A Review on the Separation of Lithium Ion from Leach Liquors of Primary and Secondary Resources by Solvent Extraction with Commercial Extractants


1
Department of Advanced Materials Science & Engineering, Institute of Rare Metal, Mokpo National University, Jeollanamdo 534-729, Korea
2
College of Natural Sciences, Can Tho University, Can Tho City 900000, Viet Nam
*
Author to whom correspondence should be addressed.
Processes 2018, 6(5), 55; https://doi.org/10.3390/pr6050055
Submission received: 10 April 2018
/
Revised: 1 May 2018
/
Accepted: 9 May 2018
/
Published: 12 May 2018
(This article belongs to the Special Issue Transport of Fluids in Nanoporous Materials)
Abstract
:The growing demand for lithium necessitates the development of an efficient process to recover it from three kinds of solutions, namely brines as well as acid and alkaline leach liquors of primary and secondary resources. Therefore, the separation of lithium(I) from these solutions by solvent extraction was reviewed in this paper. Lithium ions in brines are concentrated by removing other metal salts by crystallization with solar evaporation. In the case of ores and secondary resources, roasting followed by acid/alkaline leaching is generally employed to dissolve the lithium. Since the compositions of brines, alkaline and acid solutions are different, different commercial extractants are employed to separate and recover lithium. The selective extraction of Li(I) over other metals from brines or alkaline solutions is accomplished using acidic extractants, their mixture with neutral extractants, and neutral extractants mixed with chelating extractants in the presence of ferric chloride (FeCl3). Among these systems, tri-n-butyl phosphate (TBP)- methyl isobutyl ketone (MIBK)-FeCl3 and tri-n-octyl phosphine oxide (TOPO)- benzoyltrifluoroacetone (HBTA) are considered to be promising for the selective extraction and recovery of Li(I) from brines and alkaline solutions. By contrast, in the acid leaching solutions of secondary resources, divalent and trivalent metal cations are selectively extracted by acidic extractants, leaving Li(I) in the raffinate. Therefore, bis-2,4,4-trimethyl pentyl phosphinic acid (Cyanex 272) and its mixtures are suggested for the extraction of metal ions other than Li(I).
1. Introduction
1.1. Applications and Resources
Lithium is an indispensable element in the manufacture of the electrode materials for batteries. It is also widely used in the fields of ceramic glass, enamels, adhesive, lubricant greases, metal alloys, air-conditioning and dyeing [1]. Therefore, the demand for lithium metal and its compounds has significantly increased. Albema [2] reported that lithium consumption reached 150,000 t in 2012 and is expected to increase by 50% by 2020. The increase in the demand of lithium and its compounds is related to their applications to nuclear energy and lithium-ion batteries [3]. The global market of lithium products for tradition and energy usage is shown in Table 1. Lithium-ion batteries represent about 37% of the rechargeable battery world market [1].
Lithium is found in several primary resources such as different ores, clays, brines and seawater [4]. A distribution of lithium among these resources shows that continental brines are the biggest resources (59%) of lithium, followed by pegmatite and spodumene (25%), hectorite (7%) and geothermal brines, oilfield brines and jaderite (3%) [4]. Liu et al. [5] reported that brines are rich in lithium and account for over 80% of lithium reserves in the world. There are about 20 minerals containing lithium but only four minerals, namely lepidolite (KLi1.5Al1.5[Si3O10][F,OH]2), spodumene (LiO2·Al2O3·4SiO2), petalite (LiO2·Al2O3·8SiO2) and amblygonite (LiAl[PO4][OH,F]), occur in sufficient quantities for commercial interest as well as industrial importance [4,6]. The geological features of pegmatite, brine and other types of lithium deposits and their potential for large scale and long-term production were reviewed by Kesler et al. [7]. The authors reported that total amount of lithium in these deposits is enough to meet the estimated lithium demand for the next century. The increase in demand for lithium-ion batteries results in a massive amount of scrap during the manufacture of lithium-ion batteries [8]. Therefore, the recycling of the scrap and spent lithium-ion batteries is important to recover lithium and other valuable metals [9]. In particular, spent lithium-ion batteries contain 2–7 wt % lithium and other valuable metals [10].
1.2. Lithium Recovery
Lithium demand is predominantly driven by the expansion of the battery industry. Therefore, the recovery of lithium from primary and secondary resources has attracted much attention to either meet lithium requirements or minimize waste disposal problems [4]. Pyrometallurgy and hydrometallurgy processes are commonly employed in the recovery of lithium from primary and secondary resources [4,11,12]. Although pyrometallurgical processes are techno-economically feasible, they require intensive investment and cause environment pollution [4]. Hydrometallurgical processes including acid/alkaline leaching followed by solvent extraction, ion exchange, and precipitation are considered to be promising methods, for the recovery of lithium in a pure lithium carbonate (Li2CO3) and lithium hydroxide (LiOH) form due to technological advantages such as smaller scale, minimal energy investment, minimal toxic gas emission and waste management efficiency [1]. In leaching solutions, Li(I) exists as a cationic species with other metal ions such as Na(I), K(I), Ca(II), Mg(II), etc. These metals have nearly identical ionic radii and thus the separation of Li(I) from the leaching solutions becomes more difficult [13,14,15]. For the purpose of the separation and recovery of lithium from solutions in the presence of impurities, solvent extraction, ion exchange, and precipitation have been widely employed [16,17,18,19,20,21]. In the precipitation method, impurities such as Mg(II), Ca(II) and Ni(II) should be removed before the production of lithium [16]. Precipitation has several drawbacks, such as the lower purity of the products due to the co-precipitation of other metals and slow kinetics. Ion exchange offers high separation efficiency of Li(I) from brines but the application of this method is limited in the large scale owing to the low loading capacity of resins [17,18]. Considering the high separation and recovery efficiency, low cost and easy operation, solvent extraction is commonly regarded as a favorable method to recover Li(I) from lithium resources [19,20,21]. Some commercial extractants have been employed for the recovery of Li(I) from the leaching solutions of primary and secondary resources [19,20,21]. Crown ethers and their derivatives employ ether oxygens as donor atoms (“hard base”), which coordinate well with alkali metal cations (“hard acids”) on the basis of the hard-soft acid-base (HSAB) principle [1]. Although the highly selective extraction efficiency of lithium can be obtained from the solution containing K(I), Na(I), Rb(I) and Cs(I) using crown ethers, the application of these extractants is limited due to their high cost [1]. Therefore, finding commercial extractants with a low cost and high extraction efficiency is needed for the recovery of Li(I) from lithium resources. Some review papers have been published on the recovery of lithium from primary and secondary resources by hydrometallurgy and pyrometallurgy. However, little data has been reported in these review papers on the solvent extraction of Li(I) with promising extractants [4,12]. Swain [1] reviewed the separation and purification of lithium from brines and alkaline solutions by solvent extraction and supported liquid membrane, while physical and chemical processes for the recycling of spent lithium-ion batteries were summarized by Ordonez et al. [11]. Generally, the comparison of the extraction performance of commercial extractants for the separation of lithium from different leach liquors of primary and secondary resources is scarce in the reported literature. For this purpose, the present work reviewed the separation of lithium from leach liquors of primary and secondary resources by solvent extraction with commercial extractants and their mixtures.
2. Pretreatment and Leaching of Primary and Secondary Resources
In brines, the weight percentages of Li(I) are generally 0.01–0.2 wt %, while large amounts of chloride salts of sodium, potassium, calcium, and magnesium are also present [16]. Therefore, in recovery of lithium from brines, a process of solar evaporation is widely employed to remove Na(I), K(I), Ca(II) and Mg(II) through the evaporation and crystallization of these salts [16,22]. The salts of Na(I), K(I), Ca(II) and Mg(II) are crystallized in the sun while lithium remains in the solution. After liquid-solid separation between crystallized salts and the aqueous solution containing lithium, this process is repeated several times to remove water and salts until the concentration of lithium in the solution reaches a required concentration [16,19,22]. Then the concentrated brines are fed into further purification steps such as solvent extraction, ion exchange, and precipitation to produce pure lithium products [6].
