
Damage Analysis of a Ferritic SiMo Ductile Cast Iron Submitted to Tension and Compression Loadings in Temperature

Abstract
:
1. Introduction
2. Experimental Section
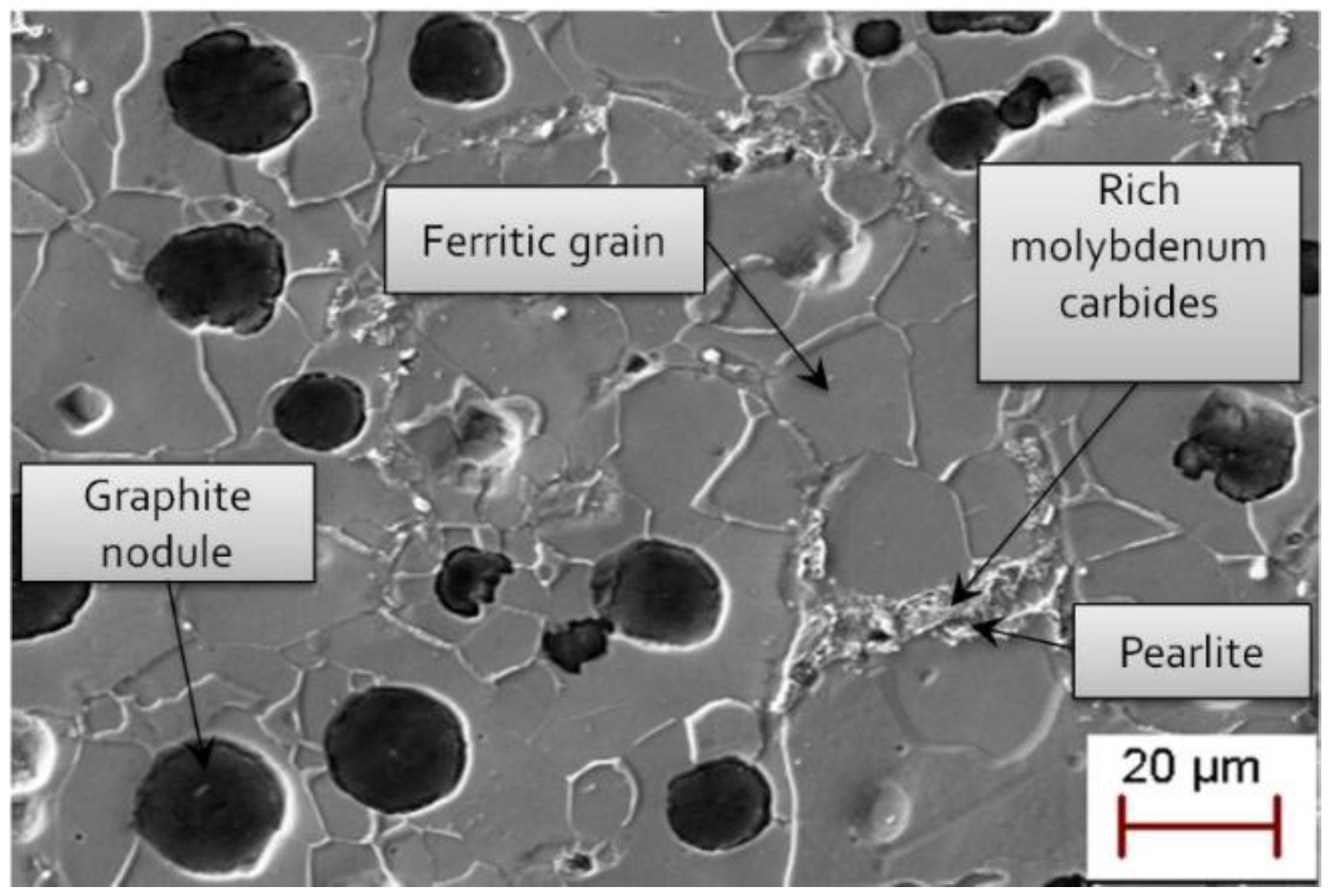
2.1. Material Properties

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compsition wt. % | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Si | C | S | Mg | Mn | Cr | Mo | Sn | Cu | P |
| 4.24 | 3.00 | 0.005 | 0.028 | 0.220 | 0.070 | 0.610 | 0.009 | 0.020 | 0.020 |

