
Microstructural Evolution and Mechanical Properties of Al-Si-Mg-Cu Cast Alloys with Different Cu Contents
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparation
2.2. Material Characterization
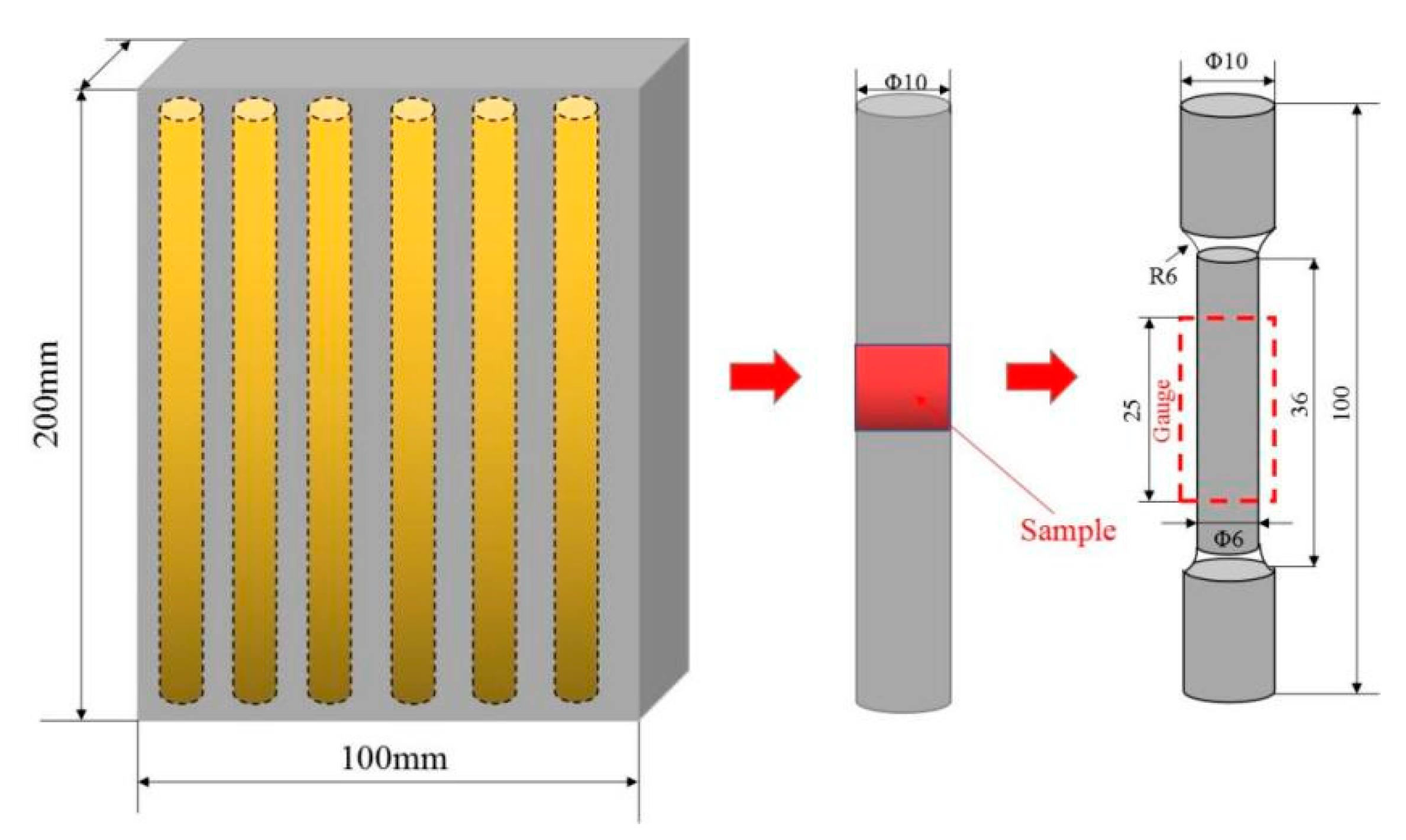