Alkaline and sulfuric acid processes are widely used in the recovery of lithium from ores and clays [6,23,24,25,26,27,28,29,30]. In alkaline processes, the roasting of the ores such as lepidolite, zinnwaldite, spodumene, and montmorillonite with Na2SO4/CaSO4/CaCO3/(CaSO4 + Ca(OH)2) at 850–1100 °C followed by water leaching is commonly employed to recover lithium [23,24,25,26,29,30]. Most of Li(I) was leached by this method and pure lithium carbonate products were obtained by evaporation and precipitation with sodium carbonate [23,24,25,26,29,30]. Several researchers suggested a possible process to recover lithium from petalite concentrate as a solution of lithium sulfate by following three main steps: (i) calcination; (ii) the roasting of the calcines with sulfuric acid; and (iii) water leaching [6,27,28]. The solutions of lithium sulfate were subsequently converted to lithium carbonate as a final lithium product by the addition of sodium carbonate to the solutions after pH adjustment, purification and evaporation [12]. However, disadvantages of sulfuric acid processes are the requirement of a strong acid concentration and complicated purification processes. The recovery efficiency of Li(I) from ores and clays by calcination and roasting followed by water leaching is summarized in Table 2.
Spent lithium-ion batteries are made up of valuable metals (Co(II), Ni(II) and Li(I)), organic chemical products and plastics. Thus, preliminary mechanical separation processes and thermal treatments are carried out to treat the outer cases and shells and to concentrate the metallic fraction before applying hydrometallurgical processes (acid/alkaline leaching, solvent extraction, precipitation and electrochemical processes) [11]. Lithium cobalt oxide (LiCoO2) is commonly used as an active cathode material, which is very difficult to dissolve by common leaching reagents. Various inorganic acids (HCl, HNO3 and H2SO4) and organic acids (citric acid, oxalic acid, ascorbic acid and 2-hydroxybutanedioic acid (DL-malic acid) have been employed to dissolve the active cathode materials [11]. In order to enhance the leaching efficiency of metals in spent lithium-ion batteries and to reduce acid consumption, the addition of reducing agents such as H2O2 and NaHSO3 is required in leaching processes [31,32,33,34,35,36]. Among the inorganic acids, HCl leaching offers a higher leaching efficiency of Co(II), Li(I) and Ni(II) than that of H2SO4 and HNO3 systems [33]. Organic acids are found to be more effective in dissolving Li(I) and Co(II) from the spent lithium-ion batteries and to release lower emissions of toxic gases than inorganic acids. However, the main disadvantage of organic acids is their high cost [34]. A summary of the operational conditions for the leaching of Li(I), Co(II) and other metals from spent lithium-ion batteries using inorganic and organic acids is shown in Table 3.
3. Separation of Li(I) from Leach Liquors of Primary and Secondary Resources by Solvent Extraction
3.1. Selective Extraction of Li(I) from Brines/Alkaline Solutions
Lithium exists in leach liquors as a cationic species, Li+, which is difficult to selectively extract due to its strong tendency to be hydrated [20]. Various acidic and neutral commercial extractants (see Table A1) have been used to extract Li(I) from brines, sea waters and alkaline solutions. The extraction and separation of Li(I) from brines and alkaline solutions by commercial extractants are summarized in Table 4. Hano et al. [21] reported the extraction of Li(I) from geothermal water containing Na(I), K(I), Mg(II) and Ca(II) using single D2EHPA (di-(2-ethylhexyl)phosphoric acid) and MEHPA (mono-2-ethylhexyl-phosphonic acid). The highly selective extraction of Li(I) over Na(I) and K(I) was obtained, while Mg(II) and Ca(II) were well extracted by these extractants compared to Li(I), Na(I) and K(I). The authors also found that the addition of TBP to D2EHPA/MEHPA led to the selective extraction of Li(I) from the geothermal water. Although commercial acidic extractants offer a high separation factor between lithium and other monovalent metal cations from brines and seawaters, the application of these extractants is limited due to their low extraction efficiency [21].
Several authors have reported the extraction of Li(I) using a mixture of chelating and neutral extractants such as TBP and TOPO in kerosene [29,54,55]. Neither Li(I) nor Na(I) was extracted by LIX 54, TOPO and Cynanex 923, while some mixed systems consisting of LIX 54 and neutral extractants (TOPO and Cyanex 923) showed synergism for the selective extraction of Li(I) from Na(I) and K(I) in sulfate or chloride solutions [29,54,55]. The extraction efficiency of Li(I) by the mixture of LIX 54 and Cyanex 923 was higher than that by the mixture of LIX 54 and TOPO because the solubility of Cyanex 923 was higher in organic diluents than that of TOPO. In the extraction with the mixture of LIX54 and Cyanex 923, LIX 54 played the role of extractant and Cyanex 923 acted as a synergist. The extracted species of Li(I) by the mixture of LIX 54 and Cyanex 923 were found to be LiR(Cynanex 923), where R denotes the deprotonated LIX54. HCl solutions with moderate acidity can strip Li(I) from the loaded organic mixtures. The recovered LiCl in the HCl stripping processes is one of the products for the market and an intermediate for the production of either lithium hydroxide or carbonate [54].
The extraction efficiency of Li(I) from brines/alkaline solutions was enhanced by the employment of neutral extractants such as TBP and MIBK dissolved in kerosene in the presence of ferric chloride (FeCl3) [3,52,56,57]. In these extraction processes, FeCl3 plays the role as a co-extracting agent, which leads to a great increase in the extraction of lithium [49]. The stepwise extraction reactions can be represented by Equations (1) and (2) [3,52,56,57]. In concentrated chloride solutions, ferric chloride exists as FeCl4−, which is extracted by neutral extractants to form extracted species (HFeCl4nL) through an ion association mechanism (see Equation (1)). Then ion exchange reaction occurs between the hydrogen in HFeCl4 nL and the Li(I) in the aqueous phase, as represented by Equation (2). Zhou et al. [52] reported that the extraction capacity of TBP for Li(I) is much higher than that of MIBK. The difference between the extraction of Li(I) by TBP and that by MIBK might be related to the interaction performance between FeCl4− and an effective functional group P = O in TBP or C = O in MIBK [52].
where L denotes the neutral extractants (TBP/MIBK) and the subscripts (aq) and (org) denote the aqueous and organic phases, respectively.
FeCl4(aq)− + H(aq)+ + nL(org) = HFeCl4 nL(org)
Li(aq)+ + HFeCl4 nL(org) = LiFeCl4 nL(org) + H(aq)+
Equation (1) indicates that the formation of FeCl4− is a prerequisite for the extraction of Li(I) to occur; thus a certain concentration of chloride ions is required for FeCl4− to form. As chloride ion sources, MgCl2, CaCl2 and NH4Cl were tested for the extraction of Li(I) by TBP [3]. The extraction efficiency of Li(I) was in the order of MgCl2 > CaCl2 > NH4Cl due to the competitive effect of Mg2+, Ca2+, and NH4+ with Li+ and the salting out effect of the three salts [3]. In fact, when salting out agents (MgCl2, CaCl2 and NH4Cl) are added to the solution, some of water molecules are attracted by the salt ions, resulting in a decrease in the amount of free water molecules. The increase in the fraction of hydrogen ions accelerates the extractability of iron (see Equation (1)) and thus the extraction efficiency of Li(I) is improved with MgCl2, CaCl2 and NH4Cl added as chloride sources (see Equation (2)). Zhou et al. [3] reported that MgCl2 has a stronger salting-out effect than CaCl2 and NH4Cl, so MgCl2 is suggested as a promising chloride resource for the extraction of lithium by TBP/kerosene/FeCl3. The main disadvantage of using the TBP-FeCl3 system in kerosene as a diluent is a significant loss of the extractant to the aqueous phase during extraction at high TBP concentrations [15]. Moreover, the formation of a third phase occurs at low TBP concentrations due to the low solubility of the extracted species in an inert diluent, such as kerosene [3]. It has been demonstrated that 2-octanol, a polar diluent, has strong intermolecular forces with the extracted complexes, while MIBK has low density and viscosity. Thus, MIBK and 2-octanol were used in TBP-FeCl3 systems as diluents to prevent the formation of the third phase [22,56]. According to the obtained results from the reported literature, the extraction efficiency of Li(I) was in the order of TBP-FeCl3-MIBK > TBP-FeCl3-kerosene > TBP-FeCl3-2-octanol [22,56]. This means that the use of MIBK as a diluent in the TBP/FeCl3 system not only prevents the formation of a third phase but also enhances the extraction efficiency of Li(I) from chloride solutions by synergistic extraction with TBP and MIBK [22].
