
Residual Stress Distribution and Microstructure Evolution of AA 6061-T6 Treated by Warm Laser Peening

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Experimental Procedure
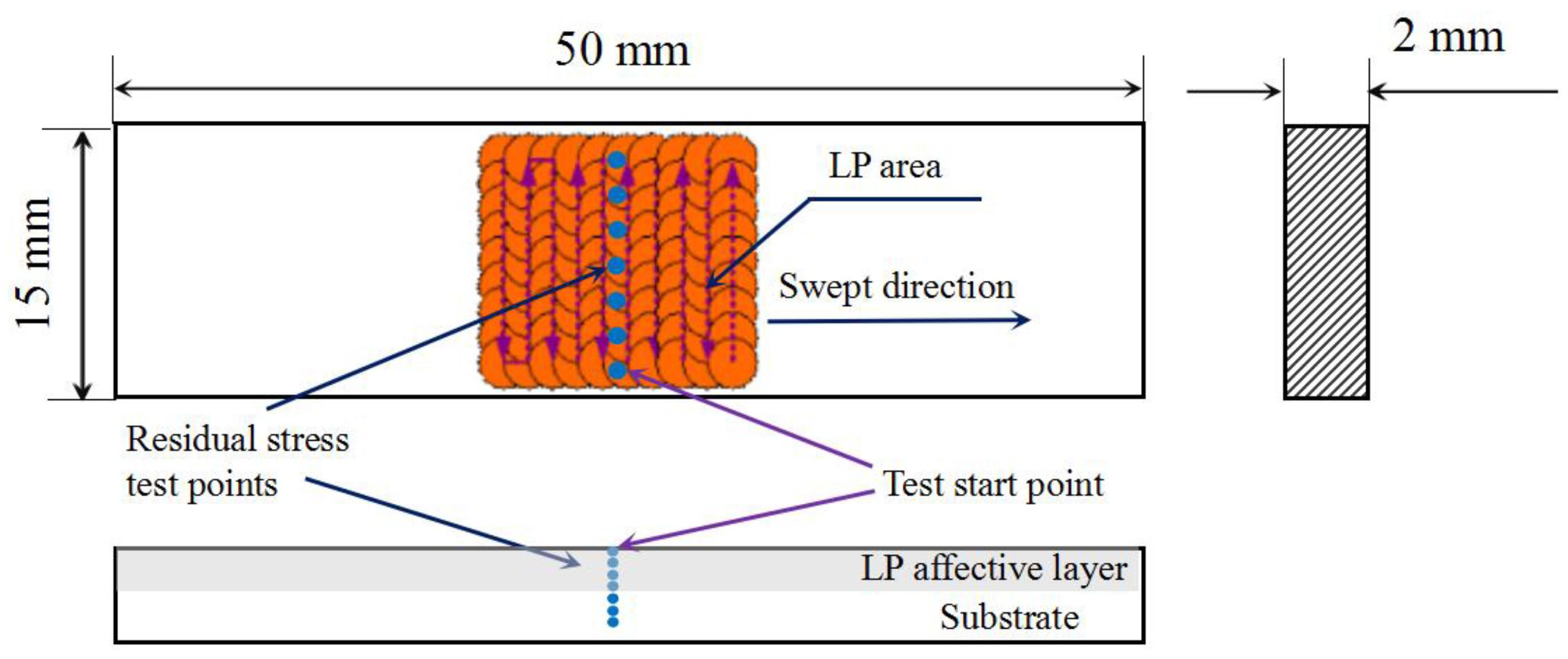
2.1. Material and Specimen
2.2. The WLP and LP Processes
2.3. Three-Dimensional Morphologies and Microstructure Observation
2.4. Measurements of Compressive Residual Stress and Microhardness
3. Results and Discussion
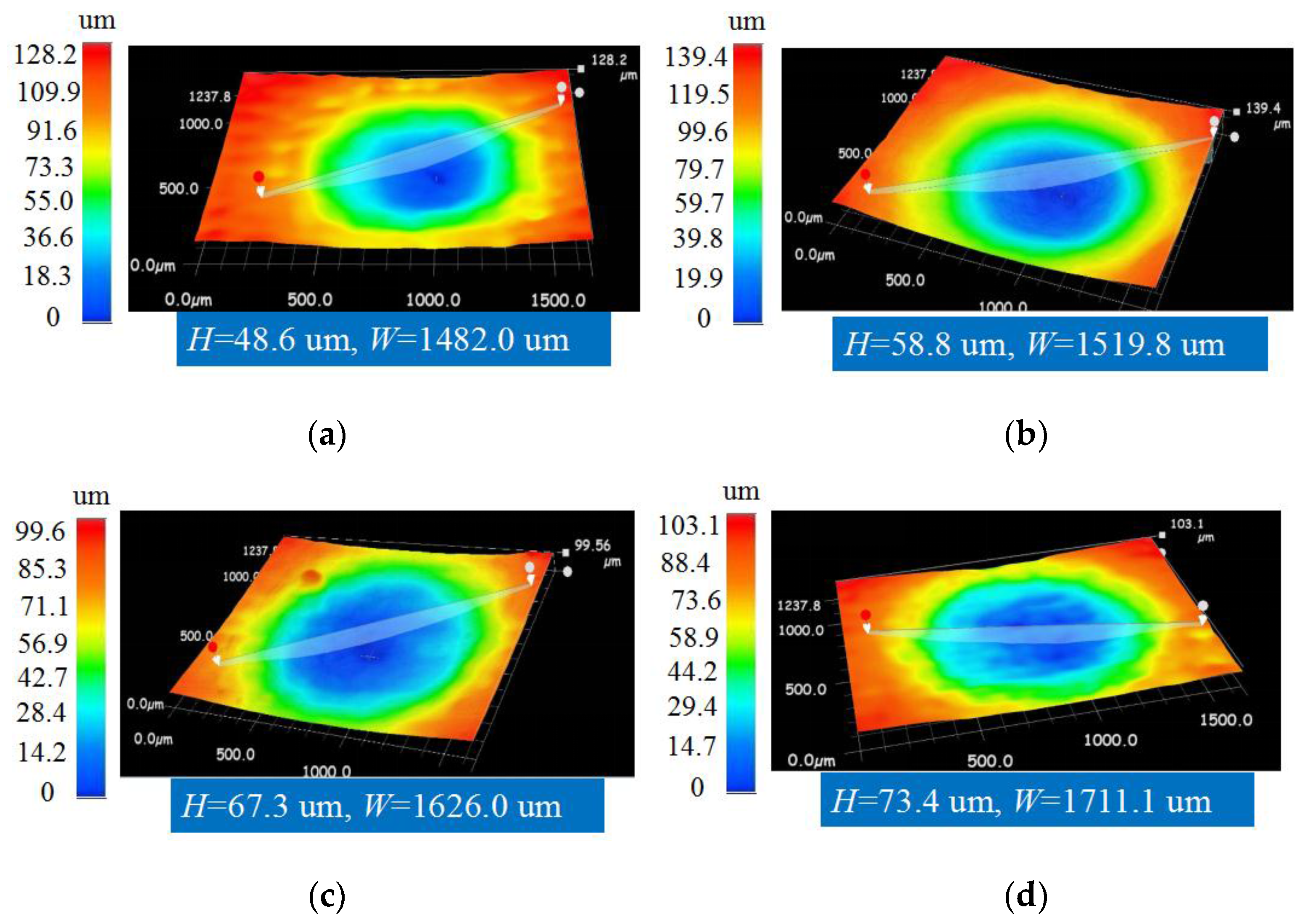
3.1. Effects of Temperature on Three-Dimensional Morphologies
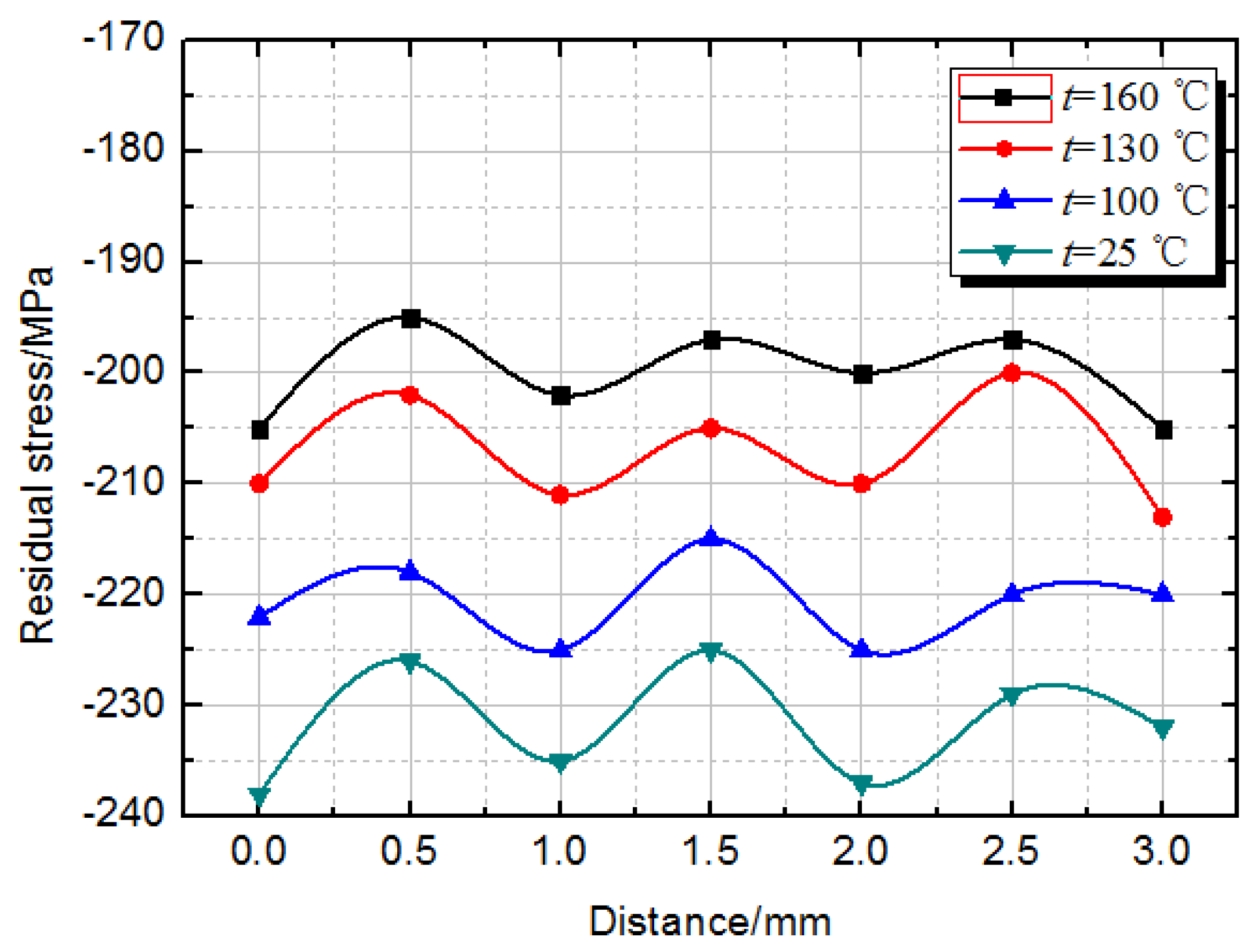
3.2. Residual Stress Distribution
3.3. Microhardness
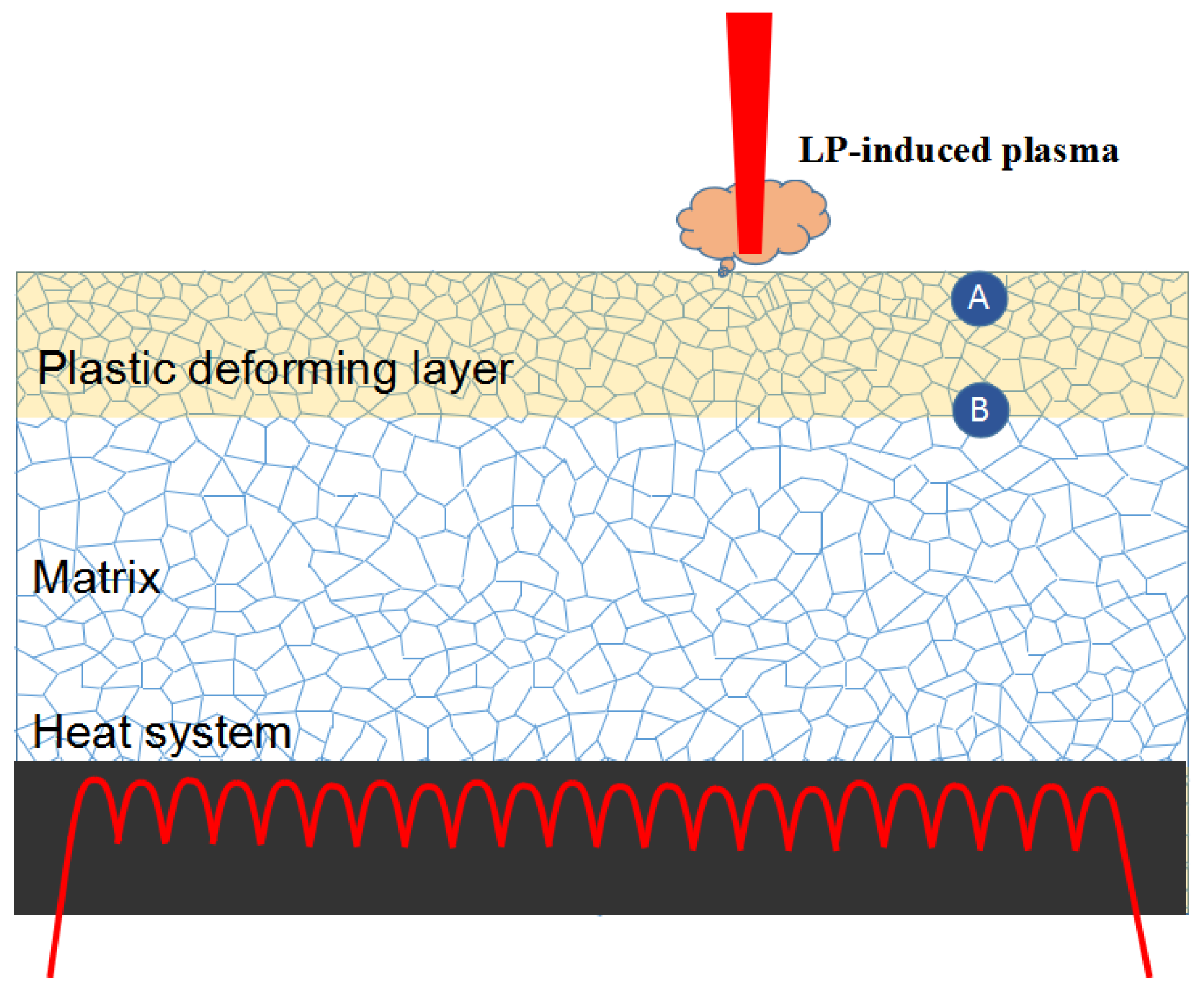
3.4. Microstructure
4. Conclusions
- (1)
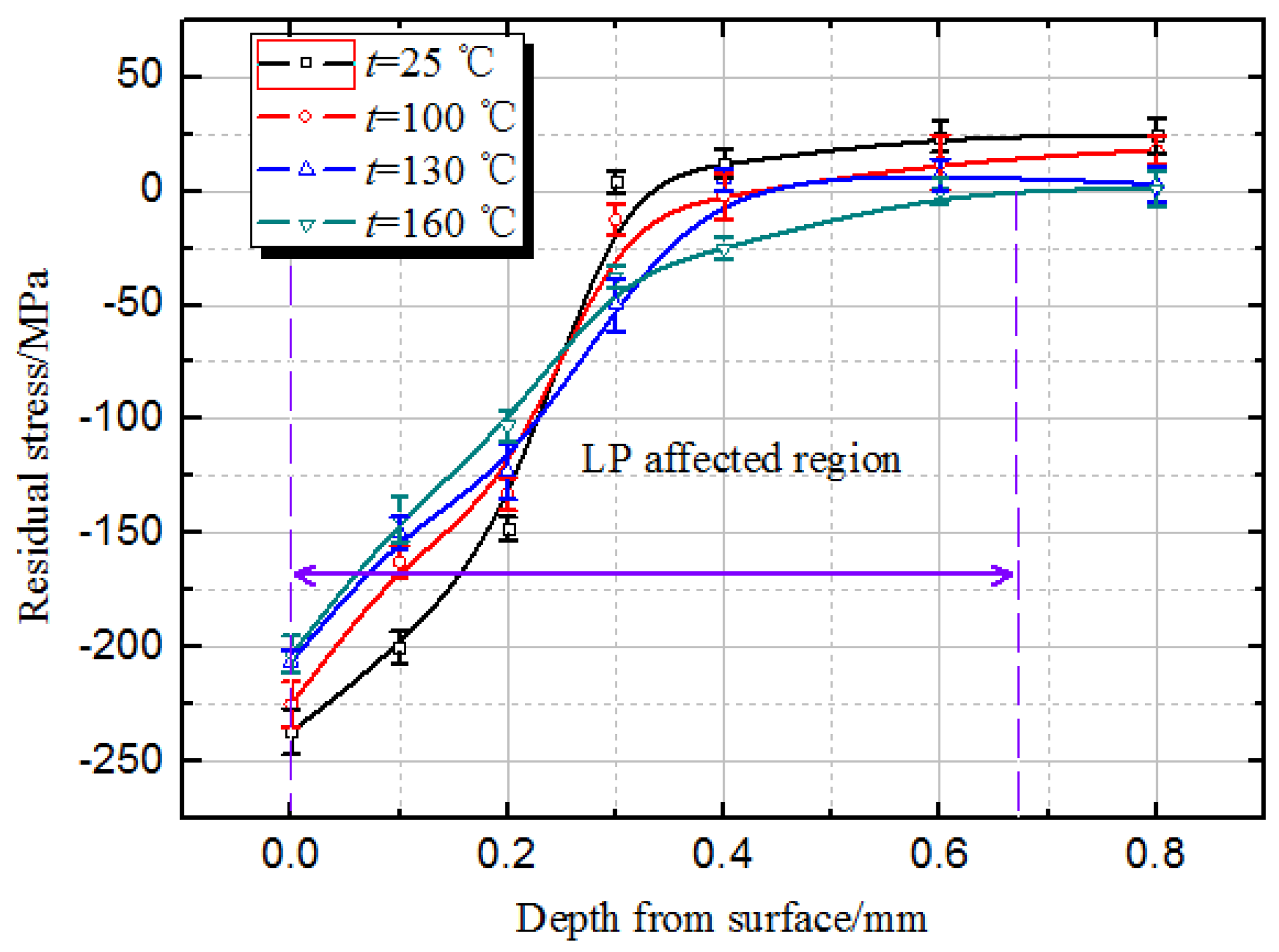
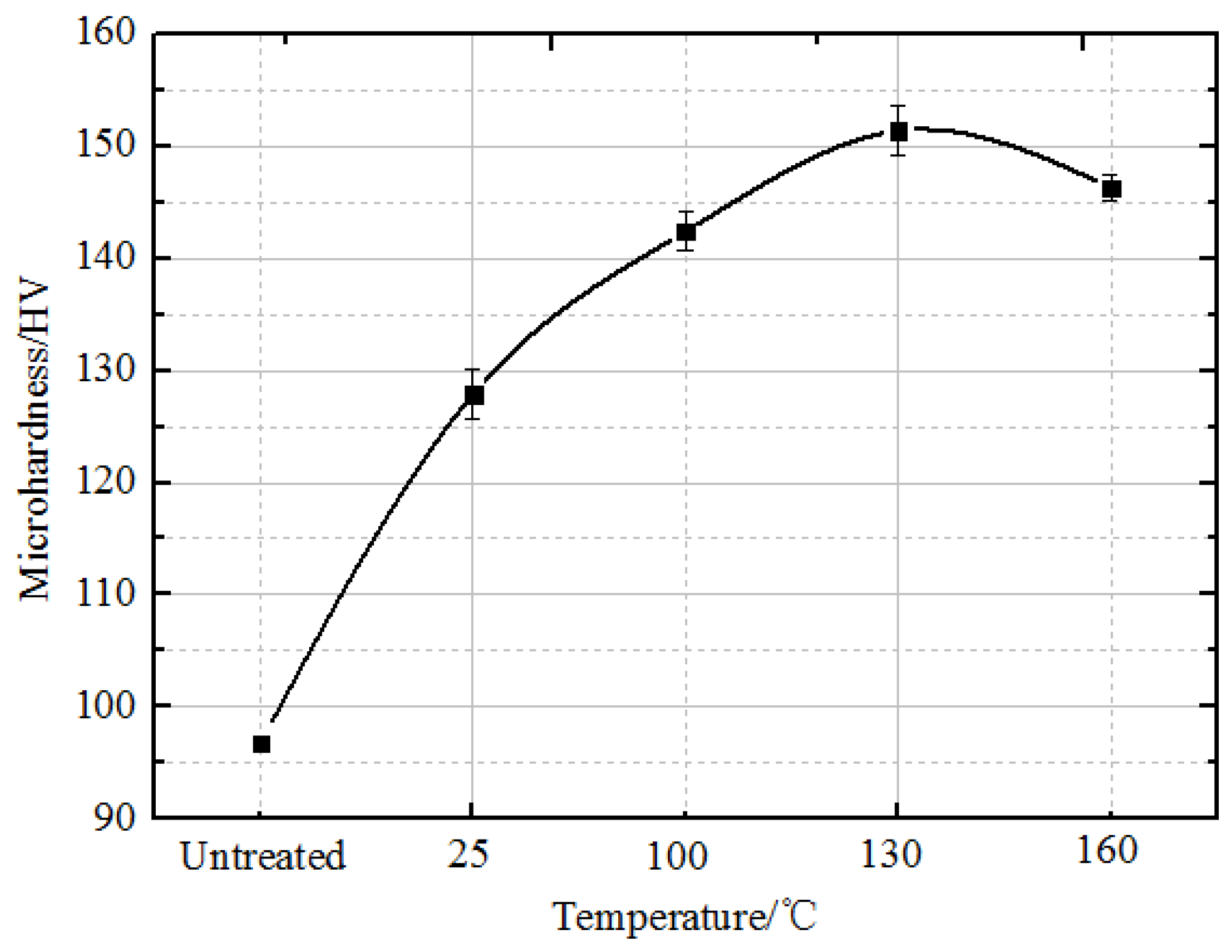
- LP induces high-magnitude compressive residual stress on the surface of a treated specimen at room and elevated temperatures even if the value of the stress slightly decreases with increases in temperature.
- (2)
