
Towards Lean Automation in Construction—Exploring Barriers to Implementing Automation in Prefabrication


Chair of Supply Chain Management, Friedrich-Alexander-University Erlangen Nuremberg, Lange Gasse 20, 90403 Nuremberg, Germany
Sustainability 2022, 14(19), 12944; https://doi.org/10.3390/su141912944
Submission received: 10 September 2022
/
Revised: 29 September 2022
/
Accepted: 4 October 2022
/
Published: 10 October 2022
(This article belongs to the Special Issue Automation and Digital Fabrication in the Building Construction Process)
Abstract
:As a sustainable alternative to conventional cast-in-situ construction, modular construction (MC) offers several promising benefits concerning energy and waste reduction, shorter construction times, as well as increased quality. In addition, given its high degree of prefabrication, MC offers ideal conditions to solve the industry’s long-lasting productivity problem by implementing manufacturing concepts such as lean production and automation. However, in practice, the share of automation and robotics in the production process is still relatively low, which is why the potential of this construction method is currently far from being fully exploited. An overview of the particular barriers to implementing automation in the context of MC is still lacking. Therefore, a qualitative study was conducted including eight MC manufacturers from Germany, Austria, and Switzerland. Following a comprehensive literature review, expert interviews were conducted based on an academically proven framework. Thereby, seven barrier dimensions with 21 sub-categories could be identified. The findings of this study contribute to the understanding of current barriers to implementing automation in prefabrication and how they can be overcome most effectively. Additionally, recommendations for future research are proposed within a research agenda.
1. Introduction
With the highest amounts of energy consumption and CO2 emissions among all industries, the building and construction industry is urged to take immediate action to meet the sustainable development goals [1]. However, on the path towards more sustainable operations, there are several problems inherent in the industry’s culture that need to be addressed. Since the creation of value in the construction industry is generally project-based, low levels of value chain integration with a large number of ever-changing project participants limit learning effects and productivity gains drastically [2]. Accordingly, it is not surprising that the industry’s productivity has been stagnating over the last three decades, while the efficiency of producing goods in the general manufacturing industry almost doubled in the same time [3]. As a result, more often than not, building projects suffer from cost and time overruns [4].
One promising solution to solve these problems could be found in modular construction (MC). As a distinctive form of off-site construction (OSC), it is defined as a modern method of construction that uses pre-finished volumetric units (so-called modules) to assemble the final building on-site [5]. Scholars have shown that applying MC has the potential to reduce construction times [6], as well as improve building quality and working conditions [7,8]. Moreover, environmental sustainability can be achieved by reducing waste and energy consumption [9]. In addition, by relocating the vast majority of construction operations to a controlled factory environment, an integrated value chain can be created, building on concepts such as Design for Manufacture and Assembly (DfMA), lean production, and modularization [10]. Furthermore, MC offers ideal conditions for implementing advanced manufacturing procedures using automation and robotics, which has been regarded as a cornerstone of the recently advocated Construction 4.0 (C4.0) approach [11,12,13].
While these advantages over conventional cast-in-situ construction have led to a considerable uptake of this construction method in several countries worldwide [14], recent studies consistently showed that the adoption of automation in MC and OSC is still relatively low [15,16,17]. Current applications of MC are oftentimes only a mere shift of construction operations to a structured factory environment, where tasks are still carried out manually based on the craftsmanship approach [18]. As a consequence, productivity gains, as could be observed in the general manufacturing industry, remain far from being reached. In addition, although factory-based production enables MC manufacturers to make use of economies of scale, there are currently no significant cost reductions compared to conventional construction [19]. In the heavily cost- and profit-driven construction business, this circumstance hinders big players (i.e., developers and housing corporations) to apply this construction method in their projects [20].
It is therefore decisive to understand why automation has not yet been transferred to the production process of MC, despite the well-known benefits that are observed in other industries. A comprehensive overview of the barriers that MC manufacturers face when implementing automation in their production is still lacking. Therefore, the following research question is formulated:
What Are the Barriers to Implementing Automation into the Production Processes of MC?
Accordingly, this study aims to identify, categorize, and evaluate the respective barriers in a suitable framework to close this research gap. Based on a comprehensive literature review, eight in-depth expert interviews with high-ranked representatives of companies that are actively producing modules in their facilities were conducted. Experts from the respective companies were interviewed using semi-structured interviews. In addition, a considerable number of secondary materials were integrated into the data set.
The remainder of this paper is structured as follows. Section 2 gives an overview of the theoretical background concerning the concepts of LC and C4.0, introduces MC as a potential means to efficiently implement lean automation in construction, and highlights the research gap and contributions of this paper. Section 3 states the applied research methodology. Section 4 presents the results structured along the identified barrier dimensions. Subsequently, the results are discussed in Section 5. Lastly, a conclusion is provided in Section 6.
2. Theoretical Background
In the following, Section 2.1. gives a brief overview of the concepts of lean construction and Construction 4.0. Section 2.2 introduces MC as a potential means to fully exploit the benefits of the aforementioned concepts by applying lean automation.
2.1. Lean Construction and Construction 4.0
The term lean construction (LC) originates from the concept of lean production [21] and refers to the adaptation and application of the underlying principles from manufacturing to the context of construction [22]. Lean production itself has its roots in the Toyota Production System [23], which is based on one core principle: focus on value-adding activities by eliminating all kinds of waste [24]. Lean process design is built on continuous improvement and pull production to reduce lead times and production costs, while increasing the quality of products and the efficiency of the underlying production system [25]. The simplicity of lean production combined with its potential to increase productivity has made it one of the prevailing management approaches over the last three decades [26].
Similarly, the concept of C4.0 originates from the concept of Industry 4.0 (I4.0), which is referred to as the fourth industrial revolution [27]. Driven by widespread digitalization and the emergence of advanced digital technologies, such as Artificial Intelligence (AI), Big Data, and the Internet of Things (IoT), the manufacturing industry is on the edge of a paradigm shift [28]. This shift towards the fourth industrial revolution is characterized by automated, decentralized, and smart value creation networks enabled by IoT technologies [29]. It enables the creation of a cyber-physical environment, in which machines are enabled to interact with each other (machine-to-machine communication) without any human intervention [30]. I4.0, therefore, has the capacity to fundamentally improve processes in every stage of value creation and thereby boost operational effectiveness and productivity [31].
In construction, there have been numerous approaches to adopt and transfer both concepts from manufacturing to construction operations. Accordingly, within LC, several concepts and techniques have evolved to enhance the productivity of construction projects. For instance, frequently applied methods include the Last Planner System [32], application of 5S (sort, straighten, shine, standardize, and sustain) to the construction site [33], and KANBAN for material storage on-site [34]. Among others, applying these techniques has been proven to significantly reduce the risk of project time overruns [35].
Similar to the adaptation of the principles of lean production, there have been efforts to apply the underlying principles of I4.0 to construction projects [36]. While the number of research papers has been continuously increasing over the last years, three scholars have attracted considerable attention [11,12,13]. In 2016, Roland Berger [11] coined the term ‘Construction 4.0′ to describe the future developments driven by the digital transformation of the industry. In their conceptualization, they listed the following four key factors: automation, connectivity, digital access, and digital data. Sawhney et al. [12] conceptualized those efforts in three transformational trends: industrial production, cyber-physical systems, and digital technologies. Craveiro et al. [13] emphasized that the construction industry would have to transform towards the fourth industrial revolution through the industrialization of the construction process and the general digitization of the construction industry.
Notably, all three conceptualizations include the transformation towards increased use of prefabrication (i.e., automation, industrial production, and industrialization of the construction process). Considering the characteristics of the current value creation process in conventional construction, this development can simultaneously be regarded as a great challenge, as well as a great opportunity [30,37]. More precisely, implementing innovations in the construction industry is hampered by several obstacles: Originating from the project-based structure, the complexity of processes is generally higher compared to other industries [38]. In theory, this complexity has mainly been ascribed to high uncertainty and interdependence in construction projects [39]. Due to many different participants in the overall value creation process, there are numerous interfaces between the distinct construction trades and the respective companies, leading to inefficiencies [34]. Some described this supply chain design as a “loosely coupled system”, hindering participants to innovate and making use of learning effects hardly possible [40]. Effectively, pursuing technical innovations in a less integrated supply chain rather hampers collaborations than lets them flourish, since many partners are not capable or willing to take the same path [30]. Koskela [22] stated that characteristics such as temporary project-based collaborations, unique building designs, and on-site work lead to inefficient workflows and the generation of waste, contradicting the main principle of lean production.
Therefore, to fully exploit the benefits of best practices from the manufacturing industry in the context of construction, the value creation process including the general supply chain structure would have to be redesigned and re-engineered [34,41]. The construction process should be aligned with manufacturing processes (product-based) [22], rather than improving traditional construction procedures with technological advancements [42]. By industrializing the construction process using high levels of prefabrication, the concepts of lean production and I4.0 could even be implemented simultaneously, which is referred to in the manufacturing industry as lean automation [43]. Recent research found that the combined use of both approaches not only facilitates the implementation of each concept [44], but also leads to additional benefits. Accordingly, I4.0 tools complement lean production by increasing flexibility, as well as higher customization of products, allowing more effective responses to market fluctuations [45]. In addition, further improvements within all three dimensions of the TBL of sustainability could be observed [46], which highlights the immense potential that adoption would have for the construction industry. However, while research on LC and C4.0 has been growing during the last few years [36], research on the actual implementation of automation in OSC production is still scarce.
