
Diverted from Landfill: Reuse of Single-Use Plastic Packaging Waste
 ,
,  and
and
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Manufacturing
- Heating from 20 °C to 180 °C at a rate of 10 °C/min.
- Holding at 180 °C for 10 min at 2 bar pressure.
- Cooling from 180 °C to 20 °C at 10 °C/min at 2 bar pressure.
2.3. Test Methods
2.3.1. Density
2.3.2. Differential Scanning Calorimetry
2.3.3. Thermogravimetric Analysis
2.3.4. Tensile Testing
2.3.5. Flexural Testing
2.3.6. Impact Testing
2.3.7. Microscopy
2.3.8. Statistical Analysis
3. Results and Discussion
3.1. Thermal Characterisation
3.1.1. Characterisation by DSC
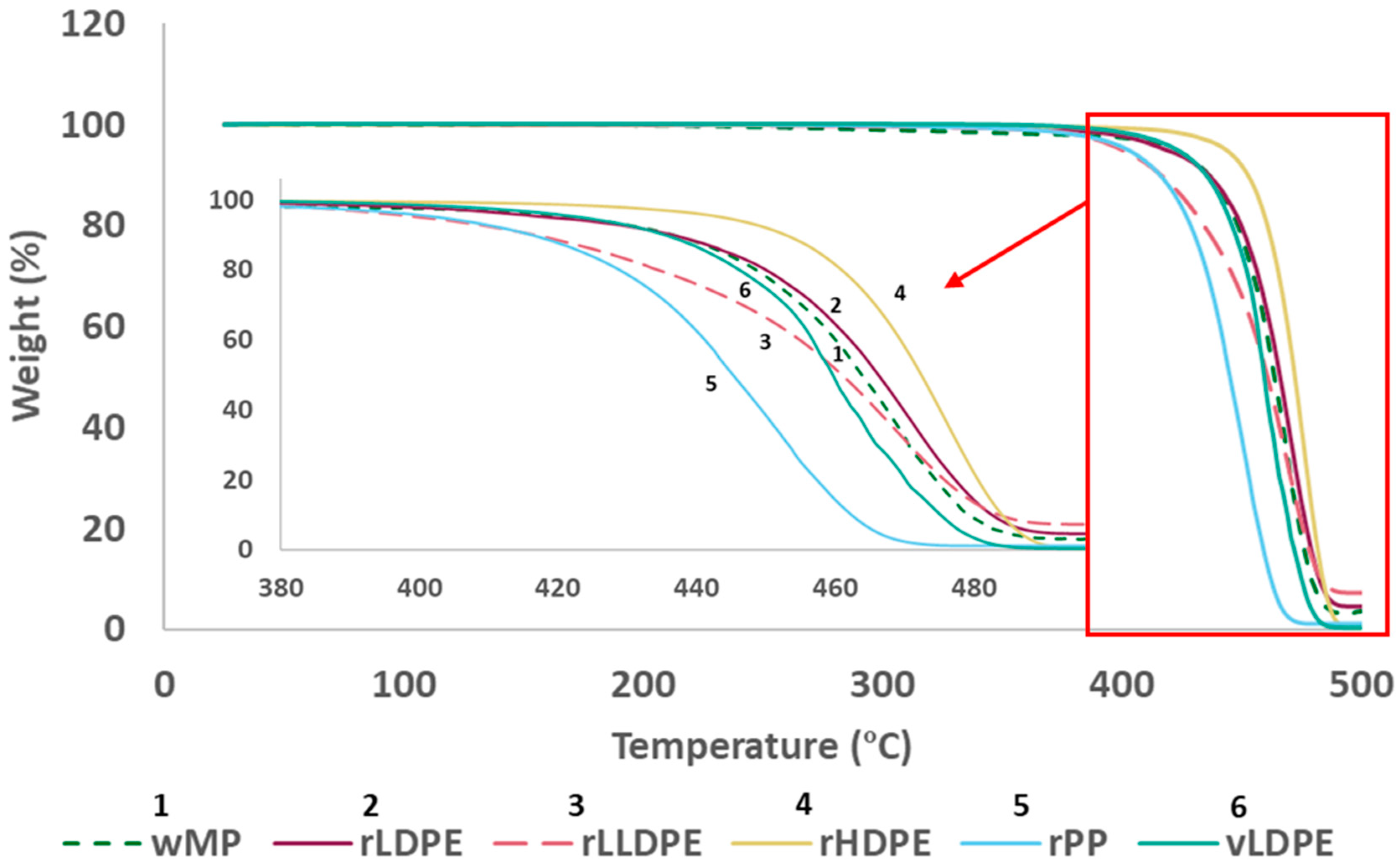
3.1.2. Thermogravimetric Analysis
