed on 7 June 2022). Another Canadian company collects used FR aramid coveralls used in the oil and gas industry and through a mechanical recycling process, turns them into new FR aramid coveralls [132]. Research has shown that the recycling process does not affect the arc rating of the FR aramid coveralls, which offer the same FR performance and electric arc protection as FR coveralls made of 100% virgin fibers [133].
Finally, biodegradable protective clothing and PPE can be produced to cater to the last R—recover, for example by using bio-based polymers and natural fibers or by adding compounds to otherwise non-biodegradable polymers so that enzymes are produced that depolymerise the polymer [256]. These different solutions will ultimately reduce the environmental footprint of protective clothing and PPE so that the ability of future generations to meet their own needs is preserved.
8.4. Taking an Interdisciplinary Approach
Protective clothing and PPE are complex systems and the challenges faced for their development are multidisciplinary. Therefore, a truly interdisciplinary approach is required to achieve meaningful progress. It needs to bring together the different expertise relevant to protective clothing and PPE, including textiles and clothing, health and safety, design, materials, different fields of engineering, manufacturing, and human factors. A holistic, human-centered perspective that starts with the users’ needs and considers the industry capacity is key to finding sustainable solutions to the remaining challenges in protective clothing and PPE.
9. Conclusions
As this review, one of the very few of its kind on this very important topic, has shown, large progress in fibers and textiles for protective clothing and PPE has been made over the last 50 years. In terms of highly extensible elastomeric fibers, which are critical for fitted garments and securing systems, new developments include polyester-based elastic fibers and shape memory polyurethane. Cellulose-based fibers, which were a main component of original PPE and still play a major role in their modern day counterparts, are now benefitting from environmentally friendly processes and nanotechnology-enabling treatments. Commodity synthetic fibers are also taking advantage of new technologies, e.g., with surface functionalization and formation of structures at the nanoscale, to offer improved performance and new functionalities. High strength inorganic materials, such as basalt, carbon, and boron, are generating considerable interest in PPE, both as fibers and coatings. For their part, high-performance polymer fibers, which brought breakthrough changes to the world of PPE 60 years ago, are seeing improvements in their short and long-term performance. They are also moving to the nanoscale for new functionalities as well as becoming recyclable. Finally, special textile structures have been developed with large opportunities for PPE: 3D textile structures, auxetic textile structures, shear thickening fabrics, nanoporous structures, phase change materials, and some specially designed textile-based composite structures for improved protection against mechanical hazards.
However, many challenges remain in PPE, in particular due to the fact that protection and comfort are often at odds with each other. Yet, promising avenues of further progress can be identified: (1) the development of bench-scale laboratory test methods to assess the different aspects of PPE comfort as felt by the user; (2) nano-based solutions for fibers and textiles to become more durable and affordable; (3) the adoption of smart textiles and materials, including for energy generation and storage; (4) the implementation of strategies towards PPE sustainability; and (5) a truly interdisciplinary approach involving a holistic, human-centered perspective that starts with the users’ needs and considers the industry capacity. Protective clothing and PPE is a complex, yet rewarding topic; solving the challenge of improving protection without reducing comfort can save people’s lives.
Author Contributions
Writing—Original Draft Preparation, P.I.D., S.M.; Writing—Review and Editing, R.H.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by The National Research Council of Canada, contract number 947309.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
As this is a review paper, data is available in the articles cited.
Acknowledgments
The authors wish to thank Ajibola Anifowose for his help with the chemical drawings.
Conflicts of Interest
The authors declare no conflict of interest.
References
- OSHA. Personal Protective Equipment. Occupational Safety and Health Administration. 2022. Available online: https://www.osha.gov/personal-protective-equipment (accessed on 21 February 2022).
- Dolez, P.; Soulati, K.; Gauvin, C.; Lara, J.; Vu-Khanh, T. Information Document for Selecting Gloves for Protection against Mechanical Hazards; Publications IRSST, RG-738: Montreal, QC, Canada, 2012; 61p. [Google Scholar]
- ISO 11610; Protective Clothing—Vocabulary. International Organization for Standardization: Geneva, Switzerland, 2004; 93p.
- Thomsen, A. History of Body Armour. Timetoast Timelines. Available online: https://www.timetoast.com/timelines/history-of-body-armour (accessed on 21 February 2022).
- Risteski, S.; Srebrenkoska, V. Appearance of Protective Clothing over the Centuries. Tekst. Ind. 2020, 4, 38–48. [Google Scholar] [CrossRef]
- Watkins, S.M. Development of Protective Clothing. LoveToKnow Media. Available online: https://fashion-history.lovetoknow.com/alphabetical-index-fashion-clothing-history/protective-clothing (accessed on 21 February 2022).
- Blümner, H.; Zimmern, A. The Home Life of the Ancient Greeks; Cassell and Company Limited: London, UK; Paris, France; Melbourne, Australia, 1893; 548p. [Google Scholar]
- Medieval Blacksmith Clothing. Working the Flame. 2019. Available online: https://workingtheflame.com/medieval-blacksmith-clothing/ (accessed on 27 February 2022).
- Lee, A.; Meyer, R. Escape through Time. NOVA. 2000. Available online: https://www.pbs.org/wgbh/nova/escape/timefire.html (accessed on 27 February 2022).
- Feldman, D. Polymer History. Des. Monomers Polym. 2008, 11, 1–15. [Google Scholar] [CrossRef]
- Bourbigot, S.; Flambard, X. Heat resistance and flammability of high performance fibres: A review. Fire Mater. 2002, 26, 155–168. [Google Scholar] [CrossRef]
- Kelly, J.M. Ultra-High Molecular Weight Polyethylene. J. Macromol. Sci. Part C 2002, 42, 355–371. [Google Scholar] [CrossRef]
- MacLaury, J. The Job Safety Law of 1970: Its Passage Was Perilous. Mon. Labor Rev. 1981, 104, 18–24. [Google Scholar]
- ISO/TC 94 Personal Safety—Personal Protective Equipment. International Organization for Standardization. Available online: https://www.iso.org/committee/50580.html (accessed on 27 February 2022).
- Committee F23 on Personal Protective Clothing and Equipment. ASTM International. Available online: https://www.astm.org/get-involved/technical-committees/committee-f23 (accessed on 27 February 2022).
- Hu, J.; Lu, J. Recent developments in elastic fibers and yarns for sportswear. Text. Sportsw. 2015, 53–76. [Google Scholar] [CrossRef]
- Fletcher, J.C.; Howarth, J.T.; Sheth, S.; Sidman, K.R.; Massucco, A.A. Flame Retardant Spandex Type Polyurethanes. U.S. Patent 4,069,212, 17 January 1978. [Google Scholar]
- Aldridge, D. Limited-Stretch, Permanently Fire-Resistant Suspenders. U.S. Patent 5,448,779, 12 September 1995. [Google Scholar]
- Tausif, M.; Cassidy, T.; Butcher, I. Yarn and thread manufacturing methods for high-performance apparel. In High-Performance Apparel; McLoughlin, J., Sabir, T., Eds.; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2018; pp. 33–73. [Google Scholar]
- Sáenz-Pérez, M.; Bashir, T.; Laza, J.M.; García-Barrasa, J.; Vilas, J.L.; Skrifvars, M.; León, L.M. Novel shape-memory polyurethane fibers for textile applications. Text. Res. J. 2019, 89, 1027–1037. [Google Scholar] [CrossRef]
- Safranski, D.L.; Boothby, J.M.; Kelly, C.N.; Beatty, K.; Lakhera, N.; Frick, C.P.; Lin, A.; Guldberg, R.E.; Griffis, J.C. Thermo-mechanical behavior and structure of melt blown shape-memory polyurethane nonwovens. J. Mech. Behav. Biomed. Mater. 2016, 62, 545–555. [Google Scholar] [CrossRef] [Green Version]
- Banikazemi, S.; Rezaei, M.; Rezaei, P.; Babaie, A.; Eyvazzadeh-Kalajahi, A. Preparation of electrospun shape memory polyurethane fibers in optimized electrospinning conditions via response surface methodology. Polym. Adv. Technol. 2020, 31, 2199–2208. [Google Scholar] [CrossRef]
- Otaigbes, J.U.; Madbouly, A. 11-The processing, structure and properties of elastomeric fibers. In Handbook of Textile Fibre Structure; Eichhorn, S.J., Hearle, J.W.S., Jaffe, M., Kikutani, T., Eds.; Woodhead Publishing: Cambridge, UK, 2009; Volume 1, pp. 325–351. [Google Scholar]
- Crown, E.M.; Batcheller, J.C. Technical textiles for personal thermal protection. In Handbook of Technical Textiles, 2nd ed.; Horrocks, A.R., Anand, S.C., Eds.; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2016; Volume 2, pp. 271–285. [Google Scholar] [CrossRef]
- Horrocks, A.R. Technical fibres for heat and flame protection. In Handbook of Technical Textiles, 2nd ed.; Horrocks, A.R., Anand, S.C., Eds.; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2016; Volume 2, pp. 237–270. [Google Scholar] [CrossRef]
- Hoagland, H. Flame resistant textiles for electric arc flash hazards. In Handbook of Fire Resistant Textiles; Kilinc, Ed.; Woodhead Publishing: Cambridge, UK; Philadelphia, PA, USA; New Delhi, India, 2013; pp. 549–580. [Google Scholar]
- Novaković, M.; Popović, D.M.; Mladenović, N.; Poparić, G.B.; Stanković, S.B. Development of comfortable and eco-friendly cellulose based textiles with improved sustainability. J. Clean. Prod. 2020, 267, 122154. [Google Scholar] [CrossRef]
- Kocić, A.; Bizjak, M.; Popović, D.; Poparić, G.B.; Stanković, S.B. UV protection afforded by textile fabrics made of natural and regenerated cellulose fibres. J. Clean. Prod. 2019, 228, 1229–1237. [Google Scholar] [CrossRef]
- Liang, S.; Neisius, N.M.; Gaan, S. Recent developments in flame retardant polymeric coatings. Prog. Org. Coat. 2013, 76, 1642–1665. [Google Scholar] [CrossRef]
- Tian, M.; Du, M.; Qu, L.; Chen, S.; Zhu, S.; Han, G. Electromagnetic interference shielding cotton fabrics with high electrical conductivity and electrical heating behavior via layer-by-layer self-assembly route. R. Soc. Chem. Adv. 2017, 7, 42641–42652. [Google Scholar] [CrossRef] [Green Version]
- Dolez, P.I. Application of nanomaterials in textile coatings and finishes. In Nanomaterials-Based Coatings: Fundamentals and Applications; Nguyen-Tri, R., Plamondon, O., Eds.; Elsevier: Amsterdam, The Netherlands; Oxford, UK; Waltham, MA, USA, 2019; pp. 139–169. [Google Scholar]
- Braga, F.D.O.; Milanezi, T.L.; Monteiro, S.N.; Louro, L.H.L.; Gomes, A.V.; Lima, É.P. Ballistic comparison between epoxy-ramie and epoxy-aramid composites in multilayered armor systems. J. Mater. Res. Technol. 2018, 7, 541–549. [Google Scholar] [CrossRef]
- Venkatesan, H.; Periyasamy, A.P. Eco-fibers in the Textile Industry. In Handbook of Ecomaterials; Martinez, L.M.T., Ed.; Springer International Publishing: Cham, Switzerland, 2019; pp. 1413–1433. [Google Scholar]
- Arfaoui, M.A.; Dolez, P.I.; Dubé, M.; David, É. Development and characterization of a hydrophobic treatment for jute fibres based on zinc oxide nanoparticles and a fatty acid. Appl. Surf. Sci. 2017, 397, 19–29. [Google Scholar] [CrossRef]
- Arafa Badr, A. Anti-microbial and durability characteristics of socks made of cotton and regenerated cellulosic fibers. Alex. Eng. J. 2018, 57, 3367–3373. [Google Scholar] [CrossRef]
- Hardin, I.R.; Wilson, S.S.; Dhandapani, R.; Dhende, V. An assessment of the validity of claims for “Bamboo” fibers. AATCC Rev. 2009, 9, 33–36. [Google Scholar]
- Zhu, Q.; Jin, Y.; Sun, G.; Yan, K.; Wang, D. AQC functionalized CNCs/PVA-co-PE composite nanofibrous membrane with flower-like microstructures for photo-induced multi-functional protective clothing. Cellulose 2018, 25, 4819–4830. [Google Scholar] [CrossRef]
- Guo, L.; Chen, Z.; Lyu, S.; Fu, F.; Wang, S. Highly flexible cross-linked cellulose nanofibril sponge-like aerogels with improved mechanical property and enhanced flame retardancy. Carbohydr. Polym. 2018, 179, 333–340. [Google Scholar] [CrossRef]
- Sharma, A.; Thakur, M.; Bhattacharya, M.; Mandal, T.; Goswami, S. Commercial application of cellulose nano-composites—A review. Biotechnol. Rep. 2019, 21, e00316. [Google Scholar] [CrossRef]
- Tessier, D. Testing thermal properties of textiles. In Advanced Characterization and Testing of Textiles; Dolez, V.I., Ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 71–92. [Google Scholar]
- Sabir, T. Fibers used for high performance apparel. In High-Performance Apparel; McLoughlin, J., Sabir, T., Eds.; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2018; pp. 7–32. [Google Scholar]
- Lefakane, T.E.; Ndibewu, P.P.; Netshiozwi, T.E. Characterization, chemical phase identification, and performance evaluation of omnipotent, polymers used in the manufacturing of personal protective garments. Polym. Res. J. 2015, 9, 2530. [Google Scholar]
- Kim, Y.K. The use of polyolefins in industrial and medical applications. In Polyolefin Fibres: Structure, Properties and Industrial Applications, 2nd ed.; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2017; pp. 135–155. [Google Scholar] [CrossRef]
- Purchas, D.B.; Sutherland, K. Handbook of Filter Media; Elsevier: Amsterdam, The Netherlands, 2002. [Google Scholar]
- Ishack, S.; Lipner, S.R. Applications of 3D Printing Technology to Address COVID-19−Related Supply Shortages. Am. J. Med. 2020, 133, 771–773. [Google Scholar] [CrossRef] [PubMed]
- Okrasa, M.; Brochocka, A.; Majchrzycka, K. Electret filtering nonwovens with enhanced protective and comfort properties for human protection in heavy working conditions. In International Textile Conference; National Research Institute: Łódź, Poland, 2016; pp. 24–25. [Google Scholar]
- Sibanda, M.; Leuteritz, A.; Brünig, H.; Focke, W. Development of polyolefin bicomponent filaments as controlled release devices of volatile repellents for use in malaria vector control. AIP Conf. Proc. 2019, 2055, 060007. [Google Scholar] [CrossRef]
- Irzmańska, E.; Brochocka, A. Modified polymer materials for use in selected personal protective equipment products. Autex Res. J. 2017, 17, 35–47. [Google Scholar] [CrossRef] [Green Version]
- Demir, B.; Cerkez, I.; Worley, S.D.; Broughton, R.M.; Huang, T.-S. N-Halamine-Modified Antimicrobial Polypropylene Nonwoven Fabrics for Use against Airborne Bacteria. ACS Appl. Mater. Interfaces 2015, 7, 1752–1757. [Google Scholar] [CrossRef]
- Crăciun, N.; Trifu, A. Reducing the risk of slipping on ice by selecting appropriate protective footwear. Qual.-Access Success 2019, 20, 147–152. [Google Scholar]
- Elmaaty, A.T.; Sofan, M.; Elsisi, H.; Kosbar, T.; Negm, E.; Hirogaki, K.; Tabata, I.; Hori, T. Optimization of an eco-friendly dyeing process in both laboratory scale and pilot scale supercritical carbon dioxide unit for polypropylene fabrics with special new disperse dyes. J. CO2 Util. 2019, 33, 365–371. [Google Scholar] [CrossRef]
- Razafimahefa, L.; Chlebicki, S.; Vroman, I.; Devaux, E. Effect of nanoclays on the dyeability of polypropylene nanocomposite fibres. Coloration Technol. 2008, 124, 86–91. [Google Scholar] [CrossRef]
- Bhattacharjee, S.; Joshi, R.; Chughtai, A.A.; Macintyre, C.R. Graphene modified multifunctional personal protective clothing. Adv. Mater. Interfaces 2019, 6, 1–27. [Google Scholar] [CrossRef] [Green Version]
- Lomazzo Directa Plus and Alfredo Grassi to Develop Graphene-Enhanced Workwear. Innovation in Textiles. 2017. Available online: https://www.innovationintextiles.com/directa-plus-and-alfredo-grassi-to-develop-grapheneenhanced-workwear/ (accessed on 15 April 2022).