2.2. Introducing Lean Automation in Modular Construction
As a feasible solution to automate construction processes, MC has been intensively studied from various perspectives over the last two decades [47]. The term MC is used interchangeably with denotations such as modular building [5], modular integrated construction (MiC) [10], or prefabricated prefinished volumetric construction (PPVC) [48]. Generally, it can be defined as a distinctive form of OSC with a very high degree of prefabrication. More specifically, it is characterized by fully furnished volumetric units that are manufactured in a factory environment and transported to the building site for final assembly [5]. Researchers reported its superiority over conventional construction from an economic point of view in terms of construction times and technical quality [8]. Furthermore, from an environmental perspective, waste generation and energy consumption can be decreased [9], while resilience and timeliness in the production process can be achieved [49].
With up to ninety percent of the value creation taking place off-site [18], the centerpiece of this construction method is the manufacturing process of the modules. Given the production in a structured factory environment, MC offers the optimal conditions to fully exploit the benefits of lean production [10] and even allows the implementation of more progressive concepts from the manufacturing context, such as I4.0 [50]. In addition, it enables an OEM-like industry structure known from the manufacturing industry [42], as opposed to the fragmented supply chain design in conventional construction [40]. Accordingly, by introducing state-of-the-art production designs based on lean automation, not only tremendous productivity gains, but also a transformation of the entire construction process, can be achieved [18]. Besides shifting the value creation from a cost-driven to a value-driven approach, the use of fully automated and lean processes significantly improves overall transparency and access to relevant information during all stages of the construction process [51].
However, in practice, the potentials of this construction method are far from being fully exploited. Accordingly, Albus and Drexler [15] found in their practical-oriented study with German MC manufacturers that, although the manufacturing process of the modules has high levels of prefabrication, the level of automation is still relatively low. Similar observations were made in the context of New Zealand’s OSC market [16]. According to the researchers, most manufacturers still rely on production setups, in which the vast majority of tasks are done manually with minimal use of automation. According to Bock and Linner [18], the flow of materials in the production of most OSC approaches is still organized like a workshop, rather than in a production line, as opposed to state-of-the-art production facilities. Consequently, current approaches to manufacturing modules can mainly be described as a shift from on-site to off-site craftsmanship.
2.3. Research Gap and Contributions
Concerning the extant literature focusing on the implementation of automation in construction, two research streams can generally be distinguished. First, there is research on automation in construction on a general level. While there have been numerous relevant studies referring to automating on-site construction operations [17,52,53], only a few scholars are specifically directed towards automation in OSC and MC [54]. Most existing studies investigated barriers of prefabrication as an integrated step of the traditional building approach (e.g., prefabrication of building components), rather than as a stand-alone construction approach. Accordingly, Davila Delgado et al. [17] examined the challenges of automation in OSC as only one of four parts forming activities to automate processes in the construction industry. In addition, most research on barriers to implementing automation and robotics in construction has been primarily conducted from the perspective of technology [55], despite recent findings stating that the adoption of automation is rather dependent on environmental and organizational circumstances than the technology itself [56].
Second, recently, many relevant studies examined hindrances to applying MC and OSC as an alternative to conventional construction [14,19,48]. While the barriers to the widespread adoption of this construction method can be regarded as well-known [20], research on barriers to the implementation of automation and robotics in the underlying production system is still scarce. Darlow et al. [16] devoted a section of their study to the status quo of automation in OSC in New Zealand, while Pan and Pan [57] investigated determinants to implement automation in precast concrete production. However, no study has specifically addressed barriers to applying automation in the context of MC, despite it offering ideal conditions for effective implementation. Consequently, a comprehensive overview of the underlying factors inhibiting the adoption of this technological advancement is still missing.
To close this research gap, this study aims to identify, categorize, and evaluate the underlying barriers to implementing automation in MC. It contributes to the academic literature by introducing a comprehensive framework of current barriers expanding the perspective to various dimensions of inhibiting factors. By revealing the underlying reasons for the currently low level of adoption from the perspective of MC manufacturers, researchers are equipped with numerous starting points for future research to effectively overcome pending barriers. The study, thereby, paves the way to an efficient application of LC and C4.0, resolving the long-lasting problem of stagnating productivity.
3. Research Methodology
In order to identify the barriers that MC manufacturers face when automating their production processes, a qualitative research approach was applied. As a comprehensive overview of the respective hindrances is still lacking, an explorative study design is particularly suitable in this context [58].
The study is based on a comprehensive literature review and in-depth expert interviews. Experts were interviewed using a semi-structured interview design to allow openness of responses while collecting data in a structured way [58]. The interviews were conducted between December 2021 and February 2022 with eight managers from MC manufacturers in Germany, Austria, and Switzerland. Considering the selection of experts, special emphasis was placed on high expertise in the field of prefabrication (more than 10 years of professional working experience), as well as active involvement in the decision process of developing the module manufacturing process. In addition, the selection of companies was limited to companies operating their own production facility to allow well-founded evaluations of potential barriers and challenges of implementing automation. This restriction can be regarded as the primary reason for the relatively low number of interviewed experts, as MC manufacturers in the aforementioned countries owning a production facility are still scarce. Table 1 gives an overview of the position of interviewed experts in their respective companies, as well as the company size according to the number of employees. For reasons of confidentiality, the names of the interviewees and companies have been anonymized.
The interview guideline consisted of three parts. In the first part, experts were asked about their position, as well as their professional background and working experiences. In the second part, the underlying research context of this study was explained to the interviewees. Ultimately, in the third part, experts were asked to provide their detailed opinion on barriers that they expect to encounter or have already encountered in their practical experience when implementing automation into production processes. Inspired by the overview of risks of adopting Industry 4.0 by Birkel et al. [29], the experts were asked the following questions:
- What are the economic barriers to automating manufacturing processes?
- What are the ecological barriers to automating manufacturing processes?
- What are the social barriers to automating manufacturing processes?
- What are the process barriers to automating manufacturing processes?
- What are the technical barriers to automating manufacturing processes?
- What are the IT barriers to automating manufacturing processes?
- What are the regulatory barriers to automating manufacturing processes?
The expert interviews were conducted via an online meeting tool and lasted between 30 and 53 min. To ensure all relevant informationwas captured, the interviews were audio-recorded and transcribed. Subsequently, qualitative content analysis [59] was applied to analyze the collected data by identifying common patterns and themes. To structure the data, following Gioia et al. [60], a systematic coding procedure consisting of three steps was applied (see Figure 1). Initially, first-order categories were derived from the interview data. As a second step, these categories were synthesized into second-order concepts inspired by previous findings of the extant literature [61]. Ultimately, the identified second-order concepts were consolidated into seven barrier dimensions. The resulting dimensions, as well as second-order (top-codes) and first-order (sub-codes) items, can be found in Table 2.
4. Results
The results reveal the following seven barrier dimensions: economical, ecological, social, process-related, technical, IT-related, and regulatory. The dimensions are further classified into 21 second-order and 53 first-order categories that hinder the implementation of automation in MC. Table 2 gives an overview of the dimensions and sub-categories, including exemplary expert statements.
4.1. Economic
4.1.1. Financial
Concerning the financial barriers to implementing automation, it has already been shown in other sectors that replacing manual process steps with automated machinery and robotics comes with high costs [17]. Therefore, it is not surprising that the high initial investment for setting up fully automated and digitized factories for MC is also a major challenge in this context. Manufacturers cannot currently estimate the economic benefits of this technological innovation or they even expect the returns to be not high enough yet. Besides large investments beforehand, practitioners fear a loss of flexibility in their production system due to higher capital and fixed costs. More precisely, the costs for loans to acquire the machinery, as well as the operation and maintenance, are significantly higher than employing craftsmen workers to assemble the modules manually. In addition, the implementation of automated production systems would require hiring employees with different job profiles (i.e., IT specialists and mechanical engineers), likely leading to higher personnel costs, or, respectively, specific intensive training for current workers.
4.1.2. Demand
With regard to the current demand for MC, practitioners emphasized that the production volume is still too low for an economically viable implementation of automation. Accordingly, for a profitable application of robotics, the production output would have to be sufficiently high and stable over many years to ensure high capacity utilization and a considerable good return on investment, which is currently at least questionable. One problem in this context is the low degree of standardization concerning individual projects. Oftentimes, orders placed by customers are very individual and of a small scale, so the production line has to be re-adjusted with every new project and the repeatability is relatively low. Accordingly, the costs for implementing a highly complex infrastructure including state-of-the-art machinery and software are currently not considered to lead to the desired cost savings (i.e., economies of scale) that would be expected for such an investment.
4.1.3. Competition
Generally speaking, MC manufacturers are competing with traditional contractors. Due to the cost- and profit-driven nature of the construction business, low-wage structures in conventional on-site building projects are the reference. Considering the higher costs of manufacturing buildings in a fully automated factory environment, MC manufacturers can hardly compete with their competitors applying the conventional construction approach. Accordingly, E7 stated: “This expensive technology cannot compete with the prevalent wage structure of the industry.” Some practitioners additionally claimed that to make automation a viable business case, the industry would have to change from a cost- to a value-driven approach. More precisely, commercial customers should focus more on other factors, such as the delivered quality, rather than the cheapest offer, when awarding a contract. Another problem MC manufacturers face is the still high economic feasibility of conventional construction. Consequently, applying conventional operations (craftsmanship approach) themselves in a factory environment yields profits that are considered high enough. The risk of changing these procedures and contributing to large investments is therefore considered to be inappropriately high. Another problem lies in the loss of flexibility regarding individual customer requests. Practitioners fear that their high customer orientation could suffer from increased automation of their production processes.