- High temperatures assist LP in producing higher and deeper compressive residual stress in the depth direction, which may contribute to the stability of the induced residual stress and thus improve the component’s life cycle.
- (3)
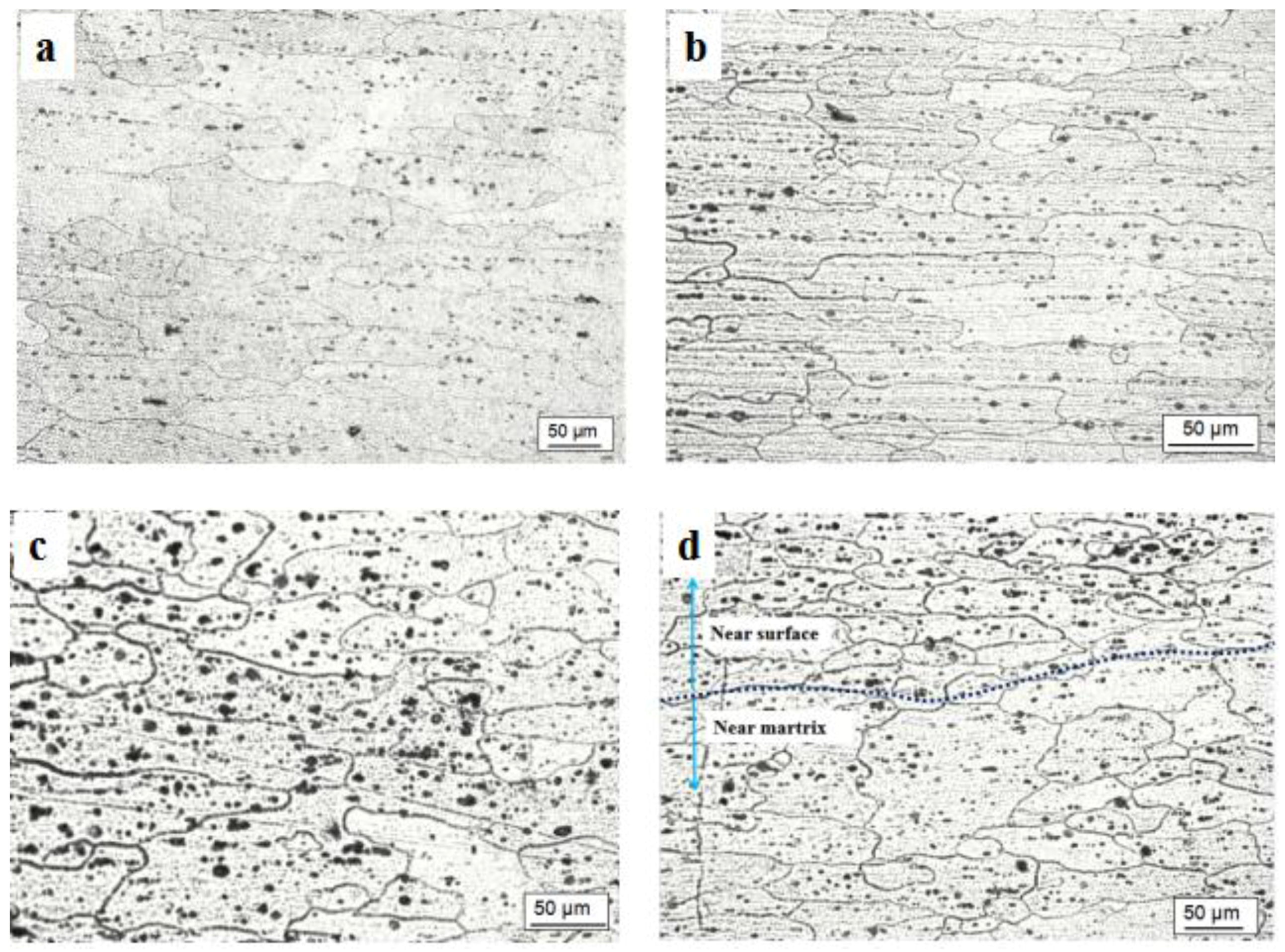
- LP at high temperatures was shown to have a significant effect on refining the grains’ size, which may benefit the surface properties.
- (4)
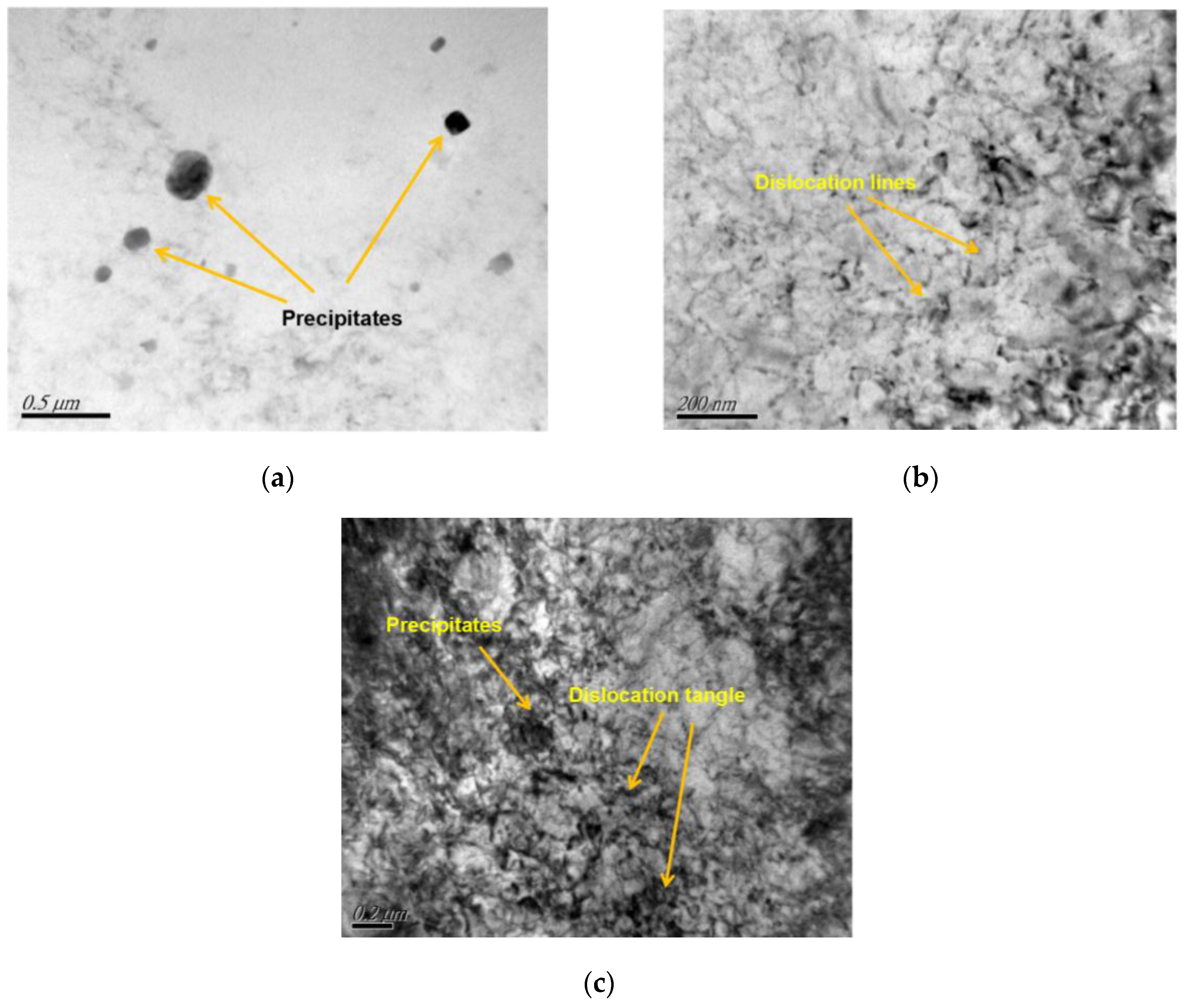
- The precipitate-dislocation interaction during the WLP process may be a potential factor in improving the fatigue property of AA 6061-T6 parts under some severe service conditions.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Dorbane, A.; Ayoub, G.; Mansoor, B.; Hamadeb, R.; Kridlic, G.; Imadd, A. Observations of the mechanical response and evolution of damage of AA 6061-T6 under different strain rates and temperatures. Mater. Sci. Eng. A 2015, 624, 239–249. [Google Scholar] [CrossRef]
