Dynamic Modeling and Control of a Coupled Reforming/Combustor System for the Production of H2 via Hydrocarbon-Based Fuels



Abstract
:1. Introduction
2. Mathematical Modeling and Process System Description
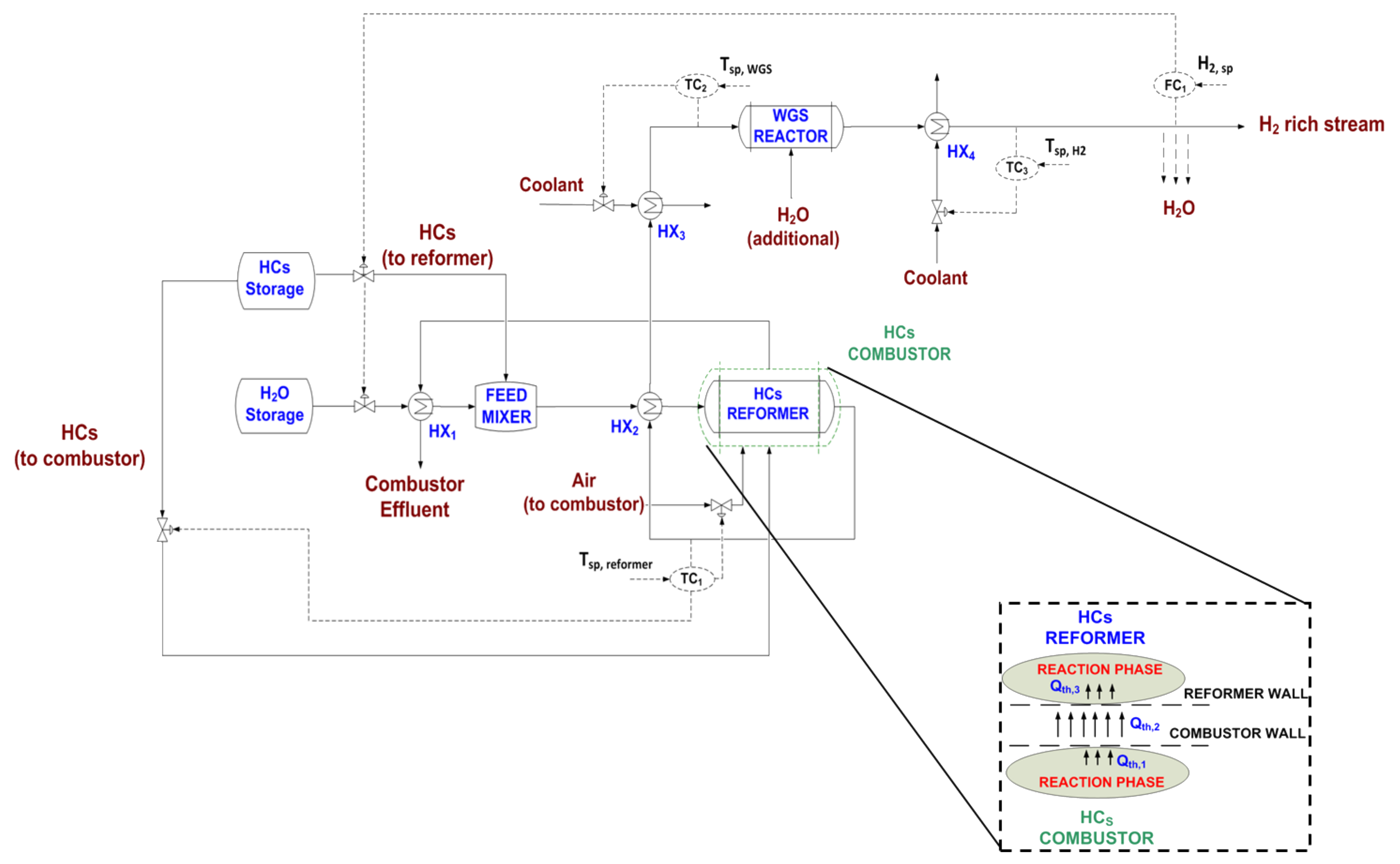
2.1. Process System Description
2.2. Dynamic Modeling
2.2.1. HCs Combustion Unit
2.2.2. HCs Reformer Reactor
2.2.3. Heat Exchangers HX1–HX4
2.2.4. Water Gas Shift (WGS) Reactor