4.2. Ecological
Transport Emissions
From an ecological point of view, barriers to automating the MC production process appear to be manageable, which might be due to the general superiority of OSC over conventional construction in terms of environmental sustainability [20]. Nevertheless, practitioners emphasized that, for an economical application of automation, the production would have to be bundled at one location to ensure a high production output with highcapacity utilization. As a consequence, the total transport distances from the factory to construction sites would very likely increase. Accordingly, the resulting increased transport emissions compared to closer, non-automated production facilities have to be considered.
4.3. Social
4.3.1. Corporate Culture
The socio-cultural perspective on barriers can be distinguished between a company-internal and an external, industry-wide perspective. It equally applies to both that the construction industry is well-known for conservative and risk-averse thinking [63]; challenging the status quo of operation procedures (i.e., craftsmanship vs. automation) traditionally attracts resistance [70]. Concerning internal factors, one problem lies in the resistance of MC manufacturers’ employees towards this technological advancement. While shopfloor operators might fear their job security due to the potential obsolescence of their current manual tasks, managers could view this change in operating procedures with skepticism, as they are oftentimes used to traditional craftsmanship approaches.
4.3.2. Industry Culture
From an external perspective, industry participants mostly view off-site approaches with skepticism, which may be due to a negative attitude or aversion towards change in general. Another problem is the prevailing order mechanism of the industry. Accordingly, customers of MC manufacturers or general contractors are used to ordering highly individualized buildings rather than being offered standardized solutions. One expert stated: “When comparing cars and buildings, with buildings customers are less likely to accept design fixations”. Consequently, the customer expectations towards value delivery based on an engineer-to-order approach limit the application of high levels of standardization and automation in the production of MC.
4.3.3. Knowledge
Since most employees, including managers and executives, of MC manufacturers have a professional background in architecture, engineering, and construction (AEC), their knowledge of manufacturing approaches, including the automation of manufacturing processes, might be limited and therefore a considerable barrier to introducing automation. Another problem lies in the industry partners’ knowledge. For instance, architects are oftentimes not used to planning with high levels of prefabrication and automated systems. Since the final design has to be fixed earlier in the process and hardly allows later changes, planning can generally be regarded as more sophisticated and time-intensive compared to conventional construction. One expert stated that it would almost require the planner to be a “mechanical engineer”.
4.3.4. Workforce
Considering problems related to the workforce, current field operators do not have the qualifications to control and configure an automated production line, as they are mostly craftsmen used to assemble building components manually. Therefore, workers either would have to be adequately trained to fit this new job description or would have to be replaced by workers with other job profiles. While this would open the chance of attracting younger people, thereby counteracting the problem of an aging workforce, MC manufacturers have to consider the social factor of potential job losses, as well as the required time and costs for the respective training of current employees.
4.4. Process
4.4.1. Industry
Concerning process-related barriers, practitioners emphasized the unfavorable prevailing value-delivering approach of the construction industry. Since the integration along the construction supply chain is very low, there are many individuals and companies involved requiring many interfaces, leading to inefficiencies during the overall construction process. More precisely, the traditional approach includes specialists from different areas, such as architects, structural engineers, and landscape planners, that work independently from each other and are oftentimes organized in small offices. Due to this fragmented industry structure, many smaller players are not capable to innovate and adopt the measures to deal with industrialized construction. In addition, practitioners raised that authorities’ working procedures (such as permissions) are incompatible with the OSC approach (also see Section 4.7).
Another problem that is hindering the automation of processes is late design changes. Since customers, as well as project participants, are used to on-site changes of the original design in the traditional approach, it is expected to be also possible in MC. However, late design changes require adoptions and configurations of production lines that sabotage the whole manufacturing process. All in all, the production process of MC is currently oftentimes controlled by external participants requiring late changes to the production facility or, respectively, manual changes.
4.4.2. Production
One of the most mentioned barriers to automation is the low level of standardization in current MC productions. Practitioners claimed that every building is planned and produced very individually (“Prototype”, E2), which requires the adoption of the production process with every new project. Many MC manufacturers do not have fixed module sizes, which additionally results in higher variability and complexity.
Another problem is the current production set-up. The flow of material is organized like a workshop, rather than as a production line, which is not favorable for the application of advanced automation technologies. Consequently, the entire factory design and setup, as well as operating procedures, would have to be re-structured to enable an efficient implementation of robotics. Lastly, practitioners emphasized that the design and the corresponding work instructions are still based on drawings, rather than being parameterized. More precisely, automated machines would need to have digitized information to work with, so drawing would have to be translated into a parametric language readable by machines (computer-aided manufacturing).
4.4.3. Logistics
Concerning logistics, practitioners emphasized the required high production volume for introducing economically viable automation would bring several logistical challenges with it. Accordingly, the warehouses in which production materials are stocked would have to be expanded. One expert specifically mentioned that just-in-time construction would hardly be possible due to supply problems of essential components, such as insulation. Another expert claimed that, occasionally, modules that are ready for assembly on-site have to be stored close to the production facility until being transported to the construction site. Limited factory space might therefore hamper further increase in production output.
4.5. Technical
4.5.1. Machinery
From a technical perspective, many practitioners expressed skepticism towards the technical feasibility of robotics for the manufacturing of the modules. Questions arose about how specific operating procedures that are currently done manually could be done using robotics. For instance, E6 stated: “How do I tile or paint a wall? How does outfitting work using automation?”. While the joining of large components such as walls and ceilings are of less concern to most practitioners, the steps inside the module (i.e., the furnishing of the modules) are seen as a major challenge for implementing automated machinery. In this context, the flexibility of the machinery to perform the required tasks is especially questioned. Another problem according to the experts can be seen in the general availability of adequate machinery and robotics. Since most machines are designed for different purposes than building a module for residential living, it was questioned whether the required technology even exists.
4.5.2. Material
From the perspective of materials used for constructing a module, there are traditionally three different possible choices: wood, concrete, and steel. When implementing an automated production system, MC manufacturers would have to commit themselves to one main material and therefore lose flexibility. This is considered to be due to the different processing for each of these materials. E3 put it as follows: “I cannot weld wood, but I need to weld steel.” While a change of the main construction material would require various changes to the production facility, it is assumed that a machine cannot be easily adjusted to process other materials. MC manufacturers would therefore lose the chance of responding to changes in regulations or market dynamics for certain production components.
4.5.3. Building Geometry
While the building geometry or, respectively, the geometry of the building site can also be regarded as a barrier towards OSC in general, this factor is of specific concern for implementing an automated production. Accordingly, the requirements of distinct construction sites hinder the introduction of a module with standardized dimensions (height, length, width) and therefore are expected to limit the application of full automation due to frequent adjustments to the production line.
4.6. IT
4.6.1. IT Infrastructure
One concern in terms of IT is the digital capability of external stakeholders. Some practitioners reported that the benefits of collaborating with external partners by using sophisticated approaches, such as BIM, are still very limited due to their low level of digitalization. E1 emphasized that this holds for project participants, such as planners of technical building equipment, as well as the clients themselves. E8 added that there is a lack of “continuity of the digital chain” from manufacturing to final delivery of the project to the clients.
4.6.2. Database
In order to implement robotics and automation, there must necessarily be digitization. Accordingly, a database is required consisting of all information for each component used in the production process. While E2 emphasized that the effort to implement and maintain such a database is extremely high, E4 stated: “Without data, there is no digitalization. The data is needed to communicate with the machines.” Consequently, one challenge is to fully digitize current procedures before being able to implement automation.
4.6.3. Software
Concerning software, practitioners see three major barriers. First, there is the difficulty of translating the traditionally used 3D models to parameters that could be used by robotic applications to perform the required manufacturing procedures. While practitioners stated that the design of the modules is already fully digitized, some questioned if this translation from 3D model to parameters would even be possible. Second, there are many intersections between current software solutions used to manufacture the modules. There is currently no software that allows a continuous flow through production. Instead, drawings from architects in the design phase have to be transferred to other software applications for production plans that can be handled by mechanical engineers and craftsmen in the factory. Third, current software that would be suitable for automated manufacturing is not designed for construction, but rather for mechanical engineering approaches. According to an expert, software suppliers refrain from adapting the software to match industrialized construction approaches.
4.7. Regulatory
4.7.1. Regulations
Concerning regulations, practitioners claimed that the current regulatory construction framework is not in favor of OSC and MC. Generally, regulations differ not only between countries, but even between the states of one country. For instance, in Germany, there are 16 different state building codes with varying requirements for newly built buildings. Consequently, MC manufacturers must follow the code in force in the state in which the building is erected, regardless of where the modules were produced. This means that the production line needs to keep a certain degree of flexibility to enable meeting the different requirements in each state to operate nationwide or beyond.
Another barrier is the lack of an appropriate definition of the construction method itself from a building law perspective. More precisely, there is currently no guide for test engineers, such as structural engineers, on how to provide the required proof for proper execution for buildings built applying MC. As a consequence, the process of proof testing gets more complicated, leading to delays. Lastly, there are outdated norms that hamper the automation of production. One expert stated that some norms that are valid in conventional construction do not match OSC procedures. More precisely, not all norms make sense in the context of MC because the requirements can be met in other ways.
4.7.2. Permissions
In contrast to quality management approaches known from the general manufacturing industry, the grants of permissions in OSC are still oriented towards one-of-a-kind productions (i.e., an individual building). Accordingly, inspections and testing are the same as in conventional construction, although large parts of the underlying structure do not change from project to project and have therefore already been approved. While in conventional construction thorough inspections and testing are necessary to ensure the building’s safety, in industrialized construction, it might be redundant and instead interrupts the production flow. As a consequence, the production capacity utilization and the respective production output are affected, which again hampers the potential for automation.
