
Erosion Behaviour of API X100 Pipeline Steel at Various Impact Angles and Particle Speeds



Abstract
:1. Introduction
2. Experimental Procedure
2.1. Material
2.2. Method
2.3. Material Characterization
3. Results
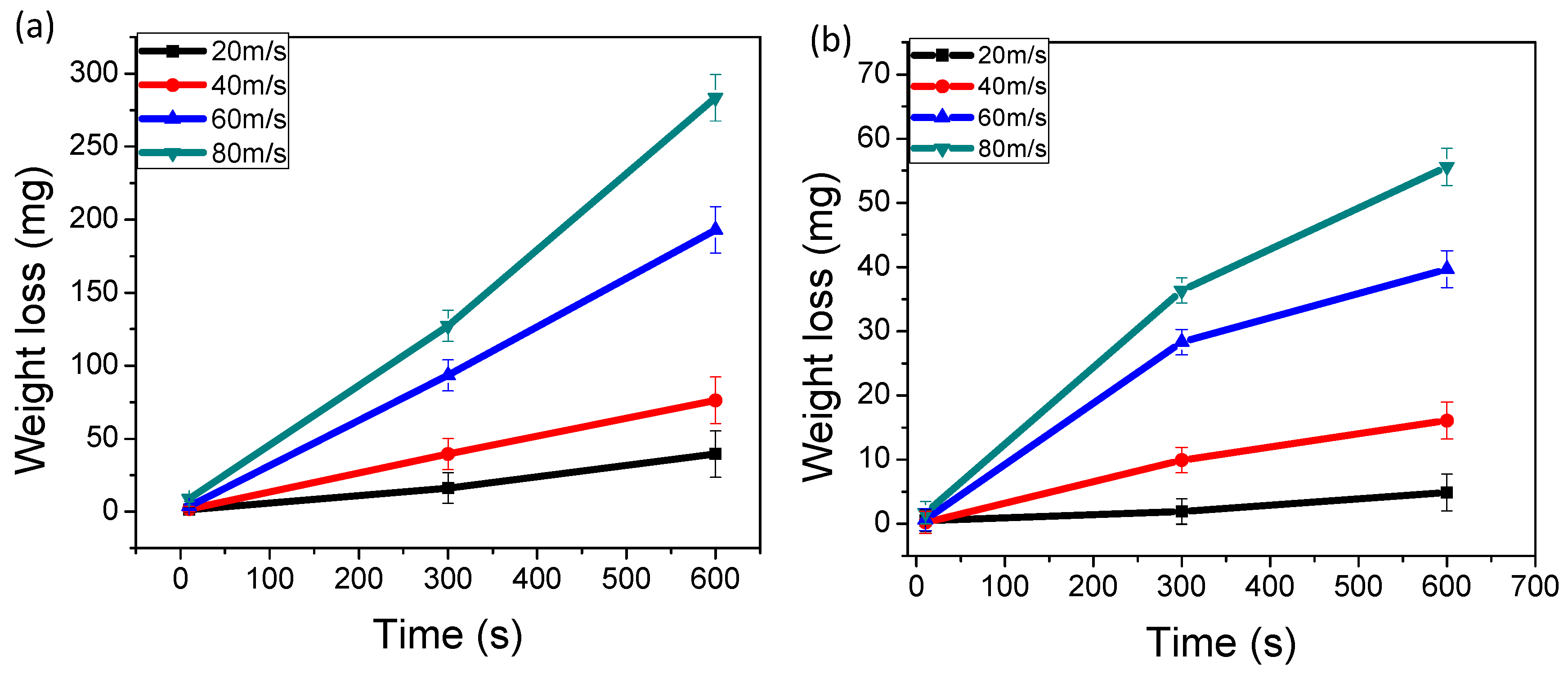
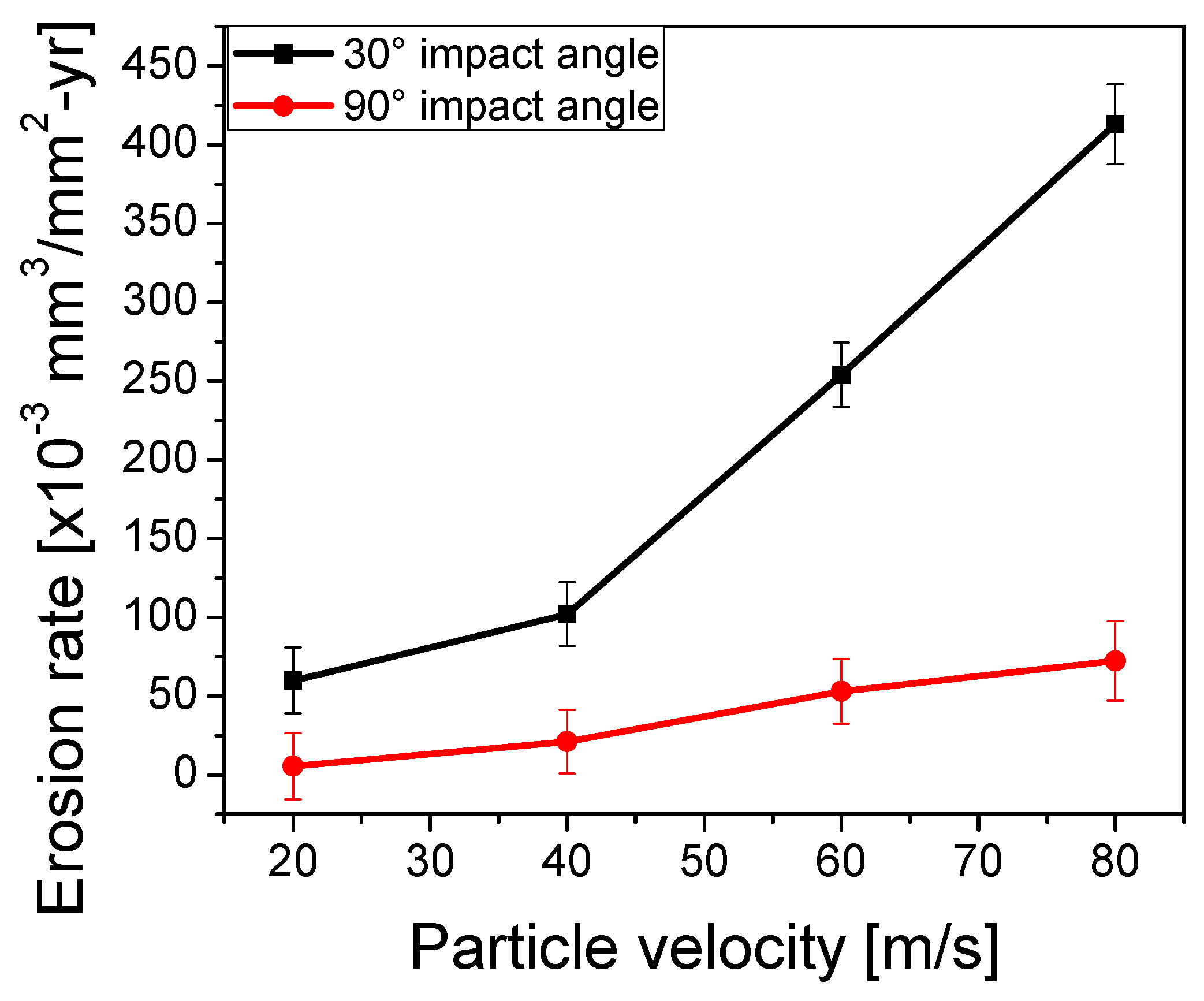
3.1. Weight Loss and Erosion Rate Investigation
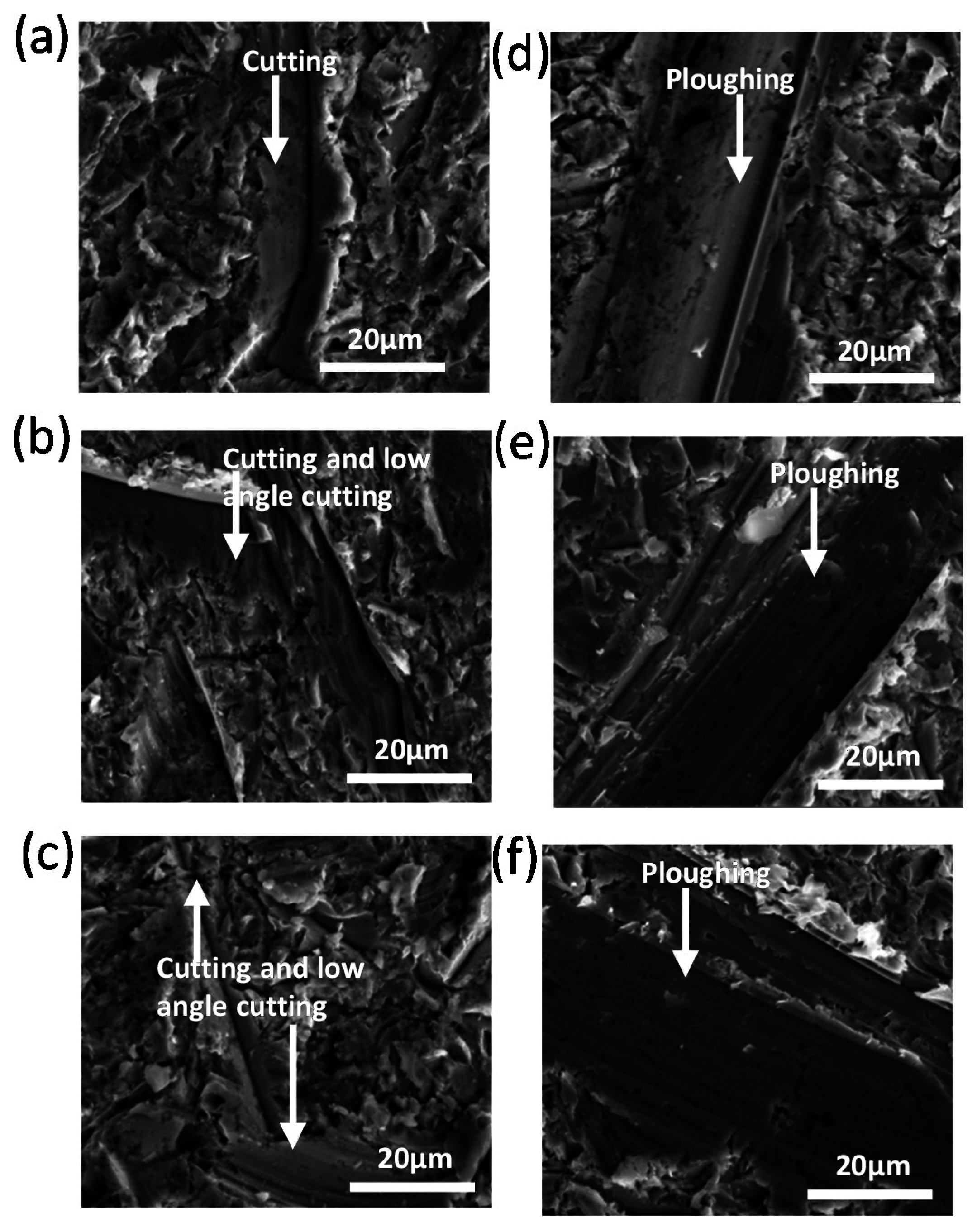
3.2. Erosion Mechanisms of the Eroded Steel Surfaces at Different Angles and Particle Speeds
3.2.1. Erosion Mechanisms of the Eroded API X100 Steel at 20 m/s
3.2.2. Erosion Mechanisms of the Eroded API X100 Steel at 40 m/s
3.2.3. Erosion Mechanisms of the Eroded API X100 Steel at 60 m/s
3.2.4. Erosion Mechanisms of the Eroded API X100 Steel at 80 m/s
3.3. XPS Results
4. Discussion
5. Conclusions
- The weight loss and erosion rate of API X100 steel increases with increasing particle speed for the impact angles considered in this study. The increase in weight loss and erosion rate is attributed to increasing material removal from the target API X100 steel surfaces as the speed and test duration was increased.
- SEM examination clearly showed that ploughing mechanism dominated the 90° impact angle irrespective of the particles speed. It was assumed that the ploughing mechanism observed at the 90° impact angle may be influenced by the material property and test time.
- Examination of the eroded API X100 steel surface impinged at the 30° impact angle and speed revealed that material removal, dominated by the transition of the mixed-mode with cutting and low-angle metal cutting were the prevailing mechanisms.
- SEM and XPS analyses confirm the transfer of the erodent alumina particles to the target API X100 steel surfaces during the erosion process.
