
Sustainable and Eco-Friendly Packaging Films Based on Poly (Vinyl Alcohol) and Glass Flakes

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Method
2.1. Materials
2.2. Processing
2.3. Film’s Characterization
2.3.1. Scanning Electron Microscopy
2.3.2. UV-Vis Transmittance
2.3.3. WVTR
2.3.4. Bending
2.3.5. Tensile
2.3.6. Hardness
3. Results and Discussion
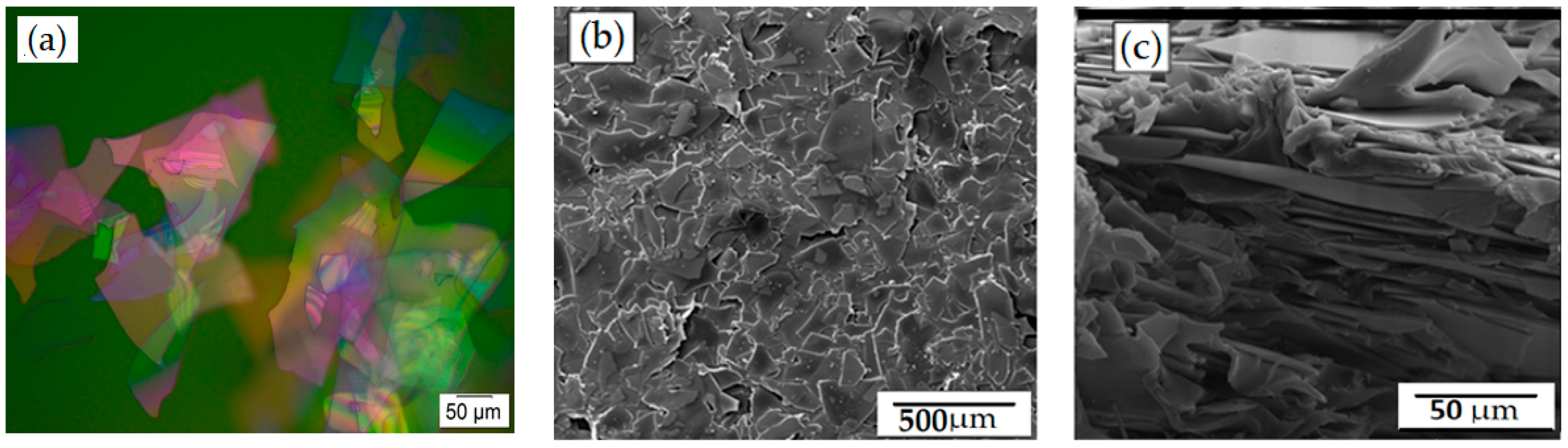
3.1. Morphological and Cross-Sectional Analysis
