
Validation of the Powder Metallurgical Processing of Duplex Stainless Steels through Hot Isostatic Pressing with Integrated Heat Treatment
 , ,
, ,
Abstract
:1. Introduction
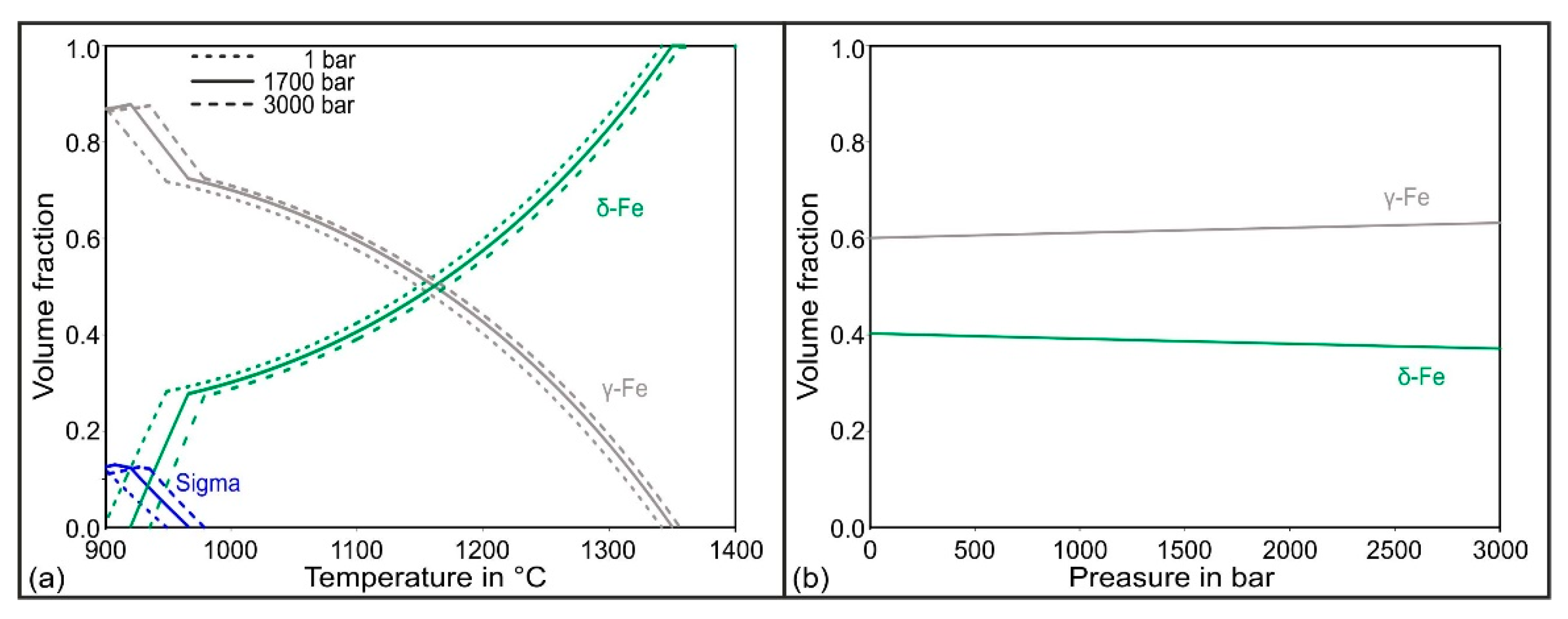
- How does the pressure at work during the HIP process affect the phase stability and, thus, the integrated solution annealing of duplex stainless steels? This question is to be investigated using X2CrNiMoN22-5-3, first by compacting it powder metallurgically by means of HIP, and then by solution annealing it directly in HIP combined