In the extraction process of Li(I) from salts containing high Mg(II)/Li(I) ratios, the co-extraction of Mg(II) by TBP necessitates the employment of a scrubbing step to remove Mg(II) from the loaded organic phase [22]. The stripping process of TBP-FeCl3-MIBK consists of three steps: (i) the scrubbing of Mg(II) from the loaded organic phase using LiCl + NaCl solution; (ii) the stripping of Li(I) using HCl + NaCl solution; and (iii) the regeneration of the organic phase using NaOH + NaCl [22]. Ji et al. [15,51] developed synergistic extraction systems to enhance the extraction efficiency of Li(I) from saturated MgCl2 solutions using TBP-dioctyl phthalate/β-carbonyl amide-FeCl3. The advantages of dioctyl phthalate/β-carbonyl amide in TBP-FeCl3 systems are good stability, low to negligible solubility and low corrosiveness towards instruments. Dioctyl phthalate reacts with LiFeCl4, thus reducing the polarity of Li(I) complex and increasing the solubility of these molecules [15]. An almost complete extraction of Li(I) was obtained without phase separation problems by controlling the concentration of TBP and dioctyl phthalate in the mixture of TBP-dioctyl phthalate-FeCl3 [51]. In these extraction processes, the saturated concentration of MgCl2 in the aqueous phase is required to form FeCl4− [51]. However, the aqueous phase with saturated MgCl2 would be viscous, which could lead to a kinetic problem in mixer-settler operations.
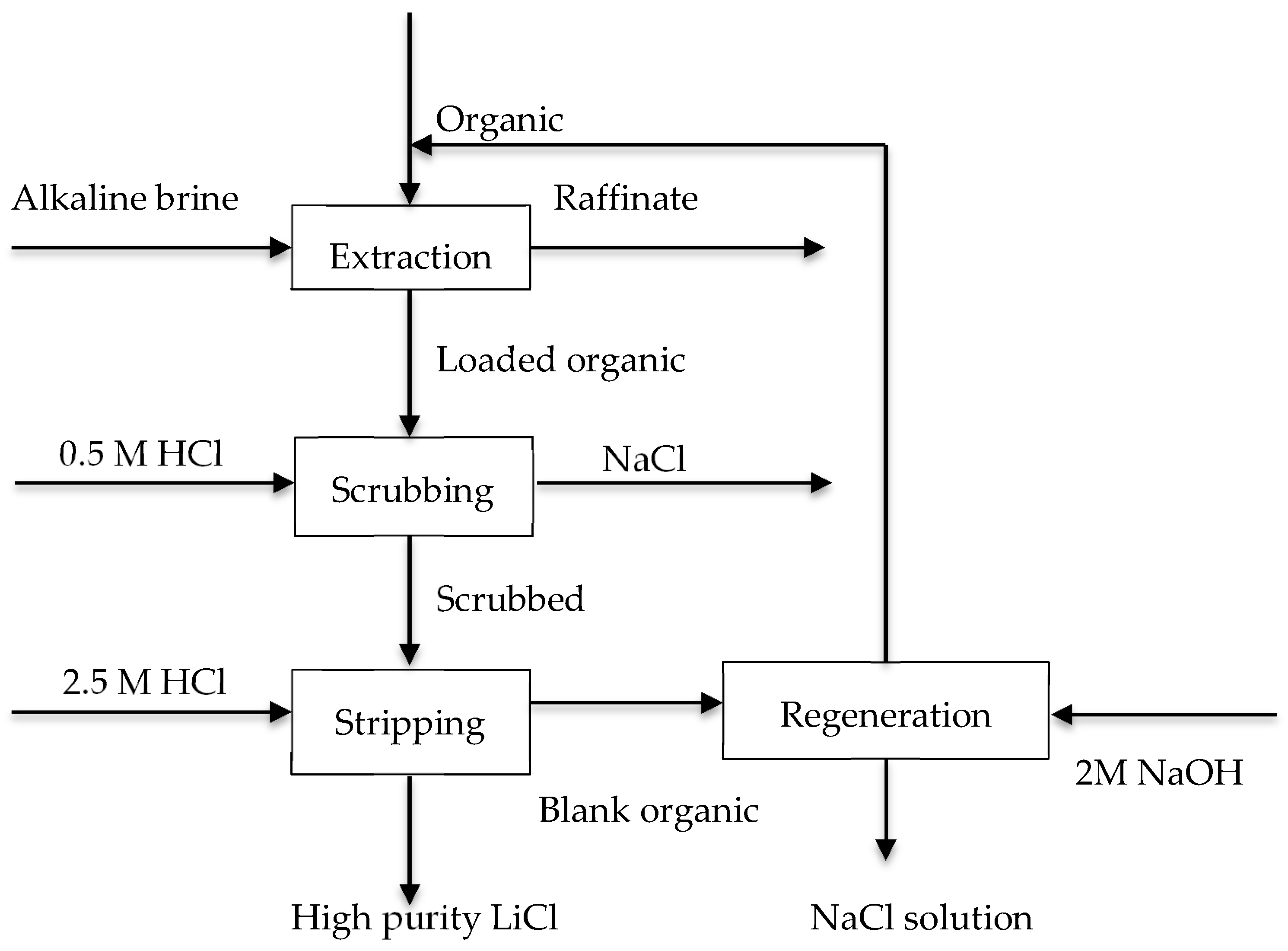
TTA forms ion-pairs with TOPO to offer a synergistic effect for the extraction of Li(I) from seawater in the absence of Mg(II), which reacts with TTA to form magnesium chelate that is insoluble in solvent [58]. However, the extraction and separation efficiency of Li(I) by TTA-TBP/TOPO is still low because of the high co-extraction of other metals like Na(I), K(I) and Ca(II). Strong selectivity for Li(I) over Na(I) and K(I) was obtained by employing TTA in the presence of phen [49]. The extracted species of Li(I) can be represented as Li(TTA)(phen), and the separation factor between Li(I) and Na(I) by TTA-phen systems was much higher than that by TTA-TOPO systems [49]. Although the employment of the TTA-phen system resulted in the selective extraction of Li(I) from the aqueous solutions containing Na(I) and K(I), the application of this system is limited due to the high toxicity, high price, high water solubility, and poor solubility in conventional diluents [1]. Zhang et al. [48] reported an innovative application of synergistic extraction system HBTA and TOPO to extract Li(I) from alkaline brine. Most of Li(I) was extracted over Na(I) by this system without the formation of a third phase or emulsification. The extraction reactions of Li(I) by HBTA-TOPO can be represented by Equations (3)–(5). With high capacity and stability, a simple extraction process, and good regeneration efficiency, HBTA-TOPO is recognized as a promising system for Li(I) extraction from alkaline brine [48]. A process for the recovery of Li(I) as LiCl from alkaline brine with HBTA-TOPO is represented in Figure 1.