Besides the granting of permissions still being oriented towards conventional construction projects, many practitioners criticized that there are no standardized permissions. Although there is high repetition and modules are produced the same way in every batch, the underlying structure of the modules has to be approved in every project. This is not only time-consuming, but also costly for the builder who has to pay the inspection fees. Lastly, some experts claimed that there are inefficiencies concerning the authorities who grant the permissions to realize a specific construction project. Obtaining the appropriate permits still takes too long and thus delays the construction process.
4.7.3. Tendering and Contracting
Some experts considered current tendering approaches unfavorable for scaling up production with high levels of automation. More precisely, it was stated that many tenders are not suitable for MC because there are many requirements concerning specific parts of the building, such as individual dwelling designs that are fixed late in the process (e.g., the developer lets buyers choose the color of the tiles). E2 emphasized in this context that the first step would be to specifically tender MC, and the second to consolidate similar tenders, which would save time and costs for all involved parties.
Concerning contracting, experts criticized the still prevailing approach of the industry to focus primarily on the price of an offer, rather than giving more emphasis on other evaluation criteria in the decision-making process. E7 claimed that public contracting authorities in particular should act as role models by placing a higher emphasis on decision criteria such as working conditions, quality of the work, or level of digitization when awarding a contract. By implementing higher requirements for bidding companies, contractors would be incentivized to implement automated production systems.
4.7.4. Funding
The funding aspect can be divided into funding received by MC manufacturers themselves and funding received by potential customers. The latter relates to government aid provided to builders if the newly erected building meets certain requirements. For instance, in Germany, buildings with a high level of energy efficiency are incentivized with financial subsidies or low-interest loans. However, this funding is subject to short-term changes that can decrease the attractivity of a certain building conceptualization from one day to the next. For MC manufacturers, this circumstance results in a certain degree of uncertainty regarding the requirements of the offered product. In practice, the production line would have to be adjusted to meet the new requirements.
Concerning funding directed to MC manufacturers, experts criticized that there are currently no adequate public subsidies to incentivize the implementation of automated production systems. According to some experts, public authorities would either have to offer direct financial subsidies for acquiring the respective machinery and software or have to offer better depreciation options. Besides financial aid, E1 stated that funding for consultancy on an efficient implementation of an automated system would be even more desirable. Since most practitioners have a professional background in AEC, it would be favorable to obtain guidance from professionals with extensive knowledge of automation in manufacturing.
5. Discussion
Implementing automation into the production processes of MC has the potential to significantly boost productivity and production outputs. However, the adoption of automated production systems in the context of prefabrication is still relatively low. To facilitate widespread adoption, it is decisive to identify and understand the underlying barriers for MC manufacturers. In the following, the key findings of this study are reflected upon and discussed under consideration of the extant literature.
As illustrated in Table 2, numerous factors aggravating the implementation of automation were identified. Based on the identified dimensions and their underlying sub-categories, a comprehensive framework illustrating the barriers to automation in MC has been created (see Figure 2). Notably, in addition to the high number of individual factors (53 sub-codes), there are numerous interrelationships between the respective barriers that contribute to the complexity of the framework.
From an economic perspective, with one of the most mentioned of all factors, the high initial investment can be regarded as a severe barrier to implementing automation. To replace craftsmanship operations with automated machinery, significant investments have to be made in terms of technical equipment [71], as well as training or even new personnel [65]. While this observation could also be made in other industries where automating processes use advanced technologies [29] and for adopting robotics in construction in general [17], in the case of MC, it is highly related to the demand and the production volume. Since the production output is currently considered too low, implementing an automated production system does not appear to be economically viable. Recent estimations proposed that 1000 units per year would be required to achieve the desired economies of scale with significant cost reductions [72]. In accordance, Bock and Linner [18] reported that productivity and efficiency increase significantly with a higher production output (Performance Multiplication Effect). However, sufficient yearly outputs are yet to be achieved. In addition, results reveal that practitioners cannot currently estimate the financial benefits of implementing automation, since there is no standardized practice, which has also been reported by Chen et al. [54]. In addition, research on barriers to generally adopting MC has shown that financial barriers are highly influenced by other factors [20]. Therefore, offering adequate funding in the form of financial subsidies and knowledge consulting services to MC manufacturers may lower the economic barrier to implementing automation.
Another economic aspect that needs to be considered is competition. According to the experts, the risk of committing to heavy investments is too high considering the well-functioning approach of competitors using conventional construction approaches [54]. In addition, it appears that the current approach of most MC manufacturers using low levels of automation and high levels of manual work yield sufficiently good returns, which is why the pressure for innovating can be regarded as relatively low. This echoes findings from Davila Delgado et al. [17], who report that low necessity to improve productivity is among the most prevailing factors limiting the adoption of robotics. The authors assumed that the lack of innovation pressure may be due to easy access to labor. However, given current developments in the construction labor market, including problems related to a shortage of skilled labor and an aging workforce [73], this situation is likely to change in the future.
Contrary to the severity of economic factors, environmental barriers are the least considered by practitioners in terms of the number of mentions. This may be because, although there are considerable amounts of energy required to operate an automated production facility, shorter production and construction times generally reduce the required energy and thereby the environmental impact of the overall project [49]. However, longer transport distances due to consolidations of production volumes in one location need to be taken into account [51].
From a socio-cultural perspective, a major barrier to implementing new technologies goes back to the prevailing culture of the construction industry, which is characterized by conservative and risk-averse thinking with a strong resistance to change [63]. While this circumstance can be regarded as a general challenge for adopting MC at all, even within MC manufacturers, this cultural peculiarity poses a significant barrier. Accordingly, internal employees often view the implementation of new technologies with skepticism. One major reason for that might be the fear of being replaced by automated machinery and robotics, resulting in job losses [65]. To lower this resistant attitude, adequate communication and change management are required, which are currently lacking for the greater part [30,50]. Naturally, as a prerequisite of applying change management, there has to be the commitment of the top management [56].
Externally, the prevailing industry culture hampers the implementation of automation in multiple ways. Most considered by the experts are the expectations of customers for highly individualized buildings. Due to changing product specifications, the opportunities for standardization are considered to be low. Since this specific factor is highly interwoven with the process barrier concerning the current value creation, it did not get much attention in the extant literature as a stand-alone barrier. However, it is recommended to consider this challenge separately, as it refers to the attitude of customers that would need to change to overcome this barrier. Related findings from the literature include the lack of reference architectures [50] and the requirement of adapting business practices to meet customer expectations using prefabrication [64].
Concerning the process, the results reveal barriers in the context of the industry, production, and logistics processes. While industry and production processes both include challenges that have been mentioned by many experts in this study, problems in terms of logistics were only mentioned by a few practitioners. This may imply that automating production processes does not induce significant logistical restrictions. While there are certainly challenges comparing conventional and industrialized construction [62], barriers specifically referring to automation can mainly be limited to a higher stock of inventory and more space for finished products resulting from an increased production output.
With regard to the industry process, barriers can generally be ascribed to the fragmented industry structure [30]. Since the construction business is characterized by many interconnections and interdependencies between its stakeholders and project participants [22], the successful implementation of innovative technologies relies on collaborating partners taking the same path. However, since there are numerous small offices and medium-sized companies that are either not able or willing to financially commit to these innovations, the benefits of automation may not be fully exploited [51]. A countermeasure may be increasing integration of MC manufacturers along the value chain [54]. Accordingly, by creating a continuous process that incorporates decisive tasks of the overall process, such as design and construction operations, the information exchange can be significantly improved, resulting in less iterative work and fewer reworks on site. In contrast, Davila Delgado et al. [17] reported that the fragmented industry structure cannot be regarded as a severe barrier to implementing robotics, which may be due to their wider perspective including on-site applications of robotics.
In terms of the number of mentions, low standardization in the context of production is among the most challenging factors for implementing automation. According to the experts, current production operations have a low degree of standardization due to the individuality of the ordered buildings. This is indirectly in line with findings from Pan and Pan [56], who reported that introducing product standardization could be a significant driver to integrate robotics into production. Bock and Linner [2] emphasized that the current structure of the final product (i.e., a conventional building) does not fit the production process using automation. Consequently, the product structure would have to be changed towards a robot-oriented design. Similarly, the current production sequence is aligned with conventional construction operations in a workshop-like organization, rather than in a production line, which would require significant changes to the production facility when implementing automation [18].
Lastly, the results reveal that there is a barrier concerning the depth of planning. In this context, a great challenge appears to be machine-ready planning and design by architects and engineers. Accordingly, during the planning and design phase, architects already have to be able to incorporate the requirements for building a modular rather than a conventional building [51]. In this regard, it is decisive to work towards parametric and computational designs that are transferable to manufacturing machines because, otherwise, the “translation” may turn into a bottleneck for the whole production system [68].
From a technical perspective, barriers concerning the machinery that is supposed to perform the tasks that are currently mostly done manually were encountered. Many experts voiced their doubts about the feasibility of implementing robotics for assembling parts of a module. Similarly, researchers have reported the immaturity of robotics for handling non-standardized elements [56] or the immaturity of available technologies in general [17]. In line with this finding, Buchli et al. [74] reported that most automation and robotics technologies are not generally applicable, but rather domain-specific. Consequently, technologies used in other production contexts would either have to be adopted or re-engineered to fit the specific context of MC. It is therefore advisable to test these doubts for reasonability by creating prototype production lines [41]. Since this testing requires considerable amounts of financial resources, forming a consortium of MC manufacturers or collaborating with companies from other industries could facilitate conducting such a project.