with URQ. A subsequent conventional solution-annealed X2CrNiMoN22-5-3 steel serves as a reference.
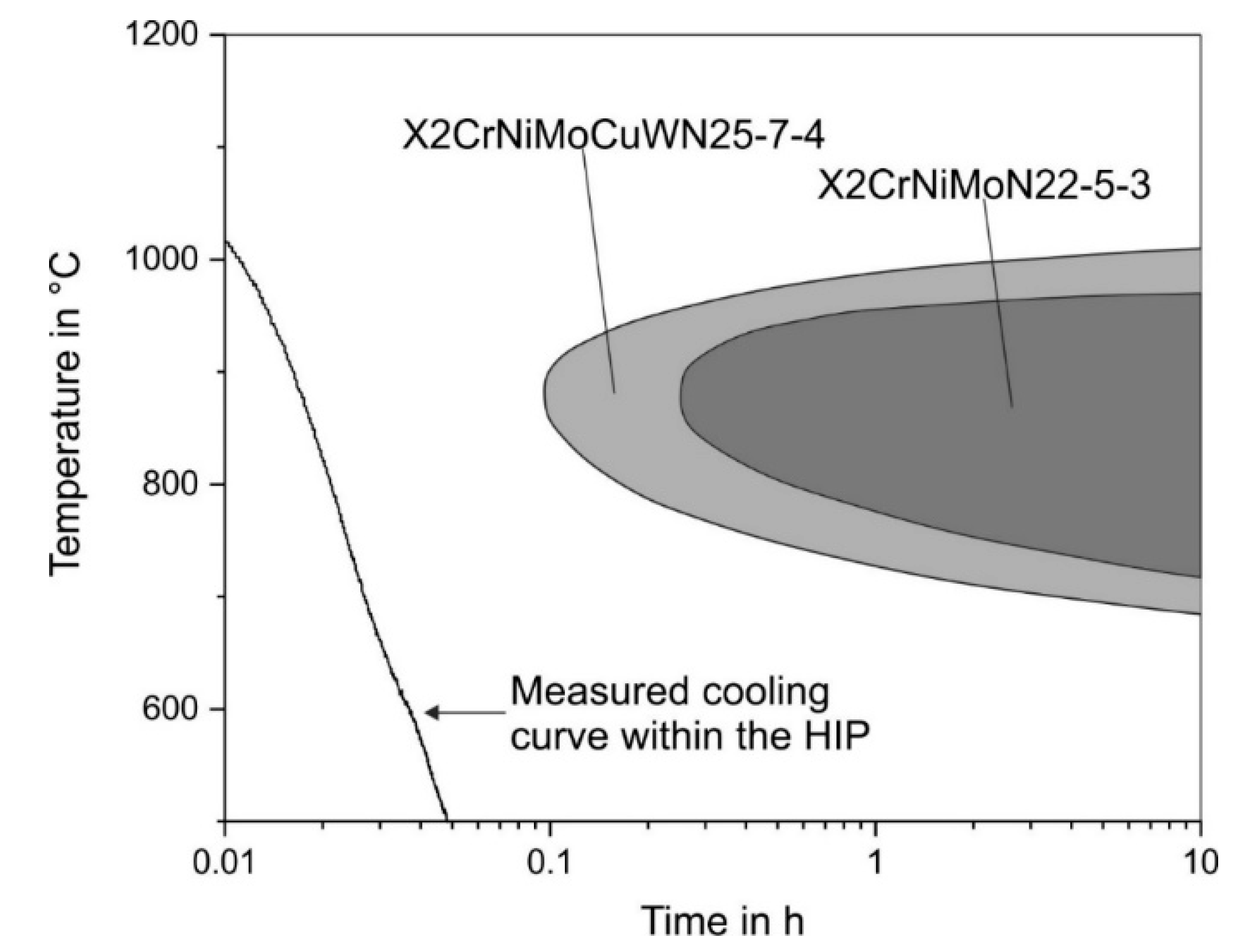
- It remains to be investigated whether the rapid cooling in HIP using the modern processes of URQ is sufficient for preventing the formation of the sigma phase after solution annealing and thus avoiding the embrittlement of the workpieces. For this purpose, the steel X2CrNiMoCuWN25-7-4 was analyzed, which shows a higher susceptibility to sigma phase precipitation compared to the steel X2CrNiMoN22-5-3 (1.4462), due to its higher Cr and Mo contents.
