Factors Affecting the Upgrading of a Nickeliferous Limonitic Laterite Ore by Reduction Roasting, Thermal Growth and Magnetic Separation

Abstract
:1. Introduction
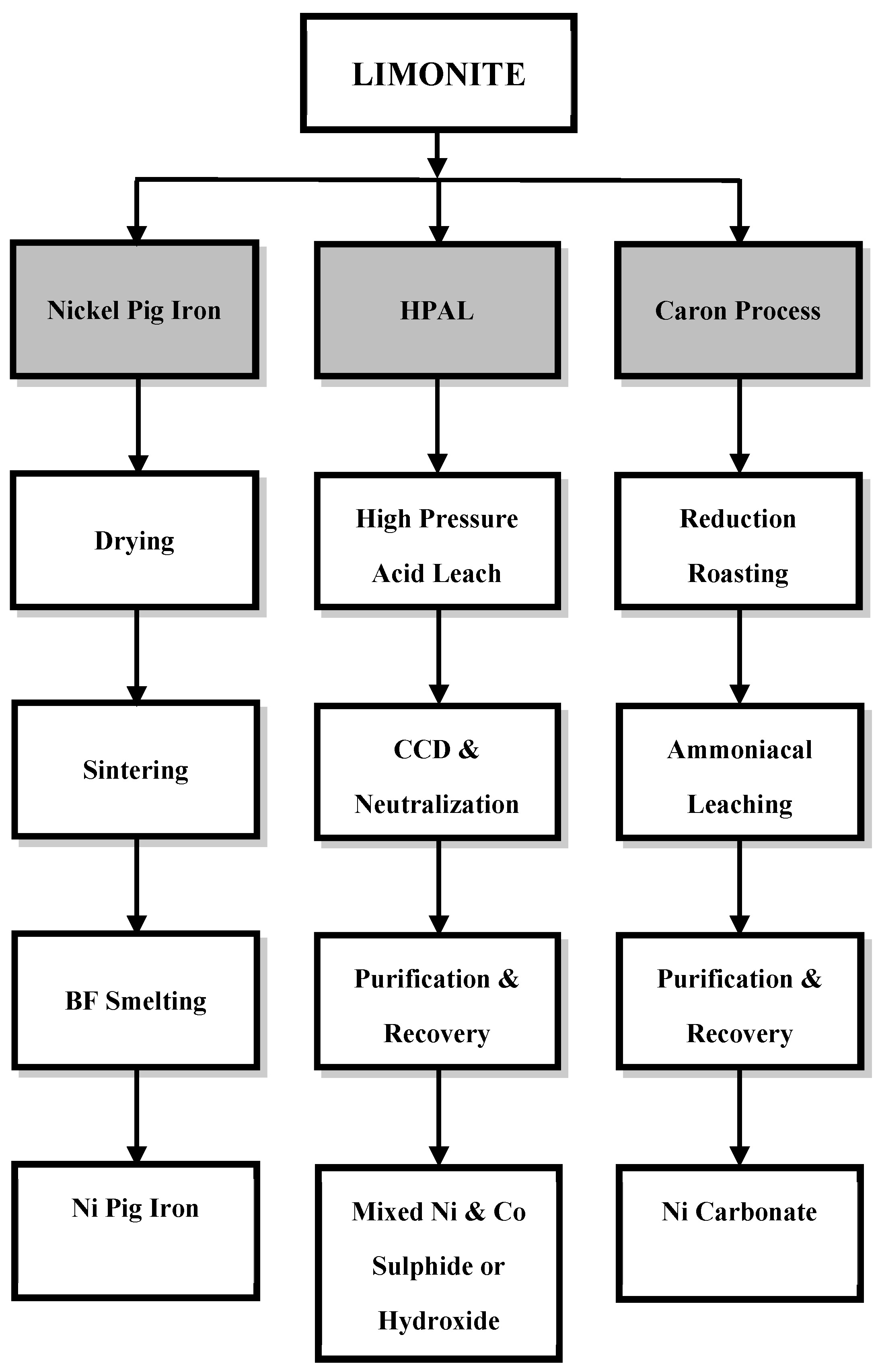
2. Current Industrial Practices
3. Previous Experimental Research
3.1. Reduction Roast and Upgrade
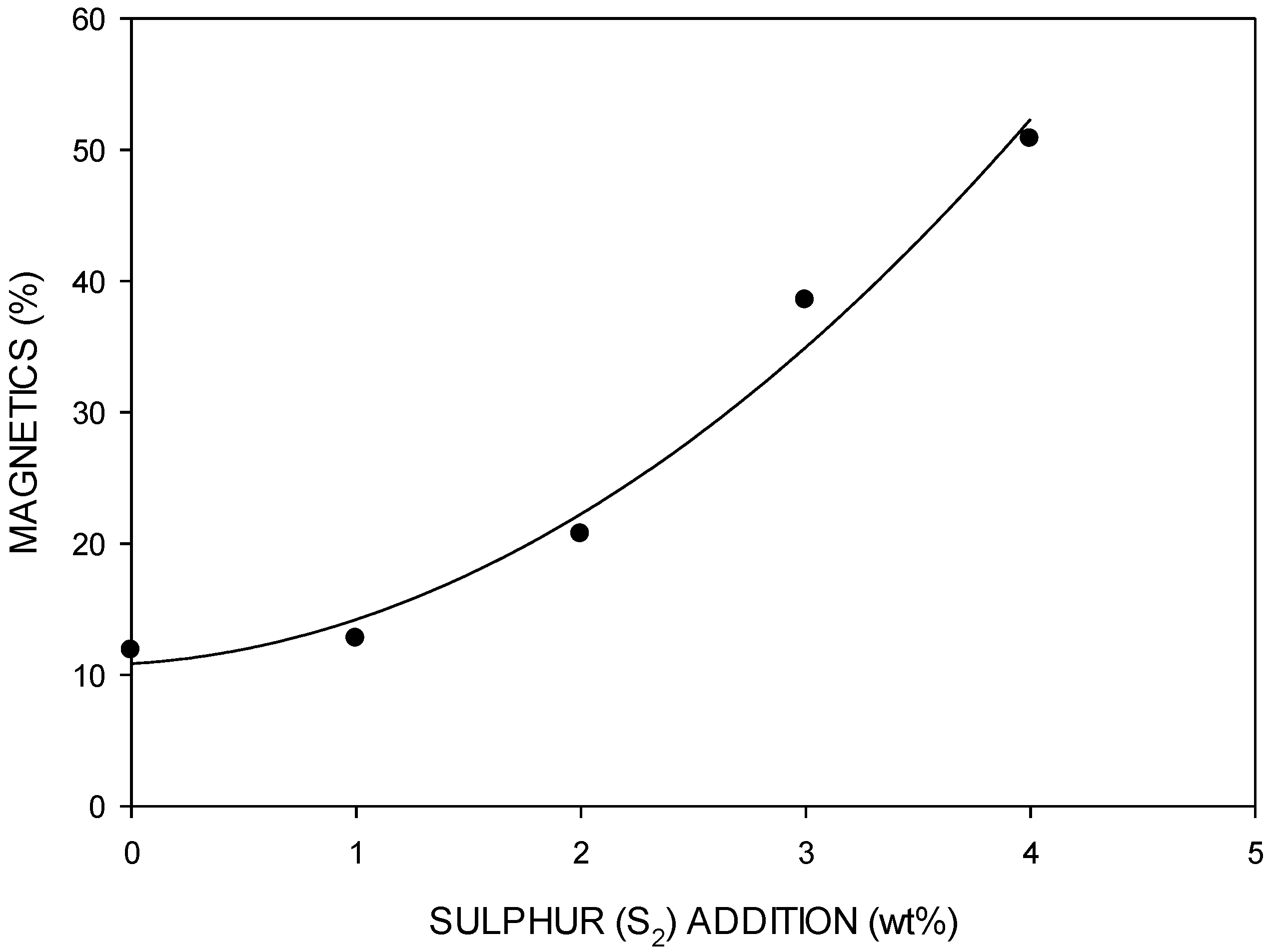
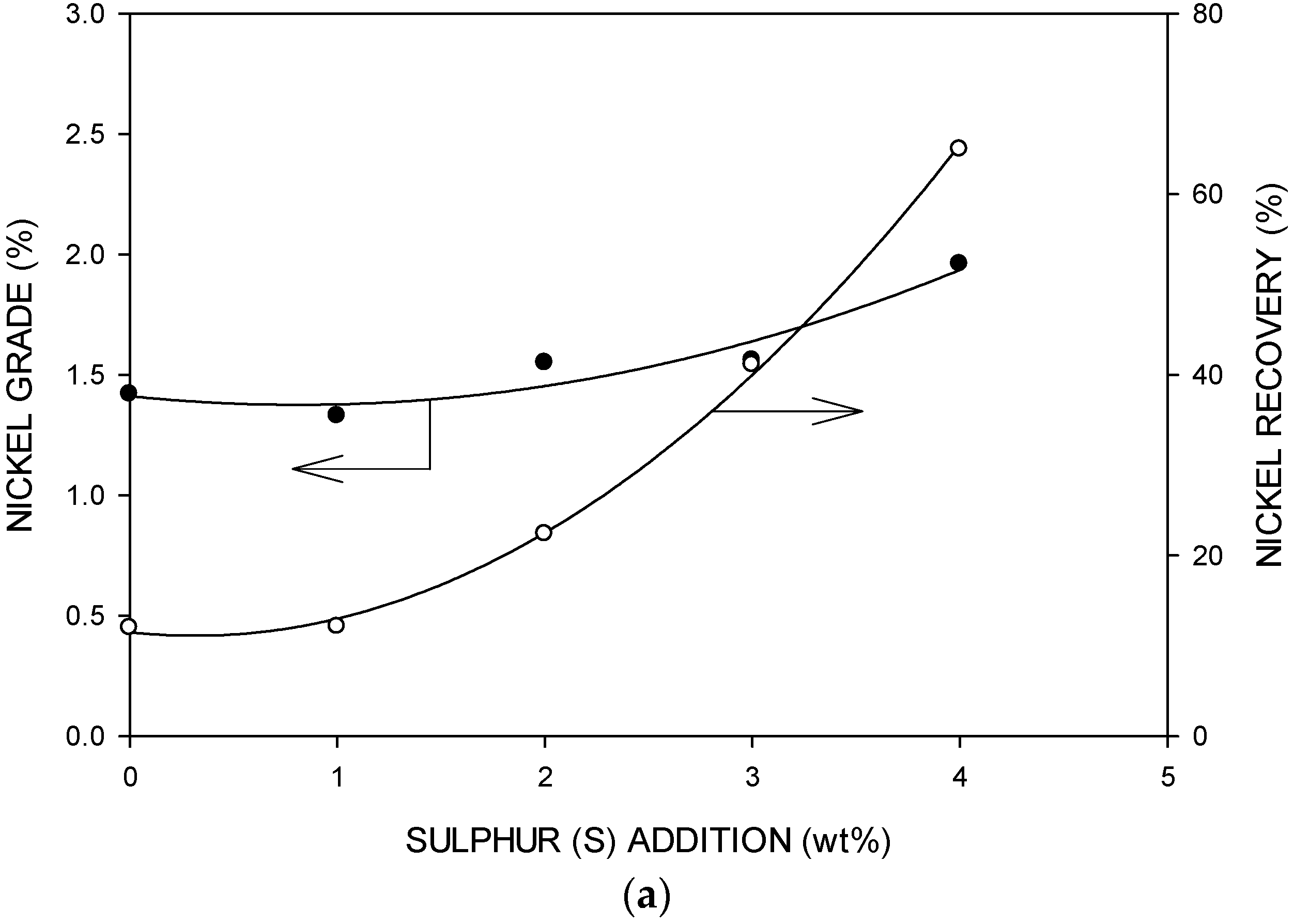
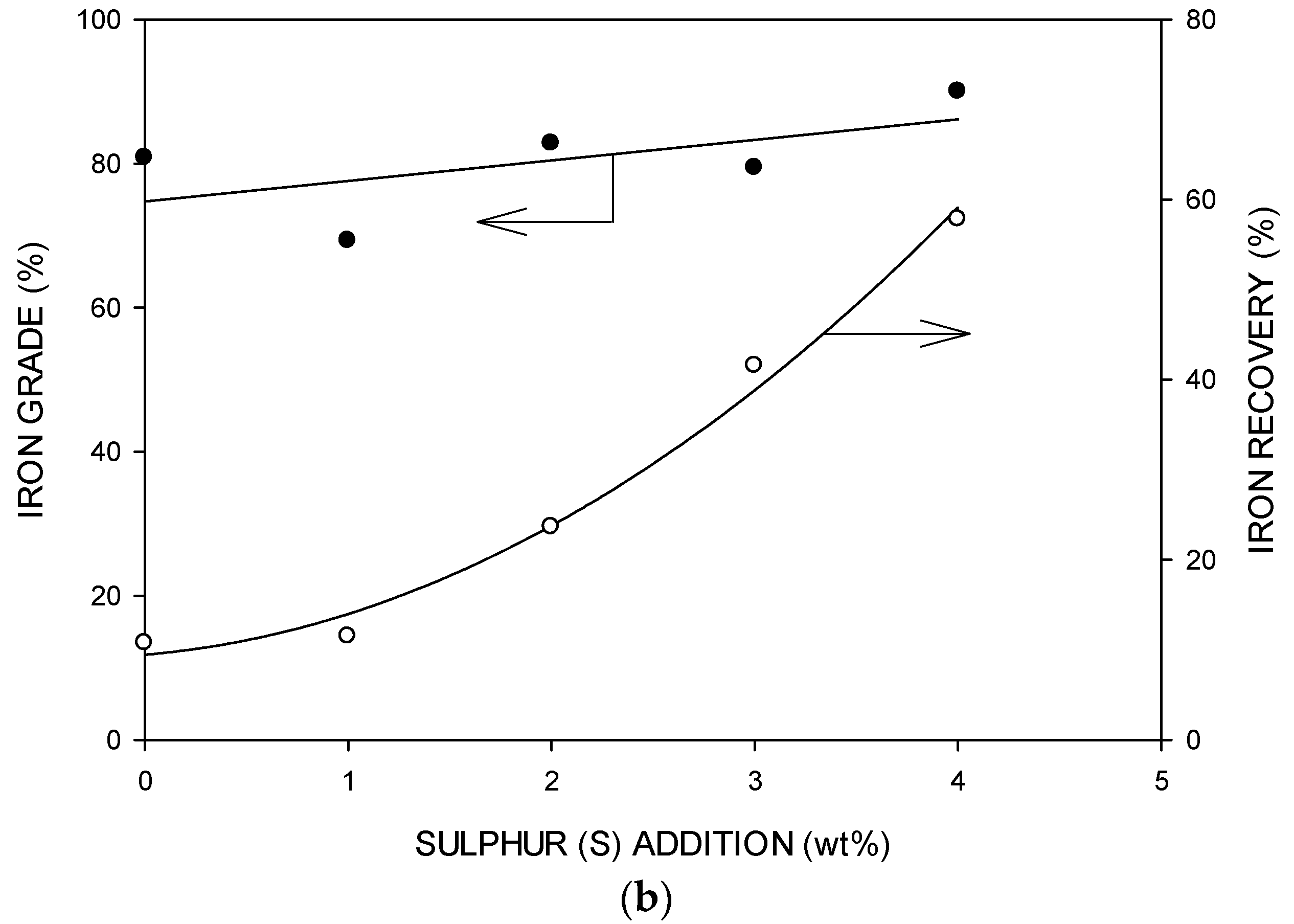
3.2. Effect of Sulphur
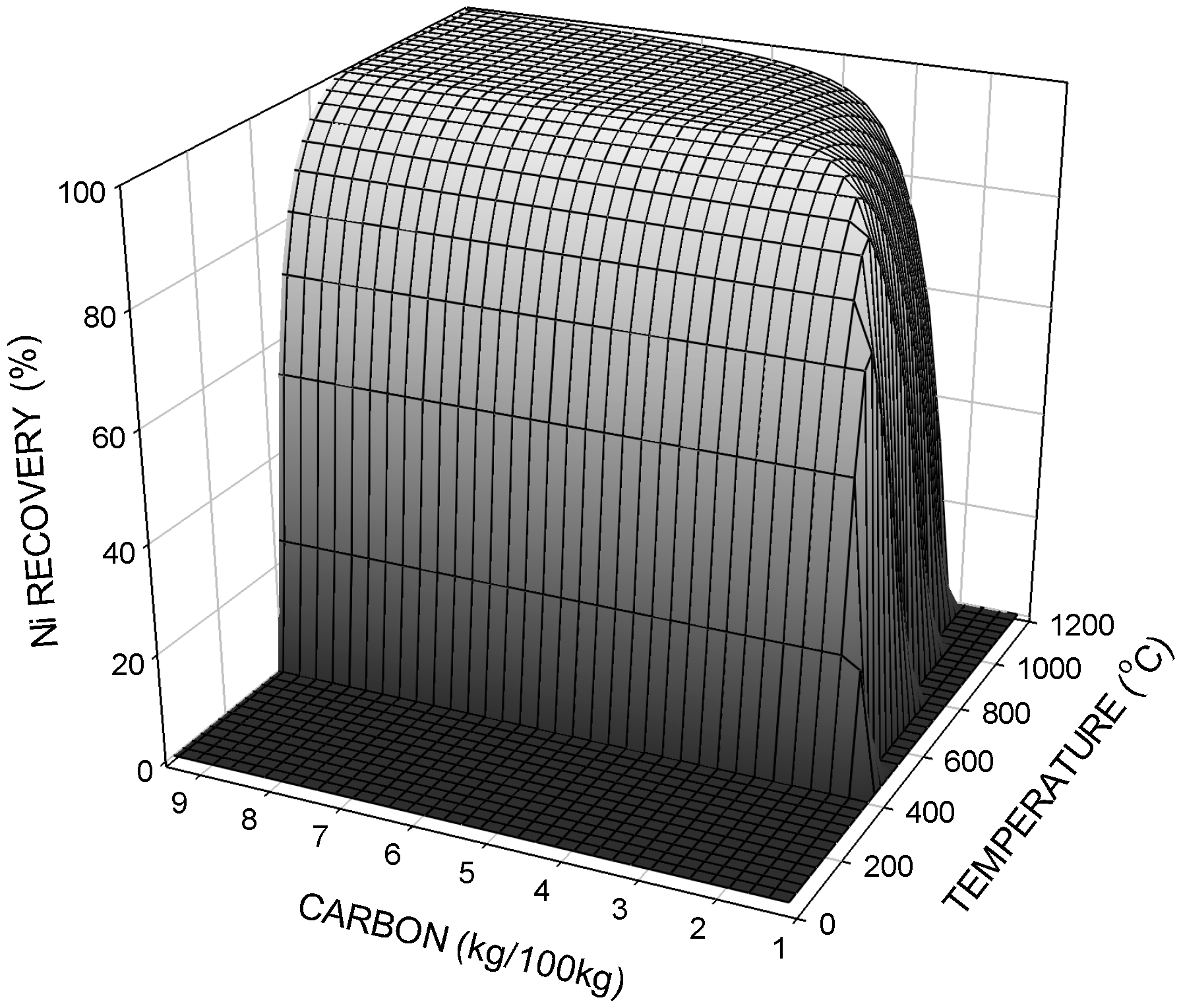
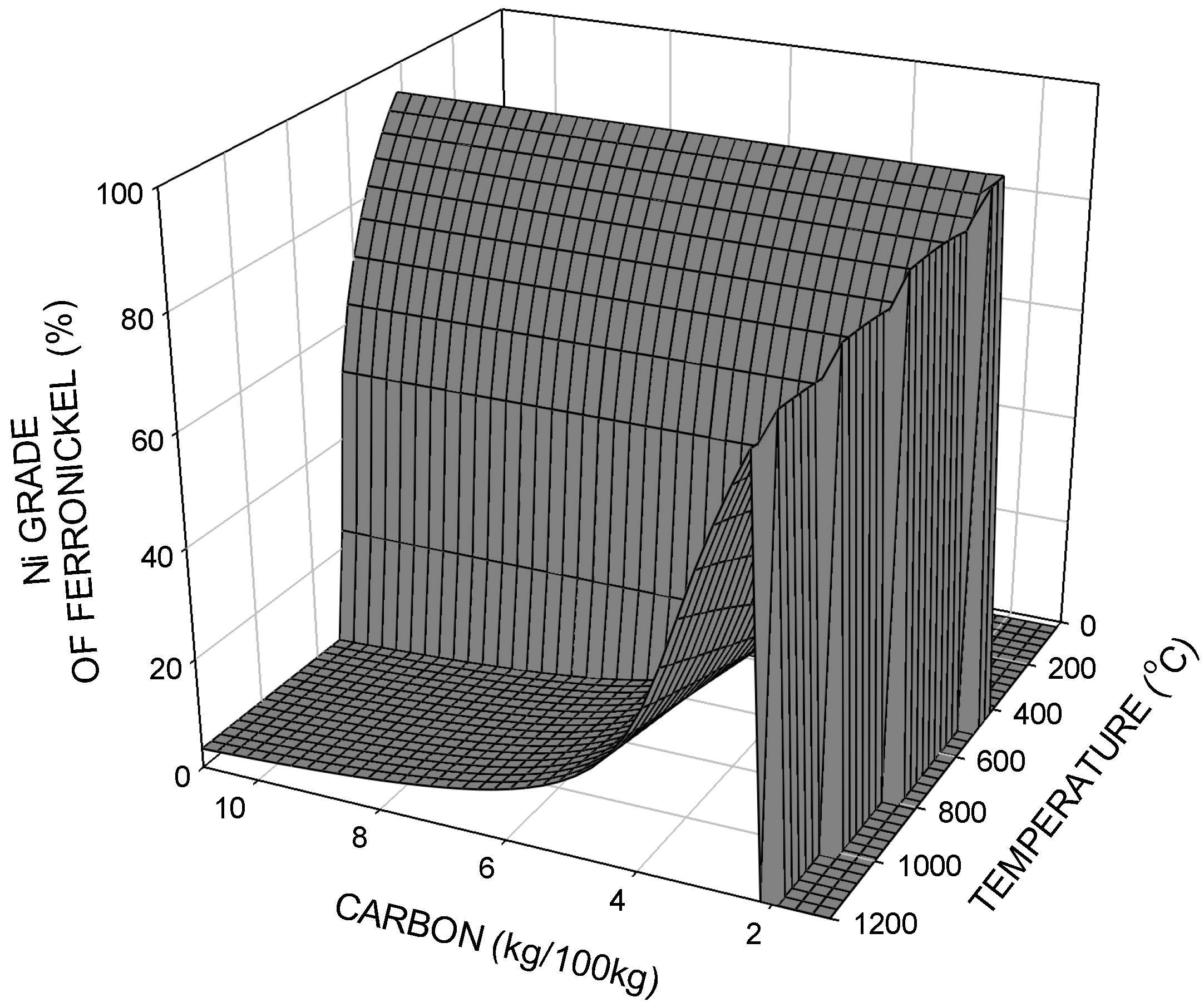
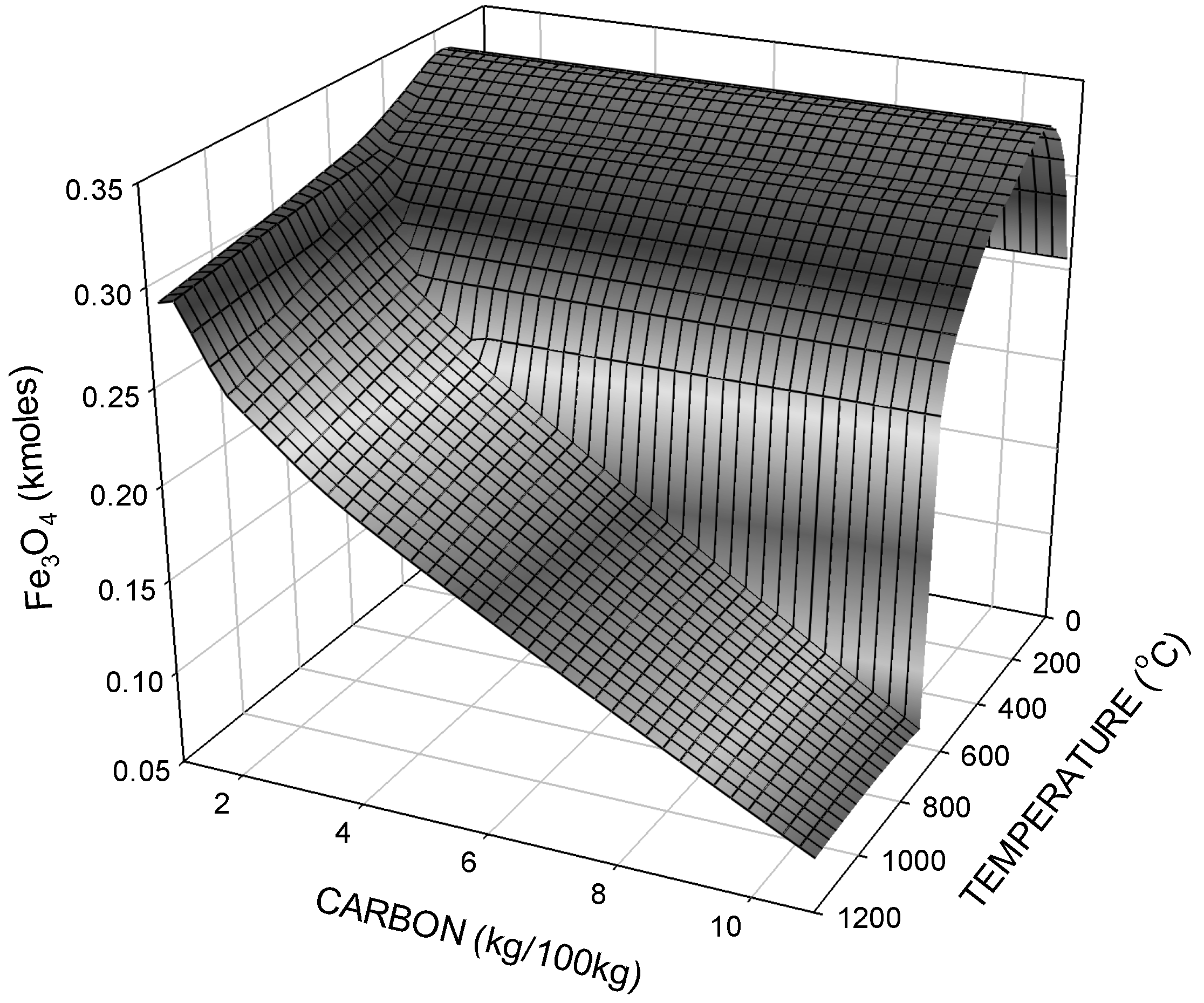
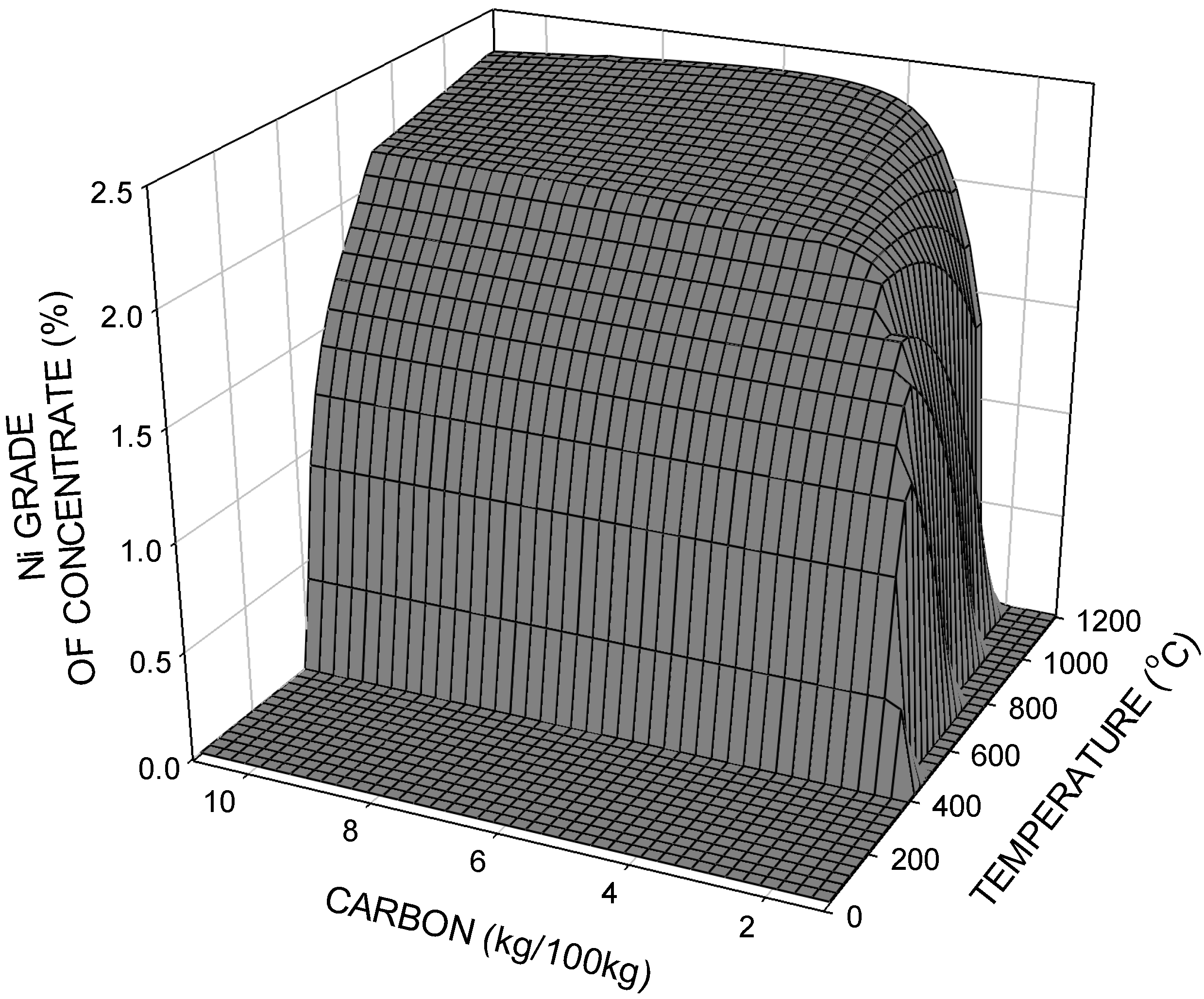
3.3. Thermodynamic Considerations
4. Experimental methods
4.1. Raw Materials
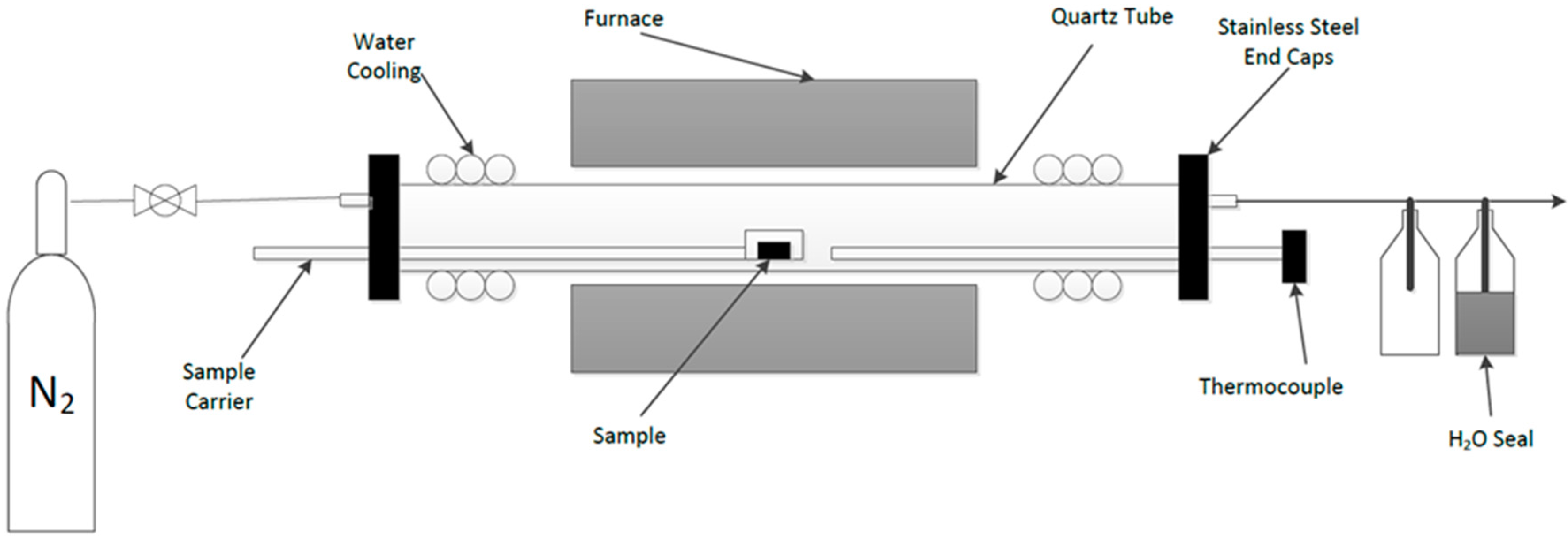
4.2. Stationary Tube Furnace Experiments
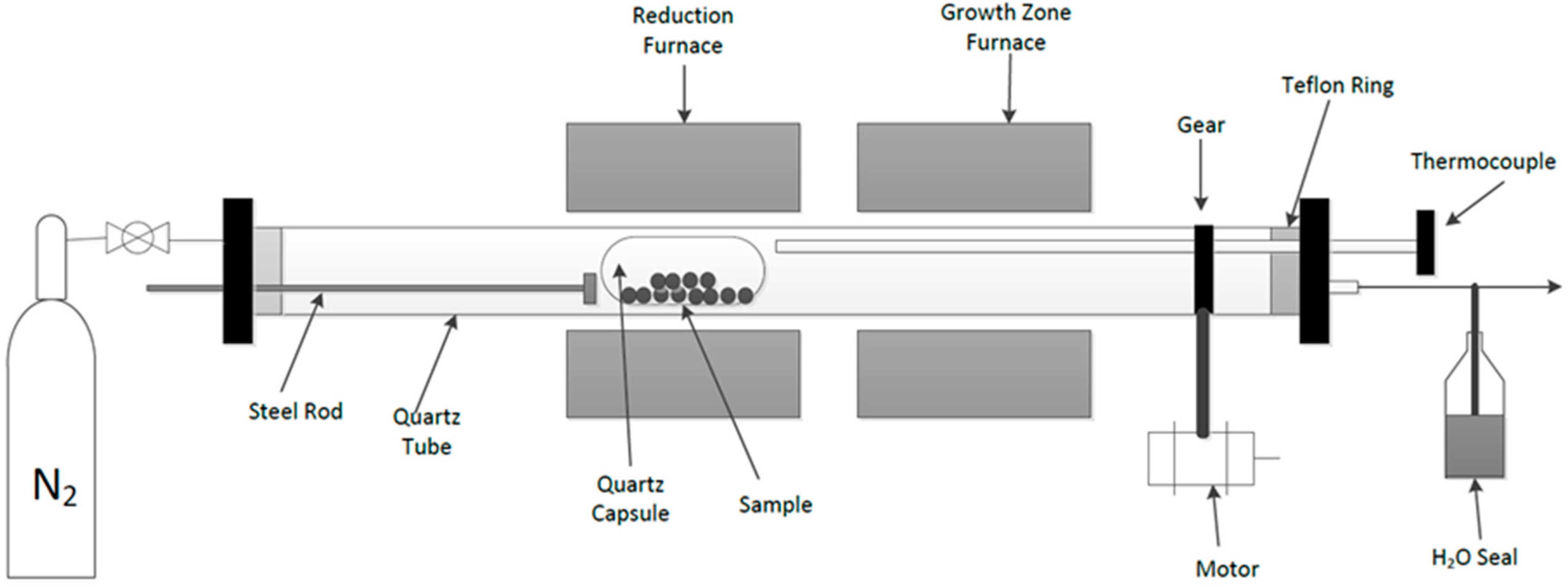
4.3. Rotary Kiln Experiments
4.4. Magnetic Separation Tests
4.5. Analytical Techniques
5. Results and Discussion
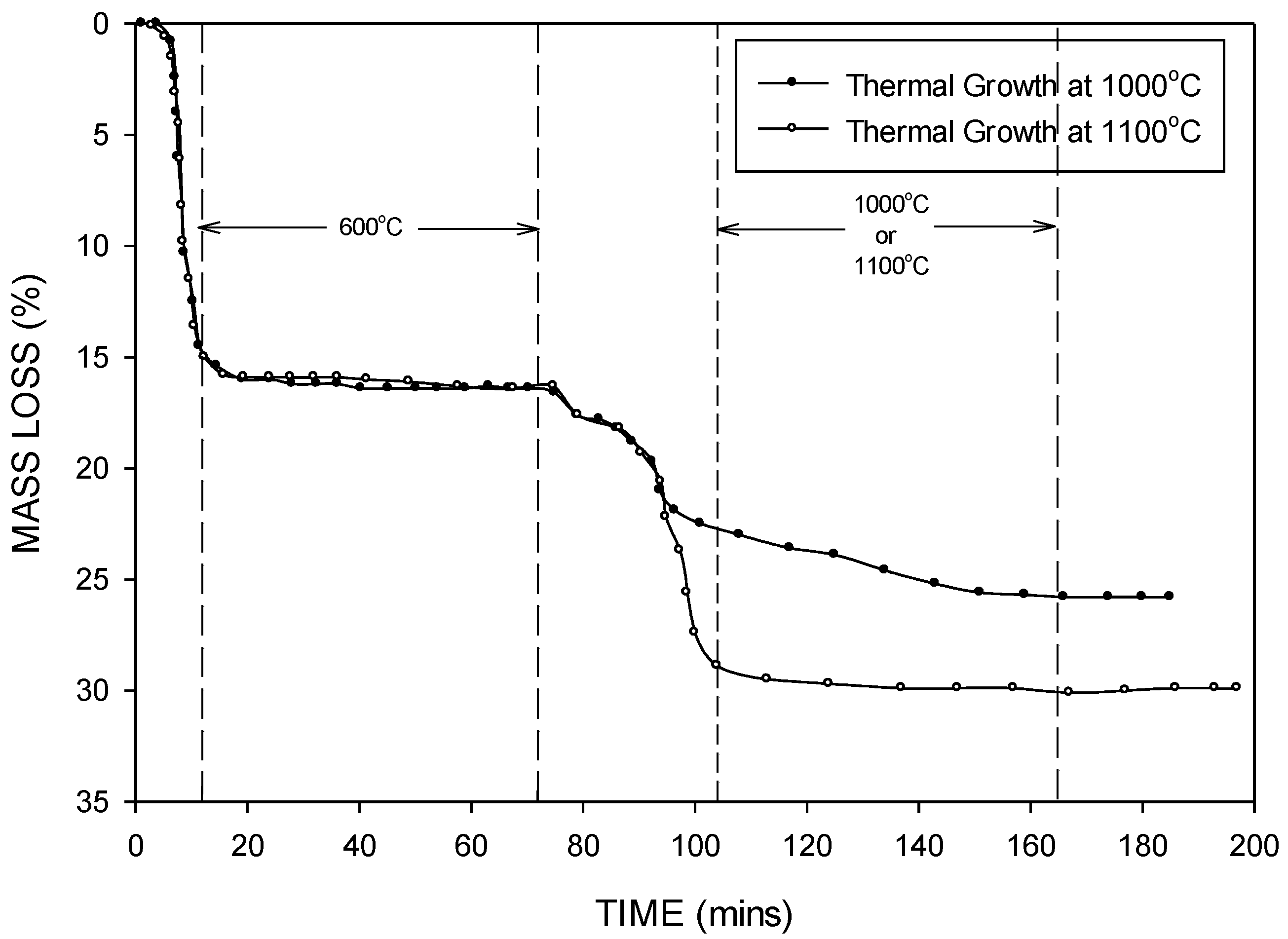
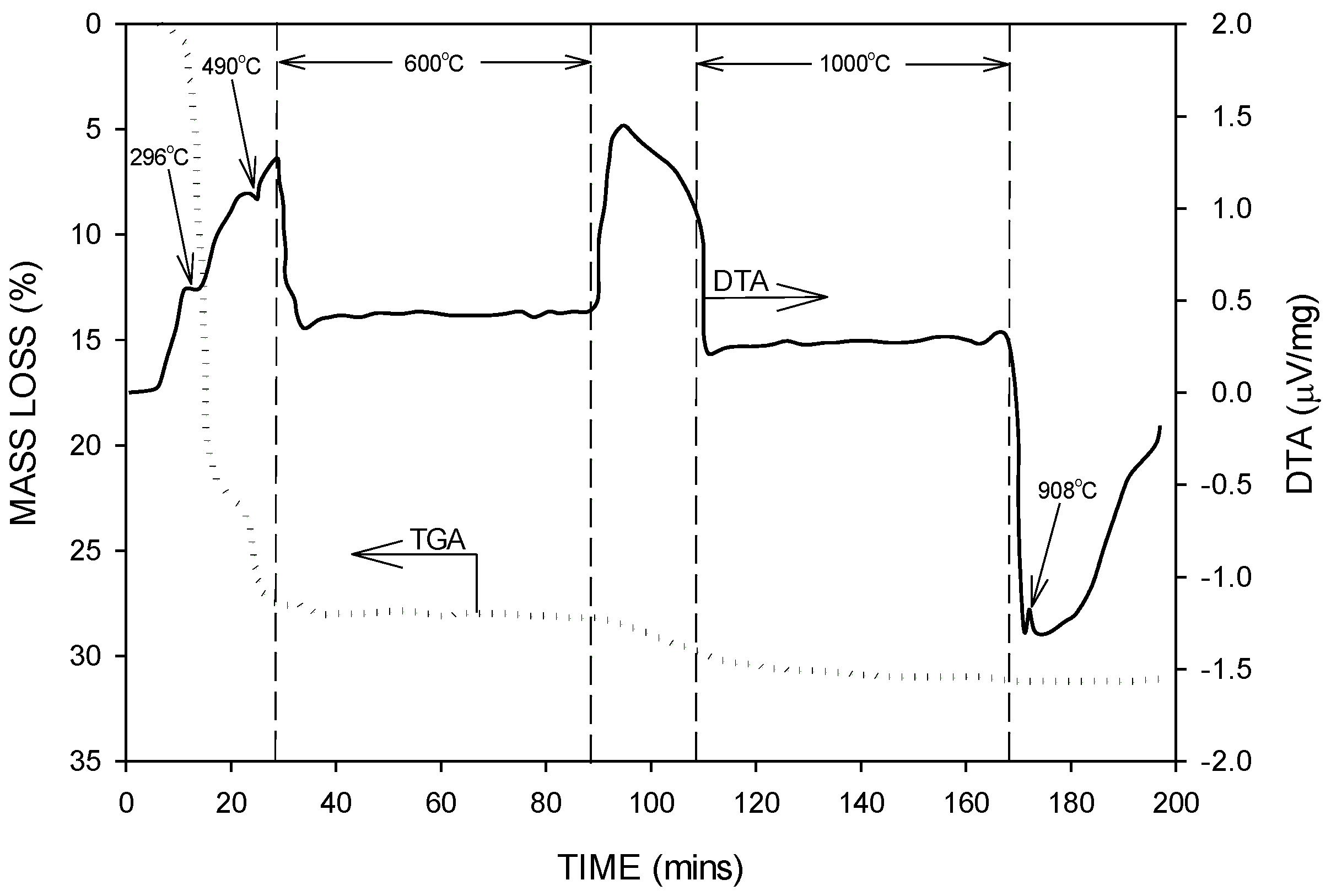
5.1. Thermogravimetric and Differential Thermal Analysis
