Feedback from Remanufacturing: Its Unexploited Potential to Improve Future Product Design


1
Department of Management and Engineering, Division of Manufacturing Engineering, Linköping University, 581 83 Linköping, Sweden
2
Department of Management and Engineering, Division of Environmental Technology and Management, Linköping University, 581 83 Linköping, Sweden
*
Author to whom correspondence should be addressed.
Sustainability 2019, 11(15), 4037; https://doi.org/10.3390/su11154037
Submission received: 24 June 2019
/
Revised: 15 July 2019
/
Accepted: 17 July 2019
/
Published: 25 July 2019
(This article belongs to the Section Economic and Business Aspects of Sustainability)
Abstract
:Company interest and research in the circular economy and remanufacturing have increased as a means of reducing negative environmental impacts. Remanufacturing is an industrial process whereby used products are returned to a state of like-new. However, few products are designed for remanufacturing, and further research and industrial efforts are needed to facilitate more widespread use of design for remanufacturing. One crucial factor facilitating design for remanufacturing is the integration of feedback in the product design process. Thus, the objective of this paper is to analyse feedback flows from remanufacturing to product design. Hence, a literature study and multiple case studies were conducted at three companies that design, manufacture and remanufacture different kinds of products. The cross-case analysis revealed the five barriers of the lack of internal awareness, lack of knowledge, lack of incentives, lack of feedback channels and non-supportive organisational structures, and the five enablers of business opportunities, integrated design processes, customers’ demand, laws, regulations and standards, and new technologies. To establish improved feedback from remanufacturing to product design, the barriers need to be addressed and the enablers explored. Thus, improved feedback from remanufacturing to product design will improve the design of future products suited for a more circular economy.
1. Introduction
The Circular Economy (CE) goes beyond the repeated recycling of materials [1], and company interest and research in the CE and remanufacturing have recently increased [2]. According to Jansson et al. [3], the European remanufacturing industry could transform from €30 billion to €100 billion in the year 2030, and this transformation will affect how industry provides products and services to their customers. One reason why remanufacturing is getting more attention is that it is a viable option for pursuing a more sustainable product flow, as it enables the conservation of the energy and materials embodied in the salvaged components [4]. The remanufacturing process is an industrial process, whereby a used product is returned to a like-new or better state (see e.g., Lund [5]). Remanufacturing is characterised by its process steps, e.g., inspection, sorting, disassembly, cleaning, reprocess, storage, reassembly and final testing [6]. Much attention within research on remanufacturing has been given to reverse logistics (e.g., Govindan and Bouzon [7]) as well as to the technical aspects of the remanufacturing process (e.g., Butzer and Schötz [8]) and product design (e.g., Prendeville et al. [9]). Further, remanufacturing is an end-of-use strategy to be considered in eco-design methods [10].
However, Karvonen et al. [11] documented central barriers which prevent the remanufacturing industry in the EU from reaching its full potential. These barriers are divided into the three categories of business model, product design and the remanufacturing process. The product design barrier highlights the lack of knowledge of Design for Remanufacturing (DfRem) and a lack of integration of end-of-use learning in the design process [11]. DfRem implies that products and its components are designed for more than a single use and thus DfRem needs to be an integral part of the product development process in order to reduce waste and save energy and materials [12]. In addition, in a literature study on remanufacturing and environmental sustainability Sundin and Lee [4] found several cases where product remanufacturing is sustainable from many perspectives in comparison to new manufacturing or other end-of-life treatments, e.g., material recycling. Kerr and Ryan [13] also found that if the products are designed for remanufacturing, more environmental benefits are achieved. Therefore, in order to explore the full potential of remanufacturing, DfRem should be applied [14].
One factor facilitating DfRem is the integration of end-of-use learning in the design process. Some research findings suggest that information feedback from remanufacturers and service companies to product designers has a positive impact on the product development process (e.g., Doyle, Hatcher et al., and Jagtap and Johnson [15,16,17]. According to Hatcher et al. [18], understanding the remanufacturing process will lead to a gradual understanding of DfRem. This is something that Electrolux has understood in their remanufacturing of household appliances where their product designers visit the remanufacturing facility in order to understand how their products are being worn [19]. In addition, Zhang et al. [20] stated that knowledge from all phases of the product life cycle should be retained and be available for designers, including feedback from remanufacturing to help them improve the design of future products.
Although research concerning DfRem has focused on tools and methods to facilitate remanufacturing (e.g., Hatcher et al., and Bras and McIntosh [16,21]), more research and industrial efforts are needed to facilitate more widespread use of DfRem. An example is the insufficient feedback from remanufacturing to design [22] which needs to be addressed for successful DfRem. Getting the right information to the designers at the right moment would make the product more adapted for remanufacturing, and thus more efficient and effective remanufacturing would be possible.
The objective of this paper is to analyze information feedback flows from remanufacturing to product design.
In order to meet this objective, three research questions were formulated:
- RQ1.
- What potential feedback from remanufacturing relevant to design is available?
- RQ2.
- What are the barriers for feedback from remanufacturing to design?
- RQ3.
- What are the enablers for feedback from remanufacturing to design?
2. Research Methodology
In order to meet the objectives of this research and find answers to the research question, a literature study (theory) and a multiple case study (industrial practice) were used. When performing these research methods, a focus was put on identifying feedback in the product life cycle and the information flows with respect to remanufacturing. The search for literature was performed using several databases, i.e., SCOPUS, Science Direct and Google Scholar, to achieve a wider selection of relevant research papers. Search words included remanufacturing, information feedback, product life cycle information, design for remanufacturing, and remanufacturing requirements.
Three case companies were selected for this multiple case study. According to Yin [23], case studies are suitable for strategies to seek answers to research questions starting with “What”. These industrial cases include actors that design, manufacture, service and remanufacture products and sell Business-to-Business (B2B). Original Equipment Manufacturers (OEMs) that perform remanufacturing and companies that are contracted to perform remanufacturing for OEMs are included in this study. These latter types of companies are called Contracted Remanufacturers (CRs). However, this study does not include independent remanufacturing companies as the incentives for DfRem and information sharing in those cases are low for the OEMs.
The OEMs studied are large and active within different industrial sectors (Table 1). The products they remanufacture vary in complexity from low (including mechanical products with few components), medium (electro-mechanical products with many components) and high (electro-mechanical smart products with many components). The variety of the sector and the complexity are expected to contribute to the richness of the information on large companies. Although all three case companies have more than 10 years of experience in remanufacturing, the remanufacturing share of the businesses is minor compared to the share of new products. The main data collection during the case studies was performed through semi-structured interviews with company staff.
Before the interviews took place, the company respondents had prior access to the interview questions (see Appendix A) in writing and were informed about the purpose and scope of the interviews. Physical meetings with company representatives were arranged at the companies’ remanufacturing sites. There were guided tours of the facilities and the remanufacturing processes were explained. The guided tours were followed by semi-structured interviews with representatives from the design, manufacturing, service and remanufacturing sections of each company. During the interviews, follow-up questions were posed to acquire further insights, clarifications and better contextual information. Next, the interviewer summarised the answers and the interviewees had the opportunity to correct, adjust or elaborate on the answers. The interviews lasted approximately two hours. Finally, the recorded interviews were documented and analysed.
Responses from the interviewees in the design, manufacturing, service and remanufacturing sections of each company were analysed to build a clear understanding of the information feedback flows in the product life cycle. This enabled comparisons and analyses of the involvement of remanufacturing vis-à-vis the other actors in the product life cycle. The results were compiled and verified by a focus group with representatives from the sections mentioned above.