2.3. Mechanical Testing
3. Results and Discussions
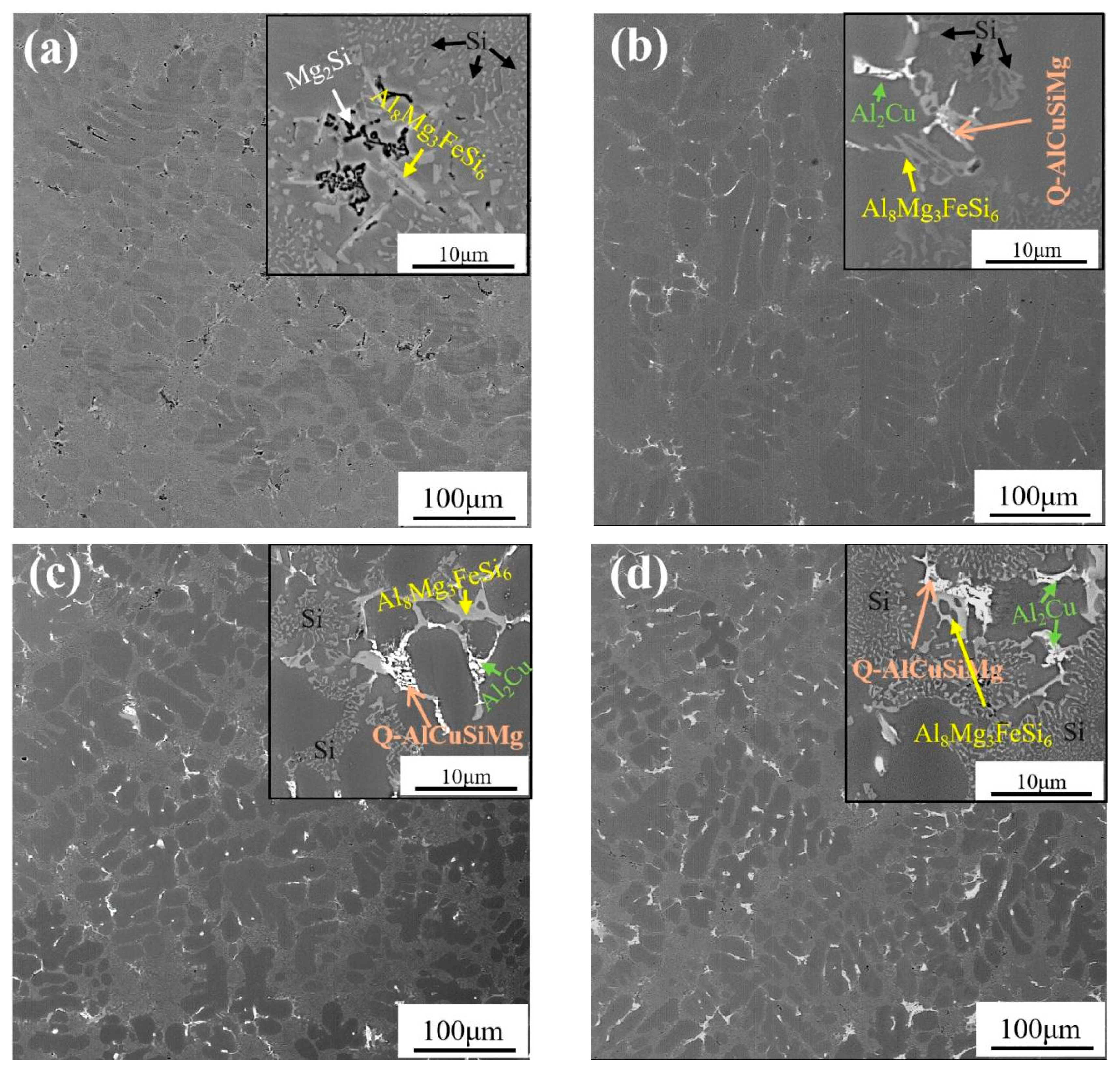
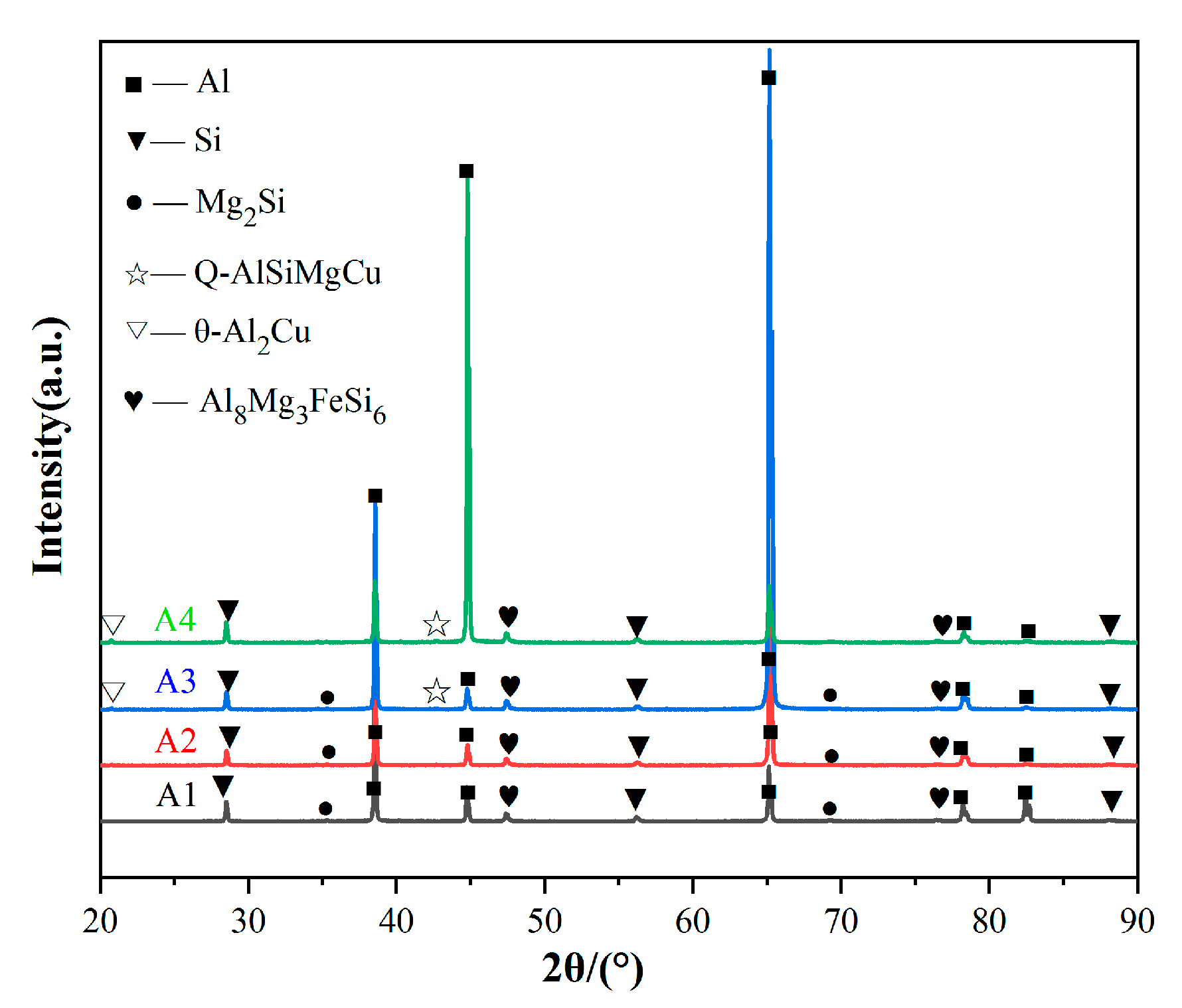
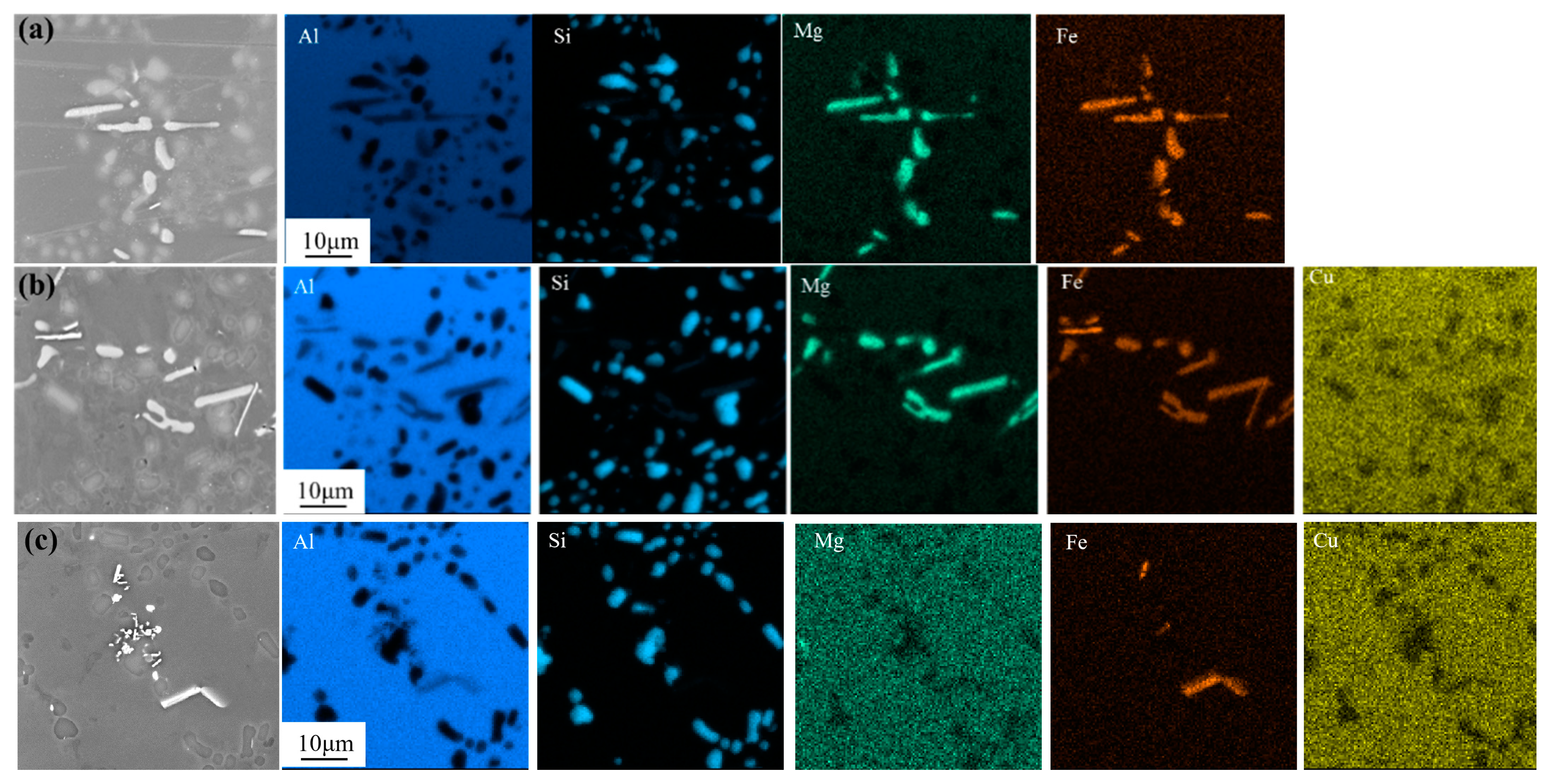
3.1. As-Cast Microstructures