In addition, experts raised attention to difficulties concerning the choice of main construction materials when implementing automation. Accordingly, since there are doubts that an automated production line can respond efficiently to a change in main materials (wood, steel, or concrete), there is a loss of flexibility compared to manually performed operations. In this context, Bock and Linner [18] stated that the choice of material is already a restriction in terms of customer preferences. Accordingly, the use of steel-framed buildings is used for functional buildings, such as hospitals, hotels, and offices, rather than residential buildings. Since implementing automation is a long-term commitment for MC manufacturers, and a change of materials may occur over time, the compatibility of robotics to handle the different materials should be verified in advance.
Concerning IT barriers, one of the most severe challenges investigated in this study is software interfaces. In particular, difficulties were observed in converting the geometric design to parametric and computational information that can be processed by automated machines. This echoes findings from Tibaut et al. [68], who investigated interoperability requirements for applying automated manufacturing systems in construction. According to the authors, the processing of the geometric data using computer-aided manufacturing (CAM) software still has some limitations. The resulting information that is readable for machines is still too low for complex building productions. Therefore, there is a need for integrated software solutions to streamline the generation of tasks for automated manufacturing machines that supersede the interfaces when processing geometric and parametric data. However, as also stated by an expert, suppliers of software for robotics and automation in the manufacturing environment have recently shown low interest in cooperating with firms that operate in the building industry [52].
Another barrier again refers to the fragmented supply chain structure of the industry. Accordingly, many industry partners are not able to implement state-of-the-art IT solutions, such as BIM, and therefore interrupt the digital chain [51]. Lastly, the results of this study reveal that there is an additional effort in terms of setting up, as well as maintaining, an appropriate database to implement automation [50]. Interestingly, concerns regarding data and cybersecurity driven by an increased digitalization that have been reported in other studies focusing on the implementation of advanced digital technologies [29,50] were been mentioned by experts in this study. The reason for this may be the early stage of adoption that the participating companies are in.
With regard to regulatory barriers, the results reveal the dimensions of regulations, permissions, tendering and contracting, and funding. Concerning regulations, most experts emphasized that the lack of a uniform building code is a critical barrier to implementing automation. Due to regional differences in terms of building codes, production has to stay flexible to be able to meet the requirements in each state. However, this is considered to be placed to the debit of product standardization. Consequently, authorities have to align codes and policies to ease the implementation of automation and robotics. In the extant literature, this barrier has not received much attention, which might be due to the specific regional circumstances in the context of this study.
Considering the granting of permissions, the results reveal that there is a lack of standardized permissions. Experts in this study criticized that, although there is a high repetition in their production, the required time and costs for receiving permissions are inappropriately high due to long and complicated approval procedures [16]. This is also in line with findings from Bock and Linner [18], who report that the construction method is not sufficiently defined, but rather considered “nonstandard”, which even brings further difficulties with it, such as aggravated granting of permissions for mortgages by financial institutions for customers. This may result in a lower attractiveness of prefabricated construction and, consequently, further compounds the problem of insufficient demand for implementing automation and robotics.
Within contracting and tendering, current approaches are still heavily directed towards the lowest price of a certain service in the context of construction, rather than placing a higher emphasis on other evaluation criteria. Public authorities may either lead by example by considering criteria such as working conditions, quality of work, and the level of digitization more thoroughly, or implement mandatory regulations [56], defining the respective requirements in terms of the aforementioned criteria. Consequently, by implementing higher requirements for bidding companies, contractors would be incentivized to implement automated production systems.
Lastly, barriers concerning governmental funding have to be considered. As already reported by other researchers [17,56], there is currently a lack of adequate governmental incentives in the form of financial support. Since implementing an automated production system requires high initial investments, as well as high operating costs, MC manufacturers have to be subsidized to facilitate the adoption of this technological innovation. In accordance, Pan and Pan [56] reported that a supportive regulatory environment including incentives is a decisive driver for adopting automation and robotics. In addition, the lack of knowledge support has to be considered. Since most practitioners in the MC business have a professional background in AEC, experts with high expertise in automated manufacturing and robotics are needed to efficiently introduce automation and robotics. Therefore, authorities may subsidize consulting services for MC manufacturers planning to implement automated production systems. Alternatively, cross-industry collaborations could be pursued.
6. Conclusions
As an OSC approach with a very high level of prefabrication, MC offers ideal conditions to implement manufacturing concepts that are known for fundamentally increasing productivity, such as lean production and automation. However, currently, the share of automation and robotics in the production process of MC is still relatively low. Consequently, the potential of this construction method is far from being fully exploited. Given the well-known benefits of digitizing and automating production processes, questions arise regarding why MC manufacturers have not yet implemented the respective systems and what the barriers to this implementation could be. In the extant literature, a comprehensive overview of the particular barriers is still lacking.
Therefore, this study aimed to systematically investigate the factors hampering the implementation of automation and robotics in MC. Based on a comprehensive review of the extant literature, as well as in-depth expert interviews with highly experienced practitioners, the results of this study reveal a framework of barriers constituting seven dimensions: economical, ecological, social, process-related, technical, IT-related, and regulatory barriers.
From a theoretical lens, this study generally adds to the understanding of the underlying barriers to implementing automation in MC. Considering the developed framework, researchers are provided with plenty of opportunities for future research. For instance, future studies may investigate the identified factors quantitatively, measuring the severity of each barrier to determine which factor should be tackled first or with the most amount of resources. Similarly, the study reveals several interrelationships between the respective barriers (such as funding influencing the economic attractiveness of the implementation). Future studies may investigate the interaction between the respective barriers by applying appropriate research methods, such as multi-criteria decision-making analysis approaches.
From the perspective of practitioners, the results include multiple recommendations for action to efficiently lower the barriers to implementing automation and robotics. Generally, the developed framework can be used as a guideline for decision makers planning to implement the required measures for automating their production. The study thereby paves the way to an increased level of digitization and automation in the construction industry, which is likely to resolve the long-lasting problem of stagnating productivity. While the results provide multiple practical implications, three applicational contributions should be stressed in particular.
First, the study emphasizes the need for MC manufacturers to integrate along the value chain to create a continuous process, lowering the dependencies on project participants that are not capable or willing to innovate operation procedures. Second, low standardization and individual customer requests were identified as major barriers to implementing an automated production. While the latter can only partially be influenced, an increase in standardized production is a necessary condition to introduce economically viable automation. MC manufacturers are therefore advised to reconsider the general product structure of the modules. While current designs are based on conventional construction operations, a design approach is needed to enable high levels of robotic applications (robot-oriented design). Third, the results reveal that many practitioners even questioned the technical feasibility of implementing automation in MC production processes, highlighting the severity of this barrier. It is, therefore, indispensable to either engage in close collaboration with other MC manufacturers or firms from other industries with comparable production processes to enable testing and the creation of low-scale prototypes.
Naturally, this study is not without limitations. As already indirectly mentioned above, since this study is of an explorative and qualitative nature, the identified severity of the barriers, as well as the corresponding interrelationships between the factors, can only partly be assessed. Consequently, quantitative research approaches are needed to deepen the findings of this study. In addition, although countermeasures and recommendations for actions are discussed in this study, future research may investigate possible solutions more thoroughly in a practical context using in-depth case studies. Lastly, expert interviews are limited to eight representatives of companies from German-speaking regions. While the low number of participants can be ascribed to the low number of MC manufacturers in the countries under study in general, some results may be bound to specific regional circumstances. Future studies should, therefore, strive to verify the findings of this study in other regional settings.
Funding
I acknowledge financial support by Deutsche Forschungsgemeinschaft and Friedrich-Alexander-Universität Erlangen-Nürnberg within the funding programme “Open Access Publication Funding”.
Acknowledgments
The authors thank the anonymous reviewers for their suggestions and recommendations.
Conflicts of Interest
The authors declare no conflict of interest.
References
- IPCC. Climate Change 2021: The Physical Science Basis: Contribution of Working Group I to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press: Cambridge, UK, 2021. [Google Scholar]
- Bock, T.; Linner, T. Robot-Oriented Design; Cambridge University Press: New York, NY, USA, 2015; ISBN 9781139924146. [Google Scholar]
- Federal Statistical Office. Productivity per Person Employed by Economic Sector. Available online: https://service.destatis.de/DE/vgr-monitor-deutschland/beschaeftigung.html (accessed on 8 July 2022).
- Abdul Nabi, M.; El-adaway, I.H. Modular Construction: Determining Decision-Making Factors and Future Research Needs. J. Manage. Eng. 2020, 36, 04020085. [Google Scholar] [CrossRef]
- Gibb, A.G.F. Standardization and pre-assembly-distinguishing myth from reality using case study research. Constr. Manag. Econ. 2001, 19, 307–315. [Google Scholar] [CrossRef] [Green Version]
- Lawson, M.; Ogden, R.; Goodier, C. Design in Modular Construction; CRC Press: Boca Raton, FL, USA, 2014; ISBN 9780203870785. [Google Scholar]
- Liu, S.; Qian, S. Evaluation of social life-cycle performance of buildings: Theoretical framework and impact assessment approach. J. Clean. Prod. 2019, 213, 792–807. [Google Scholar] [CrossRef]
- Pan, W.; Hon, C.K. Briefing: Modular integrated construction for high-rise buildings. Proc. Inst. Civ. Eng. Munic. Eng. 2020, 173, 64–68. [Google Scholar] [CrossRef]
- Kamali, M.; Hewage, K.; Sadiq, R. Conventional versus modular construction methods: A comparative cradle-to-gate LCA for residential buildings. Energy Build. 2019, 204, 109479. [Google Scholar] [CrossRef]
- Wuni, I.Y.; Shen, G.Q. Barriers to the adoption of modular integrated construction: Systematic review and meta-analysis, integrated conceptual framework, and strategies. J. Clean. Prod. 2020, 249, 119347. [Google Scholar] [CrossRef]
- Berger, R. Digitization in the Construction Industry: Building Europe’s Road to “Construction 4.0”. 2016. Available online: https://www.rolandberger.com/publications/publication_pdf/tab_digitization_construction_industry_e_final.pdf (accessed on 25 August 2022).
