1. Introduction
The continuously increasing demand for cost reduction, together with high performance product requirements, is leading to substantial research and engineering developments in new materials and tailored joining technologies [
1]. The outcomes of these efforts are mixed and hybrid structures in which the properties and performance of products are improved through combining the properties and behaviors of each specific material [
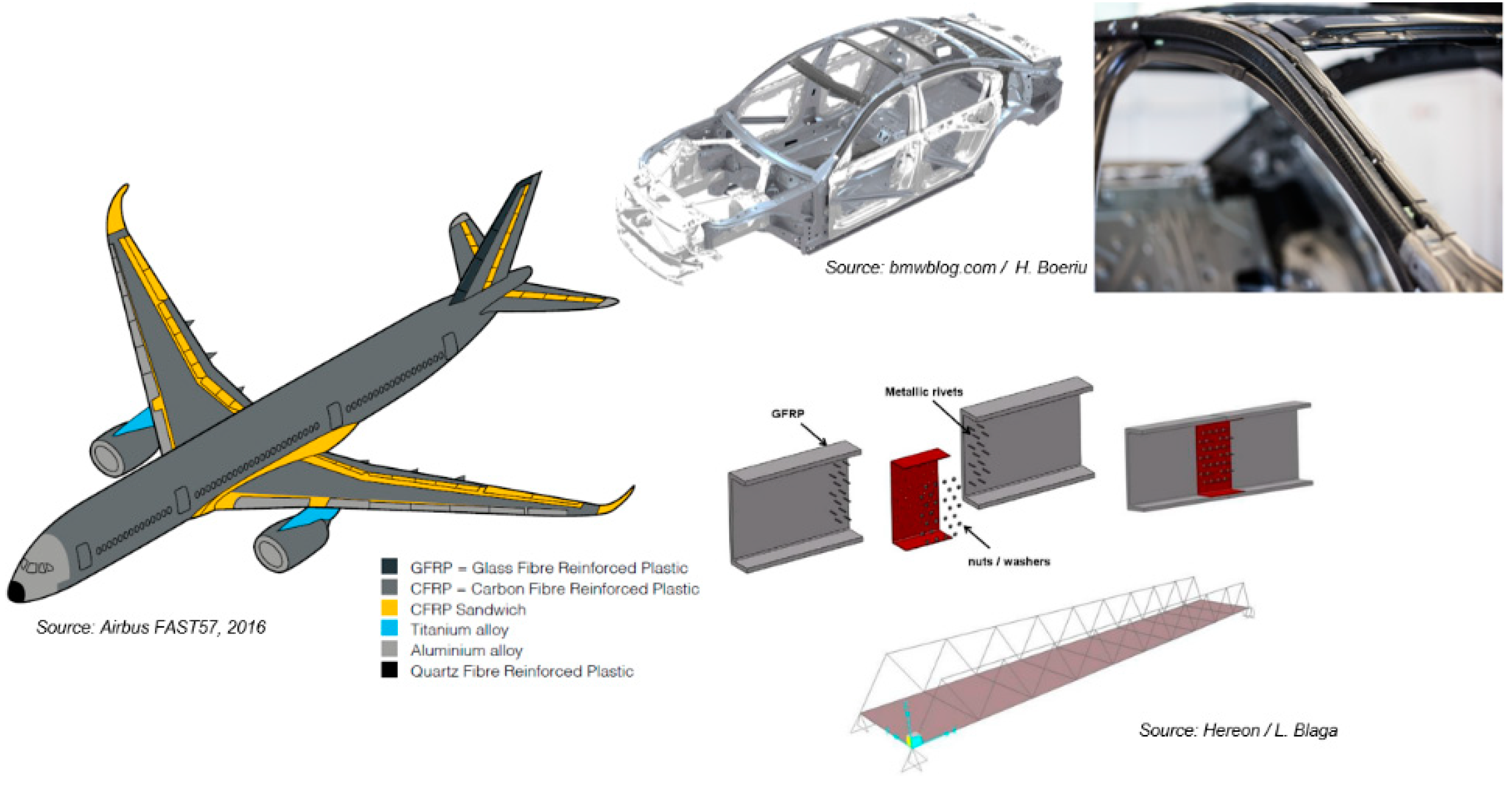
2]. Hybrid polymer–metal structures are used in such way in a several engineering applications, as exemplified in
Figure 1.
Due to strong dissimilarities in physical-chemical properties, hybrid joints between metals and polymers are challenging, more so because of geometrical and design considerations [
2]. To overcome some of the limitations of the current state of the art in hybrid joining, Friction Riveting (FricRiveting) has been developed at the Helmholtz-Zentrum Geesthacht (now Helmholtz Zentrum Hereon) in Germany as a process for joining metallic bolts (rivets) with polymeric plates [
3]. This research studies the material combination of aluminum AA204 with polyetherimide (PEI) to be joined via Friction Riveting. The feasibility of this combination has already been proven, and the joints have been characterized and optimized in a series of studies using the equipment available at the institute that holds the patent for Friction Riveting [
4,
5,
6].
