


Research Progress on the Typical Variants of Simulated Moving Bed: From the Established Processes to the Advanced Technologies


1
Chemical Engineering Institute, Inner Mongolia University of Technology, Inner Mongolia Autonomous Region, Hohhot 010000, China
2
Department of Chemical and Biochemical Engineering, Western University, London, ON N6A 5B9, Canada
*
Authors to whom correspondence should be addressed.
Processes 2023, 11(2), 508; https://doi.org/10.3390/pr11020508
Submission received: 12 December 2022
/
Revised: 3 February 2023
/
Accepted: 6 February 2023
/
Published: 8 February 2023
(This article belongs to the Special Issue Industrial Chemistry Reaction: Kinetics, Mass Transfer and Industrial Reactor Design (II))
Abstract
:Simulated moving bed (SMB) chromatography is a highly efficient adsorption-based separation technology with various industrial applications. At present, its application has been successfully extended to the biochemical and pharmaceutical industrial sectors. SMB possesses the advantages of high product purity and yield, large feed treatment capacity, and simple process control due to the continuous operation mode and the efficient separation mechanism, particularly for difficult separation. Moreover, SMB performs well, particularly for multi-component separation or complicated systems’ purification processes in which each component exhibits similar properties and low resolution. With the development of the economy and technology, SMB technology needs to be improved and optimized to enhance its performance and deal with more complex separation tasks. This paper summarizes the typical variants or modifications of the SMB process through three aspects: zone variant, gradient variant, and feed or operation variant. The corresponding modification principles, operating modes, advantages, limitations, and practical application areas of each variant were comprehensively investigated. Finally, the application prospect and development direction were summarized, which could provide valuable recommendations and guidance for future research in the SMB area.
1. Introduction
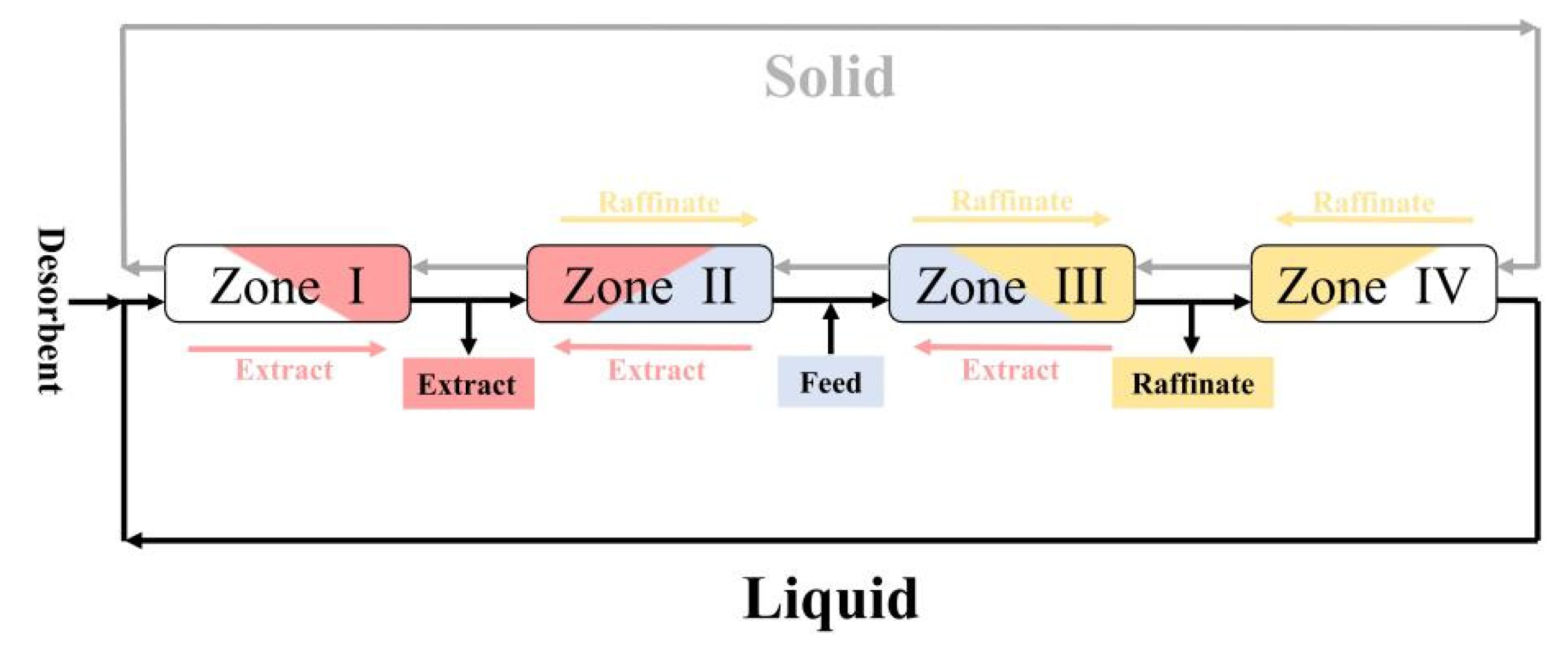
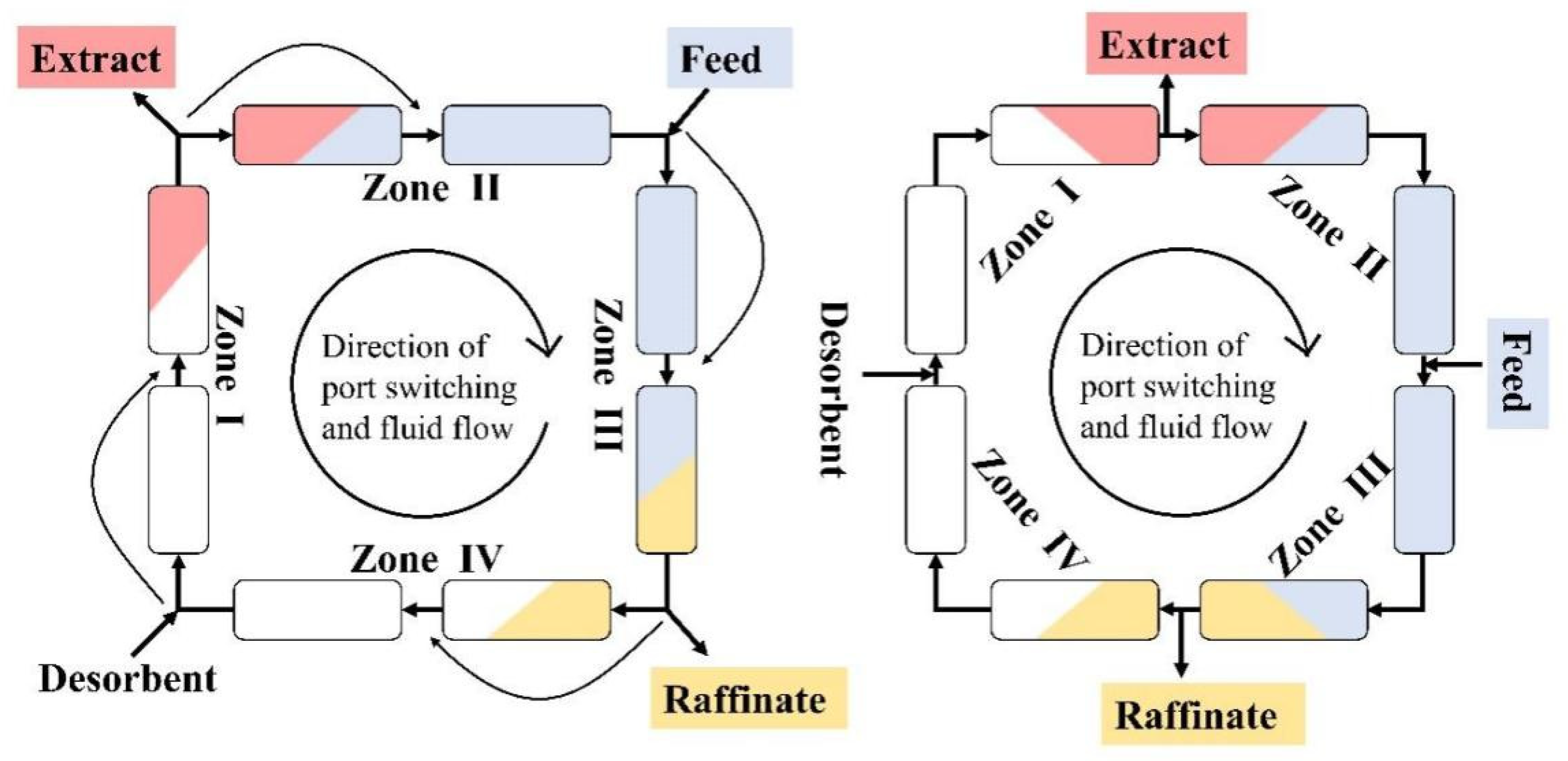
The simulated moving bed (SMB) concept was proposed by Broughton et al. of UOP in 1961 for the separation of xylene isomers in the petrochemical field. It was then gradually applied to the sugar industry and chiral drug resolution areas [1,2,3,4]. The typical SMB system is developed based on the True Moving Bed (TMB), which involves several fixed-bed chromatographic columns. It divides into four zones by four inlet and outlet ports (feed, raffinate, desorbent, and extract). Different from the TMB process, the counter-current movement of the solid phase towards the fluid phase (as shown in Figure 1) is achieved by the simultaneous synchronous switch of four streams [5,6,7,8,9,10,11,12,13,14]. Therefore, the problems associated with the movement of the solid phase can be solved, such as particle attrition, bed voidage variation, unstable flow rate, and bed expansion.
An illustration of the SMB process is shown in Figure 2. The feed stream containing both strongly adsorbed (heavy) and weakly adsorbed (light) components enters the system between zones II and III. With the column switching, the heavy component moves backward into zone II with the solid phase, while the light component is desorbed by the eluent and moves forward into zone III with the liquid phase, thus achieving the separation purpose. Therefore, the II and III zones are normally called the separation zone, where the operating conditions are set such that the two components move counter currently. After that, the heavy component is desorbed from the solid phase in zone I, which makes the solid phase regenerate, so zone I is also called the solid phase regeneration zone, while the light component is adsorbed in zone IV, which regenerates the liquid phase, so zone IV is the liquid phase regeneration zone [15,16,17]. For efficient operation, the solid and liquid phase regeneration zones are typically operated in co-current mode by setting the operating parameters appropriately.
SMB technology has its specific advantages for binary systems and complicated systems whose components have similar properties and as such are difficult to separate by traditional methods. In recent years, with the development of the economy and the progress of science and technology, the industrial requirements for energy consumption, solvent consumption, separation efficiency, product specifications, and flexibility of process control become higher and more stringent. As a result, some new SMB modes have been successively proposed. For example, the Varicol system based on the non-synchronous switching of inlet/outlet ports proposed by Ludemann-Hombourger improves the performance of SMB within a cycle, making the operation more flexible and the requirement for the number of columns significantly reduced [18,19]. The SMB process with internal flow rate changes realizes the redistribution of each component through the change of flow rate. This technology can save solvent consumption, but the process control becomes complicated [20]. Gradient SMB systems include the introduction of concentration, temperature, and pressure gradient. The introduction of a gradient condition can realize the reallocation of each composition, improve the efficiency of separation, and reduce the solvent consumption; however, the implementation process is complicated, with a need to ensure the synchronicity of the switch and the gradient change [21,22,23]. In addition, the sequential simulated moving bed (SSMB) developed in recent years [24] divides a switching of the traditional SMB process into three steps, and each step presents a different operation mode. SSMB has shown excellent performance and great potential in terms of separation effect, process control, energy consumption and solvent consumption.
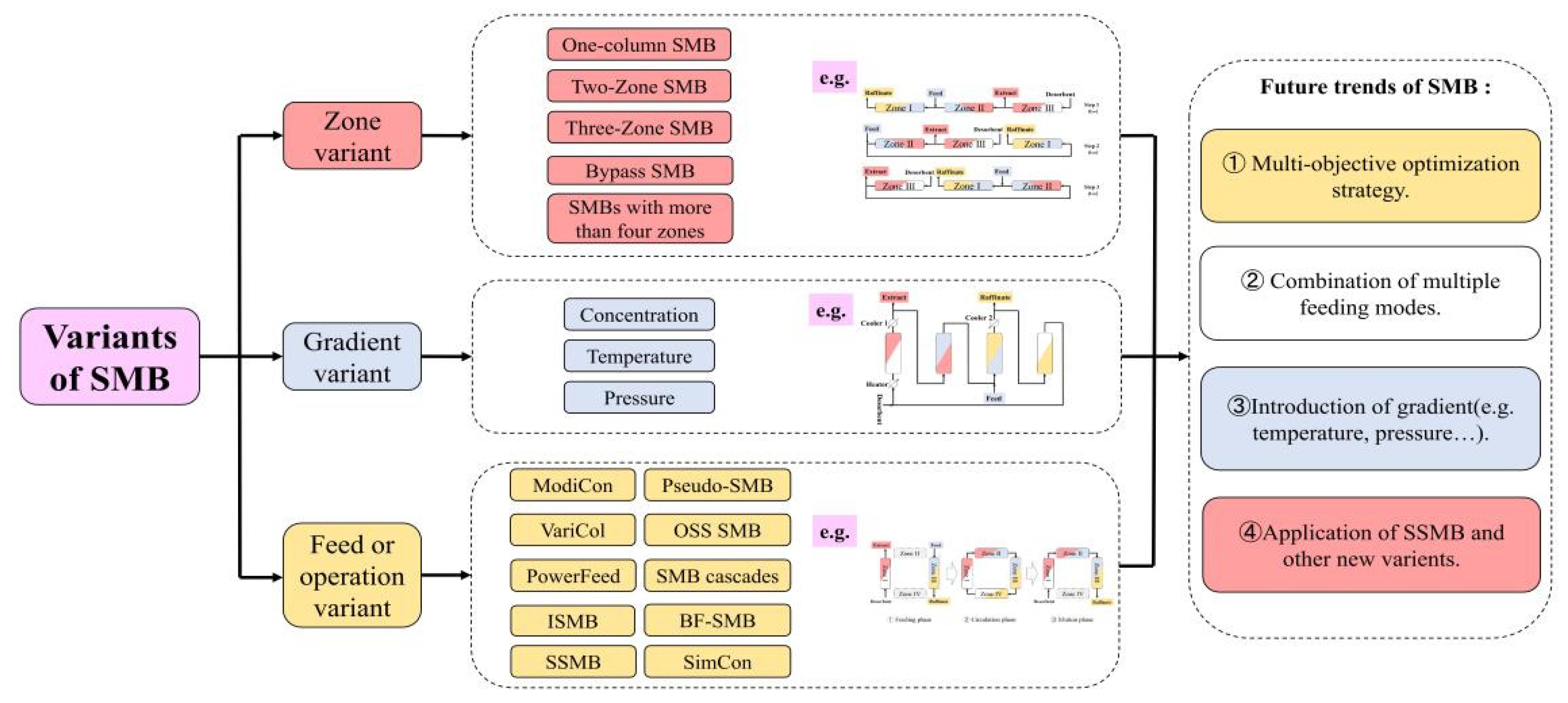
After years of research and development, diverse SMB-based variants have emerged with different operating modes and application areas [25,26]. This paper mainly focuses on an investigation of SMB variants and divides these into zone variant, gradient variant and feed or operation variant. The framework structure of this review is shown in Figure 3. According to the literature review and analysis, a detailed introduction and comparison were completed, and the separation mechanism, switching modes, advantages and disadvantages and applications of each SMB variant were summarized. Finally, this work can provide practical suggestions and references for SMB research works and industrial applications (intended for both the expert and novice), meanwhile putting forward the application prospect and future development direction.
2. Zone Variant
As the conventional four-zone SMB technology is relatively mature, researchers attempted to change the zone partition or structure to make the equipment simpler, meanwhile improving the separation performance (purity, productivity, etc.) or reducing operating costs [27,28,29]. The so-called zone variant is to reduce non-essential functional zones to combine or delete one or several areas of the four-zone SMB. Usually, the separation zones (zone II and zone III) are retained, and zone I (solid phase regeneration zone) or zone IV (liquid phase regeneration zone) are modified. However, the reduction of the regeneration zone means that the solid and liquid phases cannot be adequately regenerated and recycled, leading to problems such as increased desorbent consumption [30,31,32,33]. In the following sections, zone variant will be investigated from four aspects: one-column SMB, two-zone SMB, three-zone SMB and bypass SMB; furthermore, their advantages, disadvantages, and applications are analyzed, respectively.
2.1. One-Column SMB
One-column SMB was firstly developed by Wankat et al. [34,35] as a one-column chromatography with multiple tanks like a four-zone SMB cycle. As shown in Figure 4, the main principle is a four-step cycle. In the first step, the feed stream and the solution in tank 2 are fed into the column, the less retained component (raffinate) is collected at the output port, and meanwhile tank 1 is filled. In the second step, tank 1 is fed into the column and tank 4 is filled. Then, in the third step, fresh desorbent and the solution of tank 4 enter into the column, while the more retained component (extract) is collected and tank 3 is filled. In the final step, tank 3 and tank 2 work in the same way.
At present, there are few studies on this kind of SMB variant, and the one-column system exhibits obvious advantages and disadvantages. Specifically, it is cheap and flexible, and has the advantage if frequent desorbent changes are required. However, there is also a clear disadvantage that, due to the use of storage tanks, there is a mixing process during the whole operation and switching processes, which reduces the separation efficiency.
2.2. Two-Zone SMB
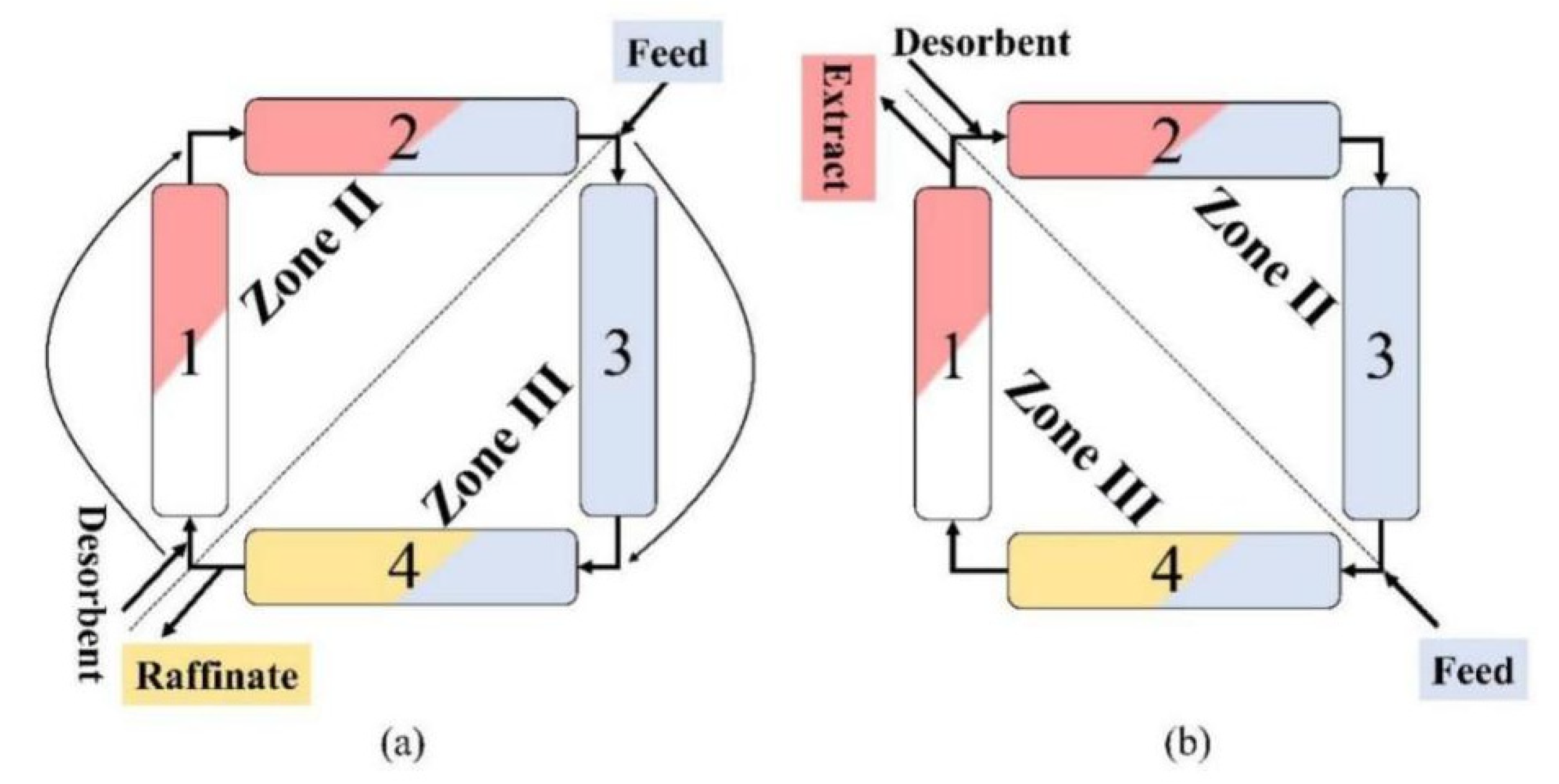