2.2. Mechanical Testing and Damage Analysis
3. Experimental Results
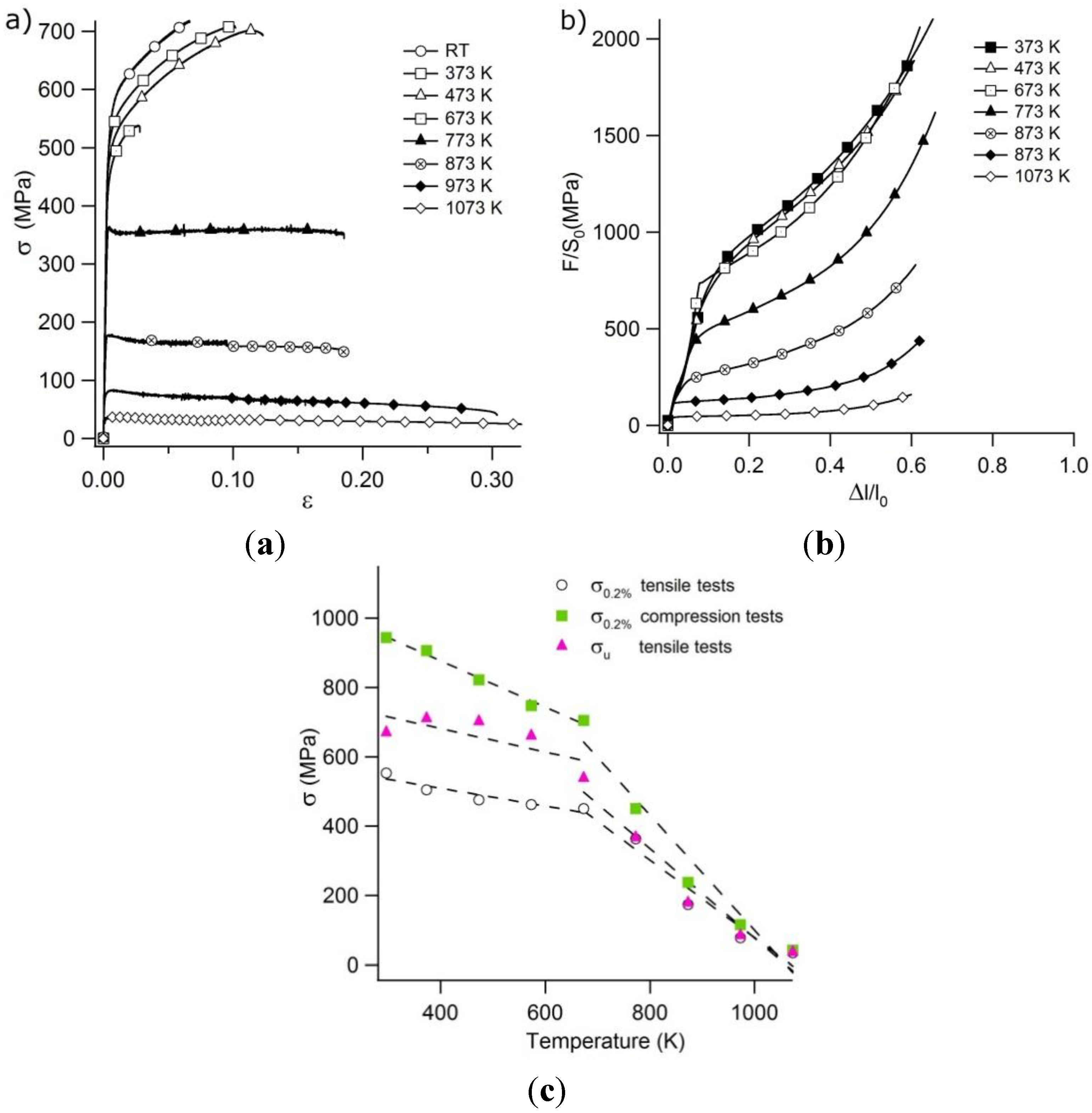
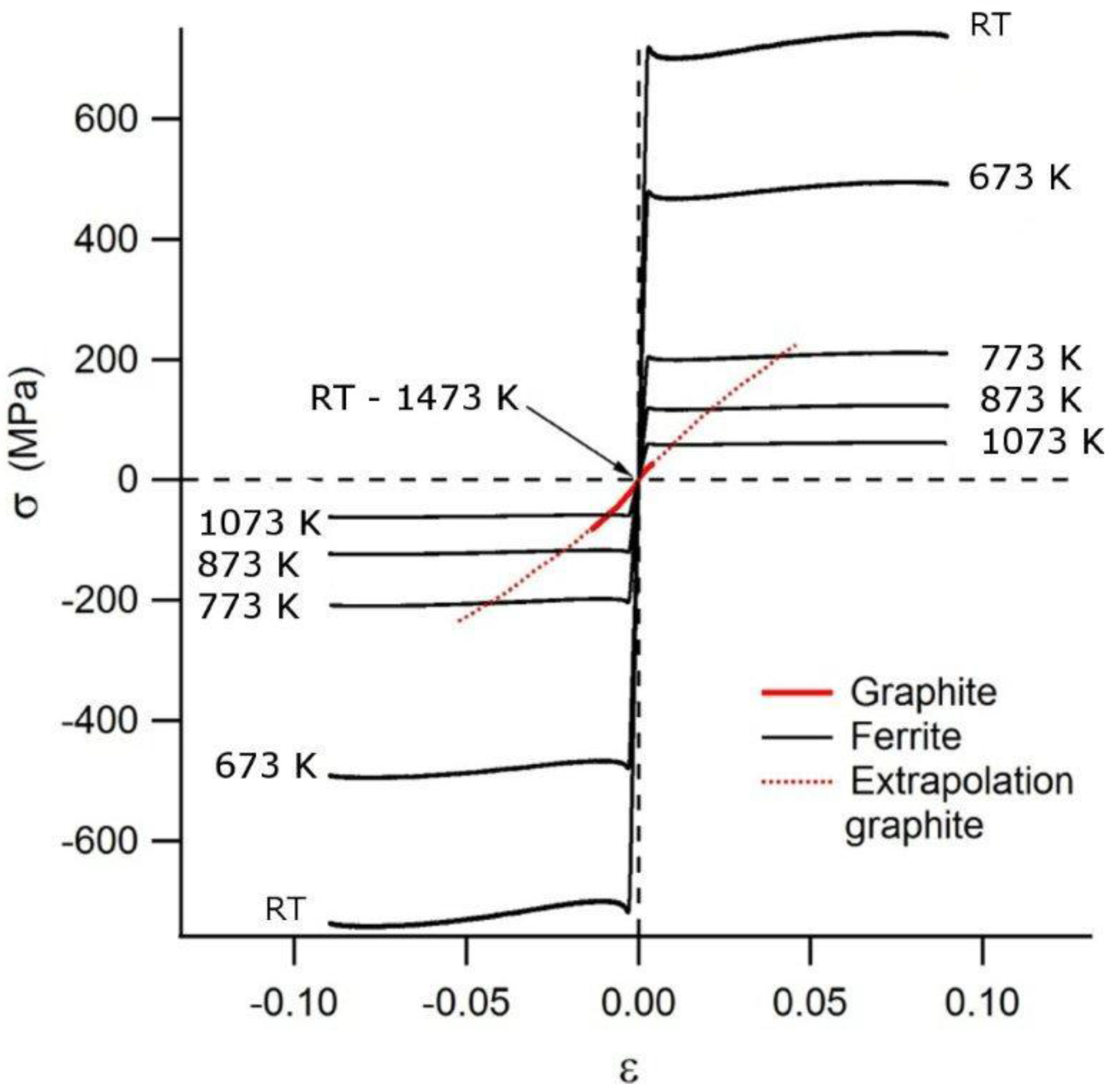
3.1. Tensile and Compression Behavior of the DCI with Temperature

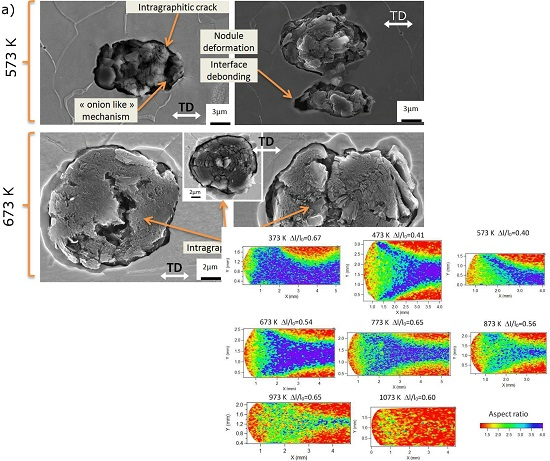
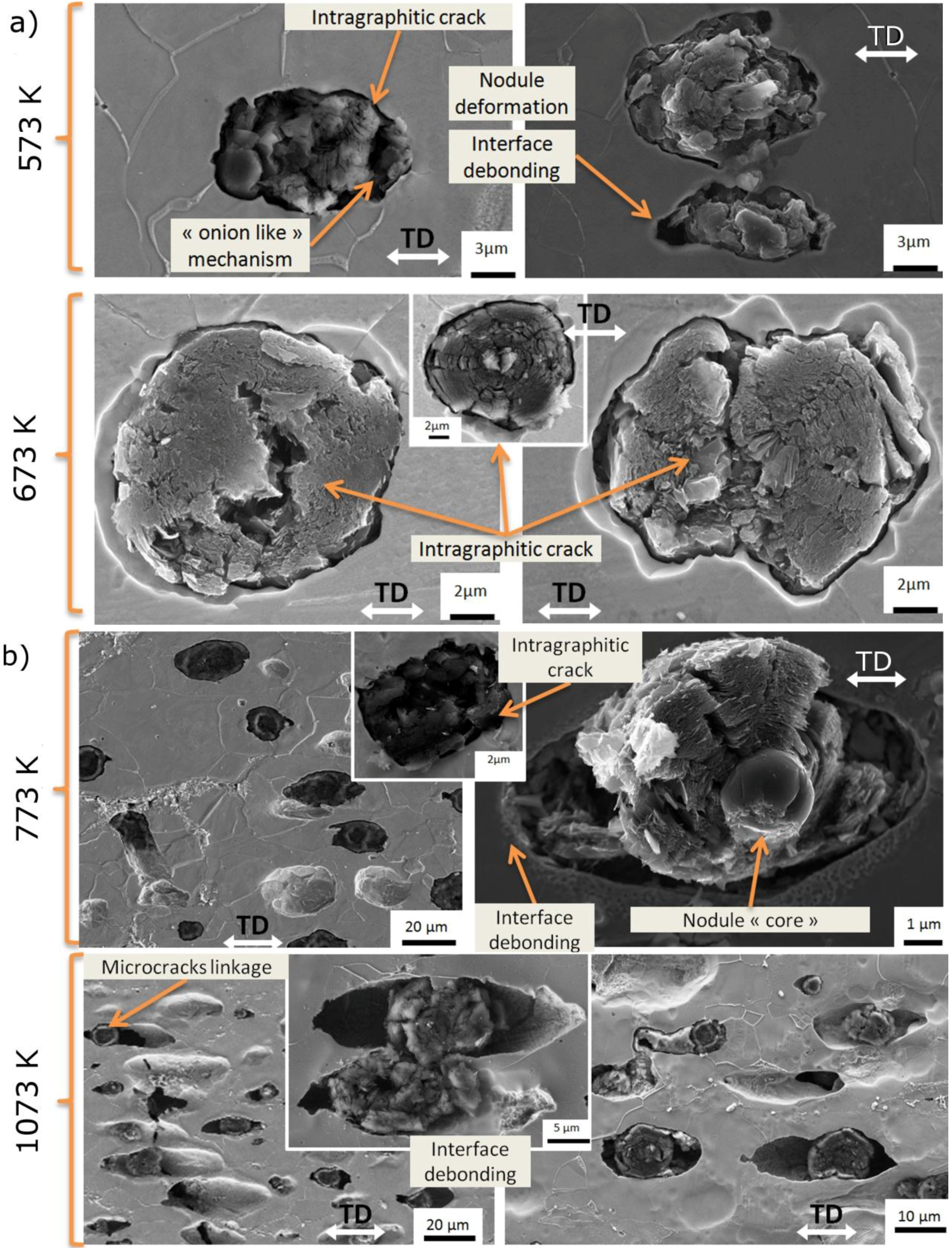
3.2. Evolution of the Damage Mechanisms with Temperature in Plastically-Deformed DCI