HBTA(org) + OH(aq)− = BTA(org)− +H2O(aq)
BTA(org)− + Na(aq)+ + mTOPO(org) = NaBTA mTOPO(org)
NaBTA mTOPO(org) + Li(aq)+ = LiBTA TOPO(org) + (m-1)TOPO(org)
3.2. Selective Extraction and Recovery of Li(I) from Leach Liquors of Secondary Resources
The leach liquors of spent lithium-ion batteries contain large amounts of Co(II), Li(I) and small amounts of Ni(II), Cu(II), Al(III) and Fe(III) as cationic metal ions, which can be extracted by commercial acidic extractants (see Table A1). Swain [1] reported that divalent/trivalent metal cations have stronger affinities for acidic extractants than lithium ions; thus, it is difficult to selectively extract Li(I) over the divalent/trivalent metals by acidic extractants. Various kinds of single acidic extractants and their mixtures have been used to separate and recover Co(II) and Li(I) from leach liquors of spent lithium-ion batteries [8,9,10,59,60,61,62,63,64]. Zhang et al. [65] used D2EHPA and PC88A (2-ethylhexyl 2-ethylhexyphosphonic acid) in kerosene to separate Co(II) and Li(I) from HCl leaching solutions. PC88A was found to be more effective in selectively extracting Co(II) over Li(I) than D2EHPA in terms of lower co-extraction efficiency of Li(I), but low phase disengagement occurred at high PC88A concentrations [65]. Other researchers found that Cyanex 272 can selectively extract Co(II) over Li(I) from either acidic or alkaline solutions [8,59,60,61]. Although the extraction efficiency of Co(II) was enhanced with Cyanex 272 concentration, the increase in the viscosity of the organic phase caused some problems in phase disengagement [8]. Moreover, high co-extraction of Li(I) at high Cyanex 272 concentrations led to great difficulty in the scrubbing process. Since the increase in the viscosity ultimately decreased the rate of mass transfer, the Cyanex 272 extraction system should be operated at the maximum loading capacity to avoid phase disengagement problems [62,63]. On the other hand, the saponification of Cyanex 272 was found to be helpful in maintaining the extraction rate [62]. Most of Co(II) was selectively extracted over Li(I) and Ni(II) from reductive leaching solutions (H2SO4 + H2O2) of spent lithium-ion batteries using saponified Cyanex 272 without phase disengagement problems [40]. Nayl et al. [10] reported that Cyanex 272 existed as a dimer, while its saponified form existed as a monomer. Therefore, the saponification reaction of Cyanex 272 and the extraction reactions between monovalent/divalent metal ions and saponified Cyanex 272 can be represented as follows:
Na+(aq) + ½ (HA)2(org) = NaA(org) + H+(aq)
M2+(aq) + A–(org) + 2(HA)2(org) = (MA2 3HA)(org) + H+(aq)
M+(aq) + A–(org) + 2(HA)2(org)) = (MA 2HA)(org)
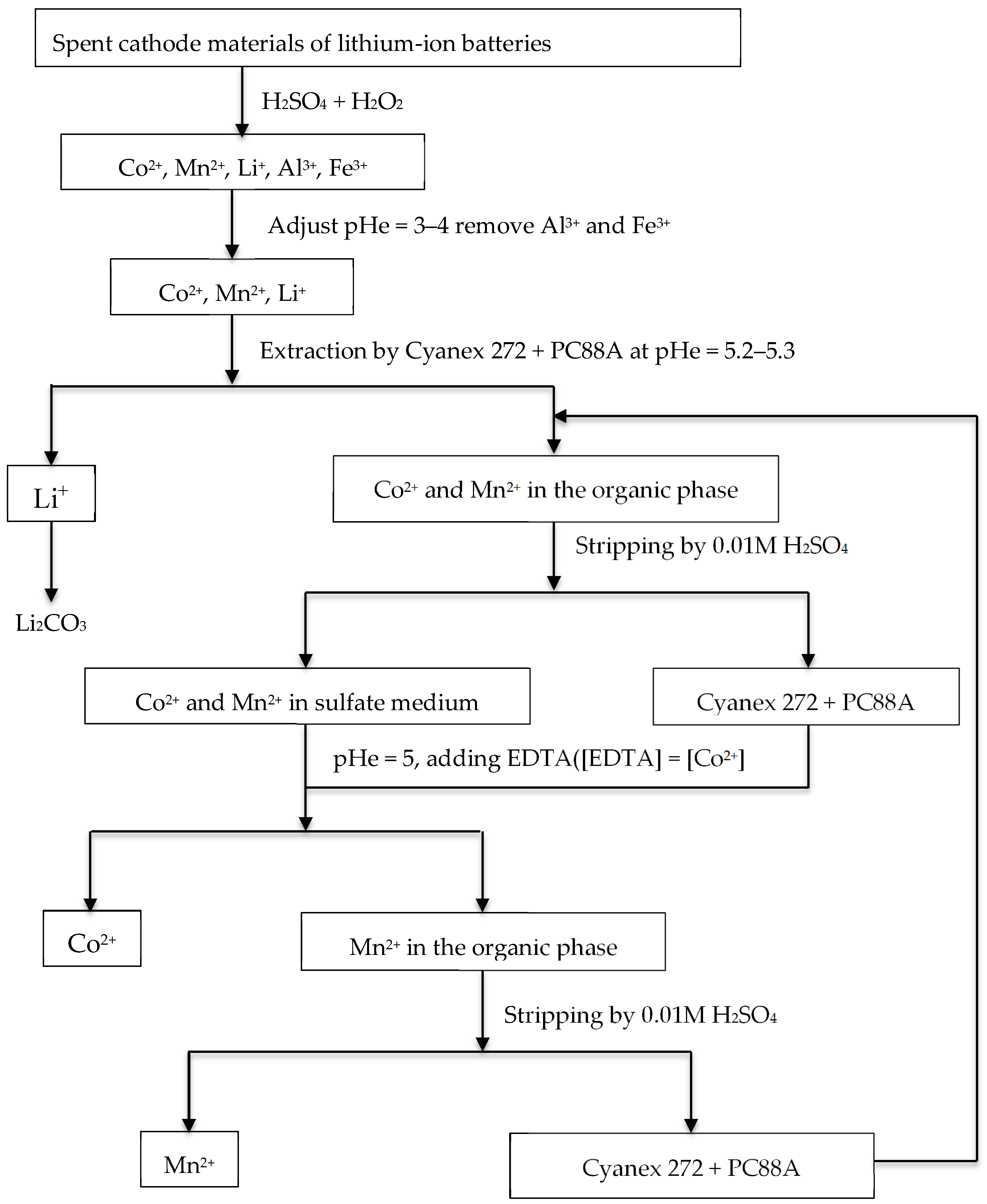
Generally, the recovery of pure Li(I) and Co(II) from leach liquors containing impurities such as Al(II), Fe(III), Cu(II), Ni(II) and Mn(II) consists of the following steps: (i) the elimination of some impurities such as Fe(III), Cu(II) and Al(III) by solvent extraction or precipitation; (ii) the selective extraction of Mn(II) and Co(II) by solvent extraction; (iii) the separation of Ni(II) by ion exchange; and (iv) the precipitation of Li(I) from the raffinate as lithium carbonate [9,10,64,66]. A conceptual process flowsheet for the recovery of Li(I) and other metals from leach solutions of spent lithium-ion batteries is presented in Figure 2. The mixture of 5-nonylsalicylaldoxime (Acorga M5640) and 2-ethylhexyl phosphonic acid mono-2-ethylhexyl ester (Ionquest 801) has a synergistic effect of selectively extracting Cu(II), Al(III) and Fe(III), leaving Co(II), Ni(II) and Li(I) in the raffinate. After extracting Al(III), Cu(II) and Fe(III), the selective extraction of Co(II) over Ni(II) and Li(I) was obtained by employing Cyanex 272/Na-Cyanex 272. A small amount of the co-extracted Li(I) (<20%) into the organic phase was scrubbed using Na2CO3 solution and then the complete stripping of Co(II) was achieved using acidic solutions. Finally, an ion-exchange resin such as Dowex M4195 was employed to load Ni(II), leaving Li(I) in the effluent [66]. Zhao et al. [63] reported that the mixture of Cyanex 272 and PCC8A has synergistic effect on the selective extraction of Co(II) and Mn(II) over Li(I) from simulated sulfuric acid. The addition of EDTA (ethylenediaminetetraacetic acid) to the mixtures of Cyanex 272 and PC88A suppressed the extraction efficiency of Co(II), while the extractability of Mn(II) was slightly increased. Therefore, the mixture of Cyanex 272-PC88A-EDTA was considered to be a promising system for the separation of Co(II) and Mn(II) in terms of extraction efficiency and stripping properties [63]. A process for the recovery of Li(I), Co(II) and Mn(II) from spent lithium-ion batteries is shown in Figure 3. According to this process, Li(I) can be recovered as a precipitate of Li2CO3 by adding sodium carbonate after the separation of all of the metals from the leach liquors.
