
Lithium-Ion Battery Recycling: Metal Recovery from Electrolyte and Cathode Materials by Electrodialysis



1
GeoRessources, Université de Lorraine, CNRS, 54000 Nancy, France
2
Laboratoire Réactions et Génie des Procédés, Université de Lorraine, CNRS, 54000 Nancy, France
3
Eurodia Industrie, Impasse Saint Martin, ZAC Saint Martin, 84120 Pertuis, France
*
Authors to whom correspondence should be addressed.
Metals 2022, 12(11), 1859; https://doi.org/10.3390/met12111859
Submission received: 11 October 2022
/
Revised: 21 October 2022
/
Accepted: 25 October 2022
/
Published: 31 October 2022
(This article belongs to the Special Issue Raw Material Supply for Lithium-Ion Batteries in the Circular Economy)
Abstract
:The potential of electrodialysis to recycle spent lithium-ion batteries was assessed by investigating the recovery of lithium(I) from a synthetic solution representative of the aqueous effluent generated by shredding spent lithium-ion batteries underwater. Likewise, electrodialysis was tested for the selective recovery of lithium(I) towards cobalt(II), nickel(II) and manganese(II) from a synthetic solution representative of the leaching liquor of cathode materials. NMR spectroscopy showed that the implementation of electrodialysis to extract lithium from the aqueous effluent produced during battery shredding underwater should take into account the presence of HF generated by PF6− hydrolysis. In particular, it seems relevant to perform shredding under calcium chloride solution in order to precipitate fluoride and reduce HF generation. This work also showed that electrodialysis is an interesting technology for selectively recovering lithium from the leach solution of spent cathode materials, providing that divalent cations were previously removed to avoid metal precipitation inside the electrodialysis membranes. After removing cobalt(II) and nickel(II) at pH 2.8 and manganese(II) partially at pH 5.5 by using the ion exchange resin Dowex M4195, it is possible to extract and selectively concentrate lithium by electrodialysis without coextracting manganese(II) by using a lithium-selective membrane (faradic efficiency of 57.6%, permselectivity for lithium towards manganese of 6.9). Finally, a hybrid flowsheet implementing mineral processing and hydrometallurgy, including electrodialysis, ion exchange and crystallization stages, was proposed based on these results to reduce effluent generation and produce metal salts from spent lithium-ion battery.
1. Introduction
Lithium, cobalt, nickel and manganese are widely used in various industrial applications, including lithium-ion batteries (LiBs). Lithium is mainly extracted from primary resources such as ores (spodumene, lepidolite, petalite and amblygonite) and brines [1], while cobalt, nickel and manganese are mainly extracted from laterite ores and sulphide ores, and some studies are being carried out to exploit deep-ocean polymetallic nodules. LiBs are currently at the heart of electric mobility since they are one of the key elements of electric vehicles, even if other technologies such as fuel cells will probably find a place in this growing market [2]. LiBs are based on the use of many types of positive electrodes (LiCoO2, LiFePO4, LiMn2O4 and LiNi1/3Mn1/3Co1/3O2 noted NMC) while the negative electrode is generally made of graphite. The electrolyte used in LiBs is usually composed of a binary or ternary mixture of alkyl carbonates (ethylene carbonate, dimethyl carbonate and propylene carbonate) in the presence of lithium hexafluorophosphate (LiPF6).
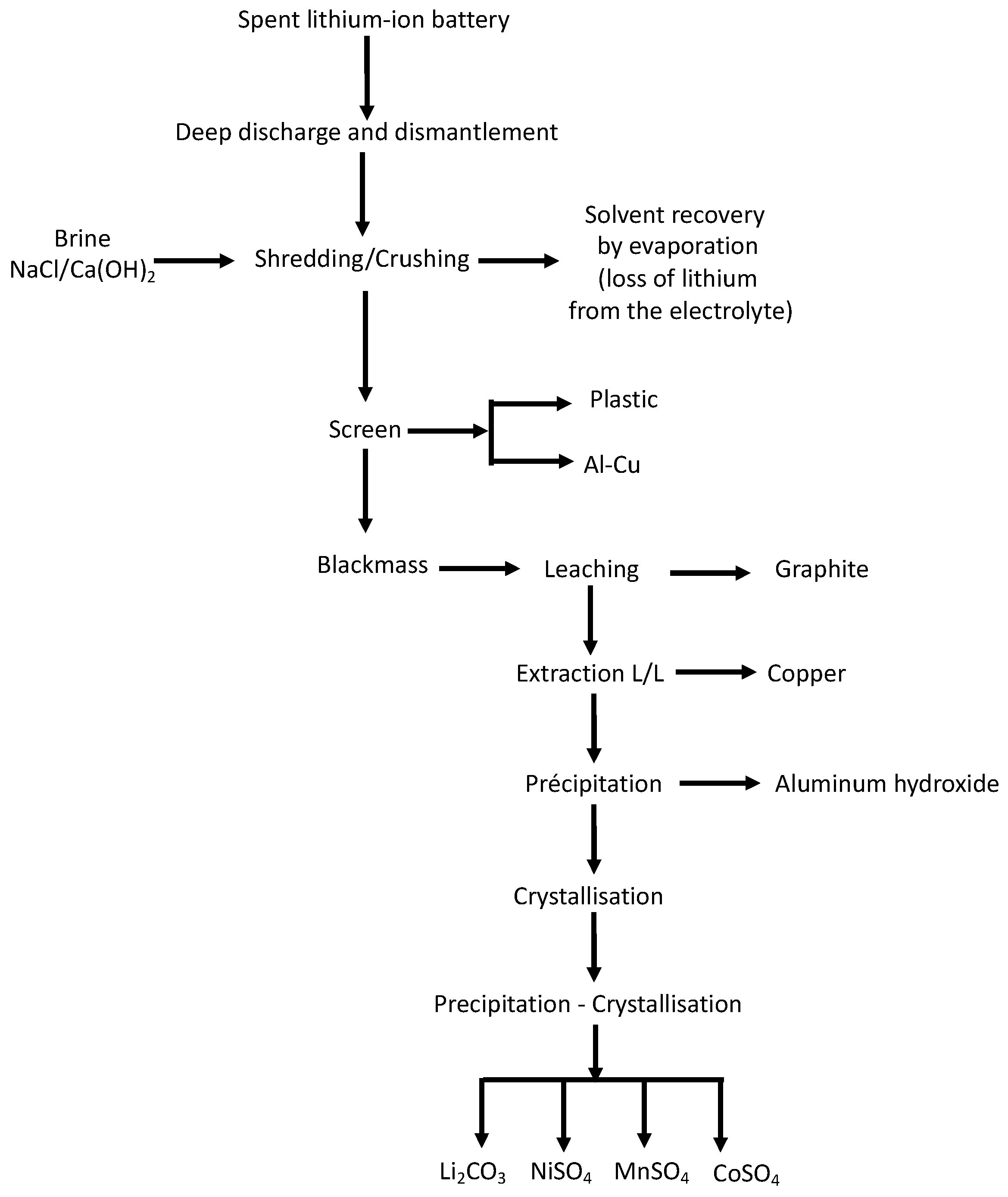
The demand for lithium, cobalt, nickel and manganese will increase in the coming decades due to the growing market for electric vehicles [3]. To meet the growing global demand for lithium, cobalt, nickel and manganese, the recycling of spent LiBs could contribute to the supply of these metals. Presently, the recycling of LiBs is carried out by the pyrometallurgical route, but more and more processes implement or will implement the hydrometallurgical route or a combination of pyrometallurgical and hydrometallurgical operations. The following steps are usually implemented in hydrometallurgical processes: full discharge of the battery before its dismantling for safety reasons, and separation of the current collector and the active materials in order to produce the black mass, which can be treated by heat treatment or physical separation to remove the graphite before performing leaching [4]. Metals contained in the leaching solution are then extracted selectively by liquid–liquid extraction, solid–liquid extraction and/or precipitation stages [4]. Figure 1 shows a typical flowsheet to recover metals from spent lithium-ion batteries [5]. After a deep discharge of the spent batteries for safety reasons, the batteries are dismantled and then crushed and shredded under water. During grinding, an aqueous effluent is collected and treated in order to evaporate and recover the organic solvents which are solubilized in water. Fluorides arising from the hydrolysis of lithium hexafluoride (LiPF6) are precipitated in the form of calcium difluoride (CaF2) and the resulting waste is stored. A sieving step is then performed to separate plastic, iron, copper and aluminium and the electrode materials. The resulting black mass in which the NMC cathodic material is concentrated is then leached by using sulfuric acid and hydrogen peroxide. The graphite is separated from the leaching solution by filtration. The remaining copper is removed by liquid–liquid extraction using Accorga M5640 (extractant) while the aluminium is precipitated as aluminium hydroxide. A final stage of selective crystallization is performed to produce cobalt sulfate, nickel sulfate and manganese sulfate, while the lithium is precipitated in the form of lithium carbonate.
Membrane and electro-membrane operations have been almost entirely absent from hydrometallurgical processes, but a few papers address the use of this technology at the laboratory scale in hydrometallurgy [6]. In particular, electrodialysis is an alternative (or complementary) technology that could be of interest in lithium-ion battery recycling processes. It is a clean, economical, efficient and mature technology that could be advantageously implemented to separate the metals contained in leaching solutions and concentrate them before the precipitation step.
