Effect of Superheated Steam Treatment on the Mechanical Properties and Dimensional Stability of PALF/PLA Biocomposite

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Modification of PALF by SHS Treatment
2.3. Fabrication of Biocomposites
2.4. Characterizations
2.4.1. Fourier Transform Infrared (FTIR) Spectroscopy
2.4.2. Mechanical Properties
2.4.3. Scanning Electron Microscopy
2.4.4. X-Ray Diffraction (XRD) Analysis
2.4.5. Dimensional Stability Measurement
3. Results and Discussion
3.1. Characterization of PALF and SHS-PALF
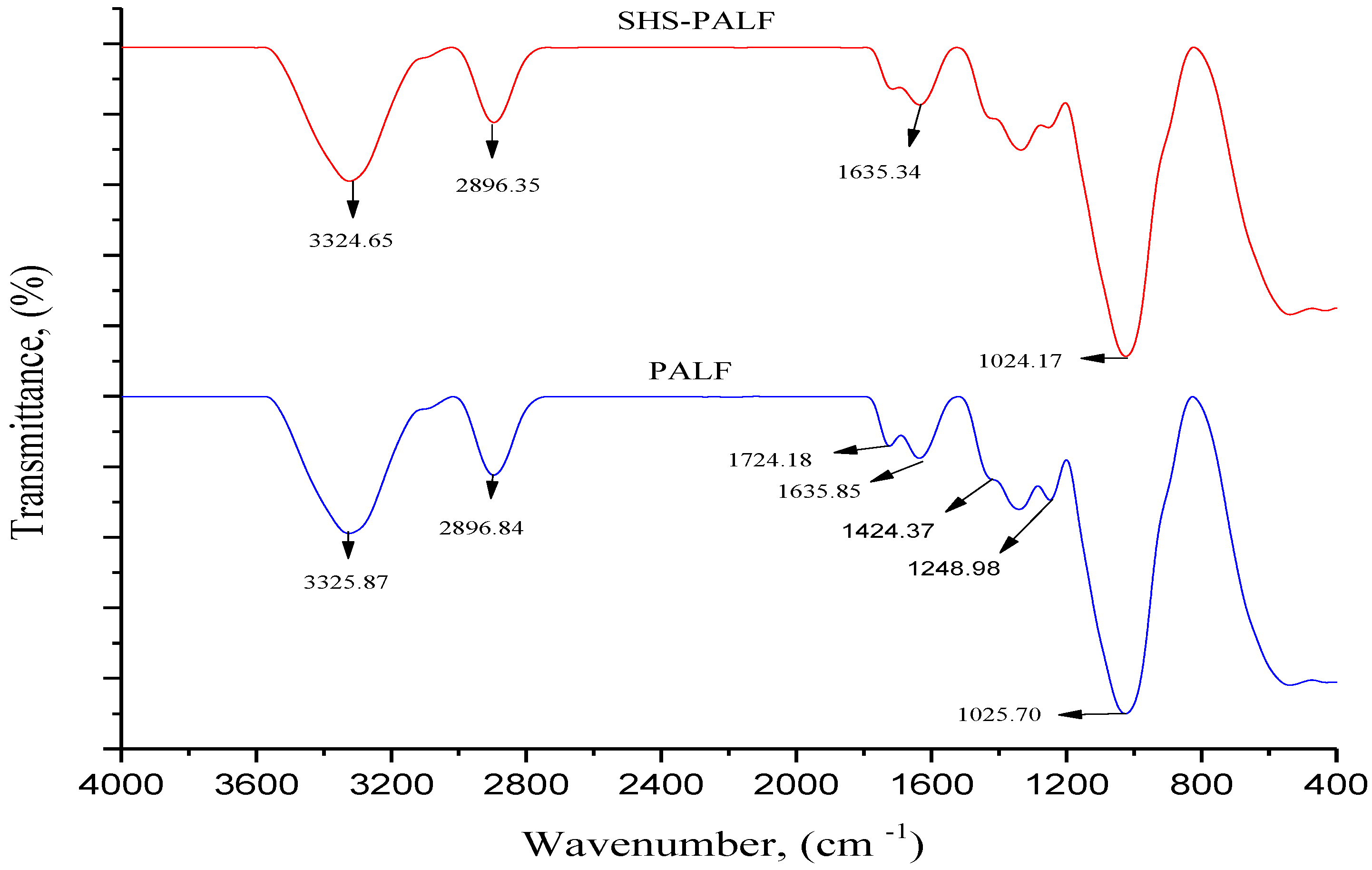
3.1.1. Fourier Transform Infrared (FTIR) Analysis
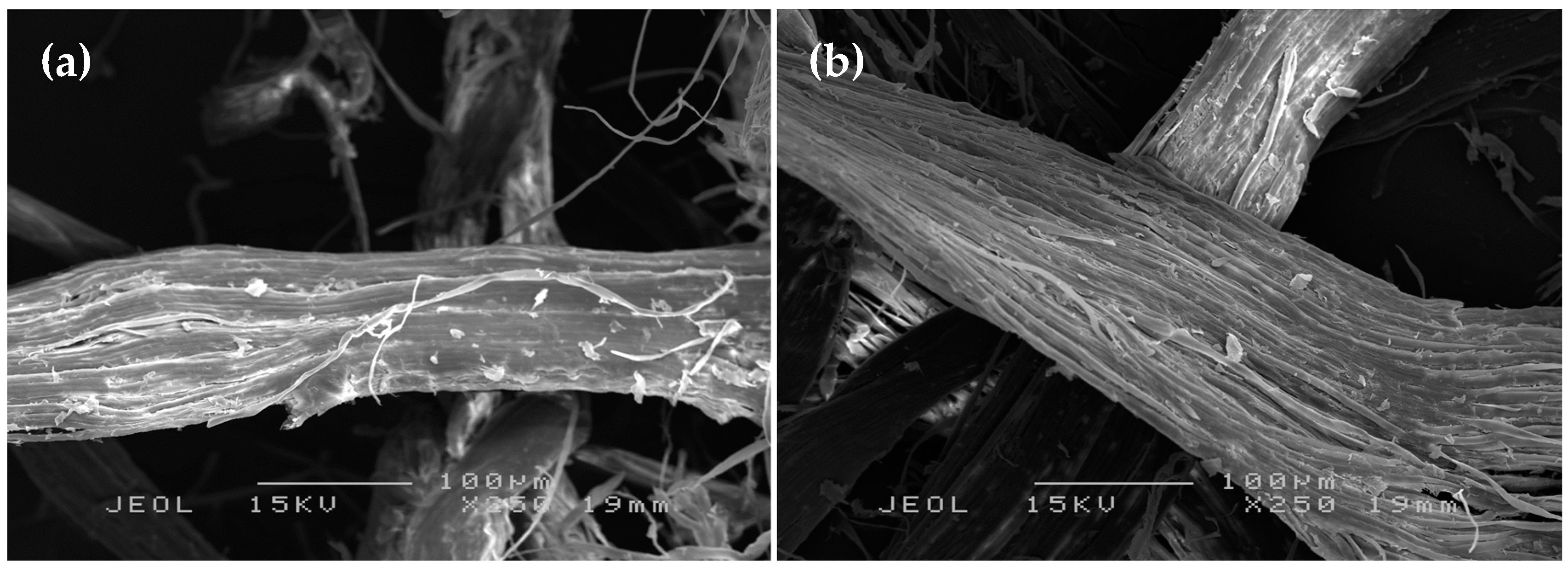
3.1.2. Surface Morphology
3.2. Characterization of Untreated PALF/PLA and SHS-PALF/PLA Biocomposites
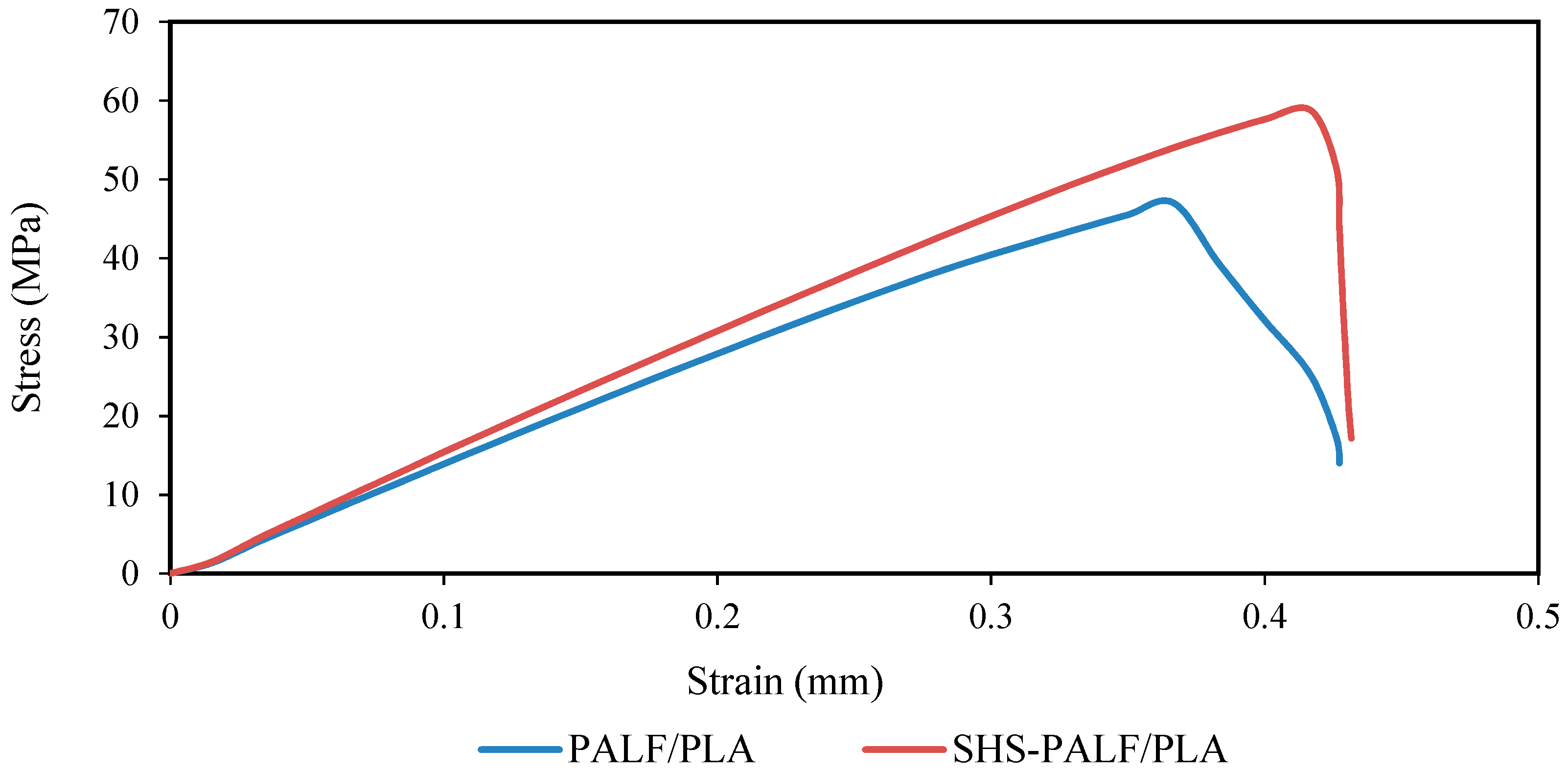
3.2.1. Tensile Properties
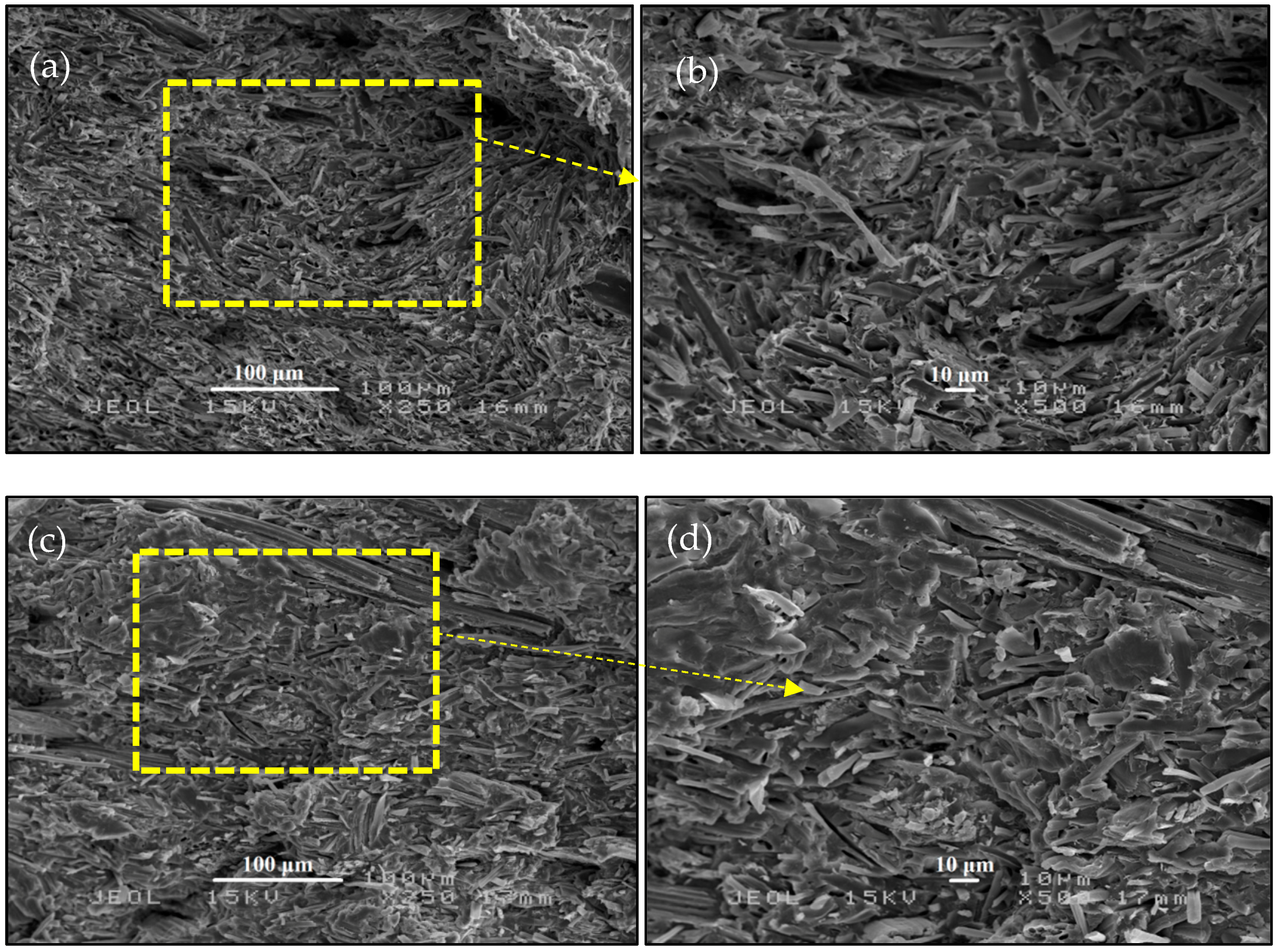
3.2.2. Fracture Surface Morphology
3.2.3. Flexural and Impact Properties
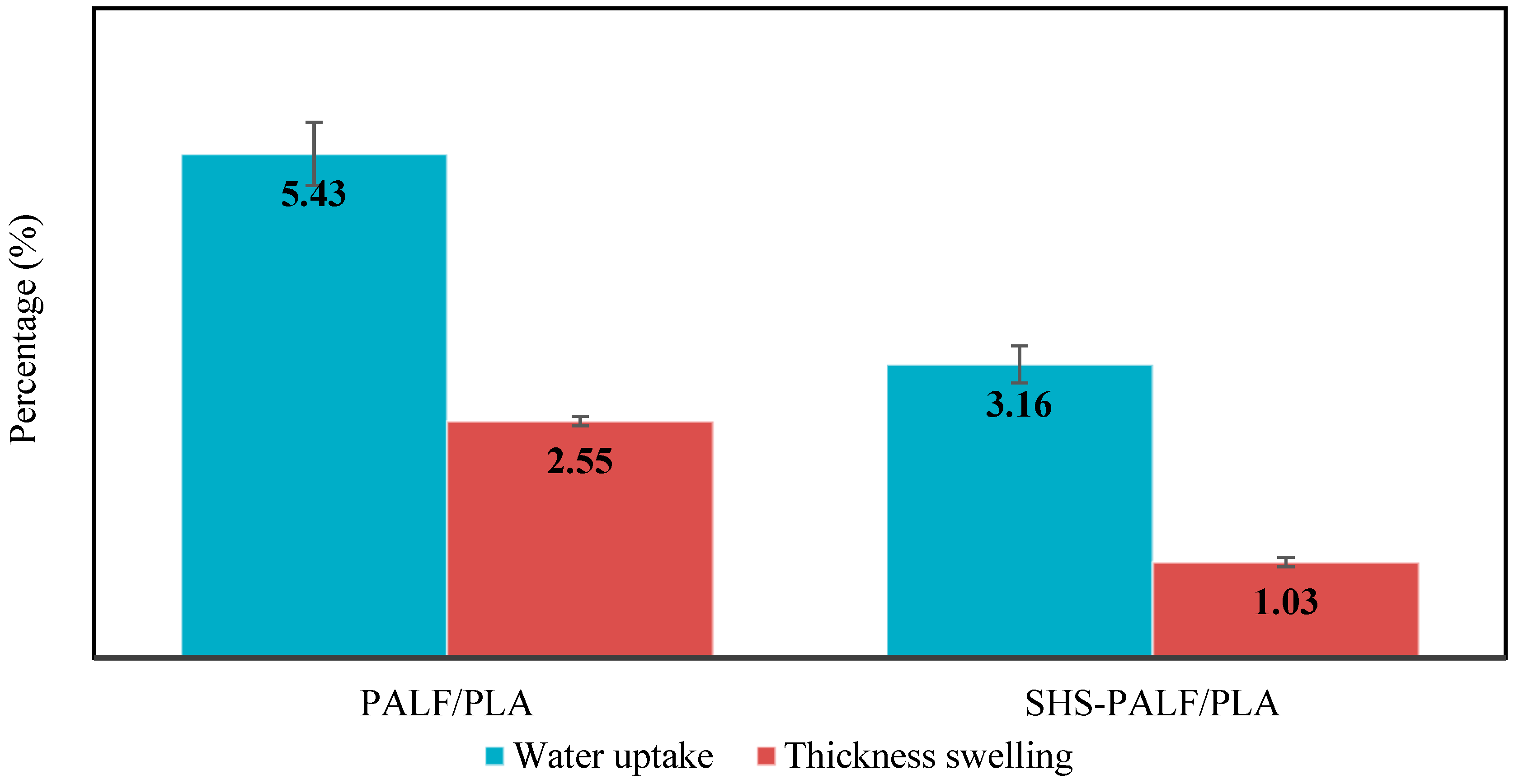
3.2.4. Dimensional Stability
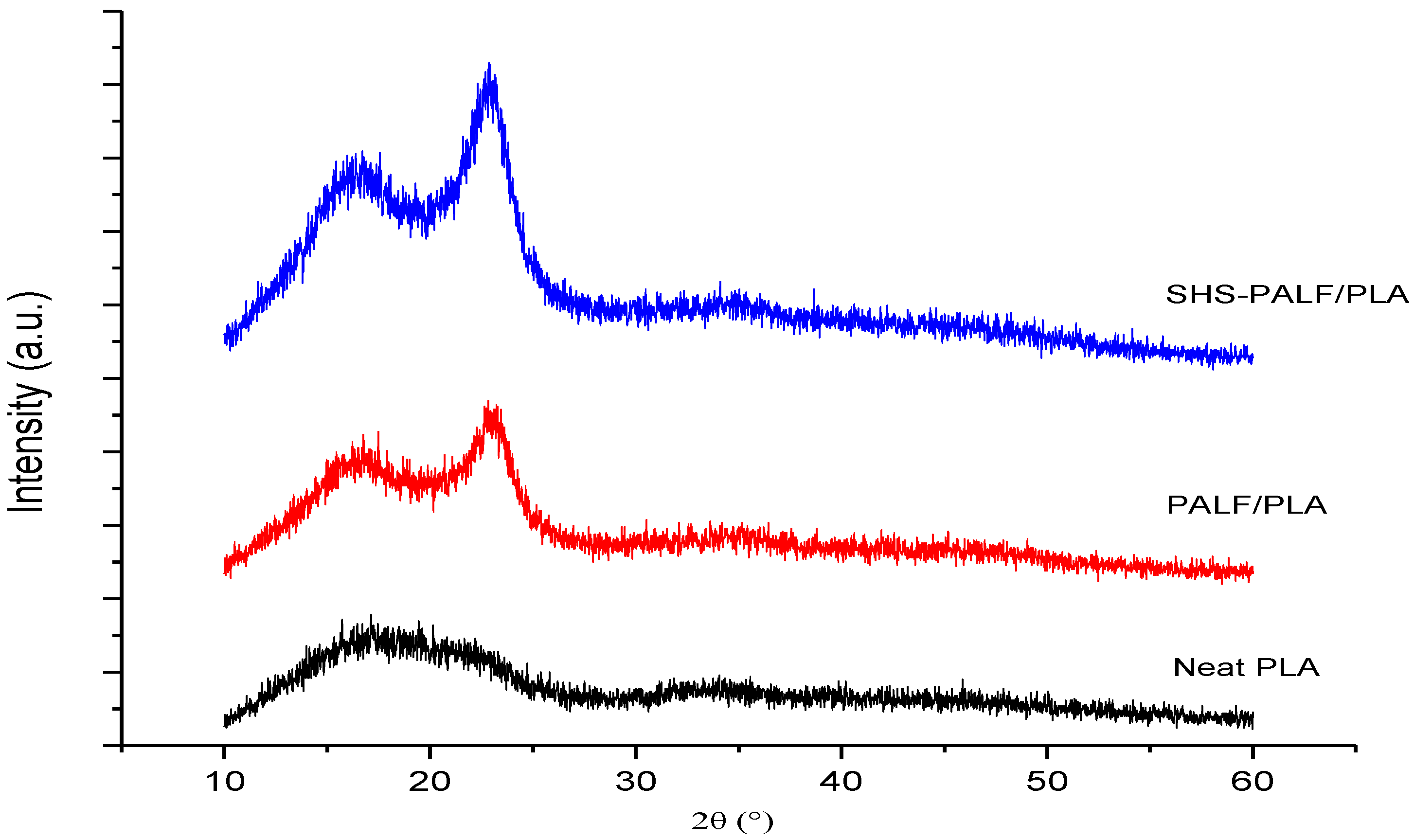
3.2.5. X-Ray Diffraction (XRD)
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Shalwan, A.; Yousif, B.F. In state of art: Mechanical and tribological behaviour of polymeric composites based on natural fibres. Mater. Des. 2013, 48, 14–24. [Google Scholar] [CrossRef]
- Sassoni, E.; Manzi, S.; Motori, A.; Montecchi, M.; Canti, M. Novel sustainable hemp-based composites for application in the building industry: Physical, thermal and mechanical characterization. Energy Build. 2014, 77, 219–226. