
Corn Starch-Chitosan Nanocomposite Film Containing Nettle Essential Oil Nanoemulsions and Starch Nanocrystals: Optimization and Characterization


Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals and Reagents
2.2. Methods
2.2.1. Starch Nanocrystals (SNCs) Preparation and Characterization
2.2.2. Preparation of Nettle Essential Oil (NEO) and the Nanoemulsions (NEs)
2.2.3. Identification of NEO Composition
2.2.4. Composite Film Preparation Using Casting Method
2.2.5. Film Characterization
Water Solubility (WS)
Water Absorption Capacity (WAC)
Film Thickness
Surface Color
Elongation at Break (EB) and Tensile Strength (TS)
Water Vapor Permeability (WVP)
Oxygen Permeability (OP)
2.2.6. Experimental Design and Statistical Analysis
3. Results and Discussion
3.1. The Phenolic Compounds of Nettle Essential Oils
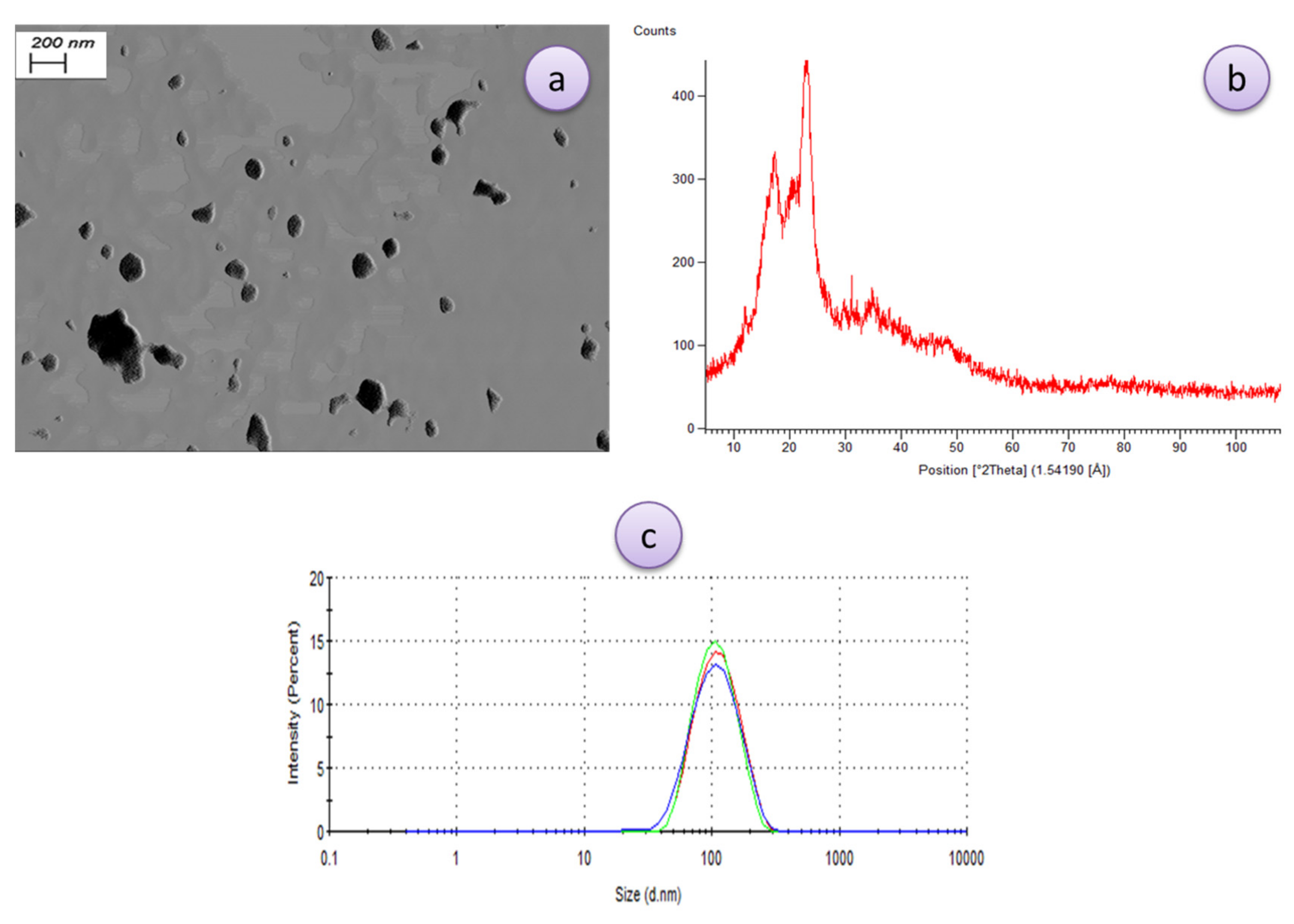
3.2. Characterization of SNCs
3.3. Characterization of Nanocomposite Films
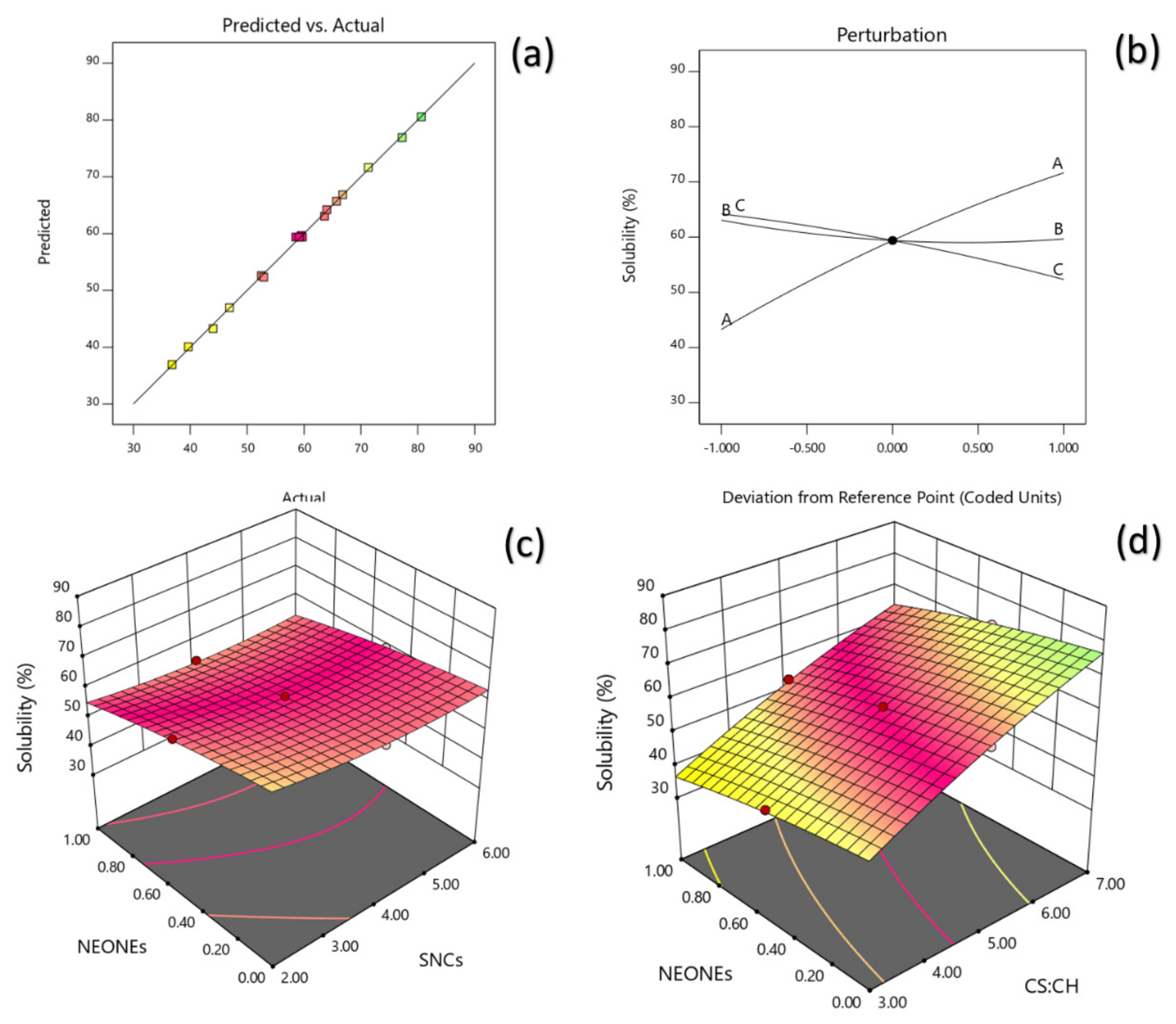
3.3.1. Solubility
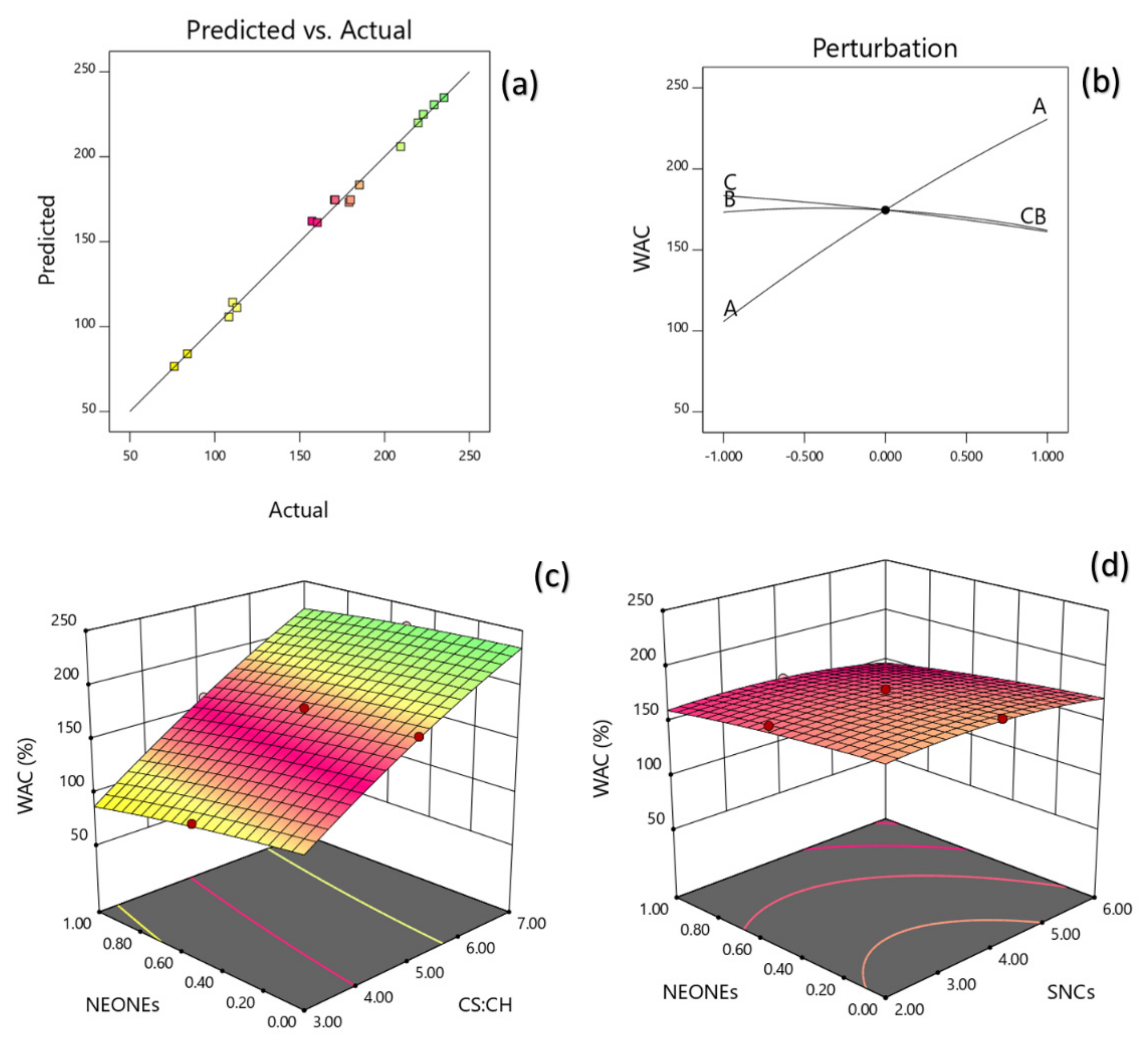
3.3.2. Water Absorption Capacity (WAC)
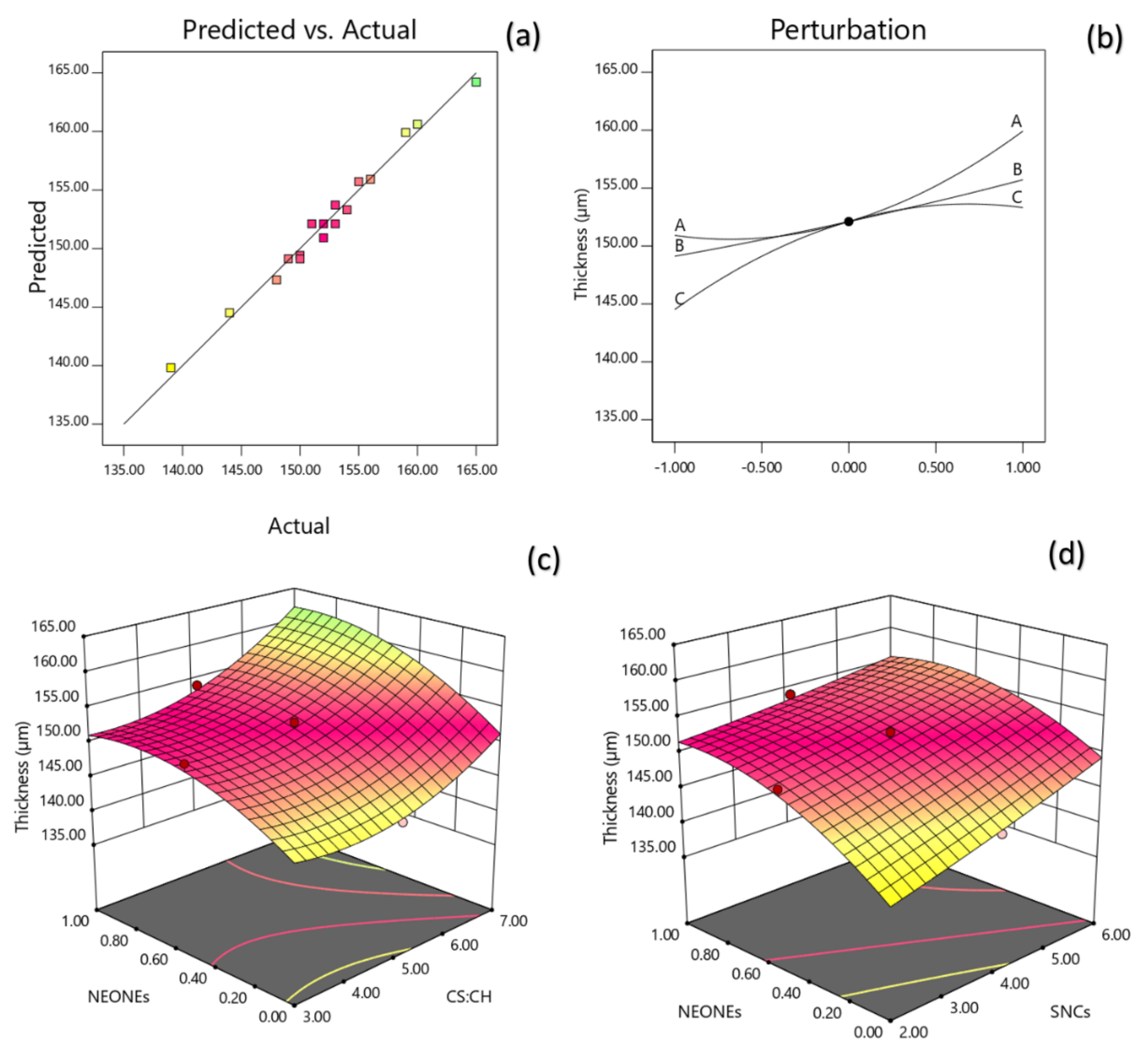
3.3.3. Thickness Measurement (TM)
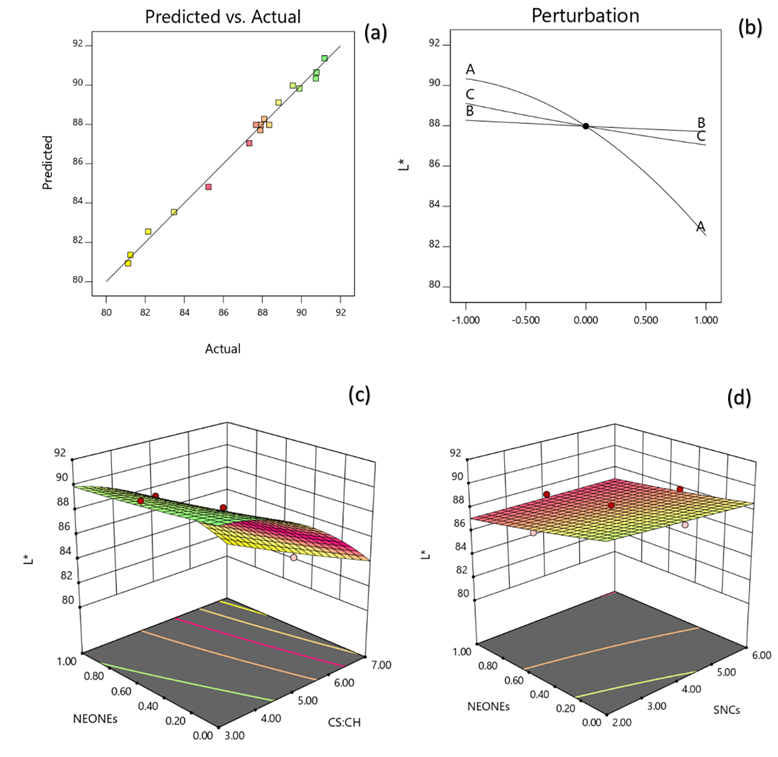
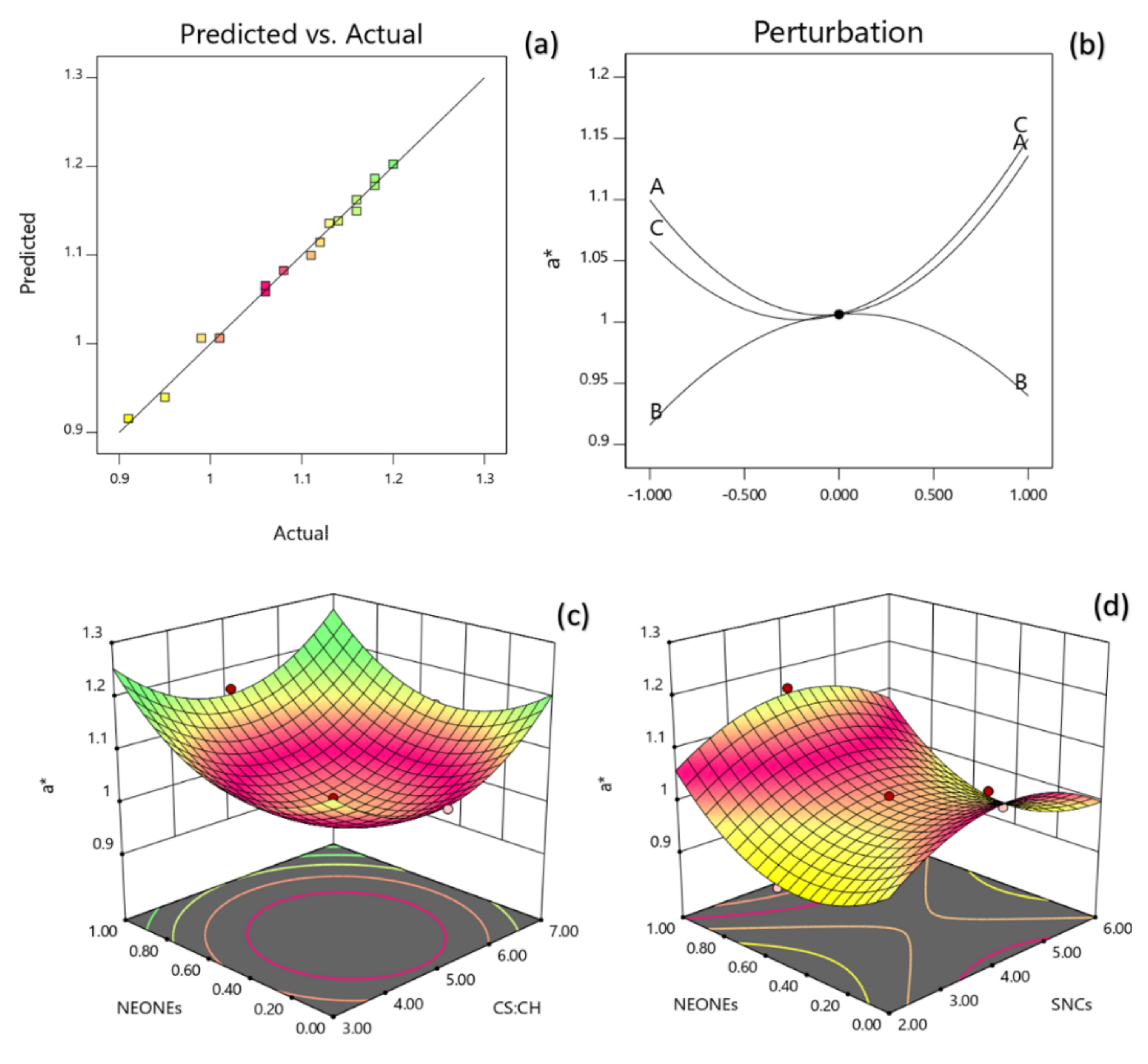
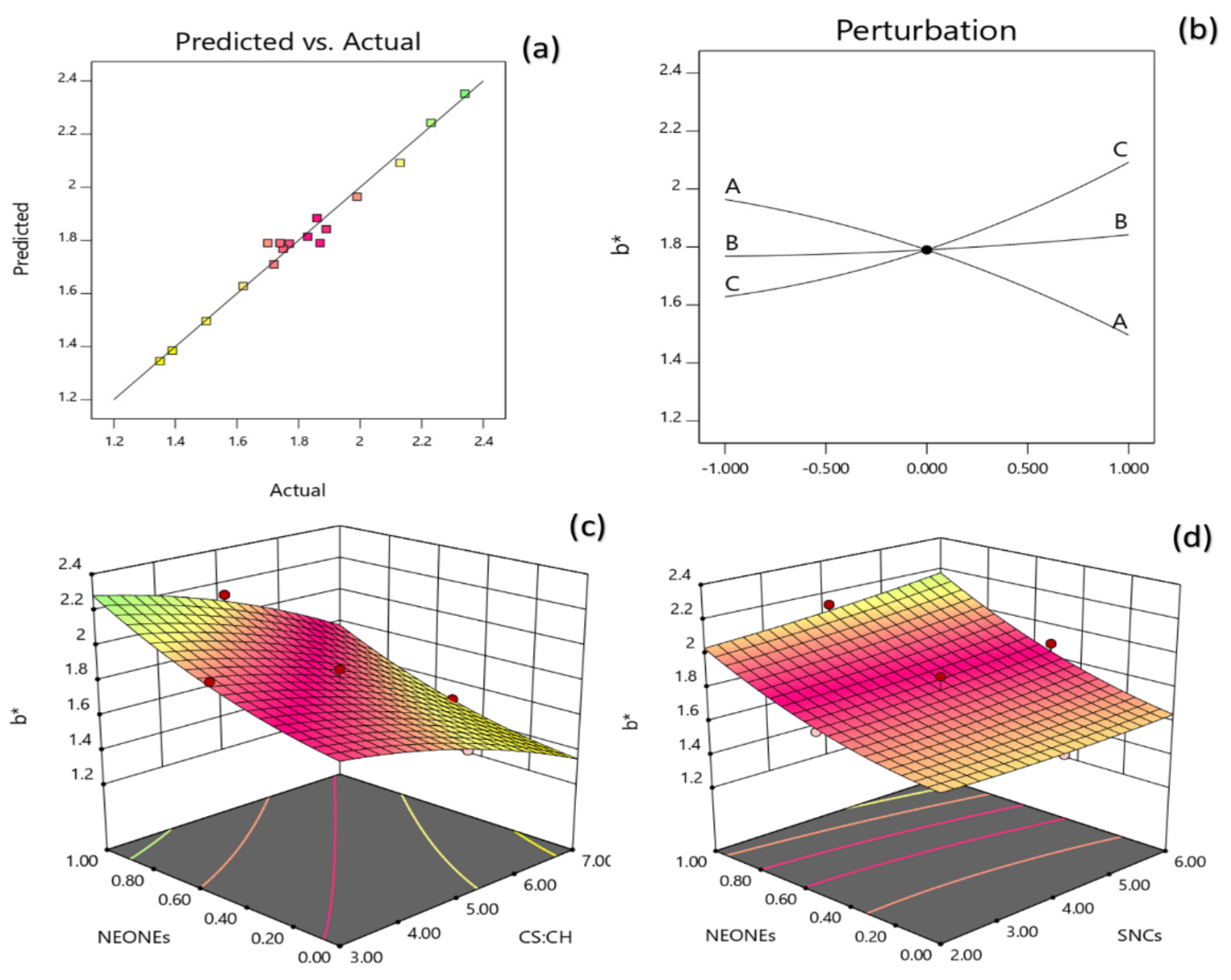
3.3.4. Color
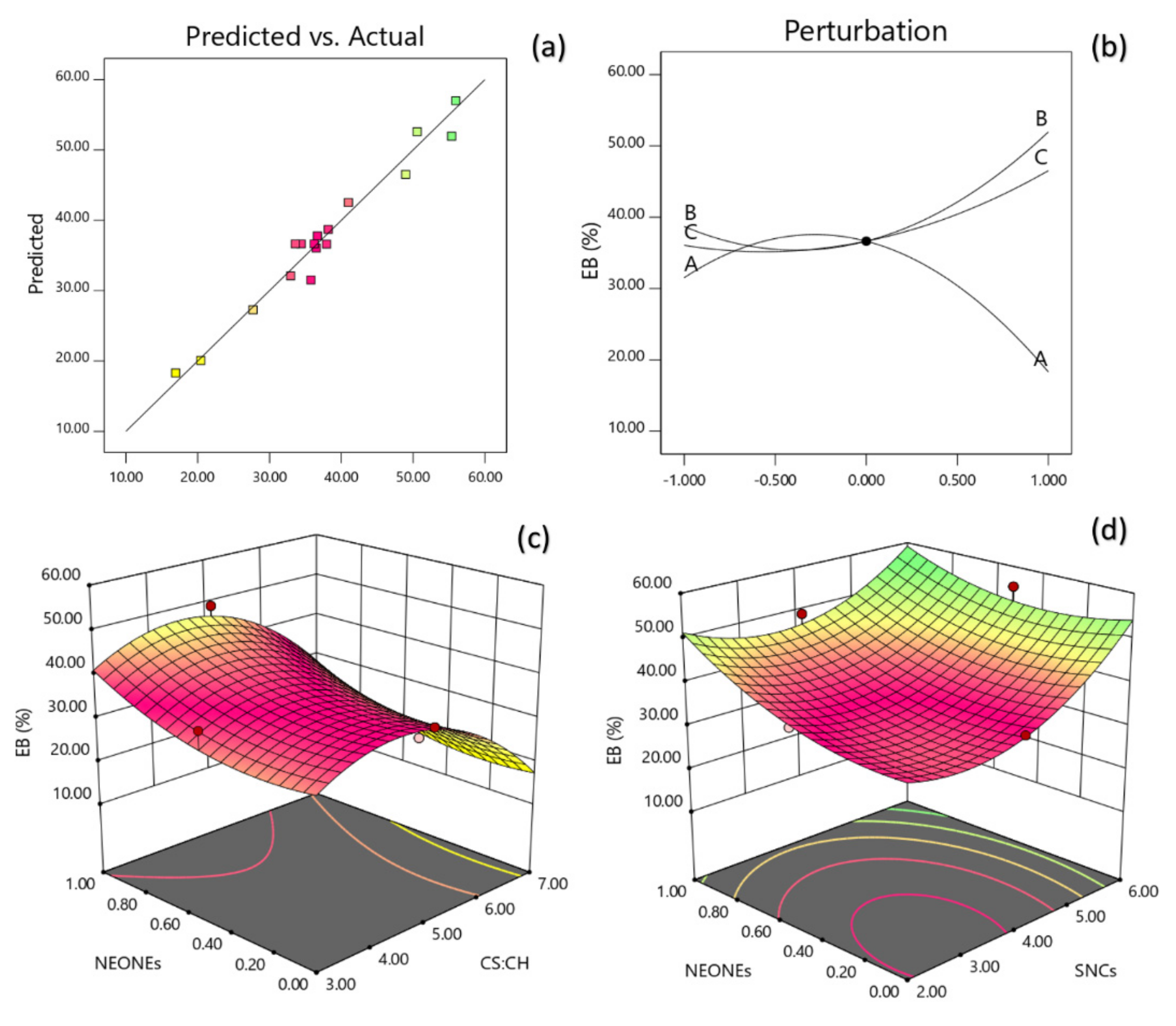
3.3.5. Mechanical Properties
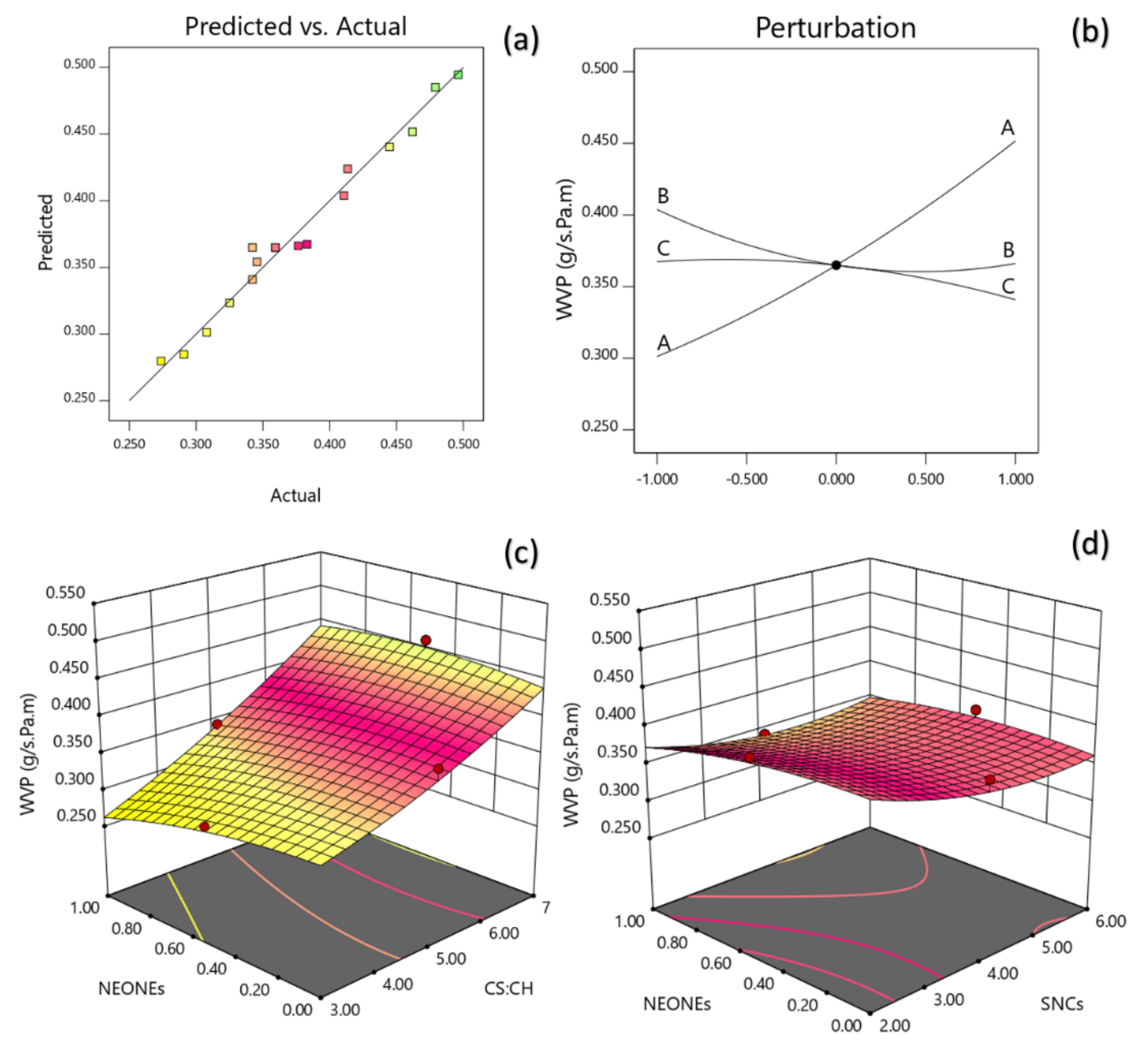
3.3.6. Water Vapor Permeability
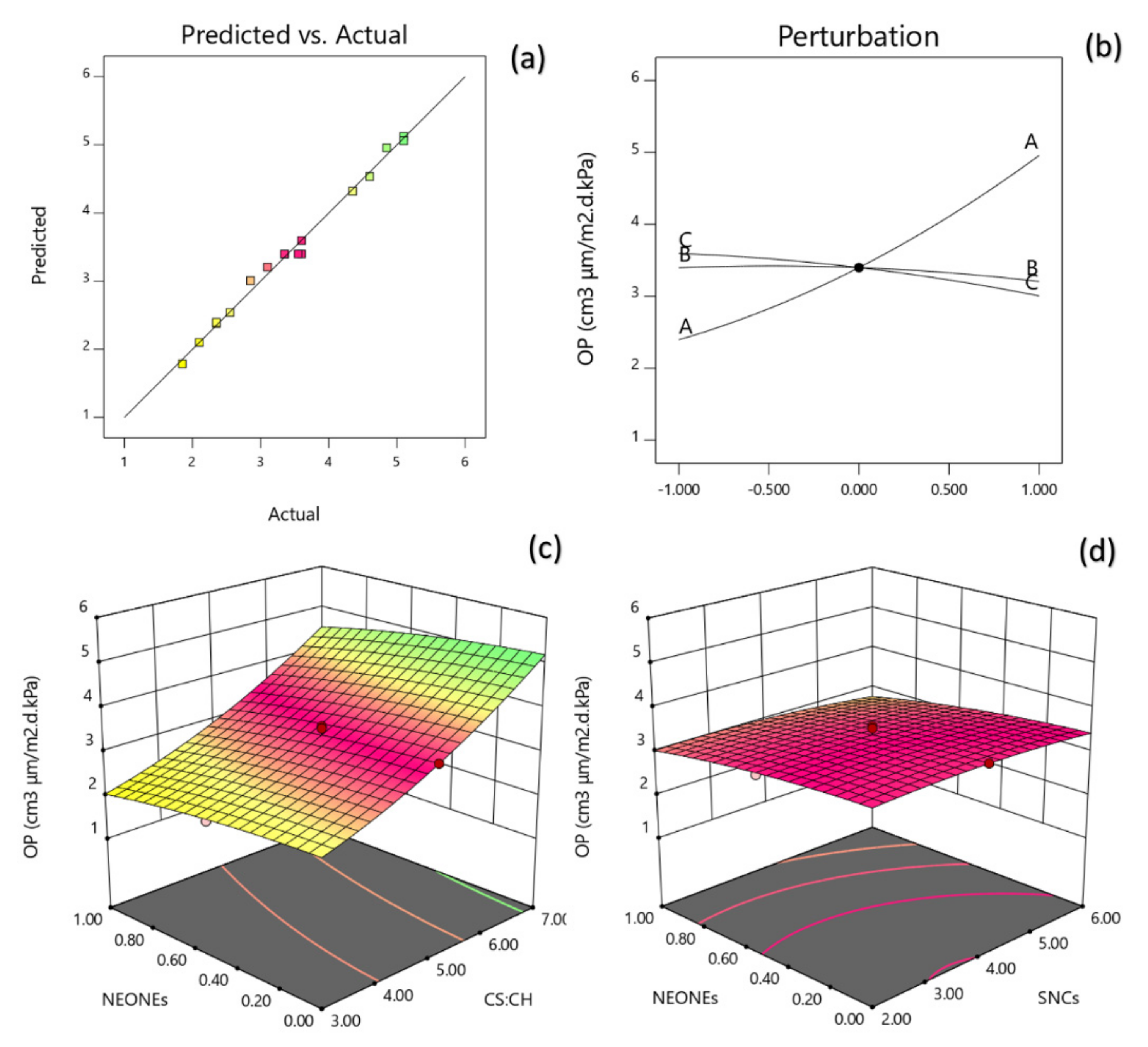
3.3.7. Oxygen Permeability (OP)
3.4. Optimization and Verification of Models
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Siracusa, V.; Rocculi, P.; Romani, S.; Dalla Rosa, M. Biodegradable polymers for food packaging: A review. Trends Food Sci. Technol. 2008, 19, 634–643. [Google Scholar] [CrossRef]
- Garavand, F.; Cacciotti, I.; Vahedikia, N.; Rehman, A.; Tarhan, Ö.; Akbari-Alavijeh, S.; Shaddel, R.; Rashidinejad, A.; Nejatian, M.; Jafarzadeh, S.; et al. A comprehensive review on the nanocomposites loaded with chitosan nanoparticles for food packaging. Crit. Rev. Food Sci. Nutr. 2020, 1–34. [Google Scholar] [CrossRef]
- Atarés, L.; Chiralt, A. Essential oils as additives in biodegradable films and coatings for active food packaging. Trends Food Sci. Technol. 2016, 48, 51–62. [Google Scholar] [CrossRef]
- Mirzaei-Mohkam, A.; Garavand, F.; Dehnad, D.; Keramat, J.; Nasirpour, A. Optimisation; antioxidant attributes, stability and release behaviour of carboxymethyl cellulose films incorporated with nanoencapsulated vitamin E. Prog. Org. Coat. 2019, 134, 333–341. [Google Scholar] [CrossRef]
- Garavand, F.; Rouhi, M.; Razavi, S.H.; Cacciotti, I.; Mohammadi, R. Improving the integrity of natural biopolymer films used in food packaging by crosslinking approach: A review. Int. J. Biol. Macromol. 2017, 104, 687–707. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Mukherjee, A.; Dutta, J. Chitosan based nanocomposite films and coatings: Emerging antimicrobial food packaging alternatives. Trends. Food Sci. Technol. 2020, 97, 196–209. [Google Scholar] [CrossRef]
