
Numerical Simulation of Macrosegregation Formation in a 2.45 ton Steel Ingot Using a Three-Phase Equiaxed Solidification Model

Abstract
:1. Introduction
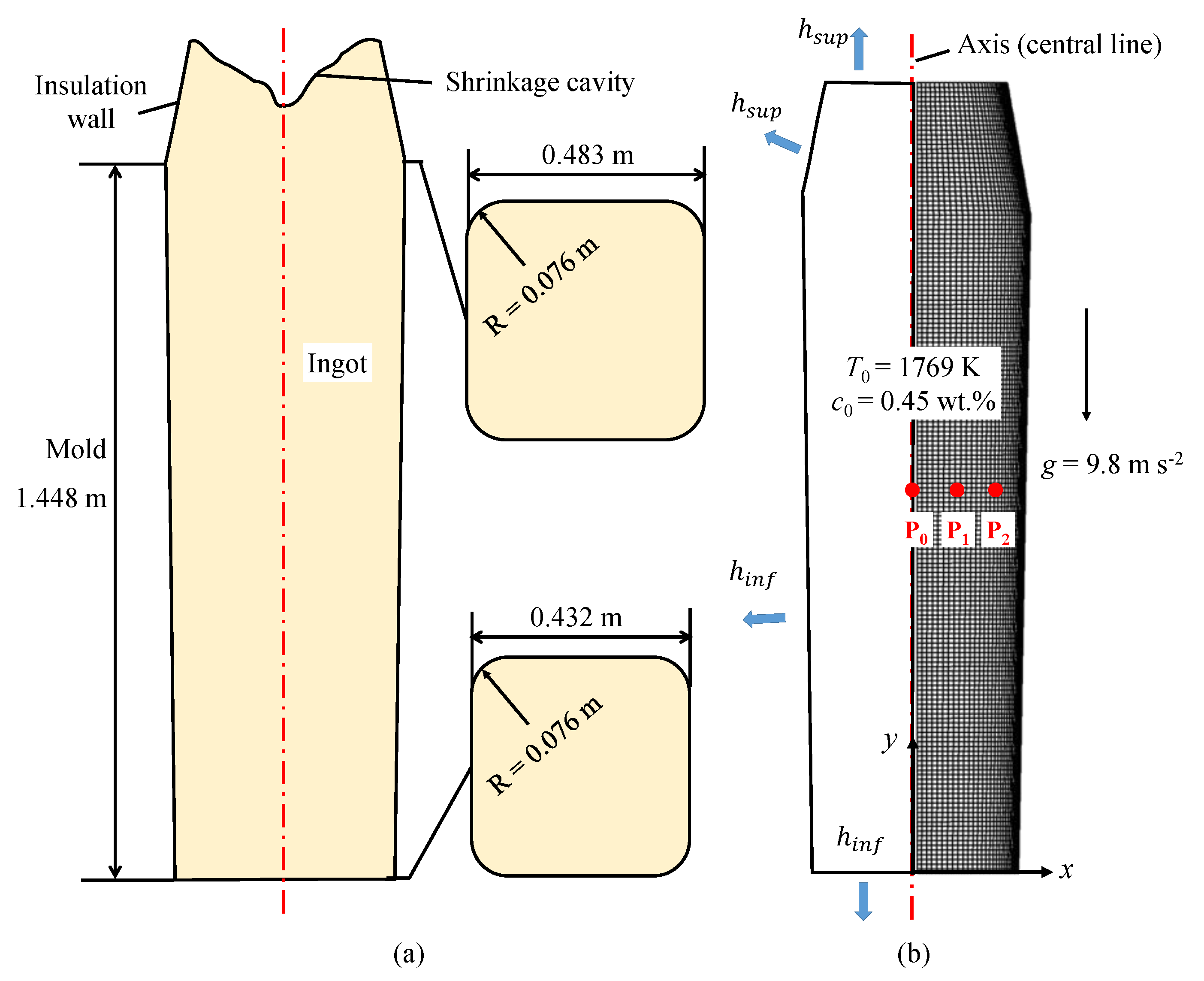
2. Experiment Introduction
3. Model Description
4. Results and Discussion