Only a few articles have focused on the use of electrodialysis in LiBs recycling processes but these papers are often at very low TRL levels and mostly focus only on lithium recovery [7]. Furthermore, no paper addresses the recovery of lithium from electrolytes that contain a high concentration of lithium. To the best of our knowledge, only one patent has been published to recover lithium from an electrolyte [8]. In this patent, the electrolyte (ethylene carbonate, dimethylcarbonate and lithium hexafluorophosphate LiPF6) was diluted in water when the LiBs were shredded under water. The lithium salt dissolved in water was precipitated as Li3PO4. The remaining aqueous phase after filtration was treated with pyridine to precipitate PF6− anions as pyridinium hexafluorophosphate (C5H5NHPF6), which is a precursor of LiPF6 synthesis. The addition of NaCl in the LiPF6-depleted aqueous phase led to the recovery of dimethylcarbonate (DMC) and ethylene carbonate (EC) by taking advantage of the salting-out effect. The solvents could thus be separated by distillation.
Several authors have investigated the use of electrodialysis to recover metals from genuine or synthetic leach solutions in the presence of EDTA as chelating agent, i.e., ethylenediaminetetraacetic acid (EDTA) [7,8,9,10,11,12]. In 2000, Chaudhari et al. [9] showed that electrodialysis can be used to separate nickel and cobalt from aqueous solutions by exploiting the greater stability of the EDTA complex with nickel. The full recovery of nickel from cobalt was achieved but there was a compromise between cobalt purity and the extraction efficiency of cobalt. In 2013, Iizuka et al. [10] showed that cobalt–lithium separation by electrodialysis was possible in the presence of EDTA, taking advantage of the difference in speciation between cobalt and lithium in the solution as almost all the cobalt ions were chelated by EDTA to form anions whereas lithium ions were hardly chelated at pH > 4. Later, in 2020, Azimi et al. [11,12] investigated for the first time the use of electrodialysis to separate lithium, nickel, manganese and cobalt from a synthetic solution representative of leaching solutions of cathode materials using a three-stage electrodialysis with the addition of EDTA. Lithium–cobalt separation by electrodialysis was also investigated by Afifah et al. but in the absence of a chelating agent [13]. They studied the effects of flow rate, lithium and cobalt concentrations, and voltage on the separation efficiency. They were able to achieve a separation capacity of lithium of 99.5% by applying 1 Volt/cell and a flow rate of 15 L/h. Song et al. developed a flowsheet combining precipitation and electrodialysis to produce lithium carbonate from a synthetic solution, the composition of which is representative of leach solutions obtained by digesting cathodes from spent LBs [14]. After removing cobalt, nickel, manganese and other impurities by precipitation with hydroxide, lithium was precipitated by using phosphate. The precipitate was then dissolved in sulfuric acid to produce an anolyte containing 43 g/L lithium for electrodialysis. It was thus possible to efficiently separate lithium and phosphorus. The lithium in the catholyte was then precipitated as lithium carbonate by using sodium carbonate.
Recently, we investigated the potentialities of electrodialysis for the separation of lithium, nickel, cobalt and manganese from acidic sulfate solution without the use of any chelating agents by means of monovalent ion-selective membranes [15]. This work pointed out that the presence of divalent cations in the leach solution was responsible for metal hydroxide precipitation into the membrane porosity.
In this paper, the use of electrodialysis to extract lithium from electrolytes contained in LiBs and to selectively extract lithium, cobalt, nickel and manganese from a synthesized aqueous solution representative of a leaching solution of the spent cathode material is studied. In particular, the flowsheet has been developed in order to avoid metal hydroxide precipitation into the membrane porosity by combining resin ion exchange and electrodialysis.
2. Materials and Methods
2.1. Reagents
The aqueous solutions and the synthetic leach solution were prepared by dissolving appropriate amounts of reagents into deionized water (resistivity = 18 Mohms), i.e., Li2SO4 (Aldrich, St. Louis, MO, USA, purity ≥ 98.5%), CoSO4·7H2O (Aldrich, purity ≥ 99%), NiSO4·6H2O (Aldrich, purity ≥ 98%) and MnSO4·H2O (Aldrich, purity ≥ 99%). The electrolyte was prepared by adding appropriate amounts of dimethyl carbonate (DMC, Aldrich, purity > 98%), ethylene carbonate (EC, Aldrich, purity > 98%) and lithium hexafluorophosphate (LiPF6, Aldrich, purity > 99.95%). The electrolyte was diluted in deionized water to simulate the effluent generated by shredding lithium-ion batteries underwater.
The solutions of 0.1 mol L−1 and 0.0025 mol L−1 sulfuric acid were prepared by diluting appropriate amounts of pure H2SO4 (Aldrich, purity = 97%) in deionized water (resistivity = 18 Mohms).
The composition of the synthetic leach solution was representative of leach solutions of NMC111 cathodic materials, i.e. 2.40 g L−1 lithium(I), 8.5 g L−1 cobalt(II), 8.9 g L−1 nickel(II), 4.6 g L−1 manganese(II) and 53 g L−1 sulfate [15]. The pH of the aqueous solutions containing the metal salts was adjusted at 2.8 by adding 0.1 mol L−1 sulfuric acid. This pH allowed to obtain the best compromise between the faradic yield and the lithium extraction efficiency during electrodialysis experiments.
2.2. Electrodialysis
The electrodialysis (ED) setup was composed of a DC power source (Microlab, Parsippany, NJ, USA), a 2L-anode solution reservoir, a 2L-dilute reservoir fed by the leach solution, a 2L-concentrate reservoir, a 2L-cathode solution reservoir and four peristaltic pumps (Masterflex L/S model 77250-62, assembled by Parmer Instrument Company, Vernon Hills, IL, USA). The flow rate was fixed at 100 mL min−1 in all experiments. Neosepta® AMX (Astom Company, Tokyo, Japan) and Neosepta® (Eurodia Industrie, Pertuis, France) were used as anionic exchange membranes (AEM) and monovalent-selective cationic exchange membranes (CEM), respectively. The surface area of these membranes was equal to 40 cm2. Prior to the experiments, the cationic exchange membranes and the anionic exchange membranes were immersed for 24 h in an aqueous solution containing 0.1 mol L−1 Li2SO4 and deionized water, respectively.
The ED performances were studied by calculating the faradic efficiency (Rf), the permselectivity index for lithium(I) toward M (P(Li/M)), the selectivity coefficient for lithium(I) toward manganese(II) SC(Li-Mn) and the specific energy consumption of the electrodializer (SEC) defined as follows:
where Δn (mol) denotes the number of moles of cations transported through the membrane and F the Faraday constant (96,487 C mol−1); z is the ion valence, I (A) is the applied current and Δt (s) is the operation time of electrodialysis.
where [Li]c and [M]c are the lithium and metal concentrations in the recovery compartment at time t. [Li]0 and [M]0 are the initial lithium and metal concentrations in the central compartment, respectively.
where CMn, CLi, and are the concentrations of manganese and lithium ions in the diluate (or anodic) compartment at the steady state, and initially in the feed solution of the electrodialyser, respectively.
where E is the applied potential (V), I is the current (A), t is the operating time (s) and NR is the number of the targeted ions transferred from the feed compartment into the concentrate (or cathodic) compartment (in mol or g). SEC represents the energy requested for recovering one mole of the targeted ions (in kWh mol−1 or KWh g−1).
2.3. Metal Sorption on Ion Exchange Resin
Prior to its use, the chelating resin DOWEX M4195 (Lennrech, France) was washed several times with deionized water (18 Mohms) in batch in order to remove organic compounds used by the provider to avoid bacteria growth during storage. After washing, the resin was put into a 35 mL column. Then, the resin was washed again with deionized water (18 Mohms) in continuous mode for 1 h. Afterwards, the resin was contacted in the column with 1 mol L−1 sulfuric acid for 3 h.
The breakthrough curves were plotted at a flow rate of 1 mL/min and 10 mL-samples were withdrawn every 10 min for ICP-OES analyses. The steady state was reached after 7 bed volumes (BV) and the column was rinsed with deionized water.
The resin was regenerated by using 2 BV of sulfuric acid at 1 mol L−1. Samples of 10 mL were withdrawn during the regeneration every 10 min for mass balance calculations after ICP-OES analyses. The resin was then rinsed with deionized water.
2.4. Analyses
Lithium, cobalt, nickel and manganese concentrations were determined using induced coupled plasma optical emission spectrometry (ICP-OES, ICAP 6000 Series). Determination of metal concentrations in the aqueous phases was performed at the following wavelengths: 610.362 nm and 670.784 nm for lithium, 238.892 nm, 237.862 nm and 231.160 nm for cobalt, 221.647 nm, 216.556 nm and 230.300 nm for nickel, and 259.373 nm, 294.920 nm and 293.930 nm for manganese. Seven standards containing 5, 10, 20, 25, 50, 80 and 100 mg L−1 lithium, nickel, cobalt and manganese diluted in 0.1 mol L−1 H2SO4 or 0.0025 mol L−1 H2SO4 were prepared by using a multi-elemental standard solution containing 1 g L−1 lithium, 1 g L−1 nickel, 1 g L−1 cobalt and 1 g L−1 manganese dissolved in 5% nitric acid (SCP science).
Tomography images of the membranes before and after contact with the electrolyte were performed using the Nanotom Phoenix X-ray tomograph (GE).