- Riaz, A.; Lei, S.; Akhtar, H.M.S.; Wan, P.; Chen, D.; Jabbar, S.; Zeng, X. Preparation and characterization of chitosan-based antimicrobial active food packaging film incorporated with apple peel polyphenols. Int. J. Biol. Macromol. 2018, 114, 547–555. [Google Scholar] [CrossRef] [PubMed]
- Sadeghizadeh-Yazdi, J.; Habibi, M.; Kamali, A.A.; Banaei, M. Application of edible and biodegradable starch-based films in food packaging: A systematic review and meta-analysis. Curr. Res. Nutr. Food Sci. J. 2019, 7, 624–637. [Google Scholar] [CrossRef]
- Saberi, B.; Chockchaisawasdee, S.; Golding, J.B.; Scarlett, C.J.; Stathopoulos, C.E. Physical and mechanical properties of a new edible film made of pea starch and guar gum as affected by glycols, sugars and polyols. Int. J. Biol. Macromol. 2017, 104, 345–359. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alizadeh, Z.; Yousefi, S.; Ahari, H. Optimization of bioactive preservative coatings of starch nanocrystal and ultrasonic extract of sour lemon peel on chicken fillets. Int. J. Food. Microbiol. 2019, 300, 31–42. [Google Scholar] [CrossRef]
- Dai, L.; Zhang, J.; Cheng, F. Cross-linked starch-based edible coating reinforced by starch nanocrystals and its preservation effect on graded Huangguan pears. Food Chem. 2020, 311, 125891. [Google Scholar] [CrossRef] [PubMed]
- Thakur, M.; Sharma, G.; Ahamad, T.; Ghfar, A.A.; Pathania, D.; Naushad, M. Efficient photocatalytic degradation of toxic dyes from aqueous environment using gelatin-Zr (IV) phosphate nanocomposite and its antimicrobial activity. Colloids Surf. B 2017, 157, 456–463. [Google Scholar] [CrossRef] [PubMed]
- Sánchez-González, L.; González-Martínez, C.; Chiralt, A.; Cháfer, M. Physical and antimicrobial properties of chitosan–tea tree essential oil composite films. J. Food Eng. 2010, 98, 443–452. [Google Scholar] [CrossRef]
- Vahedikia, N.; Garavand, F.; Tajeddin, B.; Cacciotti, I.; Jafari, S.M.; Omidi, T.; Zahedi, Z. Biodegradable zein film composites reinforced with chitosan nanoparticles and cinnamon essential oil: Physical, mechanical, structural and antimicrobial attributes. Colloids Surf. B 2019, 177, 25–32. [Google Scholar] [CrossRef]
- Emiroğlu, Z.K.; Yemiş, G.P.; Coşkun, B.K.; Candoğan, K. Antimicrobial activity of soy edible films incorporated with thyme and oregano essential oils on fresh ground beef patties. Meat Sci. 2010, 86, 283–288. [Google Scholar] [CrossRef] [PubMed]
- Miksusanti, M.; Herlina, H.; Masril, K.; Masril, K. Antibacterial and antioxidant of uwi (Dioscorea alata L.) starch edible film incorporated with ginger essential oil. Int. J. Biosci. Biochem. Bioinform. 2013, 3, 354–356. [Google Scholar]
- Gharibzahedi, S.M.T.; Mohammadnabi, S. Characterizing the novel surfactant-stabilized nanoemulsions of stinging nettle essential oil: Thermal behaviour, storage stability, antimicrobial activity and bioaccessibility. J. Mol. Liq. 2016, 224, 1332–1340. [Google Scholar] [CrossRef]