Friction Riveted metallic-insert/point-on-plate joints for polymer–metal hybrid structures could be used in transportation industries or civil engineering, as well as in lower-scale electronics, in clips, stinger-skin connections, sandwich panels, or additional safety connections to welded or adhesively bonded structures. Such joints can be applied both to axial loads, whereby the rivet anchoring efficiency is of uttermost importance, and to shear loads, in which the joint configuration is single-, or double-lapped [
2]. The scope of this research paper is to validate the previous experiments for Friction Riveting under axial loading (anchoring efficiency) by using and partially adapting an existing drilling machine, contributing thus to the industrial transferability of the technique. Furthermore, the paper intends to generate new knowledge regarding the failure mode and fracture initiation within the polymeric part resisting the removal of the anchored rivet.
2. Friction Riveting
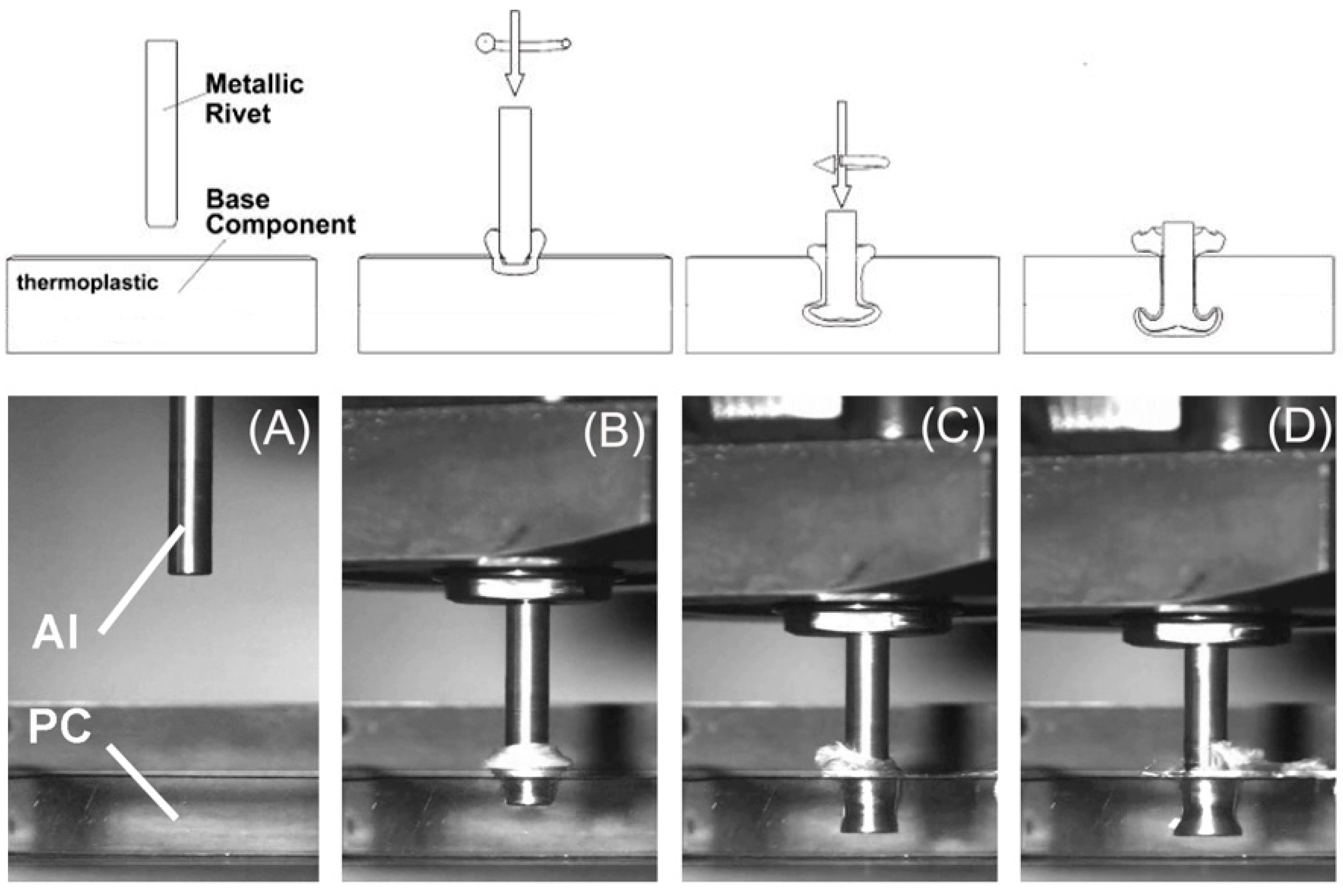
In its basic process variant involving the so-called point-on-plate or metallic-insert joint (
Figure 2), Friction Riveting consists of a rotating cylindrical metallic rivet being plastically deformed and subsequently anchored within a polymer or polymeric composite plate. The joining occurs mainly through the mechanical interlocking and anchoring of the plastically deformed tip of the metallic rivet inside the polymer part. The rotating rivet widens its diameter inside the polymer because of the increasing heat due to the friction, corroborated by heat concentration in the joint formation area due to the insulating properties of polymers [
7]. Adhesion between the partially softened or molten polymer after its reconsolidation might also contribute to the joining mechanisms, as well as to the micromechanical interlocking at the rivet–polymer interface. The softened/molten polymeric material from the joining area, along the path of the inserting rivet, is expelled during the process as flash material, which can be removed during or after the process by cutting [
8].