2.2.5. Model Comparison with Available Data (Steady-State Simulation)
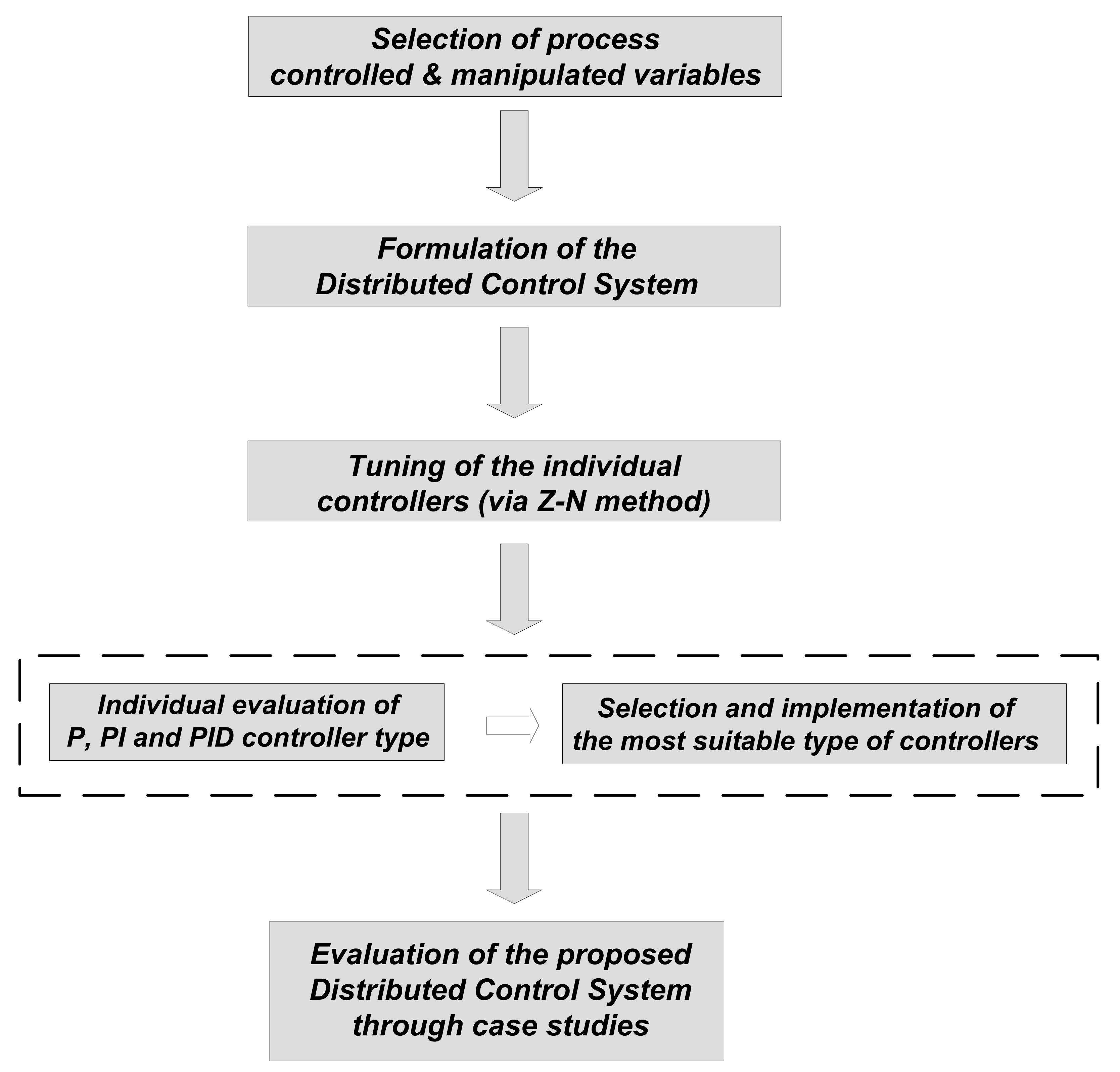
3. Control Structure Implementation
- Step 1: Selection of process controlled and manipulated variables (based on predefined targets and not through a systematic approach for this preliminary study) and formulation of the Distributed Control System (placement of feedback controllers in the studied process).