- Wang, H.; Xu, L.; Song, X.; Cai, Z. Facile preparation of acid-resistant polyester fabrics with organic/inorganic nanocomposites. Cloth. Text. Res. J. 2017, 35, 98–110. [Google Scholar] [CrossRef]
- Yao, L.; Wu, L.; Wu, H.; Koo, J.H.; Krifa, M. Design and characterization of flame resistant blended nondrip PA6/Lenzing FR®/PBI fiber nonwoven fabrics. Flame Retard. Therm. Stab. Mater. 2019, 2, 49–59. [Google Scholar] [CrossRef]
- Shabanian, S.; Khatir, B.; Nisar, A.; Golovin, K. Rational design of perfluorocarbon-free oleophobic textiles. Nat. Sustain. 2020, 3, 1059–1066. [Google Scholar] [CrossRef]
- Decaens, J.; Vermeersch, O. Wearable technologies for personal protective equipment: Embedded textile monitoring sensors, power and data transmission, end-life indicators. In Smart Textiles and Their Applications; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2016; pp. 519–537. [Google Scholar] [CrossRef]
- Korpinen, L.; Pirkkalainen, H.; Heiskanen, T.; Pääkkönen, R. The possibility of decreasing 50-HZ electric field exposure near 400-kV power lines with arc flash personal protective equipment. Int. J. Environ. Res. Public Health 2016, 13, 942. [Google Scholar] [CrossRef] [Green Version]
- Grgac, S.F.; Bischof, S.; Pušić, T.; Petrinić, I.; Luxbacher, T. Analytical assessment of the thermal decomposition of cotton-modacryl knitted fabrics. Fibres Text. East. Eur. 2017, 25, 59–67. [Google Scholar] [CrossRef]
- Ackerman, M.Y. Thermal Decomposition of Selected Flame Resistant Clothing Materials. AATCC Rev. 2011, 11, 35–43. [Google Scholar]
- Mackay, C.E.; Reinhardt, T.E.; Vivanco, S.N.; McClure, S.; Vercellone, J. Real-Time Monitoring and Assessment of Thermal and Toxicological Risk Associated with Fire Retardant Textiles in a Full-Size Simulation of an Engulfment Flash Fire. Fire Technol. 2015, 51, 1167–1193. [Google Scholar] [CrossRef] [Green Version]
- Waxman, R.; Seward, P. Flame Resistant Blends. U.S. Patent Application US 2013/0212790 A1, 22 August 2013. [Google Scholar]
- Zhu, M.; Han, J.; Wang, F.; Shao, W.; Xiong, R.; Zhang, Q.; Pan, H.; Yang, Y.; Samal, S.K.; Zhang, F.; et al. Electrospun nanofibers membranes for effective air filtration. Macromol. Mater. Eng. 2017, 302, 1–27. [Google Scholar] [CrossRef]
- Nayak, R. Polypropylene Nanofibers-Melt Electrospinning Versus Meltblowing; Springer International Publishing: Cham, Switzerland, 2017. [Google Scholar]
- Mohraz, M.H.; Golbabaei, F.; Yu, I.J.; Ghahri, A. Optimization of the electrospinning process of polyurethane nanofibers and their filtration performance for use in respiratory protection mask filters. J. Mil. Med. 2019, 21, 195–204. [Google Scholar]
- Kao, T.H.; Su, S.K.; Su, C.I.; Lee, A.W.; Chen, J.K. Polyacrylonitrile microscaffolds assembled from mesh structures of aligned electrospun nanofibers as high-efficiency particulate air filters. Aerosol Sci. Technol. 2016, 50, 615–625. [Google Scholar] [CrossRef] [Green Version]
- Lolla, D.; Lolla, M.; Abutaleb, A.; Shin, H.U.; Reneker, D.H.; Chase, G.G. Fabrication, polarization of electrospun polyvinylidene fluoride electret fibers and effect on capturing nanoscale solid aerosols. Materials 2016, 9, 671. [Google Scholar] [CrossRef] [Green Version]
- Akduman, C. Cellulose acetate and polyvinylidene fluoride nanofiber mats for N95 respirators. J. Ind. Text. 2019, 50, 1239–1261. [Google Scholar] [CrossRef]
- Zhang, J.; Gong, S.; Wang, C.; Jeong, D.Y.; Wang, Z.L.; Ren, K. Biodegradable electrospun poly(lactic acid) nanofibers for effective PM 2.5 removal. Macromol. Mater. Eng. 2019, 304, 1900259. [Google Scholar] [CrossRef]
- Gorji, M.; Bagherzadeh, R.; Fashandi, H. Electrospun nanofibers in protective clothing. In Electrospun Nanofibers; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2017; pp. 571–598. [Google Scholar] [CrossRef]
- Sheng, J.; Zhao, J.; Yu, X.; Liu, L.; Yu, J.; Ding, B. Electrospun nanofibers for waterproof and breathable clothing. In Electrospinning: Nanofabrication and Applications; Elsevier: Amserdam, The Netherlands, 2018; pp. 543–570. [Google Scholar] [CrossRef]
- Akshat, T.M.; Misra, S.; Gudiyawar, M.Y.; Salacova, J.; Petru, M. Effect of electrospun nanofiber deposition on thermo-physiology of functional clothing. Fibers Polym. 2019, 20, 991–1002. [Google Scholar] [CrossRef]
- Si, Y.; Zhang, Z.; Wu, W.; Fu, Q.; Huang, K.; Nitin, N.; Ding, B.; Sun, G. Daylight-driven rechargeable antibacterial and antiviral nanofibrous membranes for bioprotective applications. Sci. Adv. 2018, 4, eaar5931. [Google Scholar] [CrossRef] [Green Version]
- Wang, R.; Li, Y.; Si, Y.; Wang, F.; Liu, Y.; Ma, Y.; Yu, J.; Yin, X.; Ding, B. Rechargeable polyamide-based: N -halamine nanofibrous membranes for renewable, high-efficiency, and antibacterial respirators. Nanoscale Adv. 2019, 1, 1948–1956. [Google Scholar] [CrossRef] [Green Version]
- Kharaghani, D.; Kee Jo, Y.; Khan, M.Q.; Jeong, Y.; Cha, H.J.; Kim, I.S. Electrospun antibacterial polyacrylonitrile nanofiber membranes functionalized with silver nanoparticles by a facile wetting method. Eur. Polym. J. 2018, 108, 69–75. [Google Scholar] [CrossRef]
- Ruan, D.; Qin, L.; Chen, R.; Xu, G.; Su, Z.; Cheng, J.; Xie, S.; Cheng, F.; Ko, F. Transparent PAN:TiO2 and PAN-co-PMA:TiO2 nanofiber composite membranes with high efficiency in particulate matter pollutants filtration. Nanoscale Res. Lett. 2020, 15, 7. [Google Scholar] [CrossRef] [Green Version]
- Wang, N.; Cai, M.; Yang, X.; Yang, Y. Electret nanofibrous membrane with enhanced filtration performance and wearing comfortability for face mask. J. Colloid Interface Sci. 2018, 530, 695–703. [Google Scholar] [CrossRef]
- Yu, Y.; Ma, Q.; Zhang, J.B.; Liu, G.B. Electrospun SiO2 aerogel/polyacrylonitrile composited nanofibers with enhanced adsorption performance of volatile organic compounds. Appl. Surf. Sci. 2020, 512, 145697. [Google Scholar] [CrossRef]
- Hussain, M.; Salam, A.; Arain, M.F.; Ullah, A.; Dao, A.-T.; Vu-Manh, H.; Phan, D.-N.; Ansari, A.S.; Khan, M.Q.; Javed, Z.; et al. Polyacrylonitrile Nanofibers Containing Viroblock as Promising Material for Protective Clothing. Appl. Sci. 2021, 11, 11469. [Google Scholar] [CrossRef]
- Zhu, M.; Xiong, R.; Huang, C. Bio-based and photocrosslinked electrospun antibacterial nanofibrous membranes for air filtration. Carbohydr. Polym. 2019, 205, 55–62. [Google Scholar] [CrossRef] [PubMed]
- Kalantari, M.; Ayranci, C.; Dolez, P.I. Multifunctionalized dual-electrospun nano-fibrous webs for protection against chemical and biological hazards. In Proceedings of the 5th International Congress on Soldiers’ Physical Performance–ICSPP 2020, Quebec City, QC, Canada, 11–14 February 2020. [Google Scholar]
- He, H.; Gao, M.; Illés, B.; Molnar, K. 3D printed and electrospun, transparent, hierarchical polylactic acid mask nanoporous filter. Int. J. Bioprint 2020, 6, 278. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.; Nie, J.; Han, C.; Jiang, T.; Yang, Z.; Pang, Y.; Xu, L.; Guo, T.; Bu, T.; Zhang, C.; et al. Self-powered electrostatic adsorption face mask based on a triboelectric nanogenerator. ACS Appl. Mater. Interfaces 2018, 10, 7126–7133. [Google Scholar] [CrossRef] [PubMed]
- Frydrych, I.; Cichocka, A.; Gilewicz, P.; Dominiak, J. Thermal Manikin Measurements of Protective Clothing Assemblies. Fibres Text. East. Eur. 2018, 26, 126–133. [Google Scholar] [CrossRef]
- Hrynyk, R.; Frydrych, I. Study on textile assemblies with aluminized basalt fabrics destined for protective gloves. Int. J. Cloth. Sci. Technol. 2015, 27, 705–719. [Google Scholar] [CrossRef]
- Miśkiewicz, P.; Frydrych, I.; Tokarska, M.; Pawlak, W. Study on Some Thermal and Electrical Properties of Basalt Fabric Modified with Metal and Ceramics as a Result of Magnetron Sputtering. Polymers 2019, 11, 2087. [Google Scholar] [CrossRef] [Green Version]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A review on basalt fibre and its composites. Compos. Part B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Pucci, M.F.; Seghini, M.C.; Liotier, P.J.; Sarasini, F.; Tirilló, J.; Drapier, S. Surface characterisation and wetting properties of single basalt fibres. Compos. Part B Eng. 2017, 109, 72–81. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Valente, M.; Ferrante, L.; Cioffi, S.; Iannace, S.; Sorrentino, L. Hybrid composites based on aramid and basalt woven fabrics: Impact damage modes and residual flexural properties. Mater. Des. 2013, 49, 290–302. [Google Scholar] [CrossRef]
- Sun, G.; Tong, S.; Chen, D.; Gong, Z.; Li, Q. Mechanical properties of hybrid composites reinforced by carbon and basalt fibers. Int. J. Mech. Sci. 2018, 148, 636–651. [Google Scholar] [CrossRef]
- Zhou, S.; Wang, J.; Wang, S.; Ma, X.; Huang, J.; Zhao, G.; Liu, Y. Facile preparation of multiscale graphene-basalt fiber reinforcements and their enhanced mechanical and tribological properties for polyamide 6 composites. Mater. Chem. Phys. 2018, 217, 315–322. [Google Scholar] [CrossRef]
- Purnomo, H.; Widananto, H.; Sulistio, J. The optimization of soft body armor materials made from carbon-aramid fiber using the Taguchi method. AIP Conf. Proc. 2018, 1977, 020003. [Google Scholar] [CrossRef]
- Kim, S.; Lee, J.; Roh, C.; Eun, J.; Kang, C. Evaluation of carbon fiber and p-aramid composite for industrial helmet using simple cross-ply for protecting human heads. Mech. Mater. 2019, 139, 103203. [Google Scholar] [CrossRef]
- Rosengren, K.S.; Hsiao-Wecksler, E.T.; Horn, G. Fighting fires without falling: Effects of equipment design and fatigue on firefighter’s balance and gait. Ecol. Psychol. 2014, 26, 167–175. [Google Scholar] [CrossRef]
- Devina, E.A.; Bokova, E.S.; Devin, K.L.; Evsyukova, N.V.; Abramova, A.B. Effect of Fibrous-Porous Composite Composition on its Radiophysical Characteristics. Fibre Chem. 2017, 48, 487–490. [Google Scholar] [CrossRef]
- Behnam, R.; Morshed, M.; Tavanai, H.; Ghiaci, M. Destructive adsorption of diazinon pesticide by activated carbon nanofibers containing A12O3 and MgO nanoparticles. Bull. Environ. Contam. Toxicol. 2013, 91, 475–480. [Google Scholar] [CrossRef]