4. Quantification of the Damage Mechanisms in Plastically-Strained DCI at Various Temperatures
4.1. Damage Evolution with Temperature during Monotonous Tensile Tests


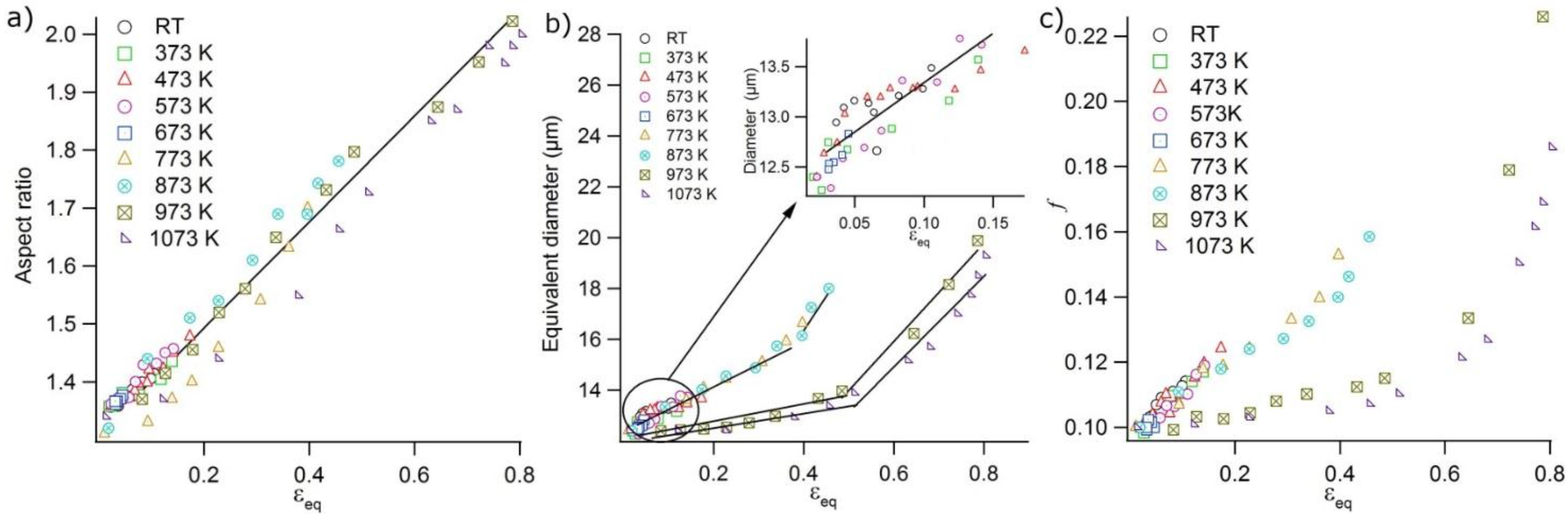
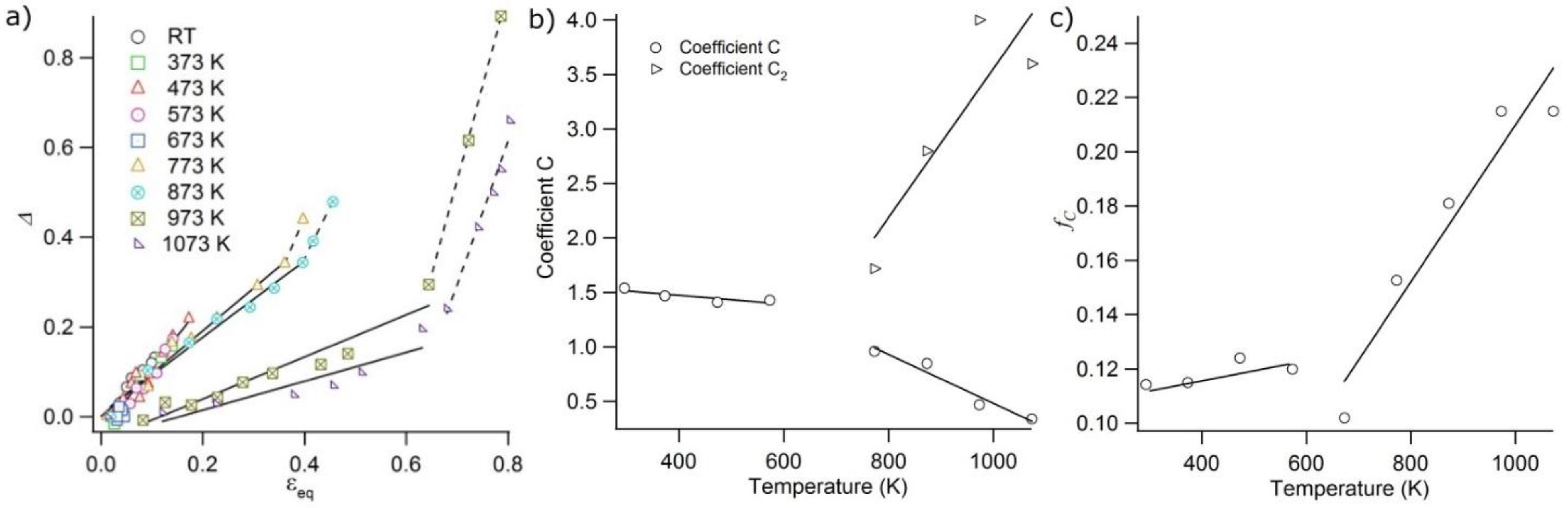
4.2. Void Growth Damage Model with Temperature for Monotonous Tensile Tested DCI

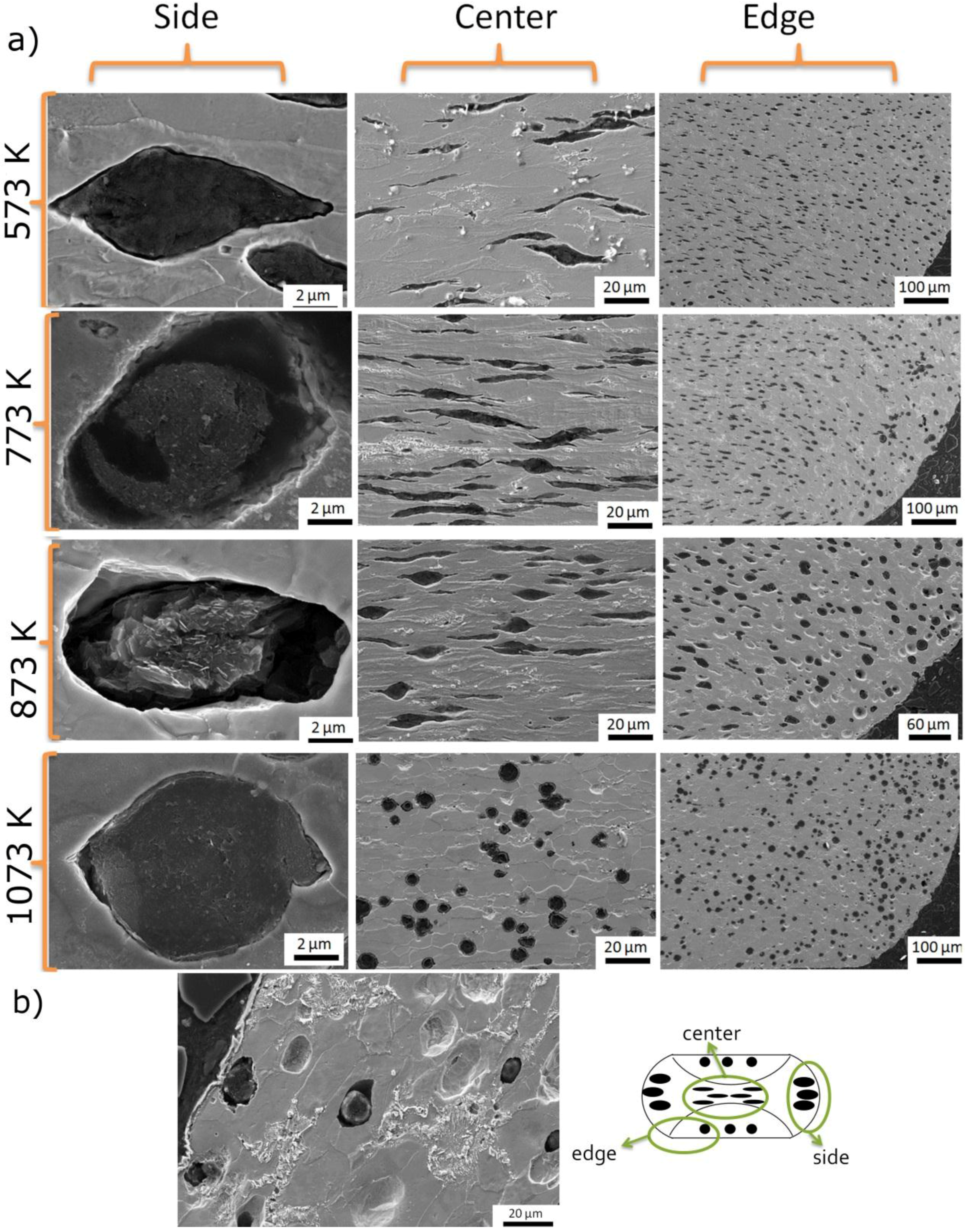
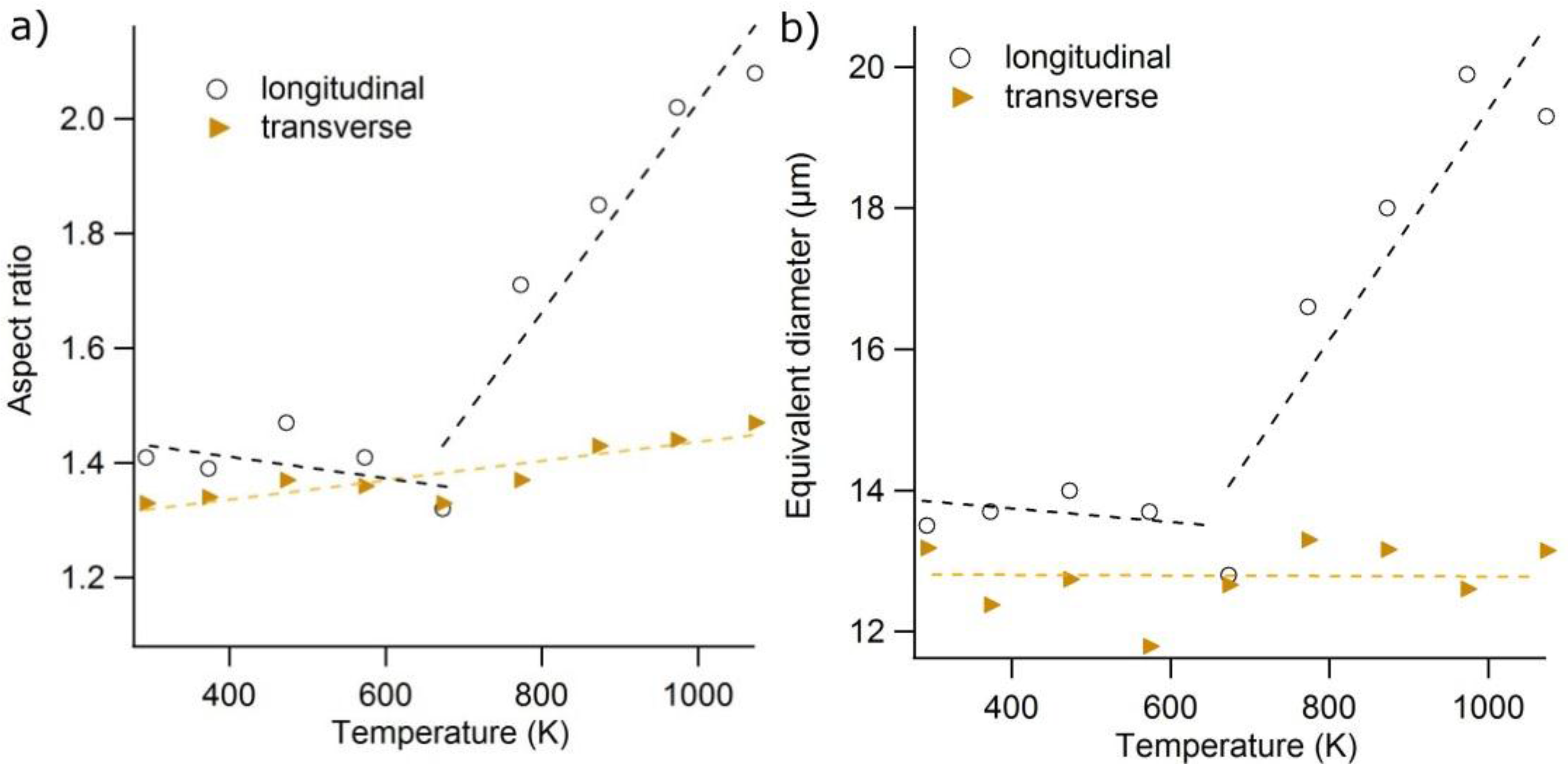
4.3. Nodule Deformation after Compression Tests with Temperature