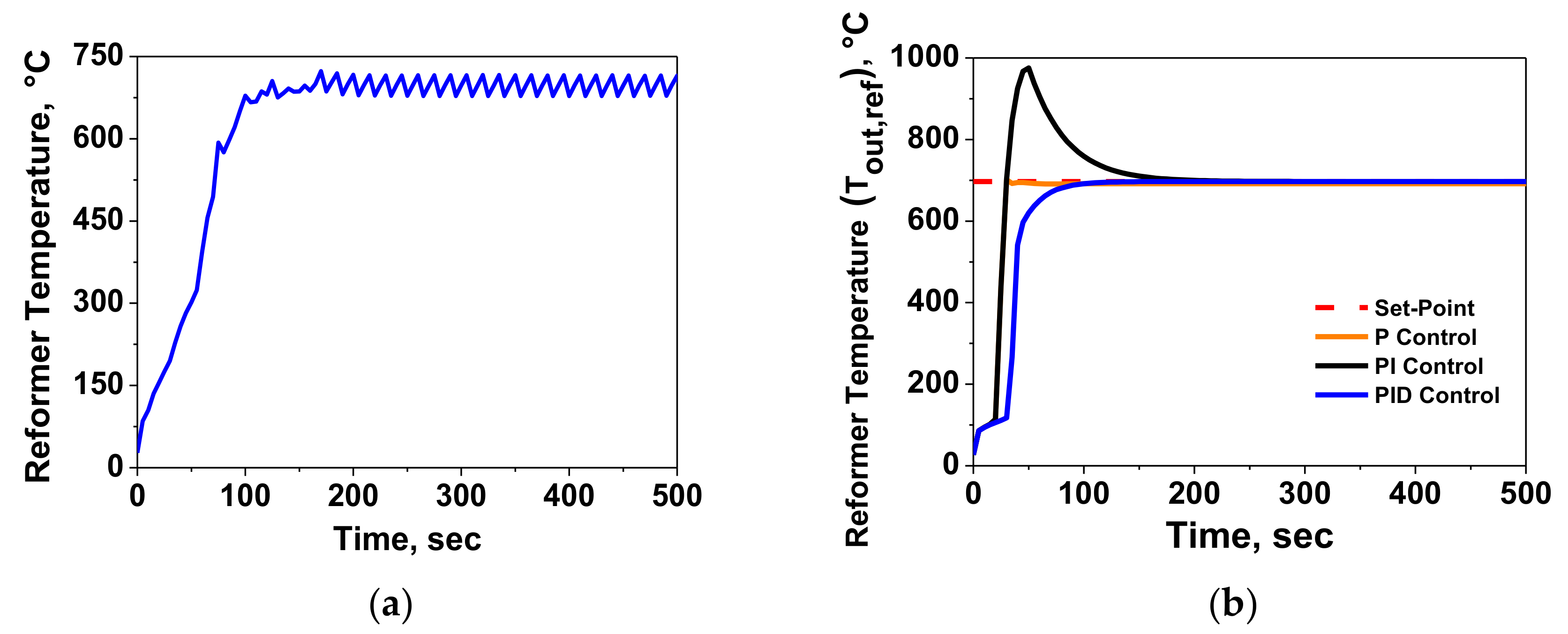
- Step 2: Tuning of the applied controllers and individual evaluation of the different types (P, PI, PID).