Despite significant studies and characterizations of different material combinations in Friction Riveting, the technique was not applied outside of laboratory environments and industrial machinery. The scope of this research paper is to validate the previous experiments by using and partially adapting an existing drilling machine, contributing thus to the industrial transferability of the technique and concomitantly to the modelling of joint mechanical behavior for an improved understanding of the failure of such joints under axial loading.
4. Results and Discussion
As described in
Section 3.2, AA2024-T351 rivets were successfully deformed and anchored within PEI plates. The final joining parameters were a rotational speed of 10,000 rpm, a joining force of 1950 N, and displacement at friction manually controlled as described in
Section 3.2. Lower rotational speeds were tested but led to insufficient deformation and thus no presence of rivet anchoring, while increased loads produced either rivet buckling or full drilling of the PEI plate.
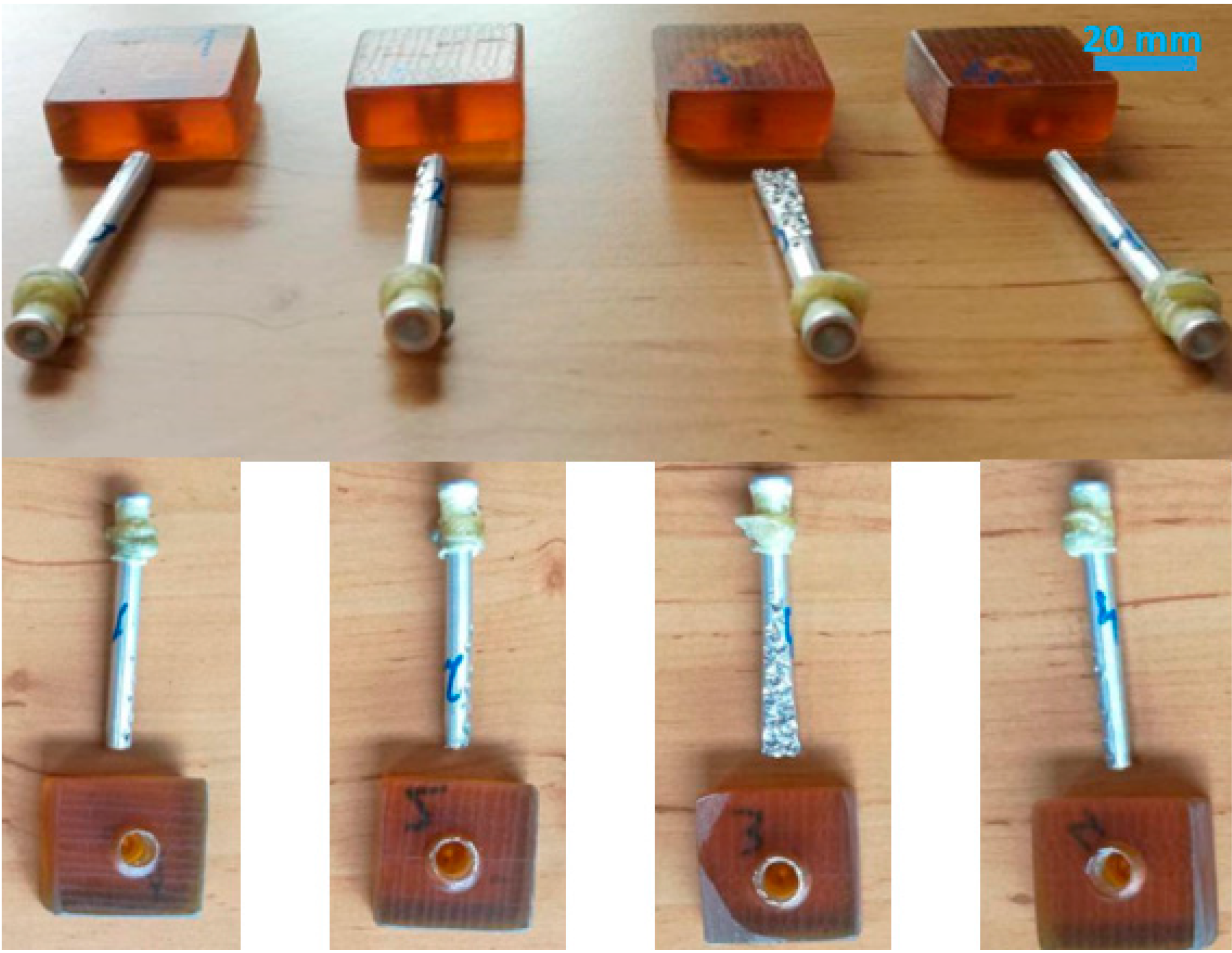
Four specimens were mechanically tested, as described in
Section 3.3, leading to an ultimate pullout force of 9500 ± 900 N. All tested samples failed by full rivet pullout, as shown in
Figure 6.