Two-zone SMB is proposed by Lee et al. [36]; its structure is shown in Figure 5. In this system, only the separation zones (zones II and III of the conventional SMB) are reserved, implying that the eluent will directly enter zone II, and the feed mixture will enter zone III. In the nth switching, the second half of the light component will move towards the end of zone III with the liquid phase and finally leave the column, while the heavy component moves backward with the solid phase and remains in zone II. At the n + 1st switching, the first column of the original zone II moves to the end of the zone III and becomes the last column of the zone III, so that the heavy component previously retained in zone II enters into zone III and leaves the column, while the first half of the adsorbed light component will immediately flow out from the exit, so that the two components can be collected separately.
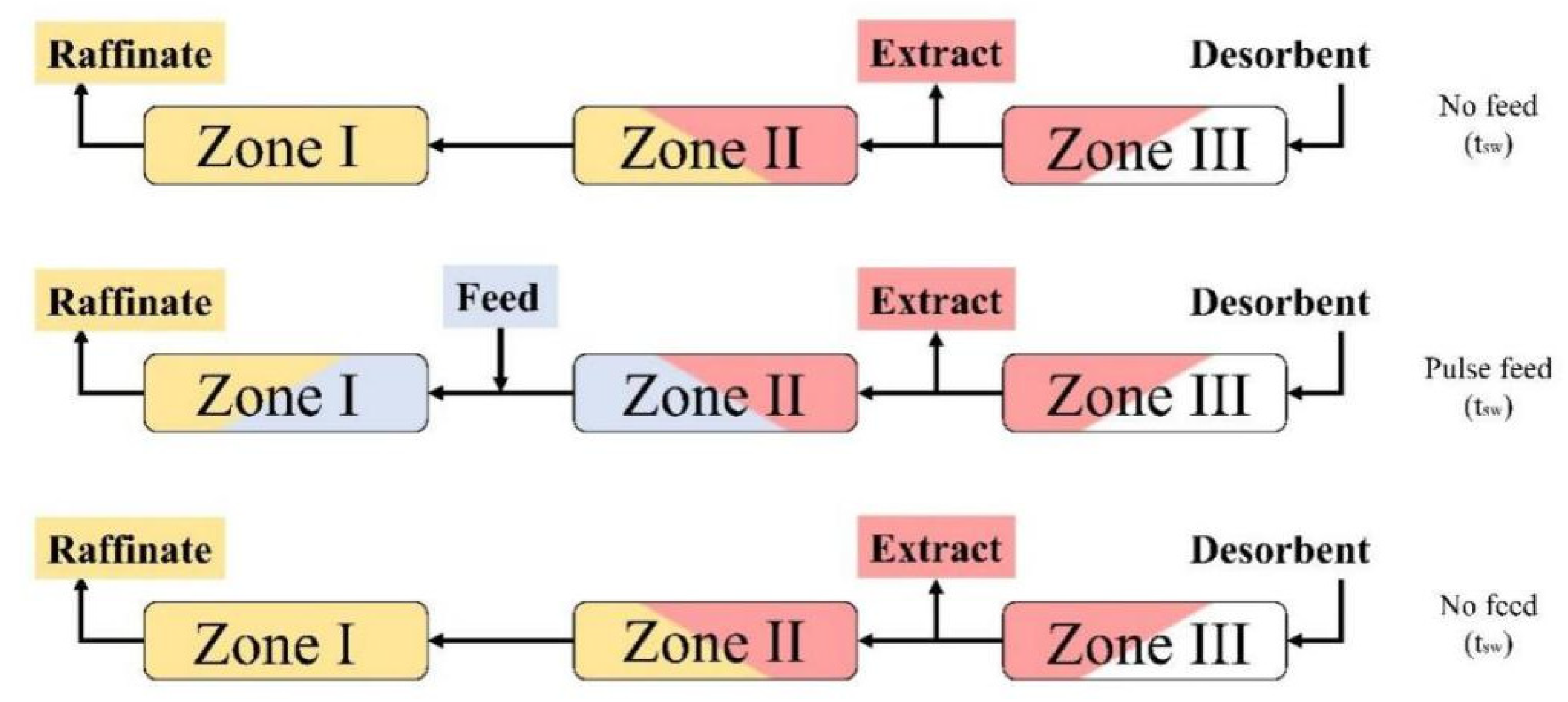
Wankat et al. [37] designed another two-zone SMB using a two-step process, combining zones I and II of the conventional SMB into a new zone I, and zones III and IV into a new zone II. At first, the feed stream is introduced between zone I and zone II, while some desorbent circulates from zone I to zone II, and the remaining desorbent is sent to the tank. In the second step (no feed), the fresh desorbent and the desorbent in the tank are used to produce the product. The raffinate and extract products are collected from zone I and zone II, respectively. At the end of the second step, all the ports are switched and the whole operation process is repeated.
In conclusion, the two-zone SMB has the advantage of low cost and is more economical due to the isolation of two regeneration zones. In addition, relatively high purity can be achieved from this simplified equipment. For example, in Lee’s work [36], compared to the conventional SMB, the two-zone SMB improved the purity and recovery of the fructose-rich product from 0.78% and 4.11% to 15.67% and 15.87%, respectively. As a result, the separation cost was reduced due to the low material consumption and simple column arrangement. Moreover, there still exist obvious disadvantages: (1) Although the port switch of two-zone SMB is similar to that of conventional four-zone SMB, it cannot achieve the countercurrent movement of the solid and liquid phases, so it is not available for continuous operation. (2) The purity and recovery of the two-zone SMB is lower than that of the four zone SMB, owing to the simplification. (3) The final purity cannot be easily increased by increasing the number of columns in each zone.
2.3. Three-Zone SMB
The three-zone SMB is the most studied mode among these variants; the schematic diagram is shown in Figure 6. In the typical three-step process, there is no desorbent cycle loop so the liquid phase regeneration zone is isolated. The desorbent enters from the end of zone III, and the binary mixture is fed between zones I and II. Finally, the heavy fraction (extract) exits between zones II and III, and the light fraction (raffinate) exits from the front end of zone I [38,39,40,41].
2.3.1. Three-Zone SMB without Zone IV
Wang et al. [42] designed an open-loop three-zone SMB in which zone IV is isolated. Then, this system is applied for the separation of Eicosapentaenoic acid (EPA) and docosahexaenoic acid (DHA) using a 1-1-2 column configuration, as shown in Figure 7. Zone I is completely independent and is used for elution. Zone II and zone III work as purification and adsorption sections, respectively. The mixture is separated in zone III, and the raffinate product EPA is obtained at the outlet (R port). The fluid phase is withdrawn in zone II to improve the separation of the components adsorbed in zone III. The eluent is withdrawn in zone I, and the extract product DHA is collected at the outlet (E port) to realize the regeneration of the column. Under the control of the automatic system, zones Ⅰ to Ⅲ move continuously along the fluid phase direction for one column length at each switching time. The results showed that, in the 2-2-2 mode, the purity of both DHA and EPA reached 99% and the recovery was close to or at 100%. The solvent consumption was 1.11 L/g, which was significantly lower compared with 1.46 L/g in the 1-1-2 mode [42]. In consequence, this kind of variant could improve both the separation performance and the economical efficiency of SMB.
2.3.2. Three-Zone SMB without Zone I
Wei et al. [43] developed a three-zone SMB without zone I, which can simultaneously achieve the high purity and low desorbent consumption. For instance, zone I is isolated, and the desorbent directly enters zone II. During the switching time, due to the column switching, the part of the solution that retains more components partially enters zone IV and continues to move forward as the extract. The other part is at the first column in zone II, as the raffinate, and is converted from a discontinuous to continuous liquid stream under the action of the desorbent. The extractive residue and extractables were collected from zone III and zone IV, respectively.
2.3.3. Port Variant
Lee et al. [44] proposed a new three-zone SMB system called three-port SMB (TT-SMB). Actually, it is a combination of the above two three-zone operations. In the first step, the extract port is closed, then the desorbent and feed solution are injected into the inlet of zones I–IV and the feed node between zones II and III, respectively. When the extract port is closed, the solution from zone III is the raffinate. In the second step, the raffinate port is closed and the desorbent is supplied to the inlet of zone II. Since there is no raffinate port, the stream from zones I to IV is the extract solution. The results showed that the product purity was generally improved by 1–4%, the recovery was generally improved by 0.8–4.8%, and the productivity was increased by up to 13.8 g/L/h using TT-SMB compared to conventional SMB.
2.3.4. Other Variants
Wankat et al. [39] put forward two ways to improve the operation of the three-zone SMB, namely “partial withdrawal” and “partial feeding”. The “partial withdrawal” mode is shown in Figure 8. In the first step, the obtained raffinate is recovered. In the second step, the desorbent is recycled during the switching time. In the third step, the raffinate is recovered and the cycle repeats. The “partial feed” mode is shown in Figure 9. Compared to the other three-zone SMB, this system only has a pulse feed in the second step during the switching time and no feed is introduced in the first and third steps. With the same feeding method, the three-zone SMB improved the recovery by up to 8.87% and the purity by up to 7.82% compared to the four-zone SMB.
In summary, compared to the conventional four-zone SMB, the separation performance in areas such as purity, recovery and eluent consumption of the three-zone SMB is inferior due to the open-loop structure and the diluted raffinate stream. However, this zone modification has several advantages: (1) Adsorbent consumption and the required equipment units such as valves and pumps are reduced. The productivity of the three-zone SMB becomes higher due to the saved amount of adsorbent. (2) The operation of three-zone SMB is relatively simple. (3) The productivity, desorbent efficiency, product purity and recovery can be improved by introducing the partial feed or partial withdrawal operation, which effectively overcome the drawbacks of the three-zone SMB.
2.3.5. Applications for Three-Zone SMB
The application of three-zone SMB in biological separation was investigated by Keβler et al. [45] and Kim et al. [46,47]. Keβler et al. studied the separation of IgG/lysozyme mixtures and the purification of dimeric BMP-2 from multicomponent mixtures by using the three-zone SMB with a concentration gradient. The results showed that solvent consumption was significantly reduced, and productivity was improved compared to the conventional SMB. In Kim’s work, guanine and cytosine were successfully isolated from nucleotides with the three-zone SMB method. The final product purity of cytosine and guanine were achieved at 95% and 90%, respectively. Another work of Kim et al. used three-zone SMB to isolate immunoglobulin Y (IgY) from eggs, and the final IgY purity of 98% was obtained. The above research results show the excellent separation performance and development potential of three-zone SMB for bio-separation.
The application of three-zone SMB in enantiomeric drug separation was investigated by Cunha et al. [48] Two enantiomers (L-PZQ and D-PZQ) of praziquantel (PZQ) were successfully isolated using three-zone SMB. At least one enantiomer with high purity and productivity could be obtained. However, there are few research works focusing on the enantiomeric drug separation by using the three-zone SMB, indicating that the variant still has a great research potential in this area.
Yao et al. [49], Pangpromphan et al. [50,51] and Nam et al. [52] investigated the application of three-zone SMB in the food separation process. Yao et al. constructed the first asynchronous three-zone SMB for the separation of vanillin and syringaldehyde. They finally obtained relatively high product purity and effectively improved the feed flow rate. Pangpromphan et al. successfully separated Alpha-Tocopherol and Gamma-Oryzanol in rice bran oil using three-zone SMB. A mathematical model of adsorption kinetics was constructed and the corresponding operating conditions were optimized. Optimization results showed that the final purity of both products was quite high. The above examples reveal that three-zone SMB is a very effective technology for the separation of food ingredients, and meanwhile possesses high product purity and great modification potential.
2.4. Bypass SMB
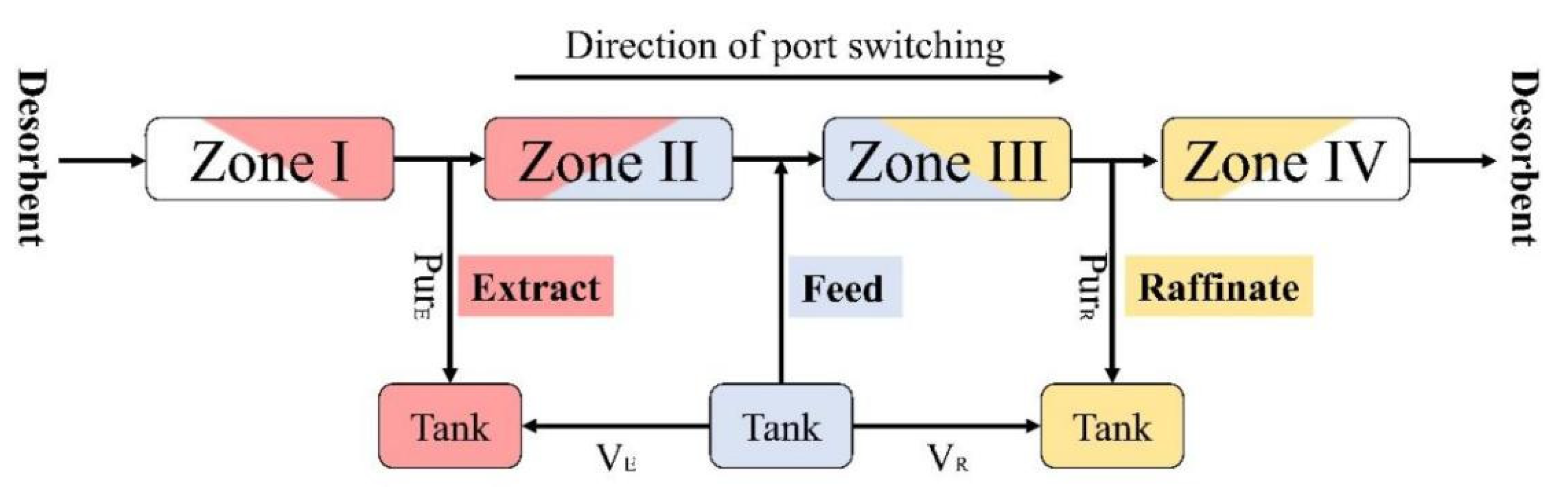