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. Jom 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Ramli, S.N.R.; Fadzullah, S.H.S.M.; Mustafa, Z. The effect of alkaline treatment and fiber length on pineapple leaf fiber reinforced poly lactic acid biocomposites. J. Teknol. 2017, 79, 111–115. [Google Scholar] [CrossRef]
- Asim, M.; Abdan, K.; Jawaid, M.; Nasir, M.; Dashtizadeh, Z.; Ishak, M.R.; Hoque, M.E. A review on pineapple leaves fibre and its composites. Int. J. Polym. Sci. 2015, 2015, 16. [Google Scholar] [CrossRef]
- Jose, S.; Salim, R.; Ammayappan, L. An overview on production, properties, and value addition of pineapple leaf fibers (palf). J. Nat. Fibers 2016, 13, 362–373. [Google Scholar] [CrossRef]
- Shih, Y.-F.; Chang, W.-C.; Liu, W.-C.; Lee, C.-C.; Kuan, C.-S.; Yu, Y.-H. Pineapple leaf/recycled disposable chopstick hybrid fiber-reinforced biodegradable composites. J. Taiwan Inst. Chem. Eng. 2014, 45, 2039–2046. [Google Scholar] [CrossRef]
- Arib, R.M.N.; Sapuan, S.M.; Ahmad, M.M.H.M.; Paridah, M.T.; Zaman, H.M.D.K. Mechanical properties of pineapple leaf fibre reinforced polypropylene composites. Mater. Des. 2006, 27, 391–396. [Google Scholar] [CrossRef]
- Rayung, M.; Ibrahim, N.A.; Zainuddin, N.; Saad, W.Z.; Razak, N.I.A.; Chieng, B.W. The effect of fiber bleaching treatment on the properties of poly (lactic acid)/oil palm empty fruit bunch fiber composites. Int. J. Mol. Sci. 2014, 15, 14728–14742. [Google Scholar] [CrossRef] [PubMed]
- Jia, W.; Gong, R.H.; Hogg, P.J. Poly (lactic acid) fibre reinforced biodegradable composites. Compos. Part B Eng. 2014, 62, 104–112. [Google Scholar] [CrossRef]