- Lu, J.Z.; Luo, K.Y.; Zhang, Y.K.; Cui, C.Y.; Sun, G.F.; Zhou, J.Z.; Zhang, L.; You, J.; Chen, K.M.; Zhong, J.W. Grain refinement of LY2 aluminum alloy induced by ultra-high plastic strain during multiple laser shock processing impacts. Acta Mater. 2010, 58, 3984–3994. [Google Scholar] [CrossRef]
- González, C.R.; Ocaña, J.L.; Rosas, G.G.; Molpeceres, C.; Paredes, M.; Banderas, A.; Porro, J.; Morales, M. Effect of laser shock processing on fatigue crack growth and fracture toughness of 6061-T6 aluminum alloy. Mater. Sci. Eng. A 2004, 386, 291–295. [Google Scholar] [CrossRef]
- Rosas, G.G.; Gonzalez, C.R.; Ocaña, J.L.; Molpeceres, C.; Porro, J.A.; Morales, M.; Casillas, F.J. Laser shock processing of 6061-T6 Al alloy with 1064 nm and 532 nm wavelengths. Appl. Surf. Sci. 2010, 256, 5828–5831. [Google Scholar]
- Irizalp, S.G.; Saklakoglu, N.; Akman, E.; Demirb, A. Pulsed Nd:YAG laser shock processing effects on mechanical properties of 6061-T6 alloy. Opt. Laser Technol. 2014, 56, 273–277. [Google Scholar] [CrossRef]
- Gencalp, I.S.; Saklakoglu, N. High strength and high ductility behavior of 6061-T6 alloy after laser shock processing. Opt. Lasers Eng. 2016, 77, 183–190. [Google Scholar] [CrossRef]