Rajendran et al. [53] reported a new operation mode based on conventional four-zone SMB, as shown in Figure 10. The feed solution enters the system between zones II and III, and the extract and raffinate are recovered between zones I and II and between zones III and IV, respectively. After the separation and purification, the feed streams of the binary mixture are bypassed to the extract and raffinate streams with a certain volume. In this way, the desired product purity can be obtained by conjunctively purifying and mixing.
The advantages of bypass in SMB are high operating flexibility and good selectivity, which makes it suitable for cases where the purity of the target product is not strictly required. However, since this SMB mode is currently only targeted at producing specific products, its application range is narrow and the productivity is not significantly improved compared to the conventional SMB. Therefore, there are few research works and applications at present.
2.5. SMBs with More Than Four Zones
Generally, conventional four-zone SMBs only can handle the binary mixtures’ separation task. To separate multi-mixtures, more zones need to be added to break through the limitations in terms of zone variants. The following is a brief description of the five-zone SMB and the nine-zone SMB.
A five-zone SMB is a closed loop with multiple chromatographic columns in series, generally equipped with two inlets (feed and desorbent ports) and three outlets (extractant 1, extractant 2, and extractive residue). The three inlets are assigned to low-affinity substance A, medium-affinity substance B and high-affinity substance C. Usually, the inlet is between zone III and zone IV, and low-affinity substance A is collected from the raffinate port (between zone IV and zone V), while high-affinity substance C and medium-affinity substance B are collected at the extract 1 port (between zone I and zone II) and extract 2 port (between zone II and zone III), respectively. For example, Mun [54] and Xie et al. [55] have successfully separated multiple components by designing and using a five-zone SMB with high yields and purity. The nine-zone SMB can be regarded as a five-zone SMB in parallel with the conventional four-zone SMB, and the whole system forms two closed loops with bypass stream. In Wooley et al.’s work [56], a nine-zone SMB was applied to extract two sugars from the biohydrolysis product with a purity close to 100% and a recovery of 88%.
3. Gradient Variant
The performance of the conventional four-zone SMB could be optimized by adjusting the adsorption behavior of each zone, which can be achieved by introducing a gradient parameter to change the operating conditions, such as temperature or solvent composition. Three kinds of gradient variants are frequently used: concentration gradient (or solvent gradient), temperature gradient and pressure gradient. Among them, the concentration gradient is most widely used and its operating conditions are relatively easier to achieve and fewer restrictions exist. The latter two variants are applicable to specific fluid phases and operating conditions.
3.1. Concentration Gradient
The separation in a conventional four-zone SMB is largely influenced by the adsorption affinity (or isotherm parameters) of the two components. To improve the performance of the SMB, the idea of distributing different isotherm parameters in different zones is applied by introducing different solvent intensities in the desorbent and feed, which resulted in different solvent intensities along the bed. Specifically, a concentration gradient is formed, and the elution ability of zones I–IV is gradually decreased. The elution intensity in zone II (between the extract port and the feed port) is greater than that in zone III (between the feed port and the raffinate port). The solute can, therefore, move forward in zone II and backward in zone III; thus, separation is achieved in these two zones. The solvent strength is commonly controlled by the concentration of the organic modifier in the fluid phase. The higher the concentration of the modifier, the lower the adsorption affinity (or isotherm parameter). Therefore, the concentration of the modifier in the desorbent should usually be set higher than the concentration in the feed material [57,58,59,60].
Wang et al. [60] used a concentration gradient SMB to separate paclitaxel and cephalosporin. The solvent composition, zone flow rate and switching time in the feed and desorbent were optimized using a non-dominated sequencing genetic algorithm with elite and jump genes (NSGA-II-JG) and rate model simulations. Compared to conventional SMB, optimal solvent gradient SMBs have substantially higher productivity and lower solvent consumption. Meanwhile, gradient SMBs can further improve productivity by eliminating limitations of flow rates in each zone.
Mun [61] applied the solvent gradient mode for the separation of phenylalanine and tryptophan. The amino acid separation process of SG-SMB was optimized to maximize the production efficiency under the constraints of pump capacity and purity. The inlet and outlet flow rates, switching times and local distribution of liquid phase along the chromatographic bed were optimized using genetic algorithms and rate model simulations. The results showed that the yield was increased, the desorbent consumption was reduced and the product concentration was increased compared to the conventional SMB. Specifically, in this case, the productivity of amino acid was increased up to 110%, and meanwhile the desorbent consumption was reduced up to 53%.
Compared to the conventional four-zone SMB, the concentration gradient SMB has higher productivity and lower desorbent consumption and, meanwhile, relatively high separation purity and efficiency could be obtained. Most operating designs employ an open-loop structure; the eluent flows out from the end of zone IV and is no longer circulated into zone I. However, in the concentration gradient mode, the mobile phase composition is not constant, which leads to cyclic steady-state characteristics when the inlet and outlet ports are switched periodically. Similarly, the internal adsorption equilibrium relationship of the solute also shows cyclic steady-state variations, which will reduce the stability of the system and thus make the process design more difficult.
3.2. Temperature Gradient
Conventional SMB units are operated under isothermal and isobaric conditions with constant adsorption intensities in all zones. Low adsorption intensities are favorable for zones I and II, while high adsorption intensities are favorable for zones III and IV. Therefore, it is desirable to introduce a gradient of adsorption intensity to improve the unit productivity and solvent consumption performance of the SMB. For the liquid fluid phase, the adsorption intensity can be effectively adjusted by changing the temperature [62,63,64].
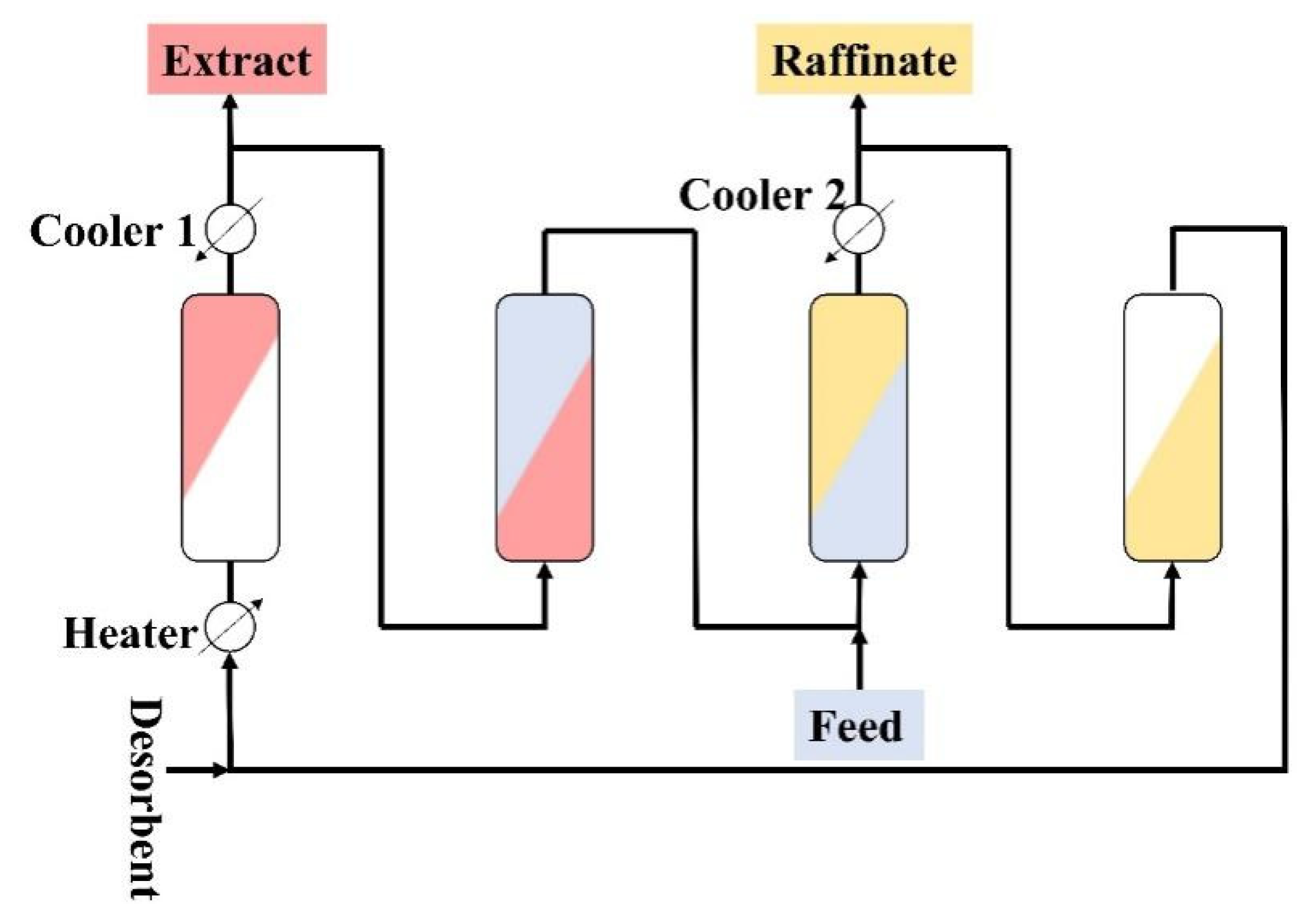
Wankat et al. [62] combined the principles of SMB and thermal swing adsorption (TSA) and developed a traveling wave mode thermally assisted moving bed. A heat exchanger was used to control the fluid temperature, which resulted in a thermal wave passing through the column. As shown in Figure 11, the fluid is heated or cooled before it enters each adiabatic column, and the temperature within the column varies in each zone, thereby affecting the solute adsorption capacity and optimizing the performance of the SMB. Thermally assisted SMBs can be used to separate mixtures that are thermally stable and where the isotherm significantly shifts with temperature.
Yu et al. [65] investigated the feasibility of internal temperature gradient SMB for the enantiomeric binary separation process by introducing the temperature difference between feed and desorbent. The result demonstrated that a temperature gradient with a 20 K difference could significantly improve the productivity of the SMB device by 20%. In addition, increasing the flow rate ratio in zone IV could effectively reduce the solvent consumption.
In conclusion, the advantages of temperature gradient SMB are: (1) There are no restrictions on heat exchange rate, and the SMB and simulation system can be easily scaled up. (2) The adsorption intensity of each zone can be adjusted by changing the temperature to enhance the separation performance of the SMB. Nevertheless, some disadvantages are: (1) Although the traveling wave mode solves the serious heat transfer limitation problem, the external dead volume is increased by heat exchanger, and thus the hysteresis time is increased. (2) As the isotherm of separation mixture is certainly affected by temperature, its application scope is limited.
3.3. Pressure Gradient
The pressure gradient mode is, currently, mainly applied to supercritical fluid simulated moving beds (SF-SMB). Morbidelli et al. [66] designed a pressure gradient SMB, in which different pressure levels were applied in the four zones. Pressure control valves were, respectively, installed after each column and between the outlet and inlet valves, which could adjust different pressure values in the two adjacent zones. As a result, the Henry’s constant of the components and their retention times were increased due to the decreased density of the supercritical fluid phase with decreasing pressure. Thus, the separation process could be optimized by introducing a decreased pressure gradient from zone I to zone IV to form a decreased gradient in the elution intensity of the fluid phase. When a pressure gradient is used, the product purity is increased by up to 2.3% and the productivity is increased by 0.29 g/kg compared to the isobaric mode.