- Storck, J.L.; Wortmann, M.; Brockhagen, B.; Frese, N.; Diestelhorst, E.; Grothe, T.; Hellert, C.; Ehrmann, A. Comparative Study of Metal Substrates for Improved Carbonization of Electrospun PAN Nanofibers. Polymers 2022, 14, 721. [Google Scholar] [CrossRef]
- Fornasiero, F. Water vapor transport in carbon nanotube membranes and application in breathable and protective fabrics. Curr. Opin. Chem. Eng. 2017, 16, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Rebouillat, S.; Steffenino, B.; Miret-Casas, A. Aramid, steel, and glass: Characterization via cut performance testing, of composite knitted fabrics and their constituent yarns, with a review of the art. J. Mater. Sci. 2010, 45, 5378–5392. [Google Scholar] [CrossRef]
- Guevel, J.; Bontemps, G. Cut-Resistant Yarn Intended Especially for the Production Of Protective Garments. U.S. Patent 7,065,949, 27 June 2006. [Google Scholar]
- Mofarah, H.M.; Najar, S.S.; Etrati, S.M. Mechanical properties of copper/cotton core-spun yarns produced by siro and ring spinning methods. Indian J. Fibre Text. Res. 2019, 44, 431–436. [Google Scholar]
- Koren, M. Chainmail, Metal Spikes and Unbreakable Material: Can We Design a ‘Shark-Proof’ Wetsuit? Smithson. Mag. 2013. Available online: https://www.smithsonianmag.com/arts-culture/chainmail-metal-spikes-and-unbreakable-material-can-we-design-a-shark-proof-wetsuit-27310741/ (accessed on 10 June 2022).
- Landau, E. ‘Space Fabric’ Links Fashion and Engineering. Space Tech. Available online: https://www.nasa.gov/feature/jpl/space-fabric-links-fashion-and-engineering (accessed on 18 April 2017).
- Bernard, S.; Chassagneux, F.; Berthet, M.-P.; Vincent, H.; Bouix, J. Structural and mechanical properties of a high-performance BN fibre. J. Eur. Ceram. Soc. 2002, 22, 2047–2059. [Google Scholar] [CrossRef]
- Tam, T.; Bhatnagar, A. High-performance ballistic fibers and tapes. In Lightweight Ballistic Composites: Military and Law-Enforcement Applications, 2nd ed.; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2016; pp. 1–39. [Google Scholar] [CrossRef]
- Nayak, R.; Kanesalingam, S.; Wang, L.; Padhye, R. Stab resistance and thermophysiological comfort properties of boron carbide coated aramid and ballistic nylon fabrics. J. Text. Inst. 2019, 110, 1159–1168. [Google Scholar] [CrossRef]
- Liu, H.; Du, Y.; Lei, S.; Liu, Z. Flame-retardant activity of modified boron nitride nanosheets to cotton. Text. Res. J. 2020, 90, 512–522. [Google Scholar] [CrossRef]
- Umrao, S.; Gupta, T.K.; Kumar, S.; Singh, V.K.; Sultania, M.K.; Jung, J.H.; Oh, I.-K.; Srivastava, A. Microwave-Assisted Synthesis of Boron and Nitrogen co-doped Reduced Graphene Oxide for the Protection of Electromagnetic Radiation in Ku-Band. ACS Appl. Mater. Interfaces 2015, 7, 19831–19842. [Google Scholar] [CrossRef]
- Tekin, H.O.; Altunsoy, E.E.; Kavaz, E.; Sayyed, M.I.; Agar, O.; Kamislioglu, M. Photon and neutron shielding performance of boron phosphate glasses for diagnostic radiology facilities. Results Phys. 2019, 12, 1457–1464. [Google Scholar] [CrossRef]
- Dolez, P.I.; Decaens, J.; Buns, T.; Lachapelle, D.; Vermeersch, O. Applications of smart textiles in occupational health and safety. IOP Conf. Ser. Mater. Sci. Eng 2020, 827, 012014. [Google Scholar] [CrossRef]
- Min, R.; Ortega, B.; Marques, C. Latest Achievements in Polymer Optical Fiber Gratings: Fabrication and Applications. Photonics 2019, 6, 36. [Google Scholar] [CrossRef] [Green Version]
- Zlobina, I.V.; Bekrenev, N.V. Influence of microwave radiation on the strength of aramid filaments. AIP Conf. Proc. 2018, 2053, 040107. [Google Scholar] [CrossRef]
- Zlobina, I.V.; Bekrenev, N.V. Study of the microstructure of aramid fabrics for structural and protective organoplastics modified in a microwave electromagnetic field. IOP Conf. Ser. Mater. Sci. Eng. 2019, 511, 012033. [Google Scholar] [CrossRef]
- Zlobina, I.V.; Bekrenev, N.V. Study of mechanical and protective characteristics of composite materials based on aramid fabrics modified in a microwave electromagnetic field. IOP Conf. Ser. Mater. Sci. Eng. 2019, 511, 012031. [Google Scholar] [CrossRef]
- Safonov, P.E.; Yukhin, S.S. Deformation of aramid fabrics with different structures during low-speed penetration by an indenter. Review. Fibre Chem. 2017, 48, 478–486. [Google Scholar] [CrossRef]
- LaBarre, E.D.; Calderon-Colon, X.; Morris, M.; Tiffany, J.; Wetzel, E.; Merkle, A.; Trexler, M. Effect of a carbon nanotube coating on friction and impact performance of Kevlar. J. Mater. Sci. 2015, 50, 5431–5442. [Google Scholar] [CrossRef]
- Usman Javaid, M.; Militký, J.; Wiener, J.; Jabbar, A.; Salačová, J.; Umair, M. Effect of surface modification and knife penetration angle on the Quasi-Static Knife Penetration Resistance of para-aramid fabrics. J. Text. Inst. 2019, 110, 590–599. [Google Scholar] [CrossRef]
- da Silva, A.O.; Weber, R.P.; Monteiro, S.N.; Lima, A.M.; Faria, G.S.; da Silva, W.O.; Oliveira, S.D.S.A.; Monsores, K.; Pinheiro, W.A. Effect of graphene oxide coating on the ballistic performance of aramid fabric. J. Mater. Res. Technol. 2020, 9, 2267–2278. [Google Scholar] [CrossRef]
- Manaee, P.; Valefi, Z.; Goodarz, M. The effect of bond coat type on the stab resistance of Al2O3–13 wt% TiO2 plasma sprayed ceramic coating on aramid fabrics. Surf. Interfaces 2020, 18, 100432. [Google Scholar] [CrossRef]
- Rodríguez-Millán, M.; Álvarez-Díaz, A.; Aranda-Ruiz, J.; Álvarez-Díaz, J.; Loya, J.A. Experimental analysis for stabbing resistance of different aramid composite architectures. Compos. Struct. 2019, 208, 525–534. [Google Scholar] [CrossRef]
- Lin, T.R.; Lin, T.A.; Lin, M.C.; Lin, Y.Y.; Lou, C.W.; Lin, J.H. Impact resistance of fiber reinforced sandwich-structured nonwoven composites: Reinforcing effect of different fiber length. Mater. Today Commun. 2020, 24, 101345. [Google Scholar] [CrossRef]
- Cheon, J.; Lee, M.; Kim, M. Study on the stab resistance mechanism and performance of the carbon, glass and aramid fiber reinforced polymer and hybrid composites. Compos. Struct. 2020, 234, 111690. [Google Scholar] [CrossRef]
- Gonzalez, G.M.; Ward, J.; Song, J.; Swana, K.; Fossey, S.A.; Palmer, J.L.; Zhang, F.W.; Lucian, V.M.; Cera, L.; Zimmerman, J.F.; et al. Para-aramid fiber sheets for simultaneous mechanical and thermal protection in extreme environments. Matter 2020, 3, 742–758. [Google Scholar] [CrossRef]
- Levit, N.V.; Young, R.H. Flame Resistant Thermal Liner, Composite Fabric, and Garment. U.S. Patent 9,913,504, 13 March 2018. [Google Scholar]
- Oertel, A.; Khenoussi, N.; Schacher, L.; Adolphe, D.C.; Graftieaux, H. Optimization of meta-aramid electrospun nanofibers productivity through wire-based electrospinning setup scale up. J. Ind. Text. 2018, 48, 236–254. [Google Scholar]
- Kim, H.B.; Lee, W.J.; Choi, S.C.; Lee, K.B.; Lee, M.-H. Dependence of the fiber diameter on quality factor of filters fabricated with meta-aramid nanofibers. Sep. Purif. Technol. 2019, 222, 332–341. [Google Scholar] [CrossRef]
- Ryu, S.-Y.; Chung, J.W.; Kwak, S.-Y. Amphiphobic meta-aramid nanofiber mat with improved chemical stability and mechanical properties. Eur. Polym. J. 2017, 91, 111–120. [Google Scholar] [CrossRef]
- Chung, J.; Kwak, S.-Y. Solvent-assisted heat treatment for enhanced chemical stability and mechanical strength of meta-aramid nanofibers. Eur. Polym. J. 2018, 107, 46–53. [Google Scholar] [CrossRef]
- Oh, H.J.; Yeang, B.J.; Park, Y.K.; Choi, H.J.; Kim, J.H.; Kang, Y.S.; Bae, Y.; Kim, J.Y.; Lim, S.J.; Lee, W.; et al. Washable Colorimetric Nanofiber Nonwoven for Ammonia Gas Detection. Polymers 2020, 12, 1585. [Google Scholar] [CrossRef]
- Jung, J.-Y.; Ku, P.; Kim, D.H.; Kwon, M.-J.; Kang, S.; Choi, J.-Y.; Lee, J.-Y. Development of firefighters’ personal protective clothing with Nomex honeycomb fabric and its protective and comfort evaluation. Fash. Text. Res. J. 2019, 21, 606–617. [Google Scholar] [CrossRef]
- Kasper, D. Aramid recycling. In Proceedings of the 116th Scientific Session, Institute of Textile Science, Montreal, QC, Canada; Edmonton, AB, Canada, 3 April 2017. [Google Scholar]
- Dolez, P.; Breton, H.; Paskaluk, S.; Batcheller, J. Predicting the Arc Rating of Fire-Resistant Fabrics Containing Recycled Aramid Fibers. In Proceedings of the Fiber Society Conference, Hong Kong, China, 21–23 May 2019. [Google Scholar]
- Mushtaq, N.; Wang, Q.; Chen, G.; Lao, H.; Zhang, Y.; Sidra, L.R.; Fang, X.; Bashir, B. Synthesis of polyamide-imides with different monomer sequence and effect on transparency and thermal properties. Polymer 2020, 190, 122218. [Google Scholar] [CrossRef]
- Helali, N.; Rastgar, M.; Farhad Ismail, M.; Sadrzadeh, M. Development of underwater superoleophobic polyamide-imide (PAI) microfiltration membranes for oil/water emulsion separation. Sep. Purif. Technol. 2020, 238, 116451. [Google Scholar] [CrossRef]
- Dawkins, B.G.; Qin, F.; Gruender, M.; Copeland, G.S. Polybenzimidazole (PBI) high temperature polymers and blends. High Temp. Polym. Blends 2014, 174–212. [Google Scholar] [CrossRef]
- Lee, S.; Cho, A.R.; Park, D.; Kim, J.K.; Han, K.S.; Yoon, I.-J.; Lee, M.H.; Nah, J. Resuable polybenzimidazole nanofiber membrane filter for highly breathable PM2.5 dust proof mask. ACS Appl. Mater. Interfaces 2019, 11, 2750–2757. [Google Scholar] [CrossRef]
- Lee, S.; Han, K.S.; Kim, M.; Kim, M.C.; Anh, C.V.; Nah, J. Polybenzimidazole-benzophenone composite nanofiber window air filter with superb UV resistance and high chemical and thermal durability. ACS Appl. Mater. Interfaces 2020, 12, 23914–23922. [Google Scholar] [CrossRef]
- Chen, X.; Zhou, Y. Technical textiles for ballistic protection. In Handbook of Technical Textiles-V2: Technical Textile Applications; Woodhead Publishing: Duxford, UK, 2016; pp. 169–192. [Google Scholar]
- Hart, S.V. Third Status Report to the Attorney General on Body Armor Safety Initiative Testing and Activities; National Institute of Justice: Washington, DC, USA, 2005. [Google Scholar]