- Gharibzahedi, S.M.T.; Rostami, H.; Yousefi, S. Formulation design and physicochemical stability characterization of nanoemulsions of nettle (Urtica dioica) essential oil using a model-based methodology. J. Food Process. Preserv. 2015, 39, 2947–2958. [Google Scholar] [CrossRef]
- Garcia, N.L.; Ribba, L.; Dufresne, A.; Aranguren, M.; Goyanes, S. Physicomechanical properties of biodegradable starch nanocomposites. Macromol. Mater. Eng. 2009, 294, 169–177. [Google Scholar] [CrossRef]
- Mehdizadeh, T.; Tajik, H.; Rohani, S.M.R.; Oromiehie, A.R. Antibacterial, antioxidant and optical properties of edible starch-chitosan composite film containing Thymus kotschyanus essential oil. Vet. Res. Forum 2012, 3, 167–172. [Google Scholar]
- Sadegh-Hassani, F.; Nafchi, A.M. Preparation and characterization of bionanocomposite films based on potato starch/halloysite nanoclay. Int. J. Biol. Macromol. 2014, 67, 458–462. [Google Scholar] [CrossRef] [PubMed]
- ASTM D882-18. Standard Test Method for Tensile Properties of Thin Plastic Sheeting; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Mirzaei-Mohkam, A.; Garavand, F.; Dehnad, D.; Keramat, J.; Nasirpour, A. Physical, mechanical, thermal and structural characteristics of nanoencapsulated vitamin E loaded carboxymethyl cellulose films. Prog. Org. Coat. 2020, 138, 105383. [Google Scholar] [CrossRef]
- Chakravartula, S.S.N.; Soccio, M.; Lotti, N.; Balestra, F.; Dalla Rosa, M.; Siracusa, V. Characterization of Composite Edible Films Based on Pectin/Alginate/Whey Protein Concentrate. Materials 2019, 12, 2454. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lahigi, S.H.; Amini, K.; Moradi, P.; Asaadi, K. Investigating the chemical composition of different parts extracts of bipod nettle Urtica dioica L. in Tonekabon region. Physiology 2011, 2, 337–340. [Google Scholar]
- Jarzebski, M.; Siejak, P.; Sawerski, A.; Stasiak, M.; Ratajczak, K.; Masewicz, Ł.; Polewski, K.; Fathordoobady, F.; Guo, Y.; Pratap Singh, A. Nanoparticles Size Determination by Dynamic Light Scattering in Real (Non-standard) Conditions Regulators-Design, Tests and Applications. In Practical Aspects of Chemical Engineering: Selected Contributions from PAIC 2019; Ochowiak, M., Woziwodzki, S., Mitkowski, P.T., Doligalski, M., Eds.; Springer Nature: Basel, Switzerland, 2020; pp. 1–10. ISBN 9783030398668. [Google Scholar]
- Le Corre, D.; Bras, J.; Dufresne, A. Ceramic membrane filtration for isolating starch nanocrystals. Carbohydr. Polym. 2011, 86, 1565–1572. [Google Scholar] [CrossRef]
- Xu, Y.; Kim, K.M.; Hanna, M.A.; Nag, D. Chitosan–starch composite film: Preparation and characterization. Ind. Crop. Prod. 2005, 21, 185–192. [Google Scholar] [CrossRef]
- Angellier, H.; Molina-Boisseau, S.; Dole, P.; Dufresne, A. Thermoplastic starch—Waxy maize starch nanocrystals nanocomposites. Biomacromolecules 2006, 7, 531–539. [Google Scholar] [CrossRef]
- Casariego, A.B.W.S.; Souza, B.W.S.; Cerqueira, M.A.; Teixeira, J.A.; Cruz, L.; Díaz, R.; Vicente, A.A. Chitosan/clay films’ properties as affected by biopolymer and clay micro/nanoparticles’ concentrations. Food Hydrocoll. 2009, 23, 1895–1902. [Google Scholar] [CrossRef] [Green Version]