- The severity in the ploughing erosion mechanisms of API X100 steel observed in this study may be responsible for the failure of oil and gas steel pipelines, and further study may consider selection of appropriate coatings to increase the resistance of the API X100 steel to erosion.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Najibi, H.; Rezaei, R.; Javanmardi, J.; Nasrifar, K.; Moshfeghian, M. Economic evaluation of natural gas transportation from Iran’s South-Pars gas field to market. Appl. Therm. Eng. 2009, 29, 2009–2015. [Google Scholar] [CrossRef]
- Thomas, S.; Dawe, R.A. Review of ways to transport natural gas energy from countries which do not need the gas for domestic use. Energy 2003, 28, 1461–1477. [Google Scholar] [CrossRef]
- Das, S.K.; Munda, P.; Chowdhury, S.G.; Das, G.; Singh, R. Effect of microstructures on corrosion and erosion of an alloy steel gear pump. Eng. Fail. Anal. 2014, 40, 89–96. [Google Scholar] [CrossRef]
- Hairil Mohd, M.; Paik, J.K. Investigation of the corrosion progress characteristics of offshore subsea oil well tubes. Corros. Sci. 2013, 67, 130–141. [Google Scholar] [CrossRef]
- Postlethwaite, J.; Dobbin, M.H.; Bergevin, K. The Role of Oxygen Mass Transfer in the Erosion-Corrosion of Slurry Pipelines. Corrosion 1986, 42, 514–521. [Google Scholar] [CrossRef]
- Finnie, I. Erosion of surfaces by solid particles. Wear 1960, 3, 87–103. [Google Scholar] [CrossRef]
- Neilson, J.H.; Gilchrist, A. Erosion by a stream of solid particles. Wear 1968, 11, 111–122. [Google Scholar] [CrossRef]
- Sundararajan, G.; Shewmon, P.G. A new model for the erosion of metals at normal incidence. Wear 1983, 84, 237–258. [Google Scholar] [CrossRef]
- Hutchings, I.M. A model for the erosion of metals by spherical particles at normal incidence. Wear 1981, 70, 269–281. [Google Scholar] [CrossRef]
- O’Flynn, D.J.; Bingley, M.S.; Bradley, M.S.A.; Burnett, A.J. A model to predict the solid particle erosion rate of metals and its assessment using heat-treated steels. Wear 2001, 248, 162–177. [Google Scholar] [CrossRef]
- Andrews, D.R.; Field, J.E. Temperature dependence of the impact response of copper: erosion by melting. J. Phys. D Appl. Phys. 1982, 15, 2357. [Google Scholar] [CrossRef]
- Bousser, E.; Martinu, L.; Klemberg-Sapieha, J.E. Effect of erodent properties on the solid particle erosion mechanisms of brittle materials. J. Mater. Sci. 2013, 48, 5543–5558. [Google Scholar] [CrossRef]
- Maasberg, J.A.; Levy, A.V. Erosion of elevated-temperature corrosion scales on metals. Wear 1981, 73, 355–370. [Google Scholar] [CrossRef]
- Gat, N.; Tabakoff, W. Some effects of temperature on the erosion of metals. Wear 1978, 50, 85–94. [Google Scholar] [CrossRef]
- Sundararajan, G.; Roy, M. Solid particle erosion behaviour of metallic materials at room and elevated temperatures. Tribol. Int. 1997, 30, 339–359. [Google Scholar] [CrossRef]
- López, D.; Congote, J.P.; Cano, J.R.; Toro, A.; Tschiptschin, A.P. Effect of particle velocity and impact angle on the corrosion-erosion of AISI304 and AISI420 stainless steels. Wear 2005, 259, 118–124. [Google Scholar] [CrossRef]
- Islam, M.A.; Farhat, Z.N. Effect of impact angle and velocity on erosion of API X42 pipeline steel under high abrasive feed rate. Wear 2014, 311, 180–190. [Google Scholar] [CrossRef]
- Head, W.J.; Harr, M.E. The development of a model to predict the erosion of materials by natural contaminants. Wear 1970, 15, 1–46. [Google Scholar] [CrossRef]
- Wang, Y.-F.; Yang, Z.-G. Finite element model of erosive wear on ductile and brittle materials. Wear 2008, 265, 871–878. [Google Scholar] [CrossRef]
- Buijs, M.; Houten, K.K. Three-body abrasion of brittle materials as studied by lapping. Wear 1993, 166, 237–245. [Google Scholar] [CrossRef]