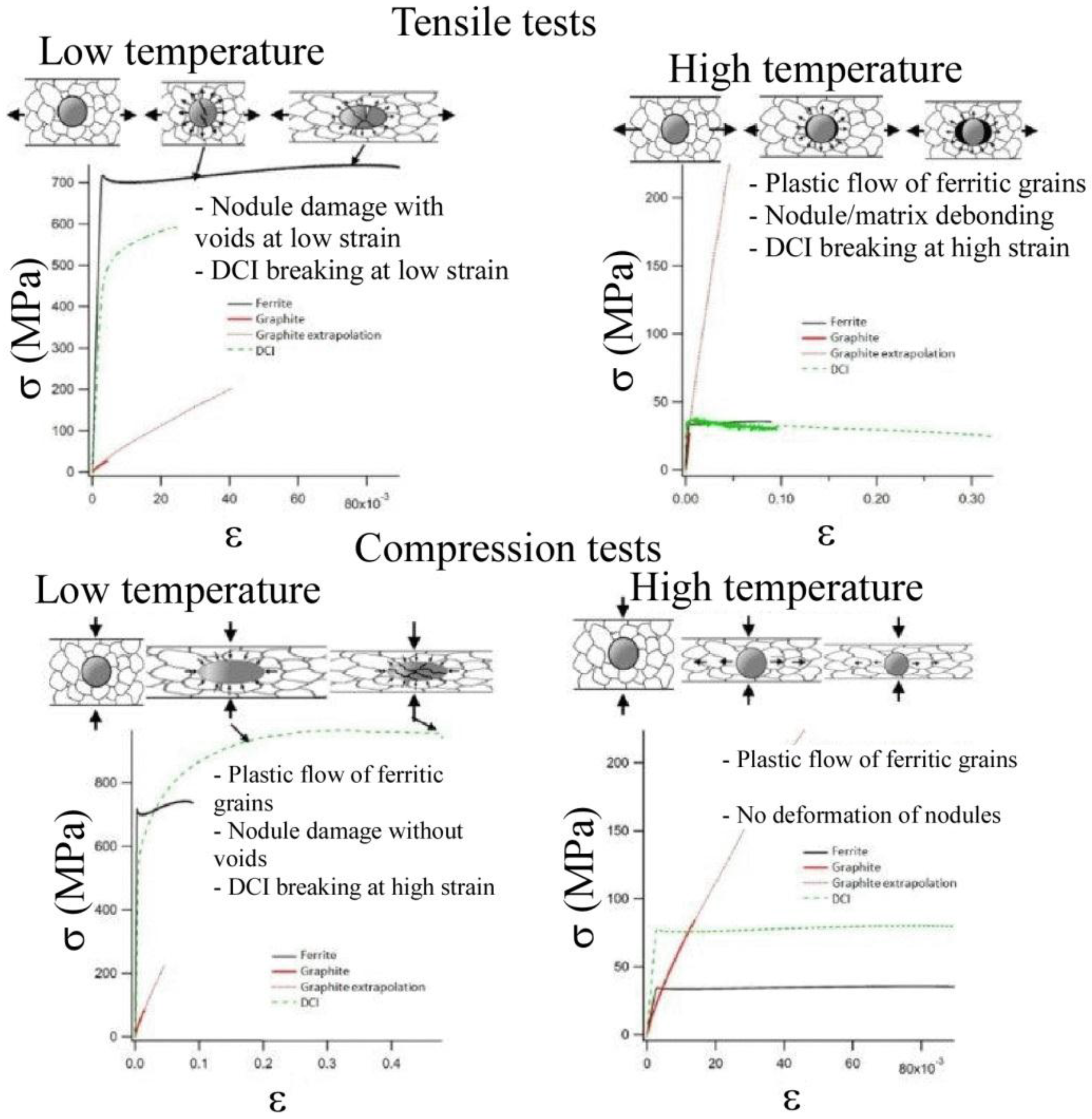
5. Synthesis of the Tension-Compression Damage Mechanisms as a Function of Temperature in Ferritic SiMo DCI


6. Conclusions
- The mechanical properties are weakly affected by temperatures lower than 773 K. For these temperatures, the main damage mechanisms in tension are nodule plastic deformation, cracks inside the nodules and onion-like mechanisms. No voids are evidenced after the compression test. For temperatures higher than 773 K, the debonding at the nodule/matrix interface becomes the predominant damage mechanism for tensile experiments. In the case of compressions tests, voids are evidenced around nodules.
- The critical void fraction depends not only on f0, but also on the temperature. fc is weakly dependent on temperature for values below 773 K and strongly increases for higher levels of temperature.
- After compression tests performed at low temperatures, nodules are crushed by the deformation of the ferritic matrix. Beyond this temperature, the graphite deformation decreases up to 1073 K. In the case of compression tests carried out for temperatures below 673 K, it is shown that the nodules’ strain can be used as a relevant parameter allowing the determination of the local strain level. For higher temperatures, the plastic matrix flow occurs around graphite nodules, which remain spherical in shape.