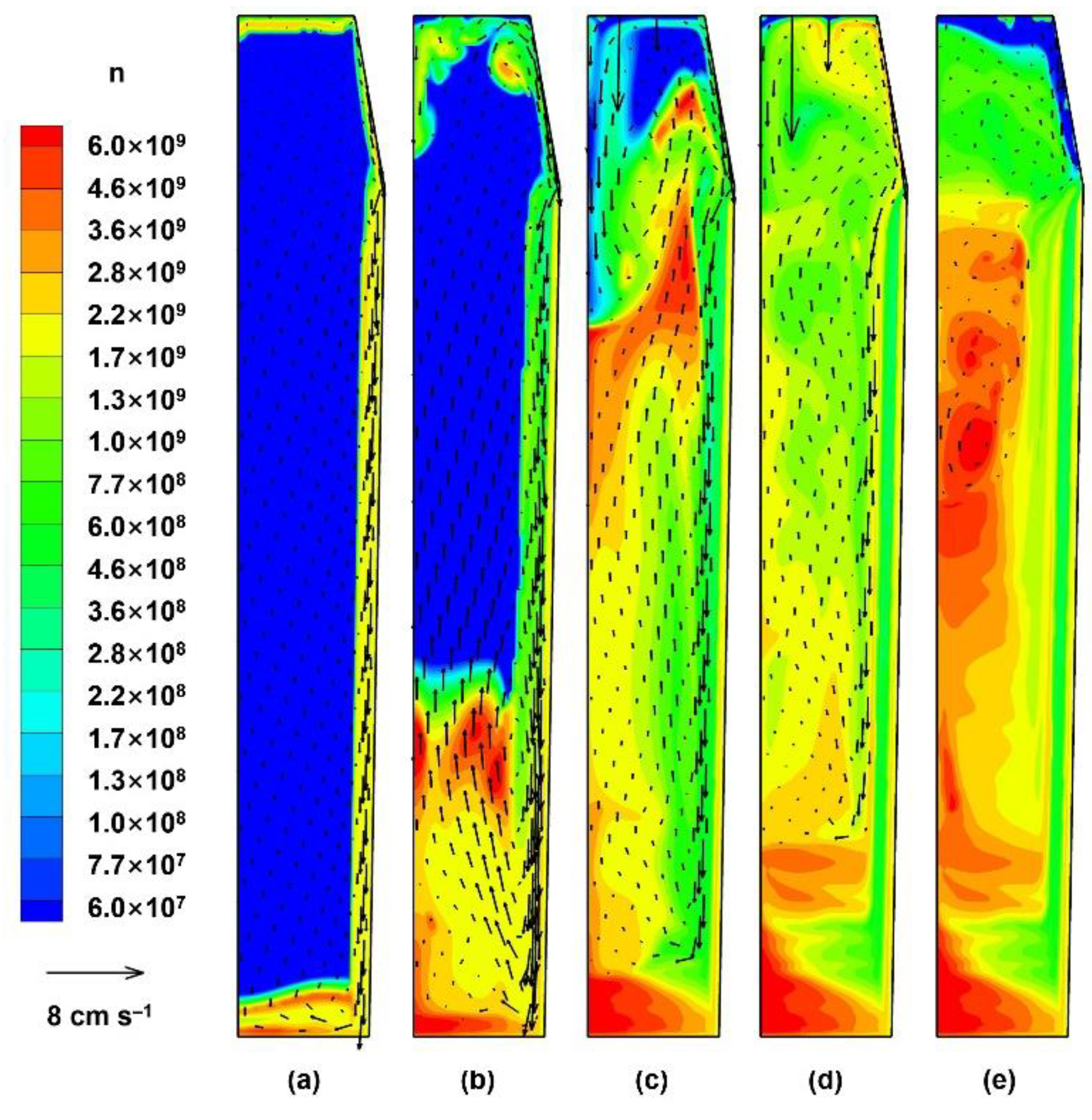
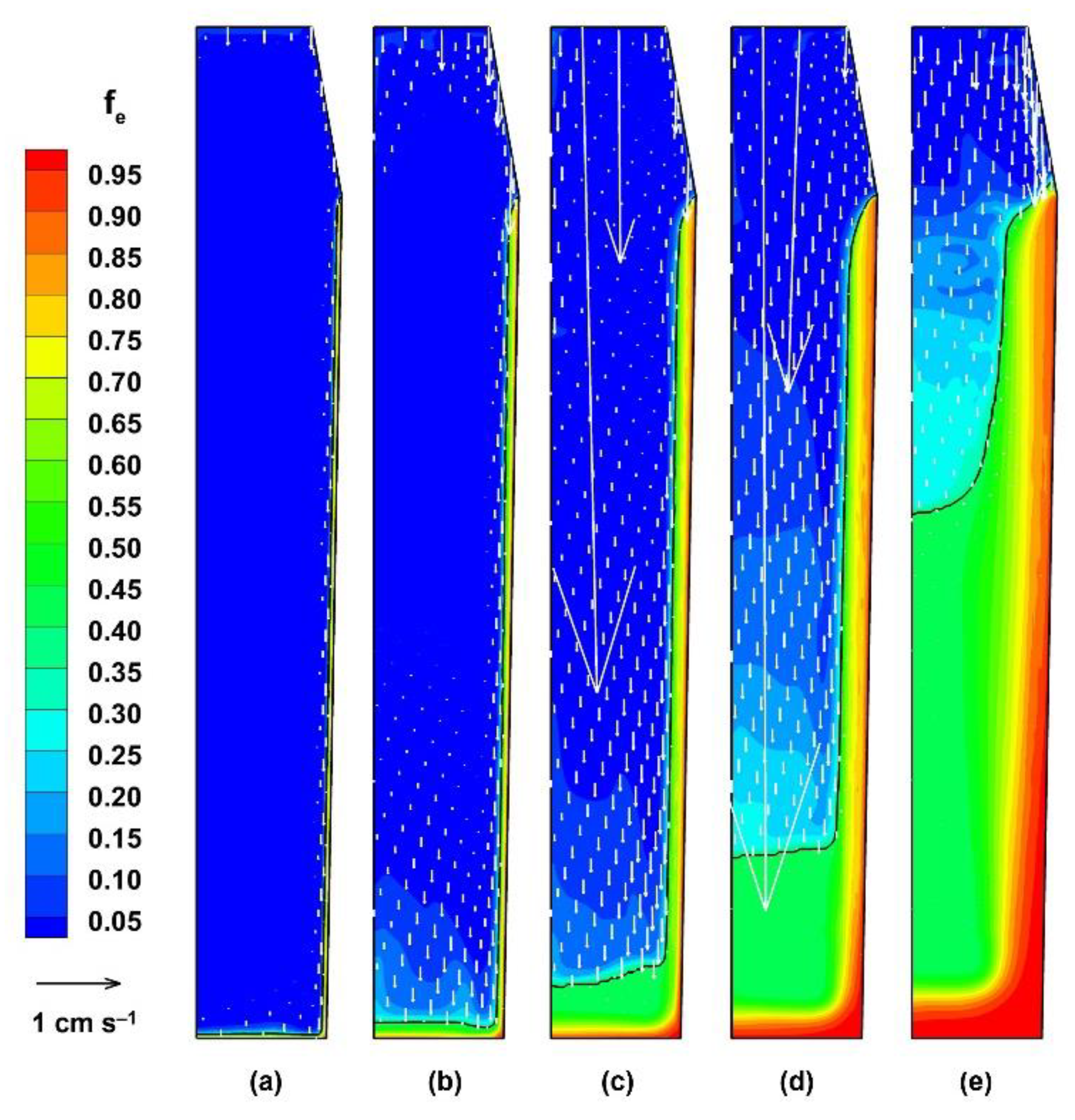
4.1. Nucleation and Grain Growth
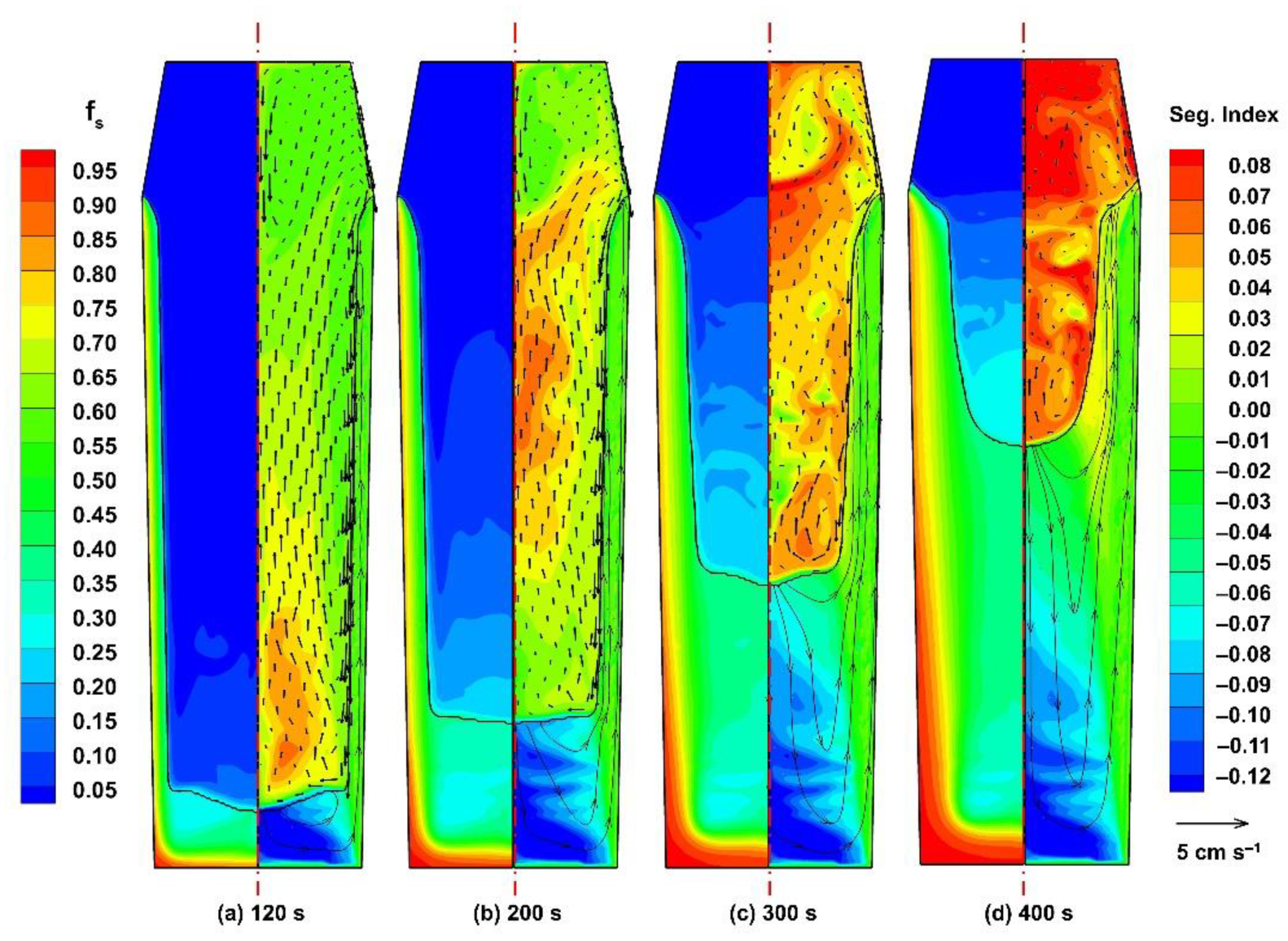