- Peng, Y.; Li, Y. Combined effects of two kinds of essential oils on physical, mechanical and structural properties of chitosan films. Food Hydrocoll. 2014, 36, 287–293. [Google Scholar] [CrossRef]
- Abdollahi, M.; Rezaei, M.; Farzi, G. Improvement of active chitosan film properties with rosemary essential oil for food packaging. Int. J. Food Sci. 2012, 47, 847–853. [Google Scholar] [CrossRef]
- Ojagh, S.M.; Rezaei, M.; Razavi, S.H.; Hosseini, S.M.H. Effect of chitosan coatings enriched with cinnamon oil on the quality of refrigerated rainbow trout. Food Chem. 2010, 120, 193–198. [Google Scholar] [CrossRef]
- López-Mata, M.A.; Ruiz-Cruz, S.; Silva-Beltrán, N.P.; Ornelas-Paz, J.D.J.; Zamudio-Flores, P.B.; Burruel-Ibarra, S.E. Physicochemical, Antimicrobial and Antioxidant Properties of Chitosan Films Incorporated with Carvacrol. Molecules 2013, 18, 13735–13753. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jamróz, E.; Juszczak, L.; Kucharek, M. Investigation of the physical properties, antioxidant and antimicrobial activity of ternary potato starch-furcellaran-gelatin films incorporated with lavender essential oil. Int. J. Biol. Macromol. 2018, 114, 1094–1101. [Google Scholar] [CrossRef]
- Dashipour, A.; Razavilar, V.; Hosseini, H.; Shojaee-Aliabadi, S.; German, J.B.; Ghanati, K.; Khaksar, R. Antioxidant and antimicrobial carboxymethyl cellulose films containing Zataria multiflora essential oil. Int. J. Biol. Macromol. 2015, 72, 606–613. [Google Scholar] [CrossRef]
- Shojaee-Aliabadi, S.; Hosseini, H.; Mohammadifar, M.A.; Mohammadi, A.; Ghasemlou, M.; Ojagh, S.M.; Hosseini, S.M.; Khaksar, R. Characterization of antioxidant-antimicrobial κ-carrageenan films containing Satureja hortensis essential oil. Int. J. Biol. Macromol. 2013, 52, 116–124. [Google Scholar] [CrossRef] [PubMed]
- Moradi, M.; Tajik, H.; Rohani, S.M.R.; Oromiehie, A.R.; Malekinejad, H.; Aliakbarlu, J.; Hadian, M. Characterization of antioxidant chitosan film incorporated with Zataria multiflora Boiss essential oil and grape seed extract. LWT-Food Sci. Technol. 2012, 46, 477–484. [Google Scholar] [CrossRef]
- Siripatrawan, U.; Harte, B.R. Physical properties and antioxidant activity of an active film from chitosan incorporated with green tea extract. Food Hydrocoll. 2010, 24, 770–775. [Google Scholar] [CrossRef]
- Ahmed, J.; Tiwari, B.K.; Imam, S.H.; Rao, M. Starch-Based Polymeric Materials and Nanocomposites: Chemistry, Processing, and Applications; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar]
- Grossman, R.F.; Nwabunma, D. Biopolymer Nanocomposites: Processing, Properties, and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Suvorova, A.I.; Tyukova, I.S.; Trufanova, E.I. Biodegradable starch-based polymeric materials. Russ. Chem. Rev. 2000, 69, 451–456. [Google Scholar] [CrossRef]
- Pinotti, A.; Garcia, M.A.; Martino, M.N.; Zaritzky, N.E. Study on microstructure and physical properties of composite films based on chitosan and methylcellulose. Food Hydrocoll. 2007, 21, 66–72. [Google Scholar] [CrossRef]