1H and 31P NMR spectra of the aqueous solutions were recorded at 400.1 MHz, and the 19F NMR spectra of the aqueous phases were recorded at 376.5 MHz with a Bruker Spectrospin NMR spectrometer (Bruker Co., Billerica, MA, USA). The 1H and 31P NMR chemical shifts were measured using coaxial capillary tubes loaded with external reference (D2O for 1H NMR (δ = 4.9 ppm), H3PO4 for 31P NMR (δ = 4.9 ppm) and CDCl3/CFCl3 (δ = 0 ppm) for 19F NMR).
FT-IR measurements were recorded with Nicolet 6700 FT-IR Spectrometer (ThermoScientific, Waltham, MA, USA). The infrared spectra were recorded using the ATR technique (256 scans for each spectrum with a resolution of 4 cm−1).
3. Results and Discussion
3.1. Lithium Extraction from Electrolytes
Lithium extraction from the electrolyte could be implemented after shredding the lithium-ion batteries under water [2]. The aqueous effluent of the shredding operation contains diluted LiPF6 and its products of degradation.
Indeed, LiPF6 hydrolysis led to the formation of LiF and PF5 according to the following two-step reactions:
According to the literature [16,17], the chemical decomposition of LiPF6 into PF5 is negligible but this equilibrium can be shifted towards the right side of the reaction because of the interactions between the solvent and PF5. In addition, the decomposition of LiPF6 into PF5 may be favoured by the heat released during shredding.
Plakhotnyk et al. [18] suggested that the decomposition of LiPF6 into PF5 can be accelerated due to the presence of protons that weakens the P–F bonds:
Plakhotnyk et al. [18] investigated the hydrolysis of LiPF6 dissolved in a mixture of propylene carbonate (PC) and dimethylcarbonate (DMC) in the presence of 5% (w/w) water by 19F NMR and 31P NMR. NMR spectra show the presence of different peaks attributed to PF6−, PO2F2−, PO3F2− and H3PO4 (Table 1).
19F NMR and 31P NMR spectra of 10 g L−1 LiPF6 in water showed the presence of a singulet at δF = −154.5 ppm attributed to HF, a doublet at δF = −83.4 ppm and a triplet at δP = −20.5 ppm attributed to PO2F2− as well as a doublet at δF = −72.3 ppm and a septuplet at δP = −144.6 ppm attributed to PF6− (See SI, Figure S1). The peak located at δF = −133.5 ppm in the 19F NMR spectrum was not attributed. Likewise, the hydrolysis products of 10 g L−1 LiPF6 in 2 mol L−1 sulfuric acid were also studied by 19F NMR and 31P NMR (See SI, Figure S2). The NMR spectra confirm the presence of PF6− (septuplet, δP = 131–158 ppm) and phosphoric acid (δP = 0 ppm). The intensity of the peak at δP = 0 ppm shows that hydrolysis is more important in acidic media than in water. Unlike in water, no peak corresponding to POFy species was observed. Other non-identified species were observed at δF = −145 ppm et −150 ppm (three singulets) and at δF = −156.3 ppm but their intensities were very low. Another highly concentrated species was observed at δF = −129.72 ppm (singulet) but its speciation was not identified. This peak corresponds to a species which does not contain phosphorus as no peak was observed in the 31P NMR spectrum.
In conclusion, the main hydrolysis products of PF6− in water are HF, PO2F2− and H3PO4, and the decrease in the pH is responsible for an increase in the hydrolysis reaction leading to an increase in HF generation. HF concentration after PF6− hydrolysis in water is less than 1%. In the presence of sulfuric acid, HF content increases significantly (35%). Therefore, the development of an electrodialysis process to extract lithium from the electrolyte should take into account the presence of HF at more or less high concentrations in the feed solution. In particular, it will be important to use materials compatible with HF and collect the gas to bubble them in sodium hydroxide solution to capture HF. Another option is the use of CaCl2 solution instead of water during shredding in order to precipitate fluoride as calcium fluoride and reduce HF formation.
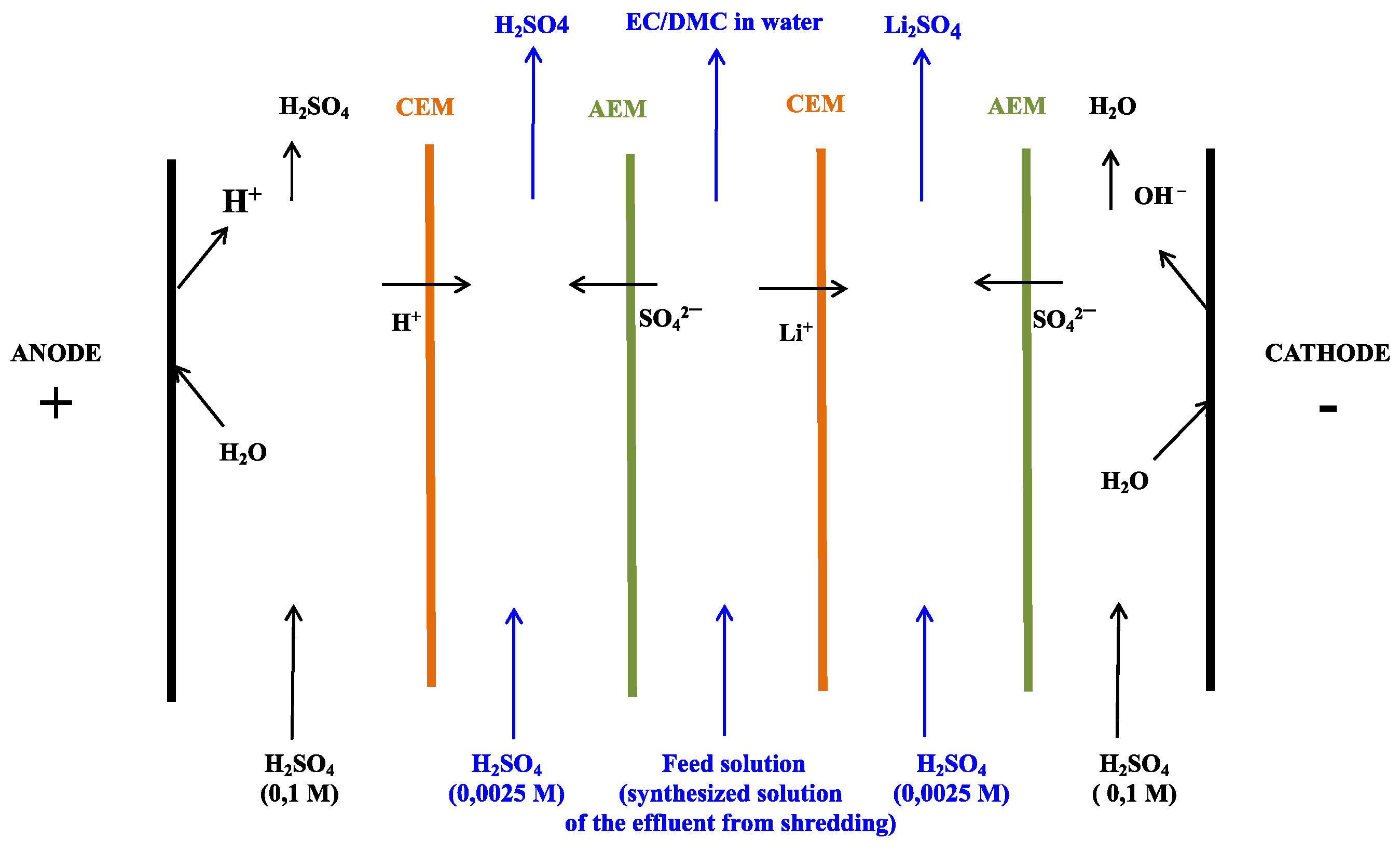
Figure 2 shows the setup used to study the potentialities of using electrodialysis systems to extract lithium(I) from a feed solution simulating the effluent produced during shredding under water. In order to avoid any risks regarding HF formation and membrane degradation by HF, the experiments were conducted by replacing LiPF6 with Li2SO4. It is inferred that lithium transport into the membrane will not be significantly influenced by the presence of PF6− or SO42− anions. During the electrodialysis experiments, the pH values in the central compartment (compartment containing the effluent from shredding) and the recovery compartment decreased at the beginning and remained constant at nearly pH 3 and 2, respectively.
Table 2 shows that the addition of EC in Li2SO4 solution was responsible for an increase in the limiting current, the ionic conductivity in the central compartment and the faradic efficiency whereas the opposite trend was observed when DMC was added instead of EC.
Therefore, the presence of EC and DMC influences the values of current density and faradic efficiency. This observation could be explained by an improvement of the transport properties through the membrane due to the swelling of the membrane (which could affect the membrane porosity) and/or the increase in the transport number of Li+ by the insertion of EC and/or DMC inside the solvation shell of Li+.