- Chieng, B.W.; Ibrahim, N.A.; Wan Yunus, W.M.Z.; Hussein, M.Z. Poly (lactic acid)/poly (ethylene glycol) polymer nanocomposites: Effects of graphene nanoplatelets. Polymers 2014, 6, 93–104. [Google Scholar] [CrossRef]
- Kaewpirom, S.; Worrarat, C. Preparation and properties of pineapple leaf fiber reinforced poly (lactic acid) green composites. Fibers Polym. 2014, 15, 1469–1477. [Google Scholar] [CrossRef]
- Nopparut, A.; Amornsakchai, T. Influence of pineapple leaf fiber and it’s surface treatment on molecular orientation in, and mechanical properties of, injection molded nylon composites. Polym. Test. 2016, 52, 141–149. [Google Scholar] [CrossRef]
- Then, Y.Y.; Ibrahim, N.A.; Zainuddin, N.; Ariffin, H.; Yunus, W.M.Z.W.; Chieng, B.W. Static mechanical, interfacial, and water absorption behaviors of alkali treated oil palm mesocarp fiber reinforced poly (butylene succinate) biocomposites. BioResources 2014, 10, 123–136. [Google Scholar] [CrossRef]
- Then, Y.Y.; Ibrahim, N.A.; Zainuddin, N.; Chieng, B.W.; Ariffin, H.; Yunus, W.M.Z.W. Influence of alkaline-peroxide treatment of fiber on the mechanical properties of oil palm mesocarp fiber/poly (butylene succinate) biocomposite. BioResources 2015, 10, 1730–1746. [Google Scholar] [CrossRef]
- Teh, C.C.; Ibrahim, N.A.; Yunus, W.M.Z.W. Response surface methodology for the optimization and characterization of oil palm mesocarp fiber-graft-poly (butyl acrylate). BioResources 2013, 8, 5244–5260. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Effect of chemical modifications of the pineapple leaf fiber surfaces on the interfacial and mechanical properties of laminated biocomposites. Compos. Interfaces 2008, 15, 169–191. [Google Scholar] [CrossRef]