- Zhou, J.Z.; Huang, S.; Sheng, J.; Lu, J.Z.; Wang, C.D.; Chen, K.M.; Ruan, H.Y.; Chen, H.S. Effect of repeated impacts on mechanical properties and fatigue fracture morphologies of 6061-T6 aluminum subject to laser peening. Mater. Sci. Eng. A 2012, 539, 360–368. [Google Scholar] [CrossRef]
- Huang, S.; Zhou, J.Z.; Sheng, J.; Lu, J.Z.; Sun, G.F.; Meng, X.K.; Zuo, L.D.; Ruan, H.Y.; Chen, H.S. Effects of laser energy on fatigue crack growth properties of 6061-T6 aluminum alloy subjected to multiple laser peening. Eng. Fract. Mech. 2013, 99, 87–100. [Google Scholar] [CrossRef]
- Huang, S.; Zhou, J.Z.; Sheng, J.; Luo, K.Y.; Lu, J.Z.; Xu, Z.C.; Meng, X.K.; Dai, L.; Zuo, L.D.; Ruan, H.Y. Effects of laser peening with different coverage areas on fatigue crack growth properties of 6061-T6 aluminum alloy. Int. J. Fatigue 2013, 47, 292–299. [Google Scholar] [CrossRef]
- Sheng, J.; Huang, S.; Zhou, J.Z.; Lu, J.Z.; Xu, S.Q.; Zhang, H.F. Effect of laser peening with different energies on fatigue fracture evolution of 6061-T6 aluminum alloy. Opt. Laser Technol. 2016, 77, 169–176. [Google Scholar] [CrossRef]