- Evans, A.G.; Wilshaw, T.R. Quasi-static solid particle damage in brittle solids-I. Observations analysis and implications. Acta Metall. 1976, 24, 939–956. [Google Scholar] [CrossRef]
- Wood, R.J.K. Erosion-corrosion interactions and their effect on marine and offshore materials. Wear 2006, 261, 1012–1023. [Google Scholar] [CrossRef]
- Dhar, S.; Krajac, T.; Ciampini, D.; Papini, M. Erosion mechanisms due to impact of single angular particles. Wear 2005, 258, 567–579. [Google Scholar] [CrossRef]
- Stack, M.M.; Pungwiwat, N. Particulate erosion-corrosion of Al in aqueous conditions: Some perspectives on pH effects on the erosion-corrosion map. Tribol. Int. 2002, 35, 651–660. [Google Scholar] [CrossRef]
- Al-Bukhaiti, M.A.; Ahmed, S.M.; Badran, F.M.F.; Emara, K.M. Effect of impingement angle on slurry erosion behaviour and mechanisms of 1017 steel and high-chromium white cast iron. Wear 2007, 262, 1187–1198. [Google Scholar] [CrossRef]
- Manisekaran, T.; Kamaraj, M.; Sharrif, S.M.; Joshi, S.V. Slurry erosion studies on surface modified 13Cr-4Ni steels: Effect of angle of impingement and particle size. J. Mater. Eng. Perform. 2007, 16, 567–572. [Google Scholar] [CrossRef]
- Lindsley, B.A.; Marder, A.R. The effect of velocity on the solid particle erosion rate of alloys. Wear 1999, 225–229, 510–516. [Google Scholar] [CrossRef]
- Oka, Y.I.; Ohnogi, H.; Hosokawa, T.; Matsumura, M. The impact angle dependence of erosion damage caused by solid particle impact. Wear 1997, 203–204, 573–579. [Google Scholar] [CrossRef]
- Matsumura, M.; Oka, Y.; Hiura, H.; Yano, M. The Role of Passivating Film in Preventing Slurry Erosion-Corrosion of Austenitic Stainless Steel. ISIJ Int. 1991, 31, 168–176. [Google Scholar] [CrossRef]
- Stachowiak, G.; Batchelor, A.W. Engineering Tribology; Butterworth-Heinemann: Boston, MA, USA, 2001. [Google Scholar]
- Islam, M.A.; Farhat, Z.N.; Ahmed, E.M.; Alfantazi, A.M. Erosion enhanced corrosion and corrosion enhanced erosion of API X-70 pipeline steel. Wear 2013, 302, 1592–1601. [Google Scholar] [CrossRef]
- Mahdi, E.; Rauf, A.; Eltai, E.O. Effect of temperature and erosion on pitting corrosion of X100 steel in aqueous silica slurries containing bicarbonate and chloride content. Corros. Sci. 2014, 83, 48–58. [Google Scholar] [CrossRef]
- Al-Mansour, M.; Alfantazi, A.M.; El-boujdaini, M. Sulfide stress cracking resistance of API-X100 high strength low alloy steel. Mater. Des. 2009, 30, 4088–4094. [Google Scholar] [CrossRef]
- Mustapha, A.; Charles, E.A.; Hardie, D. Evaluation of environment-assisted cracking susceptibility of a grade X100 pipeline steel. Corros. Sci. 2012, 54, 5–9. [Google Scholar] [CrossRef]
- Gadala, I.M.; Alfantazi, A. Electrochemical behavior of API-X100 pipeline steel in NS4, near-neutral, and mildly alkaline pH simulated soil solutions. Corros. Sci. 2014, 82, 45–57. [Google Scholar] [CrossRef]
- Hutchings, I.M. Deformation of metal surfaces by the oblique impact of square plates. Int. J. Mech. Sci. 1977, 19, 45–52. [Google Scholar] [CrossRef]
- Hutchings, I.M.; Winter, R.E. Particle erosion of ductile metals: A mechanism of material removal. Wear 1974, 27, 121–128. [Google Scholar] [CrossRef]
- Fuyan, L.; Hesheng, S. The effect of impingement angle on slurry erosion. Wear 1991, 141, 279–289. [Google Scholar] [CrossRef]
- Wada, S.; Watanabe, N.; Tani, T. Solid particle erosion of brittle materials (Part 6)—The erosive wear of Al2O3-SiC composites. J. Ceram. Soc. Jpn. 1988, 96, 111–118. [Google Scholar] [CrossRef]
- Burstein, G.T.; Sasaki, K. Effect of impact angle on the slurry erosion–corrosion of 304L stainless steel. Wear 2000, 240, 80–94. [Google Scholar] [CrossRef]
- ASTM, Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets -ASTM G76-13. 2009. Available online: http://www.sis.se/en/external-categories/astm-standards/astm-g76 (accessed on 4 September 2016).