- Sawhney, A.; Riley, M.; Irizarry, J. Construction 4.0: An Innovation Platform for the Built Environment; Routledge: London, UK, 2020; ISBN 978-0-367-02730-8. [Google Scholar]
- Craveiro, F.; Duarte, J.P.; Bartolo, H.; Bartolo, P.J. Additive manufacturing as an enabling technology for digital construction: A perspective on Construction 4. 0. Autom. Constr. 2019, 103, 251–267. [Google Scholar] [CrossRef]
- Wu, G.; Yang, R.; Li, L.; Bi, X.; Liu, B.; Li, S.; Zhou, S. Factors influencing the application of prefabricated construction in China: From perspectives of technology promotion and cleaner production. J. Clean. Prod. 2019, 219, 753–762. [Google Scholar] [CrossRef]
- Albus, J.; Drexler, H. Prefab Housing: Untersuchung von Produktionsprozessen im Hinblick auf Effizienzsteigerung und Kostensenkung für bedarfsgerechten Wohnraum; Fraunhofer IRB Verlag: Stuttgart, Germnay, 2020; ISBN 978-3-7388-0489-8. [Google Scholar]
- Darlow, G.; Rotimi, J.O.; Shahzad, W.M. Automation in New Zealand’s offsite construction (OSC): A status update. BEPAM 2021, in press. [Google Scholar] [CrossRef]
- Delgado, J.M.D.; Oyedele, L.; Ajayi, A.; Akanbi, L.; Akinade, O.; Bilal, M.; Owolabi, H. Robotics and automated systems in construction: Understanding industry-specific challenges for adoption. J. Build. Eng. 2019, 26, 100868. [Google Scholar] [CrossRef]
- Bock, T.; Linner, T. Robotic Industrialization; Cambridge University Press: Cambridge, UK, 2015; ISBN 9781139924153. [Google Scholar]
- Gan, X.; Chang, R.; Zuo, J.; Wen, T.; Zillante, G. Barriers to the transition towards off-site construction in China: An Interpretive structural modeling approach. J. Clean. Prod. 2018, 197, 8–18. [Google Scholar] [CrossRef]
- Feldmann, F.G.; Birkel, H.; Hartmann, E. Exploring barriers towards modular construction—A developer perspective using fuzzy DEMATEL. J. Clean. Prod. 2022, 367, 133023. [Google Scholar] [CrossRef]
- Womack, J.P.; Jones, D.T.; Roos, D. The Machine that Changed the World: [Based on the Massachusetts Institute of Technology 5-Million Dollar 5-Year Study on the Future of the Automobile]; Rawson Associates: Pearl, MN, USA; Maxwell Macmillan International: New York, NY, USA; Collier Macmillan Canada: Toronto, ON, Canada, 1990; ISBN 0892563508. [Google Scholar]
- Koskela, L. An Exploration towards a Production Theory and its Application to Construction; Technical Research Centre of Finland: Espoo, Finland, 2000; ISBN 951385566x. [Google Scholar]
- Shah, R.; Ward, P.T. Defining and developing measures of lean production. J. Oper. Manag. 2007, 25, 785–805. [Google Scholar] [CrossRef]
- Ohno, T. Toyota Production System, 1st ed.; Productivity Press: New York, NY, USA, 1988; ISBN 9780915299140. [Google Scholar]
- Liker, J.K.; Meier, D. The Toyota Way: Management Principles and Fieldbook; McGraw-Hill: New York, NY, USA; London, UK, 2012; ISBN 0-07-143563-8. [Google Scholar]
- Cagliano, R.; Canterino, F.; Longoni, A.; Bartezzaghi, E. The interplay between smart manufacturing technologies and work organization. IJOPM 2019, 39, 913–934. [Google Scholar] [CrossRef] [Green Version]
- Lasi, H.; Fettke, P.; Kemper, H.-G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Frank, A.G.; Dalenogare, L.S.; Ayala, N.F. Industry 4.0 technologies: Implementation patterns in manufacturing companies. Int. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
- Birkel, H.; Veile, J.; Müller, J.; Hartmann, E.; Voigt, K.-I. Development of a Risk Framework for Industry 4.0 in the Context of Sustainability for Established Manufacturers. Sustainability 2019, 11, 384. [Google Scholar] [CrossRef] [Green Version]
- Newman, C.; Edwards, D.; Martek, I.; Lai, J.; Thwala, W.D.; Rillie, I. Industry 4.0 deployment in the construction industry: A bibliometric literature review and UK-based case study. SASBE 2021, 10, 557–580. [Google Scholar] [CrossRef]
- Hermann, M.; Pentek, T.; Otto, B. Design Principles for Industrie 4.0 Scenarios. In Proceedings of the 2016 49th Hawaii International Conference on System Sciences (HICSS), Koloa, HI, USA, 5–8 January 2016; IEEE: New York, NY, USA, 2016; pp. 3928–3937. [Google Scholar]
- Ballard, H.G. The Last Planner System of Production Control. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2000. [Google Scholar]
- Bajjou, M.S.; Chafi, A.; Ennadi, A.; Hammoumi, M.E. The Practical Relationships between Lean Construction Tools and Sustainable Development: A literature review. JESTR 2017, 10, 170–177. [Google Scholar] [CrossRef]
- Arbulu, R.; Tommelein, I.; Walsh, K.; Hershauer, J. Value stream analysis of a re-engineered construction supply chain. Build. Res. Inf. 2003, 31, 161–171. [Google Scholar] [CrossRef]
- Issa, U.H. Implementation of lean construction techniques for minimizing the risks effect on project construction time. Alex. Eng. J. 2013, 52, 697–704. [Google Scholar] [CrossRef] [Green Version]
- Forcael, E.; Ferrari, I.; Opazo-Vega, A.; Pulido-Arcas, J.A. Construction 4.0: A Literature Review. Sustainability 2020, 12, 9755. [Google Scholar] [CrossRef]
- Sacks, R.; Koskela, L.; Dave, B.A.; Owen, R. Interaction of Lean and Building Information Modeling in Construction. J. Constr. Eng. Manag. 2010, 136, 968–980. [Google Scholar] [CrossRef] [Green Version]
- Gidado, K.I. Project complexity: The focal point of construction production planning. Constr. Manag. Econ. 1996, 14, 213–225. [Google Scholar] [CrossRef]
- Crichton, C. Interdependence and Uncertainty; Routledge: London, UK, 2013; ISBN 9781136429774. [Google Scholar]
- Dubois, A.; Gadde, L.-E. The construction industry as a loosely coupled system: Implications for productivity and innovation. Constr. Manag. Econ. 2002, 20, 621–631. [Google Scholar] [CrossRef]
- Volpe, S.; Sangiorgio, V.; Petrella, A.; Coppola, A.; Notarnicola, M.; Fiorito, F. Building Envelope Prefabricated with 3D Printing Technology. Sustainability 2021, 13, 8923. [Google Scholar] [CrossRef]
- Bock, T. The future of construction automation: Technological disruption and the upcoming ubiquity of robotics. Autom. Constr. 2015, 59, 113–121. [Google Scholar] [CrossRef]
- Kolberg, D.; Knobloch, J.; Zühlke, D. Towards a lean automation interface for workstations. Int. J. Prod. Res. 2017, 55, 2845–2856. [Google Scholar] [CrossRef]
- Naciri, L.; Mouhib, Z.; Gallab, M.; Nali, M.; Abbou, R.; Kebe, A. Lean and industry 4.0: A leading harmony. Procedia Comput. Sci. 2022, 200, 394–406. [Google Scholar] [CrossRef]