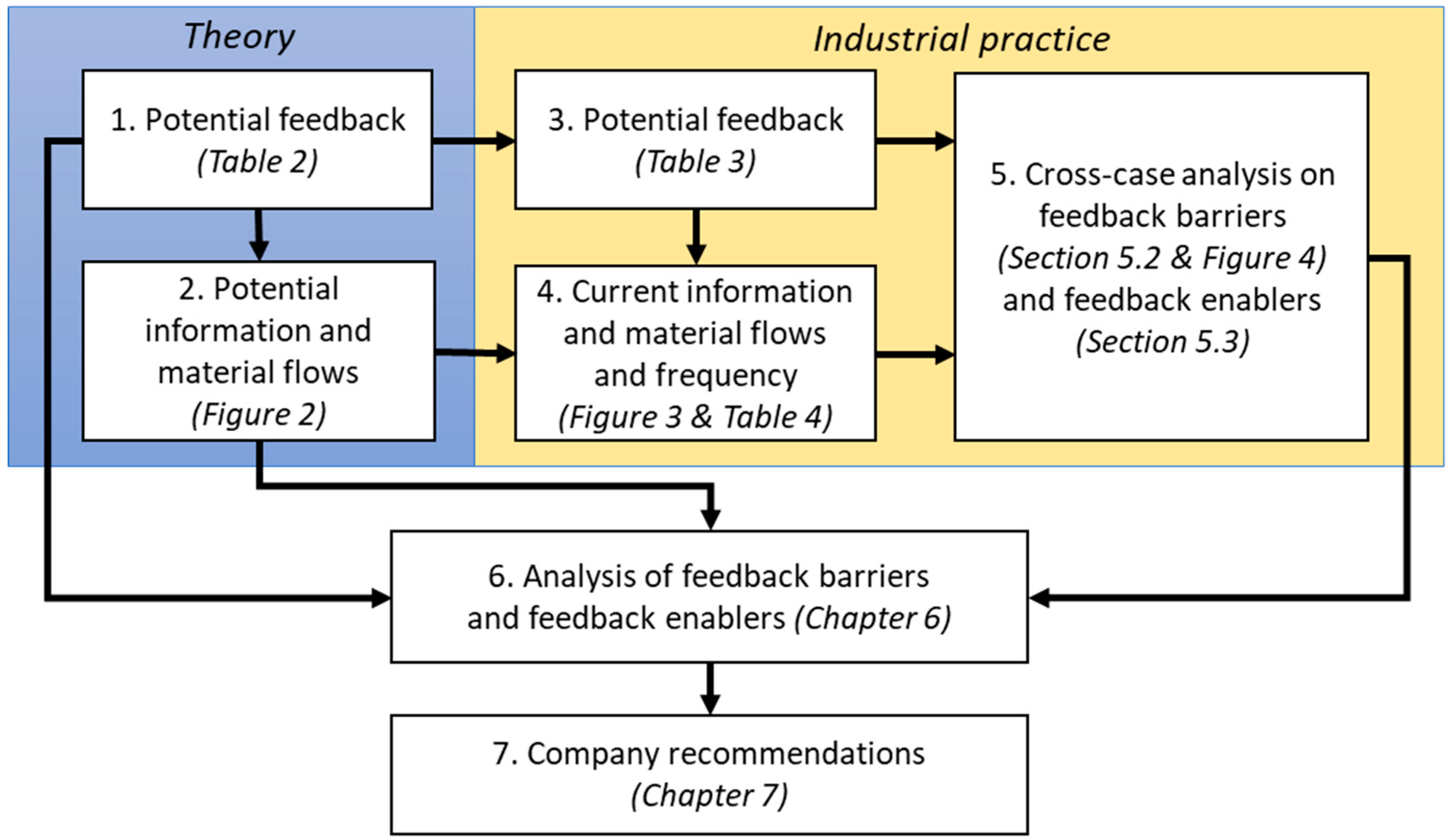
This research started with the theoretical part of what potential feedback and information flows that exist (blue part in Figure 1). Secondly, empirical evidence was looked for in the industrial practice at the case companies (yellow part of Figure 1). As the final steps of the research of this paper, an analysis of the barriers and enablers was conducted along with recommendations to companies.
3. Information Flows within the Product Life Cycle
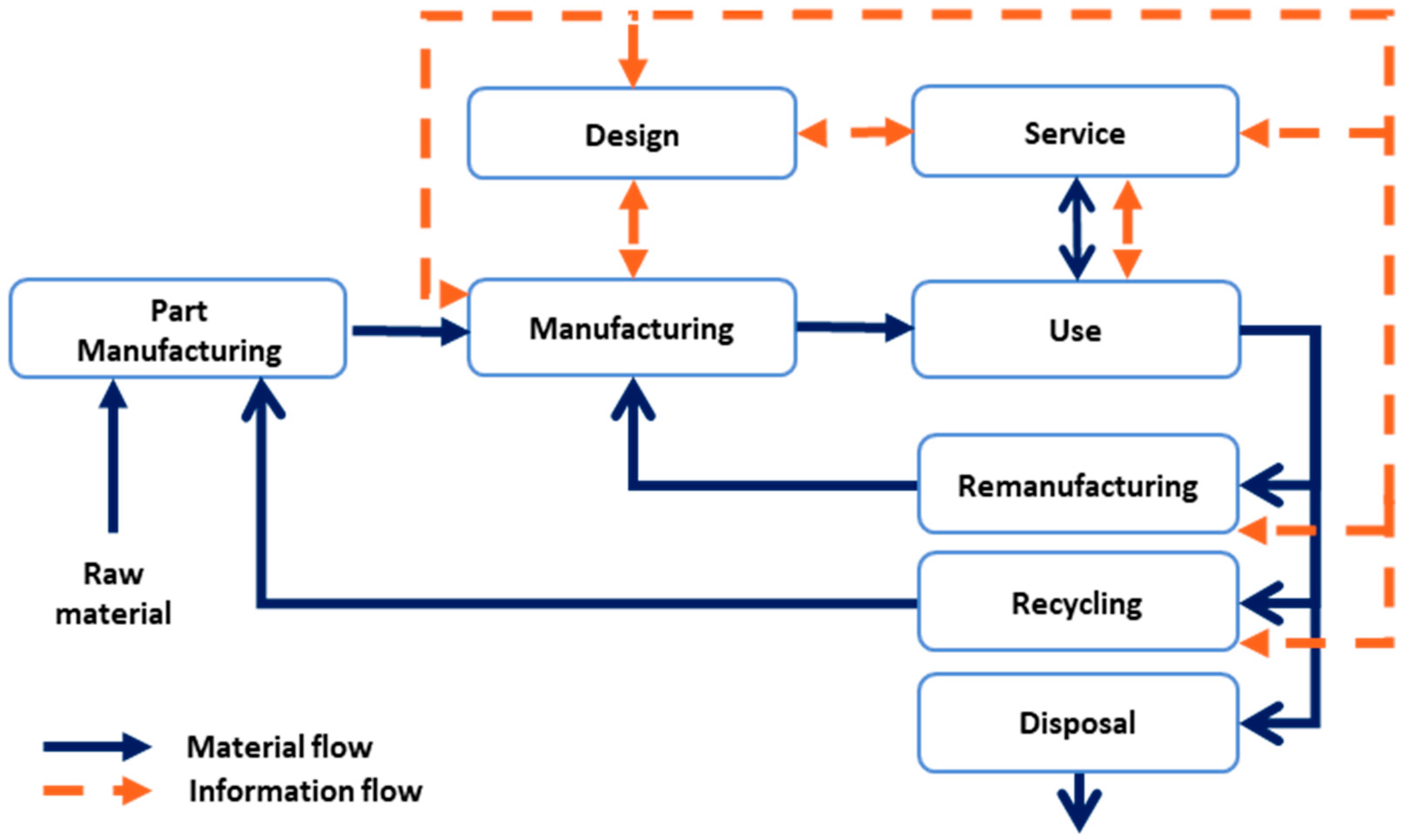
The literature study shows that the information generated during the design of products is plentiful, from design specifications to service manuals and instruction manuals for users. Information feedback from users is utilised to enhance the design of products (e.g., Ulrich and Eppinger [24]). However, many actors add value to a product, from product designers, manufacturers, service companies and remanufacturers. Thus, Xu et al. [25] stated that the entire product life cycle, including design, production, service, reuse, remanufacturing, disposal, etc., should be involved in circular information flow (Figure 2). They further argued that by preserving information from all life cycle phases and closing the information loop, managerial and operational performance could improve drastically within the Closed-Loop Supply Chain (CLSC).
The increasing interest in information capture and usage is partly owing to the advances in technology. Xu et al. [25] proposed utilising Information and Communication Technology (ICT) to enable information transference beyond customers all the way to end-of-use operations and back to design. They use the term Closed-Loop Product Information (CLPI) for tracking and feedback using wireless technology, thus seamlessly transforming product life cycle information into knowledge. Likewise, Cao et al. [26] highlighted the role of Product Life cycle Management (PLM) as a promising approach for integrating product information throughout the product life cycle. They proposed Radio Frequency Identification (RFID) technology as a means of contributing to PLM by providing more precise feed-forward information such as disassembly instructions, and more valuable feedback from the entire product life cycle. Further, information from sensors and RFID tags incorporated in products and central information sharing provided by the Internet of Things (IoT) can be used to improve product design [27].
One way for OEMs to keep control and keep track of their product is facilitated through the business model of Product-Service Systems (PSS). PSS is defined by Tukker and Tischner [28] as a mix of tangible products and intangible services designed and combined so that they are jointly capable of fulfilling the final customer’s needs. PSS can be realised through renting or leasing solutions rather than selling the product itself and preferably also in combination with product remanufacturing [6].
Remanufacturing’s role in the product life cycle and as a contributor of information is further highlighted. Ramani et al. [29] pointed out that early decisions in the product development process have the highest impact on a product’s sustainability and, moreover, that downstream product life cycle data should be integrated into eco-design tools. Furthermore, as the product is disassembled, inspected and cleaned, it is possible to document the wear on components. Such feedback could be utilized to analyse how to improve the remanufacturability of the products [30].
Qiaoyun [31] argued that information integrated into platforms could support remanufacturing activities in the future. Butzer et al. [32] outlined a holistic approach to assess the remanufacturing maturity of a company, including the assessment of information flows. Ferrer and Whybark [30] pointed out that there is often conflict between design for assembly (DfA) and design for disassembly (DfD). Thus, they argued for the transfer of feedback from remanufacturers, including information on the remanufacturing process and the products, to the designers. Potential feedback flows from the product life cycle are listed in Table 2.
4. Case Studies
The following chapter presents the results from the three case studies, which include findings from the interviews and some prior knowledge about the companies.
4.1. Case A
Case A contains a large international company with a long tradition of producing food processing machines. The focus of this study is the company’s headquarters in Sweden, where product design and the service organisation are located. The machines are manufactured by contracted suppliers, and the product is delivered, assembled and installed by the OEM at the customer’s site. Thus, the supplier can guarantee that the product is installed correctly and will have the best possible prerequisites to meet the set quality standards. The product is complex but robust and comes with an extended warranty.