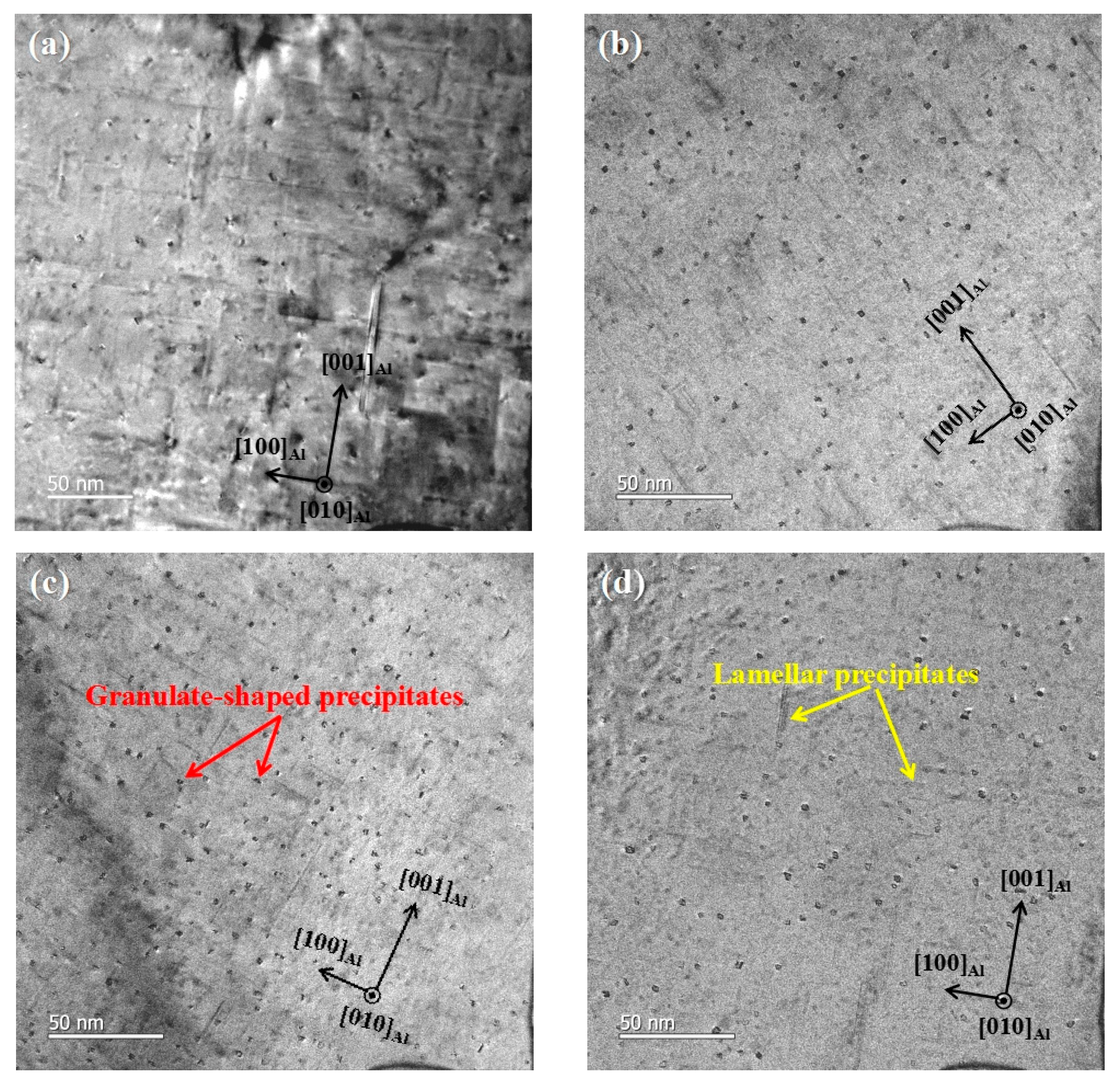
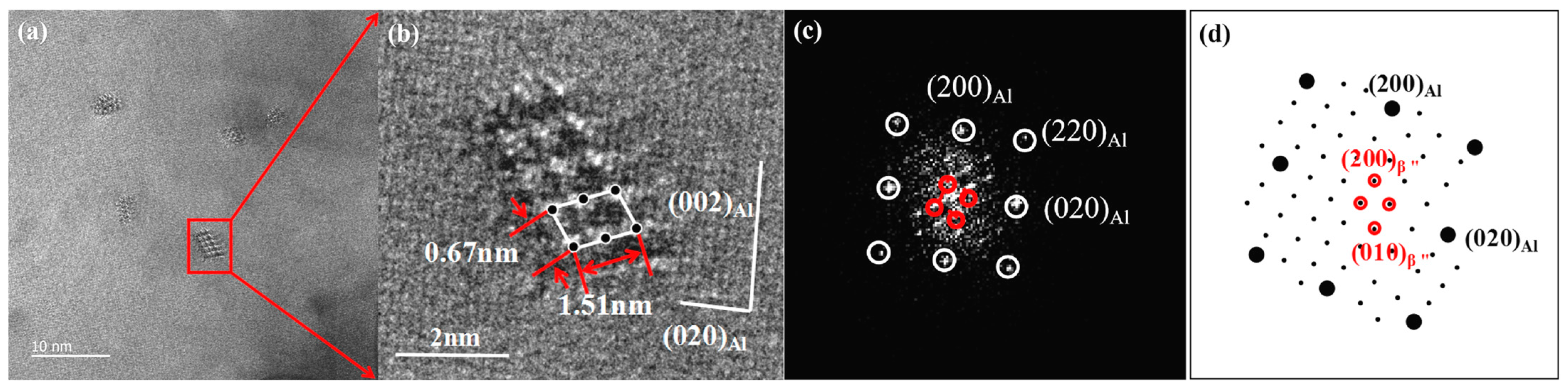
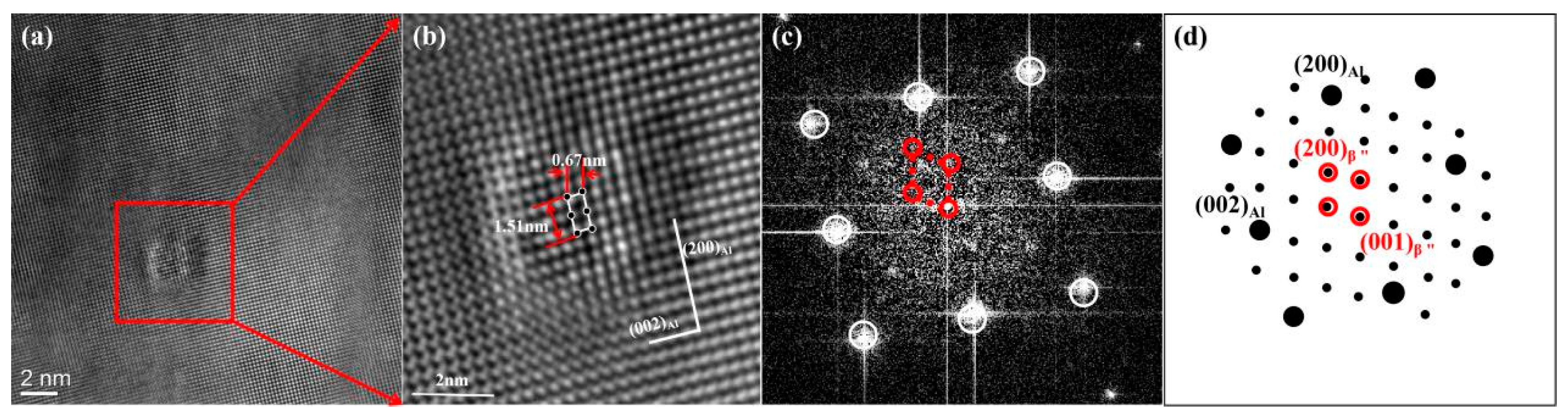
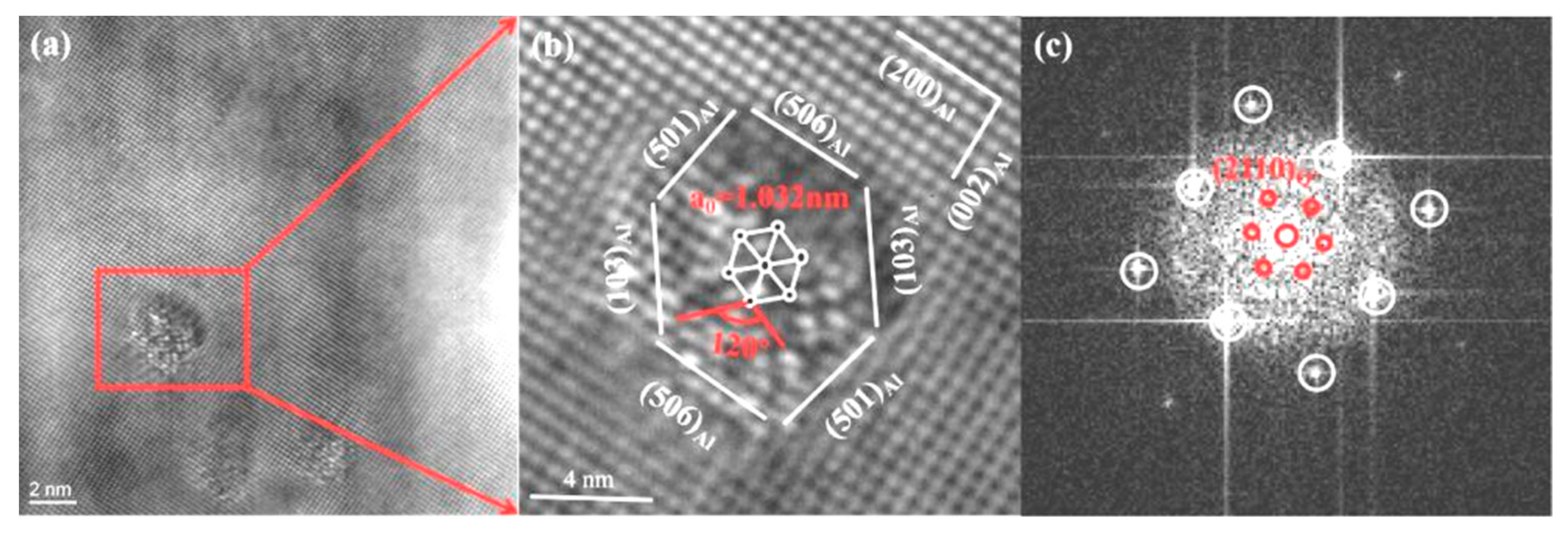
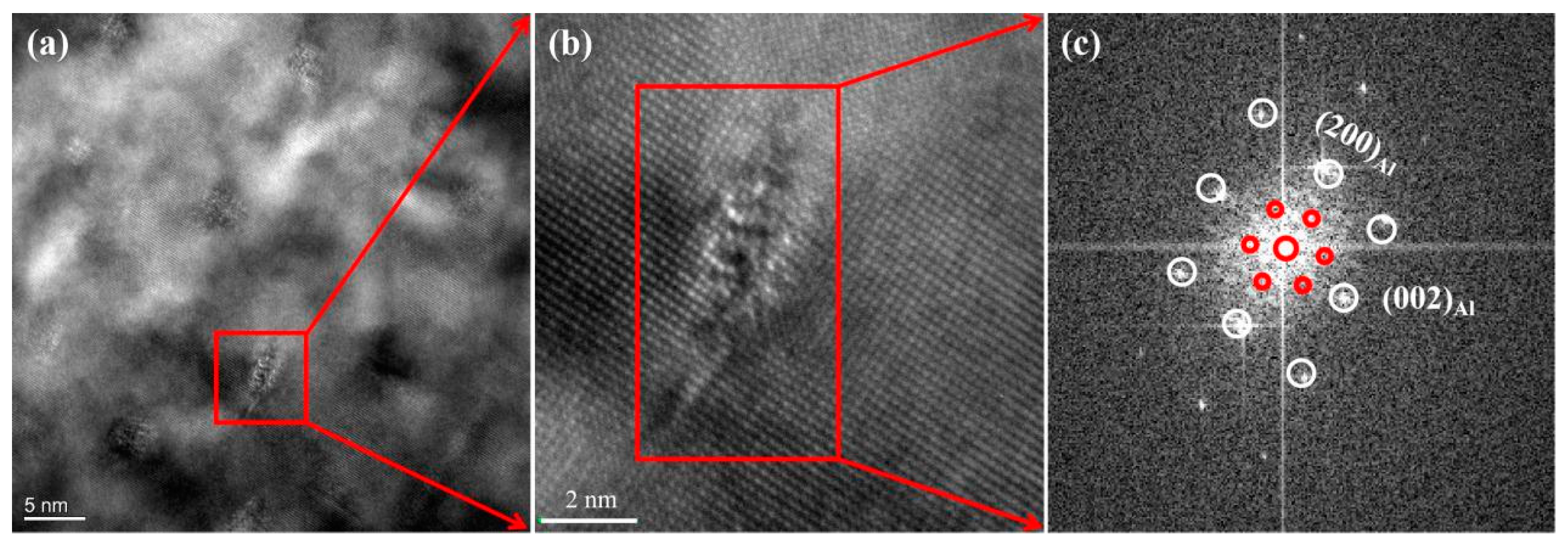