4. Conclusions
This paper presents a review of the separation of lithium from leach liquors of primary and secondary resources by solvent extraction with commercial extractants and their mixtures. Solar evaporation is employed to concentrate lithium ions in brines by removing the salts of Na(I), Ca(II), Mg(II) and K(I), while acid and alkaline leaching processes are employed to dissolve lithium and other metals from primary and secondary resources. Several commercial extractants are then employed to separate lithium ions from the leach liquors of primary and secondary resources. Li(I) was selectively extracted over monovalent metal cations from brines or alkaline solutions by single acidic extractants and the mixture of acidic and neutral extractants. However, the extraction efficiency of lithium by these extractants was low. The mixture of neutral extractants, TBP/TOPO, and chelating extractants in the presence of FeCl3 had a synergistic effect on the extraction and separation efficiency of Li(I) from chloride solutions containing Na(I), Ca(II), K(I) and Mg(II). The small amount of co-extracted divalent metal cations in the TBP/TOPO system was scrubbed and then LiCl was obtained by the stripping process. In the acidic leaching solutions of secondary resources, divalent/trivalent metal cations are selectively extracted over Li(I) by single acidic extractants, which renders the recovery process of Li(I) complicated. Therefore, these divalent/trivalent metal cations should be separated before Li(I) purification. Among the acidic extractants and their mixtures, the Cyanex 272 system showed a high extraction performance for these divalent and trivalent metals cations. From the raffinate, Li(I) can be recovered as Li2CO3 by adding sodium carbonate.
Author Contributions
M.S.L. participated in valuable discussion and gave insightful comments on a draft of the manuscript. T.H.N. wrote the paper.
Acknowledgments
This work was supported by the Global Excellent Technology Innovation of the Korea Institute of Energy Technology Evaluation and Planning (KETEP), granted financial resource from the Ministry of Trade, Industry and Energy, Republic of Korea (No. 20165010100880).
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A

{kind=link}
{kind=link}
{kind=link}
Table A1.
Structure of commercial extractants used for the extraction and recovery of lithium in the reported literature.
Table A1.
Structure of commercial extractants used for the extraction and recovery of lithium in the reported literature.
| Extractants | Structure of the Compound |
|---|---|
| D2EHPA Di-2-ethylhexyl phosphoric acid |  |
| PC88A 2-Ethylhexyl phosphonic acid mono-2-ethylhexyl ester |  |
| MEHPA Mono-2-ethylhexyl phosphoric acid |  |
| Cyanex 272 Bis-2,4,4-trimethyl pentyl phosphinic acid |  |
| LIX 54 -acetyl-m-dodecylacetophenone |  |
| MIBK Methyl isobutyl ketone |  |
| TBP Tri-n-butyl phosphate |  |
| TOPO Tri-n-octyl phosphine oxide |  |
| Cyanex 923 Mixture of main trialkyl phosphine oxides |  R,R’ = [CH3(CH2)7]−normal octyl |
References
- Swain, B. Separation and purification of lithium by solvent extraction and supported liquid membrane, analysis of their mechanism: A review. J. Chem. Technol. Biotechnol. 2016, 91, 2549–2562. [Google Scholar] [CrossRef]
- Albema. Global Lithium Market Outlook. In Proceedings of the Goldman Sachs Houston Chemical Intensity Days Conference, Houston, TX, USA, 15 March 2016; Available online: https://www.scribd.com/document/341213533/HCID-Conference-ALB-Lithium-Presentation-v1-1. (accessed on 15 March 2016).
- Zhou, Z.; Qin, W.; Liu, Y.; Fei, W. Extraction equilibria of lithium with tributyl phosphate in kerosene and FeCl3. J. Chem. Eng. Data 2011, 57, 82–86. [Google Scholar] [CrossRef]
- Swain, B. Recovery and recycling of lithium: A review. Sep. Purif. Technol. 2017, 172, 88–403. [Google Scholar] [CrossRef]
- Liu, X.; Zhong, M.; Chen, X.; Zhao, Z. Separating lithium and magnesium in brine by aluminum-based materials. Hydrometallurgy 2018, 176, 73–77. [Google Scholar] [CrossRef]
- Wietelmann, U.; Steinbild, M. Lithium and Lithium Compounds. Ullmann’s Encycl. Ind. Chem. 2014, 1–38. [Google Scholar] [CrossRef]
- Kesler, S.E.; Gruber, P.W.; Medina, P.A.; Keoleian, G.A.; Everson, M.P.; Wallington, T.J. Global lithium resources: Relative importance of pegmatite, brine and other deposits. Ore Geol. Rev. 2012, 48, 55–69. [Google Scholar] [CrossRef]
- Swain, B.; Jeong, J.; Lee, J.C.; Lee, G.H.; Sohn, J.S. Hydrometallurgical process for recovery of cobalt from waste cathodic active material generated during manufacturing of lithium ion batteries. J. Power Sources 2007, 167, 536–544. [Google Scholar] [CrossRef]
- Nan, J.; Han, D.; Zuo, X. Recovery of metal values from spent lithium-ion batteries with chemical deposition and solvent extraction. J. Power Sources 2005, 152, 278–284. [Google Scholar] [CrossRef]
- Nayl, A.A.; Hamed, M.M.; Rizk, S.E. Selective extraction and separation of metal values from leach liquor of mixed spent Li-ion batteries. J. Taiwan Inst. Chem. Eng. 2015, 55, 119–125. [Google Scholar] [CrossRef]
- Ordoñez, J.; Gago, E.J.; Girardm, A. Processes and technologies for the recycling and recovery of spent lithium-ion batteries. Renew. Sustain. Energy Rev. 2016, 60, 195–205. [Google Scholar] [CrossRef]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Extraction of lithium from primary and secondary sources by pre-treatment, leaching and separation: A comprehensive review. Hydrometallurgy 2014, 150, 192–208. [Google Scholar] [CrossRef]
- Maraghechi, H.; Rajabipour, F.; Pantano, C.G.; Burgos, W.D. Effect of calcium on dissolution and precipitation reactions of amorphous silica at high alkalinity. Cem. Concr. Res. 2016, 87, 1–13. [Google Scholar] [CrossRef]
- Harvianto, G.R.; Kim, S.H.; Ju, C.S. Solvent extraction and stripping of lithium ion from aqueous solution and its application to seawater. Rare Met. 2016, 35, 948–953. [Google Scholar] [CrossRef]
- Ji, L.; Hu, Y.; Li, L.; Shi, D.; Li, J.; Nie, F. Lithium Extraction with a Synergistic System of Dioctyl Phthalate and Tributyl Phosphate in Kerosene and FeCl3. Hydrometallurgy 2016, 162, 71–78. [Google Scholar] [CrossRef]
- An, J.W.; Kang, D.J.; Tran, K.T.; Kim, M.J.; Lim, T.; Tran, T. Recovery of lithium from Uyuni salar brine. Hydrometallurgy 2012, 117, 64–70. [Google Scholar] [CrossRef]
- Bukowsky, H.; Uhlemann, E.; Steinborn, D. The recovery of pure lithium chloride from “brines” containing higher contents of calcium chloride and magnesium chloride. Hydrometallurgy 1991, 27, 317–325. [Google Scholar] [CrossRef]