- Altenberger, I.; Stach, E.A.; Liu, G.Y.; Nalla, R.K.; Ritchie, R.O. An in situ transmission electron microscope study of the thermal stability of near-surface microstructures induced by deep rolling and laser-shock peening. Scr. Mater. 2003, 48, 1593–1598. [Google Scholar] [CrossRef]
- Zhou, Z.; Bhamare, S.; Ramakrishnan, G.; Mannava, S.R.; Langer, K.; Wen, Y.; Qian, D. Thermal relaxation of residual stress in laser shock peened Ti–6Al–4V alloy. Surf. Coat. Technol. 2012, 206, 4619–4627. [Google Scholar] [CrossRef]
- Ren, X.D.; Zhan, Q.B.; Yuan, S.Q.; Zhou, J.Z.; Wang, Y.; Ren, N.F.; Sun, G.F.; Zheng, L.M.; Dai, F.Z.; Yang, H.M.; et al. A finite element analysis of thermal relaxation of residual stress in laser shock processing Ni-based alloy GH4169. Mater. Des. 2014, 54, 708–711. [Google Scholar] [CrossRef]
- Liao, Y.L.; Ye, C.; Kim, B.J. Nucleation of highly dense nanoscale precipitates based on warm laser shock peening. J. Appl. Phys. 2010, 108, 063518. [Google Scholar] [CrossRef]