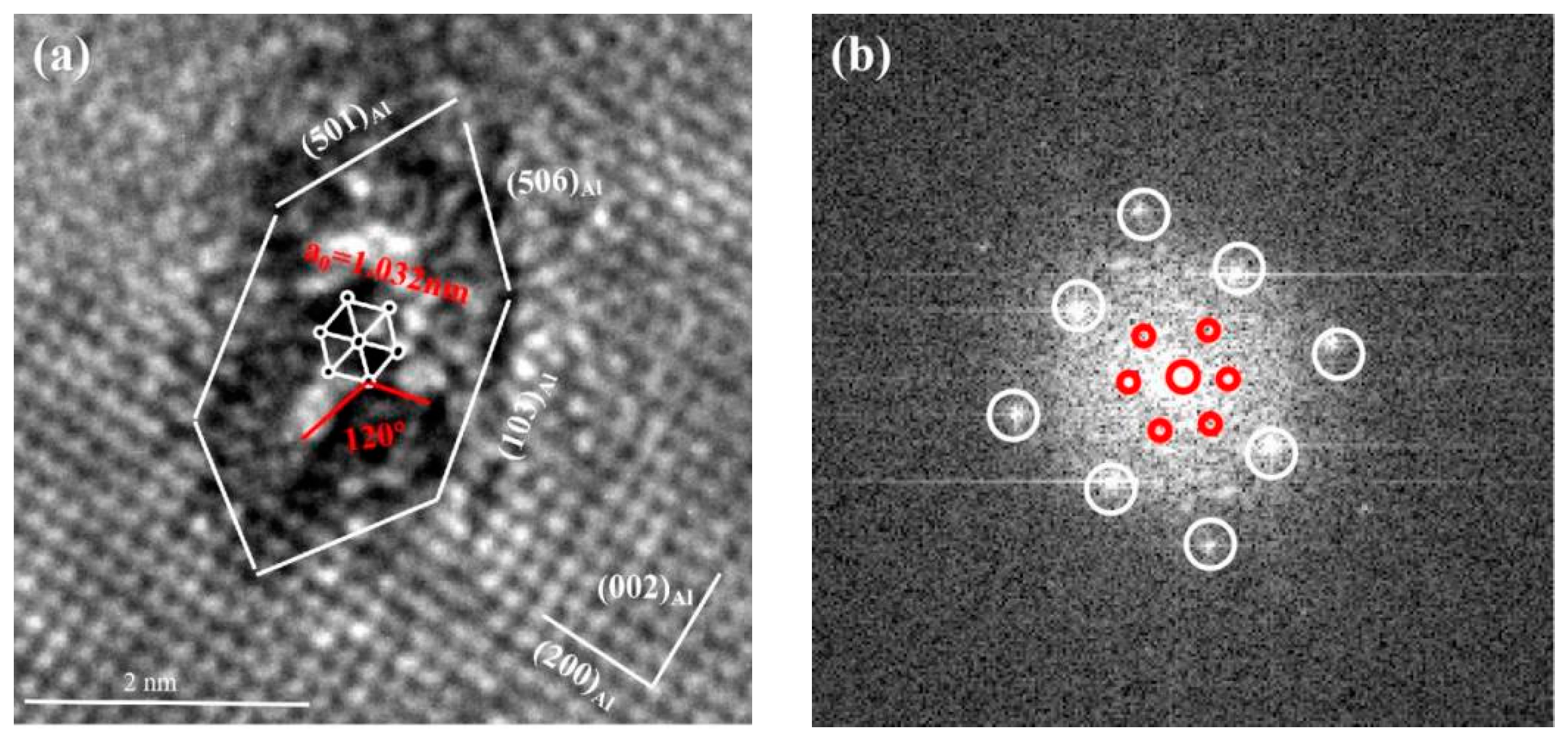
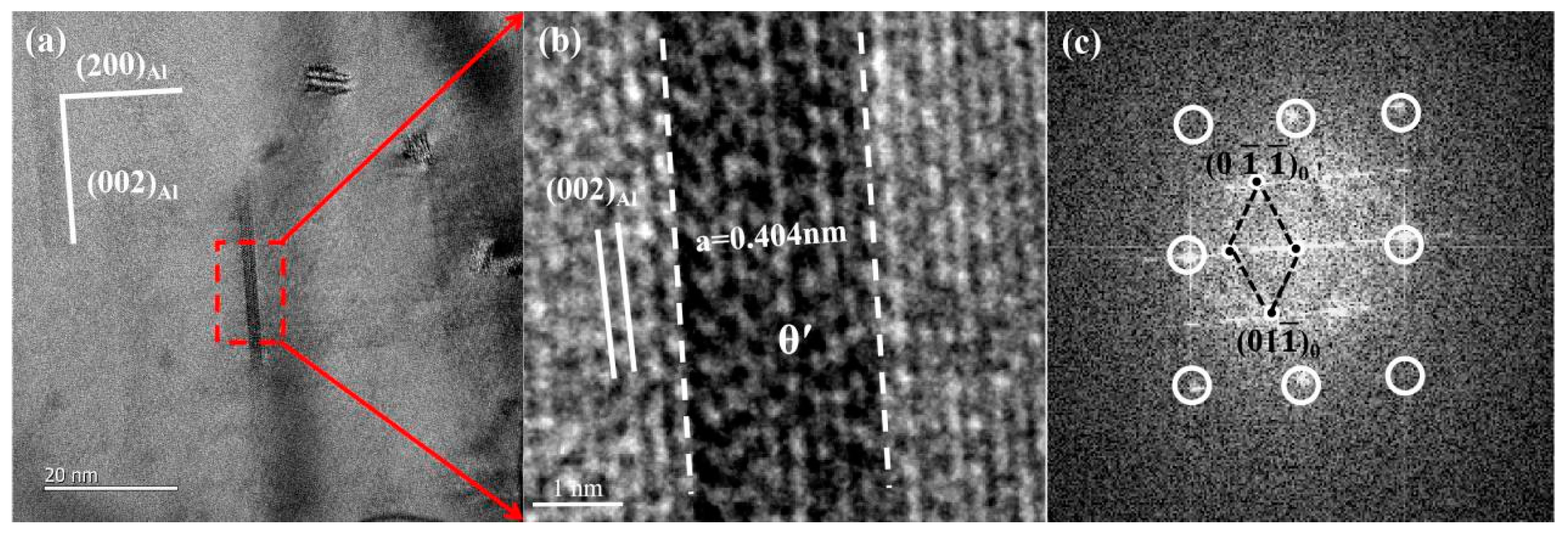
3.2. Microstructures after T6 Treatment
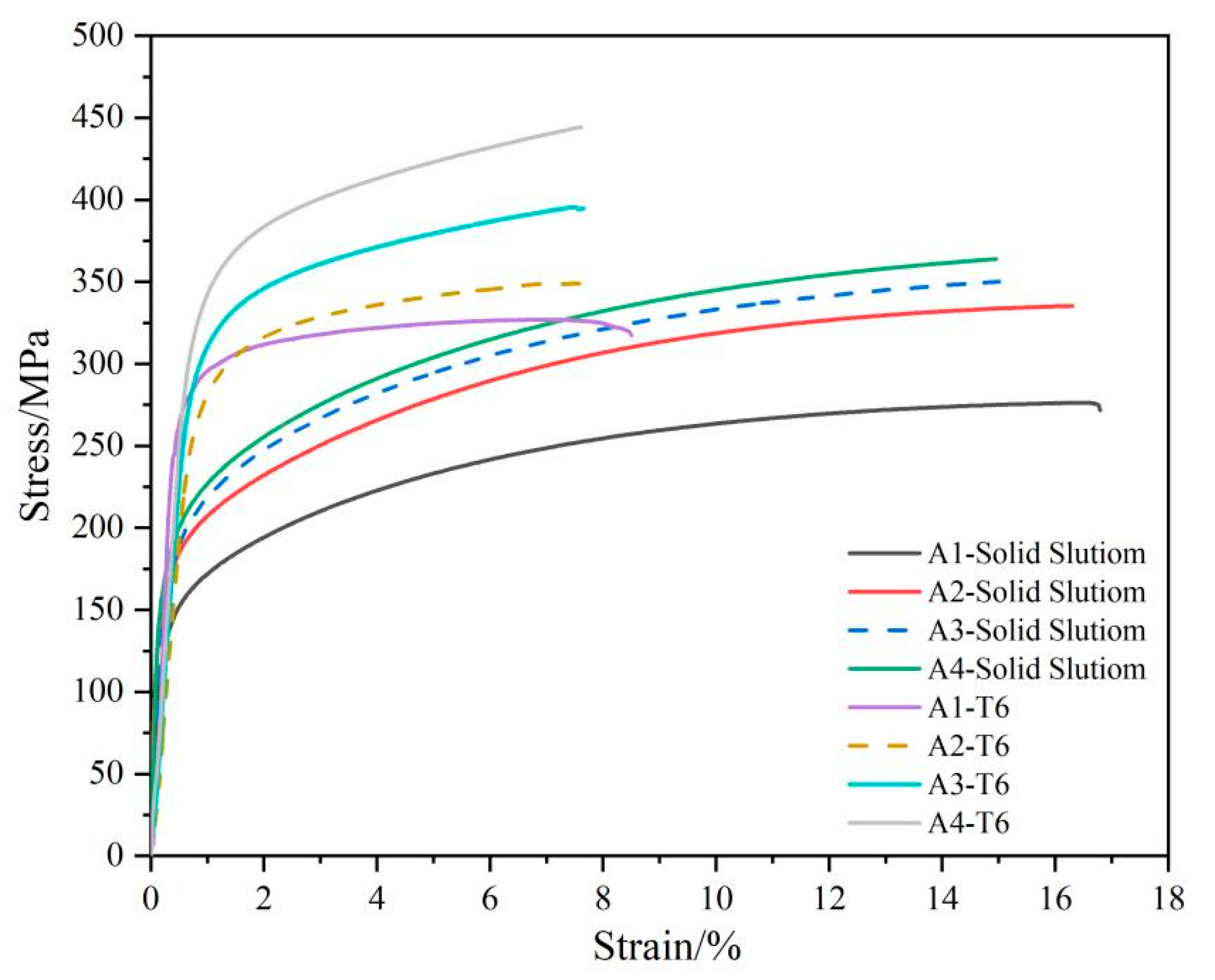
3.3. Tensile Properties
4. Conclusions
- (1)
- With the Cu level increasing and Cu/Mg ratio changing, the mechanical properties including yield and ultimate tensile strengths improve after solution and aging treatments in A1–A4 alloys, the increase of Cu content results in higher solution and aging strengthen effects and affects the aging precipitates. The aging-treated Al-9Si-0.5Mg-2Cu alloy shows a better strength and ductility: yield strength 351 MPa, ultimate tensile strength 442 Mpa, and elongation 8.4%.