Since the fluid phase of this variant uses supercritical fluids instead of conventional organic solvents, it has the obvious advantage of being green and environmentally friendly; meanwhile, the desorbent cost is lower than conventional SMB. However, it is not widely applicable due to the special fluid phase.
4. Feed or Operation Variant
Another modification method is to improve the performance of the conventional SMB by only changing the feed or operation mode, without altering the SMB configuration. Ten different variants are investigated below, which can be used either alone or in combination of two or more to improve the separation performance of SMBs in applications.
4.1. ModiCon
“ModiCon” feed mode, also called varying concentration feed model. Schramm et al. [67] proposed adjusting the feed concentration with a certain rule within the transition cycle appropriately. Then, the concentration spectral band changes its movement rate as it flows through the feed port and is usually applicable to nonlinear adsorption. Compared to conventional SMB, the ModiCon could regulate the feed concentration and increase productivity by about 50% and reduce solvent consumption by about 25% [64]. In the Langmuir adsorption model, the higher the concentration, the faster the concentration point moves. For the more retained component, when it passes through the inlet, its flow rate can be reduced by reducing the feed concentration, so that the less retained component with higher purity can be obtained [68,69].
When the ModiCon mode is used exclusively, the improvement of SMB performance is not obvious. Therefore, it usually needs to be combined with VariCol or other processes to improve the separation performance. After this combination, the separation efficiency can be improved and the solvent consumption can be reduced compared to the conventional SMB.
4.2. VariCol
VariCol, the asynchronous switching mode, is shown in Figure 12. In VariCol mode, only one inlet or outlet is switched within each switching time and each port is switched independently. This makes the length of the zone different for each stage; that is, the length of each zone is not fixed, and changes over time. According to the characteristics of the mixture and the spectral band distribution of the separation process, the column length can be adjusted timely to make the distribution reasonable and the separation more efficient [70,71,72,73,74,75].
Supelano et al. [76] compared the separation performance of three SMB modes, ModiCon, VariCol, and ModiCon + VariCol, in terms of maximum throughput for a given product purity by using the resolution of guaiacol glycerol ether as an example. It was found that the separation performance was not significantly improved when only the ModiCon feed mode was applied, while when both ModiCon + VariCol feed modes were used in combination the throughput, number of columns, and the separation efficiency were obviously improved compared to the conventional SMB, due to the larger zone I and zone II.
Zhang et al. [72] conducted a systematic multi-objective optimization study of the SMB and VariCol processes for the chiral resolution of racemic pindolol using the NSGA-II-JG algorithm. The result showed that, under the condition of higher feed concentration and lower feed flow rate, a relatively high product purity can be obtained without consuming more desorption agent and, meanwhile, a better performance can be obtained by increasing the number of columns. When the VariCol process was used, the product recovery was generally improved by 0.15–0.56% and the product purity was generally improved by 0.1–0.52% compared to the conventional SMB [72]. It was finally proven that the VariCol process outperforms conventional SMB in terms of desorbent consumption with the same separation requirements.
Lin et al. [77] designed and optimized the operating conditions for the enantiomeric separation of aminoglutamine by SMB and VariCol methods using a mass transfer-diffusion model, while considering the intraparticle mass transfer resistance and axial dispersion effects. It was also verified that the separation performance of VariCol process was superior to the conventional SMB.
In summary, the VariCol process allows more flexibility in the chromatographic column use and breaks the limitations of constant zone length and constant solids flow rate. Compared to the conventional SMB, the VariCol mode can obtain higher productivity and lower desorbent consumption.
4.3. PowerFeed
PowerFeed is the separation process with variable feed flow rate. When the mixture solution flows through the feed port position, the feed flow rate is changed in each switching interval, which affects the components’ movement rate in each zone by changing the concentration spectrum band. In this way, different components in a mixture are gradually separated [78,79,80].
The PowerFeed mode is similar to the ModiCon mode mentioned above, in which both methods achieve the separation purpose by changing the concentration of the spectral band. The ModiCon changes the feed concentration directly, whereas PowerFeed changes the concentration by adjusting the flow rate [81,82,83]. Similarly, PowerFeed generally needs to be used in conjunction with other modes to improve the separation performance.
The three feed variant modes mentioned above, ModiCon, VariCol and PowerFeed, have one thing in common; all of them improve the performance of SMB by increasing the degrees of freedom. All three types of feed modes can lead to improved separation efficiency and performance, and the performance can be further improved by effectively combining these three variants.
4.4. Intermittent Simulated Moving Bed (ISMB)
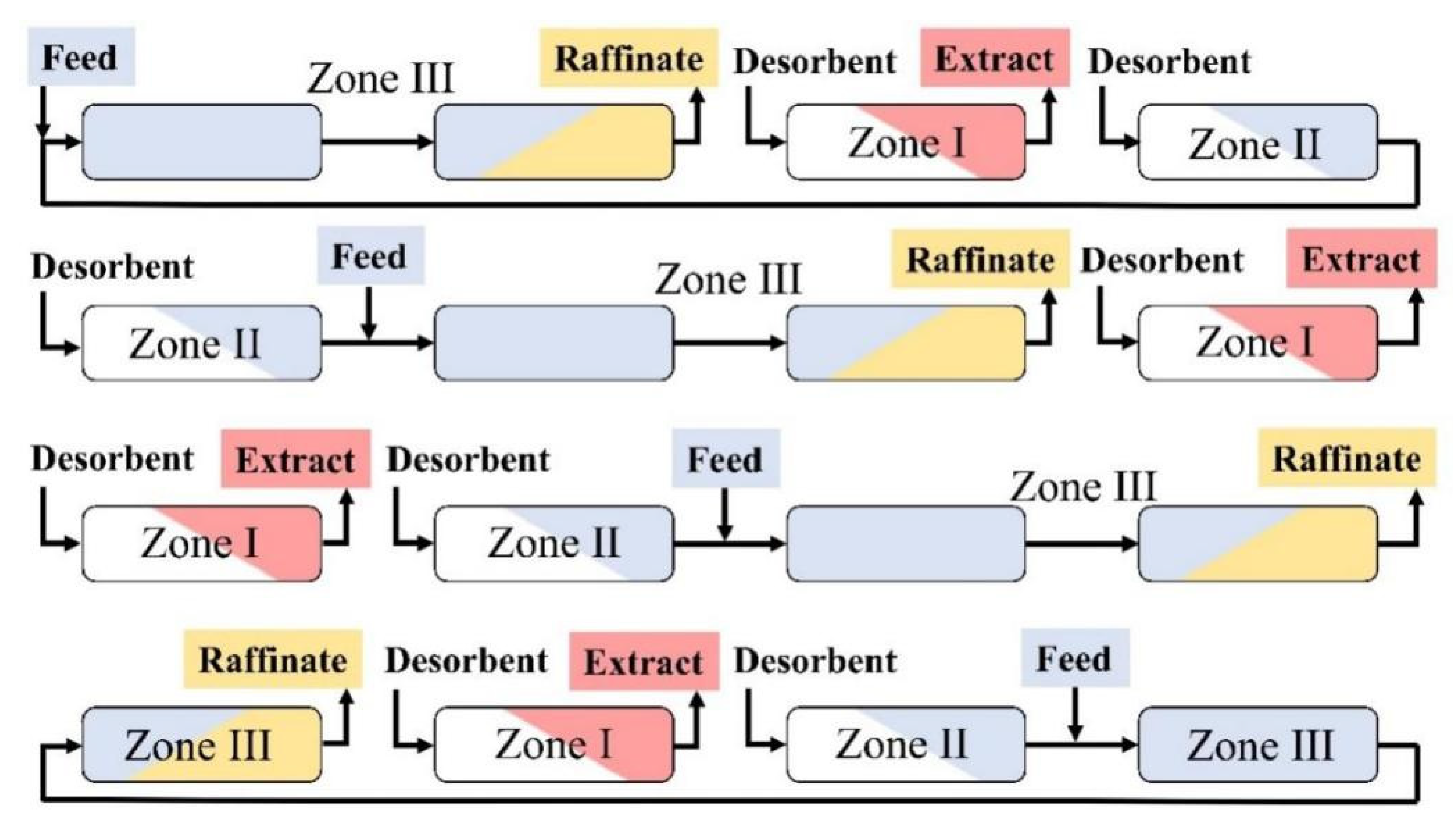
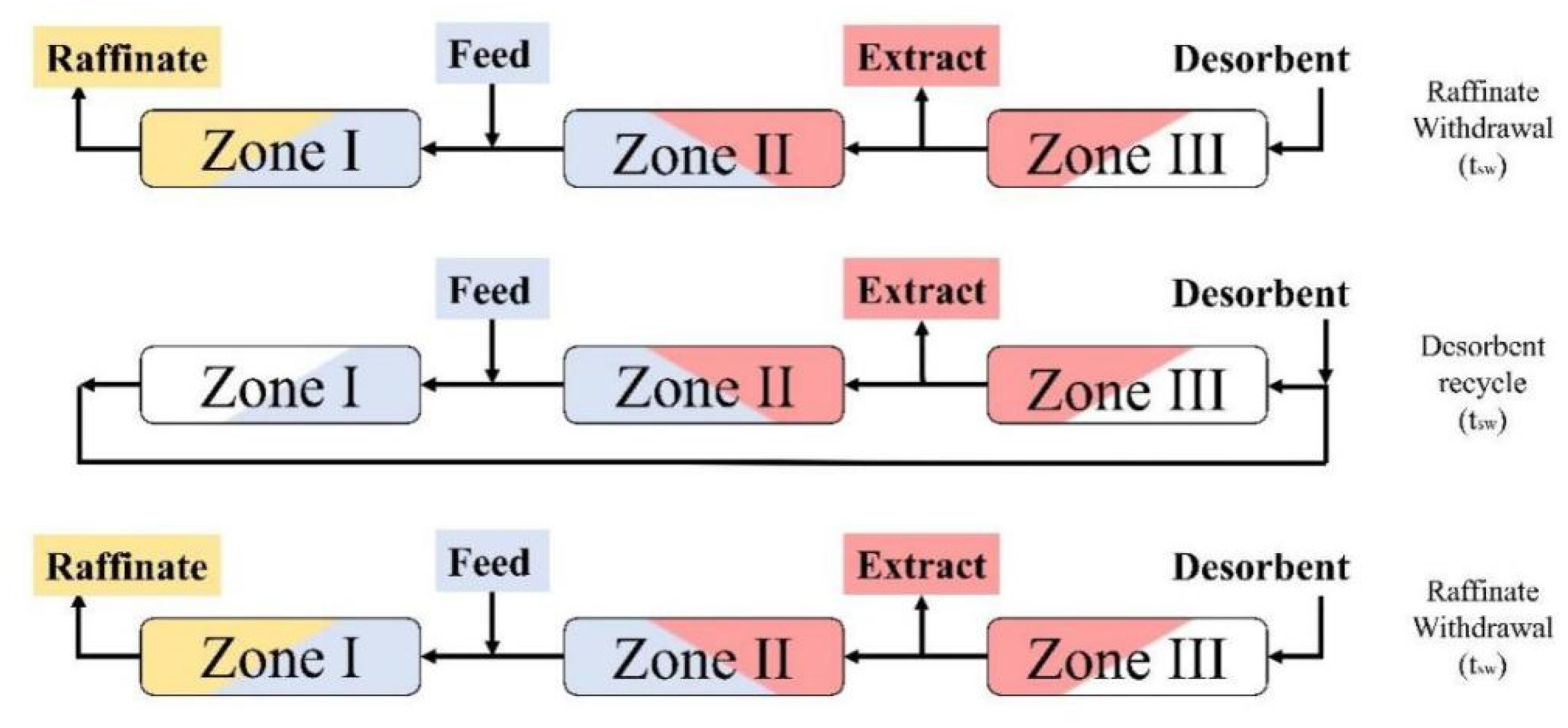
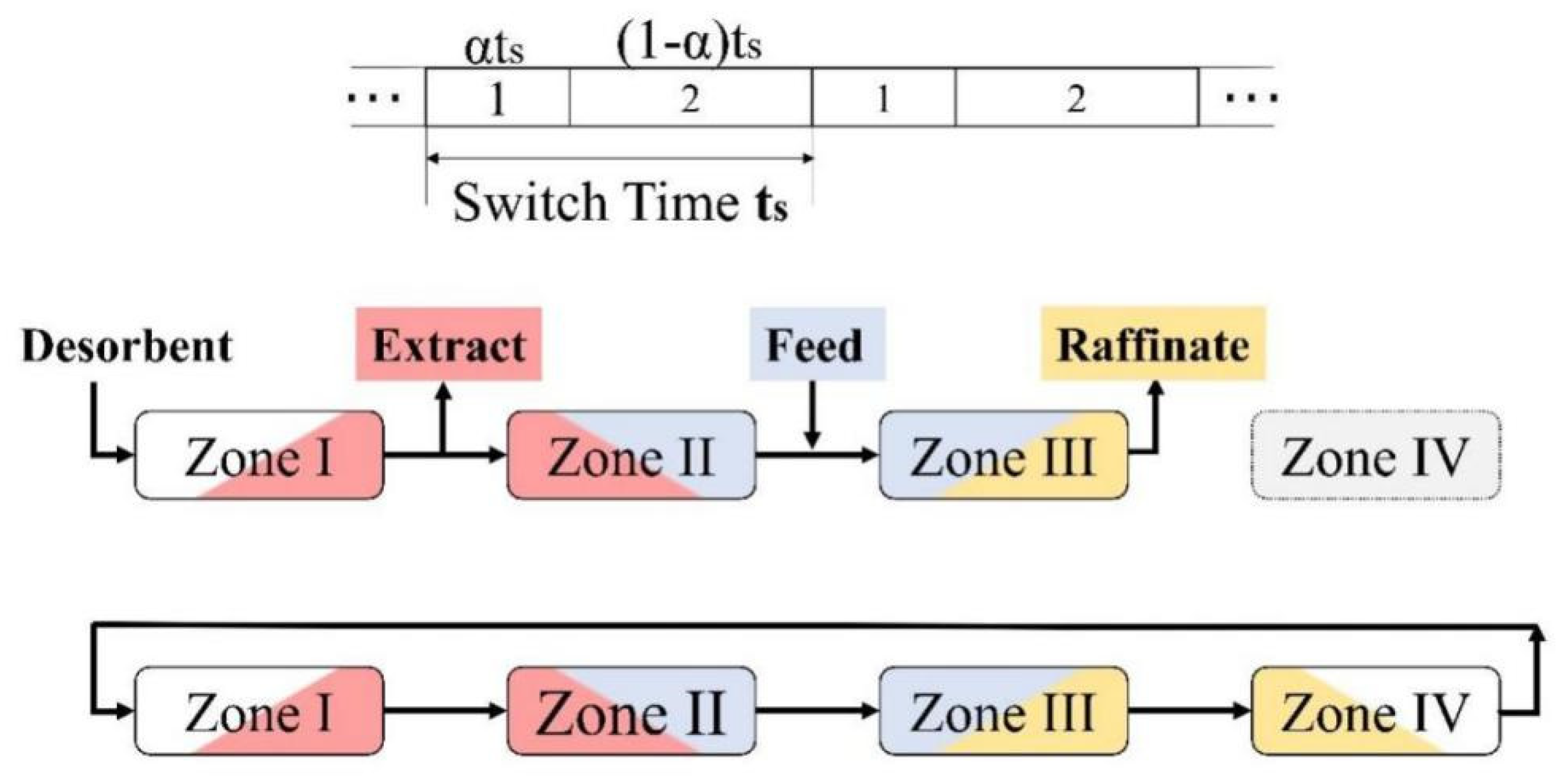
ISMB is fully known as intermittent SMB. In the ISMB process, as shown in Figure 13, each switching time ts is divided into two sub steps with durations αts and (1−α)ts, respectively. In step 1, the ISMB also contains two inlets and two outlets, while zone IV is isolated. In step 2, all inlets and outlets are closed, and the liquid phase circulates along the column with the same flow rate in all four zones, thus redistributing the concentration profiles and adjusting the position of each component [84,85].
Mazzotti et al. [86,87,88] proposed a three-column ISMB as a new semi-continuous chromatographic process. Higher throughput can be achieved while using fewer columns due to the timely recycling of less retained components. The experiments were conducted for the binary separation process, and the ternary separation by using the three-column ISMB cascade chromatography was studied and designed. The final product purity of up to 97.8% was obtained with a productivity of 2.10 g/L/h and a solvent consumption of 12 g/L, which proved better than that of the conventional SMB process. The cascade operation could provide greater flexibility, better simulation accuracy, and improved purity and performance of the ISMB.
In conclusion, better concentration distribution could be obtained by reasonably designing the time interval in the ISMB process. In addition, complex separation tasks such as ternary separation can be conducted, which indicates the great application potential of ISMB. In summary, the main advantages of ISMB are: (1) High separation efficiency and performance can be obtained with a simple operation mode. (2) High operating flexibility. (3) The feasibility in multiple mixtures’ separation process.
4.5. Sequential Simulated Moving Bed (SSMB)
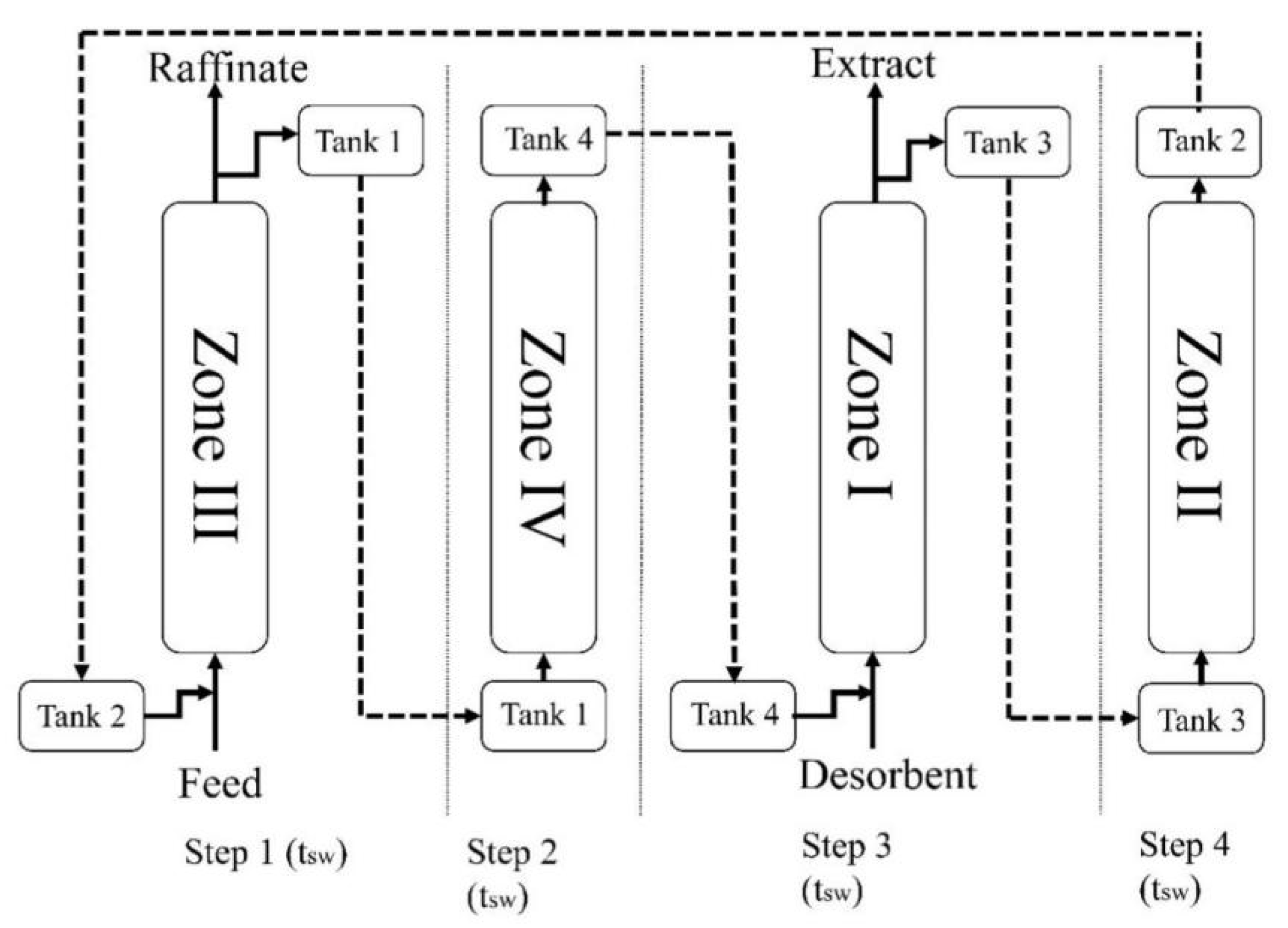
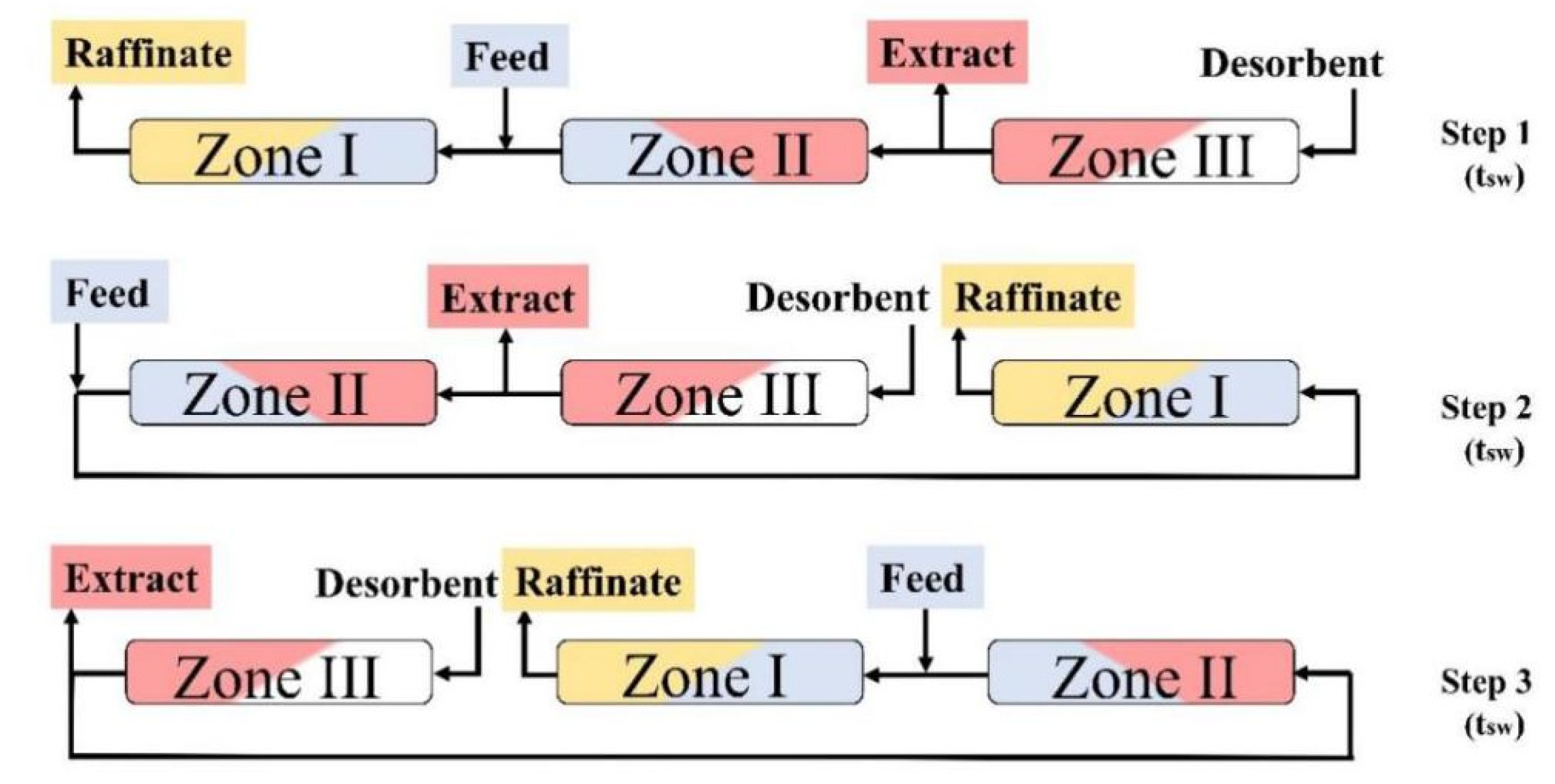
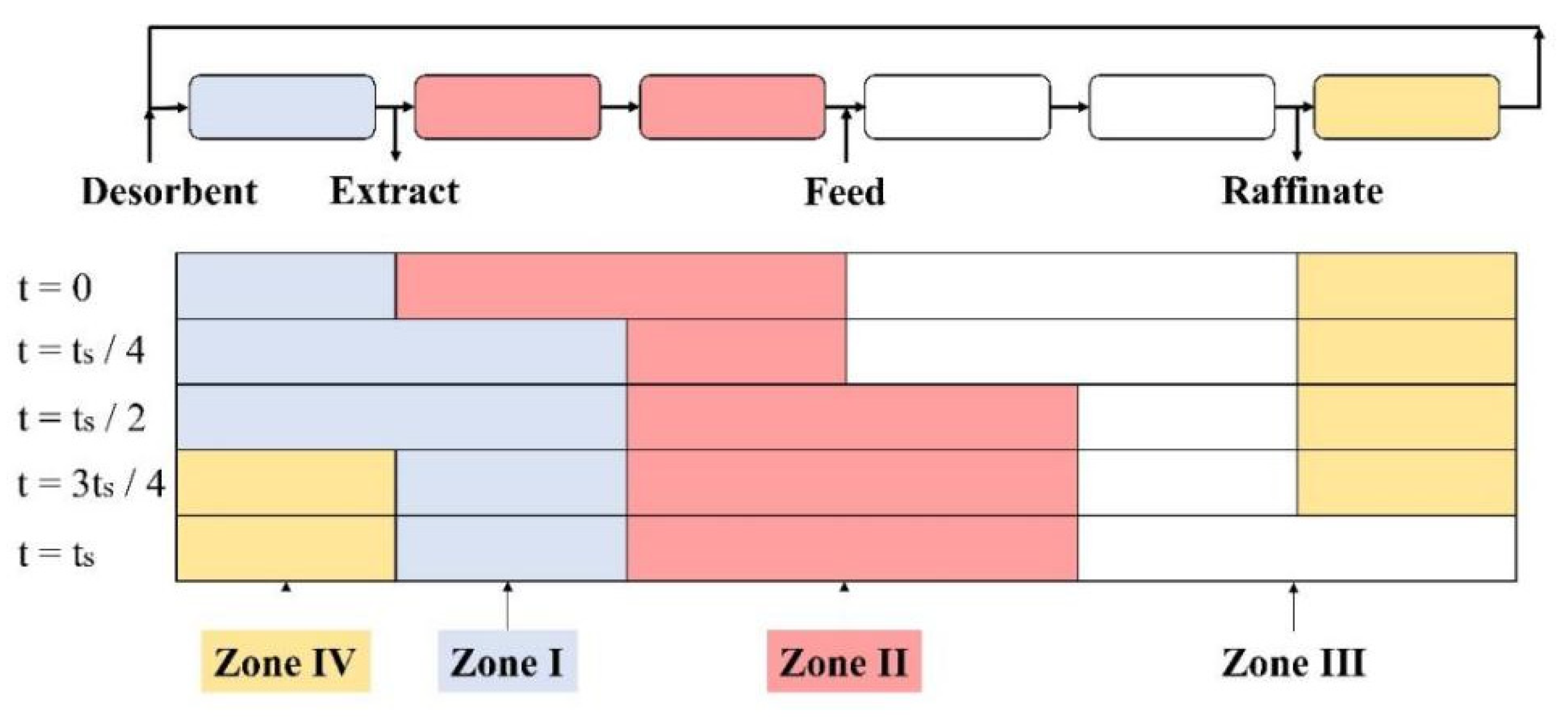
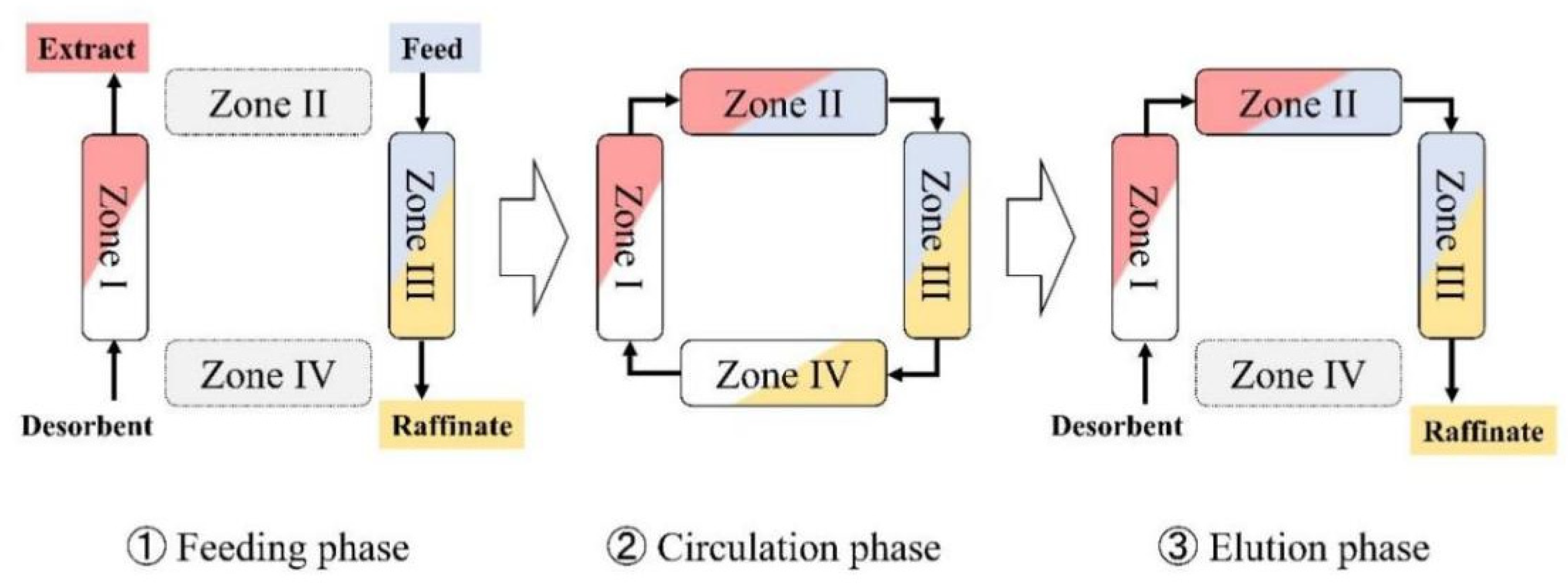
SSMB is called sequential simulated moving bed, and its process is shown in Figure 14. SSMB divides the conventional SMB into three phases: “feeding”, “circulation” and “elution”. In the feeding phase, the feed solution and eluent, respectively, enter zones III and I simultaneously, while zones II and IV are isolated. In the second phase, all inlets and outlets are closed, and all the columns are connected into a closed loop. The liquid phase is circulated in this system and redistributes the concentration profiles. In the third “elution” phase, the eluent is passed into zones I to III, while zones IV is isolated. The extract products are collected in both the feed and elution phases, and the raffinate products are collected only in the feed phase [26,89].
For example, Li et al. [26,90] applied SSMB to the separation of glucose and fructose and compared the separation performance to the conventional SMB. The results revealed that the solvent consumption of SSMB was significantly less than that of SMB for the same purity and recovery requirements, which further proved the technical and economic superiority of the SSMB process [90]. In addition, the feasibility of SSMB for the separation and purification of xylo-oligosaccharides (XOS) under different constraints and objectives with multi-objective optimization was also investigated.