One can observe that a certain volume of polymeric material is adhered to the rivet. This consists of both the flash expelled during the friction riveting process, as well as a narrow layer of polymer displaced from the composite plate’s surface, which corresponds to the full rivet pullout failure observed by Pina Cipriano et al. [
6] and first identified as Type III failure of Friction Riveting joints by Rodriguez et al. [
7].
For a better comprehension of the mechanical behavior of the anchored rivet under tensile loading, the results of the mechanical tests were compared with the FE models.
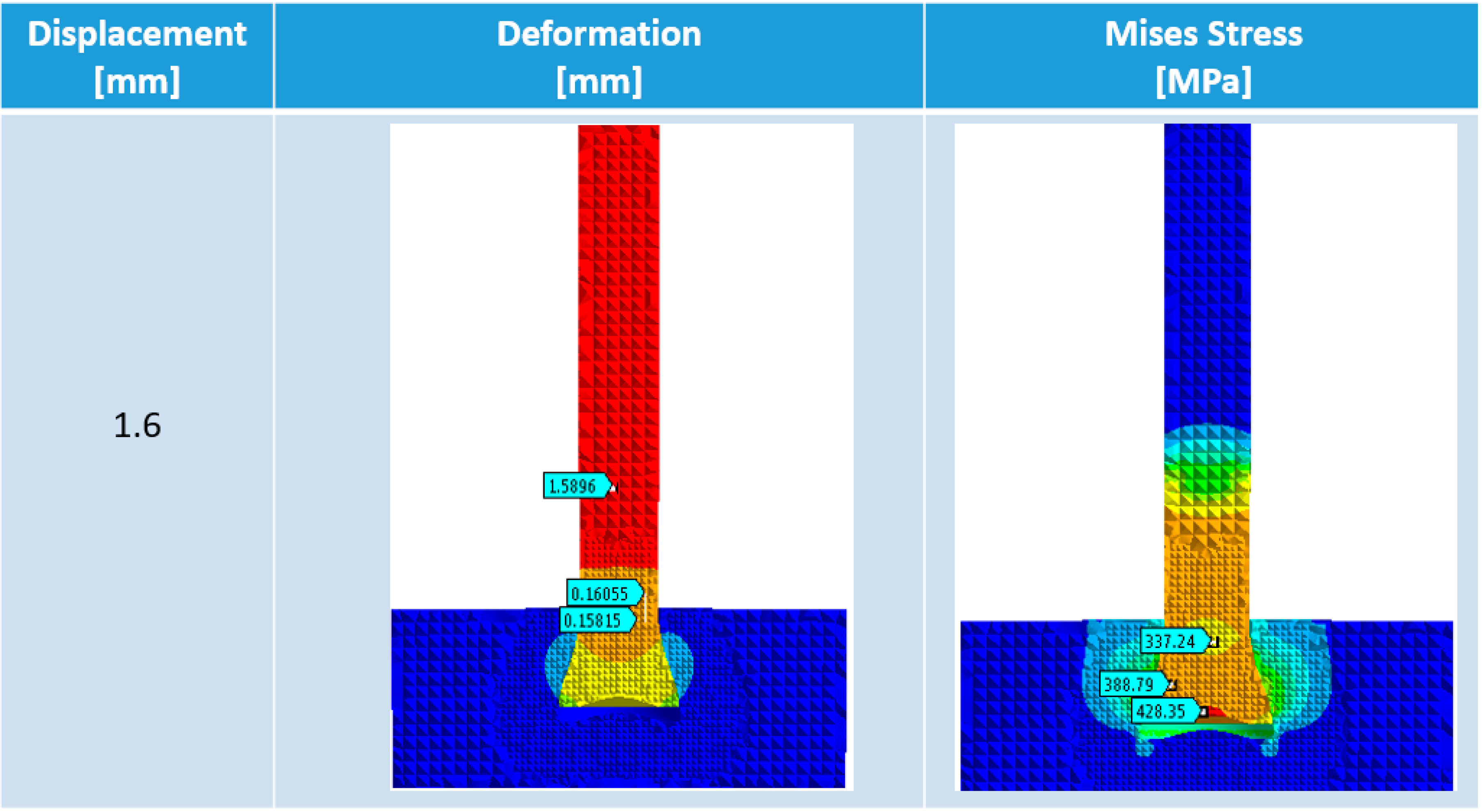
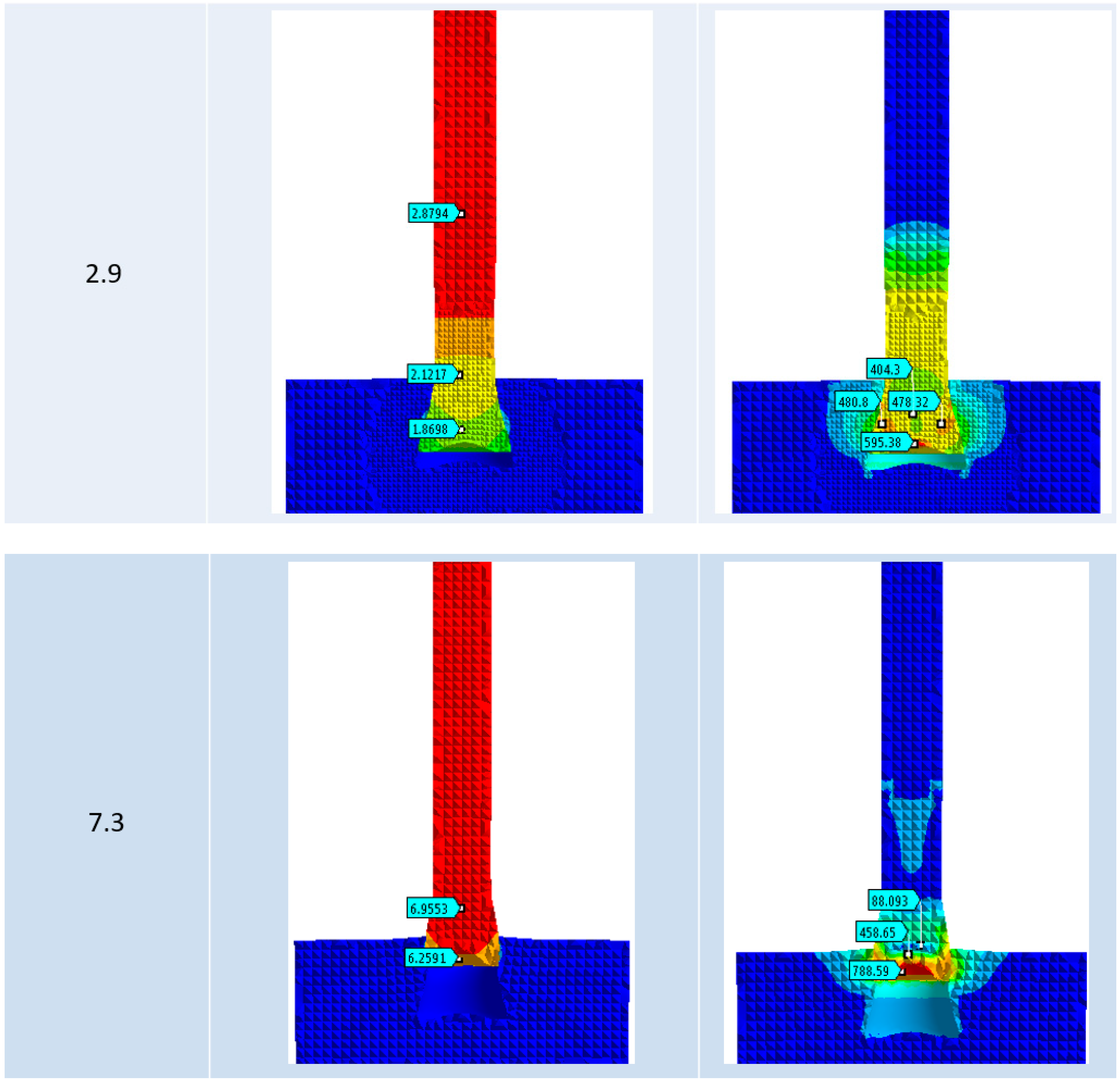
Figure 7 presents a numerical model of the development of the deformations and Misses stresses during the rivet displacement.