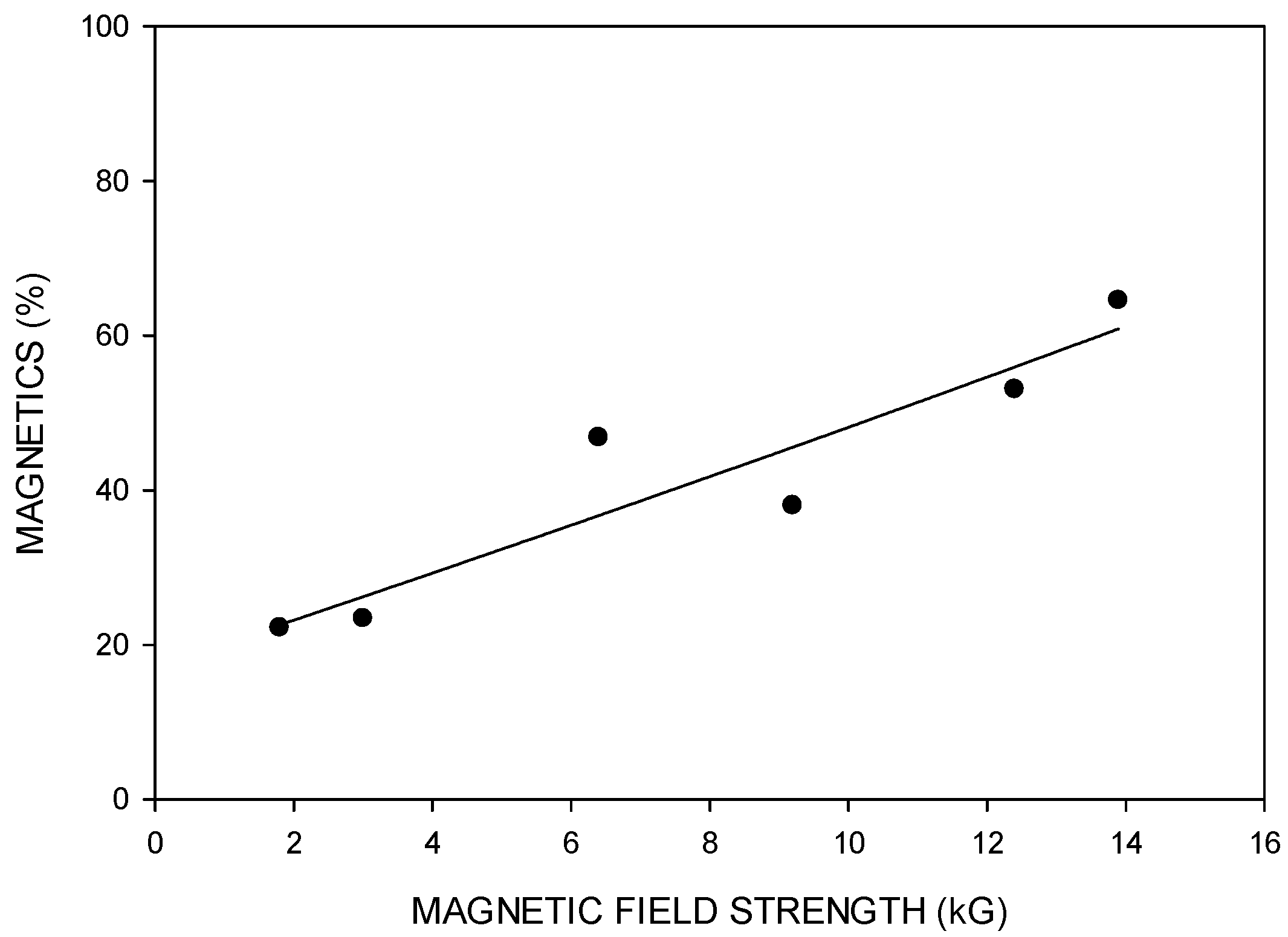
5.2. Magnetic Separation Using Davis Tube Tester (DTT)
5.3. Magnetic Separation Using Wet High Intensity Magnetic Separation (WHIMS)
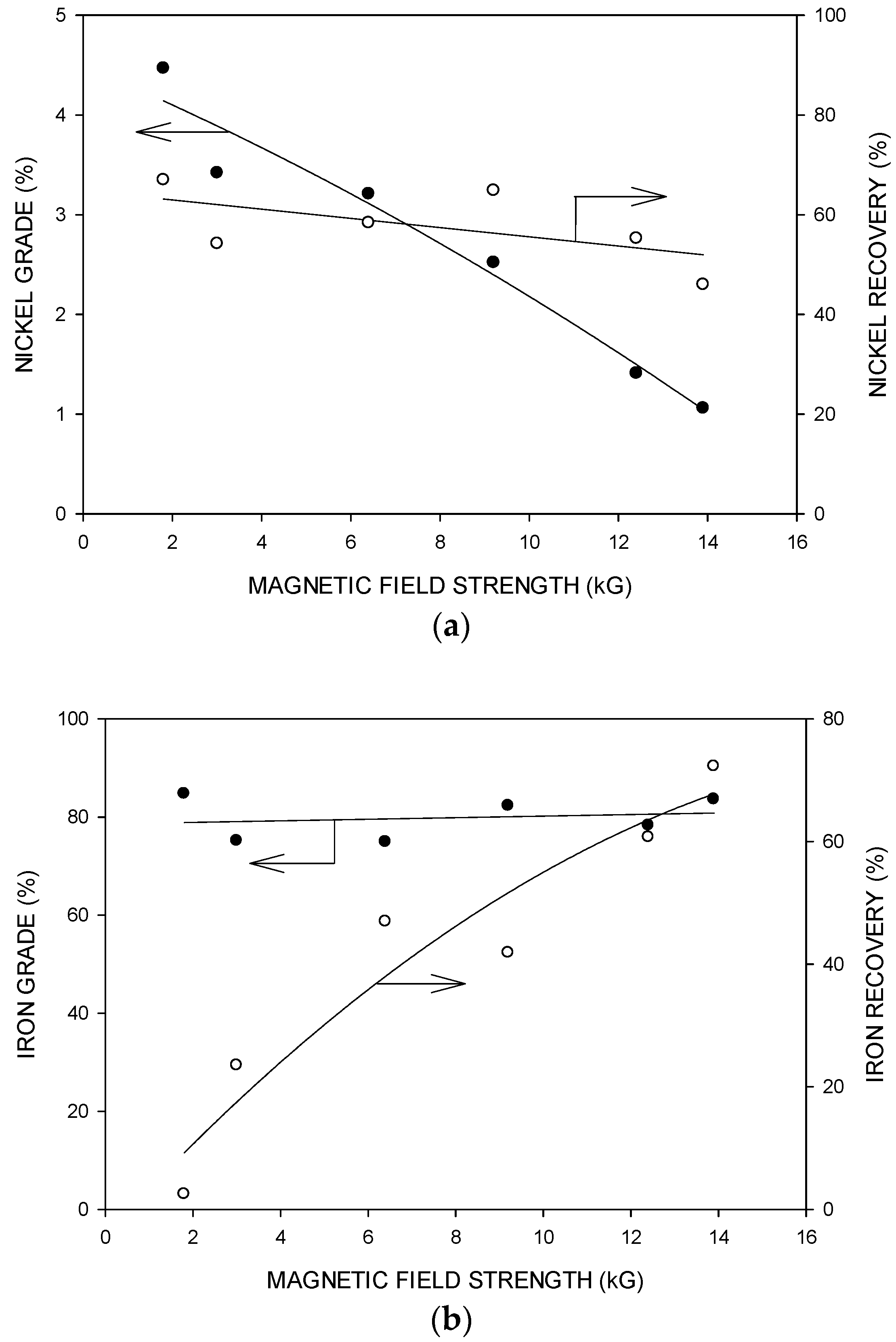
5.4. Nickel Grade and Recovery
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Dalvi, A.D.; Bacon, W.G.; Osborne, R.C. The past and the future of nickel laterites. Presented at the PDAC 2004 International Conference Trade Show and Investors Exchange, Toronto, ON, Canada, 7–10 March 2004; pp. 1–27. [Google Scholar]
- Mudd, G.M.; Jowitt, S.M. A detailed assessment of global nickel resource trends and endowments. Econ. Geol. 2014, 109, 1813–1841. [Google Scholar] [CrossRef]
- Farrokhpay, S.; Filippov, L. Challenges in processing nickel laterite ores by flotation. Int. J. Miner. Process. 2016, 151, 59–67. [Google Scholar] [CrossRef]
- Mudd, G.M. Nickel sulfide versus laterite: The hard sustainability challenge remains. Proceedings of 48th Annual Conference of Metallurgists, Sudbury, ON, Canada, 23–26 August 2009; pp. 1–10. [Google Scholar]