2. Materials and Methods
2.1. Sample Production
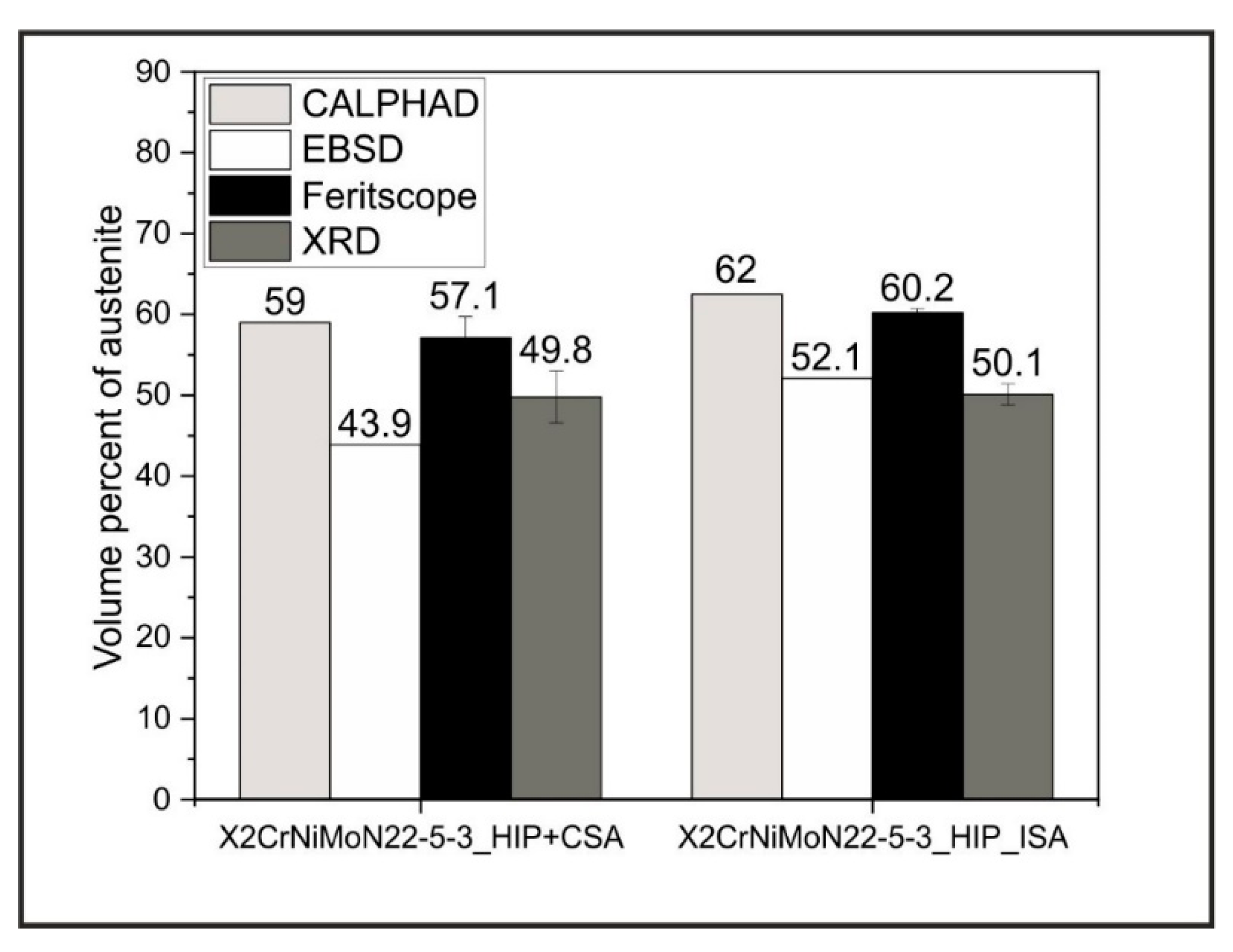
2.2. Experimental Investigation of the Austenite and Ferrite Contents
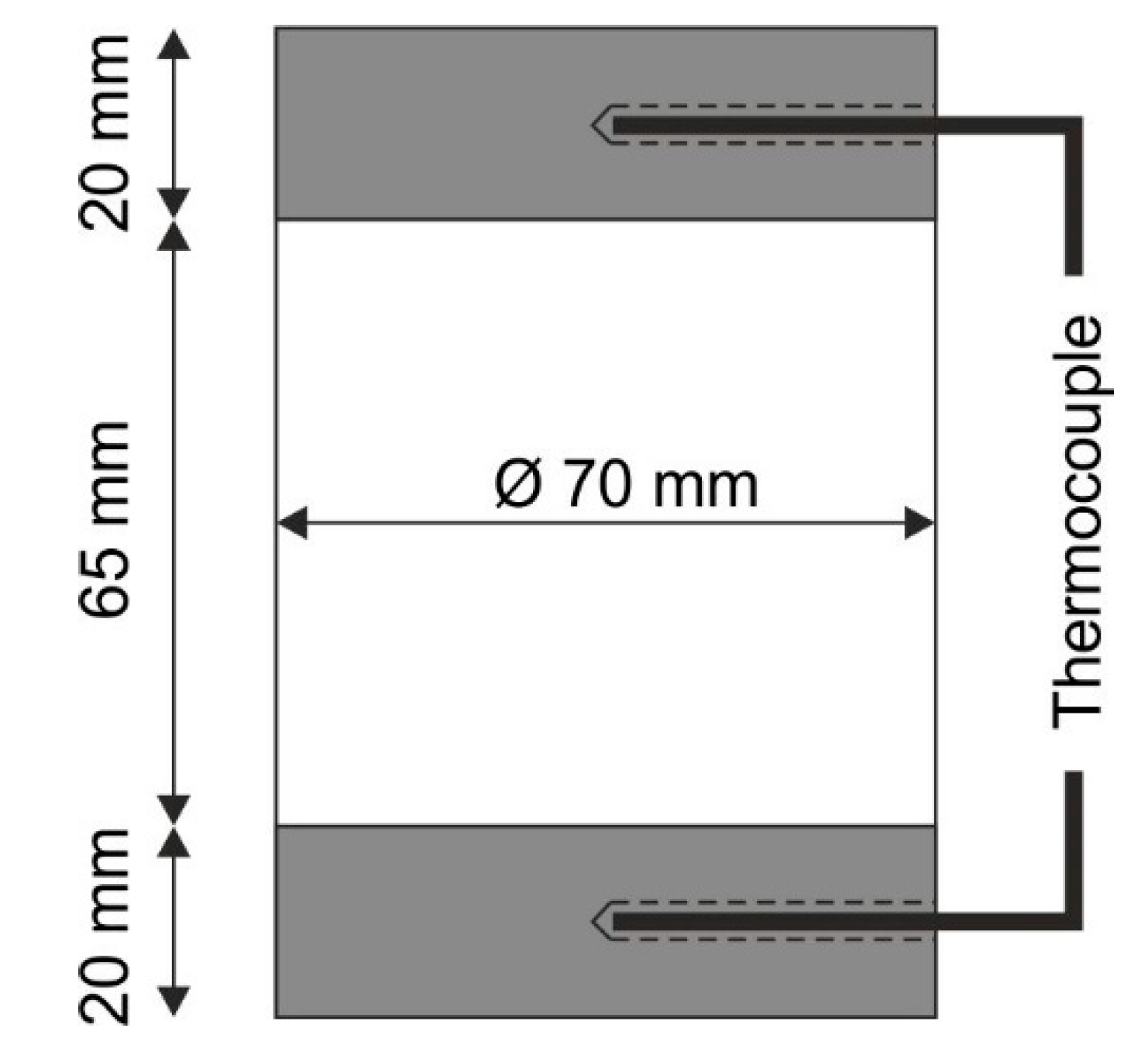
2.3. Charpy Impact Testing
2.4. Thermodynamic Calculations
3. Results and Discussion
3.1. Thermodynamic Influence of the HIP Pressure on the Austenite Stability
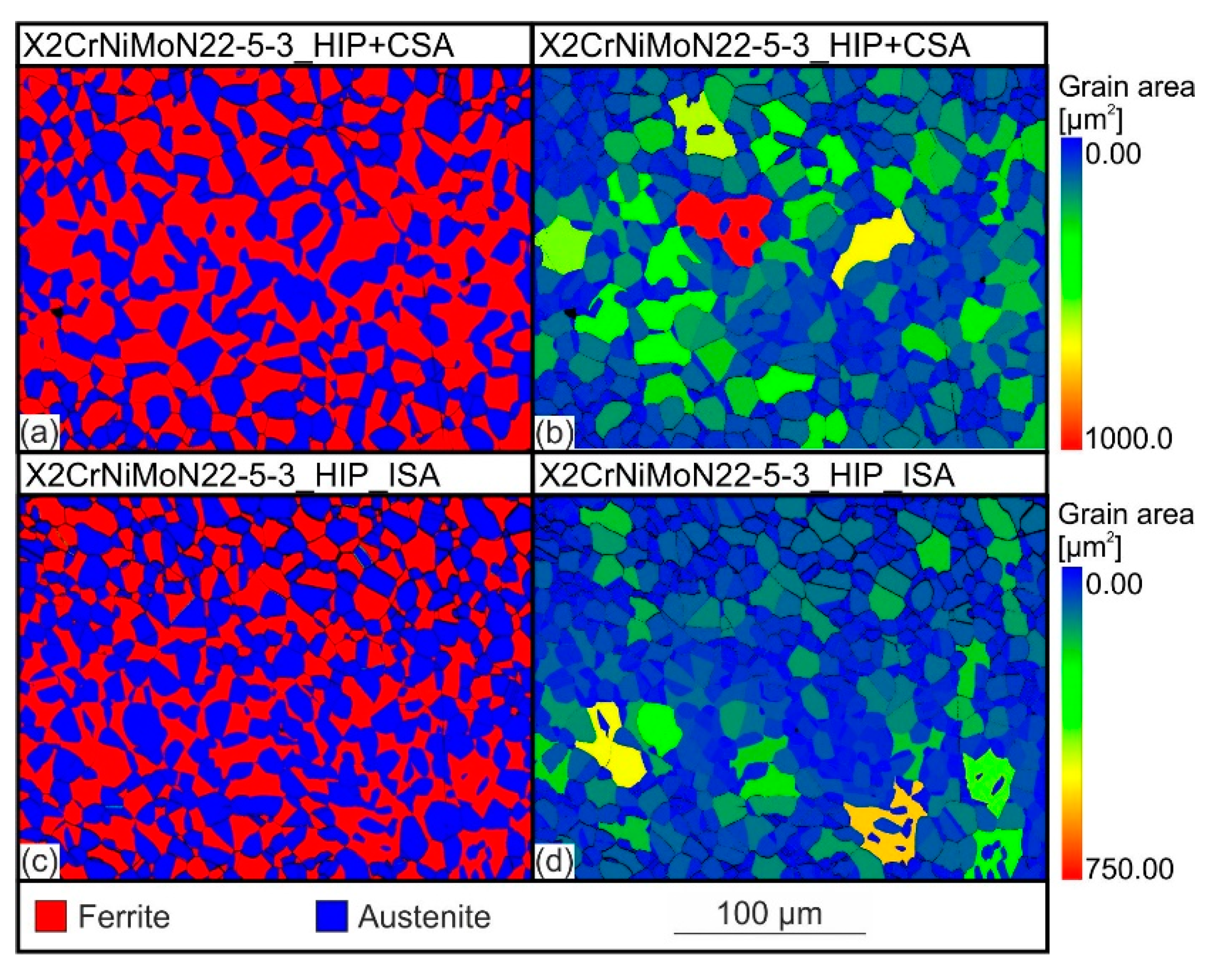
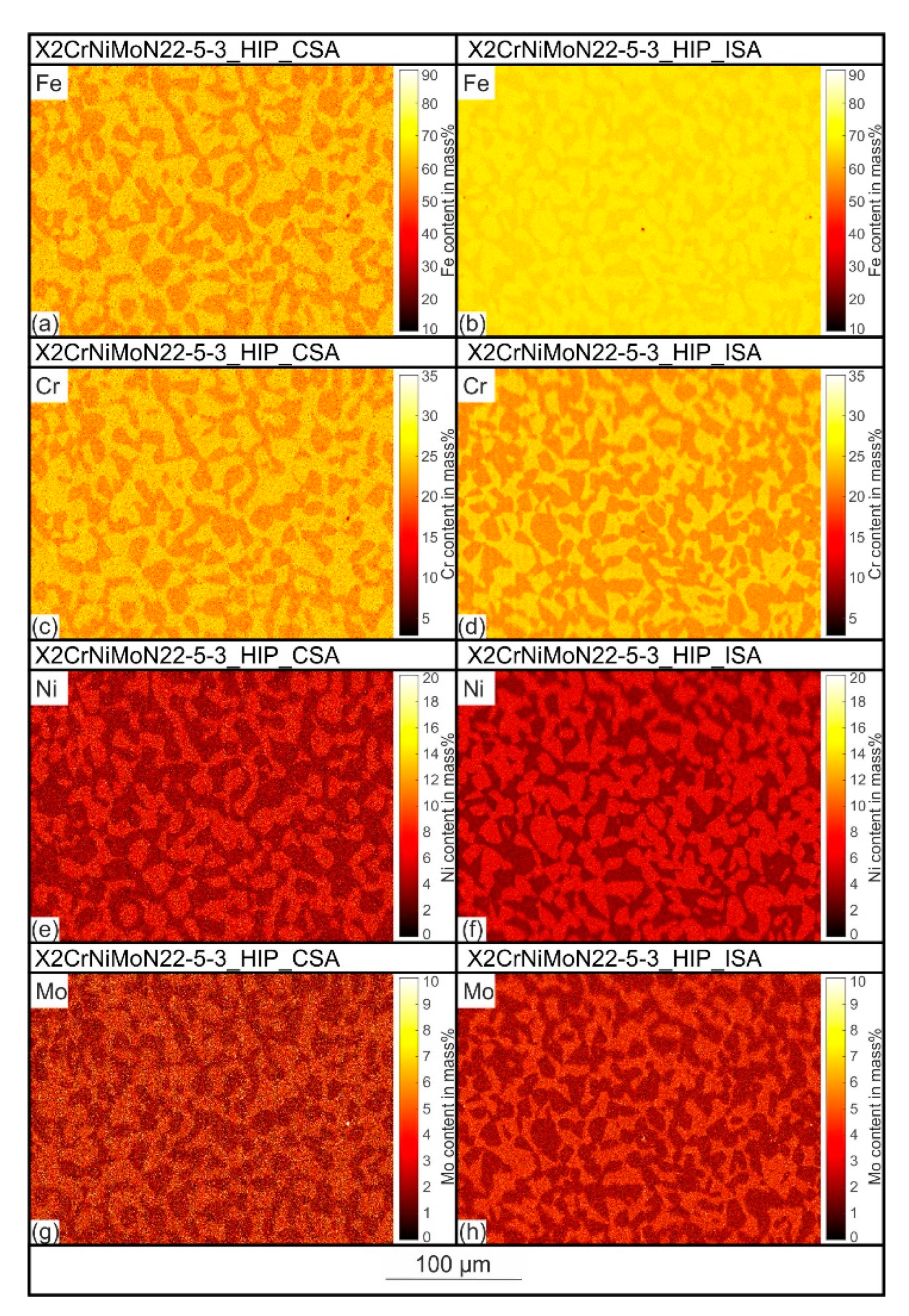
3.2. Experimental Studies on the Influence of Pressure on the Microstructural Austenite/Ferrite Stability