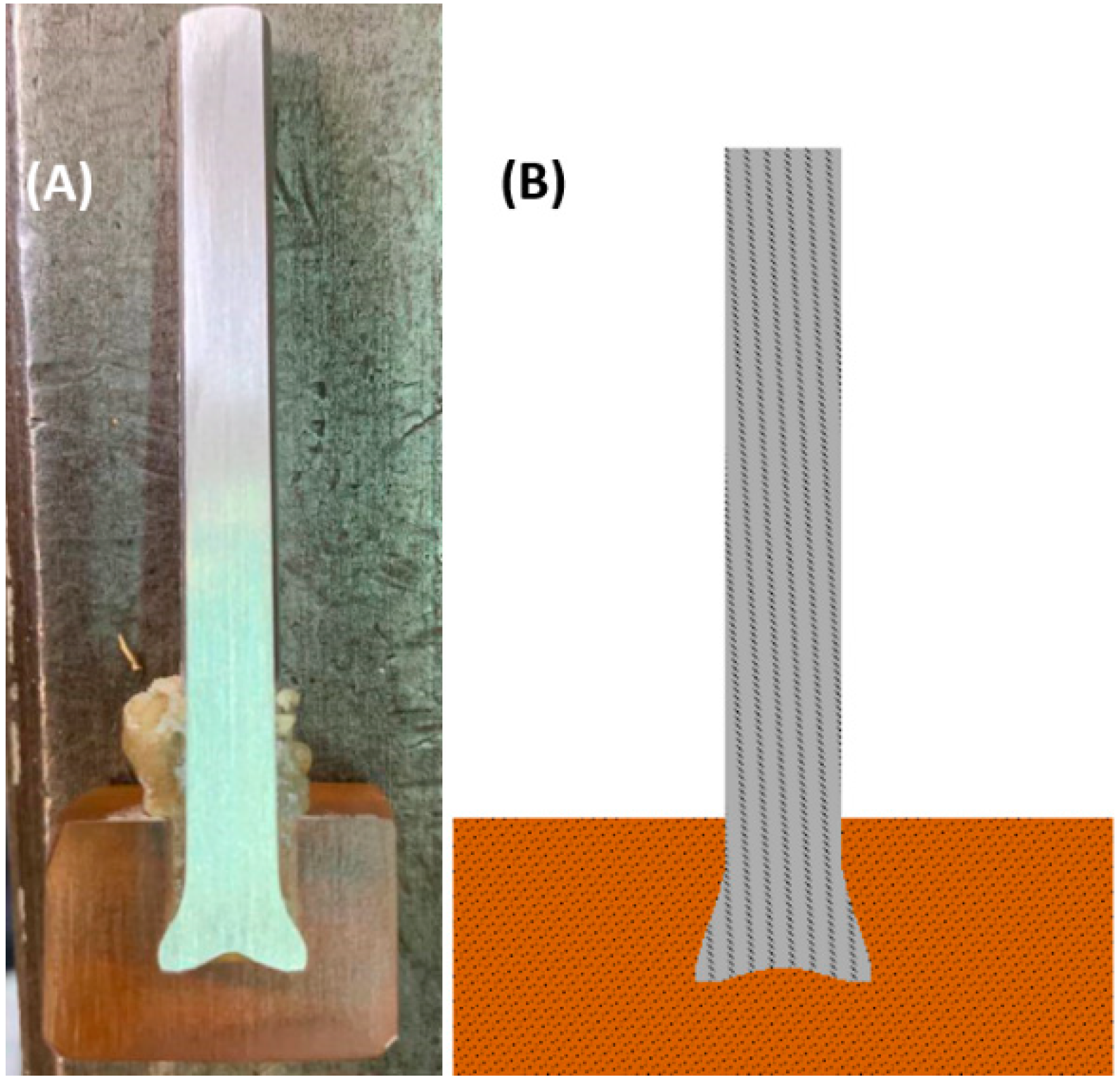
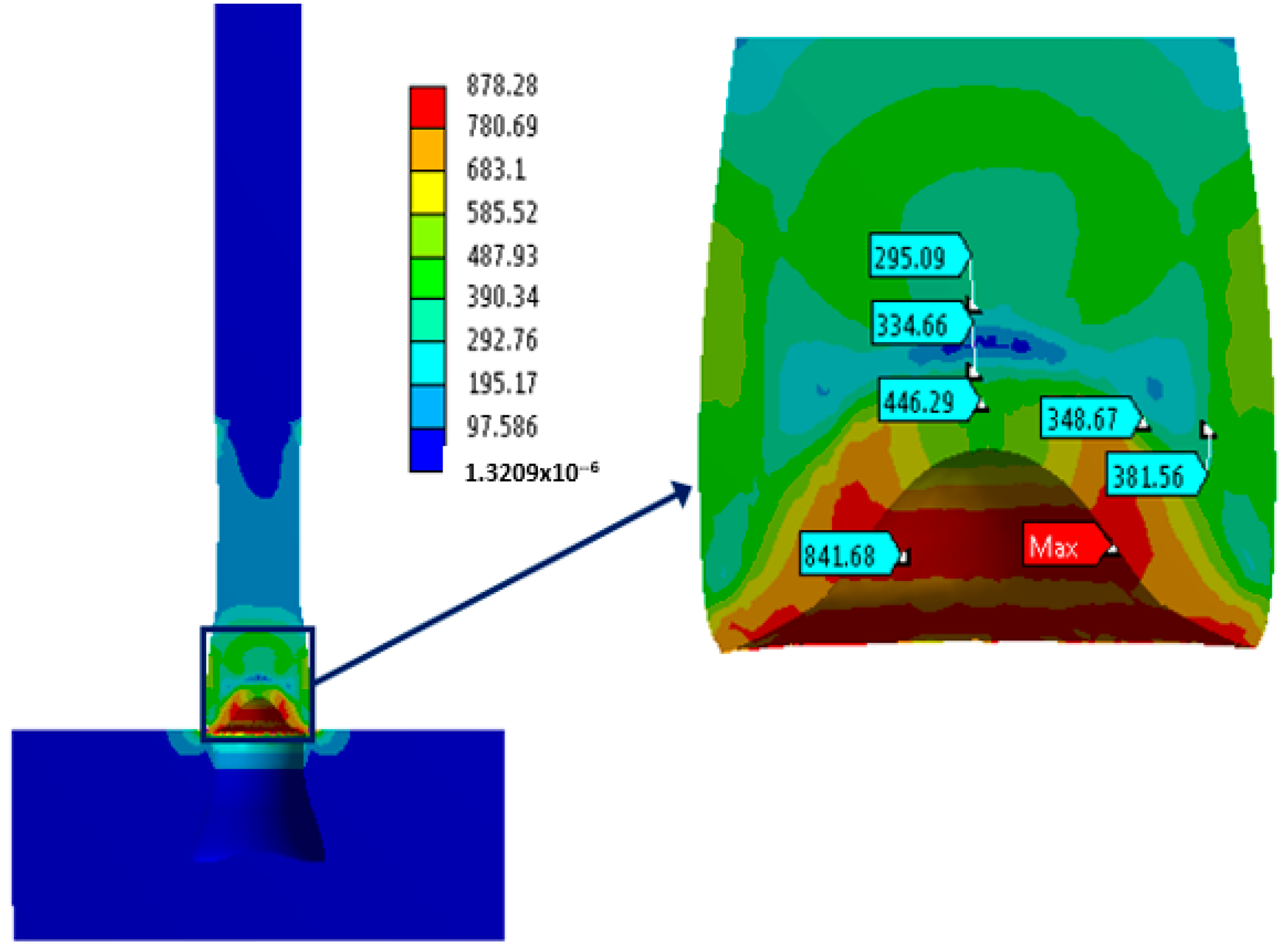
The ultimate failure (
Figure 8) occurs in the experiments via complete removal of the anchored rivet, without additional cracks in the polymeric material. The ultimate value of the stress was 878 MPa, present only at the surface of the joint, indicating the weakening of the polymeric material above the deformed rivet, leading to a lower resistance to the removal of the metallic anchor. Deeper in the joining area, close to the actual anchoring, the stresses decrease to less than a half of the surface value; therefore, the rivet does not achieve the ultimate yield stress and is instead removed and shifts toward the surface. Furthermore, the initialization of the removal of the rivet from the anchoring area can be observed.
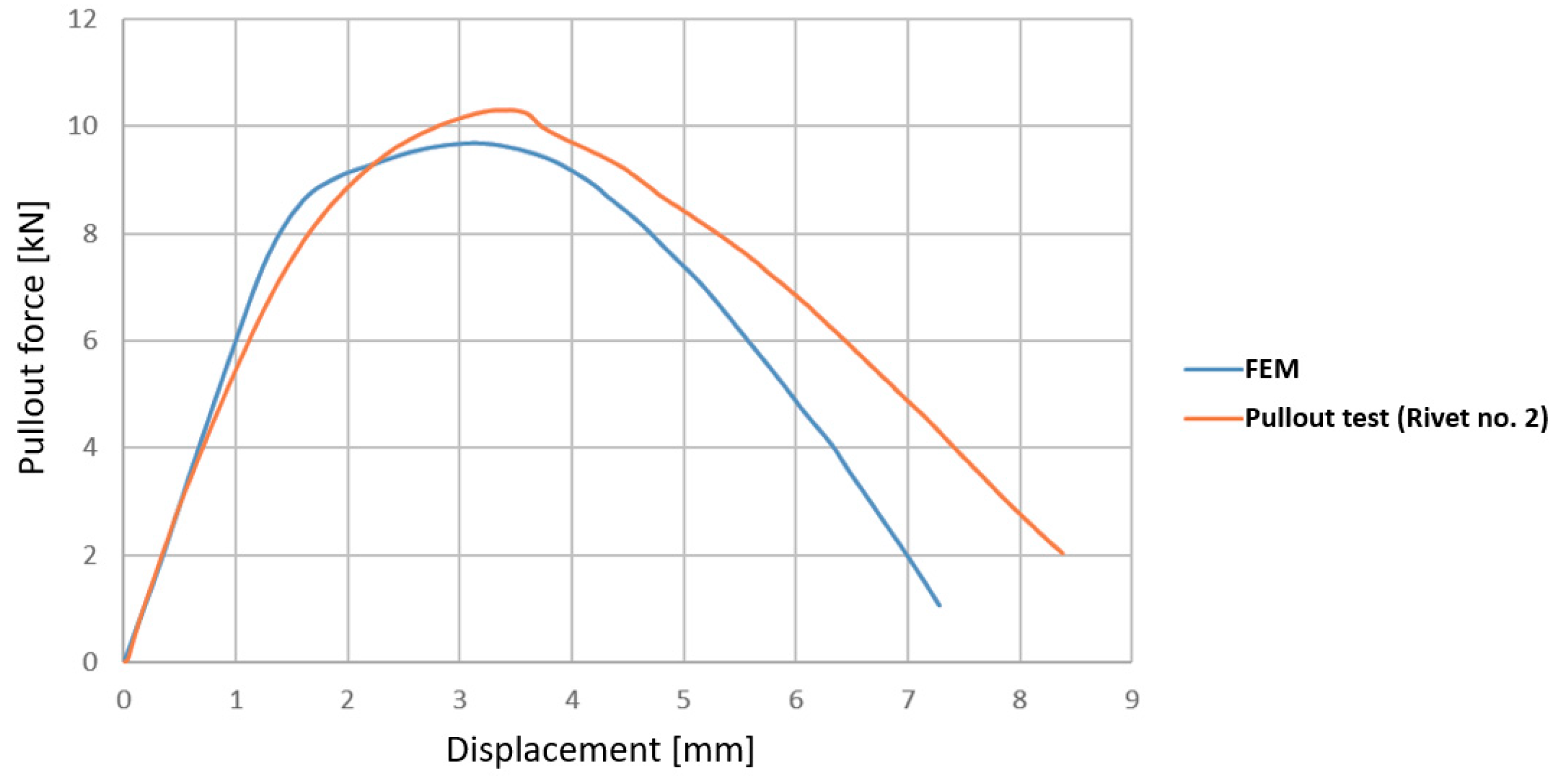
Figure 9 compares the stress–stress curves of both the FE model and the experimental data, showing their agreement. Pina Cipriano et al. previously investigated the correlation of the anchoring deformation, ultimate tensile force, and subsequent joint failure for the same material combination as in the present paper [
5,
6]. By addressing the anchoring efficiency in terms of volumetric ratio and via statistical analysis, they showed that the most significant process parameter is the joining force (friction force in their work). It has to be noted that the work of Pina Cipriano et al. was performed on dedicated laboratory equipment, specifically designed for Friction Riveting [