The product’s robustness and long lifetime make the product attractive to the second-hand market. Around 15 years ago, the company noticed that other companies had started to remanufacture their used machines; their brand was being sold by other actors. To retain the quality associated with its brand, the company’s remanufacturing business was established ten years ago. A relatively small number of their products (they generally focus on a few models) are now remanufactured by CRs.
The company has a PSS concept in which machines can be leased, but this is not yet well established as the concept is new and accounts for only a small share of the business. The food processing machine is the focus of this study and can be combined with other machines.
The product development process shifted over the years to a more integrated product development; manufacturing and service are involved in product development projects. However, the manufacturing side suffers from not being in-house as their representatives feel less empowered in the development process.
“Our (manufacturing) demands are often overrun since we only have one representative from manufacturing, and he has to split his time between all (product) development projects”—supply chain manager at Case A.
The service side has a strong influence on the development process as the product is designed in modules. Those modules can be exchanged during the product’s lifetime, and upgrading is possible.
4.1.1. Feedback to Product Design
The feedback from service engineers in the field is highly valued in Case A. Service technicians are expected to write reports after each completed assignment and provide suggestions for jobs and then send them to the service department. These reports are deeply appreciated as this enables service technicians to interact both with the machines and the customers in the field. This provides data on the current status of the machine, as well as suggestions for design improvements. The incoming feedback from the service technicians is clustered, prioritised and forwarded to the design department.
Design also receives feedback from the customers via the marketing department. There, customers’ opinions are analysed, prioritised and forwarded to both the design and service departments.
A CR has, on occasion, called on the design department to give their opinions on certain design features. The feedback is, however, not structured, nor routinely provided nor required. Similarly, the CR has been known to provide constructive feedback on how the service manuals are written.
4.1.2. Barriers for Feedback to Product Design
Case A’s product development process is integrated, and design states that remanufacturing requirements are adhered to when voiced. The same applies to manufacturing requirements. However, manufacturing and remanufacturing do not share that view when asked about their contribution to and role in the product development process. Remanufacturing and manufacturing are not done in-house, and they suffer from being external units.
Service and manufacturing members are invited to take part in the product development process. However, manufacturing finds it hard to get their voice heard in the product development processes. One reason is that the supply chain that manufactures the machine components is not in-house, whereas service is. Thus, manufacturing often feels overlooked in relation to services.
One CR has undertaken remanufacturing for the European market in a facility in Italy. They are less prone to provide unrequested feedback than other CRs that have a closer relationship with the OEM over the years, and they reported a few phone calls to design to provide feedback on reoccurring design issues. However, the Italian CR does not provide any feedback to design, as the OEM does not request it.
“We don’t have the competence to suggest improvements (to design). We only have to recondition the machine and satisfy the customer”—remanufacturing manager at Case A.
The contracted remanufacturers rely on the manufacturers to provide them with spare parts and, thus, to interact with the supply chain. Problems arise when the required components are no longer manufactured and the CR must find another supplier. This delays the remanufacturing process.
4.1.3. Enablers for Feedback to Product Design
The OEM in Case A uses condition monitoring both continuously integrated into the machines and designated to specific components, and instantaneous monitoring when the machines are inspected upon arrival at the remanufacturer. The initial result from instantaneous condition monitoring is later compared to the test result after remanufacturing is completed, enabling the impact of the remanufacturing process to be assessed. Furthermore, the same measurements will be taken at the customer’s site after installation to verify that the shipping and installation process has not impacted negatively on the machine’s performance. The OEM is considering expanding its condition monitoring and to include more smart functions in their machines. However, current data from condition monitoring is sparsely used and a new data system would be required to manage all the incoming data. A better-managed and improved data collection system could be used to monitor the components’ performance, uptime, and maintenance intervals and thus supply remanufacturing and design with valuable information.
4.2. Case B
Case B contains a large international company with a long tradition of producing material handling machines. The OEM facility located in Sweden is one of their largest and the focus of this study. The company designs and manufactures products, and the sales and service organisation are also located in the area. The remanufacturing facility is located close to the main factory. From an organisational perspective, the design and manufacturing sections are grouped together in the producing organisation, whereas services and remanufacturing are linked to the sales organisation.
The product is fairly complex and available in numerous models and custom-made versions. The product is robust but not designed for remanufacturing. Over the years, the company has become a PSS provider as most of their machines are leased. The machines can be leased long term (up to 7 years) and short term (one day up to months). The company’s ambition is that most machines are leased, and remanufactured multiple times before being sold as used machines or scrapped. The machines are sold worldwide, and the company has service centres worldwide. Hence, the service sector is very important for the OEM.
The remanufacturing business was started because the company experienced a flow of leased machines being returned at the end of their leasing periods. This was almost 15 years ago. The remanufacturing business has increased over the years, even during the recession of 2008, which had a negative impact on the sales of new machines. However, the revenue from remanufacturing is not specifically stated in the annual reports of the company. Thus, remanufacturing is not clearly recognised within the organisation. Its distance from the manufacturing facility is not large, but the mental gap is evident.
4.2.1. Feedback to Product Design
Manufacturing receives information on issues with products on the market via the quality department. There, customers’ opinions are analysed, prioritised and forwarded. Likewise, design receives feedback if the problem is related to the product’s design. The quality department also communicates feedback to services about the quality of the service and suggestions for improvements (such as increased service costs due to poor quality). Occasionally, services provides feedback to manufacturing if malfunctions occur frequently.
Service technicians have frequent contact with customers and users in the field and receive first-hand information about any problems. There are planned yearly service meetings at the customer’s sites, where services asks questions relating to customer satisfaction with both service and the machines. The meeting also includes questions about the frequency of machine use as well as following up on the terms of the leasing contract. The feedback collected by services is communicated to design via the marketing department.
Another source of information is the pre-delivery inspections at the customer’s site which are occasionally attended by services. The product is demonstrated in-use, providing an opportunity for services to learn about their customer’s business and application of the machines.
Services and manufacturing representatives are part of product development projects and thus have a platform from which they can contribute their point of view. Experts, amongst the service technicians working in the field, can be requested to provide information for product development projects.
4.2.2. Barriers for Feedback to Product Design
Other departments within the organisation have previously suffered from poor collaboration in the case company. Communication between manufacturing and design was quite different seven years ago. Manufacturing received drawings behind schedule because they were not involved in the product development process until a late stage. Now, the product development process is more integrated, and representatives from manufacturing and services are active in the overall product development process.
Within the organisation, there is a lack of knowledge of remanufacturing. The remanufacturing team suffers from being organized and grouped together with services. Consequently, remanufacturing is seen as a more extensive service rather than as a specific operation with specific demands. Remanufacturing does not, however, benefit much from Design for Service (DfS). For instance, components that are often exchanged and accessed during service are fewer and may differ from those replaced in the remanufacturing process. Furthermore, when remanufacturing was given access to software designed for service technicians, remanufacturing technicians were unable to benefit from it.
Further, the remanufacturing team noticed a trend to include more plastic components in the products, which makes remanufacturing more time-consuming and costly, as these components must be replaced. For example, a footrest previously made of metal and easy to repaint is now made of plastic and must be replaced with a new one in the remanufacturing process. This causes more waste in the remanufacturing process. However, the designers are limited by the controlled cost of manufacturing, which does not include service or remanufacturing costs.
“If it cost more to solve the after-market (service) problems, we don’t do it”—designer at Case B.
4.2.3. Enablers for Feedback to Product Design
Information exchange is not a one-way activity. Remanufacturing does not realise what information can be shared with design. To have a functioning information feedback system, actions have to be implemented on both sides. However, the design team does not see the potential benefits of receiving information from remanufacturing.
“Occasionally product designers come to us at the remanufacturing facility to see how the products that they have designed have been worn out and not only look at service breakdown figures”—remanufacturing manager at Case B.
However, the PSS offered in Case B is very popular and have increased; up to 80% of their products are now leased. The number of products that are returned after the leasing contract ends has similarly increased. Customers are increasingly conscious about sustainability aspects but ask mostly for figures energy savings and recycling rates, which are also presented in the sustainability reports. However, the OEM has recently increased attention on remanufacturing, and the company released a film on the Internet in 2014 promoting and informing about their remanufacturing. Hence, there is a high potential for a more prominent role for remanufacturing in the entire organization.
There are smart functions in the machines that help users to monitor the machines’ whereabouts, and there is a potential to expand the use of smart technologies and information gathering from the entire product life cycle.
4.3. Case C
Case C contains a large international company with a long tradition of producing office furniture. The focus of this study was on the company’s headquarters in Sweden, where product design, manufacturing and the service organisation are located. All products are designed in-house and roughly half of the components are manufactured by the company and the remainder is purchased from suppliers. The final assembly is performed by the case company to ensure high quality. The product is high-end and robust but not very complex, and the products come with extended warranties. In addition, the OEM delivers and installs its products to maintain the intended quality. For the past few years, the company in Case C has had a leasing program; however, it is still only a marginal part of their overall turnover.