- Ruff, A.W.; Ives, L.K. Measurement of solid particle velocity in erosion wear. Wear 1975, 35, 195–199. [Google Scholar] [CrossRef]
- Axinte, D.A.; Srinivasu, D.S.; Kong, M.C.; Butler-Smith, P.W. Abrasive waterjet cutting of polycrystalline diamond: A preliminary investigation. Int. J. Mach. Tool. Manuf. 2009, 49, 797–803. [Google Scholar] [CrossRef]
- Sowards, J.W.; McCowan, C.N.; Drexler, E.S. Interpretation and significance of reverse chevron-shaped markings on fracture surfaces of API X100 pipeline steels. Mater. Sci. Eng. A 2012, 551, 140–148. [Google Scholar] [CrossRef]
- Okonkwo, P.C.; Shakoor, R.A.; Ahmed, E.; Mohamed, A.M.A. Erosive wear performance of API X42 pipeline steel. Eng. Fail. Anal. 2016, 60, 86–95. [Google Scholar] [CrossRef]
- Islam, M.A.; Alama, T.; Farhata, Z.N.; Mohamed, A.; Alfantazi, A. Effect of microstructure on the erosion behavior of carbon steel. Wear 2015, 332–333, 1080–1089. [Google Scholar] [CrossRef]
- Heuer, J.K.; Stubbins, J.F. An XPS characterization of FeCO3 films from CO2 corrosion. Corros. Sci. 1999, 41, 1231–1243. [Google Scholar] [CrossRef]
- Djebaili, K.; Mekhalif, Z.; Boumaza, A.; Djelloul, A. XPS, FTIR, EDX, and XRD Analysis of Al2O3 Scales Grown on PM2000 Alloy. J. Spectrosc. 2015, 2015. [Google Scholar] [CrossRef]
- Zhang, S.; Pang, X.; Wang, Y.; Gao, K. Corrosion behavior of steel with different microstructures under various elastic loading conditions. Corros. Sci. 2013, 75, 293–299. [Google Scholar] [CrossRef]
- Hashish, M. A modeling study of metal cutting with abrasive waterjets. J. Eng. Mater. Technol. 1984, 106, 88–100. [Google Scholar] [CrossRef]
- Finnie, I. Some reflections on the past and future of erosion. Wear 1995, 186–187, 1–10. [Google Scholar] [CrossRef]
- Gomes-Ferreira, C.; Ciampini, D.; Papini, M. The effect of inter-particle collisions in erosive streams on the distribution of energy flux incident to a flat surface. Tribol. Int. 2004, 37, 791–807. [Google Scholar] [CrossRef]
- Shirazi, S.A.; Mclaury, B.S. Erosion modeling of elbows in multiphase flow. In Proceedings of the 2000 ASME Fluids Engineering Summer Meeting, Boston, MA, USA, June 2000; pp. 11–15.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Specimen | Chemical Composition | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| API X100 steel | Target Material | C | Mn | Si | Ni | Cr | Mo | Cu | V | Fe |
| wt. % | 0.164 | 0.534 | 0.101 | 0.017 | 0.039 | 0.0012 | 0.015 | 0.025 | Bal. | |
| Test Temperature | Room Temperature |
|---|---|
| Test gas | Dry compressed air |
| Particle speed (m/s) | 20, 40, 60, 80 |
| Nozzle diameter (mm) | 1.5 |
| Test duration (s) | 10, 300, 600 |
| Angle of incidence (°) | 30, 90 |
| Standoff distance of test specimen (mm) | 10 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okonkwo, P.C.; Shakoor, R.A.; Zagho, M.M.; Mohamed, A.M.A. Erosion Behaviour of API X100 Pipeline Steel at Various Impact Angles and Particle Speeds. Metals 2016, 6, 232. https://doi.org/10.3390/met6100232
Okonkwo PC, Shakoor RA, Zagho MM, Mohamed AMA. Erosion Behaviour of API X100 Pipeline Steel at Various Impact Angles and Particle Speeds. Metals. 2016; 6(10):232. https://doi.org/10.3390/met6100232
Chicago/Turabian StyleOkonkwo, Paul C., Rana Abdul Shakoor, Moustafa M. Zagho, and Adel Mohamed Amer Mohamed. 2016. "Erosion Behaviour of API X100 Pipeline Steel at Various Impact Angles and Particle Speeds" Metals 6, no. 10: 232. https://doi.org/10.3390/met6100232