- Sagehashi, M.; Miyasaka, N.; Shishido, H.; Sakoda, A. Superheated steam pyrolysis of biomass elemental components and sugi (japanese cedar) for fuels and chemicals. Bioresour. Technol. 2006, 97, 1272–1283. [Google Scholar] [CrossRef] [PubMed]
- Then, Y.Y.; Ibrahim, N.A.; Zainuddin, N.; Ariffin, H.; Yunus, W.M.Z.W.; Chieng, B.W. The influence of green surface modification of oil palm mesocarp fiber by superheated steam on the mechanical properties and dimensional stability of oil palm mesocarp fiber/poly (butylene succinate) biocomposite. Int. J. Mol. Sci. 2014, 15, 15344–15357. [Google Scholar] [CrossRef] [PubMed]
- Bahrin, E.K.; Baharuddin, A.S.; Ibrahim, M.F.; Razak, M.N.A.; Sulaiman, A.; Aziz, S.A.; Hassan, M.A.; Shirai, Y.; Nishida, H. Physicochemical property changes and enzymatic hydrolysis enhancement of oil palm empty fruit bunches treated with superheated steam. BioResources 2012, 7, 1784–1801. [Google Scholar]
- Mahmud, N.A.N.; Baharuddin, A.S.; Bahrin, E.K.; Sulaiman, A.; Naim, M.N.; Zakaria, R.; Hassan, M.A.; Nishida, H.; Shirai, Y. Enzymatic saccharification of oil palm mesocarp fiber (opmf) treated with superheated steam. BioResources 2013, 8, 1320–1331. [Google Scholar] [CrossRef]
- Hosseinaei, O.; Wang, S.; Enayati, A.A.; Rials, T.G. Effects of hemicellulose extraction on properties of wood flour and wood-plastic composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 686–694. [Google Scholar] [CrossRef]
- Nordin, N.; Ariffin, H.; Andou, Y.; Hassan, M.; Shirai, Y.; Nishida, H.; Yunus, W.; Karuppuchamy, S.; Ibrahim, N.A. Modification of oil palm mesocarp fiber characteristics using superheated steam treatment. Molecules 2013, 18, 9132–9146. [Google Scholar] [CrossRef]