The company has been remanufacturing office furniture for more than 20 years. Remanufacturing was initiated when exhibition products, reclaimed products and old products were returned to the OEM, which saw their intrinsic value and the potential in giving them a second life. However, the OEM feared that the remanufactured product with its reduced price would compete with the newly produced products, and the company did not market the remanufactured products. They were only sold to local customers. Nonetheless, knowledge of the remanufactured products has spread by word of mouth, and the turnover has increased steadily over the years.
4.3.1. Feedback to the Product Design
The quality department reports daily to design about returns, reclaimed products and other statistics. Furthermore, design is supplied with information about customer needs, specifications from manufacturing and Unique Selling Points (USPs), all of which are important for product development projects.
Technicians, buyers, and representatives from manufacturing and quality participate in the design projects. Everyone involved in the project has access to sales volumes, sales functions, material specifications, etc., and USPs are identified in the pre-study stage. Representatives from manufacturing are involved in the pre-study stage, where the next design project is determined. Manufacturing writes its own specifications in which materials, quality, etc., are specified. Manufacturing then has time to adjust to any new requirements, such as the introduction of new materials into the manufacturing process. Design makes drawings and Bills of Materials (BOM) used for manufacturing and service.
As the service is performed by the OEM, it is crucial that the service and installation can be performed as swiftly as possible. Hence, feedback provided by the service technicians is important for product development projects. Remanufacturing is currently not involved in product development projects.
4.3.2. Barriers for Feedback to Product Design
The OEM still sees the remanufacturing business as a threat to newly manufactured sales. Therefore, the remanufactured products are not marketed. Nevertheless, the remanufacturing business has steadily increased over the years, as customers have spread the news by word of mouth.
According to design, more information is not needed but rather the right information. Information is not requested from remanufacturing because remanufacturing is not seen as necessary, and therefore, is not considered in the product development process. In fact, design regards remanufacturing to be similar to material recycling.
4.3.3. Enablers for Feedback to Products Design
The current trend on the market is to demand furniture with more sustainability and increased environmental considerations. In response, Case C has developed a stronger interest in cradle-to-cradle design. The company’s leadership decided that all its furniture should meet eco-label standards, i.e., all materials should be separable and recyclable, etc. The objective is that products could be disassembled by a recycler. However, that could also benefit remanufacturing in the future.
In addition, customers require more flexible services and products that are more easily adapted to their variable future needs. For instance, open landscape offices and offices without dedicated workplaces for staff require the workplace to be quickly adapted to the different needs of the workers. Currently, remanufactured products stem mostly from reclaimed and exhibition products. However, as the PSSs offered are increasingly sought after, returned products will start to increase after the leasing contracts end. Remanufacturing thus has the potential to increase in the future, given that it will be regarded as an asset by the organization.
The robust design allows the furniture to be used for more than 20 years. However, the design may not actually be that robust, or as one interviewee said:
“The furniture is not worn out, it is “uglied” out”—remanufacturing manager at Case C.
Thus, to prolong the lifetime of the furniture, one option is to update the surfaces and fabrics so that the product may be reused many times.
5. Cross-Case Analysis
A cross-case analysis was used to analyse the findings in the case studies (Chapter 4), enabling the investigation of similarities and differences across the cases [41]. This chapter is divided into three sections presenting available feedback from remanufacturing, barriers for feedback from remanufacturing to design, and enablers for feedback from remanufacturing to design.
5.1. Potential Feedback at the Remanufacturers
Based on previous research by Lindkvist and Sundin [42], the types of information that remanufacturers can give through feedback to design are summarized in Table 3, Column 3; Feedback content, breaks down the feedback content into feedback examples discovered during case studies. For instance, wear on components can be divided into product quality, quality of purchased components, weak component analysis and wear on the component. Examples include how cleaning could be facilitated by using different surface treatments (Case A), and how less durable materials increase the remanufacturing costs as components need to be replaced (Case B), and how non-destructive disassembly is not possible in a sub-assembly, which prevents the remanufacturing of those components (Case C).
As described in Chapter 4, remanufacturing is not providing feedback to design, except case C where a few phone calls were reported. Further, the feedback flows in Case A to C were analysed and the compiled picture of the current situation can be found in Figure 3. The material flows in all cases are more or less similar, only a minor share of the products is remanufactured, most products are material recycled after end-of-use.
Information feedback in each of the three cases was further mapped using the following feedback sources: remanufacturing process, remanufacturing personnel and cores to be remanufactured as seen in Table 2. Table 4 below is essentially Table 2 (based on the theoretical findings) but with the addition of the last three columns that indicate the amount of feedback frequency in the industrial cases.
The information feedback flows in the product life cycle are signified by an almost common pattern in the three cases presented in this study. Feedback from customers and services has a high priority. Feedback from manufacturing is considered, but not to the same extent (particularly in Case A which has external suppliers of subassemblies). Lastly, feedback from remanufacturing is not actively sought for by the designers in any of the industrial cases. However, one remanufacturing manager contracted by the OEM in Case A reported that they on their own initiative had called the OEM to report repeated failures related to the product design. No other feedback from remanufacturing to design was provided in any of the three cases.
5.2. Barriers to Feedback From Remanufacturing to Design
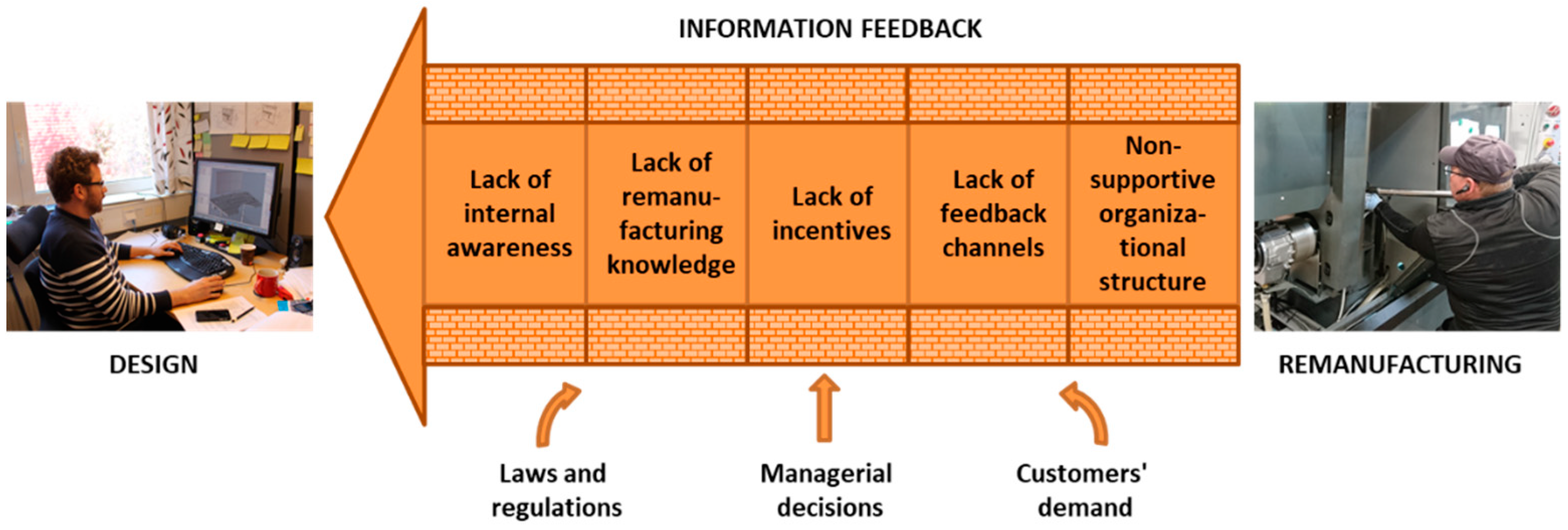
As shown form the industrial cases in Table 3, information is available at remanufacturers that could be fed back to design. Nonetheless, there is negligible information feedback in the cases studied (Table 4). The reasons for this lack of feedback from remanufacturing to design are of interest of this study. The barriers for information feedback between remanufacturing and design and factors influencing the potential feedback transfer are presented in Figure 4.
The barriers and factors are further described in the following paragraphs:
- Lack of internal awareness: Surprisingly, the case companies’ awareness of remanufacturing is unclear. The turnover from remanufacturing is not specified in the three companies’ results budgets and, subsequently, remanufacturing is not on the agenda at the three OEMs.
- Lack of remanufacturing knowledge: Understanding of the concept of remanufacturing and the requirements for the remanufacturing process among design, manufacturing and services in these case studies is vague and sometimes incorrect. This was apparent in interviews from all the cases. It is not possible to apply DfRem when designers do not know the needs and requirements from remanufacturing.
- Lack of incentives: incentives to learn about and communicate with remanufacturing must be in place in order to establish a feedback flow from remanufacturing to design. The incentives to interact more appear to be hidden, ambiguous, or not stated clearly enough in the three companies. The benefits and challenges of DfRem need to be communicated in order to motivate designers to learn about remanufacturing and apply DfRem.
- Lack of feedback channels: As there is feedback available at the remanufacturers (Table 3), the lack of feedback should not be assigned to a lack of information to be fed back, but rather to the lack of feedback channels. For example, in Case B, remanufacturing did not inform design that the change of material in the footrest to a less durable material has a negative impact on the remanufacturing process. At the same time, remanufacturing needs to know what feedback to provide to design. Indeed, the contracted remanufacturer in Case A considers providing feedback to be outside their scope and competence. Regarding Case C, despite the proximity of the remanufacturing facility to the building where design is, there is no information feedback.