- Chitrakar, R.; Makita, Y.; Ooi, K.; Sonoda, A. Lithium recovery from salt lake brine by H2TiO3. Dalt. Trans. 2014, 43, 8933–8939. [Google Scholar] [CrossRef] [PubMed]
- Works, D.S. Extraction of lithium from the Dead Sea. Hydrometallurgy 1981, 6, 269–275. [Google Scholar]
- El-Eswed, B.; Sunjuk, M.; Al-Degs, Y.S.; Shtaiwi, A. Solvent Extraction of Li+ using Organophosphorus Ligands in the Presence of Ammonia. Sep. Sci. Technol. 2014, 49, 1342–1348. [Google Scholar] [CrossRef]
- Hano, T.; Matsumoto, M.; Ohtake, T.; Egashira, N.; Hori, F. Recovery of lithium from geothermal water by solvent extraction technique. Solvent Extr. Ion Exch. 1992, 10, 195–206. [Google Scholar] [CrossRef]
- Xiang, W.; Liang, S.; Zhou, Z.; Qin, W.; Fei, W. Lithium recovery from salt lake brine by counter-current extraction using tributyl phosphate/FeCl3 in methyl isobutyl ketone. Hydrometallurgy 2017, 171, 27–32. [Google Scholar] [CrossRef]
- Jandová, J.; Vu, H.N.; Belková, T.; Dvorák, P.; Kondás, J. Obtaining Li2CO3 from Zinnwaldite Wastes. Ceram-Silikáty 2009, 53, 108–112. [Google Scholar]
- Kondás, J.; Jandová, J. Lithium extraction from zinnwaldite wastes after gravity dressing of Sn-W ore. Acta Metall. Slovaca 2006, 12, 197–202. [Google Scholar]
- Siame, E.; Pascoe, R.D. Extraction of lithium from micaceous waste from china clay production. Miner. Eng. 2011, 24, 1595–1602. [Google Scholar] [CrossRef]
- Yan, Q.; Li, X.; Wang, Z.; Wu, X.; Wang, J.; Guo, H. Extraction of lithium from lepidolite by sulfation roasting and water leaching. Int. J. Miner. Process. 2012, 110, 1–5. [Google Scholar] [CrossRef]
- Sitando, O.; Crouse, P.L. Processing of a Zimbabwean petalite to obtain lithium carbonate. Int. J. Miner. Process. 2012, 102, 45–50. [Google Scholar] [CrossRef]
- Clarke, G.M. Lithium-ion batteries: Raw material considerations. Amer. Inst. Chem. Eng. 2013, 44–52. [Google Scholar]
- Jandová, J.; Dvorák, P.; Vu, H.N. Processing of zinnwaldite waste to obtain Li2CO3. Hydrometallurgy 2010, 103, 12–18. [Google Scholar] [CrossRef]
- Vu, H.; Bernardi, J.; Jandová, J.; Vaculíková, L.; Goliáš, V. Lithium and rubidium extraction from zinnwaldite by alkali digestion process: Sintering mechanism and leaching kinetics. Int. J. Miner. Process. 2013, 123, 9–17. [Google Scholar] [CrossRef]
- Chen, L.; Tang, X.; Zhang, Y.; Li, L.; Zeng, Z.; Zhang, Y. Process for the recovery of cobalt oxalate from spent lithium-ion batteries. Hydrometallurgy 2011, 108, 80–86. [Google Scholar] [CrossRef]
- Golmohammadzadeh, R.; Rashchi, F.; Vahidi, E. Recovery of lithium and cobalt from spent lithium-ion batteries using organic acids: Process optimization and kinetic aspects. Waste Manag. 2017, 64, 244–254. [Google Scholar] [CrossRef] [PubMed]
- Joulié, M.; Laucournet, R.; Billy, E. Hydrometallurgical process for the recovery of high value metals from spent lithium nickel cobalt aluminum oxide based lithium-ion batteries. J. Power Sources 2014, 247, 551–555. [Google Scholar] [CrossRef]
- Li, L.; Zhai, L.; Zhang, X.; Lu, J.; Chen, R.; Wu, F. Recovery of valuable metals from spent lithium-ion batteries by ultrasonic-assisted leaching process. J. Power Sources 2014, 262, 380–385. [Google Scholar] [CrossRef]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Hydrometallurgical processing of spent lithium ion batteries (LIBs) in the presence of a reducing agent with emphasis on kinetics of leaching. Chem. Eng. J. 2015, 281, 418–427. [Google Scholar] [CrossRef]
- Nayl, A.A.; Elkhashab, R.A.; Badawy, S.M.; El-Khateeb, M.A. Acid leaching of mixed spent Li-ion batteries. Arab. J. Chem. 2017, 10, S3632–S3639. [Google Scholar] [CrossRef]
- Wang, R.C.; Lin, Y.C.; Wu, S.H. A novel recovery process of metal values from the cathode active materials of the lithium-ion secondary batteries. Hydrometallurgy 2009, 99, 194–201. [Google Scholar] [CrossRef]
- Shuva, M.A.H.; Kurny, A. Hydrometallurgical Recovery of Value Metals from Spent Lithium Ion Batteries. Am. J. Mater. Eng. Technol. 2013, 1, 8–12. [Google Scholar] [CrossRef]
- Yong-jia, L.; Ting, L. Hydrometallurgical Process for Recovery and Synthesis of LiCoO2 from Spent Lithium-ion Batteries. In Proceedings of the 2011 International Conference on Electric Technology and Civil Engineering (ICETCE), Lushan, China, 22–24 April 2011; pp. 6009–6011. [Google Scholar]
- Kang, J.; Senanayake, G.; Sohn, J.; Shin, S.M. Recovery of cobalt sulfate from spent lithium ion batteries by reductive leaching and solvent extraction with Cyanex 272. Hydrometallurgy 2010, 100, 168–171. [Google Scholar] [CrossRef]
- Dorella, G.; Mansur, M.B. A study of the separation of cobalt from spent Li-ion battery residues. J. Power Sources 2007, 170, 210–215. [Google Scholar] [CrossRef]
- Shin, S.M.; Kim, N.H.; Sohn, J.S.; Yang, D.H.; Kim, Y.H. Development of a metal recovery process from Li-ion battery wastes. Hydrometallurgy 2005, 79, 172–181. [Google Scholar] [CrossRef]
- Lee, C.K.; Rhee, K.I. Reductive leaching of cathodic active materials from lithium ion battery wastes. Hydrometallurgy 2003, 68, 5–10. [Google Scholar] [CrossRef]
- Li, L.; Ge, J.; Wu, F.; Chen, R.; Chen, S.; Wu, B. Recovery of cobalt and lithium from spent lithium ion batteries using organic citric acid as leachant. J. Hazard. Mater. 2010, 176, 288–293. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Lu, J.; Ren, Y.; Zhang, X.X.; Chen, R.J.; Wu, F. Ascorbic-acid-assisted recovery of cobalt and lithium from spent Li-ion batteries. J. Power Sources 2012, 218, 21–27. [Google Scholar] [CrossRef]
- Li, L.; Ge, J.; Chen, R.; Wu, F.; Chen, S.; Zhang, X. Environmental friendly leaching reagent for cobalt and lithium recovery from spent lithium-ion batteries. J. Hazard. Mater. 2010, 30, 2615–2621. [Google Scholar] [CrossRef] [PubMed]
- Zeng, X.; Li, J.; Shen, B. Novel approach to recover cobalt and lithium from spent lithium-ion battery using oxalic acid. J. Hazard. Mater. 2015, 295, 112–118. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Li, L.; Shi, D.; Li, J.; Peng, X.; Nie, F. Selective extraction of lithium from alkaline brine using HBTA-TOPO synergistic extraction system. Sep. Purif. Technol. 2017, 188, 167–173. [Google Scholar] [CrossRef]
- Ishimori, K.; Imura, H.; Ohashi, K. Effect of 1,10-phenanthroline on the extraction and separation of lithium(I), sodium(I) and potassium(I) with thenoyltrifluoroacetone. Anal. Chim. Acta 2002, 454, 241–247. [Google Scholar] [CrossRef]
- Kim, Y.S.; In, G.; Choi, J.M. Chemical Equilibrium and Synergism for Solvent Extraction of Trace Lithium with Thenoyltrifluoroacetone in the Presence of Trioctylphosphine Oxide. Bull. Korean Chem. Soc. 2003, 24, 1495–1500. [Google Scholar] [CrossRef]