- Birnin-Yauri, A.; Ibrahim, N.A.; Zainuddin, N.; Abdan, K.; Then, Y.Y.; Chieng, B.W. Effect of maleic anhydride-modified poly (lactic acid) on the properties of its hybrid fiber biocomposites. Polymers 2017, 9, 165. [Google Scholar] [CrossRef]
- Sena Neto, A.R.; Araujo, M.A.M.; Souza, F.V.D.; Mattoso, L.H.C.; Marconcini, J.M. Characterization and comparative evaluation of thermal, structural, chemical, mechanical and morphological properties of six pineapple leaf fiber varieties for use in composites. Ind. Crops Prod. 2013, 43, 529–537. [Google Scholar] [CrossRef]
- Garside, P.; Wyeth, P. Identification of cellulosic fibres by ftir spectroscopy—Thread and single fibre analysis by attenuated total reflectance. Stud. Conserv. 2003, 48, 269–275. [Google Scholar] [CrossRef]
- Sinha, E.; Rout, S. Influence of fibre-surface treatment on structural, thermal and mechanical properties of jute fibre and its composite. Bull. Mater. Sci. 2009, 32, 65. [Google Scholar] [CrossRef]
- Dong, C.; Lv, Z.; Zhang, L.; Shen, H.; Li, N.; Zhu, P. Structure and characteristics of pineapple leaf fibers obtained from pineapple leaves. Adv. Mater. Res. 2014, 998–999, 316–319. [Google Scholar] [CrossRef]
- Panyasart, K.; Chaiyut, N.; Amornsakchai, T.; Santawitee, O. Effect of surface treatment on the properties of pineapple leaf fibers reinforced polyamide 6 composites. Energy Proced. 2014, 56, 406–413. [Google Scholar] [CrossRef]