- Dolez, P.; Malajati, Y. Resistance of Fire Protective Fabrics to Repeated Launderings. In Performance of Protective Clothing and Equipment: Innovative Solutions to Evolving Challenges; (STP 1624); ASTM International: West Conshohocken, PA, USA, 2020; 14p. [Google Scholar]
- Fu, Q.; Zhang, H.; Song, B.; Liu, X.; Zhuang, Q.; Han, Z. Mechanism of Degradation of Poly(P-Phenylene Benzobisoxazole) under Hydrolytic Conditions. J. Appl. Polym. Sci. 2011, 121, 1734–1739. [Google Scholar] [CrossRef]
- Liu, J.; Liu, X.; Wang, D.; Wang, H. An important factor affecting the UV aging resistance of PBO fiber foped with nano-TiO2: The number of amorphous regions. Polymers 2019, 11, 869. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Obermann, M.; Aumann, S.; Heimlich, F.; Weber, M.O.; Schwarz-Pfeiffer, A. Comparison of flat-knitted structures made of poly(P-phenylene-2,6-benzobisoxazole) and para-aramid referring to their stab resistance. IOP Conf. Ser. Mater. Sci. Eng. 2016, 141, 012004. [Google Scholar] [CrossRef] [Green Version]
- Vlasblom, M.P.; Van Dingenen, J.L.J. The manufacture, properties and applications of high strength, high modulus polyethylene fibers. In Handbook of Tensile Properties of Textile and Technical Fibres; Bunsell, A.R., Ed.; Woodhead Publishing: Cambridge, UK; New Delhi, India; Boca Raton, FL, USA, 2009; pp. 437–485. [Google Scholar]
- Van Der Werff, H.; Heisserer, U. High-performance ballistic fibers: Ultra-high molecular weight polyethylene (UHMWPE). In Advanced Fibrous Composite Materials for Ballistic Protection; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2016; pp. 71–107. [Google Scholar] [CrossRef]
- Firouzi, D.; Ching, C.Y.; Rizvi, S.N.; Selvaganapathy, P.R. Development of oxygen-plasma-surface-treated UHMWPE fabric coated with a mixture of SiC/polyurethane for protection against puncture and needle threats. Fibers 2019, 7, 46. [Google Scholar] [CrossRef] [Green Version]
- Chukov, D.I.; Kharitonov, A.P.; Tcherdyntsev, V.V.; Zherebtsov, D.D.; Maksimkin, A.V. Structure and mechanical properties of self-reinforced ultra-high molecular weight polyethylene. J. Compos. Mater. 2018, 52, 1689–1698. [Google Scholar] [CrossRef]
- Zherebtsov, D.; Chukov, D.; Torokhov, V.; Statnik, E. Manufacturing of single-polymer composite materials based on ultra-high molecular weight polyethylene fibers by hot compaction. J. Mater. Eng. Perform. 2020, 29, 1522–1527. [Google Scholar] [CrossRef]
- Lepage, M.L.; Simhadri, S.; Liu, C.; Takaffoli, M.; Bi, L.; Crawford, B.; Milani, A.S.; Wulff, J.E. A broadly applicable cross-linker for aliphatic polymers containing C–H bonds. Science 2019, 366, 875–878. [Google Scholar] [CrossRef]
- Ivanov, S.; Kuznetsov, S.; Volkov, A.; Terekhin, P.; Dmitriev, S.; Tcherdyntsev, V.; Gorshenkov, M.; Boykov, A. Photons transport through ultra-high molecular weight polyethylene based composite containing tungsten and boron carbide fillers. J. Alloy. Compd. 2014, 586 (Suppl. 1), 2012–2015. [Google Scholar] [CrossRef]
- Ertekin, M.; Erhan Kirtay, H. Cut resistance of hybrid para-aramid fabrics for protective gloves. J. Text. Inst. 2016, 107, 1276–1283. [Google Scholar] [CrossRef]
- da Silva, L.F.; Lavoratti, A.; Pereira, I.M.; Dias, R.R.; Amico, S.C.; Zattera, A.J. Development of multilaminar composites for vehicular ballistic protection using ultra-high molecular weight polyethylene laminates and aramid fabrics. J. Compos. Mater. 2019, 53, 1907–1916. [Google Scholar] [CrossRef]
- Kocer, H.B.; Ozkan, F.; Broughton, R.M.; Worley, S.D. Treatment of melamine formaldehyde fibers for decontaminating biological and chemical warfare agents. J. Appl. Polym. Sci. 2015, 132, 42799. [Google Scholar] [CrossRef]
- Zhu, F.; Xu, Y.; Feng, Q.; Yang, Q. Thermal kinetics study and flammability evaluation of polyimide fiber material. J. Therm. Anal. Calorim. 2018, 131, 2579–2587. [Google Scholar] [CrossRef]
- Serbezeanu, D.; Popa, A.M.; Stelzig, T.; Sava, I.; Rossi, R.M.; Fortunato, G. Preparation and characterization of thermally stable polyimide membranes by electrospinning for protective clothing applications. Text. Res. J. 2015, 85, 1763–1775. [Google Scholar] [CrossRef]
- Yi, B.; Zhao, Y.; Tian, E.; Li, J.; Ren, Y. High-performance polyimide nanofiber membranes prepared by electrospinning. High Perform. Polym. 2019, 31, 438–448. [Google Scholar] [CrossRef]
- Wen, Y.; Meng, X.; Wang, Z.; Yan, J. Surface modification of high-performance polyimide fibers by oxygen plasma treatment. High Perform. Polym. 2017, 29, 1083–1089. [Google Scholar] [CrossRef]
- Sloan, F. Liquid crystal aromatic polyester-arylate (LCP) fibers: Structure, properties, and applications. In Structure and Properties of High-Performance Fibers; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2017; pp. 113–140. [Google Scholar] [CrossRef]
- Bertocchi, M.J.; Simbana, R.A.; Wynne, J.H.; Lundin, J.G. Electrospinning of Tough and Elastic Liquid Crystalline Polymer–Polyurethane Composite Fibers: Mechanical Properties and Fiber Alignment. Macromol. Mater. Eng. 2019, 304, 1900186. [Google Scholar] [CrossRef]
- Balagna, C.; Irfan, M.; Perero, S.; Miola, M.; Maina, G.; Crosera, M.; Santella, D.; Simone, A.; Ferraris, M. Antibacterial nanostructured composite coating on high performance Vectran™ fabric for aerospace structures. Surf. Coat. Technol. 2019, 373, 47–55. [Google Scholar] [CrossRef]
- Li, J.; Zhu, Y.; Yu, H.; Dai, B.; Jun, Y.-S.; Zhang, F. Microbially Synthesized Polymeric Amyloid Fiber Promotes β-Nanocrystal Formation and Displays Gigapascal Tensile Strength. ACS Nano 2021, 15, 11843–11853. [Google Scholar] [CrossRef]
- Bowen, C.H.; Sargent, C.J.; Wang, A.; Zhu, Y.; Chang, X.; Li, J.; Mu, X.; Galazka, J.M.; Jun, Y.-S.; Keten, S.; et al. Microbial production of megadalton titin yields fibers with advantageous mechanical properties. Nat. Commun. 2021, 12, 5182. [Google Scholar] [CrossRef]
- McQuerry, M.; Klausing, S.; Cotterill, D.; Easter, E. A Post-use Evaluation of Turnout Gear Using NFPA 1971 Standard on Protective Ensembles for Structural Fire Fighting and NFPA 1851 on Selection, Care and Maintenance. Fire Technol. 2015, 51, 1149–1166. [Google Scholar] [CrossRef]
- Dolez, P.I.; Tomer, N.S.; Malajati, Y. A quantitative method to compare the effect of thermal aging on the mechanical performance of fire protective fabrics. J. Appl. Polym. Sc. 2018, 135, 47045. [Google Scholar] [CrossRef]
- Arrieta, C.; David, E.; Dolez, P.; Vu-Khanh, T. Hydrolytic and photochemical aging studies of a Kevlar-PBI blend. Polym. Degrad. Stab. 2011, 96, 1411–1419. [Google Scholar] [CrossRef]
- Hoque, M.S.; Saha, A.; Chung, H.-J.; Dolez, P.I. Hydrothermal aging of fire-protective fabrics. J. Appl. Polym. Sci. 2022, e52666. [Google Scholar] [CrossRef]
- Dolez, P.I.; Tomer, N.S.; Malajati, Y. Aging of aramid fabrics: Effect of exposure to high temperature, UV, and laundering on mechanical performance. In Proceedings of the 5th International Congress on Soldiers’ Physical Performance—ICSPP, Quebec City, QC, Canada, 11–14 February 2020. [Google Scholar]
- Dolez, P.; Chung, H.-J.; Cho, C. End-of-Life Sensors for Fabrics. PCT International Patent Application PCT/CA2022/000006, 3 March 2022. [Google Scholar]
- Cho, C.; Elias, A.; Batcheller, J.; Dolez, P.; Chung, H.-J. Electrical conduction of reduced graphene oxide coated meta-aramid textile and its evolution under aging conditions. J. Ind. Text. 2021, 50, 1330–1347. [Google Scholar] [CrossRef]
- Cho, C.; Nam, S.L.; de la Mata, P.A.; Harynuk, J.J.; Elias, A.; Chung, H.-J.; Dolez, P.I. Investigation of the accelerated thermal aging behavior of polyetherimide and lifetime prediction at elevated temperature. J. Appl. Polym. Sci. 2021, 139, e51955. [Google Scholar] [CrossRef]
- Braun, C.; Nam, S.L.; de la Mata, P.A.; Harynuk, J.J.; Chung, H.-J.; Dolez, P.I. Hydrothermal Aging of Polyimide Film. J. Appl. Polym. Sci. 2022, 139, e52183. [Google Scholar] [CrossRef]
- Behera, B.K.; Dash, B.P. An experimental investigation into structure and properties of 3D-woven aramid and PBO fabrics. J. Text. Inst. 2013, 104, 1337–1344. [Google Scholar] [CrossRef]
- Gu, B. Modelling of 3D woven fabrics for ballistic protection. In Advanced Fibrous Composite Materials for Ballistic Protection; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2016; pp. 145–197. [Google Scholar] [CrossRef]
- Chu, T.L.; Ha-Minh, C.; Imad, A. Analysis of local and global localizations on the failure phenomenon of 3D interlock woven fabrics under ballistic impact. Compos. Struct. 2017, 159, 267–277. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I. Engineering of 3D warp interlock p-aramid fabric structure and its energy absorption capabilities against ballistic impact for body armour applications. Compos. Struct. 2019, 225, 111179. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I. Enhancing the ballistic performances of 3D warp interlock fabric through internal structure as new material for seamless female soft body armor development. Appl. Sci. 2020, 10, 4873. [Google Scholar] [CrossRef]
- Mahbub, R.; Nayak, R.; Wang, L.; Arnold, L. Comfort properties of 3D-knitted seamless female body armour vests. J. Text. Inst. 2017, 108, 1997–2005. [Google Scholar] [CrossRef]
- Palani Rajan, T.; Ramakrishnan, G.; Kandhavadivu, P. Permeability and impact properties of warp-knitted spacer fabrics for protective application. J. Text. Inst. 2016, 107, 1079–1088. [Google Scholar] [CrossRef]
- Nayak, R.; Kanesalingam, S.; Vijayan, A.; Wang, L.; Padhye, R.; Arnold, L. Design of 3D knitted structures for impact absorption in sportswear. KnE Eng. 2017, 2, 127. [Google Scholar] [CrossRef] [Green Version]
- Storck, J.L.; Ehrmann, G.; Uthoff, J.; Diestelhorst, E.; Blachowicz, T.; Ehrmann, A. Investigating inexpensive polymeric 3D printed materials under extreme thermal conditions. Mater. Futures 2022, 1, 015001. [Google Scholar] [CrossRef]