- (2)
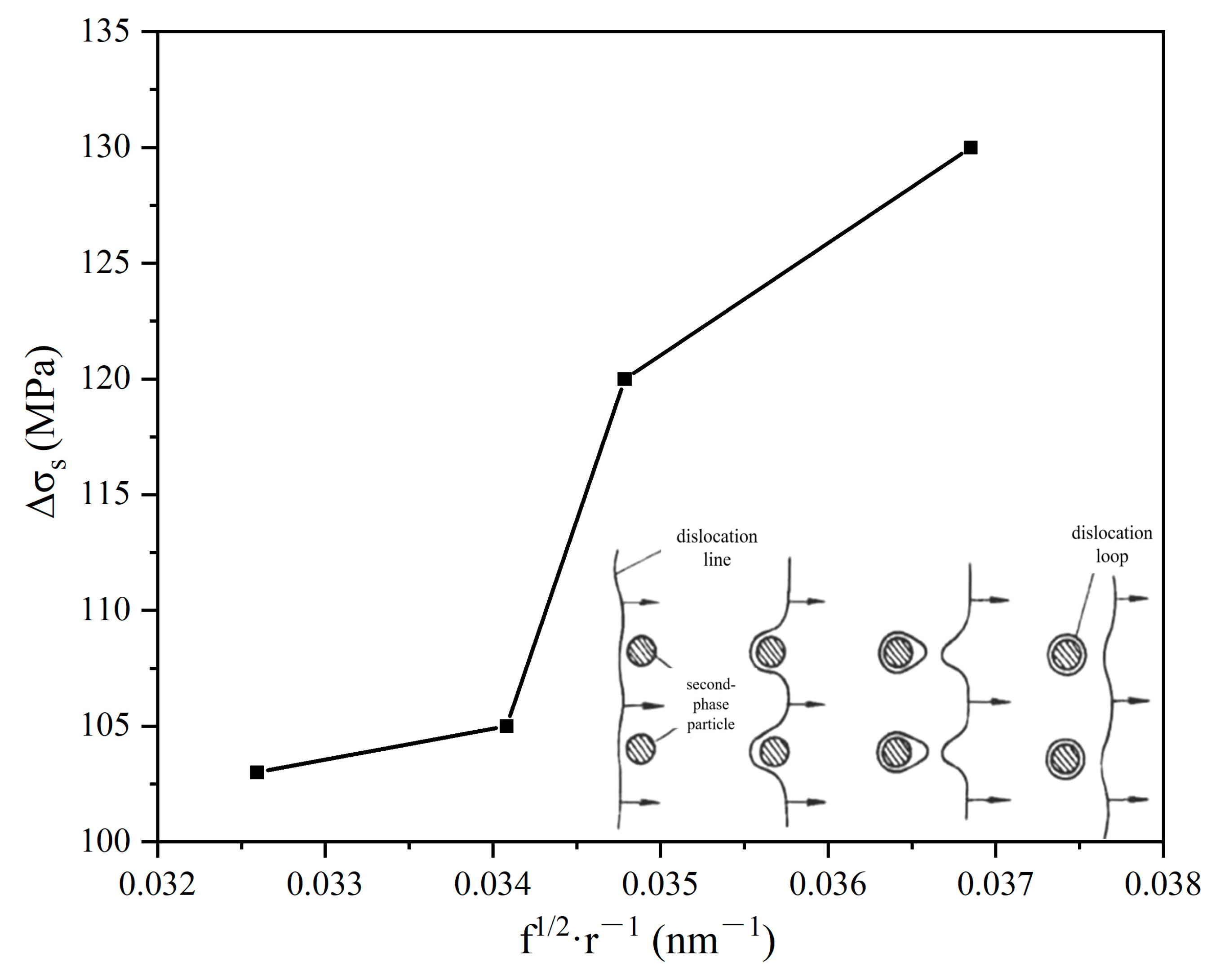
- With the Cu level increasing, the types of main precipitates in the aging-treated samples changes from the needle-like β″ phase in base alloy to the β″ and granular Q′ phase in the 0.9%Cu alloy. When Cu content further increases to 1.5% and 2.1%, the types of main precipitates show the Q′ phase in the 1.5%Cu alloy, and the Q′ and θ′ phases in the 2.1%Cu alloy. After aging, the increase in Cu level leads to the increase in the volume fraction, number density, and average cross-sectional area of the precipitates.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, T.; Pei, Z.-R. Characterization of nanostructures in a high pressure die cast Al-Si-Cu alloy. Acta Mater. 2022, 224, 117500. [Google Scholar] [CrossRef]
- Ma, S.; Wang, Y.; Wang, X. The in-situ formation of Al3Ti reinforcing particulates in an Al-7wt%Si alloy and their effects on mechanical properties. J. Alloys Compd. 2019, 792, 365–374. [Google Scholar] [CrossRef]
- Dong, X.; Zhu, X.; Ji, S. Effect of super vacuum assisted high pressure die casting on the repeatability of mechanical properties of Al-Si-Mg-Mn die-cast alloys. J. Mater. Process. Technol. 2019, 266, 105–113. [Google Scholar] [CrossRef]
- Dong, X.; Amirkhanlou, S.; Ji, S. Formation of strength platform in cast Al-Si-Mg-Cu alloys. Sci. Rep. 2019, 9, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Zhang, G.-W.; Wang, Z.-J. Age hardening of Al-7Si-0.5Mg alloy: Role of Si size and distribution. J. Alloys Compd. 2023, 933, 167797. [Google Scholar] [CrossRef]
- Mohamed, A.M.A.; Samuel, E.; Samuel, A.M. Effect of Intermetallics and Tramp Elements on Porosity Formation and Hardness of Al-Si-Mg and Al-Si-Cu-Mg Alloys. Int. J. Met. Cast. 2022, 1–18. [Google Scholar] [CrossRef]
- Chen, B.; Dong, L. The Effect of Cu Addition on the Precipitation Sequence in the Al-Si-Mg-Cr Alloy. Materials 2022, 22, 8221. [Google Scholar] [CrossRef]
- Li, H.; Guo, S.L.; Du, P.; Liu, S. Effect of Cu Content on Microstructure and Properties of Al-Mg-Si Alloy. Phys. Eng. Met. Mater. 2019, 217, 143–151. [Google Scholar]
- Zhu, X.Z.; Ji, S. Improvement in as-cast strength of high pressure die-cast Al-Si-Cu-Mg alloys by synergistic effect of Q-Al5Cu2Mg8Si6 and θ-Al2Cu phases. Mater. Sci. Eng. A 2021, 802, 140612. [Google Scholar] [CrossRef]
- Zuo, L.; Ye, B. Effect of Q-Al5Cu2Mg8Si6 phase on mechanical properties of Al-Si-Cu-Mg alloy at elevated temperature. Mater. Sci. Eng. A 2017, 693, 26–32. [Google Scholar] [CrossRef]
- Jonas, K.S.; Calin, D.M.; Randi, H. The effect of low Cu additions on precipitate crystal structures in overaged Al-Mg-Si(-Cu) alloys. Mater. Charact. 2020, 160, 110087. [Google Scholar]
- Shang, X.J.; Liu, Q.; Xu, P. Effects of copper and rare Earth elements on properties of aluminum electrical round bars. Trans. Nonferrous Met. Soc. China 2018, 8, 16–19. [Google Scholar]
- Wang, Y.-F.; Lu, Y.-L. Characterization and strengthening effects of different precipitates in Al-7Si-Mg alloy. J. Alloys Compd. 2021, 885, 161028. [Google Scholar] [CrossRef]
- Zhou, P.; Wang, D.; Liu, S.; Wang, R.; Zhang, H.; Li, X.; Nagaumi, H. New Strategy to Improve the Mechanical Properties in Cast Al–Mg–Fe Alloys by the Formation of Al–AlFe Eutectic. Adv. Eng. Mater. 2021, 23, 2001460. [Google Scholar] [CrossRef]
- Yan, P.; Mao, W. Microstructural evolution, segregation and fracture behavior of A390 alloy prepared by combined Rheo-HPDC processing and Sr-modifier. J. Alloys Compd. 2020, 835, 155297. [Google Scholar] [CrossRef]
- Pramod, S.; Ravikirana, A.; Prasadarao, B.; Murty, S. Effect of Sc addition and T6 aging treatment on the microstructure modification and mechanical properties of A356 alloy. Mater. Sci. Eng. A 2016, 674, 438–450. [Google Scholar] [CrossRef]