- Sun, K.Q.; Li, F.Y.; Li, J.Y.; Li, J.F.; Zhang, C.W.; Chen, S.; Sun, X.; Cui, J.F. Optimisation of compatibility for improving elongation at break of chitosan/starch films. RSC Adv. 2019, 9, 24451–24459. [Google Scholar] [CrossRef] [Green Version]
- Tuhin, M.; Rahman, N.; Haque, M.E.U.; Khan, R.A.; Dafader, N.C.; Islam, R.; Nurnabi, M.; Tonny, W. Modification of mechanical and thermal property of chitosan–starch blend films. Radiat. Phys. Chem. 2012, 81, 1659–1668. [Google Scholar] [CrossRef]
- Hosseini, M.; Razavi, S.; Mousavi, M. Antimicrobial, physical and mechanical properties of chitosan-based films incorporated with thyme, clove and cinnamon essential oils. J. Food Process. 2009, 33, 727–743. [Google Scholar] [CrossRef]
- Noshirvani, N.; Ghanbarzadeh, B.; Gardrat, C.; Rezaei, M.R.; Hashemi, M.; Le Coz, C.; Coma, V. Cinnamon and ginger essential oils to improve antifungal, physical and mechanical properties of chitosan-carboxymethyl cellulose films. Food Hydrocoll. 2017, 70, 36–45. [Google Scholar] [CrossRef]
- Shen, Z.; Kamdem, D.P. Development and characterization of biodegradable chitosan films containing two essential oils. Int. J. Biol. Macromol. 2015, 74, 289–296. [Google Scholar] [CrossRef]
- Abdollahi, M.; Rezaei, M.; Farzi, G. A novel active bionanocomposite film incorporating rosemary essential oil and nanoclay into chitosan. J. Food Eng. 2012, 111, 343–350. [Google Scholar] [CrossRef]
- Elsabee, M.Z.; Abdou, E.S. Chitosan based edible films and coatings: A review. Mater. Sci. Eng. C 2013, 33, 1819–1841. [Google Scholar] [CrossRef]
- Bonilla, J.; Atarés, L.; Vargas, M.; Chiralt, A. Effect of essential oils and homogenization conditions on properties of chitosan-based films. Food Hydrocoll. 2012, 26, 9–16. [Google Scholar] [CrossRef]
- Perdones, A.; Sánchez González, L.; Chiralt, A.; Vargas, M. Effect of chitosan–lemon essential oil coatings on storage-keeping quality of strawberry. Postharvest Biol. Technol. 2012, 70, 32–41. [Google Scholar] [CrossRef]
- Abugoch, L.E.; Tapia, C.; Villamán, M.C.; Yazdani-Pedram, M.; Díaz-Dosque, M. Characterization of quinoa protein–chitosan blend edible films. Food Hydrocoll. 2011, 25, 879–886. [Google Scholar] [CrossRef]
- Altiok, D.; Altiok, E.; Tihminlioglu, F. Physical, antibacterial and antioxidant properties of chitosan films incorporated with thyme oil for potential wound healing applications. J. Mater. Sci. Mater. Med. 2010, 21, 2227–2236. [Google Scholar] [CrossRef] [Green Version]
- Akbariazam, M.; Ahmadi, M.; Javadian, N.; Nafchi, A.M. Fabrication and characterization of soluble soybean polysaccharide and nanorod-rich ZnO bionanocomposite. Int. J. Biol. Macromol. 2016, 89, 369–375. [Google Scholar] [CrossRef] [PubMed]
- Forssell, P.; Lahtinen, R.; Lahelin, M.; Myllärinen, P. Oxygen permeability of amylose and amylopectin films. Carbohydr. Polym. 2002, 47, 125–129. [Google Scholar] [CrossRef]