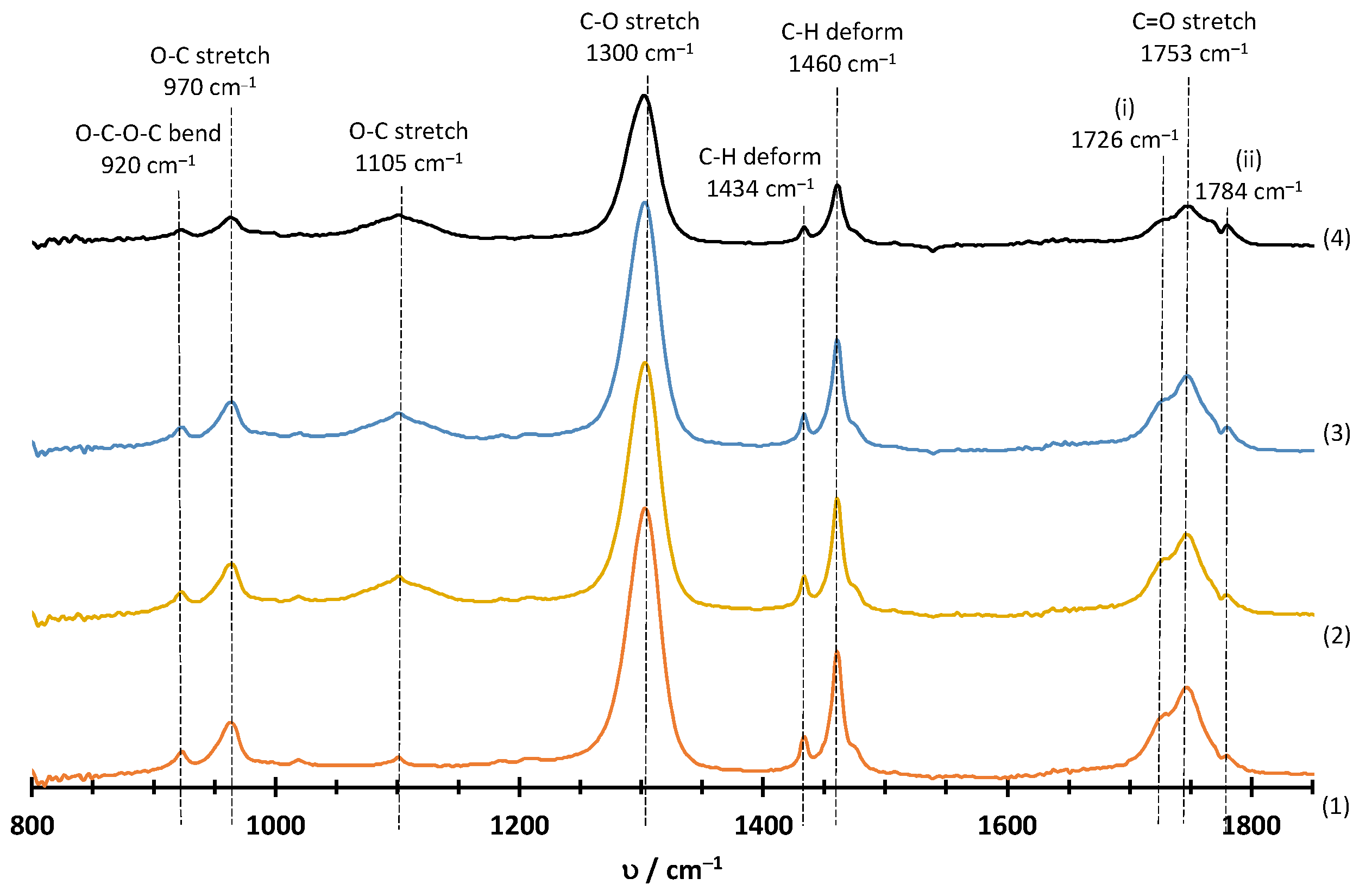
Figure 3 shows the FTIR spectra of DMC+water and DMC+Li2SO4+water systems after subtracting the spectrum of water at a constant concentration of Li2SO4 and various concentrations of DMC. All the vibration bands were identified by using the spectroscopic data reported by Nasri et al. [19] except the peaks located at 1726 and 1784 cm−1. These peaks were not present in the FTIR spectrum of neat DMC, but they were observed in DMC diluted in water. Therefore, these vibration bands may be attributed to the C=O stretch in interactions with water molecules. The addition of Li2SO4 does not modify the FTIR spectra. Therefore, it seems that DMC is not in the solvation shell of lithium cation and DMC interacts more strongly with water molecules, likely via the formation of hydrogen bonds. Thus, the effect of the presence of DMC on the faradic efficiency and the limiting current cannot be explained by the solvation of the lithium cation by DMC (or EC).
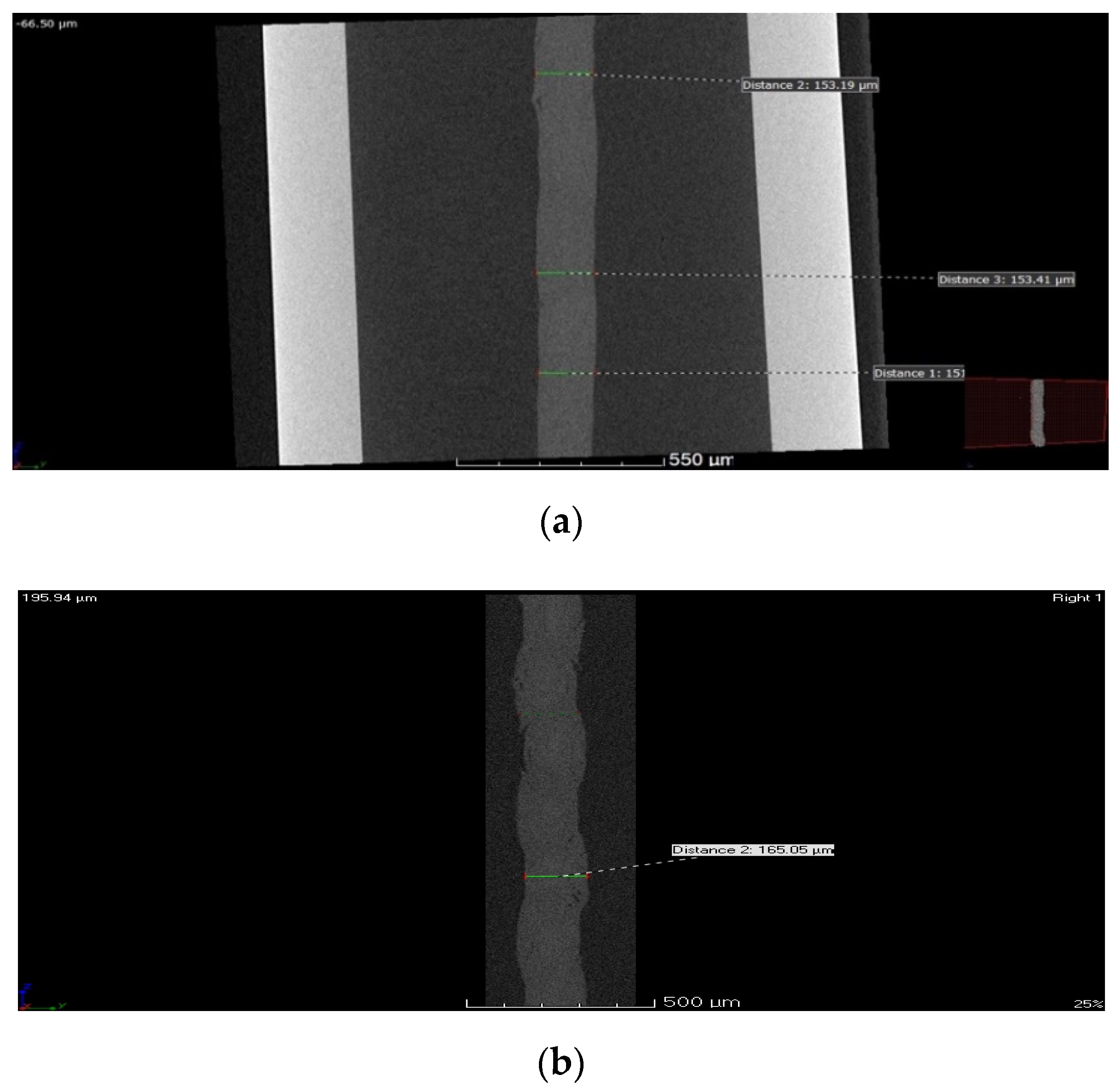
Figure 4 shows the variation in the membrane width after storing the membrane in 0.0125 mol L−1 Li2SO4 and 0.0125 mol L−1 Li2SO4 + 0.3 mol L−1 DMC for 24 h. The membrane width increased from 153.4 µm to 165.05 µm after immerging the membrane in the electrolyte containing DMC. Therefore, the addition of alkylcarbonate may be responsible for a change in the membrane width, and probably the membrane porosity, which may affect the transport properties of lithium inside the membrane.
3.2. Metal Recovery from NMC Cathode Material
Electrodialysis can also be used to extract metals from leaching solutions of cathode materials as mentioned previously. In our previous work [15], it was demonstrated that electrodialysis can be used to extract selectively and concentrate lithium from an aqueous solution containing cobalt(II), nickel(II), manganese(II) and lithium(I) in acidic sulfate solutions. However, the presence of divalent cations in the leach solution was responsible for metal hydroxide precipitation into the membrane porosity. Therefore, the present paper addresses the implementation of ion-exchange resins prior to electrodialysis to decrease divalent cation concentrations in the aqueous solution and avoid metal hydroxide precipitation inside the membrane.