- Ye, C.; Suslov, S.; Kim, B.J.; Stachb, E.A.; Cheng, G.J. Fatigue performance improvement in AISI 4140 steel by dynamic strain aging and dynamic precipitation during warm laser shock peening. Acta Mater. 2011, 59, 1014–1025. [Google Scholar] [CrossRef]
- Zhou, J.Z.; Meng, X.K.; Huang, S.; Sheng, J.; Lu, J.Z.; Yang, Z.R.; Su, C. Effects of warm laser peening at elevated temperature on the low-cycle fatigue behavior of Ti6Al4V alloy. Mater. Sci. Eng. A 2015, 643, 86–95. [Google Scholar] [CrossRef]
- Ye, C.; Liao, Y.L.; Gary, J.; Cheng, G.J. Warm laser shock peening driven nanostructures and their effects on fatigue performance in aluminum alloy 6160 & dagger. Adv. Eng. Mater. 2010, 12, 291–297. [Google Scholar]
- Ye, C.; Liao, Y.L.; Suslov, S.; Lin, D.; Cheng, G.J. Ultrahigh dense and gradient nano-precipitates generated by warm laser shock peening for combination of high strength and ductility. Mater. Sci. Eng. A 2014, 609, 195–203. [Google Scholar] [CrossRef]