- Step 3: Implementation of the selected (based on Step 2) type of controllers (either, P, PI, or PID) and fine tuning (if necessary).
- Step 4: Simulation of case scenarios based on realistic operation modes.
4. Evaluation of Control Structure: Analysis and Results of Simulated Scenarios
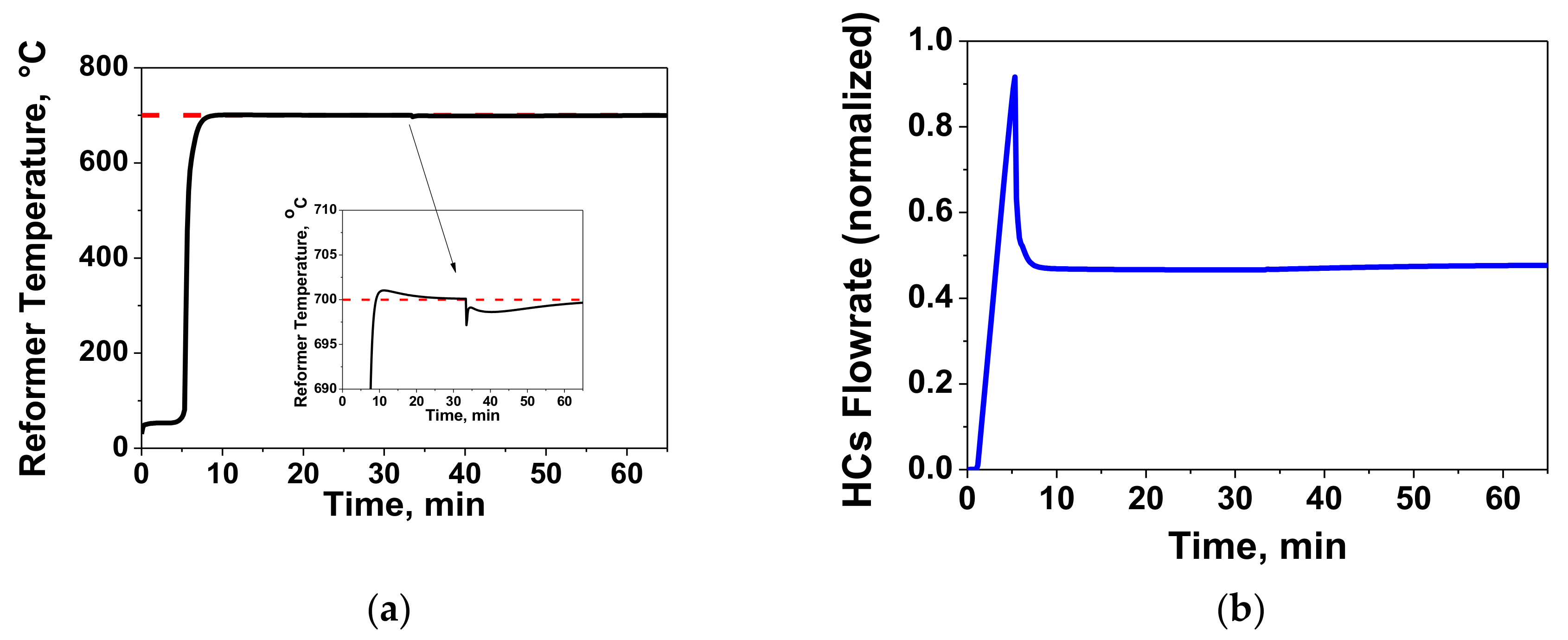
4.1. Set-Point Trajectory (Scenario 1)
4.2. Disturbance Rejection (Scenario 2)
5. Discussion
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| A | surface area (m2) |
| C | molar concentration (mol m−3) |
| Cp | specific heat capacity (J mol−1 K−1) |
| E | activation energy (J mol−1) |
| F | molar flowrate (mol s−1) |
| k | pre-exponential factor |
| Keq | chemical equilibrium constant |
| K | proportional gain |
| m | mass (kg) |
| P | pressure (bar) |
| p(t) | controller output signal |
| ps | controller bias |
| Q | volumetric flowrate (m3 s−1) |
| Qth | heat flow (J s−1) |
| R | universal gas constant (J mol−1 K−1) |
| Rj | reaction rate (mol s−1) |
| T | temperature (K) |
| Td | derivative time constant |
| Ti | integral time constant |
| U | heat transfer coefficient (W m−2 K−1) |
| V | volume (m3) |
| WGS | water–gas shift |
| x | mass fraction |
| Y | controlled variable |
| t | time (s or min) |
| Greek symbols | |
| ΔH | reaction enthalpy (J mol−1 K−1) |
| ε | emissivity |
| ε(t) | error |
| ν | stoichiometric coefficient |
| ρ | mass density (kg/m3) |
| σ | Stefan–Boltzmann constant (W m−2 K−4) |
| Subscripts | |
| amb | ambient |
| chem | chemical |
| eq | equilibrium |
| in | inlet |
| out | outlet |
| rad | radiative |
| ref | reference |
| sp | set point |
| th | thermal |
| total | total |
| wall | wall conditions |
Appendix A
Appendix A.1. Mass Balance
Appendix A.2. Heat Duties for the HCs Combustion Unit (Section 2.2.1)
Appendix A.3. Heat Duties for the HCs Reformer Reactor (Section 2.2.2)
Appendix A.4. Heat Duties for the WGS Reactor (Section 2.2.4)
References
- Chen, T.D.; Kockelman, K.M. Carsharing’s life-cycle impacts on energy use and greenhouse gas emissions. Transp. Res. Part D Transp. Environ. 2016, 47, 276–284. [Google Scholar] [CrossRef]
- Liu, W.; King, D.; Liu, J.; Johnson, B.; Wang, Y.; Yang, Z. Critical material and process issues for CO2 separation from coal-powered plants. JOM 2009, 61, 36–44. [Google Scholar] [CrossRef]
- Manzolini, G.; Giuffrida, A.; Cobden, P.D.; van Dijk, H.A.J.; Consonni, F. Techno-economic assessment of SEWGS technology when applied to integrated steel-plant for CO2 emission mitigation. Int. J. Greenh. Gas Control 2020, 94, 102935. [Google Scholar] [CrossRef]