- González, K.; Retegi, A.; González, A.; Eceiza, A.; Gabilondo, N. Starch and cellulose nanocrystals together into thermoplastic starch bionanocomposites. Carbohydr. Polym. 2015, 117, 83–90. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Independent Variables | Response Variables | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CS:CH (X1, %w/w) | SNCs (X2, %w/w) | NEONEs (X3, %w/w) | Solubility (Y1) | WAC (Y2) | TM (Y3) | L* (Y4) | a* (Y5) | b* (Y6) | TS (Y7) | EB (Y8) | WVP (Y9) | OP (Y10) | |
| 1 | 3.00 | 6.00 | 1.00 | 36.80 | 76.10 | 153.00 | 89.56 | 1.18 | 2.34 | 0.138 | 55.95 | 0.274 | 1.85 |
| 2 | 7.00 | 4.00 | 0.50 | 71.30 | 229.20 | 159.00 | 82.15 | 1.13 | 1.50 | 0.27 | 16.93 | 0.462 | 4.85 |
| 3 | 3.00 | 2.00 | 0.00 | 52.50 | 110.50 | 139.00 | 91.18 | 1.06 | 1.83 | 0.03 | 27.70 | 0.345 | 2.55 |
| 4 | 3.00 | 4.00 | 0.50 | 44.01 | 108.30 | 152.00 | 90.74 | 1.11 | 1.99 | 0.045 | 35.76 | 0.308 | 2.35 |
| 5 | 5.00 | 6.00 | 0.50 | 59.50 | 157.30 | 155.00 | 87.89 | 0.95 | 1.89 | 0.336 | 55.36 | 0.376 | 3.10 |
| 6 | 7.00 | 6.00 | 0.00 | 77.24 | 219.80 | 156.00 | 83.47 | 1.14 | 1.39 | 0.311 | 32.95 | 0.413 | 5.10 |
| 7 | 3.00 | 6.00 | 0.00 | 46.90 | 112.99 | 150.00 | 90.77 | 1.08 | 1.77 | 0.092 | 50.56 | 0.325 | 2.35 |
| 8 | 7.00 | 2.00 | 1.00 | 66.80 | 222.86 | 160.00 | 81.24 | 1.18 | 1.72 | 0.19 | 37.94 | 0.479 | 4.60 |
| 9 | 3.00 | 2.00 | 1.00 | 39.66 | 83.80 | 149.00 | 89.90 | 1.16 | 2.23 | 0.056 | 40.98 | 0.291 | 2.10 |
| 10 | 5.00 | 4.00 | 0.50 | 59.70 | 170.56 | 153.00 | 87.67 | 0.99 | 1.70 | 0.298 | 33.58 | 0.342 | 3.55 |
| 11 | 7.00 | 6.00 | 1.00 | 65.70 | 209.50 | 165.00 | 81.12 | 1.20 | 1.86 | 0.466 | 36.66 | 0.445 | 4.35 |
| 12 | 7.00 | 2.00 | 0.00 | 80.60 | 235.00 | 148.00 | 85.24 | 1.12 | 1.35 | 0.1137 | 20.43 | 0.496 | 5.10 |
| 13 | 5.00 | 2.00 | 0.50 | 63.60 | 179.14 | 150.00 | 88.09 | 0.91 | 1.75 | 0.112 | 38.17 | 0.411 | 3.35 |
| 14 | 5.00 | 4.00 | 1.00 | 52.92 | 160.51 | 154.00 | 87.33 | 1.16 | 2.13 | 0.302 | 48.95 | 0.342 | 2.85 |
| 15 | 5.00 | 4.00 | 0.50 | 59.16 | 170.97 | 151.00 | 88.35 | 1.01 | 1.74 | 0.22 | 36.23 | 0.359 | 3.35 |
| 16 | 5.00 | 4.00 | 0.00 | 64.00 | 185.30 | 144.00 | 88.83 | 1.06 | 1.62 | 0.212 | 36.50 | 0.383 | 3.60 |
| 17 | 5.00 | 4.00 | 0.50 | 58.56 | 180.01 | 152.00 | 87.92 | 1.01 | 1.87 | 0.254 | 34.41 | 0.359 | 3.60 |
| Compound | Compound Name | Units | Amount |
|---|---|---|---|
| 1 | Phenol | ppb | 9.9 |
| 2 | 2-chlorophenol | ppb | 17.7 |
| 3 | 2,4-dimethyl phenol | ppb | 6.8 |
| 4 | 4-chloro-3-methyl phenol | ppb | 8.7 |
| 5 | 2,4-dichlorophenol | ppb | 47.7 |
| 6 | 2-nitrophenol | ppb | 8.1 |
| 7 | 2,4,6-trichlorophenol | ppb | 15.3 |
| 8 | 4-nitrophenol | ppb | 17.0 |
| 9 | Pentachlorophenol | ppb | 23.5 |
| Source | DF | Solubility (%) | WAC (%) | TM (µm) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| MS | F-Value | p-Value | MS | F-Value | p-Value | MS | F-Value | p-Value | ||
| Model | 9 | 268.5 | 752.59 | <0.00 | 4617 | 195.5 | <0.00 | 63.20 | 48.70 | <0.00 |
| X1 (CS:CH) | 1 | 2009 | 5632.0 | <0.00 | 39021 | 1652 | <0.00 | 202.5 | 156.0 | <0.00 |
| X2 (SNCs) | 1 | 28.97 | 81.17 | <0.00 | 309 | 13.10 | <0.00 | 108.9 | 83.91 | <0.00 |