- Ji, L.; Li, L.; Shi, D.; Li, J.; Liu, Z.; Xu, D. Extraction equilibria of lithium with N,N-bis(2-ethylhexyl)-3-oxobutanamide and tributyl phosphate in kerosene and FeCl3. Hydrometallurgy 2016, 164, 304–312. [Google Scholar] [CrossRef]
- Zhou, Z.; Qin, W.; Fei, W.; Li, Y. A study on stoichiometry of complexes of tributyl phosphate and methyl isobutyl ketone with lithium in the presence of FeCl3. Chin. J. Chem. Eng. 2012, 20, 36–39. [Google Scholar] [CrossRef]
- Zhou, Z.; Qin, W.; Liu, Y.; Fei, W. Extraction equilibria of lithium with tributyl phosphate in Three Diluents. J. Chem. Eng. Data 2011, 56, 3518–3522. [Google Scholar] [CrossRef]
- Pranolo, Y.; Zhu, Z.; Cheng, C.Y. Separation of lithium from sodium in chloride solutions using SSX systems with LIX 54 and Cyanex 923. Hydrometallurgy 2015, 154, 33–39. [Google Scholar] [CrossRef]
- Kinugasa, T.; Nishibara, H.; Murao, Y.; Kawamura, Y.; Watanabe, K.; Takeuchi, H. Equilibrium and Kinetics of Lithium Extraction by a Mixture of LIX54 and TOPO. J. Chem. Eng. Jpn. 1994, 27, 815–818. [Google Scholar] [CrossRef]
- Zhou, Z.; Qin, W.; Chu, Y.; Fei, W. Elucidation of the structures of tributyl phosphate/Li complexes in the presence of FeCl3 via UV-visible, Raman and IR spectroscopy and the method of continuous variation. Chem. Eng. Sci. 2013, 101, 577–585. [Google Scholar] [CrossRef]
- Zhou, Z.; Qin, W.; Fei, W.; Liu, Y. A study on stoichiometry of complexes of tributyl phosphate and metyl isobutyl ketone with lithium in the presence of FeCl3. Chin. J. Chem. Eng. 2012, 20, 36–39. [Google Scholar] [CrossRef]
- Harvianto, G.R.; Jeong, S.G.; Ju, C.S. The effect of dominant ions on solvent extraction of lithium ion from aqueous solution. Korean J. Chem. Eng. 2014, 31, 828–833. [Google Scholar] [CrossRef]
- Lupi, C.; Pasquali, M.; Dell’Era, A. Nickel and cobalt recycling from lithium-ion batteries by electrochemical processes. Waste Manag. 2005, 25, 215–220. [Google Scholar] [CrossRef] [PubMed]
- Mantuano, D.P.; Dorella, G.; Elias, R.C.A.; Mansur, M.B. Analysis of a hydrometallurgical route to recover base metals from spent rechargeable batteries by liquid-liquid extraction with Cyanex 272. J. Power Sources 2006, 159, 1510–1518. [Google Scholar] [CrossRef]
- Swain, B.; Mishra, C.; Jeong, J.; Lee, J.C.; Hong, H.S.; Pandey, B.D. Separation of Co(II) and Li(I) with Cyanex 272 using hollow fiber supported liquid membrane: A comparison with flat sheet supported liquid membrane and dispersive solvent extraction process. Chem. Eng. J. 2015, 271, 61–70. [Google Scholar] [CrossRef]
- Devi, N.B.; Nathsarma, K.C.; Chakravortty, V. Sodium salts of D2EHPA, PC-88A and Cyanex-272 and their mixtures as extractants for cobalt(II). Hydrometallurgy 1994, 34, 331–342. [Google Scholar] [CrossRef]
- Zhao, J.M.; Shen, X.Y.; Deng, F.L.; Wang, F.C.; Wu, Y.; Liu, H.Z. Synergistic extraction and separation of valuable metals from waste cathodic material of lithium ion batteries using Cyanex272 and PC-88A. Sep. Purif. Technol. 2011, 78, 345–351. [Google Scholar] [CrossRef]
- Chen, X.; Chen, Y.; Zhou, T.; Liu, D.; Hu, H.; Fan, S. Hydrometallurgical recovery of metal values from sulfuric acid leaching liquor of spent lithium-ion batteries. Waste Manag. 2015, 38, 349–356. [Google Scholar] [CrossRef] [PubMed]
- Zhang, P.; Yokoyama, T.; Itabashi, O.; Wakui, Y.; Suzuki, T.M.; Inoue, K. Hydrometallurical process for recovery of metal values from spent nickel-metal hydride secondary batteries. Hydrometallurgy 1998, 50, 61–75. [Google Scholar] [CrossRef]
- Pranolo, Y.; Zhang, W.; Cheng, C.Y. Hydrometallurgy Recovery of metals from spent lithium-ion battery leach solutions with a mixed solvent extractant system. Hydrometallurgy 2010, 102, 37–42. [Google Scholar] [CrossRef]
Figure 1.
Flow-sheet of lithium extraction from alkaline brine with the HBTA-TOPO-kerosene system [48].
Figure 1.
Flow-sheet of lithium extraction from alkaline brine with the HBTA-TOPO-kerosene system [48].

Figure 2.
A conceptual process flow-sheet for the recovery of Co(II), Ni(II) and Li(I) from spent battery leach solutions [66].
Figure 2.
A conceptual process flow-sheet for the recovery of Co(II), Ni(II) and Li(I) from spent battery leach solutions [66].

Figure 3.
Flow-sheet for the separation of Co2+, Mn2+ and Li+ from each other in order to recycle the spent cathode materials of lithium-ion batteries (LIBs)[63].
Figure 3.
Flow-sheet for the separation of Co2+, Mn2+ and Li+ from each other in order to recycle the spent cathode materials of lithium-ion batteries (LIBs)[63].

Table 1.
Applications in traditional uses and energy of lithium and lithium compounds [2].
Table 1.
Applications in traditional uses and energy of lithium and lithium compounds [2].
| Applications | Market Size | Lithium and Lithium Compounds | |
|---|---|---|---|
| Traditional uses | Glass/ceramics | 46 kt | • Spodumene • Li2CO3 |
| Greases/lubricants | 18 kt | • LiOH | |
| Chemical synthesis | 11 kt | • Li organometallics fed by Li metal LiCl | |
| Energy | Portable electronics and other handheld devices | 48 kt | • BG Li2CO3 • BG LiOH • BG Li metal • BG electrolyte salts • BG LiCl • BG alloys • BG specialty compounds |
| Plug-in hybrid and hybrid electric vehicles | |||
| Battery electric vehicles (BEVs) | |||
| Grid and other power storage applications | |||
Total Global Lithium Carbonate Equivalent (LCE) Market: 160 kt (2014); kt: kiloton; BG: battery grade.
Table 2.
Summary of the pretreatment and leaching of ores and clays by alkaline processes.
| Ores/Clays | Pretreatment and Leaching Condition | Li Leaching, % | Ref. | |
|---|---|---|---|---|
| Calcination and Roasting | Water Leaching | |||
| Petalite | Calcination: 1050–1100 °C Roasting: 93% H2SO4; 250 °C; 1 h | - | 85 | [6] |
| Calcination: 1100 °C; 2 h Roasting: H2SO4; 300 °C; 1 h | S/L = 1/7.5; 320 rpm; 1 h; 50 °C | 97 | [27] | |
| Spodumene | Calcination: 1050–1090 °C, 0.5 h Roasting: H2SO4 | S/L = 4; 225 °C; 1 h | 96 | [28] |
| Zinnwaldite | Roasting: CaSO4 + Ca(OH)2; 950 °C; 1 h | S/L:1/10; 10 min; 90 °C | 96 | [23] |
| Roasting: CaCO3; 825 °C; 1 h | S/L: 1/5; 1 h; 90–95 °C | 85 | [29] | |
| Roasting: CaSO4 + Ca(OH)2; 975 °C | S/L:1/5; 1 h; 90 °C | 93 | [24] | |
| Roasting: CaCO3; 825 °C; 1 h | S/L: 1/10, 400 rpm; 4 h, 95 °C | 84 | [30] | |
| Clay | Roasting: CaSO4; 1050 °C, 1 h Roasting: Na2SO4; 850 °C, 1 h | S/L: 1/10; 10 min; 85 °C | 8497 | [25] |
| Lepidolite | Roasting: Na2SO4 + K2SO4 + CaO; 850 °C, 0.5 h | S/L: 1/2.5; 0.5 h; room temperature | 92 | [26] |
* S/L: solid-liquid ratio.
Table 3.
Summary of operational conditions for Li(I), Co(II) and other metals leaching from spent lithium-ion batteries using inorganic and organic acids.
Table 3.