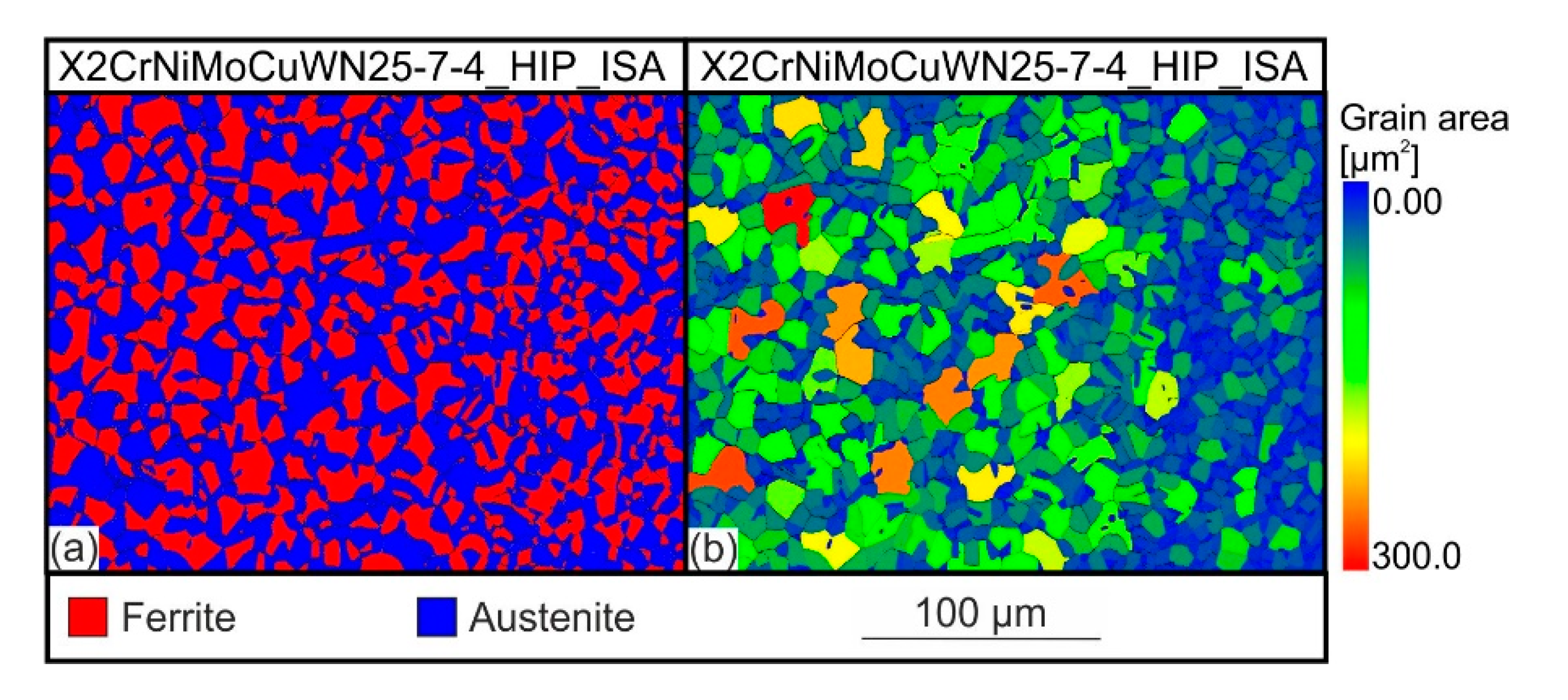
3.3. Prevention of the Sigma Phase Precipitation by HIP Quenching
4. Conclusions
- The EBSD and XRD investigations, as well as magneto-inductive measurements using Feritscope®, showed that the pressure of 170 MPa applied during the HIP treatment led to the stabilization of the austenite in the X2CrNiMoN22-5-3 duplex stainless steel. In particular, the measurements obtained using the Feritscope®, where the largest sample volume was measured (the most representative results