| X3 (NEONEs) | 1 | 352.3 | 987.38 | <0.00 | 1228 | 52.02 | 0.00 | 193.6 | 149.1 | <0.00 |
| X1X2 | 1 | 2.00 | 5.60 | 0.04 | 68 | 2.89 | ns | 0.50 | 0.38 | ns |
| X1X3 | 1 | 0.72 | 2.02 | ns | 211 | 8.97 | 0.02 | 8.00 | 6.16 | 0.04 |
| X2X3 | 1 | 3.13 | 8.76 | 0.02 | 8.72 | 0.36 | ns | 12.50 | 9.63 | / |
| X12 | 1 | 9.91 | 27.76 | 0.00 | 110 | 4.68 | ns | 29.23 | 22.52 | 0.00 |
| X22 | 1 | 10.42 | 29.20 | 0.00 | 129 | 5.49 | 0.05 | 0.245 | 0.18 | ns |
| X32 | 1 | 3.35 | 9.38 | 0.01 | 13.7 | 0.58 | ns | 27.39 | 21.10 | 0.00 |
| Residual | 7 | 0.35 | / | / | 23.6 | / | / | 1.30 | / | / |
| Lack of fit | 5 | 0.36 | 1.14 | 0.52 ns | 21.6 | 0.75 | 0.65 ns | 1.42 | 1.42 | 0.46 ns |
| Pure error | 2 | 0.32 | / | / | 28.5 | / | / | 1.00 | / | / |
| Core total | 16 | / | / | / | / | / | / | / | / | / |
| R2 | 0.99 | / | / | / | / | / | / | / | / | / |
| Adeq precision | 95.2 | / | / | / | / | / | / | / | / | / |
| C.V | 1.02 | / | / | / | / | / | / | / | / | / |
| R2adj | 0.99 | / | / | / | / | / | / | / | / | / |
| Source | DF | Lightness (L* Value) | Redness (a* Value) | Yellowness (b* Value) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| MS | F-Value | p-Value | MS | F-Value | p-Value | MS | F-Value | p-Value | ||
| Model | 9 | 19.38 | 109.5 | <0.00 | 0.01 | 114.7 | <0.00 | 0.01 | 37.58 | <0.00 |
| X1 (CS:CH) | 1 | 155.5 | 856.2 | <0.00 | 0.00 | 28.11 | 0.00 | 0.54 | 163.6 | <0.00 |
| X2 (SNCs) | 1 | 0.80 | 4.56 | ns | 0.00 | 12.49 | 0.009 | 0.01 | 4.09 | ns |
| X3 (NEONEs) | 1 | 10.69 | 60.4 | <0.00 | 0.01 | 153.0 | <0.00 | 0.53 | 160.8 | <0.00 |
| X1X2 | 1 | 0.162 | 0.91 | 0.01 | 0.00 | 0.001 | ns | 0.00 | 0.63 | ns |
| X1X3 | 1 | 1.86 | 10.5 | 0.01 | 0.00 | 6.94 | 0.033 | 0.00 | 0.631 | ns |
| X2X3 | 1 | 0.36 | 2.09 | ns | 0.00 | 0.001 | ns | 0.00 | 2.72 | ns |
| X12 | 1 | 6.30 | 33.58 | 0.00 | 0.03 | 288.5 | <0.00 | 0.00 | 2.88 | ns |
| X22 | 1 | 0.00 | 0.00 | ns | 0.01 | 143.5 | <0.00 | 0.00 | 0.18 | ns |
| X32 | 1 | 0.02 | 0.15 | ns | 0.02 | 239.0 | <0.00 | 0.01 | 3.92 | ns |
| Residual | 7 | 0.17 | / | / | 0.00 | / | / | 0.00 | / | / |
| Lack of fit | 5 | 0.20 | 1.69 | 0.41 ns | 0.00 | 0.810 | 0.63 ns | 0.00 | 0.193 | ns |
| Pure error | 2 | 0.11 | / | / | 0.00 | / | / | 0.00 | / | / |
| Core total | 16 | / | / | / | / | / | / | / | / | / |
| R2 | 0.99 | / | / | / | / | / | / | / | / | / |
| Adeq precision | 32.2 | / | / | / | / | / | / | / | / | / |
| C.V | 0.48 | / | / | / | / | / | / | / | / | / |
| R2adj | 0. 98 | / | / | / | / | / | / | / | / | / |
| Source | DF | TS (MPa) | EB (%) | WVP (g/s Pa m) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| MS | F-Value | p-Value | MS | F-Value | p-Value | MS | F-Value | p-Value | ||
| Model | 9 | 0.02 | 25.86 | <0.00 | 196.9 | 21.48 | 0.00 | 0.00 | 33.96 | <0.00 |
| X1 (CS:CH) | 1 | 0.09 | 100.2 | <0.00 | 439.1 | 47.59 | 0.00 | 0.05 | 273.1 | <0.00 |
| X2 (SNCs) | 1 | 0.07 | 72.43 | <0.00 | 438.8 | 47.88 | 0.00 | 0.00 | 17.17 | 0.00 |
| X3 (NEONEs) | 1 | 0.01 | 15.83 | 0.00 | 273.9 | 29.88 | 0.00 | 0.00 | 8.48 | 0.02 |