- Proaño, L.; Sarmiento, A.T.; Figueredo, M.; Cobo, M. Techno-economic evaluation of indirect carbonation for CO2 emissions capture in cement industry: A system dynamics approach. J. Clean. Prod. 2020, 263, 121457. [Google Scholar] [CrossRef]
- Marocco, P.; Ferrero, D.; Gandiglio, M.; Ortiz, M.M.; Santarelli, M. A study of the techno-economic feasibility of H2-based energy storage systems in remote areas. Energ. Convers. Manag. 2020, 211, 112768. [Google Scholar] [CrossRef]
- Veziroglu, A.; MacArio, R. Fuel cell vehicles: State of the art with economic and environmental concerns. Int. J. Hydrogen. Energy 2011, 36, 25–43. [Google Scholar] [CrossRef]
- Kim, J.; Kim, T. Compact PEM fuel cell system combined with all-in-one hydrogen generator using chemical hydride as a hydrogen source. Appl. Energy 2014, 160, 945–953. [Google Scholar] [CrossRef]
- Meloni, E.; Martino, M.; Palma, V. A Short Review on Ni Based Catalysts and Related Engineering Issues for Methane Steam Reforming. Catalysts 2020, 10, 352. [Google Scholar] [CrossRef] [Green Version]
- Do, J.Y.; Chava, R.K.; Son, N.; Kim, J.; Park, N.-K.; Lee, D.; Seo, M.W.; Ryu, H.-J.; Chi, J.H.; Kang, M. Effect of Ce Doping of a Co/Al2O3 Catalyst on Hydrogen Production via Propane Steam Reforming. Catalysts 2018, 8, 413. [Google Scholar] [CrossRef] [Green Version]
- Pashchenko, D. Combined methane reforming with a mixture of methane combustion products and steam over a Ni-based catalyst: An experimental and thermodynamic study. Energy 2019, 185, 573–584. [Google Scholar] [CrossRef]
- Gao, N.; Cheng, M.; Quan, C.; Zheng, Y. Syngas production via combined dry and steam reforming of methane over Ni-Ce/ZSM-5 catalyst. Fuel 2020, 2731, 117702. [Google Scholar] [CrossRef]
- Keshavarz, A.R.; Soleimani, M. Nano-sized Ni/(CaO)x-(Al2O3)y catalysts for steam pre-reforming of ethane and propane in natural gas: The role of CaO/Al2O3 ratio to enhance conversion efficiency and resistance to coke formation. J. Nat. Gas Sci. Eng. 2017, 45, 1–10. [Google Scholar] [CrossRef]
- Recupero, V.; Pino, L.; Vita, A.; Cipitı, F.; Cordaro, M.; Laganà, M. Development of a LPG fuel processor for PEFC systems: Laboratory scale evaluation of autothermal reforming and preferential oxidation subunits. Int. J. Hydrogen. Energy 2005, 30, 963–971. [Google Scholar] [CrossRef]