- Shabani, M.; Mazahery, A. Prediction of mechanical properties of cast A356 alloy as a function of microstructure and cooling rate. Arch. Metall. Mater. 2011, 56, 671–675. [Google Scholar] [CrossRef]
- Shishido, H.; Aruga, Y.; Murata, Y.; Marioara, C.; Engler, O. Evaluation of precipitates and clusters during artificial aging of two model Al–Mg–Si alloys with different Mg/Si ratios. J. Alloys Compd. 2022, 927, 166978. [Google Scholar] [CrossRef]
- Farkoosh, A.; Pekguleryuz, M. Enhanced mechanical properties of an Al–Si–Cu–Mg alloy at 300 C: Effects of Mg and the Q-precipitate phase. Mater. Sci. Eng. A 2015, 621, 277–286. [Google Scholar] [CrossRef]
- Li, Y.; Brusethaug, S.; Olsen, A. Influence of Cu on the mechanical properties and precipitation behavior of AlSi7Mg0.5 alloy during aging treatment. Scr. Mater. 2006, 54, 99–103. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, F. Microstructural evolution and strengthening mechanism of an Al-Si-Mg alloy processed by high-pressure torsion with different heat treatments. Mater. Sci. Eng. A 2020, 794, 139932. [Google Scholar] [CrossRef]
- Lei, W. Mechanical Properties of Materials, 3rd ed.; China Machine Press: Beijing, China, 2014; p. 76. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Mg | Cu | Fe | Sr | Other | Al |
|---|---|---|---|---|---|---|---|
| A1 | 8.53 | 0.43 | 0.01 | 0.116 | 0.0195 | <0.01 | Bal. |
| A2 | 8.52 | 0.42 | 0.89 | 0.116 | 0.0196 | <0.01 | Bal. |
| A3 | 8.51 | 0.44 | 1.43 | 0.117 | 0.0219 | <0.01 | Bal. |
| A4 | 8.54 | 0.43 | 2.08 | 0.117 | 0.0211 | <0.01 | Bal. |
| Alloy | n (Number Density/ × 1022 m−3) | l (Average Length/nm) | Acs (Average Area of the Cross-Section/nm2) |
|---|---|---|---|
| A1 | 6.56 | 22.41 | 16.6501 |
| A2 | 6.98 | 22.85 | 17.8293 |
| A3 | 8.01 | 24.52 | 19.6582 |
| A4 | 8.21 | 27.59 | 22.3276 |
| Alloy | Quenching State | Aging Treatment | ||||
|---|---|---|---|---|---|---|
| UTS (MPa) | YS (MPa) | A25 (%) | UTS (MPa) | YS (MPa) | A25 (%) | |
| A1 | 275 ± 5.2 | 161 ± 4.2 | 18.5 ± 1.2 | 322 ± 4.2 | 264 ± 4.6 | 10 ± 1.1 |
| A2 | 335 ± 5.3 | 194 ± 4.4 | 17.1 ± 1.3 | 343 ± 5.7 | 299 ± 3.5 | 8.7 ± 0.8 |
| A3 | 347 ± 4.5 | 201 ± 3.3 | 16.4 ± 0.9 | 394 ± 6.1 | 321 ± 4.1 | 8.6 ± 0.7 |
| A4 | 363 ± 4.2 | 221 ± 4.5 | 16.1 ± 1.6 | 442 ± 5.3 | 351 ± 4.9 | 8.4 ± 0.6 |
| Alloy | Yield Strength after Quenching (MPa) | Yield Strength after Aging (MPa) | Improvement in Yield Strength (MPa) (by Experiment) | Precipitates Contribution to Yield Strength (MPa) (by Orowan Mechanism) |
|---|---|---|---|---|
| A1 | 161 ± 4.2 | 264 ± 4.6 | 103 | 119.5 |
| A2 | 194 ± 4.4 | 299 ± 3.5 | 105 | 125.0 |
| A3 | 201 ± 3.3 | 321 ± 4.1 | 120 | 128.1 |
| A4 | 221 ± 4.5 | 351 ± 4.9 | 130 | 135.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, P.; Wang, D.; Nagaumi, H.; Wang, R.; Zhang, X.; Li, X.; Zhang, H.; Zhang, B. Microstructural Evolution and Mechanical Properties of Al-Si-Mg-Cu Cast Alloys with Different Cu Contents. Metals 2023, 13, 98. https://doi.org/10.3390/met13010098
Zhou P, Wang D, Nagaumi H, Wang R, Zhang X, Li X, Zhang H, Zhang B. Microstructural Evolution and Mechanical Properties of Al-Si-Mg-Cu Cast Alloys with Different Cu Contents. Metals. 2023; 13(1):98. https://doi.org/10.3390/met13010098
Chicago/Turabian StyleZhou, Pengfei, Dongtao Wang, Hiromi Nagaumi, Rui Wang, Xiaozu Zhang, Xinzhong Li, Haitao Zhang, and Bo Zhang. 2023. "Microstructural Evolution and Mechanical Properties of Al-Si-Mg-Cu Cast Alloys with Different Cu Contents" Metals 13, no. 1: 98. https://doi.org/10.3390/met13010098