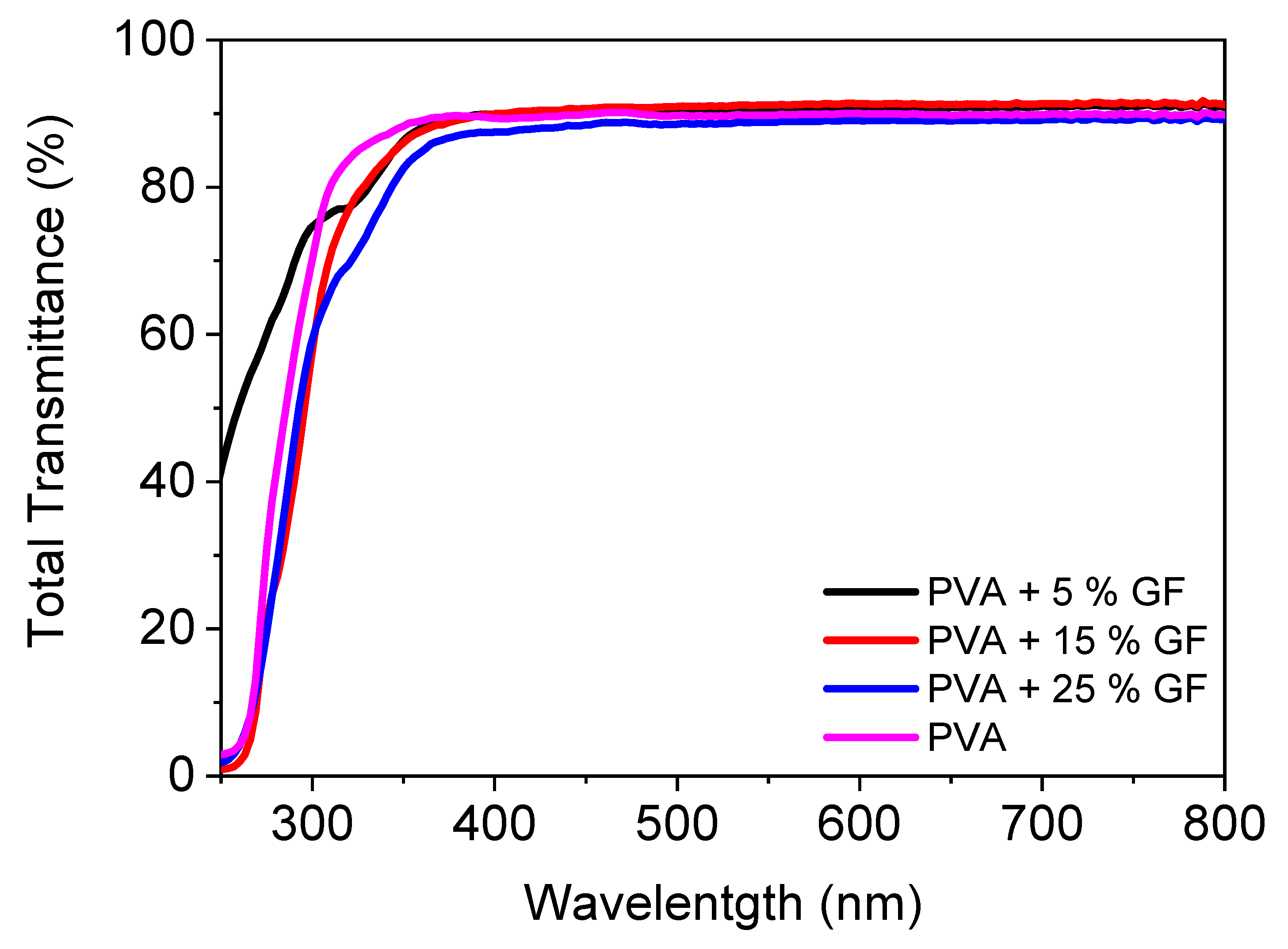
3.2. Transparency
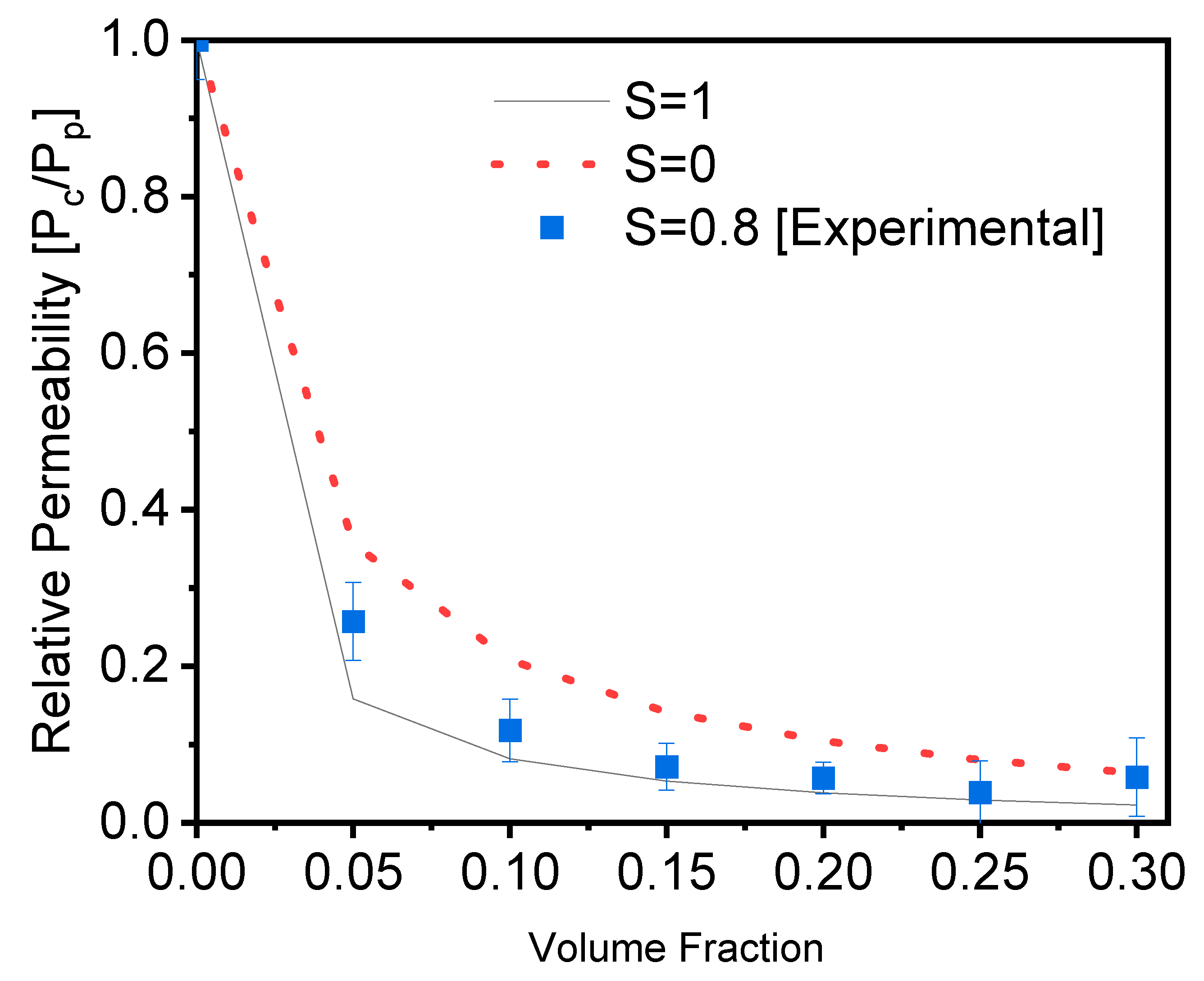
3.3. WVTR
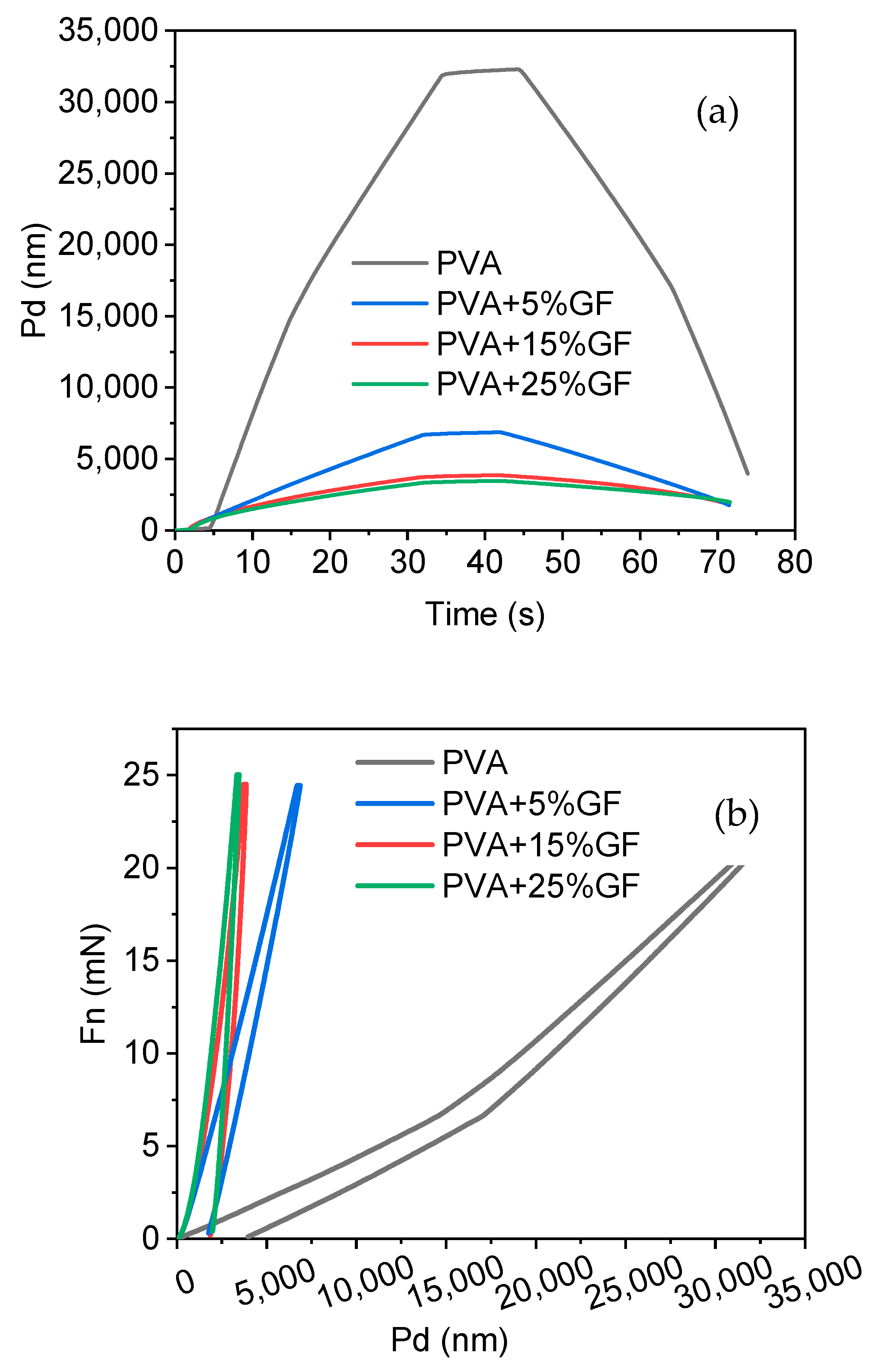
3.4. Bending
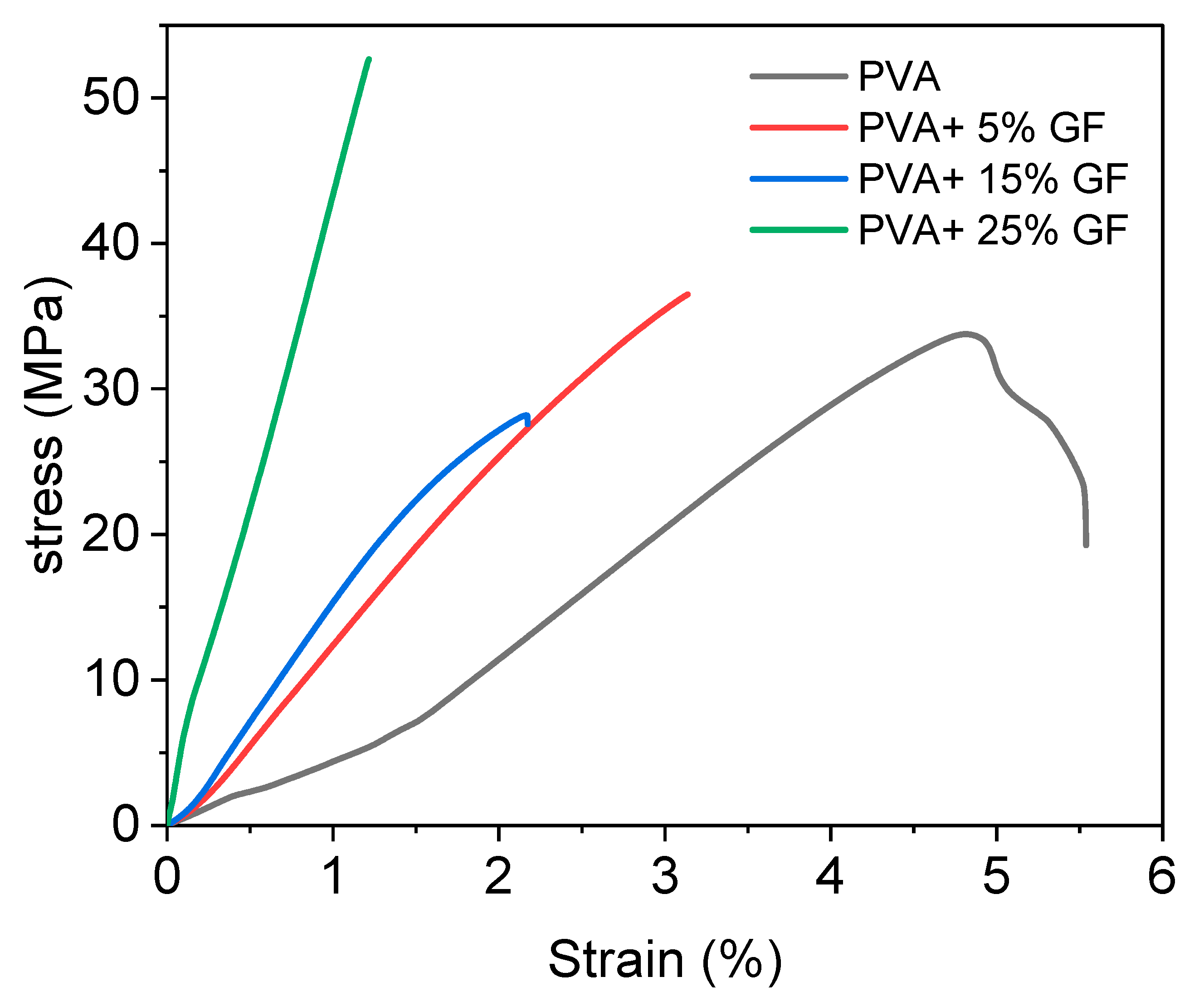
3.5. Tensile
3.6. Hardness
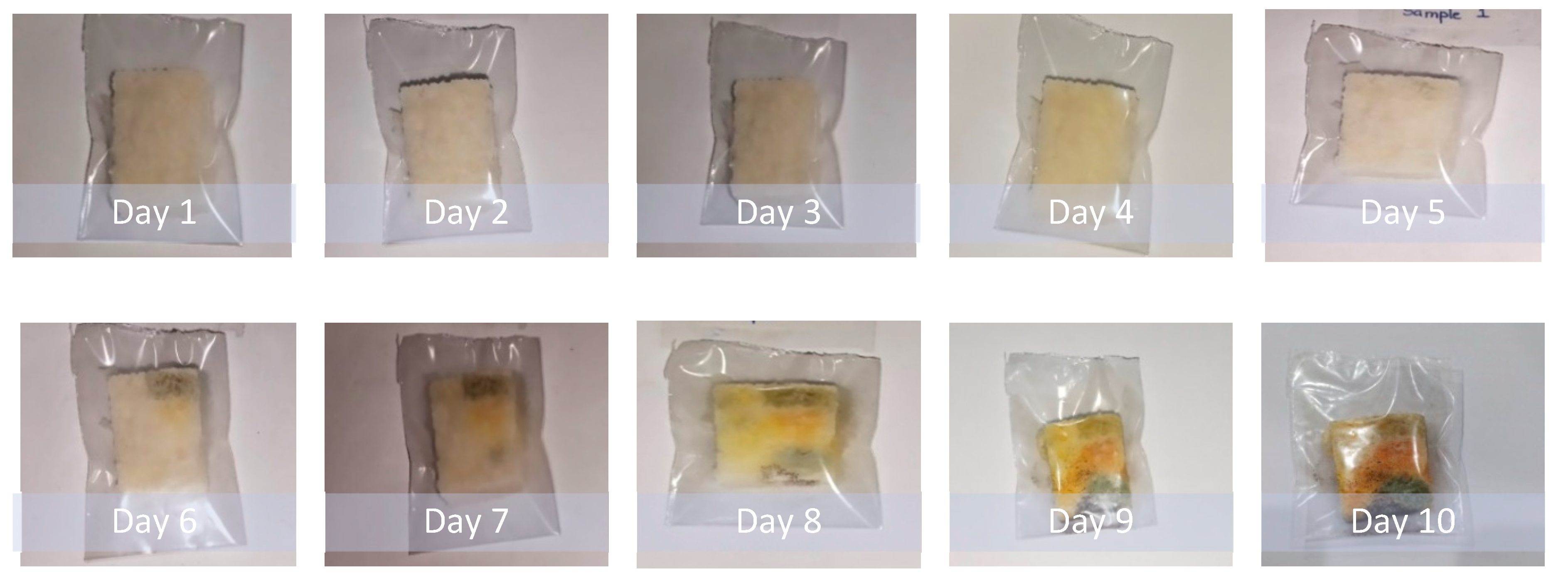
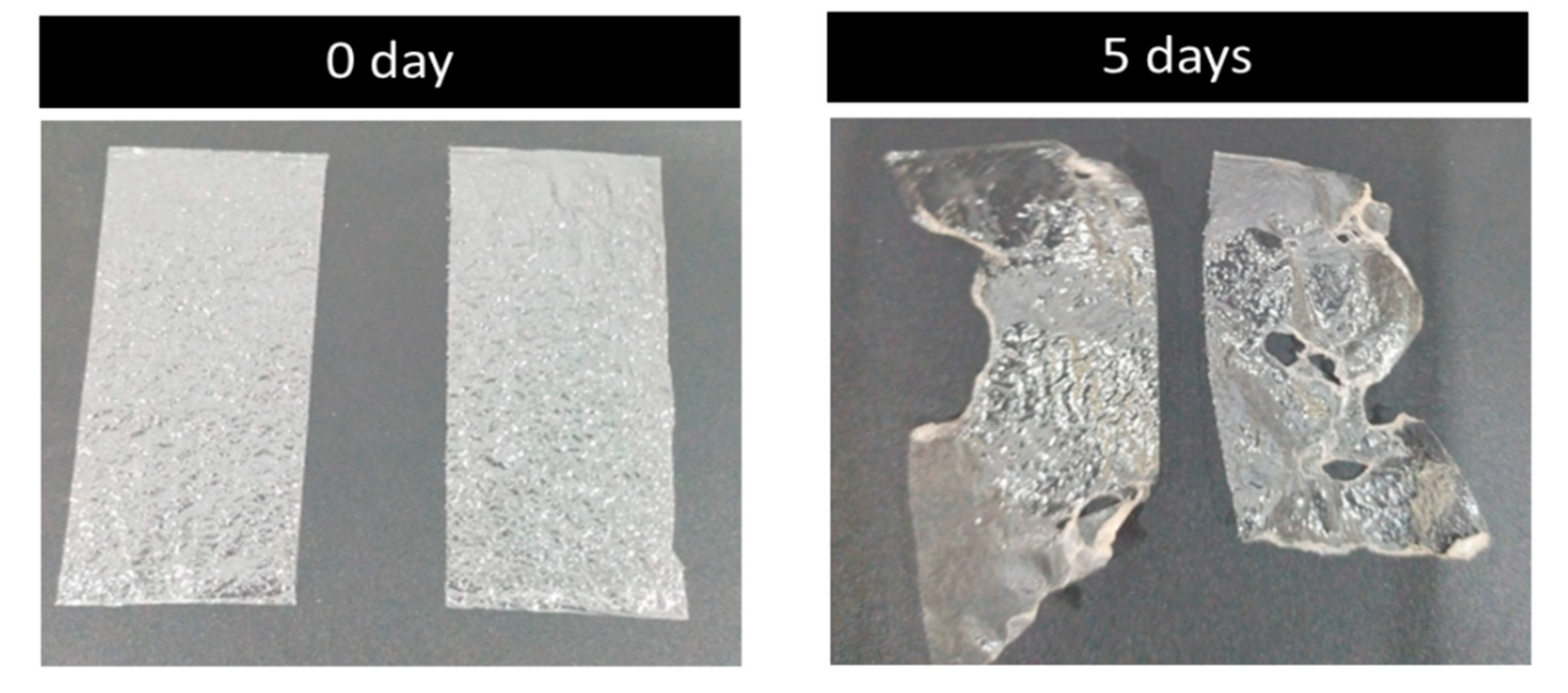
3.7. Degradation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, Z.; Wu, J.; Peng, T.; Li, Y.; Lin, D.; Xing, B.; Li, C.; Yang, Y.; Yang, L.; Zhang, L.; et