- Sasaki, K.; Takahashi, I.; Kuramoto, K.; Tomomichi, K.; Terai, T. Reactions on Ni-YSZ cermet anode of solid oxide fuel cells during internal steam reforming of n-octane. Electrochim. Acta 2018, 2591, 94–99. [Google Scholar] [CrossRef]
- Park, N.-K.; Lee, Y.J.; Kwon, B.C.; Lee, T.J.; Kang, S.H.; Hong, B.U.; Kim, T. Optimization of Nickel-Based Catalyst Composition and Reaction Conditions for the Prevention of Carbon Deposition in Toluene Reforming. Energies 2019, 12, 1307. [Google Scholar] [CrossRef] [Green Version]
- Al-Musa, A.; Al-Saleh, M.; Ioakeimidis, Z.C.; Ouzounidou, M.; Yentekakis, I.V.; Konsolakis, M.; Marnellos, G.E. Hydrogen production by iso-octane steam reforming over Cu catalysts supported on rare earth oxides (REOs). Int. J. Hydrogen. Energy 2014, 39, 1350–1363. [Google Scholar] [CrossRef]
- Al-Musa, A.A.; Ioakeimidis, Z.S.; Al-Saleh, M.S.; Al-Zahrany, A.; Marnellos, G.E.; Konsolakis, M. Steam reforming of iso-octane toward hydrogen production over mono- and bi-metallic CueCo/CeO2 catalysts: Structure-activity correlations. Int. J. Hydrogen. Energy 2014, 39, 19541–19554. [Google Scholar] [CrossRef]
- Zečević, N.; Bolf, N. Integrated Method of Monitoring and Optimization of Steam Methane Reformer Process. Processes 2020, 8, 408. [Google Scholar] [CrossRef] [Green Version]
- Stamps, A.T.; Gatzke, E.P. Dynamic modeling of a methanol reformer—PEMFC stack system for analysis and design. J. Power Sources 2006, 161, 356–370. [Google Scholar] [CrossRef]
- Xiang, D.; Li, P.; Yuan, X. Process Modeling, Optimization, and Heat Integration of Ethanol Reforming Process for Syngas Production with High H2/CO Ratio. Processes 2019, 7, 960. [Google Scholar] [CrossRef] [Green Version]
- El-Sharkh, M.Y.; Rahman, A.; Alam, M.S.; Byrne, P.C.; Sakla, A.A.; Thomas, T. A dynamic model for a stand-alone PEM fuel cell power plant for residential applications. J. Power Sources 2004, 138, 199–204. [Google Scholar] [CrossRef]
- Pravin, P.S.; Gudi, R.D.; Bhartiya, S. Dynamic Modeling and Control of an Integrated Reformer-Membrane-Fuel Cell System. Processes 2018, 6, 169. [Google Scholar]
- Lin, S.T.; Chen, Y.H.; Yu, C.C.; Liu, Y.C.; Lee, C.H. Dynamic modeling and control structure design of an experimental fuel processor. Int. J. Hydrogen. Energy 2006, 31, 413–426. [Google Scholar] [CrossRef]
- Funke, M.; Kühl, H.D.; Faulhaber, S.; Pawlik, J. A dynamic model of the fuel processor for a residential PEM fuel cell energy system. Chem. Eng. Sci. 2009, 64, 1860–1867. [Google Scholar] [CrossRef]