- Birnin-Yauri, A.U.; Ibrahim, N.A.; Zainuddin, N.; Abdan, K.; Then, Y.Y.; Chieng, B.W. Influence of kenaf core fiber incorporation on the mechanical performance and dimensional stability of oil palm fiber reinforced poly (lactic acid) hybrid biocomposites. BioResources 2016, 11, 3332–3355. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Ariffin, H.; Sapuan, S.M. Mechanical, dynamic, and thermomechanical properties of coir/pineapple leaf fiber reinforced polylactic acid hybrid biocomposites. Polym. Compos. 2018. [Google Scholar] [CrossRef]
- Ibrahim, N.A.; Hadithon, K.A.; Abdan, K. Effect of fiber treatment on mechanical properties of kenaf fiber-ecoflex composites. J. Reinf. Plast. Compos. 2010, 29, 2192–2198. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Chen, J.-H.; Wang, K.; Xu, F.; Sun, R.-C. Effect of hemicellulose removal on the structural and mechanical properties of regenerated fibers from bamboo. Cellulose 2015, 22, 63–72. [Google Scholar] [CrossRef]
- Threepopnatkul, P.; Kaerkitcha, N.; Athipongarporn, N. Effect of surface treatment on performance of pineapple leaf fiber-polycarbonate composites. Compos. Part B Eng. 2009, 40, 628–632. [Google Scholar] [CrossRef]
- Lopattananon, N.; Payae, Y.; Seadan, M. Influence of fiber modification on interfacial adhesion and mechanical properties of pineapple leaf fiber-epoxy composites. J. Appl. Polym. Sci. 2008, 110, 433–443. [Google Scholar] [CrossRef]
- Chen, H. Chemical composition and structure of natural lignocellulose. In Biotechnology of Lignocellulose; Hongzhang, C., Ed.; Springer: Berlin, Germany, 2014; pp. 25–71. [Google Scholar]