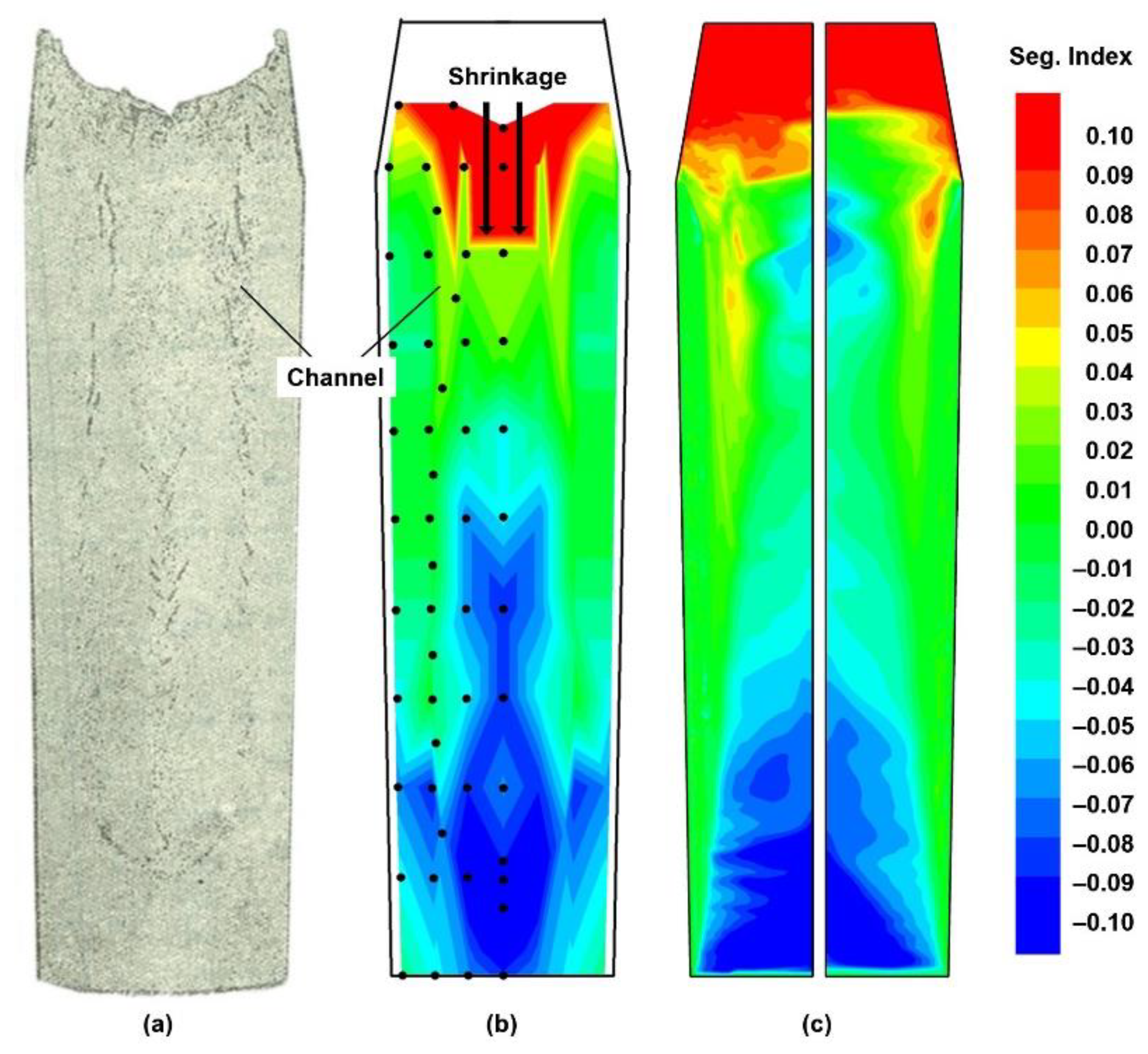
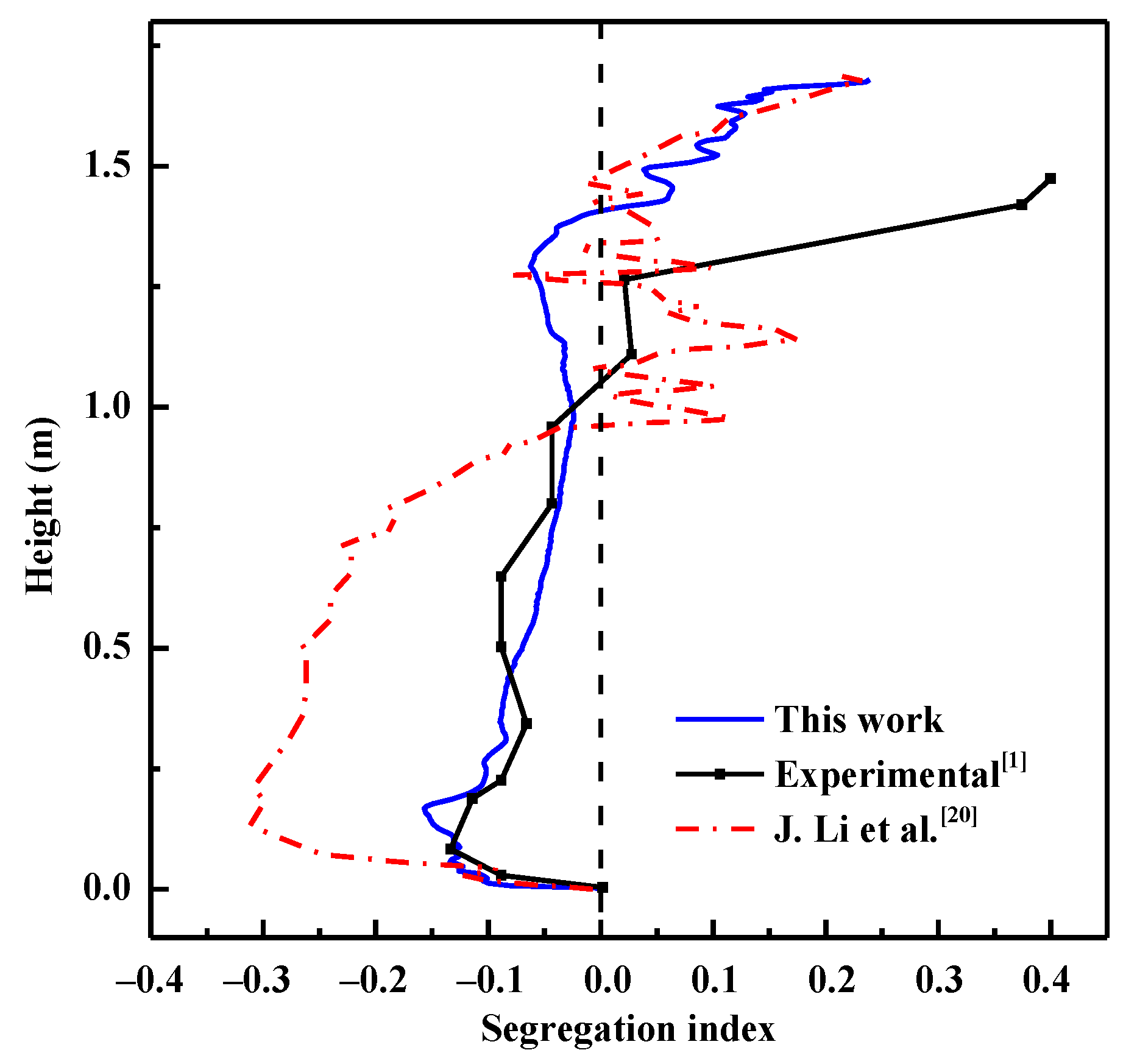
4.2. Macrosegregation Formation