- Butt, C.R.M.; Cluzel, D. Nickel laterite ore deposits: Weathered serpentinites. Elem. Int. Mag. Miner. Geochem. Petrol. 2013, 9, 123–128. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, Y.; Zhaoyi, L.Z. Technical analysis of producing low Ni pig iron with laterite in a blast furnace. Baosteel Tech. Res. 2008, 2, 36–40. [Google Scholar]
- Norgate, T.; Jahanshahi, S. Assessing the energy and greenhouse gas footprints of nickel laterite processing. Miner. Eng. 2011, 24, 698–707. [Google Scholar] [CrossRef]
- Kyle, J. Nickel laterite processing technologies—Where to next? Presented at the ALTA 2010 Nickel/Cobalt/Copper Conference, Perth, WA, Australia, 24–27 May 2010. [Google Scholar]
- Whittington, B.I.; Muir, D. Pressure acid leaching of nickel laterites: A review. Miner. Process. Extr. Metall. Rev. 2000, 21, 527–599. [Google Scholar] [CrossRef]
- Rhamdhani, M.A.; Hayes, P.C.; Jak, E. Nickel laterite part 2: Thermodynamic analysis of phase transformations occurring during reduction roasting. Miner. Process. Extr. Metall. Trans. Inst. Min. Metall. C 2009, 118, 146–155. [Google Scholar] [CrossRef]
- De Graaf, J.E. The treatment of lateritic nickel ores—A further study of the Caron process and other possible improvements. Part I. Effect of reduction conditions. Hydrometallurgy 1979, 5, 47–65. [Google Scholar] [CrossRef]
- Antola, O.; Holappa, L.; Paschen, P. Nickel ore reduction by hydrogen and carbon monoxide containing gases. Miner. Process. Extr. Metall. Rev. 1995, 15, 169–179. [Google Scholar] [CrossRef]
- Zevgolis, E.; Zografidis, C.; Halikia, I. The reducibility of the Greek nickeliferous laterites: A review. Miner. Process. Extr. Metall. Trans. Inst. Min. Metall. C 2010, 119, 9–17. [Google Scholar] [CrossRef]
- Valix, M.; Cheung, W.H. Study of phase transformation of laterite ores at high temperature. Miner. Eng. 2002, 15, 607–612. [Google Scholar] [CrossRef]
- Kawahara, M.; Toguri, J.M.; Bergman, R.A. Reducibility of laterite ores. Metall. Trans. B 1988, 19, 181–186. [Google Scholar] [CrossRef]