al. Preparation and application of starch/polyvinyl alcohol/citric acid ternary blend antimicrobial functional food packaging films. Polymers. 2017, 9, 102. [Google Scholar] [CrossRef] [PubMed]
- Ashfaq, J.; Channa, I.A.; Shaikh, A.A.; Chandio, A.D.; Shah, A.A.; Bughio, B.; Birmahani, A.; Alshehri, S.; Ghoneim, M.M. Gelatin-and Papaya-Based Biodegradable and Edible Packaging Films to Counter Plastic Waste Generation. Materials 2022, 15, 1046. [Google Scholar] [CrossRef] [PubMed]
- Song, J.H.; Murphy, R.J.; Narayan, R.; Davies, G.B.H. Biodegradable and compostable alternatives to conventional plastics. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2127–2139. [Google Scholar] [CrossRef] [PubMed]
- Barnes, D.K.A.; Galgani, F.; Thompson, R.C.; Barlaz, M. Accumulation and fragmentation of plastic debris in global environments. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 1985–1998. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Han, J.W.; Ruiz-Garcia, L.; Qian, J.P.; Yang, X.T. Food Packaging: A Comprehensive Review and Future Trends. Compr. Rev. Food Sci. Food Saf. 2018, 17, 860–877. [Google Scholar] [CrossRef] [Green Version]
- Koons, E.S.K. What is Biodegradable Packaging. Biodegradable. 2019. Available online: https://www.desjardin.fr/en/blog/what-is-biodegradable-packaging (accessed on 5 June 2022).