- Chandrasekar, M.; Ishak, M.R.; Sapuan, S.M.; Leman, Z.; Jawaid, M. A review on the characterisation of natural fibres and their composites after alkali treatment and water absorption. Plast. Rubber Compos. 2017, 46, 119–136. [Google Scholar] [CrossRef]
- Väisänen, T.; Das, O.; Tomppo, L. A review on new bio-based constituents for natural fiber-polymer composites. J. Clean. Prod. 2017, 149, 582–596. [Google Scholar] [CrossRef]
- Hosur, M.; Maroju, H.; Jeelani, S. Comparison of effects of alkali treatment on flax fibre reinforced polyester and polyester-biopolymer blend resins. Polym. Polym. Compos. 2015, 23, 229–242. [Google Scholar] [CrossRef]
- Muñoz, E.; García-Manrique, J.A. Water absorption behaviour and its effect on the mechanical properties of flax fibre reinforced bioepoxy composites. Int. J. Polym. Sci. 2015, 2015, 10. [Google Scholar] [CrossRef]
- Silverajah, V.S.G.; Ibrahim, N.A.; Yunus, W.M.Z.W.; Hassan, H.A.; Chieng, B.W. A comparative study on the mechanical, thermal and morphological characterization of poly (lactic acid)/epoxidized palm oil blend. Int. J. Mol. Sci. 2012, 13, 5878–5898. [Google Scholar] [CrossRef]
- Mathew, A.P.; Oksman, K.; Sain, M. Mechanical properties of biodegradable composites from poly lactic acid (pla) and microcrystalline cellulose (mcc). J. Appl. Polym. Sci. 2005, 97, 2014–2025. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber | Cellulose (%) | Hemicellulose (%) | Lignin (%) |
|---|---|---|---|
| PALF | 69.89 | 19.67 | 10.43 |
| Treatment Temperature °C | Treatment Time (min) | Tensile Strength (MPa) | Elongation at Break (%) | Tensile Modulus (GPa) | |
|---|---|---|---|---|---|
| PLA | ̶ | ̶ | 63.54 ± 0.11 | 6.64 ± 0.30 | 1.14 ± 0.05 |