- O’Connor, F.; Cheung, W.H.; Valix, M. Reduction roasting of limonite ores: Effect of dehydroxylation. Int. J. Miner. Process. 2006, 80, 88–99. [Google Scholar] [CrossRef]
- Utigard, T.; Bergman, R.A. Gaseous reduction of laterite ores. Metall. Trans. B 1992, 23, 271–275. [Google Scholar] [CrossRef]
- Chander, S.; Sharma, V.N. Reduction roasting/Ammonia leaching of nickeliferous laterites. Hydrometallurgy 1981, 7, 315–327. [Google Scholar] [CrossRef]
- Jiang, M.; Sun, T.; Liu, Z.; Kou, J.; Liu, N.; Zhang, S. Mechanism of sodium sulfate in promoting selective reduction of nickel laterite ore during reduction roasting process. Int. J. Miner. Process. 2013, 123, 32–38. [Google Scholar] [CrossRef]
- Li, G.; Shi, T.; Rao, M.; Jiang, T.; Zhang, Y. Beneficiation of nickeliferous laterite by reduction roasting in the presence of sodium sulfate. Miner. Eng. 2012, 32, 19–26. [Google Scholar] [CrossRef]
- Valix, M.; Cheung, W.H. Effect of sulfur on the mineral phases of laterite ores at high temperature reduction. Miner. Eng. 2002, 15, 523–530. [Google Scholar] [CrossRef]