Author Contributions
Conflicts of Interest
References
- Szmytka, F.; Michaud, P.; Rémy, L.; Köster, A. Thermo-mechanical fatigue resistance characterization and materials ranking from heat-flux-controlled tests. Application to cast-irons for automotive exhaust parts. Int. J. Fatigue 2013, 55, 136–146. [Google Scholar] [CrossRef]
- Guillemer-Neel, C.; Bobet, V.; Clavel, M. Cyclic deformation behaviour and bauschinger effect in ductile cast iron. Mater. Sci. Eng. A 1999, 272, 431–442. [Google Scholar] [CrossRef]
- Nadot, Y.; Mendez, J.; Ranganathan, N. Influence of casting defects on the fatigue limit of nodular cast iron. Int. J. Fatigue 2004, 26, 311–319. [Google Scholar] [CrossRef]
- Szmytka, F.; Rémy, L.; Maitournam, H.; Köster, A.; Bourgeois, M. New flow rules in elasto-viscoplastic constitutive models for spheroïdal graphite cast-iron. Int. J. Plast. 2010, 26, 905–924. [Google Scholar] [CrossRef]
- Dong, M.J.; Prioul, C.; François, D. Damage effect on the fracture toughness of nodular cast iron: Part I. Damage characterization and plastic flow modeling. Metall. Mater. Trans. A 1997, 28, 2245–2254. [Google Scholar] [CrossRef]
- Dai, P.Q.; He, Z.R.; Zheng, C.M.; Mao, Z.Y. In situ SEM observation on the fracture of austempered ductile cast iron. Mater. Sci. Eng. A 2001, 319–321, 531–534. [Google Scholar] [CrossRef]
- Di Cocco, V.; Iacoviello, F.; Cavallini, M. Damaging micromechanisms characterization of a ferritic ductile cast iron. Eng. Fract. Mech. 2010, 77, 2016–2023. [Google Scholar] [CrossRef]
- Iacoviello, F.; di Bartolomeo, O.; di Cocco, V.; Piacente, V. Damaging micromechanisms in ferritic-pearlitic ductile cast irons. Mater. Sci. Eng. A 2008, 478, 181–186. [Google Scholar] [CrossRef]
- Liu, J.H.; Li, G.L.; Liu, G.S.; Hao, X.Y. Damaged evaluation of ferrite ductile iron with electric resistance. Mater. Lett. 2004, 58, 1051–1055. [Google Scholar] [CrossRef]
- Liu, J.H.; Li, G.L.; Hao, X.Y.; Zeng, D.B.; Sun, Z.H. Ultrasonic measurement of fatigue damage of nodular cast iron. Mater. Lett. 2001, 50, 194–198. [Google Scholar] [CrossRef]
- Yanagisawa, O.; Lui, T.S. Influence of the structure on the 673 K embrittlement of ferritic spheroidal graphite cast iron. Trans. Jap. Inst. Met. 1983, 24, 858–867. [Google Scholar] [CrossRef]
- Hug, E.; Keller, C.; Favergeon, J.; Dawi, K. Application of the monkman-grant law to the creep fracture of nodular cast irons with various matrix compositions and structures. Mater. Sci. Eng. A 2009, 518, 65–75. [Google Scholar] [CrossRef]
- Balos, S.; Sidjanin, L. Microdeformation of soft particles in metal matrix composites. J. Mater. Process. Technol. 2009, 209, 482–487. [Google Scholar] [CrossRef]
- Ghaderi, A.R.; Ahmadabadi, M.N.; Ghasemi, H.M. Effect of graphite morphologies on the tribological behavior of austempered cast iron. Wear 2003, 255, 410–416. [Google Scholar] [CrossRef]
- He, Z.R.; Lin, G.X.; Ji, S. Deformation and fracture of cast iron with an optimized microstructure. Mater. Charact. 1997, 38, 251–258. [Google Scholar]
- Hervas, I.; Bettaieb, M.B.; Thuault, A.; Hug, E. Graphite nodule morphology as an indicator of the local complex strain state in ductile cast iron. Mater. Des. 2013, 52, 524–532. [Google Scholar] [CrossRef]
- Shi, J.; Savas, M.A.; Smith, R.W. Plastic deformation of a model material containing soft spheroidal inclusions: Spheroidal graphite cast iron. J. Mater. Process. Technol. 2003, 133, 297–303. [Google Scholar] [CrossRef]
- Qi, K.; Yu, F.; Bai, F.; Yan, Z.; Wang, Z.; Li, T. Research on the hot deformation behavior and graphite morphology of spheroidal graphite cast iron at high strain rate. Mater. Des. 2009, 30, 4511–4515. [Google Scholar] [CrossRef]
- Hug, E.; Martinez, M.; Chottin, J. Temperature and stress state influence on void evolution in a high-strength dual-phase steel. Mater. Sci. Eng. A 2015, 626, 286–295. [Google Scholar] [CrossRef]
- Liu, J.H.; Hao, X.Y.; Li, G.L.; Liu, G.S. Microvoid evaluation of ferrite ductile iron under strain. Mater. Lett. 2002, 56, 748–755. [Google Scholar] [CrossRef]
- Eggeler, G. Microstructural parameters for creep damage quantification. Acta Metall. Mater. 1991, 39, 221–231. [Google Scholar] [CrossRef]
- Eggeler, G.; Earthman, J.C.; Nilsvang, N.; Ilschner, B. Microstructural study of creep rupture in a 12% chromium ferritic steel. Acta Metall. 1989, 37, 49–60. [Google Scholar] [CrossRef]
- Chao, C.G.; Lui, T.S.; Hon, M.H. The effect of triaxial stress field on intermediate temperature embrittlement of ferritic spheroidal graphite cast irons. Metall. Mater. Trans. A 1988, 19, 1213–1219. [Google Scholar] [CrossRef]
- Chen, S.F.; Lui, T.S.; Chen, L.H. The effect of phosphorous segregation on the intermediate temperature embrittlement of ferritic spheroidal cast irons. Metall. Mater. Trans. A 1994, 25, 557–561. [Google Scholar] [CrossRef]
- Yanagisawa, O.; Lui, T.S. Effect of carbon content and ferrite grain size on the tensile flow stress of ferritic spheroidal graphite cast iron. Metall. Mater. Trans. A 1985, 16, 667–673. [Google Scholar] [CrossRef]