- Ugbolue, S.C.; Kim, Y.K.; Warner, S.B.; Fan, Q.; Yang, C.-L.; Feng, Y.; Kyzymchuk, O. Formation and Performance of Auxetic Textiles. Natl. Text. Cent. Annu. Rep. 2008, 101, 660–667. [Google Scholar] [CrossRef]
- Wang, Z.; Hu, H.; Xiao, X. Deformation behaviors of three-dimensional auxetic spacer fabrics. Text. Res. J. 2014, 84, 1361–1372. [Google Scholar] [CrossRef]
- Wang, Z.; Hu, H. Tensile and forming properties of auxetic warp-knitted spacer fabrics. Text. Res. J. 2017, 87, 1925–1937. [Google Scholar] [CrossRef]
- Steffens, F.; Rana, S.; Fangueiro, R. Development of novel auxetic textile structures using high performance fibres. Mater. Des. 2016, 106, 81–89. [Google Scholar] [CrossRef]
- Sun, Y.; Xu, W.; Wei, W.; Ma, P.; Xia, F. Stab-resistance of auxetic weft-knitted fabric with Kevlar fibers at quasi-static loading. J. Ind. Text. 2019, 50, 1384–1396. [Google Scholar] [CrossRef]
- Ali, M.; Zeeshan, M.; Ahmed, S.; Qadir, B.; Nawab, Y.; Anjum, A.S.; Riaz, R. Development and comfort characterization of 2D-woven auxetic fabric for wearable and medical textile applications. Cloth. Text. Res. J. 2018, 36, 199–214. [Google Scholar] [CrossRef]
- Goncalves, C.; Magalhaes, R.; Rana, S.; Fangueiro, R.; Nunes, J.; Dias, G. Novel high performance auxetic fibrous structures for composite reinforcement. IOP Conf. Ser. Mater. Sci. Eng. 2018, 406, 012046. [Google Scholar] [CrossRef]
- Lolaki, A.; Shanbeh, M. Variation of Poisson’s ratio of fabrics woven with helical composite auxetic weft yarns in relation to fabric structural parameters. J. Ind. Text. 2019, 50, 149–169. [Google Scholar] [CrossRef]
- Chen, J.; Du, Z.; Li, T. Structural design and characterization of highly elastic woven fabric containing helical auxetic yarns. Text. Res. J. 2020, 90, 809–823. [Google Scholar] [CrossRef]
- Zielinska, D.; Delczyk-Olejniczak, B.; Wierzbicki, L.; Wilbik-Hałgas, B.; Struszczyk, M.H.; Leonowicz, M. Investigation of the effect of para-aramid fabric impregnation with shear thickening fluid on quasi-static stab resistance. Text. Res. J. 2014, 84, 1569–1577. [Google Scholar] [CrossRef]
- Baharvandi, H.R.; Alebooyeh, M.; Alizadeh, M.; Khaksari, P.; Kordani, N. Effect of silica weight fraction on rheological and quasi-static puncture characteristics of shear thickening fluid-treated Twaron® composite. J. Ind. Text. 2016, 46, 473–494. [Google Scholar] [CrossRef]
- Santos, T.F.; Santos, C.M.S.; Aquino, M.S.; Ionesi, D.; Medeiros, J.I. Influence of silane coupling agent on shear thickening fluids (STF) for personal protection. J. Mater. Res. Technol. 2019, 8, 4032–4039. [Google Scholar] [CrossRef]
- Li, W.; Xiong, D.; Zhao, X.; Sun, L.; Liu, J. Dynamic stab resistance of ultra-high molecular weight polyethylene fabric impregnated with shear thickening fluid. Mater. Des. 2016, 102, 162–167. [Google Scholar] [CrossRef]
- Majumdar, A.; Laha, A. Effects of fabric construction and shear thickening fluid on yarn pull-out from high-performance fabrics. Text. Res. J. 2016, 86, 2056–2066. [Google Scholar] [CrossRef]
- Haris, A.; Lee, H.P.; Tay, T.E.; Tan, V.B.C. Shear thickening fluid impregnated ballistic fabric composites for shock wave mitigation. Int. J. Impact Eng. 2015, 80, 143–151. [Google Scholar] [CrossRef]
- Fowler, J.N.; Pallanta, A.A.; Swanik, C.B.; Wagner, N.J. The use of shear thickening nanocomposites in impact resistant materials. J. Biomech. Eng. 2015, 137, 054504. [Google Scholar] [CrossRef]
- Haris, A.; Lee, H.P.; Tan, V.B.C. An experimental study on shock wave mitigation capability of polyurea and shear thickening fluid based suspension pads. Def. Technol. 2018, 14, 12–18. [Google Scholar] [CrossRef]
- Li, S.; Wang, Y.; Ding, J.; Wu, H.; Fu, Y. Effect of shear thickening fluid on the sound insulation properties of textiles. Text. Res. J. 2014, 84, 897–902. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, Y.; Fu, X.; Fu, Y. Effect of TW-ZnO/SiO2-compounded shear thickening fluid on the sound insulation property of glass fiber fabric. Text. Res. J. 2015, 85, 980–986. [Google Scholar] [CrossRef]
- Cwalina, C.D.; McCutcheon, C.M.; Dombrowski, R.D.; Wagner, N.J. Engineering enhanced cut and puncture resistance into the thermal micrometeoroid garment (TMG) using shear thickening fluid (STF)-ArmorTM absorber layers. Compos. Sci. Technol. 2016, 131, 61–66. [Google Scholar] [CrossRef]
- Wei, R.; Dong, B.; Wang, F.; Yang, J.; Jiang, Y.; Zhai, W.; Li, H. Effects of silica morphology on the shear-thickening behavior of shear thickening fluids and stabbing resistance of fabric composites. J. Appl. Polym. Sci. 2020, 137, 1–7. [Google Scholar] [CrossRef]
- Zhang, X.; Li, T.T.; Peng, H.K.; Wang, Z.; Huo, J.; Lou, C.W.; Lin, J.H. Effects of bi-particle-sized shear thickening fluid on rheological behaviors and stab resistance of Kevlar fabrics. J. Ind. Text. 2020, 1–16. [Google Scholar] [CrossRef]
- Gürgen, S. Numerical modeling of fabrics treated with multi-phase shear thickening fluids under high velocity impacts. Thin-Walled Struct. 2020, 148, 106573. [Google Scholar] [CrossRef]
- Majumdar, A.; Laha, A.; Bhattacharjee, D.; Biswas, I. Tuning the structure of 3D woven aramid fabrics reinforced with shear thickening fluid for developing soft body armour. Compos. Struct. 2017, 178, 415–425. [Google Scholar] [CrossRef]
- Xu, W.; Yan, B.; Hu, D.; Ma, P. Preparation of auxetic warp-knitted spacer fabric impregnated with shear thickening fluid for low-velocity impact resistance. J. Ind. Text. 2020. [Google Scholar] [CrossRef]
- Wang, Y.; Li, L.; Hofmann, D.; Andrade, J.E.; Daraio, C. Structured fabrics with tunable mechanical properties. Nature 2021, 596, 238–243. [Google Scholar] [CrossRef]
- Linhares, T.; Pessoa de Amorim, M.T.; Durães, L. Silica aerogel composites with embedded fibres: A review on their preparation, properties and applications. J. Mater. Chem. A 2019, 7, 22768–22802. [Google Scholar] [CrossRef]
- Han, Y.; Zhang, X.; Wu, X.; Lu, C. Flame retardant, heat insulating cellulose aerogels from waste cotton fabrics by in situ formation of magnesium hydroxide nanoparticles in cellulose gel nanostructures. ACS Sustain. Chem. Eng. 2015, 3, 1853–1859. [Google Scholar] [CrossRef]
- Liu, Z.; Lyu, J.; Fang, D.; Zhang, X. Nanofibrous kevlar aerogel threads for thermal insulation in harsh environments. ACS Nano 2019, 13, 5703–5711. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, Y.; Shao, Z.; Gao, W.; Bai, H.; Fan, W.; Liu, T. Multifunctional polyimide aerogel textile inspired by polar bear hair for thermoregulation in extreme environments. Chem. Eng. J. 2020, 390, 124623. [Google Scholar] [CrossRef]
- Qiao, S.; Zhang, H.; Kang, S.; Quan, J.; Hu, Z.; Yu, J.; Wang, Y.; Zhu, J. Hydrophobic, Pore-Tunable Polyimide/Polyvinylidene Fluoride Composite Aerogels for Effective Airborne Particle Filtration. Macromol. Metarials Eng. 2020, 305, 2000129. [Google Scholar] [CrossRef]
- Maksoud, F.J.; Lameh, M.; Fayyad, S.; Ismail, N.; Tehrani-Bagha, A.R.; Ghaddar, N.; Ghali, K. Electrospun waterproof breathable membrane with a high level of aerosol filtration. J. Appl. Polym. Sci. 2018, 135, 45660. [Google Scholar] [CrossRef]
- Park, Y.S.; Lee, J.W.; Nam, Y.S.; Park, W.H. Breathable properties of m-Aramid nanofibrous membrane with high thermal resistance. J. Appl. Polym. Sci. 2015, 132, 41515. [Google Scholar] [CrossRef]
- Iqbal, K.; Khan, A.; Sun, D.; Ashraf, M.; Rehman, A.; Safdar, F.; Basit, A.; Maqsood, H.S. Phase change materials, their synthesis and application in textiles—a review. J. Text. Inst. 2019, 110, 625–638. [Google Scholar] [CrossRef] [Green Version]
- Gao, C. Phase-change materials (PCMs) for warming or cooling in protective clothing. In Protective Clothing: Managing Thermal Stress; Woodhead Publishing: Cambridge, MA, USA; Waltham, MA, USA; Kidlington, UK, 2014; pp. 227–249. [Google Scholar]
- Chen, W.; Ni, S.; Weng, W.; Fu, M. The preparation and characterization of ultrafine fatty acid ester/poly(meta-phenylene isophthalamide) phase change fibers designed for thermo-regulating protective clothing. Fibers Polym. 2018, 19, 498–506. [Google Scholar] [CrossRef]
- Saraç, E.G.; Öner, E.; Kahraman, M.V. Microencapsulated organic coconut oil as a natural phase change material for thermo-regulating cellulosic fabrics. Cellulose 2019, 26, 8939–8950. [Google Scholar] [CrossRef]
- Sheng, N.; Rao, Z.; Zhu, C.; Habazaki, H. Enhanced thermal performance of phase change material stabilized with textile-structured carbon scaffolds. Sol. Energy Mater. Sol. Cells 2020, 205, 110241. [Google Scholar] [CrossRef]
- Han, N.; Zhang, W.; Wang, X.; Zhang, X.; Li, W.; Yu, W. Preparation and properties of shape-stabilized phase change material cellulose benzoate-g-polyoxyethylene (2) hexadecyl ether with potential for thermal energy storage. Text. Res. J. 2019, 89, 1512–1521. [Google Scholar] [CrossRef]
- Chen, W.; Fu, M.; Weng, W. Electrospinning of continuous nanofiber hollow yarns for thermal storage and insulation by a multi-step twisting method. Text. Res. J. 2020, 90, 1045–1056. [Google Scholar] [CrossRef]
- Hsu, P.-C.; Liu, C.; Song, A.Y.; Zhang, Z.; Peng, Y.; Xie, J.; Liu, K.; Wu, C.-L.; Catrysse, P.B.; Cai, L.; et al. A dual-mode textile for human body radiative heating and cooling. Sci. Adv. 2017, 3, e170089. [Google Scholar] [CrossRef] [Green Version]
- Abebe, M.G.; De Corte, A.; Rosolen, G.; Maes, B. Janus-Yarn Fabric for Dual-Mode Radiative Heat Management. Phys. Rev. Appl. 2021, 16, 054013. [Google Scholar] [CrossRef]
- Koohestani, A.S.; Bashari, A. Advanced bulletproof and stab-and spike-resistant textiles. In Advances in Functional and Protective Textiles; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2020; pp. 261–289. [Google Scholar] [CrossRef]
- Kim, Y.H.; Smith, N.; Ji, H. Penetration Resistant Fabric with Multiple Layer Guard Plate Assemblies and Method of Making the Same. U.S. Patent 7,018,692; United States Patent Office, 28 March 2006. [Google Scholar]
- SuperFabric® A Cut Above. HexArmor. 2020. Available online: https://www.hexarmor.com/technologies/superfabric (accessed on 10 June 2022).