- Silvestri, L.; Gallo, T.; Silvestri, C.; Falcone, D. Integration of Lean Manufacturing in Industry 4.0: An Overview of Tools and Applications. In Proceedings of the 2022 2nd International Conference on Innovative Research in Applied Science, Engineering and Technology (IRASET), Meknes, Morocco, 3–4 March 2022; IEEE: New York, NY, USA, 2022; pp. 1–5, ISBN 978-1-6654-2209-3. [Google Scholar]
- Yilmaz, A.; Dora, M.; Hezarkhani, B.; Kumar, M. Lean and industry 4.0: Mapping determinants and barriers from a social, environmental, and operational perspective. Technol. Forecast. Soc. Chang. 2022, 175, 121320. [Google Scholar] [CrossRef]
- Abdelmageed, S.; Zayed, T. A study of literature in modular integrated construction—Critical review and future directions. J. Clean. Prod. 2020, 277, 124044. [Google Scholar] [CrossRef]
- Hwang, B.-G.; Shan, M.; Looi, K.-Y. Key constraints and mitigation strategies for prefabricated prefinished volumetric construction. J. Clean. Prod. 2018, 183, 183–193. [Google Scholar] [CrossRef]
- Zhang, L.; Balangé, L.; Braun, K.; Di Bari, R.; Horn, R.; Hos, D.; Kropp, C.; Leistner, P.; Schwieger, V. Quality as Driver for Sustainable Construction—Holistic Quality Model and Assessment. Sustainability 2020, 12, 7847. [Google Scholar] [CrossRef]
- Oesterreich, T.D.; Teuteberg, F. Understanding the implications of digitisation and automation in the context of Industry 4.0: A triangulation approach and elements of a research agenda for the construction industry. Comput. Ind. 2016, 83, 121–139. [Google Scholar] [CrossRef]
- Hoeft, M.; Pieper, M.; Eriksson, K.; Bargstädt, H.-J. Toward Life Cycle Sustainability in Infrastructure: The Role of Automation and Robotics in PPP Projects. Sustainability 2021, 13, 3779. [Google Scholar] [CrossRef]
- Cai, S.; Ma, Z.; Skibniewski, M.J.; Bao, S. Construction automation and robotics for high-rise buildings over the past decades: A comprehensive review. Adv. Eng. Inform. 2019, 42, 100989. [Google Scholar] [CrossRef]
- Gharbia, M.; Chang-Richards, A.; Lu, Y.; Zhong, R.Y.; Li, H. Robotic technologies for on-site building construction: A systematic review. J. Build. Eng. 2020, 32, 101584. [Google Scholar] [CrossRef]
- Chen, Q.; de Soto, B.G.; Adey, B.T. Construction automation: Research areas, industry concerns and suggestions for advancement. Autom. Constr. 2018, 94, 22–38. [Google Scholar] [CrossRef]
- Pan, M.; Linner, T.; Pan, W.; Cheng, H.; Bock, T. Influencing factors of the future utilisation of construction robots for buildings: A Hong Kong perspective. J. Build. Eng. 2020, 30, 101220. [Google Scholar] [CrossRef] [Green Version]
- Pan, M.; Pan, W. Determinants of Adoption of Robotics in Precast Concrete Production for Buildings. J. Manag. Eng. 2019, 35, 5019007. [Google Scholar] [CrossRef]
- Pan, M.; Pan, W. Understanding the Determinants of Construction Robot Adoption: Perspective of Building Contractors. J. Constr. Eng. Manag. 2020, 146, 4020040. [Google Scholar] [CrossRef]
- Yin, R.K. Case Study Research; SAGE Publications: London, UK, 2008; ISBN 978-1-4129-6099-1. [Google Scholar]
- Miles, M.B.; Huberman, M.A. Qualitative Data Analysis; SAGE Publications: Thousand Oaks, CA, USA, 1994. [Google Scholar]
- Gioia, D.A.; Corley, K.G.; Hamilton, A.L. Seeking Qualitative Rigor in Inductive Research. Organ. Res. Methods 2013, 16, 15–31. [Google Scholar] [CrossRef]
- Kiel, D.; Müller, J.M.; Arnold, C.; Voigt, K.-I. Sustainable industrial value creation: Benefits and Challenges of Industry 4. 0. Int. J. Innov. Mgt. 2017, 21, 1740015. [Google Scholar] [CrossRef]
- Wagner, H.J.; Alvarez, M.; Kyjanek, O.; Bhiri, Z.; Buck, M.; Menges, A. Flexible and transportable robotic timber construction platform—TIM. Autom. Constr. 2020, 120, 103400. [Google Scholar] [CrossRef]
- Nadim, W.; Goulding, J.S. Offsite production: A model for building down barriers. Eng. Constr. Archit. Manag. 2011, 18, 82–101. [Google Scholar] [CrossRef]
- Arayici, Y.; Coates, P. Arayici, Y.; Coates, P. A System Engineering Perspective to Knowledge Transfer: A Case Study Approach of BIM Adoption. In Virtual Reality—Human Computer Interaction; Xinxing, T., Ed.; InTechOpen: London, UK, 2012; ISBN 978-953-51-0721-7. [Google Scholar]
- Mansouri, S.; Castronovo, F.; Akhavian, R. Analysis of the Synergistic Effect of Data Analytics and Technology Trends in the AEC/FM Industry. J. Constr. Eng. Manag. 2020, 146, 04019113. [Google Scholar] [CrossRef]
- Pan, W.; Gibb, A.G.F.; Dainty, A.R.J. Perspectives of UK housebuilders on the use of offsite modern methods of construction. Constr. Manag. Econ. 2007, 25, 183–194. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Lee, M.W.; Jaillon, L.; Poon, C.-S. The hindrance to using prefabrication in Hong Kong’s building industry. J. Clean. Prod. 2018, 204, 70–81. [Google Scholar] [CrossRef]
- Tibaut, A.; Rebolj, D.; Nekrep Perc, M. Interoperability requirements for automated manufacturing systems in construction. J. Intell. Manuf. 2016, 27, 251–262. [Google Scholar] [CrossRef]
- Mao, C.; Shen, Q.; Pan, W.; Ye, K. Major Barriers to Off-Site Construction: The Developer’s Perspective in China. J. Manag. Eng. 2015, 31, 04014043. [Google Scholar] [CrossRef]
- Gibb, A.G.F. Off-Site Fabrication: Prefabrication, Pre-Assembly and Modularisation; Whittles: Latheronwheel, Scotland, 1999; ISBN 978-1870325-77-6. [Google Scholar]
- Akanmu, A.; Anumba, C.J. Cyber-physical systems integration of building information models and the physical construction. Eng. Constr. Archit. Manag. 2015, 22, 516–535. [Google Scholar] [CrossRef]
- Bertram, N.; Fuchs, S.; Mischke, J.; Palter, R.; Strube, G.; Woetzel, J. Modular Construction: From Projects to Products. 2019. Available online: https://www.mckinsey.com/business-functions/operations/our-insights/modular-construction-from-projects-to-products (accessed on 25 August 2022).
- Hossain, M.A.; Zhumabekova, A.; Paul, S.C.; Kim, J.R. A Review of 3D Printing in Construction and its Impact on the Labor Market. Sustainability 2020, 12, 8492. [Google Scholar] [CrossRef]
- Buchli, J.; Giftthaler, M.; Kumar, N.; Lussi, M.; Sandy, T.; Dörfler, K.; Hack, N. Digital in situ fabrication—Challenges and opportunities for robotic in situ fabrication in architecture, construction, and beyond. Cem. Concr. Res. 2018, 112, 66–75. [Google Scholar] [CrossRef]

Figure 2.
Framework of barriers to implementing automation in MC.


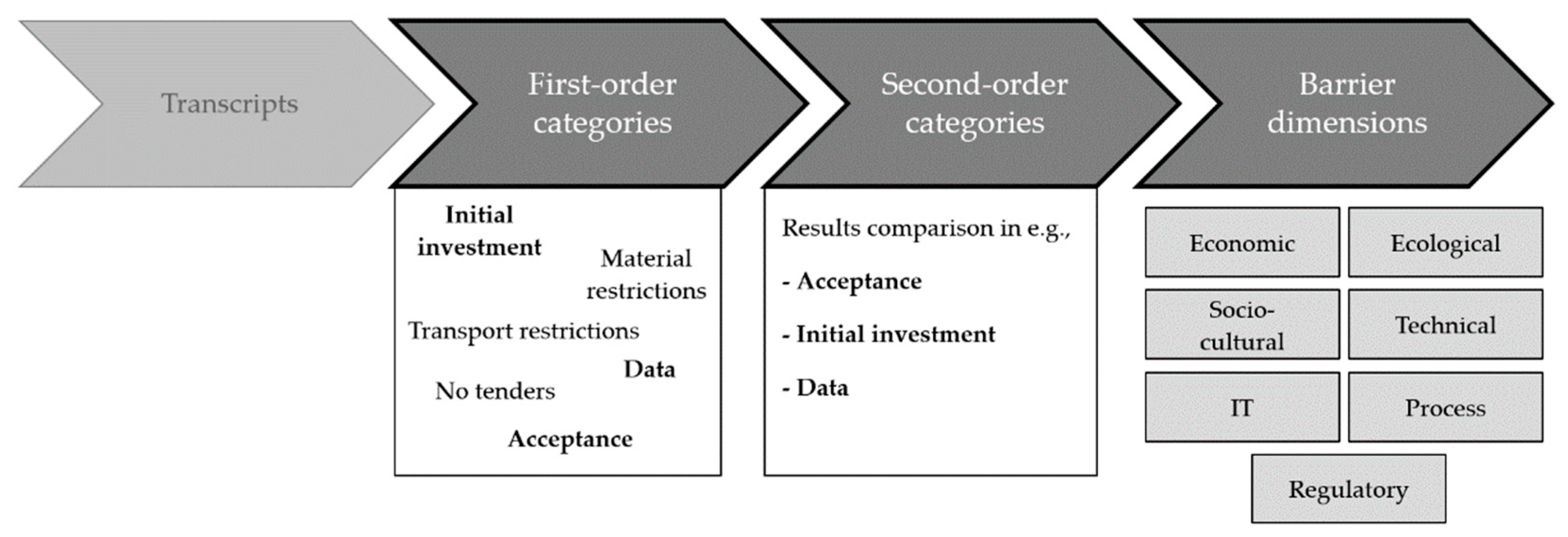{kind=link}
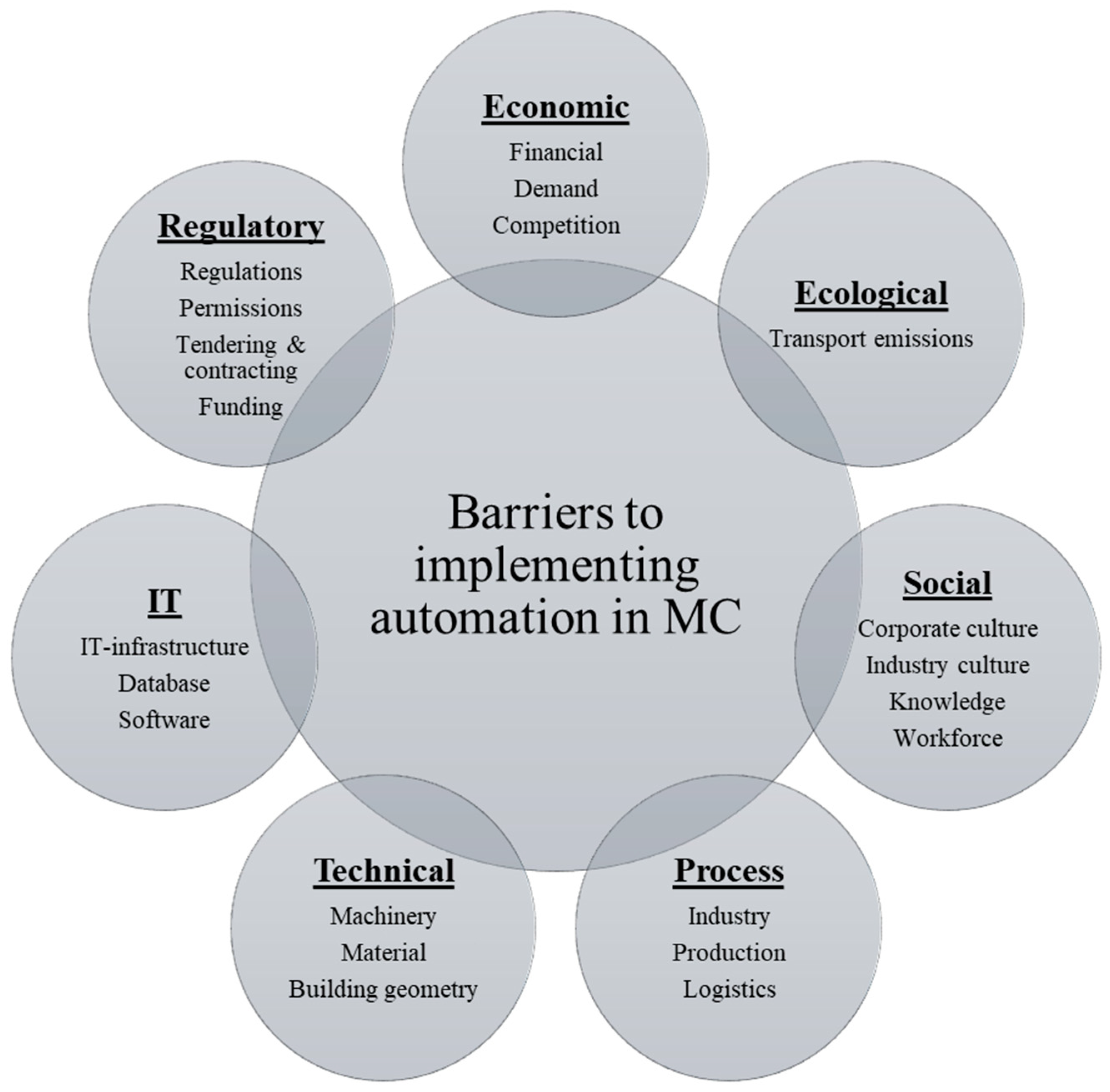{kind=link}
Table 1.
Data sample. Experts from MC manufacturers.
| Expert | Position | Employees |
|---|---|---|
| E1 | Head of Research & Development | 100–1000 |
| E2 | Head of Research & Development | <100 |
| E3 | Head of Business Development | <100 |