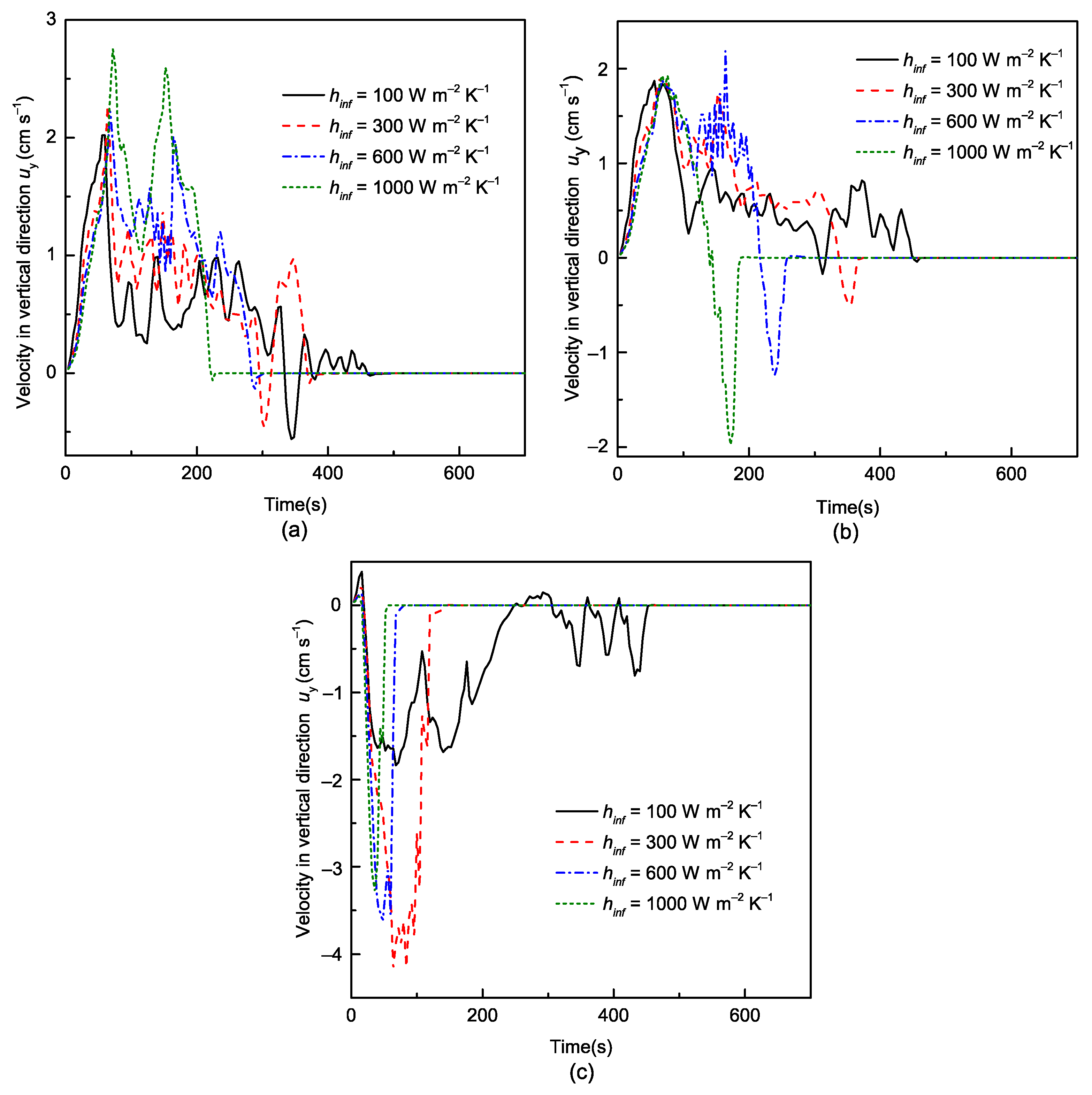
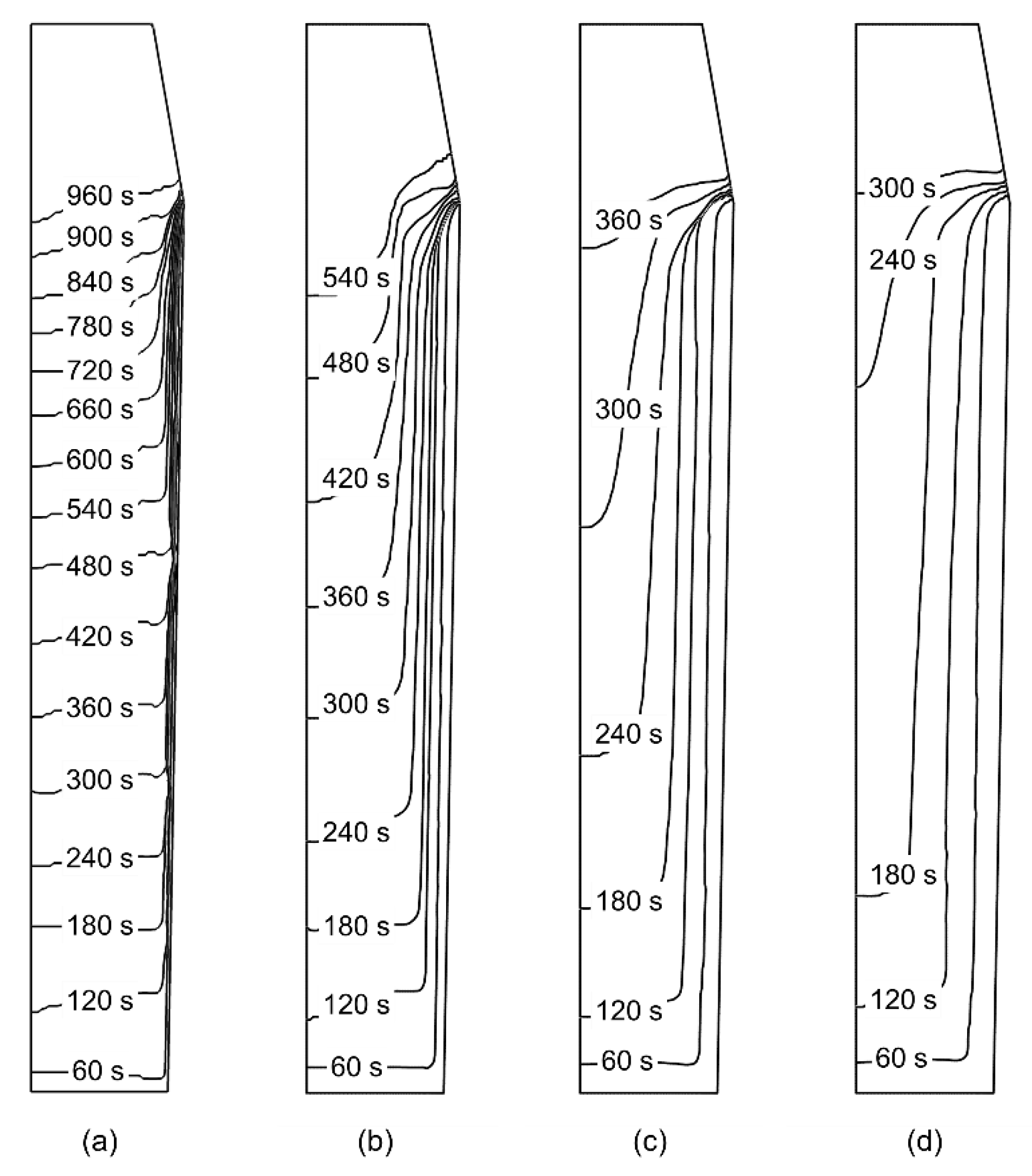
4.3. Effect of Mold Cooling Intensity
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Parameters |
|---|---|
References
- Report on the heterogeneity of steel ingots. J. Iron Steel Inst. 1926, 113, 39–176.