5,
6]. As also mentioned in their research report, the joining force is of highest importance for joint formation, given sufficient heat input provided by the parameters of rotational speed and the rotational speed–joining force interaction. The current study shows to some extent that the rotational speed required can be as low as 10,000 rpm for deformation and anchoring to occur. Indeed, increased mechanical performance and an improved failure type still has to be accomplished when transferring the technology to simpler devices. The recommendation would be to increase the joining force and future research will have to confirm this. Nonetheless, factors such as rivet buckling and oversized deformation (leading to weak anchoring) will have to be considered in that case, as well as joining-energy efficiency.
Borges et al. analyzed previous FE models of PEI/AA2024 Friction Riveting joints [
10], which cannot be applied directly to the current work, as the joining conditions, equipment, and most important, the mechanical behavior differ. In the work of Borges et al., optimized joints were modelled with a final fracture within the shaft of the metallic rivet. The disagreement between models and experiments of around 10% was supposedly due to geometrical simplifications [
10]. Moreover, the Johnson–Cook failure model was applied to the rivet, which could not be the case in the present investigation, as the failure initiates and finalizes within the polymeric material only (metallic rivet completely removed with some adhesion and fracture at the PEI-AA2024 interface).
A limited number of researchers have successfully attempted Friction Riveting. Hynes et al. performed low-speed Friction Riveting of AA1100 threaded rivets with polymethyl methacrylate (PMMA) using in-house adapted Friction Riveting equipment with a spindle capable of up to 3000 rpm [
11]. The authors also reported the Type III failure for some of their joints, with SEM observations linking this to the rupture of the polymeric material due to the applied tensile load, similar to the current work. This was indicated by serrations on the surface of the molten PMMA [
11]. Future research will investigate changes in physical-chemical properties within the PEI-AA2024 interface as well as the expelled flash material. Furthermore, the influence of threads on both joint formation and mechanical performance will have to be analyzed and correlated with the microstructural changes within the materials. Gagliardi et al. used an adapted milling machine for Friction Riveting of titanium grade two-holed cylindrical rivets with both pure and GF-reinforced polyamide 6 (PA6), showing that the spindle speed (referred as rotational speed in other publications on Friction Riveting) is the main process parameter affecting the mechanical performance/anchoring force [
12].














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}