- Non-supportive organizational structures at the case companies can also be a reason for the lack of feedback channels. In Case B, the information exchange between the producing organizations, where design is located, and the service organization, which remanufacturing belongs to, is poor. In Case A, the remanufacturer does not belong to the OEM as it is a CR, and hence the OEM does not provide the remanufacturer with full access to their databases. Finally, Case C has an organization that does not acknowledge remanufacturing other than as an isolated side-business, even though the remanufacturing facility is literary wall-to-wall to manufacturing.
Regardless of the crucial role design and remanufacturing play, they do not set the pre-conditions for their potential mutual interactions. Other factors influence information feedback between design and remanufacturing are:
- Managerial decisions such as the business case, future product plans and original product specifications and requirements all influence the current situation. If remanufacturing is not acknowledged and its requirements are not documented when the product specifications are set, the designers are not in a position to change those decisions. The cases presented in this study all have design projects with budgets focusing on manufacturing costs. This perspective does not include the cost of remanufacturing and, therefore, DfRem has no obvious benefit. The remanufacturing activities are considered more of an add-on activity; considering the low volumes of remanufactured products compared to new products in Case A and C, this is not surprising.
- Laws and regulations often push for more sustainable products. An example is the EU WEEE Directive [44], which regulates the free return of electrical and electronic equipment and thus promotes recycling and reducing waste. However, for Case B there are no laws concerning the recycling of their material handling machines, except for the producer responsibility for the batteries. However, they have an ambitious internal goal of 99% recyclability of the machines. Regulations for import and sales of used goods can hinder remanufacturing (Case A).
- Last but not least, customers’ demand for remanufactured products expressed clearly could contribute to more DfRem and feedback from remanufacturing to design. However, there is a lack of knowledge of what remanufactured product are and their environmental and economic benefits in general. Thus, informing customers about remanufactured products is essential. When customers are informed about remanufactured products, the customers’ demands can be properly accessed and responded to. As previously mentioned in Case B, the sales company described their remanufacturing process on YouTube to inform their customers of what steps their remanufactured products go through in order to ensure a high-quality standard.
Notably is that the above-mentioned barriers and influencing factors are all internal besides the influencing factors of customer demand and the laws and regulations. This means that there is much that the companies can do within their organisations to achieve better information feedback.
5.3. Enablers to Feedback from Remanufacturing to Design
There are findings in the Cases that offer remanufacturing opportunities to increase in importance and thus, can be used to enable feedback from remanufacturing to design. These enablers can be divided into five categories: Business opportunities, Integrated design processes, Customers’ willingness, Laws, regulations and standards and New technologies.
- Business opportunities include two trends that were evident in all three Cases. More and more products are remanufactured and the remanufacturing business is increasing in the markets. The Case companies are, to varying extents, PSS providers. Ownership of products within PSS is expanded and the products are returned to the provider at end-of-use, hence the incentive to extract the full potential of these product’s value increases. The ratio of the turnover generated by the remanufactured products contra new products in the concerned company is also relevant. As remanufacturing currently contributes to a minor part of the turnover, the motivation to elevate remanufacturing remains low.
- Integrated design processes. In the Cases studied, the design processes were increasingly integrated as knowledge and requirements from manufacturing and services were adhered to in the design processes, and representatives were active in the design projects. If remanufacturing were given a more prominent position within the OEM organisations, or within the value chain in the case of contracted remanufacturers, remanufacturing would more likely be involved in future design projects. Then the needs and requirements from remanufacturing will be more evident. Product design is the key to a product’s performance and at the end-of-use. It is evident in Case A and C that the robustness of the products is a driver for remanufacturing. In Case B, the product design certainly is robust, although trends demanding lower weight and etc. push for less durable materials in the product.
- Customers’ willingness; there is an increased demand for sustainable products (Case B and C). Product use-cycles are shorter than previously (Case B and C). This means that many more potential robust products exist after end-of-use. Non-utilisation of the full potential lifetime of products is a waste and results in reduced sustainability. Remanufacturing after end-of-use, which prolongs the life of the products, is one way to maintain the material in the loop.
- Laws, regulations and standards could be used to push and encourage remanufacturing of products and/or to facilitate trading and shipping of used products. Case C strives towards fulfilling the Nordic Ecolabel criteria where factors to be fulfilled include an eco-friendlier design process alongside improved environmental performance. Worldwide, there are more standards being developed with the scope of CE and remanufacturing and specifically within the energy-related products manufactured or imported to Europe.
- New technologies can be an enabler of sustainability as smart technologies facilitate the capture and use of information. In the Cases, two aspects were mentioned. One is condition monitoring that enables insight into the product’s core components without disassembly (Case A). The other is smart technologies which can monitor the product’s whereabouts and the product can, in addition, communicate other information (Case A and B). Thus, it is possible to include features in the product that would benefit remanufacturing and data from remanufacturing could be fed back to design.
6. Discussion
The novelty of this paper is the increased comprehensiveness of barriers and enablers for information feedback from remanufacturing to design. Some of these barriers and enablers for information feedback and DfRem were also reported in other studies, as found during the literature review. The comprehensiveness of the barriers and enablers was possible due to the literature review and the multiple case studies at the three industrial cases. Knowledge of these barriers and enablers was gained by analysing the three industrial cases with the same method, where their products’ complexity varies between low, medium and high. The advancement of the comprehensiveness is highly useful to practice because systematic knowledge on how to perform remanufacturing as a viable way of business is missing and an academic method for optimizing decision making on particular circumstances is not always called for by industry [45]. The compilation of barriers and enablers presented in this paper contribute to the missing scientific insights for remanufacturing. In fact, many manufacturing models are still based on the old paradigm, based on unsustainable linear material flows [46], and the insights on an overall level for a new circular paradigm involving remanufacturing presented in this paper are highly needed. The following sections summarise the results found when seeking the answers to the research questions established for the research paper.
6.1. Potential Feedback Available at Remanufacturing for Product Designers
The potential feedback available from remanufacturing for product designers (Table 3) is an unexploited resource for the improved design of future products adapted for remanufacturing. Zhang et al. [20] proposed a tool for managing and reusing knowledge from, e.g., remanufacturing in the design process. They exemplified how information about wear on components can be documented and the picture made available for designers, as well as tips for remanufacturing from the remanufacturing technicians. Further, Abramovici et al. [40] presented a method for representing product use information, which represents the capture of product-related feedback from the use phase but recognises a demand to include additional types of feedback in a PSS context. Thus, feedback on specific aspects concerning remanufacturing such as cleaning, disassembly, finish/surface qualities and packing, as well as spontaneous suggestions from remanufacturing technicians, could contribute to a more holistic approach of feedback to product design. The contribution of this paper from this viewpoint was obtained based on the industrial experiences found within the multiple case studies and is summarized in Table 3, while Table 2 described previous research on available feedback from remanufacturing, e.g., from Zhang et al. [20].
6.2. Barriers for Feedback
Previous research from Karvonen et al. [11] showed that a lack of awareness and knowledge of remanufacturing and remanufactured products is usually discussed from a customer perspective. However, this paper presented a lack of internal awareness and knowledge of remanufacturing within the multiple case study organisations (Figure 4). The non-supportive structure of the organisation proved to be a critical barrier, as intra-organisational communication was linked to the structure in the cases. In order to overcome the structure and start communicating across the internal walls, incentives are needed, as well as channels to facilitate feedback. Nevertheless, the internal incentives to take actions to increase remanufacturing remains low if the OEM threatens that remanufactured product sales will cannibalise new product sales (Case C).
Additionally, external influencing factors are linked to the lack of incentives. Customers’ demand for remanufactured products tends to be low, as reported by, e.g., Karvonen et al. [11]. This is also in line with the industrial experiences found for the cases presented in this paper. Laws and regulations are critical, and although they are mostly reported to encourage more sustainable products [11], regulations for the import and sales of used goods can also hinder remanufacturing (Case A). Indeed, the lack of regulations promoting remanufacturing, rather than just recycling, is also an influencing factor (Case B).
6.3. Enablers for Feedback
The five enablers found in the three cases highlight opportunities to change the current situation, with almost no DfRem nor feedback from remanufacturing to design. However, this paper focused on large companies with more than 10 years of remanufacturing experience, where the share of remanufactured products is low. This may be the fundamental reason for the observed lack of exploitation of the potential of DfRem. If the remanufactured products were one of the major business lines in an OEM, the implementation of DfRem could be different. From this viewpoint, highly interesting will be future research making a comparison between OEMs with different shares of remanufactured products in their entire businesses, and analysing the so-called scale effect of remanufacturing in a company. Within the industry sector of photocopiers, OEMs like FUJI Xerox, KYOCERA, RICOH and Canon have been conducting remanufacturing and DfRem as it has been a central part of their way of achieving effective and efficient remanufacturing processes (see e.g., Sundin [47]). Within this sector, it has also been shown that designing photocopiers for remanufacturing also gives environmental benefits [13]. Other industries that have more recently started conducting remanufacturing, e.g., the industry of forklift trucks (see e.g., Sundin et al. [48]), have not yet reached a similar level of maturity regarding remanufacturing and DfRem. What is similar in these two sectors is that they both have trends towards selling the function of their products through PSSs rather than the products themselves, and thus give more incentives for performing remanufacturing. Hence, it will be of relevance to investigate further how DfRem will be realized in the forklift truck sector.