SSMB is not only an improvement of the conventional SMB, but also a modification of the ISMB. The main advantages are: (1) High utilization of the mobile phase and low water consumption can effectively reduce the cost, so the SSMB is suitable for industrial production. (2) When separating some specific mixtures, the separation performance of SSMB is significantly higher than that of SMB. (3) The back mixing problem existing in the separation process of SMB can be effectively solved by SSMB. (4) Ternary separation can be achieved by adding the inlet and outlet ports. In addition, SSMB also possesses some disadvantages: (1) The operation is more complicated and increases the control difficulty. (2) The utilization rate of the stationary phase is lower. (3) The flow rate ratio (m value) is influenced by various factors and is not constant during the switching time, which indicates that the SSMB cannot be directly designed by using the m value.
4.6. Pseudo-SMB
Pseudo-SMB is a new SMB technology mainly used to separate ternary mixtures. The process can be seen as a combination of the true moving bed and simulated moving bed. There are two main steps. The first step is similar to the TMB process, where the ternary mixture (A, B and C) is injected into the inlet and the desorbent (D1) is also injected, with the aim of separating component B, which has an intermediate affinity for the desorbent. The second step is similar to the SMB process, and closes the device with only the desorbent (D2) injected from the inlet in order to collect the components A and C, respectively. In the process of separating ternary mixtures, the pseudo-SMB is relatively easy to operate and has advantages for small-scale ternary separation [26,56,91,92,93].
4.7. Outlet Swing Stream (OSS) SMB
Gomes et al. [94] proposed an unusual SMB in which the flow rates of zones II and III were kept constant based on the conventional SMB, and the flow rates of each outlet (extract, raffinate and desorbent) were artificially manipulated to dynamically adjust the flow rates of zones I and IV for the separation operation. It can effectively improve the product purity and reduce the desorbent consumption [26].
4.8. Backfill-SMB (BF-SMB)
To improve the separation and chromatography performance of conventional SMB, Kim et al. [95] proposed a strategy called backfill-simulated moving bed (BF-SMB). A part of the product is refilled into the SMB from the feed node or intermediate node as a feed to simulate a TMB-like effect, enriching the main components near the product extraction node, thereby improving the separation of the SMB performance. This strategy can effectively improve product purity without compromising recovery and desorbent consumption [17,95].
4.9. SMB Cascades
Complex separation tasks such as the separation of ternary or more multiple mixtures can be handled by properly connecting multiple SMBs working in succession. This process is called SMB cascades, also known as tandem SMB. It is generally operated using two (or more) consecutive SMB units. A ternary (or multiple) mixture is fed from the inlet into the first SMB unit, and after separating a single material the remaining mixture is introduced into the second SMB unit for further separation. If the initial feed has only three mixtures, two SMB cascades will separate them all; if there are more than three, a third SMB unit will need to be passed through, and so on. Since each unit is independent of the others, it is possible to set independent parameters without unit interfering. After the cascade operation, the separation performance is greatly improved compared to the conventional SMB. However, it is important to note that the more SMBs are cascaded, the more diluted the sample becomes, and thus the productivity is reduced. Therefore, the idea of bypass SMB, as mentioned before, can be used for proper priming to ensure sample purity [26,96,97].
4.10. SimCon
Song et al. [98] proposed a novel SMB strategy called SimCon. Under the constraints of the maximum allowable pressure or flow rate, the feed flow and product flow are simultaneously controlled. This operation can make the flow and pressure fluctuations in the column as small as possible to improve the performance of the SMB. The SimCon operation consists of three steps. In the first step, when the desorbent is injected, only the raffinate port is opened. In the second step, all inlet and outlet ports are opened, which is consistent with the conventional SMB process and is called an intermediate step. In the final step, only the raffinate port is closed, and the other ports are opened [17]. Experimental data have confirmed that, compared with conventional SMB, SimCon operation can increase the product purity by 3.2%, the recovery rate by 3.1%, the productivity by 0.9 g/L/h, and the desorbent consumption by 0.04 L/g [98]. The separation performance and process cost can be effectively optimized by the SimCon strategy.
In conclusion, changing the different feeding or operating modes can effectively improve the separation efficiency, reduce the solvent consumption, or increase the product purity; a brief description of three main variants is listed in Table 1. Through these changes, while improving the performance of the equipment, SMB can also handle more challenging separation tasks, improve flexibility, or make the operation simple.
5. Conclusions
In this paper, three significant types of SMB variants were introduced and analyzed. First, modifications of the conventional SMB process based on zone structure changes were reviewed. In most zone variants, the separation performance and process economy could be improved by simplifying the operating zone construction. Secondly, gradient variants of the SMB process were investigated, in which SMB’s performance was effectively enhanced by introducing concentration, temperature, or pressure gradients with a result of altering the adsorption behavior of each zone. Finally, the SMB variants with different feed or operation modes were researched. This revealed that the separation performance could be adjusted by using ModiCon, VariCol and PowerFeed modes, alone or in combination, or choosing new SMB technologies such as ISMB, SSMB, Pseudo-SMB, OSS, BF-SMB, SMB cascades, and SimCon. According to the literature review and analysis results, it can be concluded that: (1) The use of new SMB technology or the combination of ModiCon, VariCol, and PowerFeed modes have a promising application in the future. (2) Multi-component separation by using new SMB technology will also be an important and challenging research direction. (3) The combination of the new SMB methods and multi-objective optimization (MOO) strategy can effectively improve the separation performance of SMB, which will simplify the process design and provide valuable guidance for practical industrial applications.
Author Contributions
Conceptualization, X.Z. and Y.L.; validation, Y.L., J.L. and A.K.R.; investigation, X.Z. and Y.L.; writing—original draft preparation, X.Z.; writing—review and editing, Y.L. and A.K.R.; supervision, Y.L., J.L. and A.K.R.; funding acquisition, Y.L. and A.K.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by [NSERC Canada], grant number [RP438568]; National Natural Science Foundation of China, grant number [22268031]; Natural Science Foundation of the Inner Mongolia Autonomous Region, grant number [2021BS02003]; Basic Research Funding for Universities Directly Under Inner Mongolia Autonomous Region, grant number [JY20220212].
Data Availability Statement
Not applicable.
Acknowledgments
The authors express their great thanks for the support from the NSERC Canada (Grant No. RP438568), National Natural Science Foundation of China (Grant No. 22268031), the Natural Science Foundation of the Inner Mongolia Autonomous Region (Grant No. 2021BS02003), and the Basic Research Funding for Universities Directly Under Inner Mongolia Autonomous Region (Grant No. JY20220212).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ruthven, D.M.; Ching, C.B. Counter-current and simulated counter-current adsorption separation processes. Chem. Eng. Sci. 1989, 44, 1011–1038. [Google Scholar] [CrossRef]
- Deveant, R.M.; Jonas, R.; Schulte, M.; Keil, A.; Charton, F. Enantiomer Separation of a Novel Ca-Sensitizing Drug by simulated moving bed (SMB)-chromatography. J. Für Prakt. Chem./Chem.-Ztg. 1997, 339, 315–321. [Google Scholar] [CrossRef]
- Francotte, E.; Richert, P.; Mazzotti, M.; Morbidelli, M. Simulated moving bed chromatographic resolution of a chiral antitussive. J. Chromatogr. A 1998, 796, 239–248. [Google Scholar] [CrossRef]
- Juza, M.; Mazzotti, M.; Morbidelli, M. Simulated moving-bed chromatography and its application to chirotechnology. Trends Biotechnol. 2000, 18, 108–118. [Google Scholar] [CrossRef]
- Nagy, M.Z.M.; Hanák, L.; Argyelán, J.; Szánya, T.; Ravasz, B.; Aranyi, A. Temesvári Separation of Organic Compounds by Simulated Moving Bed Preparative Liquid Chromatography. Chromatographia 2004, 60, S181–S187. [Google Scholar] [CrossRef]
- Houwing, J.; Billiet, H.A.H.; van der Wielen, L.A.M. Optimization of azeotropic protein separations in gradient and isocratic ion-exchange simulated moving bed chromatography. J. Chromatogr. A 2002, 944, 189–201. [Google Scholar] [CrossRef] [PubMed]
- Antos, D.; Seidel-Morgenstern, A. Two-step solvent gradients in simulated moving bed chromatography. J. Chromatogr. A 2002, 944, 77–91. [Google Scholar] [CrossRef]
- Szanya, T.; Argyelan, J.; Kovats, S.; Hanak, L. Separation of steroid compounds by overloaded preparative chromatography with precipitation in the fluid phase. J. Chromatogr. A 2001, 908, 265–272. [Google Scholar] [CrossRef] [PubMed]