Figure 5a shows the breakthrough curve of cobalt(II), nickel(II), manganese(II) and lithium(I) through the cation exchange resin Dowex M4195 (feed solution: 2.4 g/L lithium(I), 8.9 g/L nickel(II), 8.5 g/L cobalt(II), 4.6 g/L manganese(II) and 53 g/L sulfate at pH 2.8 adjusted with 0.1 mol L−1 sulfuric acid). The composition of the feed solution represents the leach solution of NMC111 materials by sulfuric acid [20]. In accordance with the literature, the extraction uptake occurs in the following order and almost no lithium extraction takes place [21]: nickel(II) > cobalt(II) >> manganese(II) >> Li(I). The very small amounts of lithium(I) and manganese(II) retained on the resin are displaced by cobalt(II) and nickel(II). This results in the presence of a small overshoot for percolated volumes around 50 mL. The lithium(I) and manganese(II) concentrations at the outlet were then very slightly higher than those of the feed. Therefore the resin Dowex M-4195 can be used to remove nickel(II) and cobalt(II) very selectively towards lithium(I) and manganese(II) from the leach solution. In order to achieve this goal, the loading step must be stopped before the cobalt breakthrough. It can be observed that proceeding with this step leads to the displacement of the cobalt(II) by the nickel(II). The loaded resin can be eluted by using 1 mol L−1 sulfuric acid in order to recover the cobalt(II) and nickel(II) extracted by the resin and regenerate the resin for further uses (Figure 5b). It may be noted that the elution corresponds to the case where the loading step was carried on beyond the displacement of cobalt(II) by nickel(II). This is the reason why a small amount of cobalt(II) is eluted. Thus, the resin Dowex M-4195 is very selective for nickel/cobalt sorption toward manganese(II) and lithium(I) at pH 2.8.
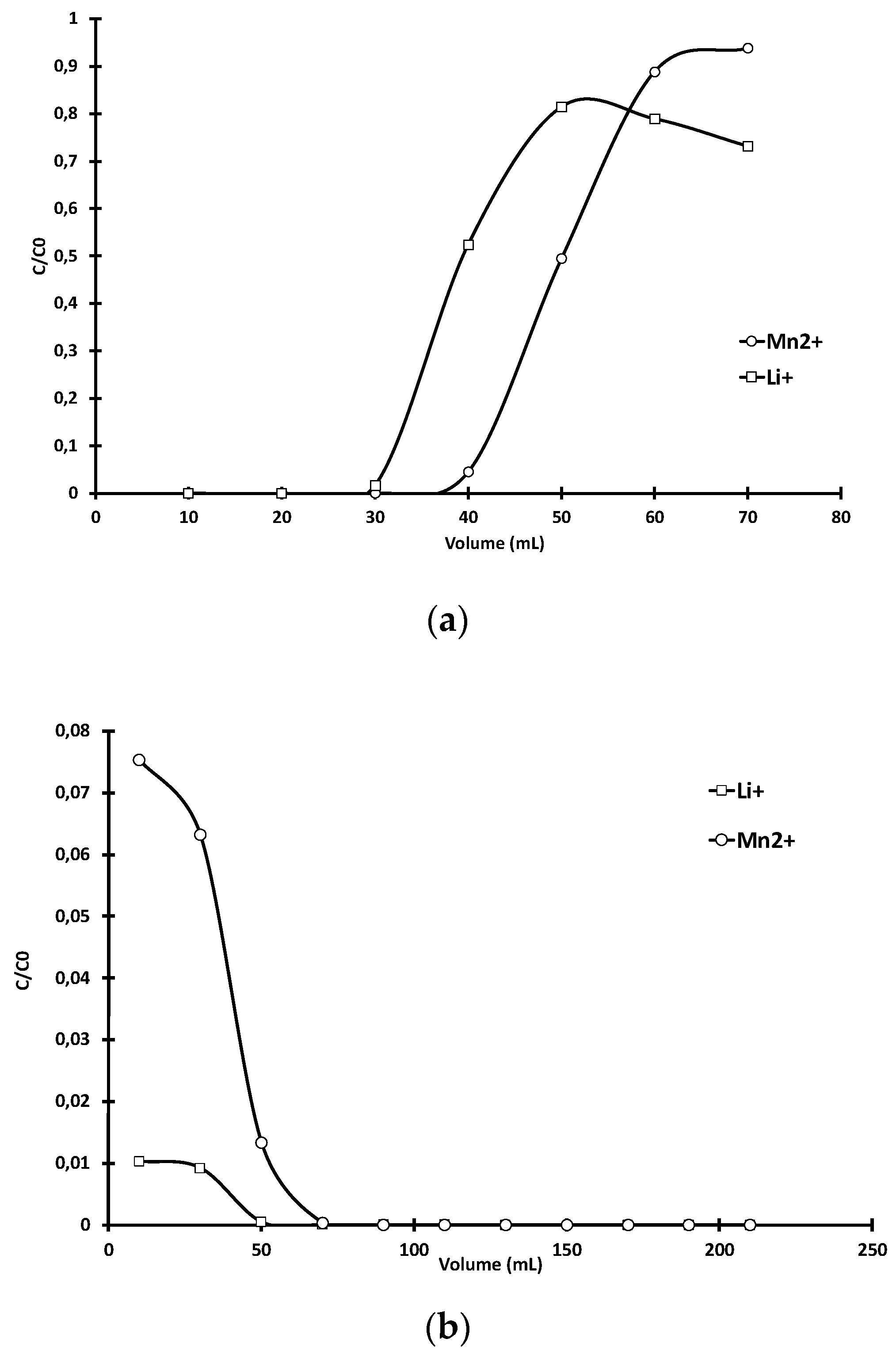
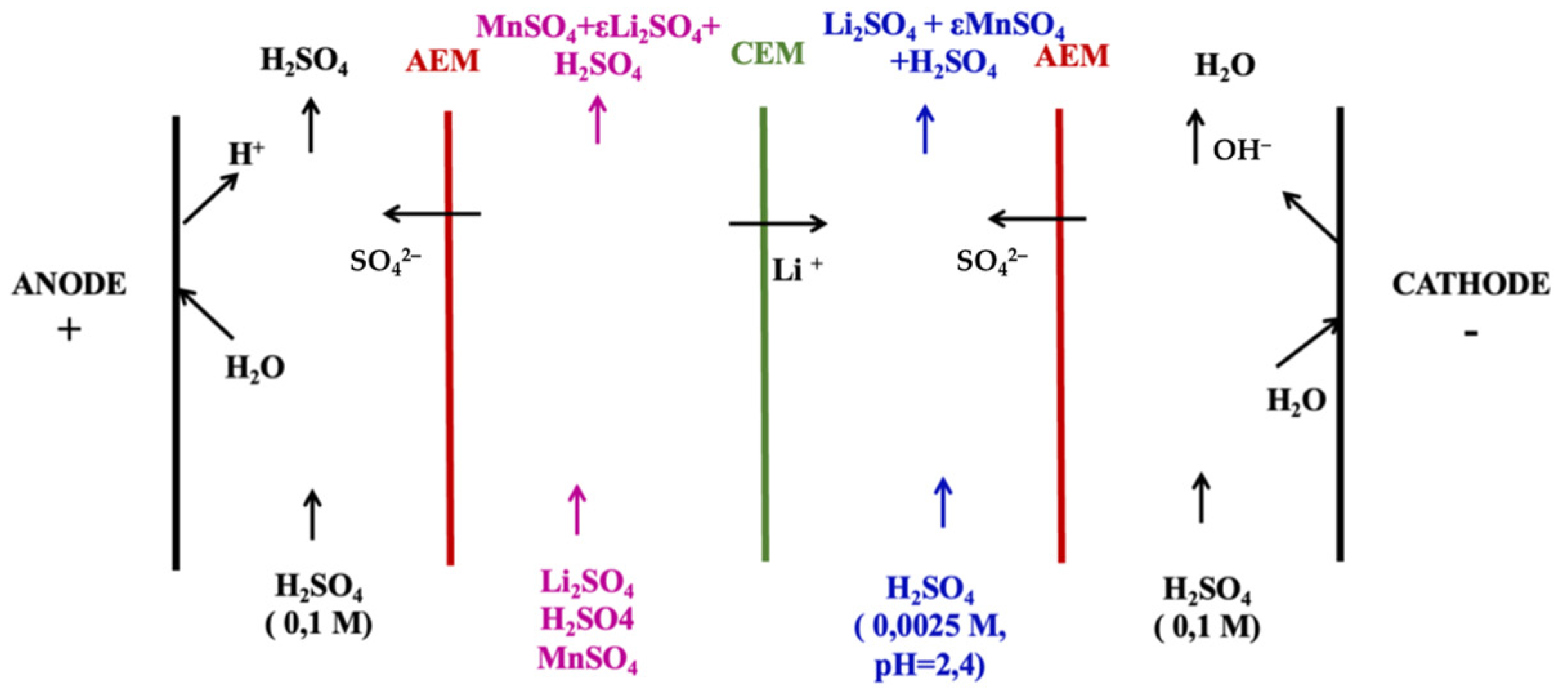
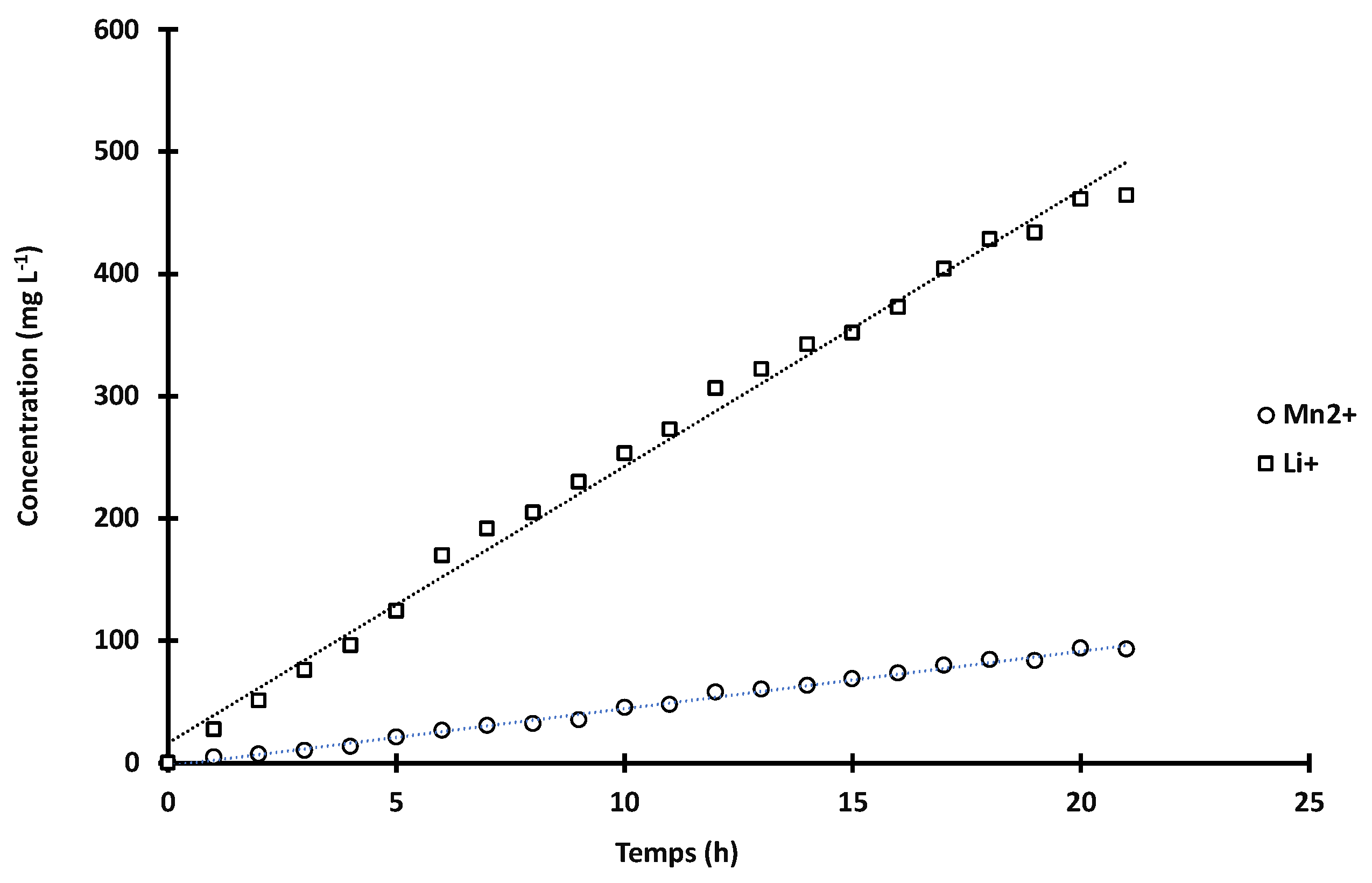
In order to reduce the risk of precipitation during electrodialysis, it is necessary to decrease manganese(II) concentration. Thus, the influence of pH on manganese(II) retention in the absence of cobalt(II) and nickel(II) was studied. Figure 6a shows the breakthrough curve obtained for a pH = 5.5 in the feed solution. The fact that the manganese(II) breakthrough front is slightly delayed from that of lithium(I) reflects a slight sorption of manganese(II). The elution of manganese(II) can be seen on the elution curve in Figure 6b. A mass balance allows evaluating the amount of sorbed manganese(II) per litre of resin (0.15 eq/L). After sorbing manganese(II), the resulting solution (1.5 BV, i.e. 50 mL) contained 2 g L−1 lithium(I) and 2.8 g L−1 Mn(II). The pH of this solution was adjusted to 2.8 and processed