for the phase quantification), were in strong agreement with CALPHAD calculations.
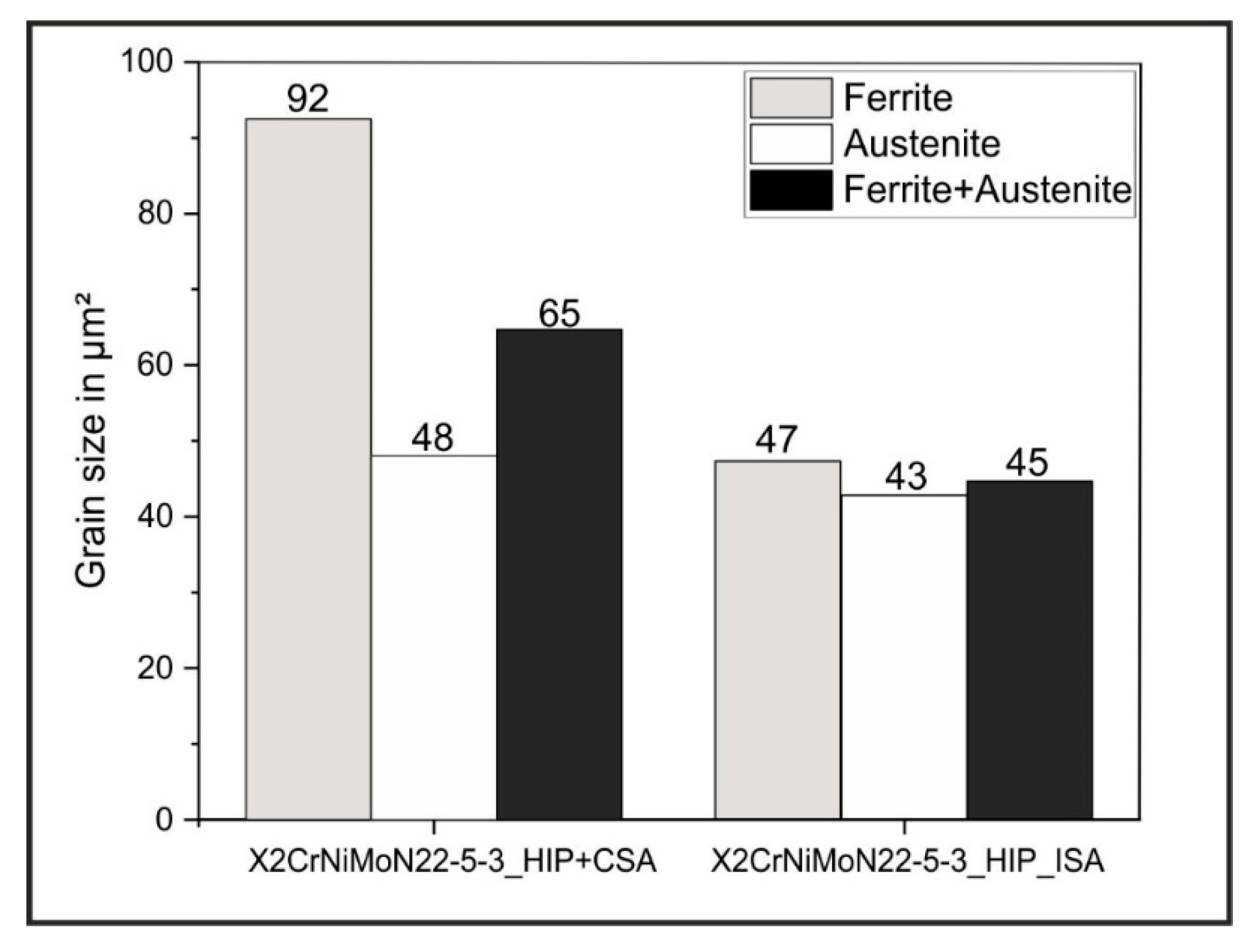
- The grain size of the X2CrNiMoN22-5-3 duplex stainless steel solution annealed within the HIP process was smaller than that of the steel subsequently solution-annealed at an atmospheric pressure, which makes the integrated solution annealing within the HIP process attractive not only from an economic and ecologic point of view, but also with regard to the better mechanical properties of the steel due to its finer grains.