3.2. Tensile Testing
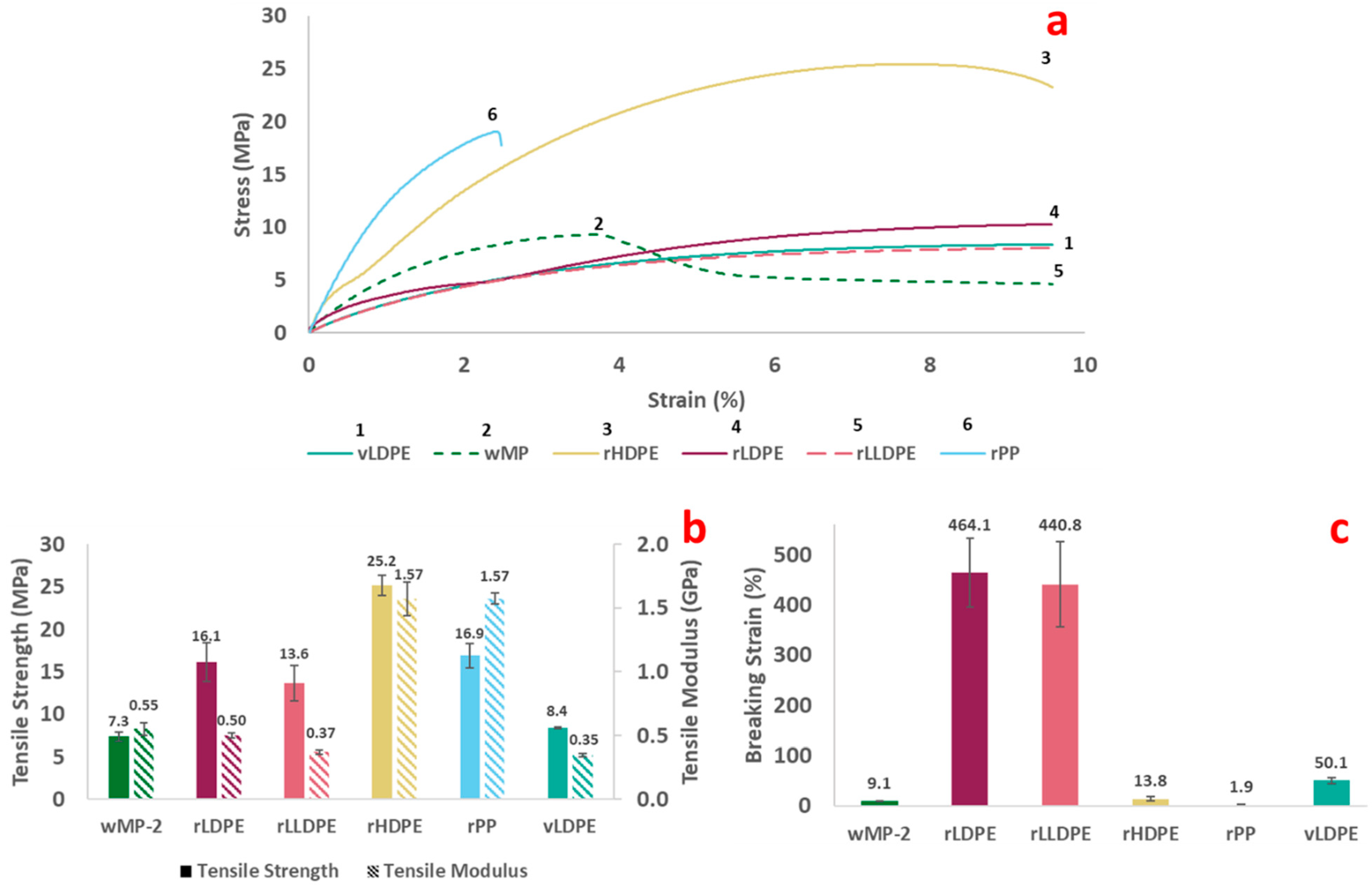
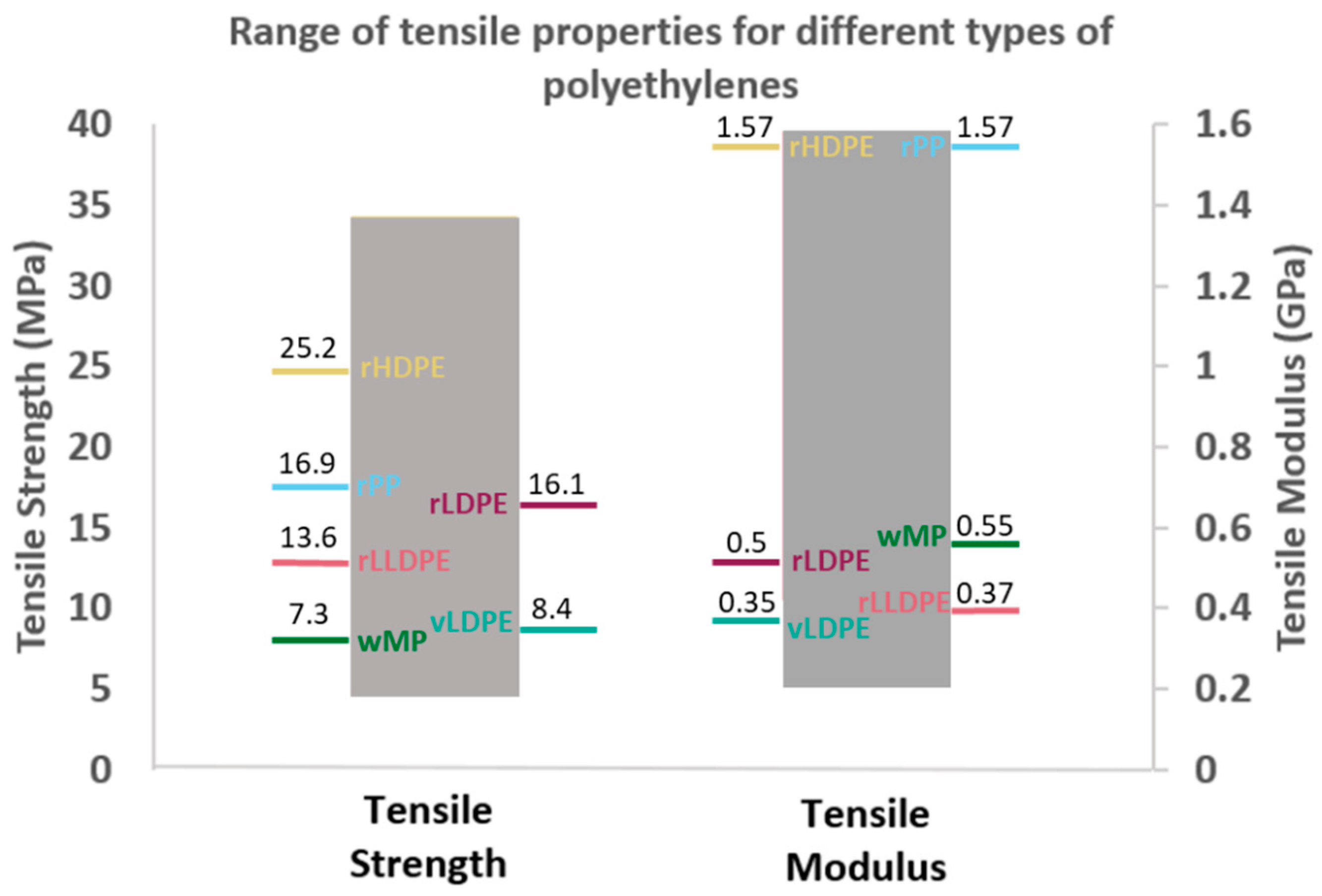
3.2.1. Comparison of wMP, Recycled Plastics, and vLDPE
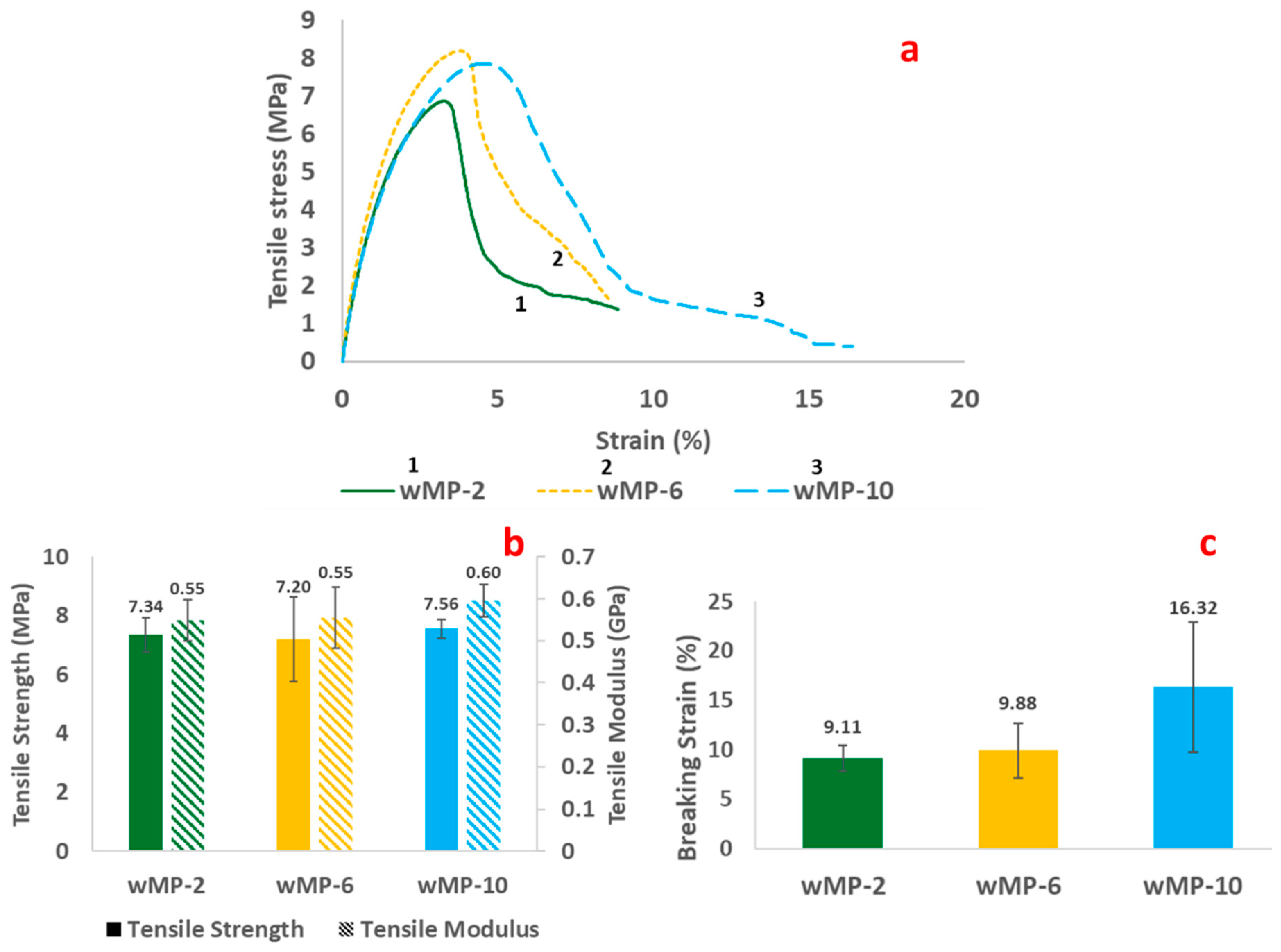
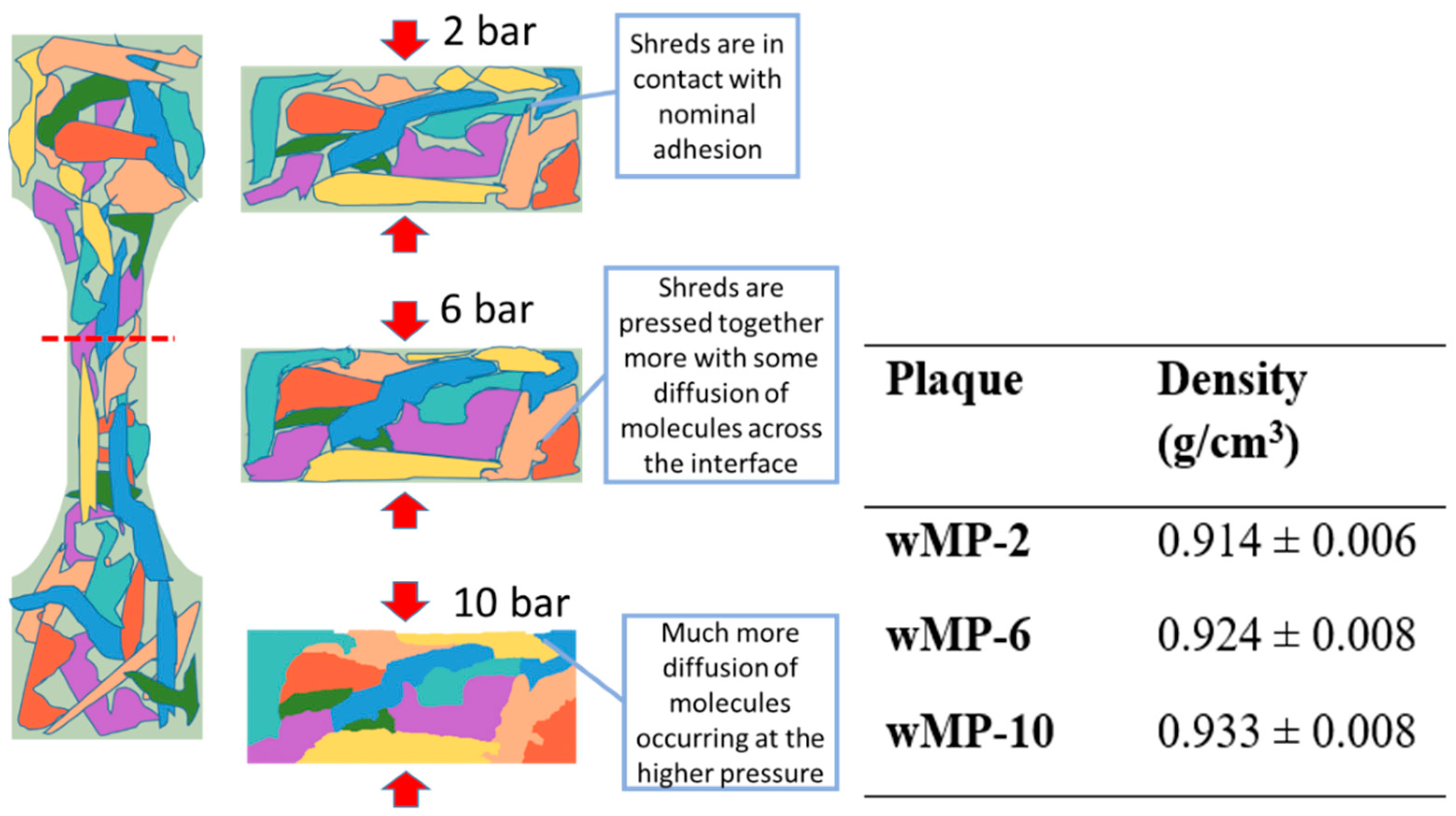
3.2.2. Comparison of wMP Compression Moulded under Different Pressures