- Azmin, S.N.H.M.; Hayat, N.A.b.M.; Nor, M.S.M. Development and characterization of food packaging bioplastic film from cocoa pod husk cellulose incorporated with sugarcane bagasse fibre. J. Bioresour. Bioprod. 2020, 5, 248–255. [Google Scholar] [CrossRef]
- Suganthi, S.; Vignesh, S.; Sundar, J.K.; Raj, V. Fabrication of PVA polymer films with improved antibacterial activity by fine-tuning via organic acids for food packaging applications. Appl. Water Sci. 2020, 10, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Channa, I.A.; Shah, A.A.; Rizwan, M.; Makhdoom, M.A.; Chandio, A.D.; Shar, M.A.; Mahmood, A. Process parameter optimization of a polymer derived ceramic coatings for producing ultra-high gas barrier. Materials 2021, 14, 7000. [Google Scholar] [CrossRef]
- Pankaj, S.; Bueno-Ferrer, C.; Misra, N.; O′Neill, L.; Jiménez, A.; Bourke, P.; Cullen, P. Characterization of polylactic acid films for food packaging as affected by dielectric barrier discharge atmospheric plasma. Innov. Food Sci. Emerg. Technol. 2014, 21, 107–113. [Google Scholar] [CrossRef] [Green Version]
- Oyeoka, H.C.; Ewulonu, C.M.; Nwuzor, I.C.; Obele, C.M.; Nwabanne, J.T. Packaging and degradability properties of polyvinyl alcohol/gelatin nanocomposite films filled water hyacinth cellulose nanocrystals. J. Bioresour. Bioprod. 2021, 6, 168–185. [Google Scholar] [CrossRef]
- Lu, Y.; Luo, Q.; Chu, Y.; Tao, N.; Detng, S.; Wang, L.; Li, L. Application of Gelatin in Food Packaging: A Review. Polymers. 2022, 14, 436. [Google Scholar] [CrossRef] [PubMed]
- Dilucia, F.; Lacivita, V.; Conte, A.; del Nobile, M.A. Enhance Food Packaging Performance. Foods 2020, 9, 857. [Google Scholar] [CrossRef]
- Thakur, N.; Chaudhary, V.; Purees, F. Extracts and Juices: Sustainable Source of Edible Packaging. Springer 2022, 175–190. [Google Scholar] [CrossRef]
- Yun, D.; Liu, J. Recent advances on the development of food packaging films based on citrus processing wastes: A review. J. Agric. Food Res. 2022, 9, 100316. [Google Scholar] [CrossRef]
- Tan, R.; Li, F.; Zhang, Y.; Yuan, Z.; Feng, X.; Zhang, W.; Liang, T.; Cao, J.; De Hoop, C.F.; Peng, X.; et al. High-Performance Biocomposite Polyvinyl Alcohol (PVA) Films Modified with Cellulose Nanocrystals (CNCs), Tannic Acid (TA), and Chitosan (CS) for Food Packaging. J. Nanomater 2021, 2021, 4821717. [Google Scholar] [CrossRef]
- Gao, X.; Tang, K.; Liu, J.; Zheng, X.; Zhang, Y. Compatibility and properties of biodegradable blend films with gelatin and poly(vinyl alcohol). J. Wuhan Univ. Technol. Sci. Ed. 2014, 29, 351–356. [Google Scholar] [CrossRef]
- Abdullah, Z.; Dong, Y.; Davies, I.; Barbhuiya, S. PVA, PVA Blends and Their Nanocomposites for Biodegradable Packaging Application. Polym. Plast. Technol. Eng. 2017, 56, 1307–1344. [Google Scholar] [CrossRef] [Green Version]
- Su, J.-F.; Huang, Z.; Zhao, Y.-H.; Yuan, X.-Y.; Wang, X.-Y.; Li, M. Moisture sorption and water vapor permeability of soy protein isolate/poly(vinyl alcohol)/glycerol blend films. Ind. Crops Prod. 2010, 31, 266–276. [Google Scholar] [CrossRef]
- Tanase, E.E.; Popa, E.M.; Rapa, M.; Popa, O.; Popa, I.V. Biodegradation study of some food packaging biopolymers based on PVA. Bull. Univ. Agric. Sci. Vet. Med. Cluj-Napoca Anim. Sci. Biotechnol. 2016, 73, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Mustafa, P.; Niazi, M.B.K.; Jahan, Z.; Rafiq, S.; Alhmad, T.; Sikander, U.; Javaid, F. Improving functional properties of PVA/starch-based films as active and intelligent food packaging by incorporating propolis and anthocyanin. Polym. Polym. Compos. 2021, 29, 1472–1484. [Google Scholar] [CrossRef]