| X1X2 | 1 | 0.01 | 13.87 | 0.00 | 88.3 | 9.64 | 0.01 | 0.00 | 3.80 | ns |
| X1X3 | 1 | 0.00 | 3.25 | ns | 0.82 | 0.08 | ns | 0.00 | 8.72 | 0.02 |
| X2X3 | 1 | 0.00 | 1.25 | ns | 58.81 | 6.42 | 0.03 | 0.00 | 1.62 | ns |
| X12 | 1 | 0.01 | 17.74 | 0.00 | 368.8 | 40.23 | 0.00 | 0.00 | 1.72 | ns |
| X22 | 1 | 0.00 | 0.486 | ns | 202.3 | 22.08 | 0.00 | 0.00 | 5.21 | 0.05 |
| X32 | 1 | 0.00 | 1.06 | ns | 57.93 | 6.32 | 0.04 | 0.00 | 1.51 | ns |
| Residual | 7 | 0.00 | / | / | 9.17 | / | / | 0.00 | / | / |
| Lack of fit | 5 | 0.00 | 0.4945 | 0.77 ns | 12.1 | 6.58 | 0.13 ns | 0.00 | 2.57 | 0.30 ns |
| Pure error | 2 | 0.00 | / | / | 1.84 | / | / | 0.00 | / | / |
| Core total | 16 | / | / | / | / | / | / | / | / | / |
| R2 | 0.97 | / | / | / | / | / | / | / | / | / |
| Adeq precision | 18.5 | / | / | / | / | / | / | / | / | / |
| C.V | 15.4 | / | / | / | / | / | / | / | / | / |
| R2adj | 0.93 | / | / | / | / | / | / | / | / | / |
| Source | DF | MS | F-Value | p-Value |
|---|---|---|---|---|
| Model | 9 | 1.95 | 106.03 | <0.0001 |
| X1 (CS:CH) | 1 | 16.38 | 889.39 | <0.0001 |
| X2 (SNCs) | 1 | 0.0902 | 4.90 | ns |
| X3 (NEO-NEs) | 1 | 0.8702 | 47.24 | 0.0002 |
| X1X2 | 1 | 0.0050 | 0.2714 | ns |
| X1X3 | 1 | 0.0113 | 0.6107 | ns |
| X2X3 | 1 | 0.0113 | 0.6107 | ns |
| X12 | 1 | 0.2063 | 11.20 | 0.0123 |
| X22 | 1 | 0.0255 | 1.38 | ns |
| X32 | 1 | 0.0255 | 1.38 | ns |
| Residual | 7 | 0.0184 | / | / |
| Lack of fit | 5 | 0.0188 | 1.07 | 0.5469 ns |
| Pure error | 2 | 0.0175 | / | / |
| Core total | 16 | / | / | / |
| R2 | 0.9927 | / | / | / |
| Adeq precision | 32.0854 | / | / | / |
| C.V | 3.94 | / | / | / |
| R2adj | 0.9661 | / | / | / |
| Value | Nanocomposite Film Physicochemical Attributes | ||||
|---|---|---|---|---|---|
| WS (%) | WAC (%) | L* | a* | b* | |
| Predicted a | 51.56 | 128.75 | 89.60 | 0.96 | 1.90 |
| Experimental b | 52.14 ± 0.23 | 128.43 ± 2.65 | 87.63 ± 0.78 | 0.94 ± 0.03 | 1.95 ± 0.01 |
| Value | WVP (g/s Pa m) | OP (cm3 μm/m2 d kPa) | TM (µm) | EB (%) | TS (MPa) |
| Predicted a | 0.335 | 2.60 | 154.41 | 53.54 | 0.20 |
| Experimental b | 0.346 ± 0.001 | 52.14 ± 0.23 | 153.21 ± 3.21 | 52.14 ± 0.33 | 0.18 ± 0.03 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalateh-Seifari, F.; Yousefi, S.; Ahari, H.; Hosseini, S.H. Corn Starch-Chitosan Nanocomposite Film Containing Nettle Essential Oil Nanoemulsions and Starch Nanocrystals: Optimization and Characterization. Polymers 2021, 13, 2113. https://doi.org/10.3390/polym13132113
Kalateh-Seifari F, Yousefi S, Ahari H, Hosseini SH. Corn Starch-Chitosan Nanocomposite Film Containing Nettle Essential Oil Nanoemulsions and Starch Nanocrystals: Optimization and Characterization. Polymers. 2021; 13(13):2113. https://doi.org/10.3390/polym13132113
Chicago/Turabian StyleKalateh-Seifari, Fatemeh, Shima Yousefi, Hamed Ahari, and Seyed Hedayat Hosseini. 2021. "Corn Starch-Chitosan Nanocomposite Film Containing Nettle Essential Oil Nanoemulsions and Starch Nanocrystals: Optimization and Characterization" Polymers 13, no. 13: 2113. https://doi.org/10.3390/polym13132113