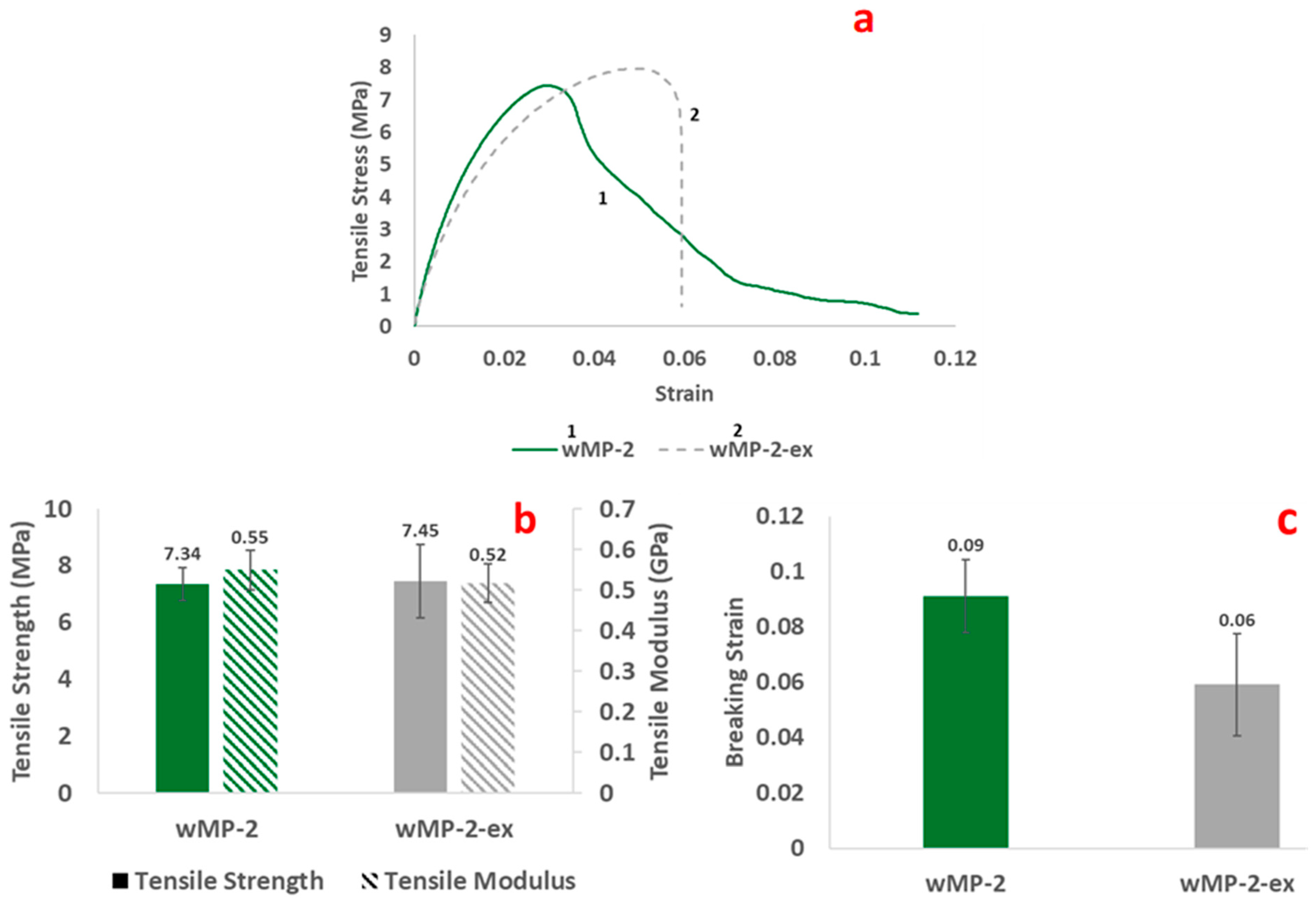
3.2.3. Comparison of wMP Manufactured Using Different Processing Routes
3.3. Flexural Testing
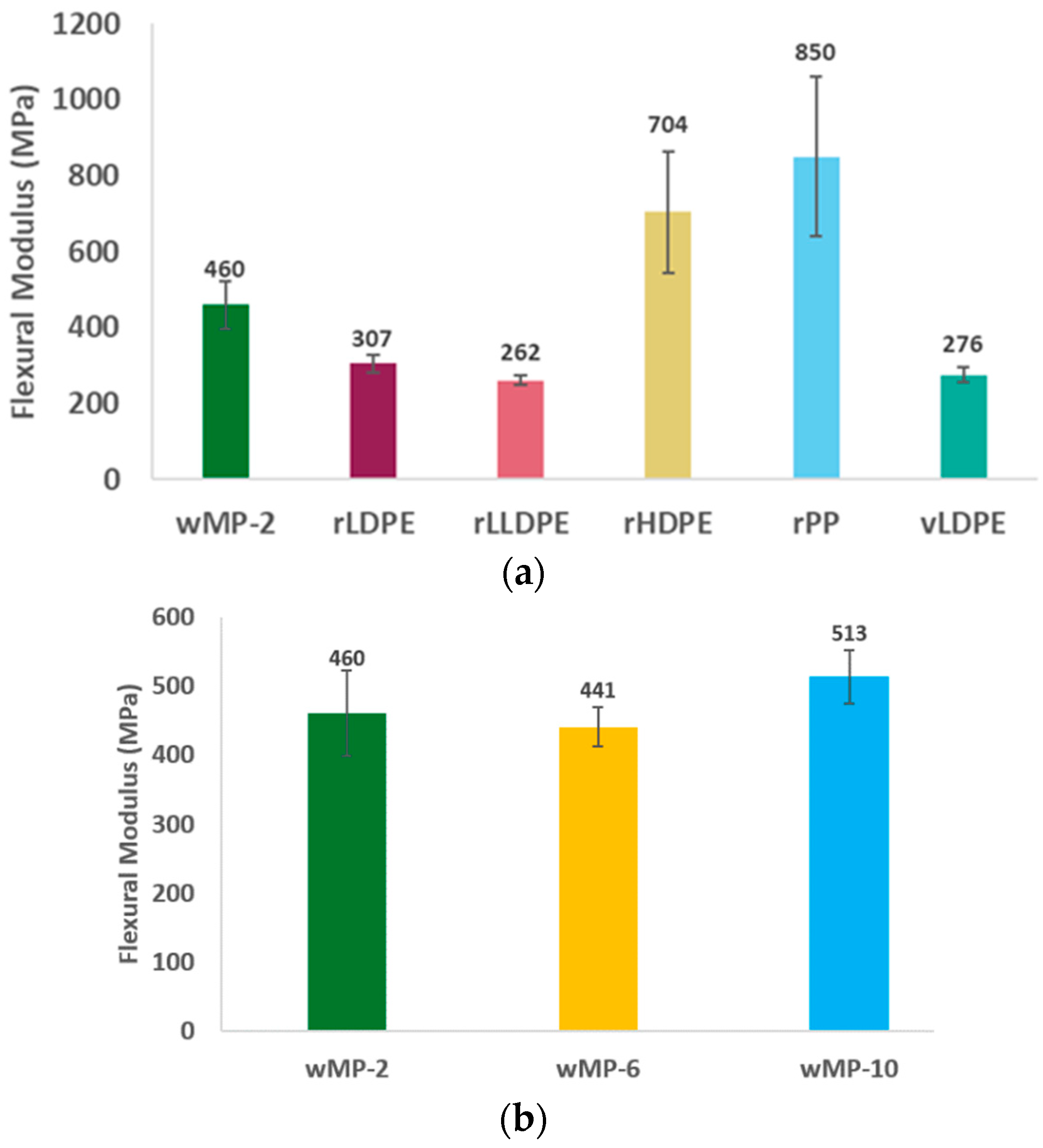
3.3.1. Comparison of wMP, Recycled Plastics, and vLDPE
3.3.2. Comparison of wMP Compression Moulded under Different Pressures
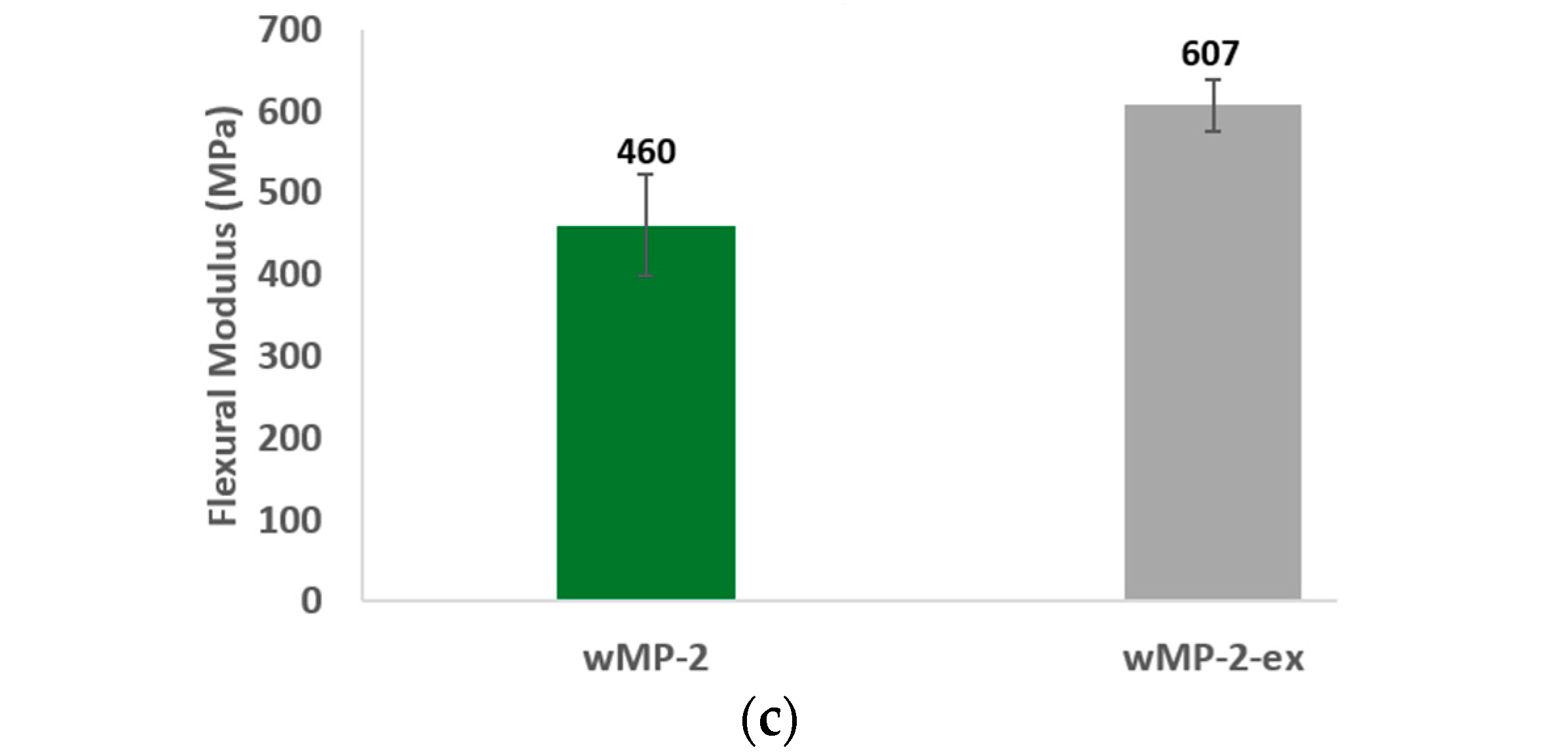