- Pynnonen, B. Simulated moving bed processing: Escape from the high-cost box. J. Chromatogr. A 1998, 827, 143–160. [Google Scholar] [CrossRef]
- Zhong, G.; Guiochon, G. Steady-state analysis of simulated moving-bed chromatography using the linear, ideal model. Chem. Eng. Sci. 1998, 53, 1121–1130. [Google Scholar] [CrossRef]
- Pais, L.S.; Loureiro, J.; Rodrigues, A.E. Separation of 1,1′-bi-2-naphthol enantiomers by continuous chromatography in simulated moving bed. Chem. Eng. Sci. 1997, 52, 245–257. [Google Scholar] [CrossRef]
- Wu, D.J.; Xie, Y.; Ma, Z.; Wang, N.H.L. Design of Simulated Moving Bed Chromatography for Amino Acid Separations. Ind. Eng. Chem. Res. 1998, 37, 4023–4035. [Google Scholar] [CrossRef]
- Zhang, Y.; Hidajat, K.; Ray, A.K. Modified reactive SMB for production of high concentrated fructose syrup by isomerization of glucose to fructose. Biochem. Eng. J. 2007, 35, 341–351. [Google Scholar] [CrossRef]
- Yu, W.; Hidajat, K.; Ray, A.K. Optimal operation of reactive simulated moving bed and Varicol systems. J. Chem. Technol. Biotechnol. 2003, 78, 287–293. [Google Scholar] [CrossRef]
- Rajendran, A.; Paredes, G.; Mazzotti, M. Simulated moving bed chromatography for the separation of enantiomers. J. Chromatogr. A 2009, 1216, 709–738. [Google Scholar] [CrossRef]
- Kim, Y.; Cho, S.; Jang, K.; Lee, J.; Kim, M.; Moon, I. Effect of radial distribution of injected flow on simulated moving bed performance. J. Chromatogr. A 2022, 1662, 462703. [Google Scholar] [CrossRef]
- Kim, K.-M.; Lee, J.W.; Kim, S.; Santos da Silva, F.V.; Seidel-Morgenstern, A.; Lee, C.-H. Advanced Operating Strategies to Extend the Applications of Simulated Moving Bed Chromatography. Chem. Eng. Technol. 2017, 40, 2163–2178. [Google Scholar] [CrossRef]
- Toumi, A.; Engell, S.; Ludemann-Hombourger, O.; Nicoud, R.M.; Bailly, M. Optimization of simulated moving bed and Varicol processes. J. Chromatogr. A 2003, 1006, 15–31. [Google Scholar] [CrossRef] [PubMed]
- Calderon Supelano, R.; Barreto, A.G., Jr.; Andrade Neto, A.S.; Secchi, A.R. One-step optimization strategy in the simulated moving bed process with asynchronous movement of ports: A VariCol case study. J. Chromatogr. A 2020, 1634, 461672. [Google Scholar] [CrossRef]
- Zang, Y.; Wankat, P.C. Variable Flow Rate Operation for Simulated Moving Bed Separation Systems: Simulation and Optimization. Ind. Eng. Chem. Res. 2003, 42, 4840–4848. [Google Scholar] [CrossRef]
- Wang, J.; Tian, Y.; Li, Y.; Xu, J.; Yu, W.; Ray, A.K. Multi-objective optimization of non-isothermal simulated moving bed reactor: Methyl acetate synthesis. Chem. Eng. J. 2020, 395, 125041. [Google Scholar] [CrossRef]
- Wei, F.; Shi, L.; Wang, Q.; Zhao, Y. Fast and accurate separation of the paclitaxel from yew extracum by a pseudo simulated moving bed with solvent gradient. J. Chromatogr. A 2018, 1564, 120–127. [Google Scholar] [CrossRef] [PubMed]
- Cristancho, C.A.M.; Seidel-Morgenstern, A. Purification of single-chain antibody fragments exploiting pH-gradients in simulated moving bed chromatography. J. Chromatogr. A 2016, 1434, 29–38. [Google Scholar] [CrossRef]
- Li, Y.; Xu, J.; Yu, W.; Ray, A.K. Multi-objective optimization of sequential simulated moving bed for the purification of xylo-oligosaccharides. Chem. Eng. Sci. 2020, 211, 115279. [Google Scholar] [CrossRef]
- Aniceto, J.P.S.; Silva, C.M. Simulated moving bed strategies and designs: From established systems to the latest developments. Sep. Purif. Rev. 2015, 44, 41–73. [Google Scholar] [CrossRef]
- Faria, R.P.V.; Rodrigues, A.E. Instrumental aspects of simulated moving bed chromatography. J. Chromatog-Raphy A 2015, 1421, 82–102. [Google Scholar] [CrossRef]
- Lee, C.G.; Jo, C.Y.; Song, Y.J.; Mun, S. Continuous-mode separation of fucose and 2,3-butanediol using a three-zone simulated moving bed process and its performance improvement by using partial extract-collection, partial extract-recycle, and partial desorbent-port closing. J. Chromatogr. A 2018, 1579, 49–59. [Google Scholar] [CrossRef]
- Ching, C.B.; Chu, K.H.; Hidajat, K.; Uddin, M.S. Comparative study of flow schemes for a simulated countercurrent adsorption separation process. AIChE J. 1992, 38, 1744–1750. [Google Scholar] [CrossRef]
- Hur, J.S.; Wankat, P.C. Two-Zone SMB/Chromatography for Center-Cut Separation from Ternary Mixtures: Linear Isotherm Systems. Ind. Eng. Chem. Res. 2006, 45, 1426–1433. [Google Scholar] [CrossRef]
- Mun, S. Relationship between desorbent usage and the recovery of a target product in three-zone simulated moving bed processes designed under the conditions of positive and negative flow-rate-ratios of liquid to solid phases. J. Chromatogr. A 2019, 1603, 388–395. [Google Scholar] [CrossRef]
- Ching, C.B.; Ruthven, D.M. Analysis of the performance of a simulated counter-current chromatographic system for fructose-glucose separation. Can. J. Chem. Eng. 1984, 62, 398–403. [Google Scholar] [CrossRef]
- Barker, P.E.; Knoechelmann, A.; Ganetsos, G. Simulated counter-current moving column chromatography used in the continuous separation of carbohydrate mixtures. Chromatographia 1990, 29, 161–166. [Google Scholar] [CrossRef]
- Hashimoto, K.; Yamada, M.; Adachi, S.; Shirai, Y. A simulated moving-bed adsorber with three zones for continuous separation of L-phenylalanine and NaCl. J. Chem. Eng. Jpn. 1989, 22, 432–434. [Google Scholar] [CrossRef]
- Abunasser, N.; Wankat, P.C.; Kim, Y.S.; Koo, Y.M. One-column chromatograph with recycle analogous to a four-zone simulated moving bed. Ind. Eng. Chem. Res. 2003, 42, 5268–5279. [Google Scholar] [CrossRef]
- Abunasser, N.; Wankat, P.C. One-column chromatograph with recycle analogous to simulated moving bed adsorbers: Analysis and applications. Ind. Eng. Chem. Res. 2004, 43, 5291–5299. [Google Scholar] [CrossRef]
- Lee, K. Two-Section Simulated Moving-Bed Process. Sep. Sci. Technol. 2000, 35, 519–534. [Google Scholar] [CrossRef]
- Jin, W.; Wankat, P.C. Two-Zone SMB Process for Binary Separation. Ind. Eng. Chem. Res. 2005, 44, 1565–1575. [Google Scholar] [CrossRef]
- Nam, H.-G.; Mun, S. Optimal design and experimental validation of a three-zone simulated moving bed process based on the Amberchrom-CG161C adsorbent for continuous removal of acetic acid from biomass hydrolyzate. Process Biochem. 2012, 47, 725–734. [Google Scholar] [CrossRef]
- Zang, Y.; Wankat, P.C. Three-Zone Simulated Moving Bed with Partial Feed and Selective Withdrawal. Ind. Eng. Chem. Res. 2002, 41, 5283–5289. [Google Scholar] [CrossRef]
- Peng, B.; Wang, S. Separation of p-xylene and m-xylene by simulated moving bed chromatography with MIL-53(Fe) as stationary phase. J. Chromatogr. A 2022, 1673, 463091. [Google Scholar] [CrossRef]
- Kung, H.-C.; Liang, K.-Y.; Mutuku, J.K.; Huang, B.-W.; Chang-Chien, G.-P. Separation and purification of caulerpin from algal Caulerpa racemosa by simulated moving bed chromatography. Food Bioprod. Process. 2021, 130, 14–22. [Google Scholar] [CrossRef]
- Wei, B.; Wang, S. Separation of eicosapentaenoic acid and docosahexaenoic acid by three-zone simulated moving bed chromatography. J. Chromatogr. A 2020, 1625, 461326. [Google Scholar] [CrossRef] [PubMed]
- Shen, B.; Chen, M.; Jiang, H.; Zhao, Y.; Wei, F. Modeling Study on a Three-Zone Simulated Moving Bed without Zone I. Sep. Sci. Technol. 2011, 46, 695–701. [Google Scholar] [CrossRef]
- Kim, K.M.; Song, J.Y.; Lee, C.H. Three-port operation in three-zone simulated moving bed chromatography. J. Chromatogr. A 2014, 1340, 79–89. [Google Scholar] [CrossRef]
- Keβler, L.C.; Gueorguieva, L.; Rinas, U.; Seidel-Morgenstern, A. Step gradients in 3-zone simulated moving bed chromatography. Application to the purification of antibodies and bone morphogenetic protein-2. J. Chromatogr. A 2007, 1176, 69–78. [Google Scholar] [CrossRef]
- Song, S.-M.; Park, M.-B.; Kim, I.H. Three-zone simulated moving-bed (SMB) for separation of cytosine and guanine. Korean J. Chem. Eng. 2012, 29, 952–958. [Google Scholar] [CrossRef]
- Song, S.-M.; Kim, I.H. A three-zone simulated moving-bed for separation of immunoglobulin Y. Korean J. Chem. Eng. 2013, 30, 1527–1532. [Google Scholar] [CrossRef]
- Cunha, F.C.; Secchi, A.R.; de Souza, M.B., Jr.; Barreto, A.G., Jr. Separation of praziquantel enantiomers using simulated moving bed chromatographic unit with performance designed for semipreparative applications. Chirality 2019, 31, 583–591. [Google Scholar] [CrossRef]
- Yao, C.; Chen, J.; Lu, Y.; Tang, S.; Fan, E. Construction of an asynchronous three-zone simulated-moving-bed chromatography and its application for the separation of vanillin and syringaldehyde. Chem. Eng. J. 2018, 331, 644–651. [Google Scholar] [CrossRef]
- Tangpromphan, P.; Duangsrisai, S.; Jaree, A. Development of separation method for Alpha-Tocopherol and Gamma-Oryzanol extracted from rice bran oil using Three-Zone simulated moving bed process. Sep. Purif. Technol. 2021, 272, 118930. [Google Scholar] [CrossRef]
- Tangpromphan, P.; Budman, H.; Jaree, A. A simplified strategy to reduce the desorbent consumption and equipment installed in a three-zone simulated moving bed process for the separation of glucose and fructose. Chem. Eng. Process.-Process Intensif. 2018, 126, 23–37. [Google Scholar] [CrossRef]
- Nam, H.-G.; Park, C.; Jo, S.-H.; Suh, Y.-W.; Mun, S. Continuous separation of succinic acid and lactic acid by using a three-zone simulated moving bed process packed with Amberchrom-CG300C. Process Biochem. 2012, 47, 2418–2426. [Google Scholar] [CrossRef]