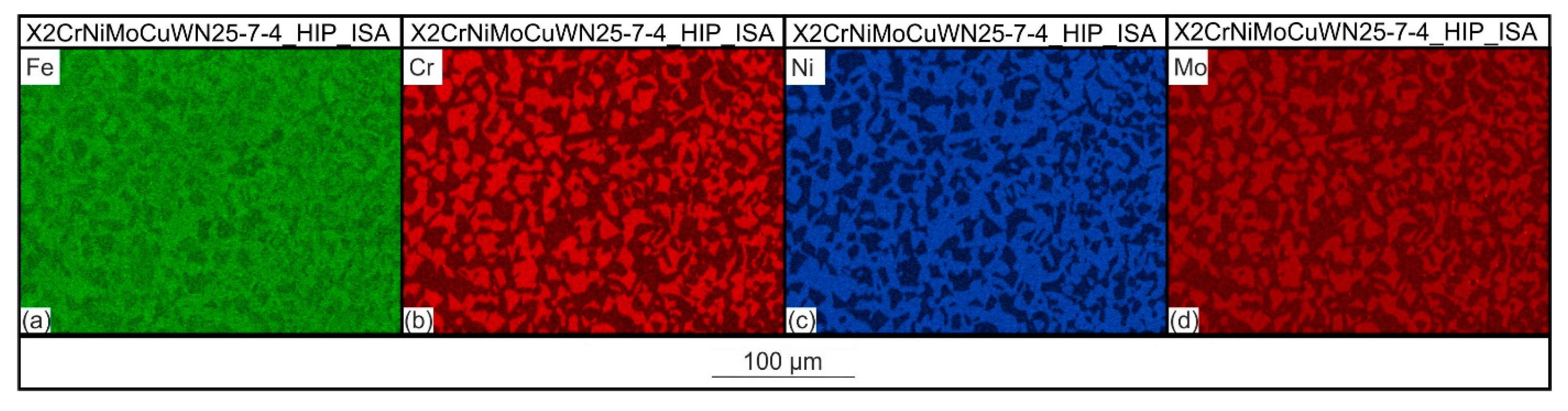
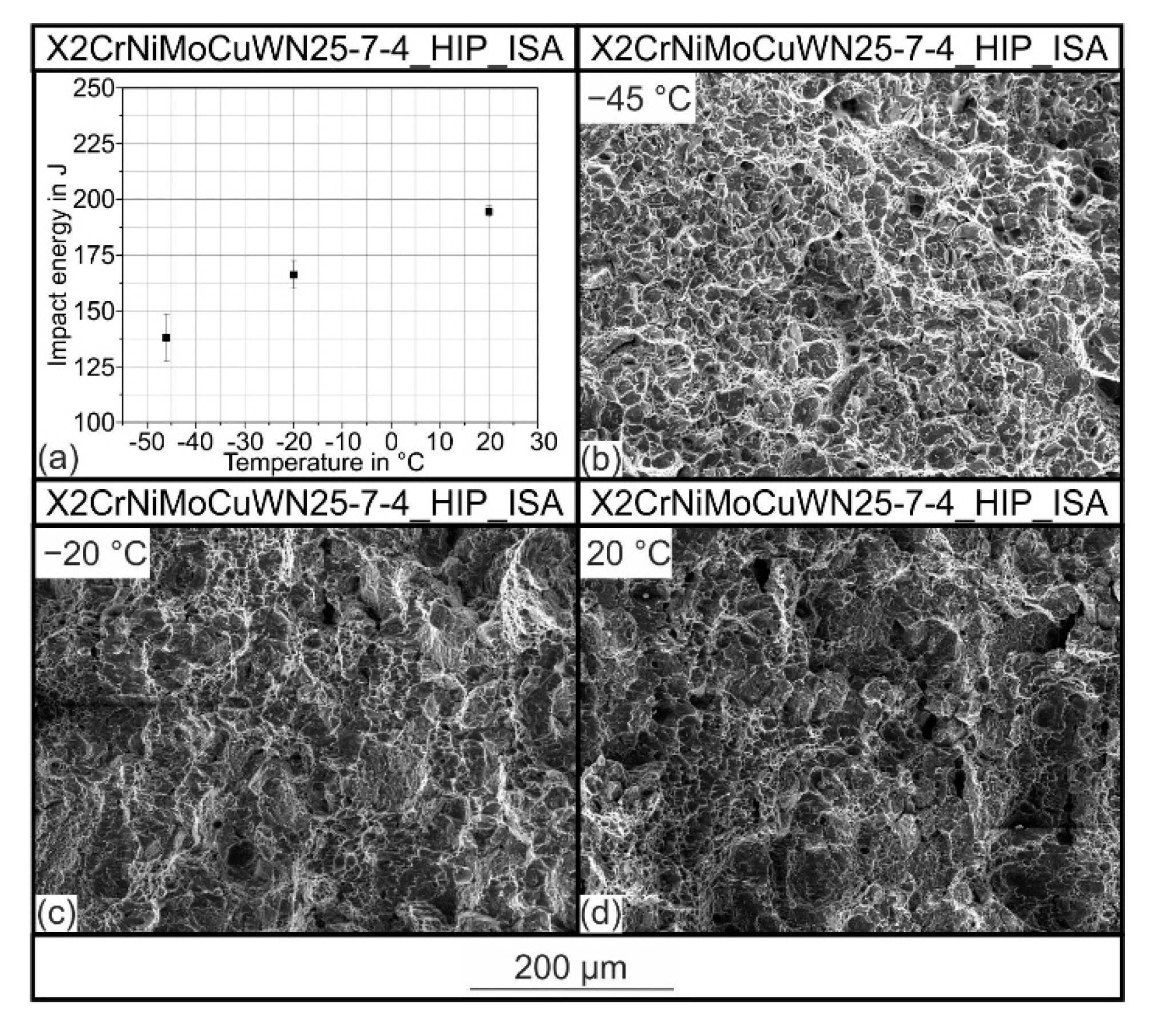
- The URQ technique used in the integrated solution annealing resulted in sufficiently high cooling rates to prevent the sigma phase formation of the sigma phase-sensitive steel X2CrNiMoCuWN25-7-4. This was proven by in situ temperature measurements taken within the HIP capsule, EBSD and EDS investigations of the resulting microstructure, and by means of the Charpy impact tests.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gunn, R.N. Duplex Stainless Steels: Microstructure, Properties and Applications; Abington Publishing: Cambridge, UK, 1997. [Google Scholar]
- Charles, J. Duplex stainless steels, a review after DSS’07 held in grado. Rev. Metall. Cah. D’Informations Tech. 2007, 105, 155–171. [Google Scholar] [CrossRef]
- Berns, H.; Theisen, W. Ferrous Materials: Steel and Cast Iron; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Bermejo, M.A.V.; Eyzop, D.; Hurtig, K.; Karlsson, L. Welding of Large Thickness Super Duplex Stainless Steel: Microstructure and Properties. Metals 2021, 11, 1184. [Google Scholar] [CrossRef]
- Pohl, M.; Storz, O.; Glogowski, T. Effect of intermetallic precipitations on the properties of duplex stainless steel. Mater. Charact. 2007, 58, 65–71. [Google Scholar] [CrossRef]
- Hjorth, C.-G. HIP Powder Metal Near-Net Shapes for Demanding Environment and Applications. J. Iron Steel Res. Int. 2007, 14, 121–125. [Google Scholar] [CrossRef]
- Barros, T.S.; Pecly, P.H.R.; Pardal, J.M.; Gonzaga, A.C.; Tavares, S.S.M. Comparison Between Hot Rolled and Powder Metallurgy–Hot Isostatic Pressing (PM-HIP) Processed Duplex Stainless Steel UNS S32205. J. Mater. Eng. Perform. 2022, 31, 5504–5510. [Google Scholar] [CrossRef]
- Nickels, L. A new generation of HIP. Met. Powder Rep. 2016, 71, 146–148. [Google Scholar] [CrossRef]
- Åckerberg, A. The difference between URQ and U2RC. In Proceedings of the 11th International Conference on Hot Isostatic Pressing (HIP’14), Stockholm, Sweden, 9–13 June 2014. [Google Scholar]
- Ahlfors, M. The possiblities and advantages with heat treatments in HIP. In Proceedings of the 11th International Conference on Hot Isostatic Pressing (HIP’14), Stockholm, Sweden, 9–13 June 2014. [Google Scholar]