3.3.3. Comparison of wMP Manufactured Using Different Processing Routes
3.4. Impact Testing
3.4.1. Comparison of wMP, Recycled Plastics, and vLDPE
3.4.2. Comparison of wMP Compression Moulded under Different Pressures
3.4.3. Comparison of wMP Manufactured Using Different Processing Routes
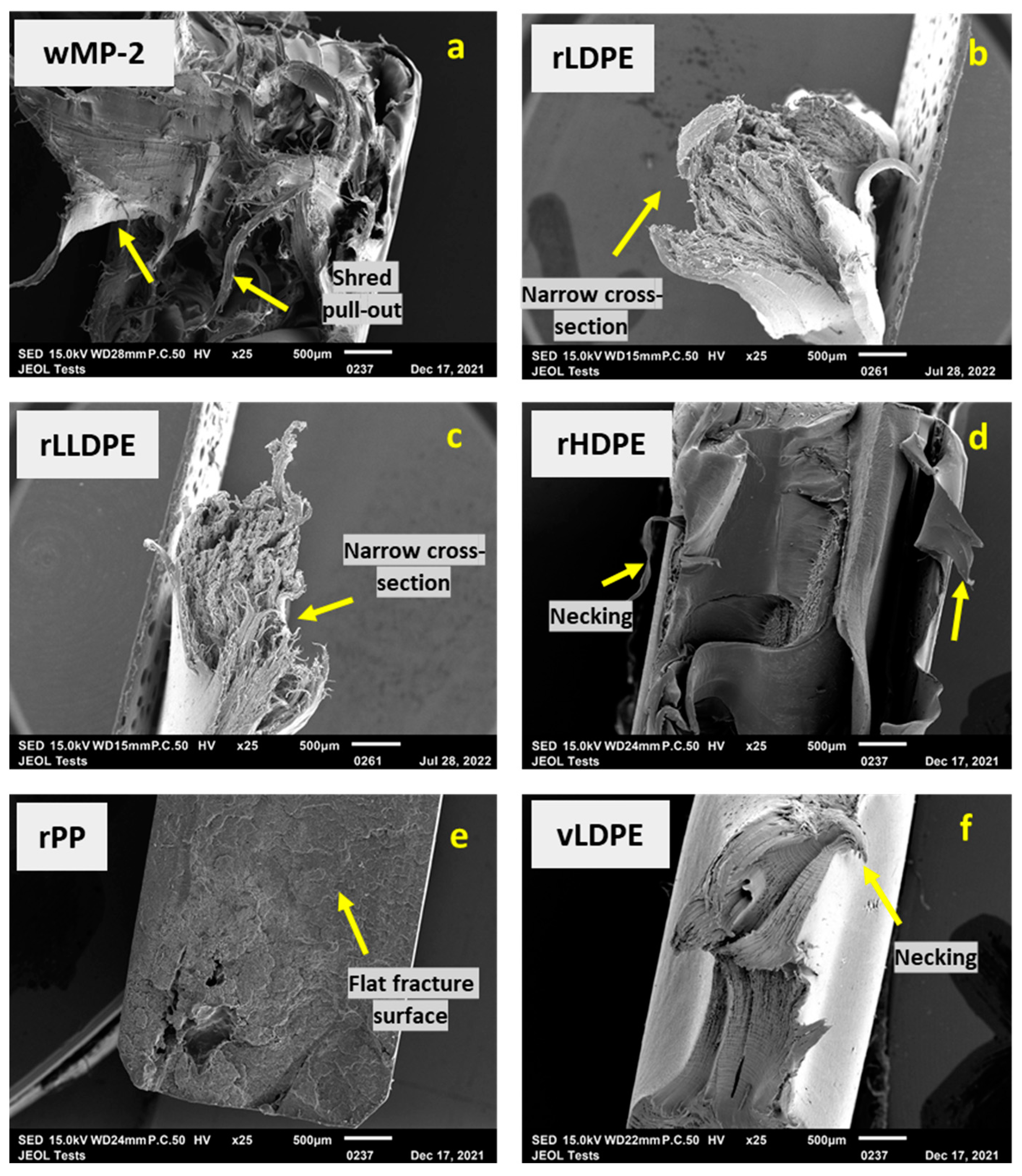
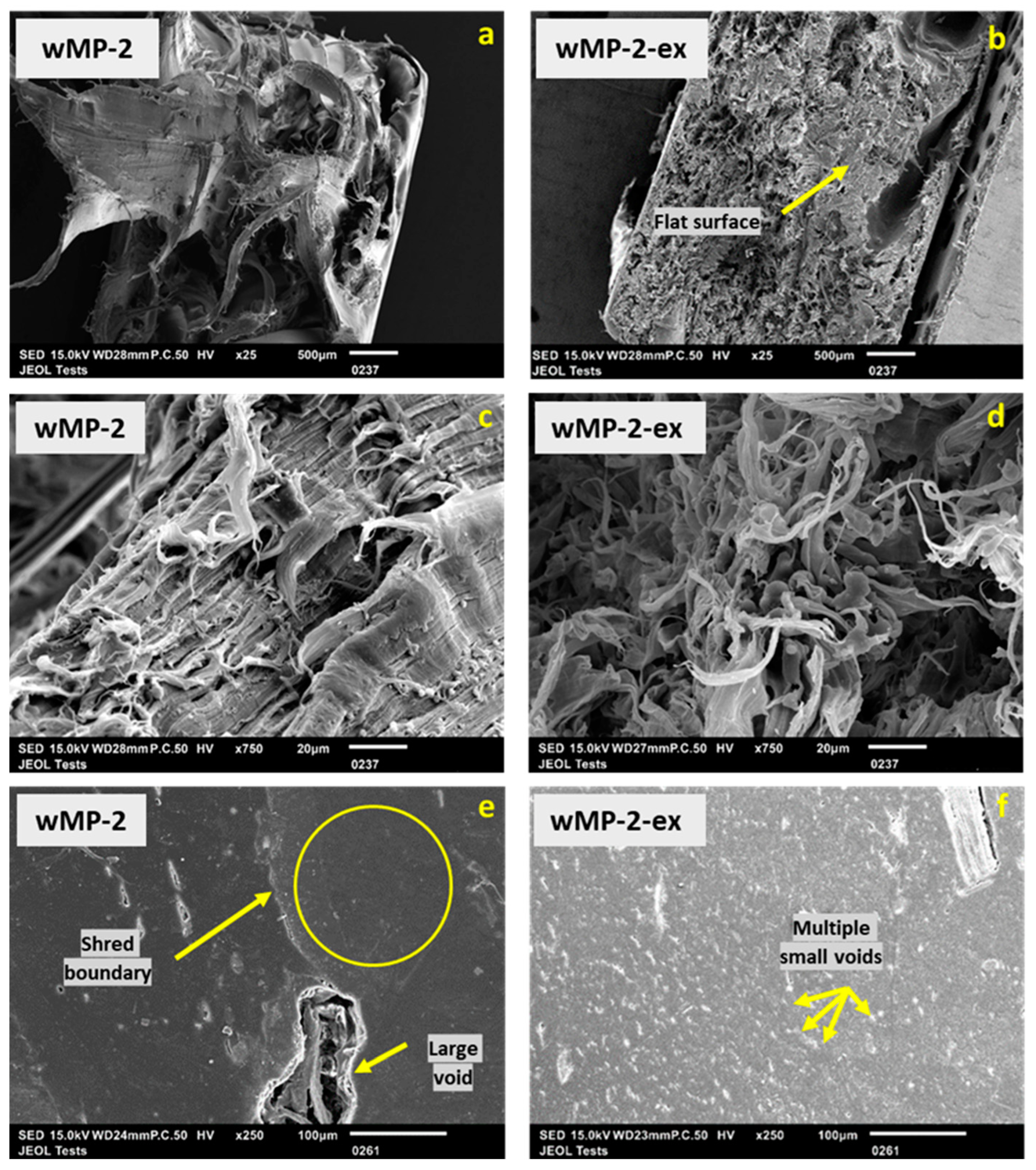
3.5. Fracture Surface Analysis
3.5.1. Comparison of wMP, Recycled Plastics, and vLDPE
3.5.2. Comparison of wMP Manufactured Using Different Processing Routes
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- The New Plastics Economy: Rethinking the Future of Plastics & Catalysing Action; Ellen MacArthur Foundation: Cowes, UK, 2016.