- Dolez, P.I.; Nguyen, C.T.; Guero, G.; Gauvin, C.; Lara, J. Influence of medical needle characteristics on the resistance to puncture of protective glove materials. J. ASTM Int. 2008, 5, 12. [Google Scholar]
- Boorsma, J.; Smith, N. Cut, Abrasion and/or Puncture Resistant Knitted Gloves. U.S. Patent 10,455,875; United States Patent Office, 29 October 2019. [Google Scholar]
- Vu-Khanh, T.; Dolez, P.; Nguyen, C.T.; Gauvin, C.; Lara, J. Needlestick Resistance of Protective Gloves-Development of a Test Method; Publications IRSST: Montréal, QC, Canada, 2012; ISBN 978-2-89631-638-0. [Google Scholar]
- Howland, C.A.; Hannigan, M.A. Protective Garment and Glove Construction and Method for Making Same. U.S. Patent 7,007,308; United States Patent Office, 7 March 2006. [Google Scholar]
- Jones, R.J.; Linsner, A.; Wyatt, S.; Scheir, C.; Muller, G.; Sung, J.; Hewes, L.; Graziosi, D. Enhancements to the ISS Phase VI Glove Design. In Proceedings of the 44th International Conference on Environmental Systems, Tucson, AZ, USA, 13–17 July 2014; pp. 1–11. [Google Scholar]
- Nguyen, C.; Dolez, P.; Vu-Khanh, T.; Gauvin, C.; Lara, J. Resistance of protective gloves materials to puncture by medical needles. J. ASTM Int. 2010, 7, 1–16. [Google Scholar]
- Nguyen, C.T.; Dolez, P.I.; Vu-Khanh, T.; Gauvin, C.; Lara, J. Effect of protective glove use conditions on their resistance to needle puncture. Plast. Rubber Compos. 2013, 42, 187–193. [Google Scholar] [CrossRef]
- Firouzi, D.; Russel, M.K.; Rizvi, S.N.; Ching, C.Y.; Selvaganapathy, P.R. Development of flexible particle-laden elastomeric textiles with improved penetration resistance to hypodermic needles. Mater. Des. 2018, 156, 419–428. [Google Scholar] [CrossRef]
- Gartmann, V.; Lottenbach, R.; Hibner, H.J. Textiles Having a Protective Function Against Abrasion and Contact Heat. Patent Application US 2014/0255664 A1; United States Patent Office, 11 September 2014. [Google Scholar]
- Optimum Protection from Abrasion. Schoeller Textiles. 2020. Available online: https://www.schoeller-textiles.com/en/technologies/ceramic-coating (accessed on 10 June 2022).
- Blakely, K.S. Apparel with Heat Retention Layer and Method of Making the Same. U.S. Patent 9,719,206; United States Patent Office, 1 August 2017. [Google Scholar]
- Das, A.; Alagirusamy, R. Science in Clothing Comfort; Woodhead Publishing: New Delhi, India; Cambridge, UK; Oxford, UK, 2010. [Google Scholar]
- Classen, E. Comfort testing of textiles. In Advanced Characterization and Testing of Textiles; Elsevier: Amsterdam, The Netherlands, 2017; pp. 59–69. [Google Scholar]
- NFPA 1971; Standard on Protective Ensembles for Structural Fire Fighting and Proximity Fire Fighting. National Fire Protection Association: Quincy, MA, USA, 2018.
- Wang, F. Udayraj Human Wear Trials for Assessing Comfort Performance of Firefighter Protective Clothing. In Firefighters’ Clothing and Equipment; Song, G., Wang, F., Eds.; CRC Press: Boca Raton, FL, USA, 2018; pp. 217–268. [Google Scholar]
- ASTM F1154-11; Standard Practices for Qualitatively Evaluating the Comfort, Fit, Function, and Durability of Protective Ensembles and Ensemble Components. ASTM International: West Conshohocken, PA, USA, 2018; 7p.
- Harrabi, L.; Dolez, P.I.; Vu-Khanh, T.; Lara, J.; Tremblay, G.; Nadeau, S.; Larivière, C. Characterization of protective gloves stiffness: Development of a multidirectional deformation test method. Saf. Sci. 2008, 46, 1025–1036. [Google Scholar] [CrossRef]
- Gauvin, C.; Airoldi, A.; Proulx-Croteau, S.; Dolez, P.I.; Lara, J. A new test method to characterize the adherence of protective glove materials. In Performance of Protective Clothing and Equipment: Emerging Issues and Technologies; Shepherd, A.M., Ed.; ASTM International: West Conshohocken, PA, USA, 2012; pp. 392–406. [Google Scholar]
- Bradley, J.V. Glove characteristics influencing control manipulability. Hum. Factors 1969, 11, 21–35. [Google Scholar] [CrossRef]
- Dolez, P.; Mlynarek, J. Smart Materials for PPE: Tendencies and Recent Developments. In Smart Textiles and their Applications; Koncar, V., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 497–517. [Google Scholar]