- Deng, Y.; Zhang, J.-L.; Kaletsch, A.; Broeckmann, C. Modelling and simulation of densification and σ-phase precipitation in PM duplex steel AISI 318LN during hot isostatic pressing. Mater. Today Commun. 2021, 29, 102901. [Google Scholar] [CrossRef]
- Chen, L.; Zhu, L.; Guan, Y.; Zhang, B.; Li, J. Tougher TiAl alloy via integration of hot isostatic pressing and heat treatment. Mater. Sci. Eng. A 2017, 688, 371–377. [Google Scholar] [CrossRef]
- Hengsbach, F.; Koppa, P.; Duschik, K.; Holzweissig, M.J.; Burns, M.; Nellesen, J.; Tillmann, W.; Tröster, T.; Hoyer, K.-P.; Schaper, M. Duplex stainless steel fabricated by selective laser melting—Microstructural and mechanical properties. Mater. Des. 2017, 133, 136–142. [Google Scholar] [CrossRef]
- Haghdadi, N.; Ledermueller, C.; Chen, H.; Chen, Z.; Liu, Q.; Li, X.; Rohrer, G.; Liao, X.; Ringer, S.; Primig, S. Evolution of microstructure and mechanical properties in 2205 duplex stainless steels during additive manufacturing and heat treatment. Mater. Sci. Eng. A 2022, 835, 142695. [Google Scholar] [CrossRef]
- Papula, S.; Song, M.; Pateras, A.; Chen, X.-B.; Brandt, M.; Easton, M.; Yagodzinskyy, Y.; Virkkunen, I.; Hänninen, H. Selective Laser Melting of Duplex Stainless Steel 2205: Effect of Post-Processing Heat Treatment on Microstructure, Mechanical Properties, and Corrosion Resistance. Materials 2019, 12, 2468. [Google Scholar] [CrossRef]
- Raffeis, I.; Vroomen, U.; Adjei-Kyeremeh, F.; Großmann, D.; Hammelrath, H.; Westhoff, E.; Bremen, S.; Bozza, D.B.; Bührig-Polaczek, A. Comparative investigations into microstructural and mechanical properties of as-cast and laser powder bed fusion (LPBF) fabricated duplex steel (1.4517). Mater. Und Werkst. 2020, 51, 432–444. [Google Scholar] [CrossRef]
- Mirz, M.; Herzog, S.; Broeckmann, C.; Kaletsch, A. Influence of the L-PBF Process Atmosphere on the Microstructure and Tensile Properties of AISI 318LN Duplex Stainless Steel. J. Manuf. Mater. Process. 2022, 6, 32. [Google Scholar] [CrossRef]
- Becker, L.; Boes, J.; Lentz, J.; Cui, C.; Uhlenwinkel, V.; Steinbacher, M.; Fechte-Heinen, R.; Theisen, W.; Weber, S. Quantification of extremely small-structured ferritic-austenitic phase fractions in stainless steels manufactured by laser powder bed fusion. Materialia 2022, 22, 101393. [Google Scholar] [CrossRef]
- ASTM E 975:2013; Standard Practice for X-ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation. ASTM International: West Conshohocken, PA, USA, 2013.