- Zhu, D.Q.; Cui, Y.; Vining, K.; Hapugoda, S.; Douglas, J.; Pan, J.; Zheng, G.L. Upgrading low nickel content laterite ores using selective reduction followed by magnetic separation. Int. J. Miner. Process. 2012, 106, 1–7. [Google Scholar] [CrossRef]
- Diaz, C.M.; Vahed, A.; Shi, D.; Doyle, C.D.; Warner, A.E.M.; MacVicar, D.J. Low Temperature Thermal Upgrading of Lateritic Ores. U.S. Patent US5178666 A, 12 January 1993. [Google Scholar]
- Liu, J.; Liu, S.; Ju, S.; Du, W.; Pan, F.; Yang, S. The effect of sodium sulphate on the hydrogen reduction process of nickel laterite ore. Miner. Eng. 2013, 49, 154–164. [Google Scholar] [CrossRef]
- Kukura, M.E.; Stevens, L.G.; Auck, Y.T. Development of UOP process for oxide silicate ores of nickel and cobalt. Presented at the International Laterite Symposium, New Orleans, Lousiana, USA, 1979; pp. 527–552. [Google Scholar]
- Dean, J.G. Nickel Ore Reduction Process Using Asphalt Additive. U.S. Patent US2913331 A, 17 November 1959. [Google Scholar]