- Dolez, P. Smart barrier membranes for protective clothing. In Smart Textiles for Protection; Chapman, R., Ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2012; pp. 148–189. [Google Scholar]
- Hambling, D. The Overloaded Soldier: Why, U.S. Infantry Now Carry More Weight than Ever. Hearst Magazine Media. 26 December 2018. Available online: https://www.popularmechanics.com/military/research/a25644619/soldier-weight/ (accessed on 24 July 2021).
- Dolez, P.I. Energy Harvesting Materials and Structures for Smart Textile Applications: Recent Progress and Path Forward. Sensors 2021, 21, 6297. [Google Scholar] [CrossRef] [PubMed]
- Nazif, K.N.; Daus, A.; Hong, J.; Lee, N.; Vaziri, S.; Kumar, A.; Nitta, F.; Chen, M.E.; Kananian, S.; Islam, R.; et al. Cambridge High-specific-power flexible transition metal dichalcogenide solar cells. Nat. Commun. 2021, 12, 7034. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Y.; Zhao, X.; Xu, J.; Fang, Y.; Chen, G.; Song, Y.; Li, S.; Chen, J. Giant magnetoelastic effect in soft systems for bioelectronics. Nat. Mater. 2021, 20, 1670–1676. [Google Scholar] [CrossRef]
- Komatsu, N.; Ichinose, Y.; Dewey, O.S.; Taylor, L.W.; Trafford, M.A.; Yomogida, Y.; Wehmeyer, G.; Pasquali, M.; Yanagi, K.; Kono, J. Macroscopic weavable fibers of carbon nanotubes with giant thermoelectric power factor. Nat. Commun. 2021, 12, 4931. [Google Scholar] [CrossRef] [PubMed]
- Khudiyev, T.; Grena, B.; Loke, G.; Hou, C.; Jang, H.; Lee, J.; Lee, J.T. Thermally drawn rechargeable battery fiber enables pervasive power. Mater. Today 2022, 52, 80–89. [Google Scholar] [CrossRef]
- Yang, P.; Li, J.; Lee, S.W.; Fan, H.J. Printed Zinc Paper Batteries. Adv. Sci. 2022, 9, 2103894. [Google Scholar] [CrossRef]
- Ammendolia, J.; Saturno, J.; Jacobs, S. Environmental Concern Emerges from COVID-19 Pandemic: PPE Waste by the Public; Canadian Science Policy Centre: Richmond Hill, ON, Canada, 2020. [Google Scholar]
- Dolez, P.I. When Protective Clothing and PPE Become Sustainable. In Proceedings of the International e-Conference on Sustainable Growth in Textiles (SGT-2021), Kanpur, India, 19–21 August 2021. [Google Scholar]
- Trupp, S. Colour-changing gloves for toxic-substance detection. Smart Text. Nanotechnol. 2013, 9, 11. [Google Scholar]
- COVID-19–What We Know So Far about…Reuse of Personal Protective Equipment. Ontario Agency for Health Protection and Promotion. Public Health Ontario, Toronto, ON: Queens’s Printer for Ontario. 2020. 10p. Available online: https://www.publichealthontario.ca/-/media/documents/ncov/covid-wwksf/what-we-know-reuse-of-personal-protective-equipment.pdf?la=en (accessed on 16 April 2022).
Figure 1.
PPE selection process in seven steps [2].
Figure 1.
PPE selection process in seven steps [2].

Figure 5.
SEM images: (a) Basalt fibers coated with graphene; (b) Abraded surface of polyamide 6 composite sample containing the graphene-coated basalt fibers (Reprinted with permission from Ref. [92]. Copyright 2018, Elsevier).
Figure 5.
SEM images: (a) Basalt fibers coated with graphene; (b) Abraded surface of polyamide 6 composite sample containing the graphene-coated basalt fibers (Reprinted with permission from Ref. [92]. Copyright 2018, Elsevier).

Figure 6.
Image by helium-ion microscopy (HIM) of reduced graphene oxide flakes wrapped around individual meta-aramid fibers. (Reprinted with permission from Ref. [170]. Copyright 2021, Sage).
Figure 6.
Image by helium-ion microscopy (HIM) of reduced graphene oxide flakes wrapped around individual meta-aramid fibers. (Reprinted with permission from Ref. [170]. Copyright 2021, Sage).

Figure 7.
Schematic representations of the unit particle, topological interlocking, soft unjammed state and stiff jammed state and picture of a 3D printed chain mail structured fabric. (Reprinted with permission from Ref. [207]. Copyright 2021, Springer Nature).
Figure 7.
Schematic representations of the unit particle, topological interlocking, soft unjammed state and stiff jammed state and picture of a 3D printed chain mail structured fabric. (Reprinted with permission from Ref. [207]. Copyright 2021, Springer Nature).