- Abdullah, Z.W.; Dong, Y. Biodegradable and water resistant poly(vinyl) alcohol (PVA)/starch (ST)/glycerol (GL)/halloysite nanotube (HNT) nanocomposite films for sustainable food packaging. Front. Mater. 2019, 6, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Sarwar, M.S.; Niazi, M.B.K.; Jahan, Z.; Ahmad, T.; Hussain, A. Preparation and characterization of PVA/nanocellulose/Ag nanocomposite films for antimicrobial food packaging. Carbohydr. Polym. 2018, 184, 453–464. [Google Scholar] [CrossRef] [PubMed]
- Peng, Z.; Chen, T.; Chen, W.; Xie, J. Development of antimicrobial active films based on poly (vinyl alcohol) containing nano—TiO2 and its application in macrobrachium rosenbergii packaging. J. Food Process. Preserv. 2018, 42, e13702. [Google Scholar] [CrossRef]
- Azeredo, H.M.C.; Rosa, M.F.; Mattoso, L.H.C. Nanocellulose in bio-based food packaging applications. Ind. Crops Prod. 2017, 97, 664–671. [Google Scholar] [CrossRef]
- Ray, S.; Quek, S.Y.; Easteal, A.; Chen, X. The Potential Use of Polymer-Clay Nanocomposites in Food Packaging. Int. J. Food Eng. 2006, 2, 1–11. [Google Scholar] [CrossRef]
- Scharfe, B.; Lehmann, S.; Gerdes, T.; Brüggemann, D. Optical and Mechanical Properties of Highly Transparent Glass-Flake Composites. J. Compos. Sci. 2019, 3, 101. [Google Scholar] [CrossRef] [Green Version]
- Barbhuiya, S.; Choudhury, M.I. Nanoscale characterization of glass flake filled vinyl ester anti-corrosion coatings. Coatings 2017, 7, 116. [Google Scholar] [CrossRef] [Green Version]
- Channa, I.A.; Distler, A.; Scharfe, B.; Feroze, S.; Forberich, K.; Lipovšek, B.; Brabec, C.J.; Egelhaaf, H.-J. Solution processed oxygen and moisture barrier based on glass flakes for encapsulation of organic (opto-) electronic devices. Flex. Print. Electron. 2021, 6, 025006. [Google Scholar] [CrossRef]
- Malakootian, M.; Khatami, M.; Mahdizadeh, H.; Nasiri, A.; Gharaghani, M.A. A study on the photocatalytic degradation of p-Nitroaniline on glass plates by Thermo-Immobilized ZnO nanoparticle. Inorg. Nano-Metal Chem. 2020, 50, 124–135. [Google Scholar] [CrossRef]
- Channa, I.A. Development of Solution Processed Thin Film Barriers for Encapsulating Thin Film Electronics Entwicklung Von Lösungsprozessierten Dünnschichtbarrieren Für Die Verpackung Von Dünnschichtelektronik; Friedrich Alexander University of Erlangen Nuremberg: Schloßplatz, Erlangen, 2019. [Google Scholar]
- Channa, I.A.; Distler, A.; Egelhaaf, H.; Brabec, C.J. Solution Coated Barriers for Flexible Electronics. In Organic Flexible Electronics, Fundamentals, Devices, and Applications; Cosseddu, P., Caironi, M., Eds.; Woodhead Publishing: Cambridge, UK, 2020. [Google Scholar]
- Channa, I.A.; Chandio, A.; Rizwan, M.; Shah, A.; Bhatti, J.; Shah, A.; Hussain, F.; Shar, M.; AlHazaa, A. Solution Processed PVB/Mica Flake Coatings for the Encapsulation of Organic Solar Cells. Material 2021, 14, 2496. [Google Scholar] [CrossRef]
- Channa, I.A.; Ashfaq, J.; Gilani, S.J.; Shah, A.A.; Chandio, A.D.; Jumah, M.N.b. UV Blocking and Oxygen Barrier Coatings Based on Polyvinyl Alcohol and Zinc Oxide Nanoparticles for Packaging Applications. Coatings 2022, 12, 897. [Google Scholar] [CrossRef]
- Channa, I.A.; Distler, A.; Zaiser, M.; Brabec, C.J.; Egelhaaf, H.J. Thin Film Encapsulation of Organic Solar Cells by Direct Deposition of Polysilazanes from Solution. Adv. Energy Mater. 2019, 9, 1900598. [Google Scholar] [CrossRef]
- Chandio, A.D.; Channa, I.; Rizwan, M.; Akram, S.; Javed, M.; Siyal, S.; Saleem, M.; Makhdoom, M.; Ashfaq, T.; Khan, S.; et al. Polyvinyl alcohol and nano-clay based solution processed packaging coatings. Coatings 2021, 11, 942. [Google Scholar] [CrossRef]
- Alsaad, A.M.; Ahmad, A.A.; al Dairy, A.R.; Al-anbar, A.S.; Al-Bataineh, Q.M. Spectroscopic characterization of optical and thermal properties of (PMMA-PVA) hybrid thin films doped with SiO2 nanoparticles. Results Phys. 2020, 19, 103463. [Google Scholar] [CrossRef]