- Chen, R.F.; Hua, Y.Q.; Cai, L. Estimate of residual stress of steel materials induced by laser shock wave. Chin. J. Lasers 2006, 33, 278–282. [Google Scholar]
- Wang, Y.G.; Chen, D.P.; He, H.L.; Wang, L.L.; Jing, F.Q. Temperature dependence of dynamic yield strength and spall strength for LY12 aluminum alloy under shock loading. Acta Phys. Sin. 2006, 55, 4202–4207. [Google Scholar]
- Juijerm, P.; Altenberger, I. Effective boundary of deep-rolling treatment and its correlation with residual stress stability of Al–Mg–Mn and Al–Mg–Si–Cu alloys. Scr. Mater. 2007, 56, 745–748. [Google Scholar] [CrossRef]
- Nikitin, I.; Altenberger, I. Comparison of the fatigue behavior and residual stress stability of laser-shock peened and deep rolled austenitic stainless steel AISI 304 in the temperature range 25–600 °C. Mater. Sci. Eng. A 2007, 465, 176–182. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Liao, X.Z.; Cheng, S.; Ma, E.; Zhu, Y.T. Simultaneously increasing the ductility and strength of nanostructured alloys. Adv. Mater. 2006, 18, 2280–2283. [Google Scholar] [CrossRef]