| PALF/PLA | ̶ | ̶ | 46.82 ± 1.75 | 3.67 ± 0.17 | 1.39 ± 0.02 |
| SHS-PALF/PLA | 190 | 60 | 46.69 ± 1.13 | 3.55 ± 0.09 | 1.58 ± 0.07 |
| 200 | 60 | 50.24 ± 1.40 | 3.84 ± 0.17 | 1.59 ± 0.06 | |
| 210 | 60 | 50.01 ± 1.13 | 3.73 ± 0.20 | 1.56 ± 0.03 | |
| 220 | 30 | 53.01 ± 1.33 | 3.75 ± 0.17 | 1.63 ± 0.05 | |
| 60 | 57.94 ± 1.51 | 4.18 ± 0.19 | 1.61 ± 0.03 | ||
| 90 | 52.1 ± 1.60 | 3.85 ± 0.00 | 1.61 ± 0.04 | ||
| 120 | 51.43 ± 2.14 | 3.67 ± 0.17 | 1.81 ± 0.09 | ||
| 230 | 60 | 41.20 ± 1.32 | 2.97 ± 0.17 | 1.54 ± 0.01 |
| Biocomposite | Flexural Strength (MPa) | Flexural Modulus (GPa) | Impact Strength (J/m) |
|---|---|---|---|
| PALF/PLA | 70.53 ± 1.52 | 5.2 ± 0.18 | 115.04 ± 3.95 |
| SHS-PALF/PLA | 79.27 ± 0.43 | 5.57 ± 0.16 | 133.73 ± 6.49 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Challabi, A.J.H.; Chieng, B.W.; Ibrahim, N.A.; Ariffin, H.; Zainuddin, N. Effect of Superheated Steam Treatment on the Mechanical Properties and Dimensional Stability of PALF/PLA Biocomposite. Polymers 2019, 11, 482. https://doi.org/10.3390/polym11030482
Challabi AJH, Chieng BW, Ibrahim NA, Ariffin H, Zainuddin N. Effect of Superheated Steam Treatment on the Mechanical Properties and Dimensional Stability of PALF/PLA Biocomposite. Polymers. 2019; 11(3):482. https://doi.org/10.3390/polym11030482
Chicago/Turabian StyleChallabi, Ahmed Jaafar Hussein, Buong Woei Chieng, Nor Azowa Ibrahim, Hidayah Ariffin, and Norhazlin Zainuddin. 2019. "Effect of Superheated Steam Treatment on the Mechanical Properties and Dimensional Stability of PALF/PLA Biocomposite" Polymers 11, no. 3: 482. https://doi.org/10.3390/polym11030482