Summary of operational conditions for Li(I), Co(II) and other metals leaching from spent lithium-ion batteries using inorganic and organic acids.
| Type of Acid | Leaching Condition | Leaching Efficiency, % | Ref. | |
|---|---|---|---|---|
| Li(I) | Others | |||
| Inorganic acids | Ultrasonic power: 90 W 2M HCl/H2SO4; S/L: 1/40; 5 h; 60 °C | 97 (H2SO4) 98 (HCl) | Co: 48 (H2SO4) Co: 76 (HCl) | [34] |
| 2M HCl/H2SO4/HNO3; S/L:5%w/v; 18h; 25 °C | 80 (HCl) <80 (H2SO4) >80 (HNO3) | Co, Ni, Al: >60 (HCl) Co, Ni, Al: 40 (H2SO4) Co, Ni, Al: 40 (HNO3) | [33] | |
| 4M HCl; S/L: 1/50; 1 h; 80 °C | >99% | Co, Mn, Ni: >99 | [37] | |
| 3M HCl + 3.5%v/v H2O2; S/L: 1/20; 1 h; 80 °C | 89% | Co: 89% | [38] | |
| 1M H2SO4 + 30%v/v H2O2; S/L: 1/1.4; 2 h; 80 °C | - | Co: 88 | [39] | |
| 2M H2SO4 + 6%v/v H2O2; S/L:1:10; 1 h; 60 °C; 300 rpm | - | Co: >99% | [40] | |
| 2M H2SO4 + 5%v/v H2O2; S/L: 1/10; 0.5 h; 75 °C | 94 | Co: 93 | [8] | |
| 6%v/v H2SO4 + 5%v/v H2O2; S/L: 3/10; 1 h; 65 °C | 95 | Co: 80 Al: 55 | [41] | |
| 2M H2SO4 + 15%v/v H2O2; S/L: 1:20; 10 min; 75 °C; 300 rpm | 100 | Co: 95 | [42] | |
| 4M H2SO4 + 10%v/v H2O2; S/L: 1/10; 2 h; 85 °C | 96 | Co: 95 | [31] | |
| 2M H2SO4 + 4%v/v H2O2; S/L: 1:10; 2 h; 70 °C | 99 | Co: 100 Ni: 99 Mn: 98 | [36] | |
| 1M H2SO4 + 0.0075M NaHSO3; S/L: 1/50; 4 h; 95 °C | 97 | Co: 92 Ni:96 Mn:88 | [35] | |
| 1M HNO3 + 1.7%v/v H2O2; S/L: 1:50; 1 h; 75 °C | 95 | Co: 95 | [43] | |
| Organic acids | 2M citric acid + 1.25%v/v H2O2 S/L: 3/100; 2 h; 60 °C | 92 | Co: 81 | [32] |
| Ultrasonic power: 90 W 2M citric acid + 0.55M H2O2; S/L: 1/40; 5 h; 60 °C | 98 | Co: 96 | [34] | |
| 1.25M citric acid + 1%v/v H2O2; S/L: 1/40; 0.5 h; 90 °C; 300 rpm | 100 | Co: >90 | [44] | |
| 1.25M ascorbic acid; S/L: 1/40; 20 min; 70 °C | 99 | Co: 95 | [45] | |
| 1.5M DL-malic acid+ 2%v/v H2O2; S/L: 1/40; 40 min; 90 °C | 100 | Co: 90 | [46] | |
| 1M oxalic acid; S/L: 1/66.7; 2.5 h; 95 °C; 400 rpm | 98 | Co: 97 | [47] | |
Table 4.
Summary of the extraction and separation of Li(I) from brines and alkaline solutions by commercial extractants.
Table 4.
Summary of the extraction and separation of Li(I) from brines and alkaline solutions by commercial extractants.
| Extractants | Condition | Remarks | Ref. |
|---|---|---|---|
| HBTA-TOPO | Li(I): 0.14 g/L pH = 11.2 | 97% of Li(I) was extracted with form complexes of Li.2BTA.TOPO; scrubbing with 0.5M HCl; stripping of Li(I) with 2.5M HCl; regeneration of the organic phase was achieved by washing with NaOH | [48] |
| Thenoyltrifluoracetone (TTA)-TOPO in kerosene | Li(I): 1 mg/L pH = 10.6 | Mg2+ had a strong effect on Li(I) extraction; 70% Li(I) was extracted from Mg(II)-free aqueous solution | [48] |
| TTA-1, 10-phenanthroline (Phen) in chlorobenzene | Li(I): 0.01–0.1 mol/L pH = 6.5–11.6 | Li(I) was extracted in the wide phen concentration while the extraction of K(I) and Na(I) was only possible in a high phen concentration | [49] |
| TTA-TOPO in m-xylene/MIBK/n-henxane/benzene/chloroform | Li(I): 5.8.10−4M NH4Cl: 0.1M, pH = 9 | Extraction efficiency of Li(I) followed the sequence: m-xylene > benzene > MIBK > n-hexane > chlorofrom; extracted sepecies were Li.TTA.2TOPO | [50] |
| -carbonyl amide (NB2EHOTA)-TBP-FeCl3 | HCl: 0.05M; Li(I): 2 g/L Fe(III)/Li(I):1.3 MgCl2: 4.8M | Separation factor of Li(I)/Mg(II) was higher than 450; extracted sepecies were (LiFeCl4.2TBP.NB2EHOTA).4TBP.NB2EHOTA | [51] |
| Dioctyl phthalate (DOP)/ acetyl tributyl citrate(ATBC)/ tri-n-butyl citrate(TBC)-TBP-FeCl3 | HCl: 0.05 Li(I): 1.86 g/L Fe(III)/Li(I):1.3 MgCl2: 4.8 | Li(I) extraction efficiency was in the order of DOP > ATBC > TBP;after three stages, 99.5% Li was extracted with extracted species of LiFeCl4.2TBP.0.1DOP; separation factors of Li(I)/Mg(II), Li(I)/Na(I) and Li(I)/K(I) were 31,458, 1259 and 16,508, respectively | [15] |
| TBP/MIBK-FeCl3-keosene | LiCl: 0.025–0.05 mol/L MgCl2: 3.5–4 mol/L FeCl3: 0.025–0.09 mol/L | Extracted species were LiFeCl4.TBP and LiFeCl4.2MIBK | [52] |
| TBP -FeCl3-keosene | Li(I): 0.2 mol/L Fe(III)/Li(I): 1.0–1.9 MgCl2/CaCl2/NH4Cl | Fe(III) extraction was a precondition of Li(I) extraction; the extraction efficiency of Li(I) followed the sequence: MgCl2 > CaCl2 > NH4Cl; MgCl2 at Fe(III)/Li(I) = 1.9 was the optimum condition for Li(I) extraction | [3] |
| TBP-MIBK-FeCl3 | Li(I): 0.05 mol/L Mg(II): 4.74 mol/L SO42−: 0.12 mol/L Cl– 9.43 mol/L | 98% Li(I) was extracted at a high Mg(II)/Li(I) molar ratio; Mg(II) scrubbing with LiCl/NaCl; Li(I) stripping with HCl/NaCl; regeneration of the organic phase was obtained by washing with NaOH/NaCl | [53] |
| α-acetyl-m-dodecylacetophenone (LIX 54) - a mixture of four trialkylphosphine oxides (Cyanex 923) | pH = 11 Li(I): 1 g/L Na(I): 20–80 g/L | High separation of Li(I) at a high Na(I) concentration (SF = 110–1500); 95% of Li(I) was extracted after three stages; extracted species was LiR Cyanex 923 | [54] |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Nguyen, T.H.; Lee, M.S. A Review on the Separation of Lithium Ion from Leach Liquors of Primary and Secondary Resources by Solvent Extraction with Commercial Extractants. Processes 2018, 6, 55. https://doi.org/10.3390/pr6050055
AMA Style
Nguyen TH, Lee MS. A Review on the Separation of Lithium Ion from Leach Liquors of Primary and Secondary Resources by Solvent Extraction with Commercial Extractants. Processes. 2018; 6(5):55. https://doi.org/10.3390/pr6050055
Chicago/Turabian StyleNguyen, Thi Hong, and Man Seung Lee. 2018. "A Review on the Separation of Lithium Ion from Leach Liquors of Primary and Secondary Resources by Solvent Extraction with Commercial Extractants" Processes 6, no. 5: 55. https://doi.org/10.3390/pr6050055
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.