- Hervas, I.; Bettaieb, M.B.; Hug, E. Damage mechanisms evolution of ductile cast irons under thermomechanical loadings. Int. J. Mater. Prod. Technol. 2013, 47, 23–32. [Google Scholar] [CrossRef]
- Lacaze, J.; Castro, M.; Lesoult, G. Solidification of spheroidal graphite cast irons—II. Numerical simulation. Acta Mater. 1998, 46, 997–1010. [Google Scholar] [CrossRef]
- Lesoult, G.; Castro, M.; Lacaze, J. Solidification of spheroidal graphite cast irons—I. Physical modelling. Acta Mater. 1998, 46, 983–995. [Google Scholar] [CrossRef]
- Berdin, C.; Dong, M.J.; Prioul, C. Local approach of damage and fracture toughness for nodular cast iron. Eng. Fract. Mech. 2001, 68, 1107–1117. [Google Scholar] [CrossRef]
- Dierickx, P. Etude de la microstructure et des mécanismes d’endommagement de fontes gs ductiles. Influence des traitements thermiques de ferritisation. Ph.D. Thesis, INSA de Lyon, Lyon, France, October, 1996. [Google Scholar]
- Eshelby, J.D. The determination of the elastic field of an ellipsoidal inclusion and related problems. Proc. A 1957, 241, 376–396. [Google Scholar] [CrossRef]
- Rice, J.R.; Tracey, D.M. On the ductile enlargement of voids in triaxial stress fields. J. Mech. Phys. Solids 1969, 17, 201–217. [Google Scholar] [CrossRef]
- Chae, D.; Koss, D.A. Damage accumulation and failure of HSLA-100 steel. Mater. Sci. Eng. A 2004, 366, 299–309. [Google Scholar] [CrossRef]
- Jablokov, V.; Goto, D.; Koss, D. Damage accumulation and failure of HY-100 steel. Metall. Mater. Trans. A 2001, 32, 2985–2994. [Google Scholar] [CrossRef]
- Gurson, A.L. Continuum theory of ductile rupture by void nucleation and growth. Part I—Yield criteria and flow rules for porous ductile media. J. Eng. Mater. Technol. 1977, 99, 2–15. [Google Scholar] [CrossRef]
- Guillemer-Neel, C.; Feaugas, X.; Clavel, M. Mechanical behavior and damage kinetics in nodular cast iron: Part II. Hardening and damage. Metall. Mater. Trans. A 2000, 31, 3075–3085. [Google Scholar] [CrossRef]
- Zhang, K.S.; Bai, J.B.; Francois, D. Ductile fracture of materials with high void volume fraction. Int. J. Solids Struct. 1999, 36, 3407–3425. [Google Scholar] [CrossRef]
- Tvergaard, V.; Needleman, A. Analysis of the cup-cone fracture in a round tensil bar. Acta Metall. 1984, 32, 157–169. [Google Scholar] [CrossRef]
- Tvergaard, V. Material failure by void coalescence in localized shear bands. Int. J. Solids Struct. 1982, 18, 659–672. [Google Scholar] [CrossRef]
- Benseddiq, N.; Imad, A. A ductile fracture analysis using a local damage model. Int. J. Press. Vessel. Pip. 2008, 85, 219–227. [Google Scholar] [CrossRef]
- Brnic, J.; Turkalj, G.; Krscanski, S.; Lanc, D.; Canadija, M.; Brcic, M. Information relevant for the design of structure: Ferritic—Heat resistant high chromium steel X10CrAlSi25. Mater. Des. 2014, 63, 508–518. [Google Scholar] [CrossRef]
- Chiu, Y.-T.; Lin, C.-K.; Wu, J.-C. High-temperature tensile and creep properties of a ferritic stainless steel for interconnect in solid oxide fuel cell. J. Power Sources 2011, 196, 2005–2012. [Google Scholar] [CrossRef]
- Steckmeyer, A.; Rodrigo, V.H.; Gentzbittel, J.M.; Rabeau, V.; Fournier, B. Tensile anisotropy and creep properties of a Fe–14CrWTi ODS ferritic steel. J. Nucl. Mater. 2012, 426, 182–188. [Google Scholar] [CrossRef]
- Gillin, L.M. Deformation characteristics of nuclear grade graphites. J. Nucl. Mater. 1967, 23, 280–288. [Google Scholar] [CrossRef]
- Malmstrom, C.; Keen, R.; Green, L. Some mechanical properties of graphite at elevated temperatures. J. Appl. Phys. 1951, 22, 593–600. [Google Scholar] [CrossRef]
- Yoda, S.; Eto, M. The tensile deformation behavior of nuclear-grade isotropic graphite posterior to hydrostatic loading. J. Nucl. Mater. 1983, 118, 214–219. [Google Scholar] [CrossRef]
- Hug, E.; Hubert, O.; Clavel, M. Some aspects of the magnetomechanical coupling in the strengthening of nonoriented and grain-oriented 3% SiFe alloys. IEEE Trans. Magn. 1997, 33, 763–771. [Google Scholar] [CrossRef]
- Hug, E.; Hubert, O.; Houtte, J.J.V. Effect of internal stresses on the magnetic properties of non-oriented Fe-3 wt. % Si and (Fe,Co)-2 wt. % V alloys. Mater. Sci. Eng. A 2002, 332, 193–202. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hervas, I.; Thuault, A.; Hug, E. Damage Analysis of a Ferritic SiMo Ductile Cast Iron Submitted to Tension and Compression Loadings in Temperature. Metals 2015, 5, 2351-2369. https://doi.org/10.3390/met5042351
Hervas I, Thuault A, Hug E. Damage Analysis of a Ferritic SiMo Ductile Cast Iron Submitted to Tension and Compression Loadings in Temperature. Metals. 2015; 5(4):2351-2369. https://doi.org/10.3390/met5042351
Chicago/Turabian StyleHervas, Isabel, Anthony Thuault, and Eric Hug. 2015. "Damage Analysis of a Ferritic SiMo Ductile Cast Iron Submitted to Tension and Compression Loadings in Temperature" Metals 5, no. 4: 2351-2369. https://doi.org/10.3390/met5042351