- Flemings, M.C. Directional Solidification and Composite Structures. In Surfaces and Interfaces II; Springer: Boston, MA, USA, 1968; pp. 313–352. [Google Scholar]
- Fredriksson, H.; Hillert, M. On the formation of the central equiaxed zone in ingots. Metall. Trans. 1972, 3, 569–574. [Google Scholar] [CrossRef]
- Fredriksson, H.; Nilsson, S.O. On the formation of macrosegregations in ingots. Metall. Trans. B 1978, 9, 111–120. [Google Scholar] [CrossRef]
- Mehrabian, R.; Keane, M.A.; Flemings, M.C. Experiments on macrosegregation and freckle formation. Metall. Trans. 1970, 1, 3238–3241. [Google Scholar]
- Fujii, T.; Poirier, D.R.; Flemings, M.C. Macrosegregation in a multicomponent low alloy steel. Metall. Trans. B 1979, 10, 331–339. [Google Scholar] [CrossRef]
- Gu, J.P.; Beckermann, C. Simulation of convection and macrosegregation in a large steel ingot. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1999, 30, 1357–1366. [Google Scholar] [CrossRef] [Green Version]
- Combeau, H.; Založnik, M.; Hans, S.; Richy, P.E. Prediction of macrosegregation in steel ingots: Influence of the motion and the morphology of equiaxed grains. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2009, 40, 289–304. [Google Scholar] [CrossRef]
- Pardeshi, R.; Voller, V.R.; Singh, A.K.; Dutta, P. An explicit-implicit time stepping scheme for solidification models. Int. J. Heat Mass Transf. 2008, 51, 3399–3409. [Google Scholar] [CrossRef]
- Pickering, E.J. Macrosegregation in steel ingots: The applicability of modelling and characterisation techniques. ISIJ Int. 2013, 53, 935–949. [Google Scholar] [CrossRef] [Green Version]
- Vannier, I.; Combeau, H.; Lesoult, G. Numerical model for prediction of the final segregation pattern of bearing steel ingots. Mater. Sci. Eng. A 1993, 173, 317–321. [Google Scholar] [CrossRef]
- Založnik, M.; Combeau, H. Thermosolutal flow in steel ingots and the formation of mesosegregates. Int. J. Therm. Sci. 2010, 49, 1500–1509. [Google Scholar] [CrossRef]
- Li, W.; Shen, H.; Zhang, X.; Liu, B. Modeling of species transport and macrosegregation in heavy steel ingots. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2014, 45, 464–471. [Google Scholar] [CrossRef]
- Meng, Q.; Wang, F.; Li, C.; Li, M.; Zhang, J.; Cui, G. Numerical simulation of macrosegregation in water-cooled heavy flat ingot during solidification. JOM 2014, 66, 1166–1174. [Google Scholar] [CrossRef]
- Chuang, Y.-K.; Schwerdtfeger, K. Equations for Calculating Sedimentation Segregation in Killed Steel. Arch. Eisenhuttenwes. 1975, 46, 303–310. [Google Scholar]
- Beckermann, C.; Wang, C.Y. Multiphase/-scale modeling of alloy solidification. Annu. Rev. Heat Transf. 1995, 115–198. [Google Scholar] [CrossRef]
- Li, W.S.; Shen, H.F.; Liu, B.C. Numerical simulation of macrosegregation in steel ingots using a two-phase model. Int. J. Miner. Metall. Mater. 2012, 19, 787–794. [Google Scholar] [CrossRef]
- Nguyen, T.T.M.; Gandin, C.A.; Combeau, H.; Založnik, M.; Bellet, M. Finite Element Multi-scale Modeling of Chemical Segregation in Steel Solidification Taking into Account the Transport of Equiaxed Grains. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 1725–1748. [Google Scholar] [CrossRef]
- Wu, M.; Nunner, G.; Ludwig, A.; Li, J.; Schumacher, P. Evaluation of a mixed columnar-equiaxed solidification model with laboratory castings. IOP Conf. Ser. Mater. Sci. Eng. 2012, 27, 012018. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Wu, M.; Ludwig, A.; Kharicha, A. Simulation of macrosegregation in a 2.45-ton steel ingot using a three-phase mixed columnar-equiaxed model. Int. J. Heat Mass Transf. 2014, 72, 668–679. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Leriche, N.; Combeau, H.; Gandin, C.A.; Založnik, M. Modelling of columnar-to-equiaxed and equiaxed-to- columnar transitions in ingots using a multiphase model. IOP Conf. Ser. Mater. Sci. Eng. 2015, 84, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Ge, H.; Ren, F.; Cai, D.; Hao, J.; Li, J.; Li, J. Gradual-cooling solidification approach to alleviate macrosegregation in large steel ingots. J. Mater. Process. Technol. 2018, 262, 232–238. [Google Scholar] [CrossRef]