- Canterford, J.H. The treatment of nickeliferous laterites. Miner. Sci. Eng. 1975, 7, 3–15. [Google Scholar]
- Elliott, R.; Pickles, C.A.; Forster, J. Thermodynamics of the reduction roasting of nickeliferous laterite ores. J. Miner. Mater. Charact. Eng. 2016, 4, 320–346. [Google Scholar] [CrossRef]
- Pelton, A.D.; Schmalzried, H.; Sticher, J. Computer-assisted analysis and calculation of phase diagrams of the Fe-Cr-O, Fe-Ni-O and Cr-Ni-O systems. J. Phys. Chem. Solids 1979, 40, 1103–1122. [Google Scholar] [CrossRef]
- Swartzendruber, L.J.; Itkin, V.P.; Alcock, C.B. The Fe-Ni (iron-nickel) system. J. Phase Equilibria 1991, 12, 288–312. [Google Scholar] [CrossRef]
- Iwasaki, I.; Takahasi, Y.; Kahata, H. Extraction of nickel from iron laterites and oxidized nickel ores by a segregation process. Metall. Trans. 1966, 235, 308–320. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Species | NiO | CoO | Total Fe | SiO2 | MgO | Al2O3 |
|---|---|---|---|---|---|---|
| (wt %) | 1.48 | 0.045 | 58.71 | 2.15 | 0.22 | 2.92 |
| Component | Total Carbon | Fixed Carbon | Volatiles | Moisture | Ash | Sulphur |
|---|---|---|---|---|---|---|
| (%) | 73.0 | 51.6 | 36.6 | 1.2 | 7.9 | 2.3 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodrigues, F.; Pickles, C.A.; Peacey, J.; Elliott, R.; Forster, J. Factors Affecting the Upgrading of a Nickeliferous Limonitic Laterite Ore by Reduction Roasting, Thermal Growth and Magnetic Separation. Minerals 2017, 7, 176. https://doi.org/10.3390/min7090176
Rodrigues F, Pickles CA, Peacey J, Elliott R, Forster J. Factors Affecting the Upgrading of a Nickeliferous Limonitic Laterite Ore by Reduction Roasting, Thermal Growth and Magnetic Separation. Minerals. 2017; 7(9):176. https://doi.org/10.3390/min7090176
Chicago/Turabian StyleRodrigues, Filipe, Christopher A. Pickles, John Peacey, Richard Elliott, and John Forster. 2017. "Factors Affecting the Upgrading of a Nickeliferous Limonitic Laterite Ore by Reduction Roasting, Thermal Growth and Magnetic Separation" Minerals 7, no. 9: 176. https://doi.org/10.3390/min7090176