- Pukrushpan, J.T.; Stefanopoulou, A.G.; Peng, H. Control of Fuel Cell Power Systems, 1st ed.; Springer: London, UK, 2005. [Google Scholar]
- Biset, S.; Deglioumini, L.N.; Basualdo, M.; Garcia, V.M.; Serra, M. Analysis of the control structures for an integrated ethanol processor for proton exchange membrane fuel cell systems. J. Power Sources 2009, 192, 107–113. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Chmielewski, D.J.; Papadias, D. Autothermal reforming of gasoline for fuel cell applications: Controller design and analysis. J. Power Sources 2008, 182, 298–306. [Google Scholar] [CrossRef]
- Schädel, B.T.; Duisberg, M.; Deutschmann, O. Steam reforming of methane, ethane, propane, butane, and natural gas over a rhodium-based catalyst. Catal. Today 2009, 142, 42–51. [Google Scholar] [CrossRef]
- Chen, B.; Yang, T.; Xiao, W.; Nizamani, A.K. Conceptual Design of Pyrolytic Oil Upgrading Process Enhanced by Membrane-Integrated Hydrogen Production System. Processes 2019, 7, 284. [Google Scholar] [CrossRef] [Green Version]
- Ipsakis, D.; Ouzounidou, M.; Papadopoulou, S.; Seferlis, P.; Voutetakis, S. Dynamic modeling and control analysis of a methanol autothermal reforming and PEM fuel cell power system. Appl. Energy 2017, 208, 703–718. [Google Scholar] [CrossRef]
- Delikonstantis, E.; Scapinello, M.; Stefanidis, G.D. Investigating the Plasma-Assisted and Thermal Catalytic Dry Methane Reforming for Syngas Production: Process Design, Simulation and Evaluation. Energies 2017, 10, 1429. [Google Scholar] [CrossRef] [Green Version]
- Sarma, P.J.; Gardner, C.L.; Chugh, S.; Sharma, A.; Kjeang, E. Strategic implementation of pulsed oxidation for mitigation of CO poisoning in polymer electrolyte fuel cells. J. Power Sources 2020, 468, 228352. [Google Scholar] [CrossRef]
- Konsolakis, M.; Lykaki, M.; Stefa, S.; Carabineiro, S.A.C.; Varvoutis, G.; Papista, E.; Marnellos, G.E. CO2 Hydrogenation over Nanoceria-Supported Transition Metal Catalysts: Role of Ceria Morphology (Nanorods versus Nanocubes) and Active Phase Nature (Co versus Cu). Nanomaterials 2019, 9, 1739. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Konsolakis, M.; Lykaki, M. Recent Advances on the Rational Design of Non-Precious Metal Oxide Catalysts Exemplified by CuOx/CeO2 Binary System: Implications of Size, Shape and Electronic Effects on Intrinsic Reactivity and Metal-Support Interactions. Catalysts 2020, 10, 160. [Google Scholar] [CrossRef] [Green Version]