- Wu, M.; Ludwig, A.; Kharicha, A. A four phase model for the macrosegregation and shrinkage cavity during solidification of steel ingot. Appl. Math. Model. 2017, 41, 102–120. [Google Scholar] [CrossRef]
- Wang, T.; Semenov, S.; Wang, E.; Delannoy, Y.; Fautrelle, Y.; Budenkova, O. Effect of Diffusion Length in Modeling of Equiaxed Dendritic Solidification under Buoyancy Flow in a Configuration of Hebditch-Hunt Experiment. Metall. Mater. Trans. B 2019, 50, 3039–3054. [Google Scholar] [CrossRef]
- Wang, T.; Hachani, L.; Fautrelle, Y.; Delannoy, Y.; Wang, E.; Wang, X.; Budenkova, O. Numerical modeling of a benchmark experiment on equiaxed solidification of a Sn–Pb alloy with electromagnetic stirring and natural convection. Int. J. Heat Mass Transf. 2020, 151, 119414. [Google Scholar] [CrossRef]
- Lipton, J.; Glicksman, M.E.; Kurz, W. Dendritic growth into undercooled alloy metals. Mater. Sci. Eng. 1984, 65, 57–63. [Google Scholar] [CrossRef]
- Happel, J. Viscous flow in multiparticle systems: Slow motion of fluids relative to beds of spherical particles. AIChE J. 1958, 4, 197–201. [Google Scholar] [CrossRef]
- Kubota, K.; Murakami, K.; Okamoto, T. Fluid flow and macrosegregation in cylindrical ingots. Mater. Sci. Eng. 1986, 79, 67–77. [Google Scholar] [CrossRef]
- Sun, H.; Zhang, J. Study on the Macrosegregation Behavior for the Bloom Continuous Casting: Model Development and Validation. Metall. Mater. Trans. B 2014, 45, 1133–1149. [Google Scholar] [CrossRef]
- Badillo, A.; Ceynar, D.; Beckermann, C. Growth of equiaxed dendritic crystals settling in an undercooled melt, Part 2: Internal solid fraction. J. Cryst. Growth 2007, 309, 216–224. [Google Scholar] [CrossRef]
- Dou, K.; Yang, Z.; Liu, Q.; Huang, Y.; Dong, H. Influence of Secondary Cooling Mode on Solidification Structure and Macro-segregation Behavior for High-carbon Continuous Casting Bloom. High Temp. Mater. Process. 2017, 36, 741–753. [Google Scholar] [CrossRef]










| Property | Units | Quantity | References |
|---|---|---|---|
| Carbon content | wt.% | 0.45 | - |
| Melting point of pure iron | K | 1805.15 | [8] |
| Liquidus slope | −80.45 | [8] | |
| Equilibrium partition coefficient | 1 | 0.314 | [8] |
| Reference density | 7200 | [28] | |
| Solid–liquid density difference | 200 | - | |
| Specific heat | 725 | [29] | |
| Thermal conductivity | 34 | [8] | |
| Latent heat | 2.72 × 105 | [29] | |
| Viscosity | 4.2 × 10−3 | [8] | |
| Thermal expansion coefficient | 1.07 × 10−4 | [8] | |
| Solutal expansion coefficient | 1.4 × 10−2 | [8] | |
| Maximal grain number density | 2.0 × 109 | [8] | |
| Grain packing limit fraction | 1 | 0.4 | [8] |
| Secondary arm spacing | m | 5.0 × 10−4 | [8] |
| Shape factor for tip growth | 1 | 0.18 | [30] |
| Sphericity | 1 | 0.53 | [30] |
| Liquid diffusion coefficient | 2.0 × 10−8 | [8] | |
| Gibbs–Thomson coefficient | 1.9 × 10−7 | [31] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, T.; Wang, E.; Delannoy, Y.; Fautrelle, Y.; Budenkova, O. Numerical Simulation of Macrosegregation Formation in a 2.45 ton Steel Ingot Using a Three-Phase Equiaxed Solidification Model. Metals 2021, 11, 262. https://doi.org/10.3390/met11020262
Wang T, Wang E, Delannoy Y, Fautrelle Y, Budenkova O. Numerical Simulation of Macrosegregation Formation in a 2.45 ton Steel Ingot Using a Three-Phase Equiaxed Solidification Model. Metals. 2021; 11(2):262. https://doi.org/10.3390/met11020262
Chicago/Turabian StyleWang, Tao, Engang Wang, Yves Delannoy, Yves Fautrelle, and Olga Budenkova. 2021. "Numerical Simulation of Macrosegregation Formation in a 2.45 ton Steel Ingot Using a Three-Phase Equiaxed Solidification Model" Metals 11, no. 2: 262. https://doi.org/10.3390/met11020262