Furthermore, remanufacturing could be used strategically to contribute to profile the company as environmentally sound [49]. If this potential was explored, business opportunities and customer demands could increase. In fact, the implementation of eco-design can result in potential business benefits (e.g., Rodrigues et al [50]). Further, customer demands for more sustainable products and manufacturing practices could spur industries to adapt various eco-design methods (e.g., Clark et al. [51]) (Case B and C). Laws, regulations and standards could further promote remanufacturing (e.g., Pazoki and Zaccour [52]). However, product-related environmental legislation needs to be integrated into the product design requirements in order to facilitate deployment [53]. For instance, Case C has started to adopt DfD to enhance recycling rates. Moreover, advances in new technologies including the improvements of sensors have facilitated the capture and evaluation of information that can reduce uncertainties of a used product’s or component’s status after end-of-use [52]. This potential is explored in Case A.
6.4. Comparison to Other Design Focuses
Remanufacturing was shown to have a clear contrast against manufacturing and services in terms of information feedback frequency, as shown in Table 4. Why does this difference exist between Design for Manufacturing (DfM) and Design for Service (DfS) versus DfRem? DfM generally aims to reduce manufacturing costs, according to Ulrich and Eppinger [24] and Masood et al. [54]. DfS aims to reduce maintenance costs [54] and improve reliability and availability [55]. On the other hand, DfRem aims to reduce remanufacturing costs. Further, the manufacturing cost is a key determinant of the economic success of a product [24], especially in traditional manufacturing. However, the remanufacturing cost is not a key factor for the entire business of the three OEMs studied, mainly because it is not seen as a major cost for the companies. This also implies that the scale of remanufacturing is critical to implement DfRem. The organizational structure also plays a big role here: as shown in Case B, design and manufacturing are conducted in the product company, while remanufacturing is conducted at the sales company. These differences may be attributed to the reason for the difference between the implementation of DfM/DfS and DfRem. However, as the scale of remanufacturing is growing and becomes more important for economic and environmental reasons, the reasons for implementing design for remanufacturing (and increased feedback from remanufacturing) will increase.
6.5. Company Size Impact
The size of all case companies included in this study is large. The results of the study are, thus, only applicable to companies of similar sizes. If the same results can be found in Small- and Medium-sized Enterprises (SMEs), they could be the scope of future research. However, the barriers for feedback were internal barriers found in the companies, for instance, Non-supportive organizational structures (Figure 4). The size of the company will likely impact on the organizational structures (as remanufacturing SMEs tend to be organised by rule-of-thumb [56] and thus may not hinder internal feedback flows to the same extent, or in a different manner. Thus, the prerequisites for smaller companies may create other barriers for feedback than those presented in this paper. However, the customer demands and laws and regulations are external factors influencing the barriers and therefore more likely to be similar for companies of different sizes. The enablers for feedback, on the other hand, are less dependent on internal structures of the companies and, therefore, likely to be transferrable to SMEs situations equally.
7. Conclusions
Previous research showed that there is potential feedback from remanufacturing that design could benefit from. Remanufacturing could provide feedback in order to facilitate DfRem, e.g., component quality and wear, as well as how specific design features, or the lack thereof, affect the remanufacturing process. Thus, feedback from remanufacturing can contribute to the improved design of future products in a more sustainable and circular society. However, although the three case companies presented in this paper have many years of experience in remanufacturing, they do not apply DfRem. Further, the case companies have almost no feedback transfer from remanufacturing to design and no structured feedback methods or active requests for feedback.
The cross-case analysis presents barriers and enablers for feedback from remanufacturing to design. The barriers for feedback transfer from remanufacturing to design include lack of internal awareness, lack of knowledge, lack of incentives, lack of feedback channels and non-supportive organisational structures. These are all intra-organizational barriers that hinder feedback transfer from remanufacturing to design in the cases studied. Moreover, there are factors influencing the barriers for feedback transfer from remanufacturing to design, namely managerial decisions, laws and regulations, and customers’ demand.
Enablers that have the potential to promote feedback transfer from remanufacturing to design are business opportunities, integrated design processes, customers’ willingness, laws, regulations and standards, and new technologies. These enablers include global trends of demands for more sustainable products, smart information technology developments, and trends of increasingly integrated product design processes in the case companies.
7.1. Recommendations for Companies
With the new comprehensive knowledge on the barriers and enablers for information feedback from remanufacturing to design, it is recommended that manufacturing companies study them carefully in order to avoid the barriers and use the enablers to fully benefit the potential of product remanufacturing within their product and service development processes.
7.2. Implications for Society
As this paper sheds knowledge and recommendations for how companies can increase the information feedback from remanufacturing to design, it will enable better possibilities for design for remanufacturing and more effective and efficient remanufacturing processes. This means that more companies and industrial sectors will have the potential to grow their remanufacturing businesses. This growth within the remanufacturing industry will add more job opportunities, as remanufacturing requires jobs [11] and more people would get access to high-end products [57]. In addition, there will be more opportunities for environmental benefits, as remanufacturing has shown to be more resource-efficient than new manufacturing (see e.g., Sundin and Lee [4]) and more efficient and effective remanufacturing processes could lead to more remanufactured products and fewer products that are recycled or scrapped after use. Thus, by salvaging more products and components and by promoting circular product flows and extended producer responsibilities, negative environmental impacts can be reduced and more sustainable product flows are enforced.
7.3. Future Work
To establish information feedback transfer from remanufacturing to design, the barriers need to be addressed and the enablers explored. Future studies include the development of methods for overcoming feedback barriers and efficiently and effectively integrating feedback from remanufacturing into the design process.
Author Contributions
Conceptualization: L.L.H., E.S. and T.S.; Validation: L.L.H. and E.S.; Analysis: L.L.H. and E.S.; Investigation: L.L.H.; Writing—Original Draft Preparation: L.L.H.; Writing—Review & Editing: E.S. and T.S.; Visualization: L.L.H. and E.S.; Supervision: E.S. and T.S.; Project Administration: E.S.; Funding Acquisition: E.S.
Funding
This research was funded by VINNOVA, the Swedish Governmental Innovation Agency, for financing the case study research. This research is supported in part also by the Mistra REES (Resource-Efficient and Effective Solutions) program, funded by Mistra (The Swedish Foundation for Strategic Environmental Research) (grant number DIA 2014/16).
Acknowledgments
The authors would like to extend our gratitude to all the respondents of the case companies for their contributions.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
Questions that were asked to the product design department
| Priority Level | Type of Question | Questions |
| low | Basic information |
|
| high | The process |
|
| high | Information Product development (design) department |
|
| high | Information Product designers |
|
| high | Product life cycle information |
|
| high | Product life cycle information |
What other information could be useful for design? |
| Efficiency |
| |
| Feed forward |
| |
| high | Feed forward |
|
| Storing information |
| |
| Accessing information |
| |
| Information management |
| |
| Priorities |
| |
| Models |
| |
| Decisions and requirements |
| |
| Virtual tools |
| |
| high | PSS |
|
| Remanufacturing types |
|
Questions that were asked from the manufacturing/service/remanufacturing department
| Priority Level | Type of Question | Questions |
| low | Basic information |
|
| high | Remanufacturing department |
|
| high | Remanufacturing staff |
|
| high | Use of information |
|
| Efficiency |
| |
| Feedback |
| |
| high | PSS |
|
| Virtual tools |
| |
| high | Information provided |
|
| high | Storing information |
|
| high | Accessing information |
|
| high | Information management |
|
| high | Priorities |
|
| low | Filtering information |
|
| Models |
| |
|
References
- Allwood, J.M. Squaring the circular economy: The role of recycling within a hierarchy of material management strategies. In Handbook of Recycling; Elsevier: Amsterdam, The Netherlands, 2014; pp. 445–477. [Google Scholar]
- Parker, D.; Riley, K.; Robinson, S.; Symington, H.; Tewson, J.; Jansson, K.; Ramkumar, S.; Peck, D. Remanufacturing Market Study, Report from the Horizon 2020 Project: ERN—European Remanufacturing Network. Grant Agreement No 645984. 2015. Available online: www.remanufacturing.eu (accessed on 16 May 2019).
- Jansson, K.; Vatanen, S.; Karvonen, I.; Behm, K.; Waugh, R.; Fitzsimons, D.; Sundin, E.; Parker, D. Targeted Recommendations, Report from the Horizon 2020 Project: ERN—European Remanufacturing Network. Grant Agreement No 645984. 2017. Available online: www.remanufacturing.eu (accessed on 16 May 2019).