- Maruyama, R.T.; Karnal, P.; Sainio, T.; Rajendran, A. Design of bypass-simulated moving bed chromatography for reduced purity requirements. Chem. Eng. Sci. 2019, 205, 401–413. [Google Scholar] [CrossRef]
- Xie, Y.; Chin, C.Y.; Phelps, D.S.C.; Lee, C.H.; Lee, K.B.; Mun, S.; Wang, N.H.L. A Five-Zone Simulated Moving Bed for the Isolation of Six Sugars from Biomass Hydrolyzate. Ind. Eng. Chem. Res. 2005, 44, 9904–9920. [Google Scholar] [CrossRef]
- Wooley, R.; Ma, Z.; Wang, N.H.L. A Nine-Zone Simulating Moving Bed for the Recovery of Glucose and Xylose from Biomass Hydrolyzate. Ind. Eng. Chem. Res. 1998, 37, 3699–3709. [Google Scholar] [CrossRef]
- Jiang, C.; Huang, F.; Wei, F. A pseudo three-zone simulated moving bed with solvent gradient for quaternary separations. J. Chromatogr. A 2014, 1334, 87–91. [Google Scholar] [CrossRef]
- Antos, D.; Seidel-Morgenstern, A. Application of gradients in the simulated moving bed process. Chem. Eng. Sci. 2001, 56, 6667–6682. [Google Scholar] [CrossRef]
- Abel, S.; Mazzotti, M.; Morbidelli, M. Solvent gradient operation of simulated moving beds. J. Chromatogr. A 2002, 944, 23–39. [Google Scholar] [CrossRef]
- Abel, S.; Mazzotti, M.; Morbidelli, M. Solvent gradient operation of simulated moving beds. 2. Langmuir isotherms. J. Chromatogr. A 2004, 1026, 47–55. [Google Scholar] [CrossRef]
- Mun, S.; Wang, N.-H.L. Optimization of productivity in solvent gradient simulated moving bed for paclitaxel purification. Process Biochem. 2008, 43, 1407–1418. [Google Scholar] [CrossRef]
- Mun, S. Optimal Design of Solvent Gradient Simulated Moving Bed Chromatography for Amino Acid Separation. J. Liq. Chromatogr. Relat. Technol. 2011, 34, 1518–1535. [Google Scholar] [CrossRef]
- Kim, J.K.; Abunasser, N.; Wankat, P.C.; Stawarz, A.; Koo, Y.-M. Thermally Assisted Simulated Moving Bed Systems. Adsorption 2005, 11, 579–584. [Google Scholar] [CrossRef]
- Jin, W.; Wankat, P.C. Thermal Operation of Four-Zone Simulated Moving Beds. Ind. Eng. Chem. Res. 2007, 46, 7208–7220. [Google Scholar] [CrossRef]
- Migliorini, C.; Wendlinger, M.; Mazzotti, M.; Morbidelli, M. Temperature Gradient Operation of a Simulated Moving Bed Unit. Ind. Eng. Chem. Res. 2001, 40, 2606–2617. [Google Scholar] [CrossRef]
- Jiang, X.; Zhu, L.; Yu, B.; Su, Q.; Xu, J.; Yu, W. Analyses of simulated moving bed with internal temperature gradients for binary separation of ketoprofen enantiomers using multi-objective optimization: Linear equilibria. J. Chromatogr. A 2018, 1531, 131–142. [Google Scholar] [CrossRef]
- Mazzotti, M.; Storti, G.; Morbidelli, M. Supercritical fluid simulated moving bed chromatography. J. Chromatogr. A 1997, 786, 309–320. [Google Scholar] [CrossRef]
- Schramm, H.; Kaspereit, M.; Kienle, A.; Seidel-Morgenstern, A. Improving Simulated Moving Bed Processes by Cyclic Modulation of the Feed Concentration. Chem. Eng. Technol. 2002, 25, 1151–1155. [Google Scholar] [CrossRef]
- Schramm, H.; Kienle, A.; Kaspereit, M.; Seidel-Morgenstern, A. Improved operation of simulated moving bed processes through cyclic modulation of feed flow and feed concentration. Chem. Eng. Sci. 2003, 58, 5217–5227. [Google Scholar] [CrossRef]
- Lübke, R.; Seidel-Morgenstern, A.; Tobiska, L. Numerical method for accelerated calculation of cyclic steady state of ModiCon–SMB-processes. Comput. Chem. Eng. 2007, 31, 258–267. [Google Scholar] [CrossRef]
- Ludemann-Hombourger, O.; Nicoud, R.M.; Bailly, M. The “VARICOL” Process: A New Multicolumn Continuous Chromatographic Process. Sep. Sci. Technol. 2000, 35, 1829–1862. [Google Scholar] [CrossRef]
- Zhang, Z.; Hidajat, K.; Ray, A.K.; Morbidelli, M. Multiobjective optimization of SMB and varicol process for chiral separation. AIChE J. 2002, 48, 2800–2816. [Google Scholar] [CrossRef]
- Zhang, Y.; Hidajat, K.; Ray, A.K. Multi-objective optimization of simulated moving bed and Varicol processes for enantio-separation of racemic pindolol. Sep. Purif. Technol. 2009, 65, 311–321. [Google Scholar] [CrossRef]
- Zhang, Y.; Hidajat, K.; Ray, A.K. Enantio-separation of racemic pindolol on α1-acid glycoprotein chiral stationary phase by SMB and Varicol. Chem. Eng. Sci. 2007, 62, 1364–1375. [Google Scholar] [CrossRef]
- Zhang, Z.; Mazzotti, M.; Morbidelli, M. Multiobjective optimization of simulated moving bed and Varicol processes using a genetic algorithm. J. Chromatogr. A 2003, 989, 95–108. [Google Scholar] [CrossRef]
- Matos, J.; Faria, R.P.V.; Loureiro, J.M.; Ribeiro, A.M.; Nogueira, I.B.R. Design and Optimization for Simulated Moving Bed: Varicol Approach. IFAC-Pap. 2021, 54, 542–547. [Google Scholar] [CrossRef]
- Calderon Supelano, R.; Barreto, A.G., Jr.; Secchi, A.R. Optimal performance comparison of the simulated moving bed process variants based on the modulation of the length of zones and the feed concentration. J. Chromatogr. A 2021, 1651, 462280. [Google Scholar] [CrossRef]
- Lin, X.; Gong, R.; Li, J.; Li, P.; Yu, J.; Rodrigues, A.E. Enantioseparation of racemic aminoglutethimide using asynchronous simulated moving bed chromatography. J. Chromatogr. A 2016, 1467, 347–355. [Google Scholar] [CrossRef]
- Kim, K.; Kim, J.I.; Park, H.; Koo, Y.M.; Lee, K.S. Bi-level optimizing control of a simulated moving bed process with nonlinear adsorption isotherms. J. Chromatogr. A 2011, 1218, 6843–6847. [Google Scholar] [CrossRef]
- Vignesh, S.V.; Hariprasad, K.; Athawale, P.; Bhartiya, S. An optimization-driven novel operation of simulated moving bed chromatographic separation. IFAC-Pap. 2016, 49, 165–170. [Google Scholar] [CrossRef]
- Zhang, Z.; Mazzotti, M.; Morbidelli, M. Continuous chromatographic processes with a small number of columns: Comparison of simulated moving bed with Varicol, PowerFeed, and ModiCon. Korean J. Chem. Eng. 2004, 21, 454–464. [Google Scholar] [CrossRef]
- Kloppenburg, E.; Gilles, E.D. A New Concept for Operating Simulated Moving-Bed Processes. Chem. Eng. Technol. 1999, 22, 813–817. [Google Scholar] [CrossRef]
- Zhang, Z.; Mazzotti, M.; Morbidelli, M. PowerFeed operation of simulated moving bed units: Changing flow-rates during the switching interval. J. Chromatogr. A 2003, 1006, 87–99. [Google Scholar] [CrossRef] [PubMed]
- Kawajiri, Y.; Biegler, L.T. Optimization strategies for simulated moving bed and PowerFeed processes. AIChE J. 2006, 52, 1343–1350. [Google Scholar] [CrossRef]
- Song, M.; Cui, L.; Kuang, H.; Zhou, J.; Yang, P.; Zhuang, W.; Chen, Y.; Liu, D.; Zhu, C.; Chen, X.; et al. Model-based design of an intermittent simulated moving bed process for recovering lactic acid from ternary mixture. J. Chromatogr. A 2018, 1562, 47–58. [Google Scholar] [CrossRef] [PubMed]
- Katsuo, S.; Mazzotti, M. Intermittent simulated moving bed chromatography: 2. Separation of Troger’s base enantiomers. J. Chromatogr. A 2010, 1217, 3067–3075. [Google Scholar] [CrossRef]
- Jermann, S.; Mazzotti, M. Three column intermittent simulated moving bed chromatography: 1. Process description and comparative assessment. J. Chromatogr. A 2014, 1361, 125–138. [Google Scholar] [CrossRef]
- Jermann, S.; Meijssen, M.; Mazzotti, M. Three column intermittent simulated moving bed chromatography: 3. Cascade operation for center-cut separations. J. Chromatogr. A 2015, 1378, 37–49. [Google Scholar] [CrossRef]
- Jermann, S.; Alberti, A.; Mazzotti, M. Three-column intermittent simulated moving bed chromatography: 2. Experimental implementation for the separation of Troger’s Base. J. Chromatogr. A 2014, 1364, 107–116. [Google Scholar] [CrossRef]
- Karlsson, S.; Pettersson, F.; Skrifvars, H.; Westerlund, T. Optimizing the Operation of a Sequential-Simulated Moving-Bed Separation Process Using MINLP. Comput. Aided Chem. Eng. 2000, 8, 463–468. [Google Scholar] [CrossRef]
- Li, Y.; Ding, Z.; Wang, J.; Xu, J.; Yu, W.; Ray, A.K. A comparison between simulated moving bed and sequential simulated moving bed system based on multi-objective optimization. Chem. Eng. Sci. 2020, 219, 115562. [Google Scholar] [CrossRef]
- Wei, F.; Shen, B.; Chen, M.; Zhao, Y. Study on a pseudo-simulated moving bed with solvent gradient for ternary separations. J. Chromatogr. A 2012, 1225, 99–106. [Google Scholar] [CrossRef]
- Kurup, A.S.; Hidajat, K.; Ray, A.K. Optimal operation of a Pseudo-SMB process for ternary separation under non-ideal conditions. Sep. Purif. Technol. 2006, 51, 387–403. [Google Scholar] [CrossRef]
- Borges, D.A.; Silva, E.A.; Rodrigues, A.E. Design of chromatographic multicomponent separation by a pseudo-simulated moving bed. AIChE J. 2006, 52, 3794–3812. [Google Scholar] [CrossRef]
- Sá Gomes, P.; Rodrigues, A.E. Outlet Streams Swing (OSS) and MultiFeed Operation of Simulated Moving Beds. Sep. Sci. Technol. 2007, 42, 223–252. [Google Scholar] [CrossRef]
- Kim, K.M.; Lee, C.H. Backfill-simulated moving bed operation for improving the separation performance of simulated moving bed chromatography. J. Chromatogr. A 2013, 1311, 79–89. [Google Scholar] [CrossRef]
- Kim, J.K.; Wankat, P.C. Designs of simulated-moving-bed cascades for quaternary separations. Ind. Eng. Chem. Res. 2004, 43, 1071–1080. [Google Scholar] [CrossRef]
- Wankat, P.C. Simulated moving bed cascades for ternary separations. Ind. Eng. Chem. Res. 2001, 40, 6185–6193. [Google Scholar] [CrossRef]
- Song, J.Y.; Kim, K.M.; Lee, C.H. High-performance strategy of a simulated moving bed chromatography by simultaneous control of product and feed streams under maximum allowable pressure drop. J. Chromatogr. A 2016, 1471, 102–117. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagram of counter-current movement.