- Cheng, S.; Zhao, Y.H.; Zhu, Y.T.; Ma, E. Optimizing the strength and ductility of fine structured 2024 Al alloy by nano-precipitation. Acta Mater. 2007, 55, 5822–5832. [Google Scholar] [CrossRef]








© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, S.; Wang, Z.; Sheng, J.; Agyenim-Boateng, E.; Liu, M.; Yang, X.; Zhou, J. Residual Stress Distribution and Microstructure Evolution of AA 6061-T6 Treated by Warm Laser Peening. Metals 2016, 6, 292. https://doi.org/10.3390/met6110292
Huang S, Wang Z, Sheng J, Agyenim-Boateng E, Liu M, Yang X, Zhou J. Residual Stress Distribution and Microstructure Evolution of AA 6061-T6 Treated by Warm Laser Peening. Metals. 2016; 6(11):292. https://doi.org/10.3390/met6110292
Chicago/Turabian StyleHuang, Shu, Zuowei Wang, Jie Sheng, Emmanuel Agyenim-Boateng, Muxi Liu, Xiaole Yang, and Jianzhong Zhou. 2016. "Residual Stress Distribution and Microstructure Evolution of AA 6061-T6 Treated by Warm Laser Peening" Metals 6, no. 11: 292. https://doi.org/10.3390/met6110292