- Sundin, E.; Lee, H.M. In what way is remanufacturing good for the environment? In Design for Innovative Value Towards a Sustainable Society, Proceedings of the 7th International Symposium on Environmentally Conscious Design and Inverse Manufacturing (EcoDesign-11), Kyoto, Japan, 30 November—2 December 2011; Springer: Berlin/Heidelberg, Germany, 1842; pp. 551–556. [Google Scholar]
- Lund, R. Remanufacturing: The Experience of the United States and Implications for Developing Countries; The World Bank: Washington, DC, USA, 1983. [Google Scholar]
- Sundin, E.; Bras, B. Making Functional Sales Environmentally and Economically Beneficial through Product Remanufacturing. J. Clean. Prod. 2005, 13, 913–925. [Google Scholar] [CrossRef]
- Govindan, K.; Bouzon, M. From a literature review to a multi-perspective framework for reverse logistics barriers and drivers. J. Clean. Prod. 2018, 187, 318–337. [Google Scholar] [CrossRef]
- Butzer, S.; Schötz, S. Map of Remanufacturing Process Landscape, Report from the Horizon 2020 Project: ERN—European Remanufacturing Network. Grant Agreement No 645984. 2016. Available online: www.remanufacturing.eu (accessed on 3 May 2019).
- Prendeville, S.; Peck, D.; Balkenende, R.; Cor, E.; Jansson, K.; Karvonen, I. Map of Remanufacturing Product Design Landscape, Report from the Horizon 2020 Project: ERN—European Remanufacturing Network. Grant Agreement No 645984. 2016. Available online: www.remanufacturing.eu (accessed on 17 May 2019).
- Pigosso, D.C.; Zanette, E.T.; Filho, A.G.; Ometto, A.R.; Rozenfeld, H.; Pigosso, D.C.A. Ecodesign methods focused on remanufacturing. J. Clean. Prod. 2010, 18, 21–31. [Google Scholar] [CrossRef]
- Karvonen, I.; Jansson, K.; Behm, K.; Vatanen, S.; Parker, D. Identifying recommendations to promote remanufacturing in Europe. J. Remanuf. 2017, 7, 159–179. [Google Scholar] [CrossRef] [Green Version]
- Nasr, N.; Thurston, M. Remanufacturing A Key Enabler to Sustainable Product Systems. In Proceedings of the 13th CIRP International Conference on Life Cycle Engineering, Leuven, Belgium, 31 May–2 June 2006. [Google Scholar]
- Kerr, W.; Ryan, C. Eco-efficiency gains from remanufacturing—A case study of photocopier remanufacturing at Fuji Xerox Australia. J. Clean. Prod. 2001, 9, 75–81. [Google Scholar] [CrossRef]
- Matsumoto, M.; Yang, S.; Martinsen, K.; Kainuma, Y. Trends and research challenges in remanufacturing. Int. J. Precis. Eng. Manuf. Technol. 2016, 3, 129–142. [Google Scholar] [CrossRef]
- Doyle, K. Investigating the requirements needed to make appropriate end of life decisions. In Proceedings of the 18th International Conference on Engineering Design (ICED 11), Impacting Society through Engineering Design, 2011, Copenhagen, Denmark, 15–18 August 2011. [Google Scholar]
- Hatcher, G.; Ijomah, W.; Windmill, J.; Hatcher, G.; Ijomah, W. Design for remanufacture: a literature review and future research needs. J. Clean. Prod. 2011, 19, 2004–2014. [Google Scholar] [CrossRef]
- Jagtap, S.; Johnson, A. In-service information required by engineering designers. Res. Eng. Des. 2011, 22, 207–221. [Google Scholar] [CrossRef] [Green Version]
- Hatcher, G.; Ijomah, W.; Windmill, J. A network model to assist ‘design for remanufacture’ integration into the design process. J. Clean. Prod. 2014, 64, 244–253. [Google Scholar] [CrossRef]
- Sundin, E. Enhanced Product Design Facilitating Remanufacturing of two Household Appliances A case study. In Design Methods for Performance and Sustainability, Proceedings of the International Conference on Engineering Design (ICED-01), Glasgow, Scotland, UK, 21–23 August 2001; Professional Engineering Publishing: London, UK; pp. 645–652.
- Zhang, D.; Hu, D.; Xu, Y.; Zhang, H. A framework for design knowledge management and reuse for Product-Service Systems in construction machinery industry. Comput. Ind. 2012, 63, 328–337. [Google Scholar] [CrossRef]
- Bras, B.; McIntosh, M.W. Product, process, and organizational design for remanufacture—an overview of research. Robot. Comput. Integr. Manuf. 1999, 15, 167–178. [Google Scholar] [CrossRef]
- Kurilova-Palisaitiene, J.; Lindkvist, L.; Sundin, E. Towards Facilitating Circular Product Life-Cycle Information Flow via Remanufacturing. Procedia CIRP 2015, 29, 780–785. [Google Scholar] [CrossRef]
- Yin, R.K. Case Study Research: Design and Methods; Sage Publications Inc.: Thousand Oaks, CA, USA, 1994. [Google Scholar]
- Ulrich, K.; Eppinger, S.D. Product Design and Development; McGraw-Hill/Irwin: New York, NY, USA, 2011. [Google Scholar]
- Xu, D.F.; Li, Q.; Jun, H.-B.; Browne, J.; Chen, Y.L.; Kiritsis, D. Modelling for product information tracking and feedback via wireless technology in closed-loop supply chains. Int. J. Comput. Integr. Manuf. 2009, 22, 648–670. [Google Scholar] [CrossRef]
- Cao, H.; Folan, P.; Potter, D.; Browne, J. Knowledge-enriched shop floor control in end-of-life business. Prod. Plan. Control 2011, 22, 174–193. [Google Scholar] [CrossRef]
- Ondemir, O.; Gupta, S.M. Quality management in product recovery using the Internet of Things: An optimization approach. Comput. Ind. 2014, 65, 491–504. [Google Scholar] [CrossRef]
- Tukker, A.; Tischner, U. Product-services as a research field: Past, present and future. Reflections from a decade of research. J. Clean. Prod. 2006, 14, 1552–1556. [Google Scholar] [CrossRef]
- Ramani, K.; Ramanujan, D.; Bernstein, W.Z.; Zhao, F.; Sutherland, J.; Handwerker, C.; Choi, J.-K.; Kim, H.; Thurston, D. Integrated Sustainable Life Cycle Design: A Review. J. Mech. Des. 2010, 132, 091004. [Google Scholar] [CrossRef] [Green Version]
- Ferrer, G.; Whybark, D.C. From garbage to goods: Successful remanufacturing systems and skills. Bus. Horizons 2000, 43, 55–64. [Google Scholar] [CrossRef]
- Qiaoyun, Y. Collaborative design system of remanufactured product based on knowledge management. In Proceedings of the 2nd International Conference on Information Science and Engineering, Hangzhou, China, 3–5 December 2010; pp. 5744–5747. [Google Scholar]
- Butzer, S.; Schötz, S.; Steinhilper, R. Remanufacturing Process Assessment—A Holistic Approach. Procedia CIRP 2016, 52, 234–238. [Google Scholar] [CrossRef]
- Lindkvist, L.; Sundin, E. Life-Cycle Information Feedback to Product Design. In Proceedings of the 5th International Swedish Production Symposium (SPS 2012), Linköping, Sweden, 6–8 November 2012; pp. 99–105. [Google Scholar]
- Molcho, G.; Zipori, Y.; Schneor, R.; Rosen, O.; Goldstein, D.; Shpitalni, M. Computer aided manufacturability analysis: Closing the knowledge gap between the designer and the manufacturer. CIRP Ann. 2008, 57, 153–158. [Google Scholar] [CrossRef]
- Baxter, D.; Roy, R.; Doultsinou, A.; Gao, J.; Kalta, M. A knowledge management framework to support product-service systems design. Int. J. Comput. Integr. Manuf. 2009, 22, 1073–1088. [Google Scholar] [CrossRef] [Green Version]
- Fathi, M.; Holland, A. Knowledgebased feedback integration to facilitate sustainable product innovation. In Proceedings of the ETFA, IEEE Conference on Emerging Technologies and Factory Automation, Palma, Spain, 22–25 September 2009. [Google Scholar]
- Abramovici, M.; Lindner, A. Providing product use knowledge for the design of improved product generations. CIRP Ann. 2011, 60, 211–214. [Google Scholar] [CrossRef]
- Dienst, S.; Fathi, M.; Abramovici, M.; Linder, A. A conceptual data management model of a feedback assistance system to support product improvement. In Proceedings of the IEEE International Conference Systems, Man, and Cybernetics (SMC), Anchorage, AK, USA, 9–12 October 2011; pp. 446–451. [Google Scholar]
- Lee, J.; Ni, J.; Djurdjanovic, D.; Qiu, H.; Liao, H. Intelligent prognostics tools and e-maintenance. Comput. Ind. 2006, 57, 476–489. [Google Scholar] [CrossRef]
- Abramovici, M.; Neubach, M.; Fathi, M.; Holland, A. Knowledge-based feedback of product use information into product development. In Proceedings of the 17th International Conference on Engineering Design Information and Knowledge, Palo Alto, CA, USA, 24–27 August 2009; pp. 227–238. [Google Scholar]
- Miles, M.B.; Huberman, A.M.; Saldaña, J. Qualitative Data Analysis: A Methods Sourcebook, 3rd ed.; Sage Publication Inc.: Thousand Oaks, CA, USA, 2014; ISBN 978-1452257877. [Google Scholar]
- Lindkvist, L.; Sundin, E. Assessing barriers for available life-cycle information feedback transfer to product design. In Proceedings of the ICoR 2nd International Conference on Remanufacturing, Amsterdam, The Netherlands, 14–16 June 2015. [Google Scholar]
- Lindkvist, L.; Sundin, E.; Sakao, T. Exploring the Use of Product Life-Cycle Information in Two Value Chains Including Remanufacturing. In Proceedings of the 8th International Symposium on Environmentally Conscious Design and Inverse Manufacturing (EcoDesign 2013), Jeju Islands, Korea, 4–6 December 2013. [Google Scholar]
- WEEE Directive 2002/96/EC of the European Parliament and of the Council of 27 January 2003 on Waste Electrical and Electronic Equipment (WEEE)—Joint Declaration of the European Parliament, the Council and the Commission Relating to Article 9. 2002. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX:32002L0096 (accessed on 1 May 2019).