Figure 2.
Schematic diagram of Simulated Moving Bed.

Figure 3.
The framework structure of review.

Figure 4.
Schematic diagram of one-column SMB.

Figure 5.
Schematic diagram of Two-zone SMB: (a) The end of the previous switch. (b) The beginning of the next switch.
Figure 5.
Schematic diagram of Two-zone SMB: (a) The end of the previous switch. (b) The beginning of the next switch.

Figure 6.
Standard three-zone SMB with three-step.

Figure 7.
Schematic diagram of three-zone SMB (with 1-1-2 column distribution).

Figure 8.
Schematic diagram of the three-zone SMB (“partial withdrawal” operation).

Figure 9.
Schematic diagram of the three-zone SMB (“partial feed” operation).

Figure 10.
Schematic diagram of bypass SMB.

Figure 11.
Schematic diagram of temperature gradient.

Figure 12.
Schematic diagram of VariCol.

Figure 13.
Schematic diagram of the ISMB process with port switching occurring at the end of Step 2 and the beginning of Step 1.
Figure 13.
Schematic diagram of the ISMB process with port switching occurring at the end of Step 2 and the beginning of Step 1.

Figure 14.
Schematic diagram of the SSMB process.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
A summary and comparison of three SMB variants.
| Modification Mechanism | Switching Mode | Advantage | Disadvantage | Classification | |
|---|---|---|---|---|---|
| Zone variant | Non-essential functional zones are reduced by combing or deleting one or several columns. | Three-zone SMB possesses a unique three-step switching mode; the others’ is similar to the conventional SMB. | The economical efficiency is improved due to the simplified device and the better separation performance. | The solid and liquid phases cannot be adequately regenerated and recycled. | One-column SMB, two-zone SMB, three-zone SMB, bypass SMB, and SMBs with more than four zones. |
| Gradient variant | The adsorption behavior of each zone is adjusted by introducing a gradient parameter. | Similar to conventional SMB switching mode, basically. | Higher productivity, purity, and lower desorbent consumption can be achieved. | Poor stability, high design difficulty, may only be used under limited conditions. | Concentration gradient, temperature gradient and pressure gradient. |
| Feed or operation variant | The feed or operation mode is changed without altering the SMB configuration. | For VariCol mode, only one inlet or outlet is switched within each switching time, and each port is switched independently. SSMB has unique three step switching mode. Others’ are similar to that of conventional SMB. | High utilization of mobile phase and low water consumption. Complicated and multiple systems can by separated by this variant. | The operation and optimization works become more complex due to the internal instability. | ModiCon, VariCol, PowerFeed, ISMB, SSMB, Pseudo-SMB, OSS, BF-SMB, SMB cascades, SimCon. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhang, X.; Liu, J.; Ray, A.K.; Li, Y. Research Progress on the Typical Variants of Simulated Moving Bed: From the Established Processes to the Advanced Technologies. Processes 2023, 11, 508. https://doi.org/10.3390/pr11020508
AMA Style
Zhang X, Liu J, Ray AK, Li Y. Research Progress on the Typical Variants of Simulated Moving Bed: From the Established Processes to the Advanced Technologies. Processes. 2023; 11(2):508. https://doi.org/10.3390/pr11020508
Chicago/Turabian StyleZhang, Xiaotong, Juming Liu, Ajay K. Ray, and Yan Li. 2023. "Research Progress on the Typical Variants of Simulated Moving Bed: From the Established Processes to the Advanced Technologies" Processes 11, no. 2: 508. https://doi.org/10.3390/pr11020508
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.