- Varvoutis, G.; Lykaki, M.; Stefa, S.; Papista, E.; Carabineiro, S.A.C.; Marnellos, E.; Konsolakis, M. Remarkable efficiency of Ni supported on hydrothermally synthesized CeO2 nanorods for low-temperature CO2 hydrogenation to methane. Catal. Commun. 2020, 142. in press. [Google Scholar] [CrossRef]
- Díez-Ramírez, J.; Sánchez, P.; Kyriakou, V.; Zafeiratos, S.; Marnellos, G.E.; Konsolakis, M.; Dorado, F. Effect of support nature on the cobalt-catalyzed CO2 hydrogenation. J. CO2 Util. 2017, 21, 562–571. [Google Scholar] [CrossRef]
- Astrom, K.J.; Hagglund, T. PID Controllers: Theory, Design, and Tuning, 2nd ed.; Instrument Society of America: Research Triangle Park, NC, USA, 1995. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reactions | Reaction Kinetics |
|---|---|
| HCs Reformer Unit R1a/b: CnH2n+2 + n∙H2O→ n∙CO + (2n + 1)∙H2 R2: CO + H2O ↔ H2 + CO2 R3: CO + 3∙H2 →CH4 + H2O | |
| WGS Unit CO + H2O ↔ H2 + CO2 | |
| Combustor Unit CnH2n+2 + (3n + 1)/2∙O2 → n∙CO2 + (n + 1)∙H2O |
| Process Variable | Aspen Plus Results | Dynamic Modeling Results |
|---|---|---|
| Reformer Exit | H2: 71–74% | H2: 72.5–74% |
| CO2: 11.5–12.5% | CO2: 12.0–13% | |
| CO: 13.5–14.5% | CO: 14.2–15% | |
| CH4: 1.0–1.2% | CH4: 1.0–1.1% | |
| WGS Exit | H2: 74–76.5% | H2: 75.5–77% |
| CO2: 22–23% | CO2: 22.3–23% | |
| CO: 1.2–1.4% | CO: 1.0–1.5% | |
| CH4: 0.9–1.1% | CH4: 0.9–1% |
| Controller | Type of Controller | K | Ti | Td |
|---|---|---|---|---|
| TC1 | PID | 2.27 × 10−6 | 150.0 s | 7.0 s |
| TC2 | PID | 5.89 × 10−3 | 130.0 s | 10.0 s |
| TC3 | PID | 2.94 × 10−3 | 150.0 s | 13.75 s |
| FC1 | PID | 4.00 × 10−2 | 100.0 s | 4.3 s |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ipsakis, D.; Damartzis, T.; Papadopoulou, S.; Voutetakis, S. Dynamic Modeling and Control of a Coupled Reforming/Combustor System for the Production of H2 via Hydrocarbon-Based Fuels. Processes 2020, 8, 1243. https://doi.org/10.3390/pr8101243
Ipsakis D, Damartzis T, Papadopoulou S, Voutetakis S. Dynamic Modeling and Control of a Coupled Reforming/Combustor System for the Production of H2 via Hydrocarbon-Based Fuels. Processes. 2020; 8(10):1243. https://doi.org/10.3390/pr8101243
Chicago/Turabian StyleIpsakis, Dimitris, Theodoros Damartzis, Simira Papadopoulou, and Spyros Voutetakis. 2020. "Dynamic Modeling and Control of a Coupled Reforming/Combustor System for the Production of H2 via Hydrocarbon-Based Fuels" Processes 8, no. 10: 1243. https://doi.org/10.3390/pr8101243