- Sakao, T.; Sundin, E. How to improve remanufacturing? A systematic analysis of practices and theories. J. Manuf. Sci. Eng. 2019, 141, 1–13. [Google Scholar] [CrossRef]
- Garetti, M.; Taisch, M. Sustainable manufacturing: Trends and research challenges. Prod. Plan. Control 2012, 23, 83–104. [Google Scholar] [CrossRef]
- Sundin, E. Circular Economy and Design for Remanufacturing. In Designing for the Circular Economy; Charter, M., Ed.; Routledge: Abingdon, UK, 2018; Chapter 18; pp. 186–199. [Google Scholar]
- Sundin, E.; Lindahl, M.; Ijomah, W. Product design for product/service systems -design experiences from Swedish industry. J. Manuf. Technol. Manag. 2009, 20, 723–753. [Google Scholar] [CrossRef]
- Atasu, A.; Sarvary, M.; Van Wassenhove, L.N. Remanufacturing as a Marketing Strategy. Manag. Sci. 2008, 54, 1731–1746. [Google Scholar] [CrossRef] [Green Version]
- Rodrigues, V.P.; Pigosso, D.C.A.; Andersen, J.W.; McAloone, T.C. Evaluating the Potential Business Benefits of Ecodesign Implementation: A Logic Model Approach. Sustainability 2018, 10, 2011. [Google Scholar] [CrossRef]
- Clark, G.; Kosoris, J.; Hong, L.N.; Crul, M. Design for Sustainability: Current Trends in Sustainable Product Design and Development. Sustainability. 2009, 1, 409–424. [Google Scholar] [CrossRef]
- Pazoki, M.; Zaccour, G. A mechanism to promote product recovery and environmental performance. Eur. J. Oper. Res. 2019, 274, 601–614. [Google Scholar] [CrossRef]
- Pigosso, D.C.A.; Ferraz, M.; Teixeira, C.E.; Rozenfeld, H. The Deployment of Product-Related Environmental Legislation into Product Requirements. Sustainability. 2016, 8, 332. [Google Scholar] [CrossRef]
- Masood, T.; Roy, R.; Harrison, A.; Xu, Y.; Gregson, S.; Reeve, C. Integrating through-life engineering service knowledge with product design and manufacture. Int. J. Comput. Integr. Manuf. 2015, 28, 59–74. [Google Scholar] [CrossRef]
- Jagtap, S.; Johnson, A.; Aurisicchio, M.; Wallace, K. In-Service Information Required by Engineering Designers. In Proceedings of the 16th International Conference on Engineering Design (ICED’07), Paris, France, 28–31 August 2007. [Google Scholar]
- Golinska, P.; Kuebler, F. The Method for Assessment of the Sustainability Maturity in Remanufacturing Companies. Procedia CIRP 2014, 15, 201–206. [Google Scholar] [CrossRef]
- Sundin, E.; Sakao, T.; Lindahl, M.; Kao, C.C.; Joungerious, B.; Ijomah, W. Map of Remanufacturing Business Model Landscape, Report from the Horizon 2020 project: ERN—European Remanufacturing Network. Grant Agreement No 645984. 2016. Available online: www.remanufacturing.eu (accessed on 30 May 2019).
Figure 1.
The research method of this paper.

Figure 2.
The product life cycle material flows and potentially useful information flows.

Figure 3.
The product life cycle material flows and the information feedback flows in Case A∓C from manufacturing, customers, services and remanufacturing to design.
Figure 3.
The product life cycle material flows and the information feedback flows in Case A∓C from manufacturing, customers, services and remanufacturing to design.

Figure 4.
The barriers and factors that influence information feedback from remanufacturing to design.
Figure 4.
The barriers and factors that influence information feedback from remanufacturing to design.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The main characteristics of the companies studied, where the number in brackets represents the number of interviewees that were interviewed at the specific case company.
Table 1.
The main characteristics of the companies studied, where the number in brackets represents the number of interviewees that were interviewed at the specific case company.
| Variable. | Case A | Case B | Case C |
|---|---|---|---|
| Industrial sector | Food processing machines | Material handling machines | Office furniture |
| Product complexity | High | Medium | Low |
| Experience of remanufacturing | >10 years | >10 years | >20 years |
| Interviewees |
|
|
|
Table 2.
The potential feedback from the product life cycle phases to the design phase (adapted from Lindkvist and Sundin [33]).
Table 2.
The potential feedback from the product life cycle phases to the design phase (adapted from Lindkvist and Sundin [33]).
| Originating Phase | Feedback Sources | Feedback Content | Literature Sources |
|---|---|---|---|
| Manufacturing | Manufacturing process data | Evaluating how well the product was adapted for efficient production | Molcho et al. [34], Baxter et al. [35] |
| Manufacturing personnel data | Suggestions for improvement | Molcho et al. [34], Baxter et al. [35] | |
| Use and Service | Customer data | Contrasting how the product performed compared to what was expected | Fathi & Holland [36], Abramovici & Linder [37], Dienst et al. [38] |
| Condition monitoring data | Input from feedback about the products and services | Zhang et al. [20] | |
| Service process data | Evaluating how well the product was adapted for efficient service | Baxter et al. [35], Fathi & Holland [36], Abramovici & Linder [37], Dienst et al. [38], Japtap & Johnson [17] | |
| Service personnel data | Suggestions for improvement | Baxter et al. [35], Zhang et al. [20] | |
| Remanufacturing | Remanufacturing process data | Evaluating how well the product was adapted for efficient treatment in each remanufacturing process step | Doyle et al. [15], Lee et al. [39], Hatcher et al. [16], Zhang et al. [20] |
| Remanufacturing personnel data | Suggestions for improvement | Xu et al. [25], Zhang et al. [20] | |
| Cores to be remanufactured | Evaluating how well the component was adapted for its estimated life cycle | Fathi & Holland [36], Abramovici et al. [40], Dienst et al. [38], Xu et al. [25] |
Table 3.
The examples of potential feedback available at remanufacturers found in the case studies.
| Feedback Sources | Feedback Content | Feedback Examples |
|---|---|---|
| Remanufacturing process | Evaluating how well the product was adapted for efficient treatment in each remanufacturing process step | Process aspects of: Cleaning, Disassembly, Finish/surface qualities, and Packing |
| Remanufacturing personnel | Suggestions for improvements | Material selection Standardisation aspects Verification aspects |
| Cores to be remanufactured | Evaluating how well the component was adapted for its estimated life cycle | Component quality Component quality of purchased components Weak component analysis Wear on component |
Adapted from Lindkvist and Sundin [42].
Table 4.
The information feedback frequency from the product life cycle phases to design in the case of the companies (adapted from Lindkvist et al. [43]).
Table 4.
The information feedback frequency from the product life cycle phases to design in the case of the companies (adapted from Lindkvist et al. [43]).
| Originating Phase | Feedback Sources | Feedback Content | Feedback Frequency Case A | Feedback Frequency Case B | Feedback Frequency Case C |
|---|---|---|---|---|---|
| Manufacturing | Manufacturing process data | Evaluating how well the product was adapted for efficient production | + | ++ | |
| Manufacturing personnel data | Suggestions for improvement | + | + | + | |
| Use and Service | Customer data | Contrasting how the product performed compared to expectations | ++ | ++ | +++ |
| Condition monitoring data | Input from product and service | + | |||
| Service process data | Evaluating how well the product was adapted for efficient service | +++ | +++ | ++ | |
| Service personnel data | Suggestions for improvement | ++ | ++ | + | |
| Remanufacturing | Remanufacturing process data | Evaluating how well the product was adapted to efficient treatment in each remanufacturing process step | |||
| Remanufacturing personnel data | Suggestions for improvement | + | |||
| Cores to be remanufactured | Evaluating how well the component was adapted for its estimated life cycle |
The number of + signs represents how frequently the feedback channel is utilized, where no + means no activity and +++ means frequent activity.
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Lindkvist Haziri, L.; Sundin, E.; Sakao, T. Feedback from Remanufacturing: Its Unexploited Potential to Improve Future Product Design. Sustainability 2019, 11, 4037. https://doi.org/10.3390/su11154037
AMA Style
Lindkvist Haziri L, Sundin E, Sakao T. Feedback from Remanufacturing: Its Unexploited Potential to Improve Future Product Design. Sustainability. 2019; 11(15):4037. https://doi.org/10.3390/su11154037
Chicago/Turabian StyleLindkvist Haziri, Louise, Erik Sundin, and Tomohiko Sakao. 2019. "Feedback from Remanufacturing: Its Unexploited Potential to Improve Future Product Design" Sustainability 11, no. 15: 4037. https://doi.org/10.3390/su11154037
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.