by electrodialysis by using Neosepta® AMX as anion exchange membrane (AEM) and Neosepta® monovalent-selective cationic exchange membrane as cation exchange membrane (CEM). The anionic and cationic compartments contained 0.1 mol L−1 sulfuric acid (pH 1) and the recovery compartment contained 0.0025 mol L−1 sulfuric acid (pH 2.4) as shown in Figure 7. After applying a current of 0.27 A (60% of the limiting current, which is comprised of between 0.4 and 0.5 A) for 9 h, no precipitation was observed inside the membrane. Then, the decrease in the concentration of divalent cations in the feed solution allowed to avoid the precipitation phenomena. Table 3 shows that electrodialysis led to good performances in terms of faradic efficiency, permselectivity, selectivity coefficients and specific energy. The leak of manganese(II) through the membrane remained low as illustrated in Figure 8, and no precipitation was observed inside the membrane even after 22 h of operation.
4. Conclusions
Electrodialysis can be used to extract and concentrate lithium from aqueous effluent arising from the shredding of lithium-ion batteries under water. However, HF formation due to PF6− hydrolysis has to be managed for safety reasons and to reduce maintenance costs. The presence of dimethylcarbonate and ethylene carbonate in the effluent does not negatively affect lithium extraction by electrodialysis. Furthermore, electrodialysis can be used to recover and concentrate lithium selectively towards cobalt(II), nickel(II), manganese(II) and lithium(I) from leach solution produced by digesting NMC cathode materials with sulfuric acid. However, divalent cations (manganese(II), cobalt(II) and nickel(II)) should be partially sorbed before electrodialysis by using the ion exchange resin Dowex M4195 in order to avoid metal hydrolysis precipitation inside the membrane porosity.
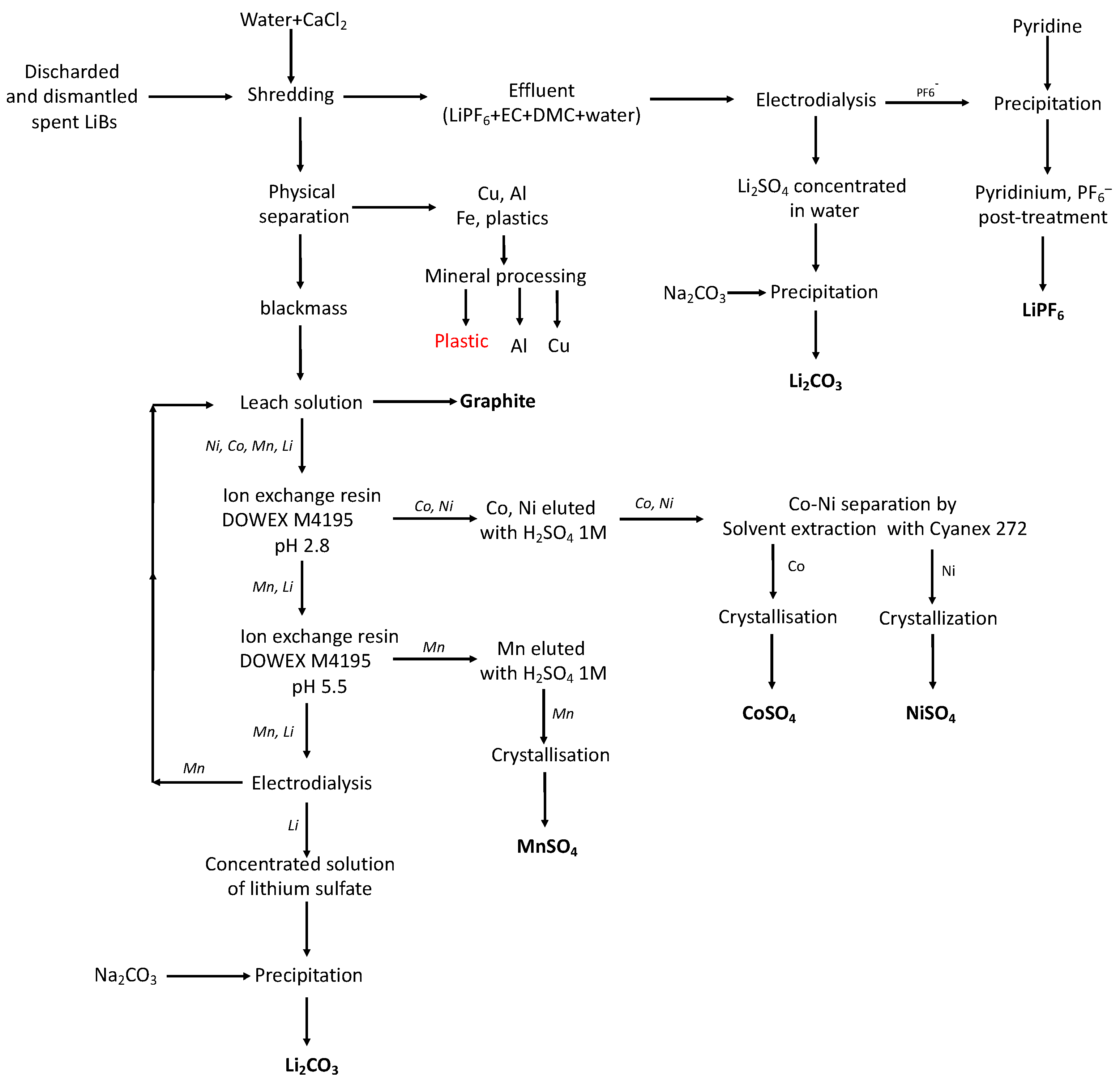
Figure 9 shows a flowsheet for extracting metals from spent lithium-ion batteries by combining mineral processing to produce the black mass, and hydrometallurgy operations including resin ion exchange, electrodialysis, solvent extraction and precipitation/crystallization. After dismantling and discharging, the batteries undergo shredding under water. Water can also be replaced advantageously by an aqueous solution of calcium chloride to precipitate fluoride anions and avoid HF formation. After solid–liquid separation, the effluent is treated by electrodialysis in order to extract and concentrate lithium, and produce lithium carbonate by adding sodium carbonate. The remaining effluent containing hexafluorophosphate anion can be treated by using pyridine to produce pyridinium hexafluorophosphate salt, which can be converted into LiPF6 [8].