- Packaging Waste EU Rules on Packaging and Packaging Waste, Including Design and Waste Management; European Commission: Brussels, Belgium, 2021.
- Schyns, Z.O.G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2021, 42, 2000415. [Google Scholar] [CrossRef]
- Smith, L. Plastic Waste; House of Commons Library: London, UK, 2021. [Google Scholar]
- Elliot, T.; Elliot, L. A Plastic Future: Plastics Consumption and Waste Management in the UK; World Wide Fund for Nature Inc.: Gland, Switzerland, 2018. [Google Scholar]
- Charfeddine, I.; Majesté, J.; Carrot, C.; Lhost, O. Surface tension and interfacial tension of polyolefins and polyolefin blends. J. Appl. Polym. Sci. 2022, 139, 51885. [Google Scholar] [CrossRef]
- Finlay, J.; Hill, M.J.; Barham, P.J.; Byrne, K.; Woogara, A. Mechanical properties and characterization of slowly cooled isotactic polypropylene/high-density polyethylene blends. J. Polym. Sci. Part B Polym. Phys. 2003, 41, 1384–1392. [Google Scholar] [CrossRef]
- Jose, S.; Aprem, A.; Francis, B.; Chandy, M.; Werner, P.; Alstaedt, V.; Thomas, S. Phase morphology, crystallisation behaviour and mechanical properties of isotactic polypropylene/high density polyethylene blends. Eur. Polym. J. 2004, 40, 2105–2115. [Google Scholar] [CrossRef]
- Li, J.; Shanks, R.A.; Long, Y. Mechanical properties and morphology of polyethylene-polypropylene blends with controlled thermal history. J. Appl. Polym. Sci. 2000, 76, 1151–1164. [Google Scholar] [CrossRef]
- Madi, N.K. Thermal and mechanical properties of injection molded recycled high density polyethylene blends with virgin isotactic polypropylene. Mater. Eng. 2013, 46, 435–441. [Google Scholar] [CrossRef]
- Sirin, K.; Balcan, M. Mechanical properties and thermal analysis of low-density polyethylene plus polypropylene blends with dialkyl peroxide. Polym. Adv. Technol. 2010, 21, 250–255. [Google Scholar]
- Sirin, K.; Doğan, F.; Çanlı, M.; Yavuz, M. Mechanical properties of polypropylene (PP) plus high-density polyethylene (HDPE) binary blends: Non-isothermal degradation kinetics of PP+HDPE (80/20) Blends. Polym. Adv. Technol. 2013, 24, 715–722. [Google Scholar] [CrossRef]
- Strapasson, R.; Amico, S.; Pereira, M.F.; Sydenstricker, T. Tensile and impact behavior of polypropylene/low density polyethylene blends. Polym. Test. 2005, 24, 468–473. [Google Scholar] [CrossRef]
- Wang, J.; Dou, Q. Polypropylene/linear low-density polyethylene blends: Morphology, crystal structure, optical, and mechanical properties. J. Appl. Polym. Sci. 2009, 111, 194–202. [Google Scholar] [CrossRef]
- Xie, M.; Chen, J.; Li, H. Morphology and mechanical properties of injection-molded ultrahigh molecular weight polyethylene/polypropylene blends and comparison with compression molding. J. Appl. Polym. Sci. 2009, 111, 890–898. [Google Scholar] [CrossRef]
- Zhou, M.; Mi, D.; Hou, F.; Zhang, J. Tailored Crystalline Structure and Mechanical Properties of Isotactic Polypropylene/High Molecular Weight Polyethylene Blend. Ind. Eng. Chem. Res. 2017, 56, 8385–8392. [Google Scholar] [CrossRef]
- Al-Attar, F.; Alsamhan, M.; Al-Banna, A.; Samuel, J. Thermal, Mechanical and Rheological Properties of Low Density/Linear Low Density Polyethylene Blend for Packing Application. J. Mater. Sci. Chem. Eng. 2018, 6, 32–38. [Google Scholar] [CrossRef] [Green Version]
- Rana, S.K. Blend of High-Density Polyethylene and a Linear Low-Density Polyethylene with Compositional-Invariant Mechanical Properties. J. Appl. Polym. Sci. 2001, 83, 2604–2608. [Google Scholar] [CrossRef]
- Bai, L.; Li, Y.-M.; Yang, W.; Yang, M.-B. Rheological behavior and mechanical properties of high-density polyethylene blends with different molecular weights. J. Appl. Polym. Sci. 2010, 118, 1356–1363. [Google Scholar] [CrossRef]
- Luyt, A.S.; Hato, M.J. Thermal and mechanical properties of linear low-density polyethylene/low-density polyethylene/wax ternary blends. J. Appl. Polym. Sci. 2005, 96, 1748–1755. [Google Scholar] [CrossRef]
- Robledo, N.; Vega, J.F.; Nieto, J.; Martínez-Salazar, J. Role of the Interface in the Melt-Rheology Properties of Linear Low-Density Polyethylene/Low-Density Polyethylene Blends: Effect of the Molecular Architecture of the Dispersed Phase. J. Appl. Polym. Sci. 2011, 119, 3217–3226. [Google Scholar] [CrossRef] [Green Version]
- Cecon, V.S.; Da Silva, P.F.; Vorst, K.L.; Curtzwiler, G.W. The effect of post-consumer recycled polyethylene (PCRPE) on the properties of polyethylene blends of different densities. Polym. Degrad. Stab. 2021, 190, 109627. [Google Scholar] [CrossRef]
- Yousif, B.; KLow, O.; El-Tayeb, N.S.M. Fabricating and Tensile Characteristics of Recycled Composite Materials. J. Appl. Sci. 2006, 6, 1380–1383. [Google Scholar] [CrossRef] [Green Version]