- Ramesh, S.; Kim, H.S.; Kim, J. Cellulose—Polyvinyl Alcohol—Nano-TiO2 Hybrid Nanocomposite: Thermal, Optical, and Antimicrobial Properties against Pathogenic Bacteria. Polym. Plast. Technol. Eng. 2017, 57, 669–681. [Google Scholar] [CrossRef]
- Bharadwaj, R.K. Modeling the Barrier Properties of Polymer-Layered Silicate Nanocomposites. Macromolecules 2001, 34, 9189–9192. [Google Scholar] [CrossRef]
- He, X.; Wu, L.; Wang, J.; Zhang, T.; Sun, H.; Shuai, N. Layer-by-layer assembly deposition of graphene oxide on poly(lactic acid) films to improve the barrier properties. High Perform. Polym. 2015, 27, 318–325. [Google Scholar] [CrossRef]
- Musterman, M.; Placeholder, P. A brief insight into the prediction of water vapor transmissibility in highly impermeable hybrid nanocomposites based on bromobutyl/epichlorohydrin rubber blends What Is So Different About Was ist so anders am Neuroenhancement? Open Chem. 2018, 16, 1207–1213. [Google Scholar]
- Zhang, P.; Ling, Y.; Wang, J.; Shi, Y. Bending resistance of PVA fiber reinforced cementitious composites containing nano-SiO2. Nanotechnol. Rev. 2019, 2, 690–698. [Google Scholar] [CrossRef] [Green Version]
- Hong, X.; Zou, L.; Zhao, J.; Li, C.; Cong, L. Dry-wet spinning of PVA fiber with high strength and high Young ’ s modulus Dry-wet spinning of PVA fiber with high strength and high Young’s modulus. IOP Conf. Series: Mater. Sci. Eng. 2018, 439, 042011. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.; Qi, G.; Kenny, J.M.; Puglia, D.; Ma, P. Effect of Cellulose Nanocrystals and Lignin Nanoparticles on Mechanical, Antioxidant and Water Vapour Barrier Properties of Glutaraldehyde Crosslinked PVA Films. Polymers 2020, 12, 1364. [Google Scholar] [CrossRef] [PubMed]
- Chan, K.S.; Senin, H.B.; Naimah, I. Structural and mechanical properties of polyvinyl alcohol (PVA) thin film. Am. Inst. Phys. 2009, 1136, 366–369. [Google Scholar] [CrossRef]
- Salman, S.A.; Bakr, N.A.; Homad, H.T. A Study of FTIR and Some Mechanical Properties of Sodium Iodide (NaI) Salt Filled Polymer Polyvinyl Alcohol (PVA) Films. Int. Lett. Chem. Phys. Astron. 2018, 78, 30–38. [Google Scholar] [CrossRef]
- Nikaeen, P.; Depan, D.; Khattab, A. Surface Mechanical Characterization of Carbon Nanofiber Reinforced Low-Density Polyethylene by Nanoindentation and Comparison with Bulk Properties. Nanomaterials 2019, 9, 1357. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Legan, J.D. Mould spoilage of bread: The problem and some solutions. Int. Biodeterior. Biodegrad. 1993, 32, 33–53. [Google Scholar] [CrossRef]
- Luna-Sosa, B.; Martínez-Ávila, G.C.G.; Rodríguez-Fuentes, H.; Azevedo, A.G.; Pastrana, L.M.; Rojas, R.; Cerqueira, M. Pectin-based films loaded with hydroponic nopal mucilages: Development and physicochemical characterization. Coatings 2020, 10, 467. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S.No | Sample Code | Tensile Strength (MPa) | Tensile Elongation (%) |
|---|---|---|---|
| 1 | PVA | 28 | 5.5 |
| 2 | PVA + 5%GF | 35 | 3.1 |
| 3 | PVA + 15%GF | 27 | 2.2 |
| 4 | PVA + 25%GF | 55 | 1.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Channa, I.A.; Ashfaq, J.; Gilani, S.J.; Chandio, A.D.; Yousuf, S.; Makhdoom, M.A.; Jumah, M.N.b. Sustainable and Eco-Friendly Packaging Films Based on Poly (Vinyl Alcohol) and Glass Flakes. Membranes 2022, 12, 701. https://doi.org/10.3390/membranes12070701
Channa IA, Ashfaq J, Gilani SJ, Chandio AD, Yousuf S, Makhdoom MA, Jumah MNb. Sustainable and Eco-Friendly Packaging Films Based on Poly (Vinyl Alcohol) and Glass Flakes. Membranes. 2022; 12(7):701. https://doi.org/10.3390/membranes12070701
Chicago/Turabian StyleChanna, Iftikhar Ahmed, Jaweria Ashfaq, Sadaf Jamal Gilani, Ali Dad Chandio, Sumra Yousuf, Muhammad Atif Makhdoom, and May Nasser bin Jumah. 2022. "Sustainable and Eco-Friendly Packaging Films Based on Poly (Vinyl Alcohol) and Glass Flakes" Membranes 12, no. 7: 701. https://doi.org/10.3390/membranes12070701