| E4 | Head of Quality Management | 100–1000 |
| E5 | Head of Business Development | 1000–10,000 |
| E6 | Managing Director | 100–1000 |
| E7 | Head of Product Management | 1000–10,000 |
| E8 | Head of Modular Construction | 100–1000 |
Table 2.
Top-codes and sub-codes within barrier dimensions.
| Dimension | Top-Code | Sub-Code 1 | Exemplary Expert Statement |
|---|---|---|---|
| Economic [17,18,55] | Financial | High initial investment (7) Higher fixed costs (2) Higher personnel costs (3) | “The investment costs are disproportionate to the benefits.” (E6) “We would need IT specialists that have different wage structures compared to craftsmen.” (E8) |
| Demand | Low production quantity (3) Low capacity utilization (2) Small project scale (1) | “Due to small quantities, automation is not economically viable.” (E6) “I would have to ensure high capacity utilization of the production facility.” (E2) | |
| Competition | Profitability of conventional con. (3) Loss of flexibility (4) | “This expensive technology cannot compete with the prevalent wage structure of the industry.” (E7) “We are customer-oriented and project-based. Creating a repetition effect using robots is therefore difficult.” (E1) | |
| Ecological [51,62] | Transport emissions | Longer transport distances (3) | “Through automation, I am more bound to one location. Transport distances will increase.” (E8) |
| Social [63,64,65] | Corporate culture | Internal resistance (3) Communication (3) Fear (2) | “Older employees are skeptical about automation and digitization. And I think there is also great fear.” (E4) |
| Industry culture | Individual customer requests (6) Negative attitude (4) Traditional thinking (2) | “The industry is very traditional. I need my architect, my structural engineer, my landscape planner. Authorities have certain procedures that do not allow industrialized construction.” (E7) | |
| Knowledge | Own Knowledge (2) Industry partners’ knowledge (3) Authorities’ knowledge (1) | “Industrial planning is much, much more complex. You have to deal with the system much more. You are almost a mechanical engineer when you plan with modules.” (E7) | |
| Workforce | Job losses (2) Missing qualification (4) New job descriptions (2) | “The craftsman who currently screws the drywall panels onto the walls will no longer be able to find a job in an automated production line because he simply cannot handle this relatively complicated technology.” (E1) | |
| Process [18,62,66] | Industry | Late design changes (3) Fragmented industry (5) Tendering not suitable (1) | “Also, the consistency. I must control the entire process chain to make it work optimally.” (E8) “The construction sector is still very fragmented with thousands of two-person and three-person offices.” (E3) |
| Production | Low standardization (7) Production sequence (5) Depth of planning (3) | “Currently every building is a prototype.” (E2) “The process would require restructuring. Flow principle should be implemented.” (E4) “Shift from drawing to parameterizing an element.” (E8) | |
| Logistics | Transport restrictions (1) High stock of inventory (1) Space for finished products (1) | “If we want to increase quantity, we have to stock more material, as there have been frequent supply shortages recently.” (E4) | |
| Technical [2,56,67] | Machinery | Technical feasibility of robotics (6) Availability of machinery (2) | “How do I tile or paint a wall? How does outfitting work using automation?” (E6) |
| Material | Loss of flexibility (5) Availability of main material (2) Component assembly (2) | “I have to commit myself to a building material: I cannot weld wood, but I need to weld steel.” (E3) | |
| Building geometry | Distinct construction sites (2) | “Varieties in requirements of clients, construction sites, and federal states make high quantities hardly possible.” (E3) | |
| IT [51,54,68] | IT infrastructure | IT capabilities of partners (2) | “Externally, we cannot use BIM because our partners do not know what to do with it.” (E1) |
| Database | Build-up of a database (2) Maintain a detailed database (2) | “Each product that is purchased should be included in a database. […] However, the administrative effort is high.” (E2) | |
| Software | Transfer of 3D models to machines (3) Software interfaces (6) Availability of suitable software (2) | “Our plans are 3D and purely digital. The question is if we can transfer those to machines adequately.” (E2) “There is no seamless IT solution like in the manufacturing industry. We are forced to work with interfaces.” (E7) | |
| Regulatory [16,19,69] | Regulations | Regulations in each state differ (7) Unspecified construction method (4) Outdated industry norms (2) | “It would be very helpful to have the same building regulations Germany-wide and all over Europe.” (E3) “There are no appropriate regulations. There is no norm that is called ‘modular construction’.” (E4) |
| Permissions | Extensive inspection and testing (4) No standardization of permissions (5) Inefficient public authorities (3) | “Every part is produced with the same reinforcement. However, reinforcement acceptance must always take place.” (E7) “There is a lack of knowledge among authorities concerning this construction method.” (E2) | |
| Tendering and contracting | Low standardization of tenders (2) Low requirements in contracting (2) | “Tender several projects at the same time that are built with the same system.” (E2) “Bidders must meet stricter requirements concerning working conditions.” (E7) | |
| Funding | Changing subsidies for clients (2) Lack of financial support (2) Lack of know-how funding (1) | “If one energy standard is promoted more than another, I have to adjust the product.” (E8) “Know-how funding through consulting services regarding the implementation of automation.” (E1) |
1 (number of mentions), multiple answers possible.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Feldmann, F.G. Towards Lean Automation in Construction—Exploring Barriers to Implementing Automation in Prefabrication. Sustainability 2022, 14, 12944. https://doi.org/10.3390/su141912944
AMA Style
Feldmann FG. Towards Lean Automation in Construction—Exploring Barriers to Implementing Automation in Prefabrication. Sustainability. 2022; 14(19):12944. https://doi.org/10.3390/su141912944
Chicago/Turabian StyleFeldmann, Finn G. 2022. "Towards Lean Automation in Construction—Exploring Barriers to Implementing Automation in Prefabrication" Sustainability 14, no. 19: 12944. https://doi.org/10.3390/su141912944
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.