- Patel, R.M.; Karjala, T.P.; Savargaonkar, N.R.; Salibi, P.; Liu, L. Fundamentals of structure–property relationships in blown films of linear low density polyethylene/low density polyethylene blends. J. Plast. Film. Sheeting 2019, 35, 401–421. [Google Scholar] [CrossRef]
- Freitas, D.M.G.; Oliveira, A.D.B.; Alves, A.M.; Cavalcanti, S.N.; Agrawal, P.; Mélo, T.J.A. Linear low-density polyethylene/high-density polyethylene blends: Effect of high-density polyethylene content on die swell and flow instability. J. Appl. Polym. Sci. 2021, 138, 49910. [Google Scholar] [CrossRef]
- Shen, G.; Shen, H.; Xie, B.; Yang, W.; Yang, M. Crystallization and fracture behaviors of high-density polyethylene/linear low-density polyethylene blends: The influence of short-chain branching. J. Appl. Polym. Sci. 2013, 129, 2103–2111. [Google Scholar] [CrossRef]
- Lu, J.; Sue, H.-J. Morphology and mechanical properties of blown films of a low-density polyethylene/linear low-density polyethylene blend. J. Polym. Sci. Part B Polym. Phys. 2002, 40, 507–518. [Google Scholar] [CrossRef]
- Shebani, A.; Hebani, A.; Klash, A.; Elhabishi, R.; Abdsalam, S.; Elbreki, H. The Influence of LDPE Content on the Mechanical Properties of HDPE/LDPE Blends. Res. Dev. Mater. Sci. 2018, 7. [Google Scholar] [CrossRef] [Green Version]
- Cho, K.; Lee, B.H.; Hwang, K.-M.; Lee, H.; Choe, S. Rheological and mechanical properties in polyethylene blends. Polym. Eng. Sci. 1998, 38, 1969–1975. [Google Scholar] [CrossRef]
- Mehrabi-Mazidi, M.; Sharifi, H. Post-consumer recycled high density polyethylene/polypropylene blend with improved overall performance through modification by impact polypropylene copolymer: Morphology, properties and fracture resistance. Polym. Int. 2021, 70, 1701–1716. [Google Scholar] [CrossRef]
- PALTECH Polymer Alloy Technology. 2022. Available online: https://paltech.ie/ (accessed on 9 January 2022).
- Tesco Ireland Partners with Paltech to Recycle Soft Plastics. 2021 [Cited 2022]. Available online: https://www.rte.ie/news/business/2021/0204/1195057-tesco-partners-with-paltech-to-recycle-soft-plastics/ (accessed on 10 January 2022).
- Kim, T.K. T test as a parametric statistic. Korean J. Anesthesiol. 2015, 68, 540–546. [Google Scholar] [CrossRef] [Green Version]
- Selke, S.E.; Hernandez, R.J. Packaging: Polymers for Containers, in Encyclopedia of Materials: Science and Technology. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Flemings, M.C., Kramer, E.J., Veyssière, P., Cahn, R.W., Ilschner, B., Mahajan, S., Eds.; Elsevier: Oxford, UK, 2001; pp. 6646–6652. [Google Scholar]
- Jin, H.; Gonzalez-Gutierrez, J.; Oblak, P.; Zupančič, B.; Emri, I. The effect of extensive mechanical recycling on the properties of low density polyethylene. Polym. Degrad. Stab. 2012, 97, 2262–2272. [Google Scholar] [CrossRef]
- Jordan, J.; Casem, D.T.; Bradley, J.M.; Dwivedi, A.K.; Brown, E.N.; Jordan, C.W. Mechanical Properties of Low Density Polyethylene. J. Dyn. Behav. Mater. 2016, 2, 411–420. [Google Scholar] [CrossRef] [Green Version]
- Mohammadi, H.; Vincent, M.; Marand, H. Investigating the equilibrium melting temperature of linear polyethylene using the non-linear Hoffman-Weeks approach. Polymer 2018, 146, 344–360. [Google Scholar] [CrossRef]
- Menyhárd, A.; Menczel, J.D.; Abraham, T. Polypropylene Fibers. In Thermal Analysis of Textiles and Fibers; Jaffe, M., Menczel, J.D., Eds.; Woodhead Publishing: Sawston, UK, 2020; pp. 205–222. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plaque | Material | Processing Pressure (bar) | No. of Processing Cycles |
|---|---|---|---|
| wMP-2 * | Waste mixed plastic | 2 | 4 |
| rLDPE | Recycled low-density polyethylene | 2 | 2 |
| rLLDPE | Recycled linear low-density polyethylene | 2 | 5 |
| rHDPE | Recycled high-density polyethylene | 2 | 2 |
| rPP | Recycled polypropylene | 2 | 2 |
| vLDPE | Virgin low-density polyethylene | 2 | 4 |
| wMP-6 | Waste mixed plastic | 6 | 4 |
| wMP-10 | Waste mixed plastic | 10 | 4 |
| wMP-ex | Compression moulding (from extruded block) | 2 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
O’Rourke, K.; Wurzer, C.; Murray, J.; Doyle, A.; Doyle, K.; Griffin, C.; Christensen, B.; Brádaigh, C.M.Ó.; Ray, D. Diverted from Landfill: Reuse of Single-Use Plastic Packaging Waste. Polymers 2022, 14, 5485. https://doi.org/10.3390/polym14245485
O’Rourke K, Wurzer C, Murray J, Doyle A, Doyle K, Griffin C, Christensen B, Brádaigh CMÓ, Ray D. Diverted from Landfill: Reuse of Single-Use Plastic Packaging Waste. Polymers. 2022; 14(24):5485. https://doi.org/10.3390/polym14245485
Chicago/Turabian StyleO’Rourke, Kit, Christian Wurzer, James Murray, Adrian Doyle, Keith Doyle, Chris Griffin, Bernd Christensen, Conchúr M. Ó Brádaigh, and Dipa Ray. 2022. "Diverted from Landfill: Reuse of Single-Use Plastic Packaging Waste" Polymers 14, no. 24: 5485. https://doi.org/10.3390/polym14245485