The solid phase containing copper, aluminium, plastics, graphite and NMC undergoes flotation to separate the plastics/polymers, eddy current and gravimetric separation to extract and separate copper and aluminium. The black mass containing graphite and NMC materials is then leached with sulfuric acid. The graphite recovered from the leach solution by filtration can be converted into black acetylene for its use in the tire industry (the quality of the graphite is not high enough for its reuse as graphite for lithium-ion batteries).
The resulting leach solution is sent to the resin ion exchange column filled with Dowex M4195. The pH of the aqueous solution in the column is adjusted to 2.8 in order to sorb cobalt(II) and nickel(II), which can be subsequently separated by liquid–liquid extraction with Cyanex® 272 diluted in kerosene. Manganese(II) is afterwards sorbed at pH 5.5 by using Dowex M4195. Finally, electrodialysis is used to extract and concentrate lithium(I) selectively towards manganese(II), and lithium can be precipitated in lithium carbonate by using sodium carbonate. The solutions containing cobalt, nickel and manganese can be crystallized to produce cobalt sulfate, nickel sulfate and manganese sulfate salts, respectively.
Then, the flowsheet displayed in Figure 9 relies on mature technologies, i.e., solvent extraction, ion exchange resin, crystallization/precipitation and electrodialysis, as well as classical separation methods used in mineral processing. Electrodialysis allows for recovering lithium very easily from the electrolyte diluted in water during the shredding operation. Furthermore, electrodialysis allows the concentration of lithium for further efficient precipitation.
In addition, the flowsheet in Figure 9 utilizes only a few reactive agents, i.e., sodium carbonate, sulfuric acid, sodium hydroxide, Cyanex 272 and Dowex M4195 resin, to produce cobalt, nickel and manganese sulfate salts as well as lithium salts (lithium carbonate and lithium hexafluorophosphate) while only plastic/polymer wastes are generated. These wastes can be burned, and the combustion heat can be used to produce energy.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/met12111859/s1, Figure S1: (a) 19F NMR and (b) 31P NMR spectra of 10 g L−1 LiPF6 in water. Figure S2: (a) 19F NMR and (b) 31P NMR spectra of 10 g/L LiPF6 in 2 mol L−1 H2SO4.
Author Contributions
Conceptualization, A.C. and L.M.; methodology, A.C. and L.M.; validation, L.M., A.C. and F.L.; formal analysis, A.C., L.M. and S.G.; investigation, S.G.; resources, A.C.; writing—original draft preparation, A.C.; writing—review and editing, A.C. and L.M.; supervision, L.M.; project administration, A.C.; funding acquisition, A.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the French National Research Agency through the national program “Investissements d’avenir” grant number ANR-10-LABX-21-RESSOURCES21 and ADEME grant number 1902C0073. The APC was funded by MDPI.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Swain, B. Recovery and recycling of lithium: A review. Sep. Purif. Technol. 2017, 172, 388–403. [Google Scholar] [CrossRef]
- Chagnes, A.; Swiatowska, J. Lithium Process Chemistry: Resources, Extractions, Batteries and Recycling; Elsevier: Amsterdam, The Netherlands, 2015; p. 304. ISBN 978-0-12-801417-2. [Google Scholar] [CrossRef]
- Bhuyana, A.; Tripathy, A.; Padhy, R.K.; Gautam, A. Evaluating the lithium-ion battery recycling industry in an emerging economy: A multi-stakeholder and multi-criteria decision-making approach. J. Clean. Prod. 2022, 331, 130007. [Google Scholar] [CrossRef]
- Chagnes, A.; Pospiech, B. A brief review on hydrometallurgical technologies for recycling spent lithium-ion batteries. J. Chem. Technol. Biotechnol. 2013, 88, 1191–1199. [Google Scholar] [CrossRef]
- Chagnes, A. Enjeux dans le recyclage des batteries lithium-ion. Les Tech. L’ingénieur 2022, M2260, 8. [Google Scholar] [CrossRef]
- Zimmermann, P.; Tekinalp, Ö.; Deng, L.; Forsberg, K.; Wilhelmsen, Ø.; Burheim, O. Electrodialysis in hydrometallurgical processes. In Rare Metal Technology 2020; Azimi, G., Forsberg, K., Ouchi, T., Kim, H., Alam, S., Baba, A., Eds.; The Minerals, Metals & Materials Series; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Gmar, S.; Chagnes, A. Recent advances on electrodialysis for the recovery of lithium from primary and secondary resources. Hydrometallurgy 2019, 189, 105124. [Google Scholar] [CrossRef]
- Billy, E.; Laucournet, R. Method for Recycling the Electrolyte of a Li-Ion Battery and Method for Recycling Li-Ion Batteries. European Patent WO 2016/012941, 2 September 2016. [Google Scholar]
- Chaudhary, A.J.; Donaldson, J.D.; Grimes, S.M.; Yasri, N.G. Separation of nickel from cobalt using electrodialysis in the presence of EDTA. J. Appl. Electrochem. 2000, 30, 439–445. [Google Scholar] [CrossRef]
- Iizuka, A.; Yamashita, Y.; Nagasawa, H.; Yamasaki, A.; Yanagisawa, Y. Separation of lithium and cobalt from waste lithium-ion batteries via bipolar membrane electrodialysis coupled with chelation. Sep. Purif. Technol. 2013, 113, 33–41. [Google Scholar] [CrossRef]
- Chan, K.H.; Malik, M.; Azimi, G. An innovative separation process for spent lithium-ion battery using three-stage electrodialysis. In REWAS 2022: Developing Tomorrow’s Technical Cycles; Lazou, A., Daehn, K., Fleuriault, C., Gökelma, M., Olivetti, E., Meskers, C., Eds.; The Minerals, Metals & Materials Series; Springer: Berlin/Heidelberg, Germany, 2022; Volume I. [Google Scholar]
- Chan, K.H.; Malik, M.; Azimi, G. Separation of lithium, nickel, manganese, and cobalt from waste lithium-ion batteries using electrodialysis. Resour. Conserv. Recycl. 2022, 178, 106076. [Google Scholar] [CrossRef]
- Afifah, D.N.; Ariyanto, T.; Prasetyo, I. Separation of Lithium Ion from Lithium-Cobalt Mixture using Electrodialysis Monovalent Selective Ion Exchange Membrane. Eng. J.-Thail. 2018, 22, 165–179. [Google Scholar] [CrossRef]
- Song, Y.; Zhao, Z. Recovery of lithium from spent lithium-ion batteries using precipitation and electrodialysis techniques. Sep. Purif. Technol. 2018, 206, 335–342. [Google Scholar] [CrossRef]
- Gmar, S.; Chagnes, A.; Lutin, F.; Muhr, L. Application of Electrodialysis for the Selective Lithium Extraction towards Cobalt, Nickel and Manganese from Leach Solutions Containing High Divalent Cations/Li Ratio. Recycling 2022, 7, 14. [Google Scholar] [CrossRef]
- Tasaki, M.K.; Kanda, K.; Nakamura, S.; Ue, M. Decomposition of LiPF6 and Stability of PF5 in Li-Ion Battery Electrolytes: Density Functional Theory and Molecular Dynamics Studies. J. Electrochem. Soc. 2003, 150, A1628. [Google Scholar] [CrossRef]
- Sloop, S.E.; Pugh, J.K.; Wang, S.; Kerr, J.B.; Kinoshita, K. Chemical Reactivity of PF5 and LiPF6 in Ethylene Carbonate/Dimethyl Carbonate Solutions. Electrochem. Solid-State Lett. 2001, 4, A42. [Google Scholar] [CrossRef]
- Plakhotnyk, A.V.; Ernst, L.; Schmutzler, R. Hydrolysis in the system LiPF6-propylene carbonate-dimethyl carbonate-H2O. J. Fluor. Chem. 2005, 126, 27–31. [Google Scholar] [CrossRef]
- Nazri, M.; Nazri, G.A.; Aroca, R. Spectroscopic and transport properties of lithium salts in ethylene carbonate based mixed solvent for lithium-ion batteries. Mat. Res. Soc. Symp. Proc. 1999, 548, 389–393. [Google Scholar] [CrossRef]
- Chen, C.W.; Ho, H.J. Recovery of valuable metals from lithium-ion batteries NMC cathode waste materials by hydrometallurgical methods. Metals 2018, 8, 321. [Google Scholar] [CrossRef] [Green Version]
- Diniz, C.V.; Ciminelli, V.S.; Doyle, F.M. The use of the chelating resin Dowex M-4195 in the adsorption of selected heavy metal ions from manganese solutions. Hydrometallurgy 2005, 78, 147–155. [Google Scholar] [CrossRef]
Figure 1.