- Clausius, R. Ueber die bewegende Kraft der Wärme und die Gesetze, welche sich daraus für die Wärmelehre selbst ableiten lassen. Ann. Der Phys. 1850, 155, 368–397. [Google Scholar] [CrossRef]
- Hilliard, J.E. Iron-carbon phase diagram: Isobaric sections of the eutectoid region at 35, 50, and 65 kilobars. Trans. Metall. Soc. AIME 1963, 227, 429–438. [Google Scholar]
- Angré, A.; Chasoglou, D.; Ahlfors, M.; Larsson, L. High Pressure Heat Treatment—Phase Transformation under Isostatic Pressure in HIP. Mater. Res. Proc. 2019, 10, 149–156. [Google Scholar] [CrossRef]
- Knyazeva, M.; Pohl, M. Duplex Steels: Part I: Genesis, Formation, Structure. Met. Microstruct. Anal. 2013, 2, 113–121. [Google Scholar] [CrossRef]
- Atamert, S.; King, J. Elemental partitioning and microstructural development in duplex stainless steel weld metal. Acta Met. Mater. 1991, 39, 273–285. [Google Scholar] [CrossRef]
- Hirota, N.; Yin, F.X.; Azuma, T.; Inoue, T. Yield stress of duplex stainless steel specimens estimate using a compound Hall–Petch equation. Sci. Technol. Adv. Mater. 2010, 11, 25044. [Google Scholar] [CrossRef]
- Paulraj, P.; Garg, R. Effect of Intermetallic Phases on Corrosion Behavior and Mechanical Properties of Duplex Stainless Steel and Super-Duplex Stainless Steel. Adv. Sci. Technol. Res. J. 2015, 9, 87–105. [Google Scholar] [CrossRef]
- Radcliffe, S.V.; Schatz, M.; Radcliffe, M.S.S.V. Effects of High Pressure on the Strength and Structure of Martensites. Nature 1963, 200, 161–163. [Google Scholar] [CrossRef]
- Rottstegge, A.K. Strukturbildungsprozesse von Eisenbasislegierungen Beim Heißisostatischen Pressen. Doctoral Thesis, Ruhr-Universität Bochum, Bochum, Germany, 2017. Available online: https://hss-opus.ub.rub.de/opus4/frontdoor/index/index/docId/5429 (accessed on 1 August 2022).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Cr | Ni | Mo | W | Cu | N | Mn | Si | V |
|---|---|---|---|---|---|---|---|---|---|---|
| X2CrNiMoN 22-5-3 | 0.02 | 21.8 | 5.4 | 3.1 | - | 0.1 | 0.2 | 1.0 | 0.7 | - |
| X2CrNiMoCuWN 25-7-4 | 0.02 | 25.1 | 5.9 | 2.8 | 0.3 | 2.1 | 0.3 | 9.6 | 0.4 | 0.1 |
| Densification | Integrated SA | Post-HIP SA | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Heating Rate in K/min | phold,1 in MPa | Thold,1 in °C | thold,1 in min | phold,2 in MPa | Thold,2 in °C | thold,2 in min | QM * | phold,3 in MPa | Thold,3 in °C | thold,3 in min | QM * | |
| X2CrNiMoN22-5-3_HIP+CSA | 40 | 170 | 1150 | 180 | 170 | 1075 | 60 | URQ ** | 0.1 | 1075 | 60 | Water |
| X2CrNiMoN22-5-3_HIP_ISA | 40 | 170 | 1150 | 180 | 170 | 1075 | 60 | URQ ** | - | - | - | - |
| X2CrNiMoCuWN25-7-4_HIP_ISA | 40 | 170 | 1150 | 180 | 170 | 1040 | 60 | URQ ** | - | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Becker, L.; Lentz, J.; Kramer, B.; Rottstegge, A.; Broeckmann, C.; Theisen, W.; Weber, S. Validation of the Powder Metallurgical Processing of Duplex Stainless Steels through Hot Isostatic Pressing with Integrated Heat Treatment. Materials 2022, 15, 6224. https://doi.org/10.3390/ma15186224
Becker L, Lentz J, Kramer B, Rottstegge A, Broeckmann C, Theisen W, Weber S. Validation of the Powder Metallurgical Processing of Duplex Stainless Steels through Hot Isostatic Pressing with Integrated Heat Treatment. Materials. 2022; 15(18):6224. https://doi.org/10.3390/ma15186224
Chicago/Turabian StyleBecker, Louis, Jonathan Lentz, Berenice Kramer, Anna Rottstegge, Christoph Broeckmann, Werner Theisen, and Sebastian Weber. 2022. "Validation of the Powder Metallurgical Processing of Duplex Stainless Steels through Hot Isostatic Pressing with Integrated Heat Treatment" Materials 15, no. 18: 6224. https://doi.org/10.3390/ma15186224