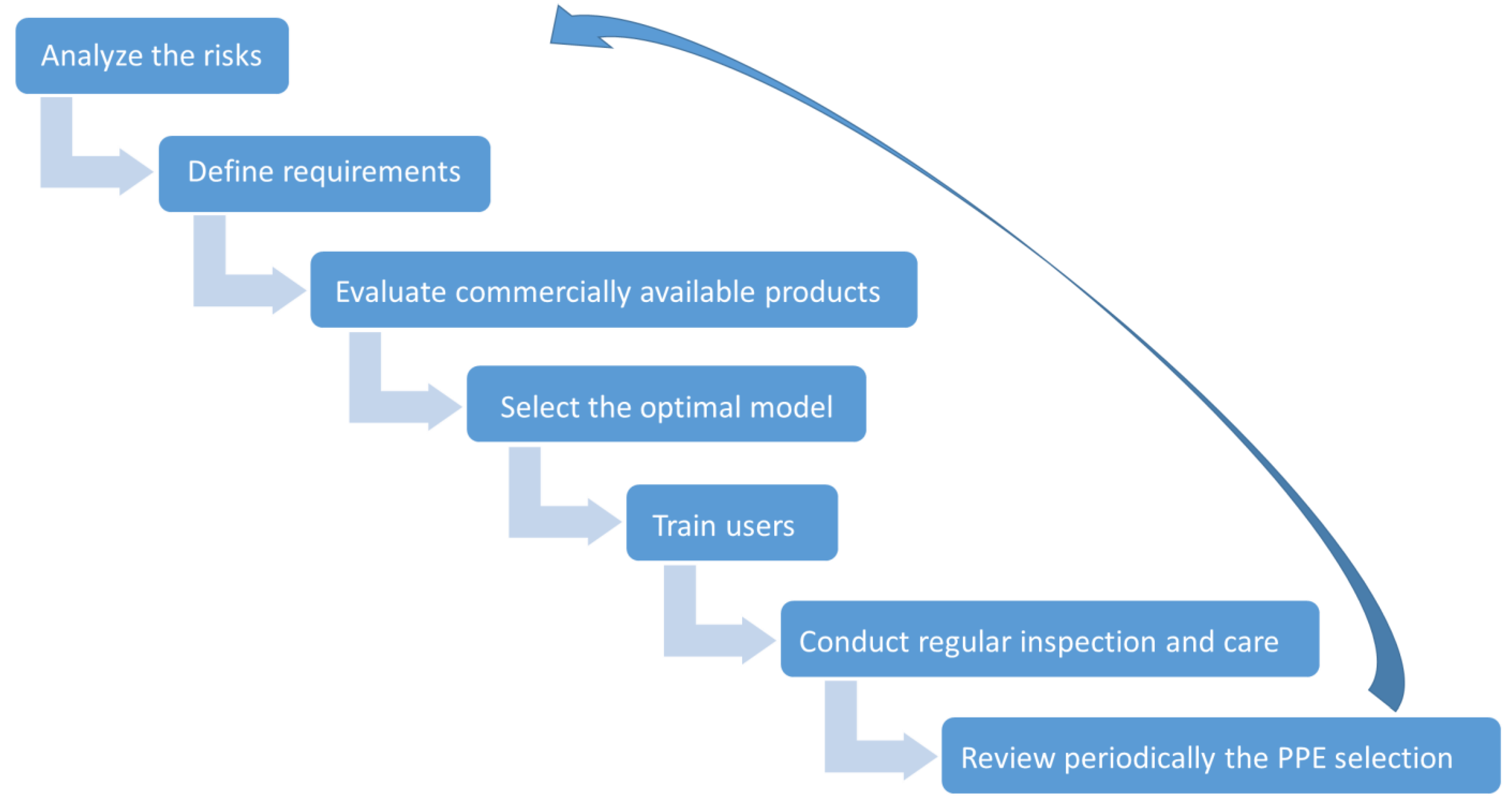{kind=link}
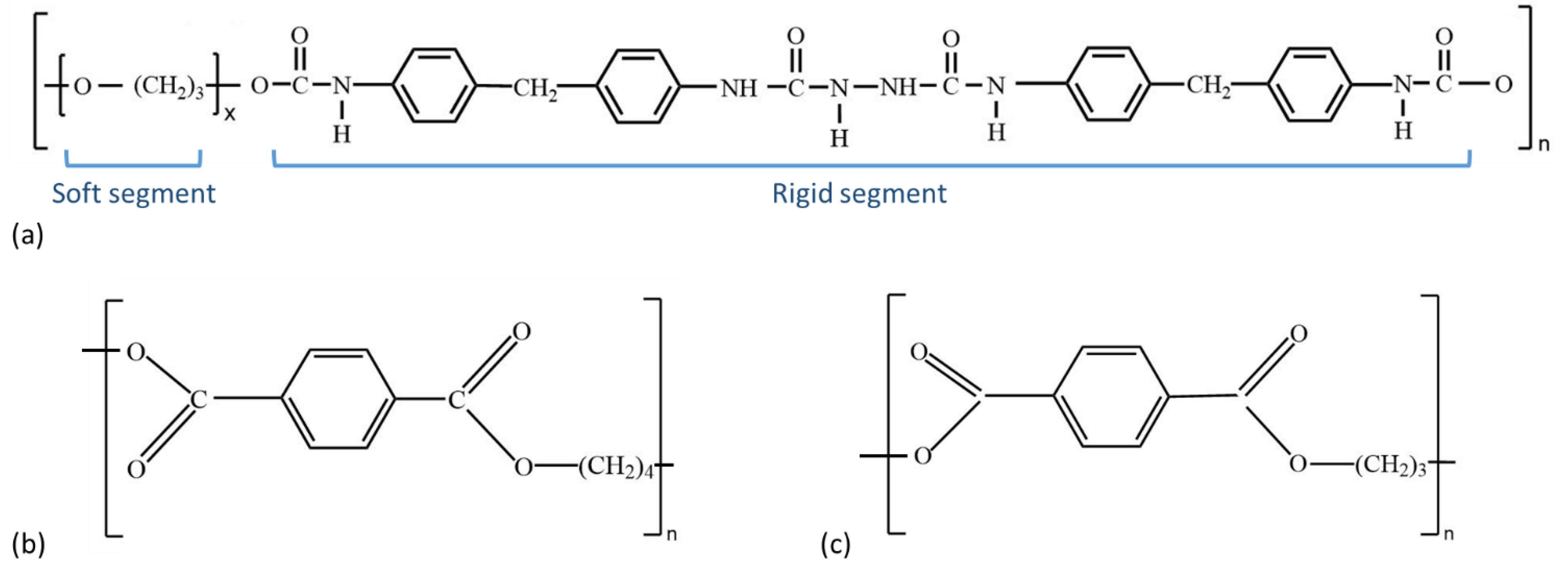{kind=link}
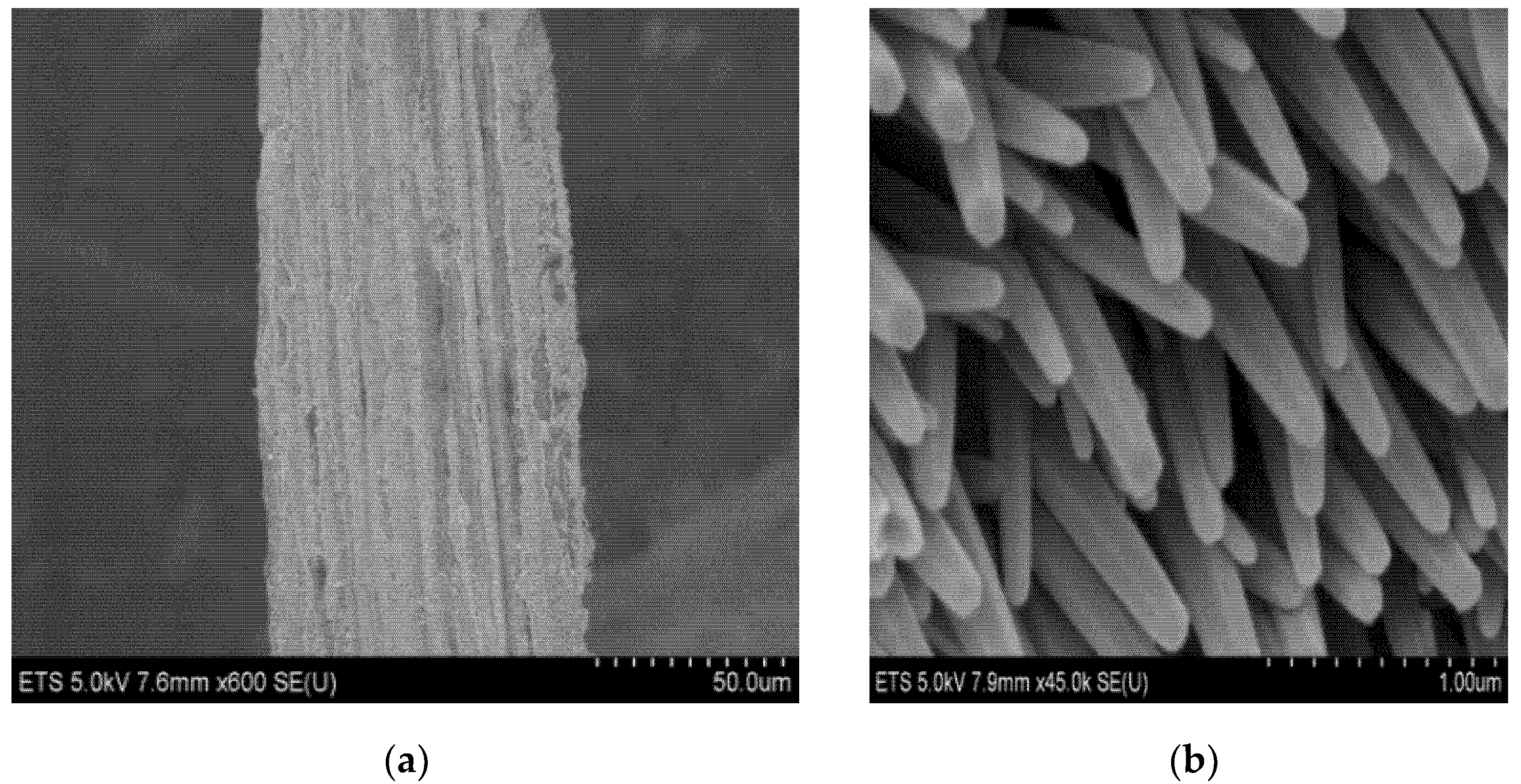{kind=link}
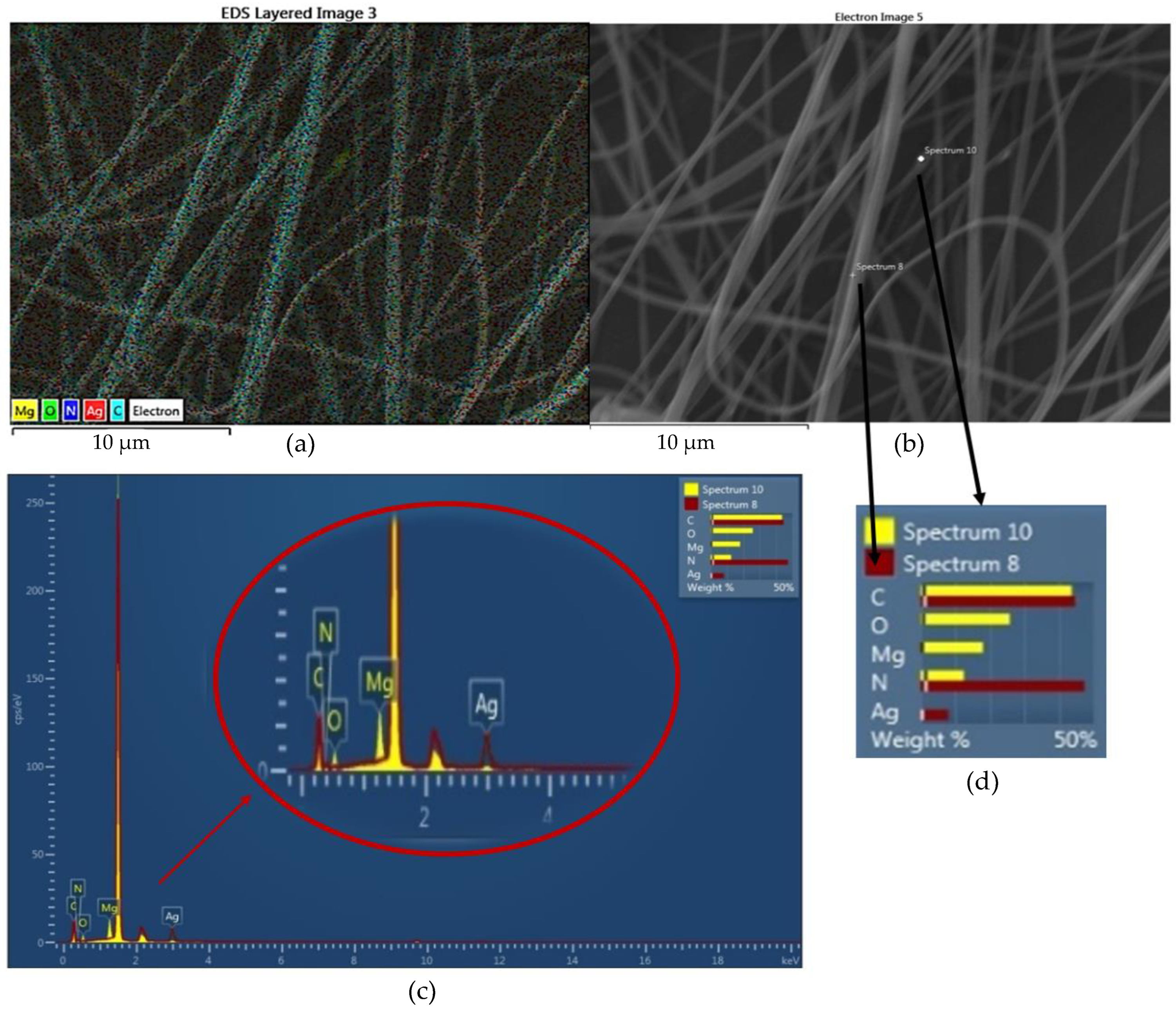{kind=link}
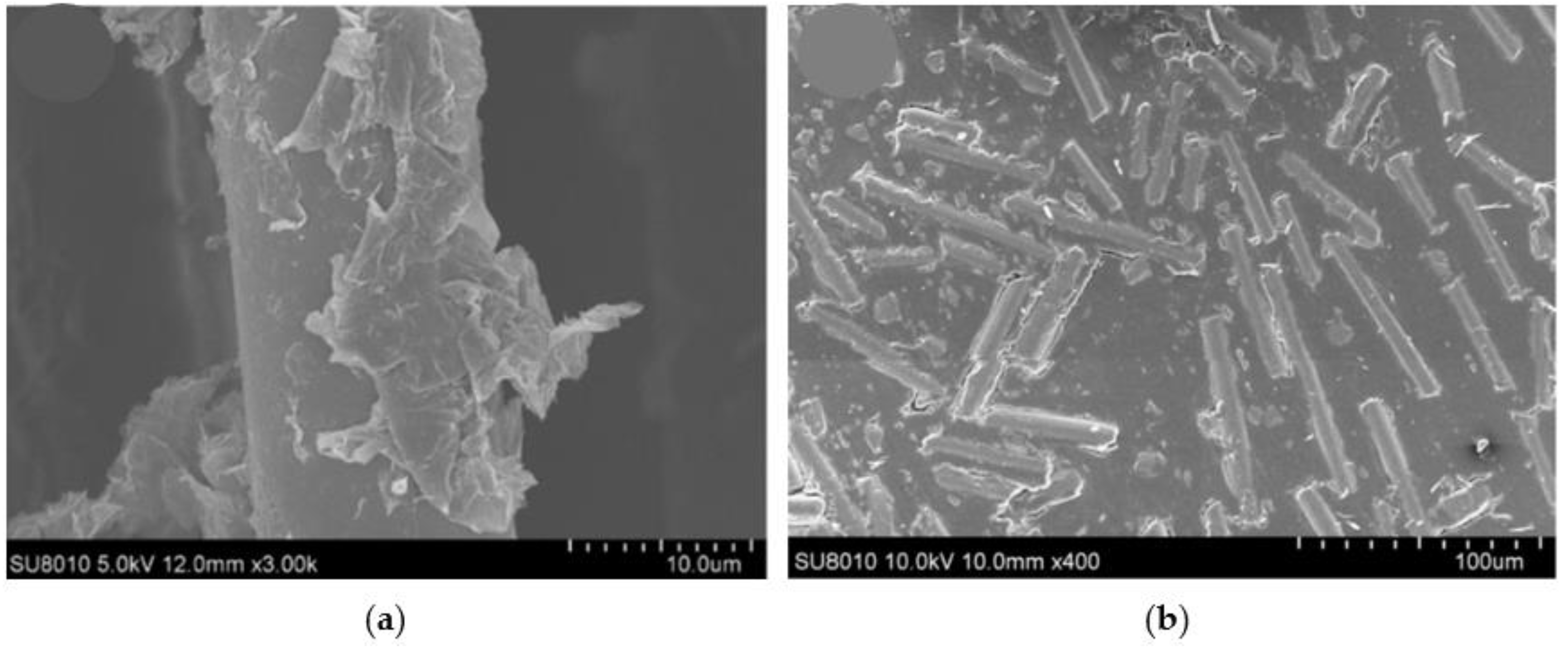{kind=link}
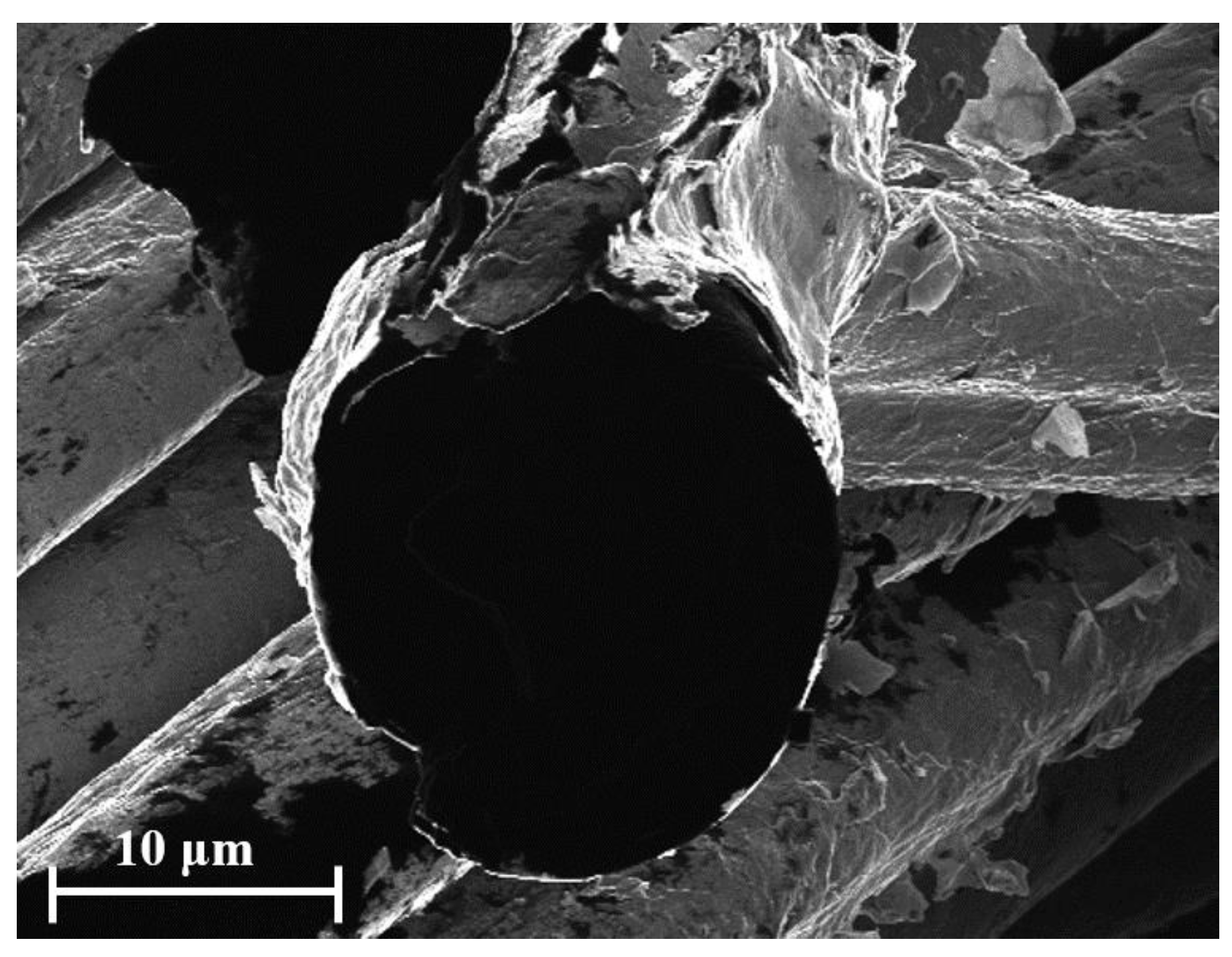{kind=link}
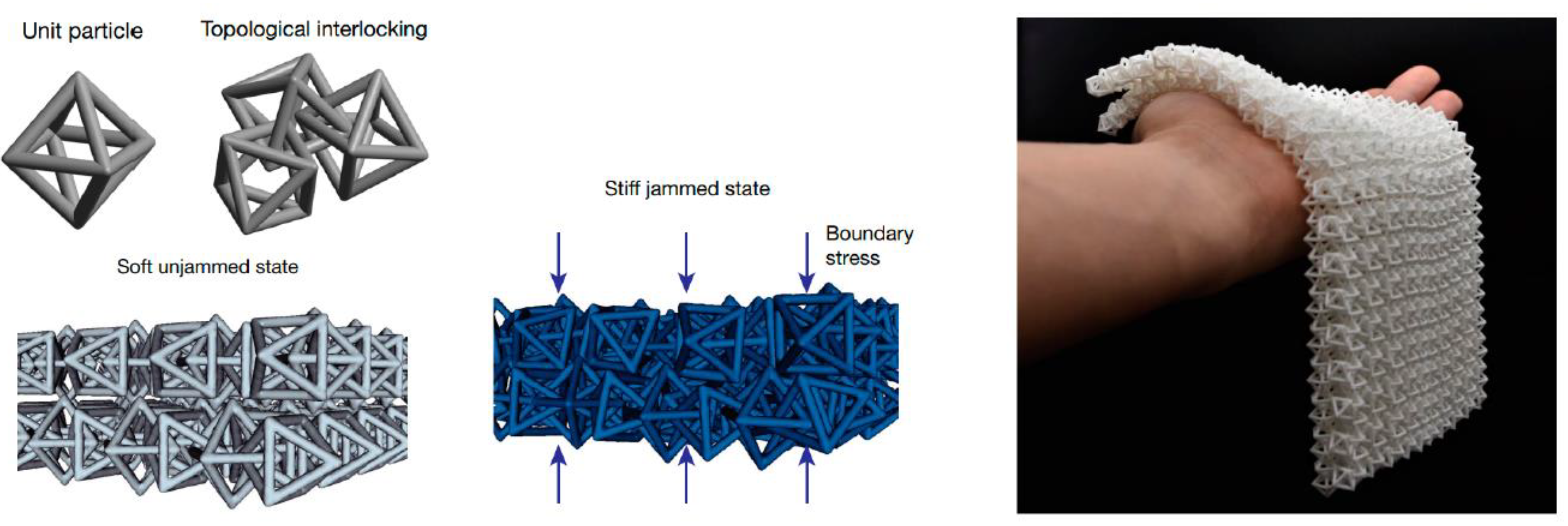{kind=link}
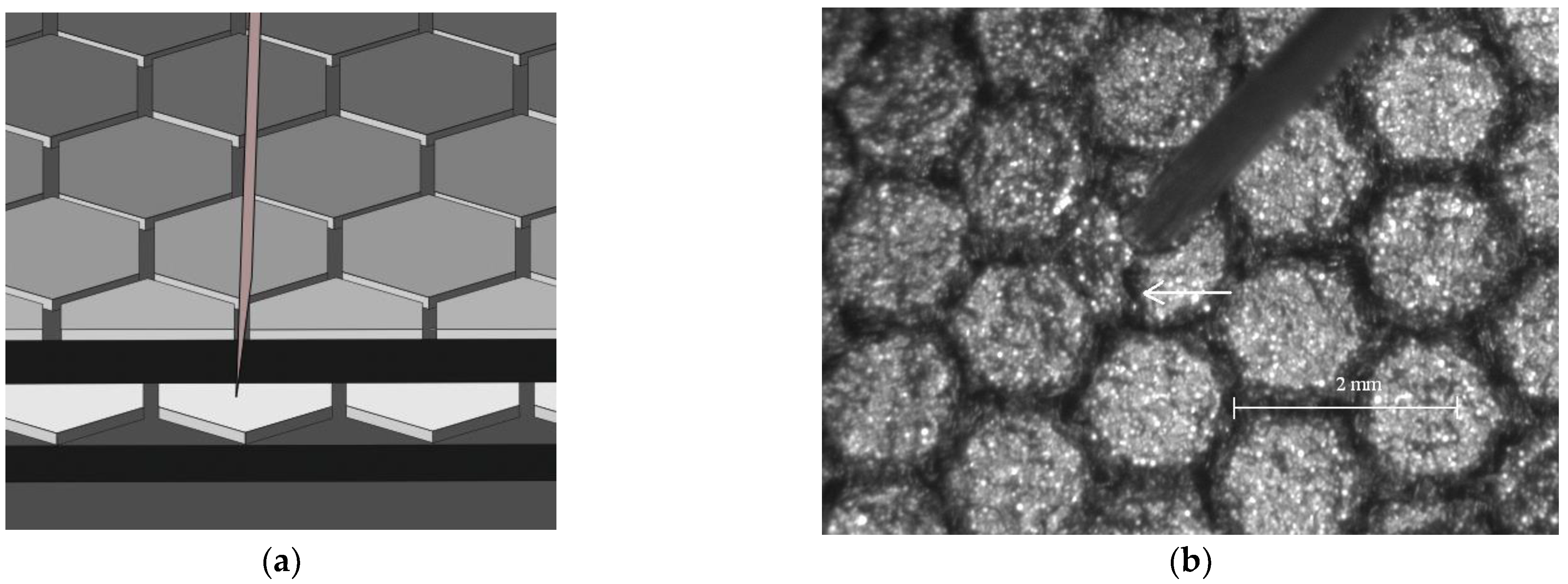{kind=link}
Table 1.
Promising technology-based innovations for protective clothing and PPE.
| Fiber/Textile Category | Strategy Used | Applications/Improvements |
|---|---|---|
| Highly extensible elastomeric fibers | Polyester-based elastic fibers [16] Olefin-based elastic fibers [16] Bicomponent fibers [16] Shape-memory polyurethane, e.g., [20] | Enhanced sustainability Improved resistance to chemicals and UV Switchable tightness |
| Cellulose-based fibers | Hemp as an alternative to cotton, e.g., [27] Ramie as alternative to high-performance fibers [32] Recycling of used products [25] Nano-enabled coating, e.g., [31] Cellulose nanostructures, e.g., [37] | Enhanced sustainability Electromagnetic shielding Antibacterial activity Chemical detoxification Thermal protection Lower cost |
| Commodity synthetic fibers | Surface functionalization [31] Nano-enabled coatings, e.g., [81] Core-sheath structures [47] Nanocomposite structures, e.g., [56] 3D printing [83] Nanofibers, e.g., [73] Dual electrospinning [82] Environmentally friendly processes, e.g., [51] | Improved filtration efficiency Biological and chemical activity Superhydro/oleo-phobicity UV protection Heat and flame protection Abrasion resistance Electrical properties Multifunctionality Improved comfort Enhanced sustainability |
| High-strength inorganic materials | Basalt as an alternative to glass fibers, e.g., [85] Carbon and boron fibers as a reinforcement for composites, e.g., [106] Carbon and boron nanomaterials as coating and additive, e.g., [53] Nano-enabled coatings, e.g., [92] Nanofibers, e.g., [97] Conductive inks [111] Conductive yarns [111] Recycling of composite products [89] | Heat and flame protection Radiation protection Improved strength Impact protection Chemical detoxification Enhanced sustainability Lower weight Lower cost Power and data transmission Sensors and actuators |
| High-performance polymer fibers | Electromagnetic radiation treatment, e.g., [113] Nano-enabled coatings, e.g., [117] Sandwich/hybrid structures, e.g., [121] Crosslinkers [150] Nanocomposite fibers, e.g., [143] Nanofibers, e.g., [126] Biomimetics, e.g., [162] End-of-life sensors [169] Recycling of used garments [132] | Improved strength Increased impact resistance Thermal protection Heat and flame resistance Antibacterial activity UV resistance FR filter media Improved comfort Degradation monitoring during use Enhanced sustainability |
| Special textile structures | 3D weaving/knitting, e.g., [176] 3D printing, e.g., [181] Auxetic woven/knitted textiles, e.g., [190] Shear thickening fabrics, e.g., [193] Polymer and cellulose aerogels, e.g., [211] Nanofibrous membranes, e.g., [214] Nanocomposite coatings, e.g., [234] Solid–solid PCMs, e.g., [220] Janus textiles, e.g., [223] | Increased impact resistance Resistance to needle puncture Thermal protection Improved thermophysiological comfort |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Dolez, P.I.; Marsha, S.; McQueen, R.H. Fibers and Textiles for Personal Protective Equipment: Review of Recent Progress and Perspectives on Future Developments. Textiles 2022, 2, 349-381. https://doi.org/10.3390/textiles2020020
AMA Style
Dolez PI, Marsha S, McQueen RH. Fibers and Textiles for Personal Protective Equipment: Review of Recent Progress and Perspectives on Future Developments. Textiles. 2022; 2(2):349-381. https://doi.org/10.3390/textiles2020020
Chicago/Turabian StyleDolez, Patricia I., Sabrina Marsha, and Rachel H. McQueen. 2022. "Fibers and Textiles for Personal Protective Equipment: Review of Recent Progress and Perspectives on Future Developments" Textiles 2, no. 2: 349-381. https://doi.org/10.3390/textiles2020020