Simplified flowsheet of the Li-Cycle process for metal recovery from spent lithium-ion battery data from [5].
Figure 1.
Simplified flowsheet of the Li-Cycle process for metal recovery from spent lithium-ion battery data from [5].

Figure 2.
Electrodialysis setup used for lithium extraction from electrolyte.

Figure 3.
FTIR spectra after subtracting the water spectrum of an aqueous phase containing (1) 0.30 mol L−1 DMC in water, (2) 0.30 mol L−1 DMC + 0.025 mol L−1 Li2SO4 in water, (3) 0.24 mol L−1 DMC + 0.025 mol L−1 Li2SO4 in water and (4) 0.12 mol L−1 DMC + 0.025 mol L−1 Li2SO4 in water. The peaks were attributed by using the data reported in the paper by Nazri et al. [19].
Figure 3.
FTIR spectra after subtracting the water spectrum of an aqueous phase containing (1) 0.30 mol L−1 DMC in water, (2) 0.30 mol L−1 DMC + 0.025 mol L−1 Li2SO4 in water, (3) 0.24 mol L−1 DMC + 0.025 mol L−1 Li2SO4 in water and (4) 0.12 mol L−1 DMC + 0.025 mol L−1 Li2SO4 in water. The peaks were attributed by using the data reported in the paper by Nazri et al. [19].

Figure 4.
Tomography images of the membrane after being immerged in (a) 0.0125 mol L−1 Li2SO4 and (b) 0.0125 mol L−1 Li2SO4 + 0.3 mol L−1 DMC.
Figure 4.
Tomography images of the membrane after being immerged in (a) 0.0125 mol L−1 Li2SO4 and (b) 0.0125 mol L−1 Li2SO4 + 0.3 mol L−1 DMC.

Figure 5.
(a) Breakthrough curve of nickel(II), cobalt(II), manganese(II) and lithium(I) through Dowex M4195; (b) Elution curve of the Dowex M4195 previously loaded with the feed solution (feed solution for the breakthrough curve: 2.4 g L−1 lithium(I), 8.9 g L−1 nickel(II), 8.5 g L−1 cobalt(II), 4.6 g L−1 manganese(II), 53 g/L sulfate and pH 2.8; aqueous solution for the elution curve = 1 mol L−1 sulfuric acid; flow rate = 1 mL/min).
Figure 5.
(a) Breakthrough curve of nickel(II), cobalt(II), manganese(II) and lithium(I) through Dowex M4195; (b) Elution curve of the Dowex M4195 previously loaded with the feed solution (feed solution for the breakthrough curve: 2.4 g L−1 lithium(I), 8.9 g L−1 nickel(II), 8.5 g L−1 cobalt(II), 4.6 g L−1 manganese(II), 53 g/L sulfate and pH 2.8; aqueous solution for the elution curve = 1 mol L−1 sulfuric acid; flow rate = 1 mL/min).

Figure 6.
(a) Breakthrough curve of lithium(I) and manganese(II) through the resin Dowex M4195 (Feed solution: 2.5 g L−1 lithium(I) and 4.8 g L−1 manganese(II), 26 g/L sulfate and pH 5.5). (b) Elution curve of the loaded resin Dowex M4195 (elution solution 1 mol L−1 sulfuric acid ). Flow rate: 1 mL min−1.
Figure 6.
(a) Breakthrough curve of lithium(I) and manganese(II) through the resin Dowex M4195 (Feed solution: 2.5 g L−1 lithium(I) and 4.8 g L−1 manganese(II), 26 g/L sulfate and pH 5.5). (b) Elution curve of the loaded resin Dowex M4195 (elution solution 1 mol L−1 sulfuric acid ). Flow rate: 1 mL min−1.

Figure 7.
Electrodialysis setup for lithium extraction.

Figure 8.
Lithium(I) and manganese(II) concentration vs. time of electrodialysis with the setup reported in Figure 6. Flow rate= 100 mL min−1.
Figure 8.
Lithium(I) and manganese(II) concentration vs. time of electrodialysis with the setup reported in Figure 6. Flow rate= 100 mL min−1.

Figure 9.
Flowsheet combining electrodialysis and ion exchange resin to extract metals from leach solution produced by digesting NMC cathodic materials with sulfuric acid (red colour: effluent for post-treatment; bold: product for sale).
Figure 9.
Flowsheet combining electrodialysis and ion exchange resin to extract metals from leach solution produced by digesting NMC cathodic materials with sulfuric acid (red colour: effluent for post-treatment; bold: product for sale).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
31P NMR (δP) and 19F NMR (δF) chemical shifts of PF6− and its hydrolysis products (ref.:H3PO4).
Table 1.
31P NMR (δP) and 19F NMR (δF) chemical shifts of PF6− and its hydrolysis products (ref.:H3PO4).
| Chemical Shifts (ppm) | Multiplicity | Coupling Constant (Hz) | Species |
|---|---|---|---|
| δP = −146,1 | Septuplet | J(P,F) = 708 | PF6− |
| δP = −21.6 | Triplet | J(P,F) = 975 | PO2F2− |
| δP = −10.1 | Doublet | J(P,F) = 934 | PO3F2− |
| δP = 0 ppm | Singulet | _ | H3PO4 |
| δF = −72.4 | Doublet | J(P,F) = 708 | PF6− |
| δF = −76.7 | Doublet | J(P,F) = 934 | PO3F2− |
| δF = −83.8 | Doublet | J(P,F) = 975 | PO2F2− |
| δF = −153.7 | Singulet | _ | HF |
Table 2.
Limiting currents and faradic efficiency deduced from electrodialysis experiments (anodic compartment = 0.1 mol L−1 H2SO4, cathodic compartment = 0.0025 mol L−1 H2SO4). σ: ionic conductivity in the central compartment, Rf: Faradic efficiency, bold: aqueous solution whose composition simulates the effluent generated during LiBs shredding underwater.
Table 2.
Limiting currents and faradic efficiency deduced from electrodialysis experiments (anodic compartment = 0.1 mol L−1 H2SO4, cathodic compartment = 0.0025 mol L−1 H2SO4). σ: ionic conductivity in the central compartment, Rf: Faradic efficiency, bold: aqueous solution whose composition simulates the effluent generated during LiBs shredding underwater.
| [Li2SO4] (mol L−1) | [EC] (mol L−1) | [DMC] (mol L−1) | pHini | σ (mS cm−1) | Applied Current (A) | Limiting Current (A) | Rf (%) |
|---|---|---|---|---|---|---|---|
| 0.0125 | 0 | 0 | 6.4 | 2.54 | 0.138 | 0.24 | 72.8 |
| 0.0125 | 0 | 0.3 | 5.6 | 2.38 | 0.105 | 0.17 | 62.8 |
| 0.0125 | 0.367 | 0 | 5.2 | 2.65 | 0.118 | 0.20 | 83.3 |
| 0.0125 | 0.183 | 0.148 | 6.2 | 2.48 | 0.117 | 0.20 | 73.2 |
Table 3.
Concentration in the recovery compartment of lithium(I) and manganese(II), faradic efficiency (Rf), permselectivity for lithium towards manganese (P(Li/Mn), selectivity coefficient for lithium(I) towards manganese(II) (P(Li/Mn)) and specific energy.
Table 3.
Concentration in the recovery compartment of lithium(I) and manganese(II), faradic efficiency (Rf), permselectivity for lithium towards manganese (P(Li/Mn), selectivity coefficient for lithium(I) towards manganese(II) (P(Li/Mn)) and specific energy.
| Concentration in the Recover Compartment (ppm) | Rf (%) | P(Li/Mn) | SC(Li/Mn) | SEC (kWh/mol) | |
|---|---|---|---|---|---|
| Li(I) | 464.1 | 57.6 | 6.9 | 0.84 | 0.158 |
| Mn(II) | 93.1 | 2.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Gmar, S.; Muhr, L.; Lutin, F.; Chagnes, A. Lithium-Ion Battery Recycling: Metal Recovery from Electrolyte and Cathode Materials by Electrodialysis. Metals 2022, 12, 1859. https://doi.org/10.3390/met12111859
AMA Style
Gmar S, Muhr L, Lutin F, Chagnes A. Lithium-Ion Battery Recycling: Metal Recovery from Electrolyte and Cathode Materials by Electrodialysis. Metals. 2022; 12(11):1859. https://doi.org/10.3390/met12111859
Chicago/Turabian StyleGmar, Soumaya, Laurence Muhr, Florence Lutin, and Alexandre Chagnes. 2022. "Lithium-Ion Battery Recycling: Metal Recovery from Electrolyte and Cathode Materials by Electrodialysis" Metals 12, no. 11: 1859. https://doi.org/10.3390/met12111859
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.