
Experimental and Numerical Analysis of Refill Friction Stir Spot Welding of Thin AA7075-T6 Sheets

 , and
, and
Abstract
:1. Introduction
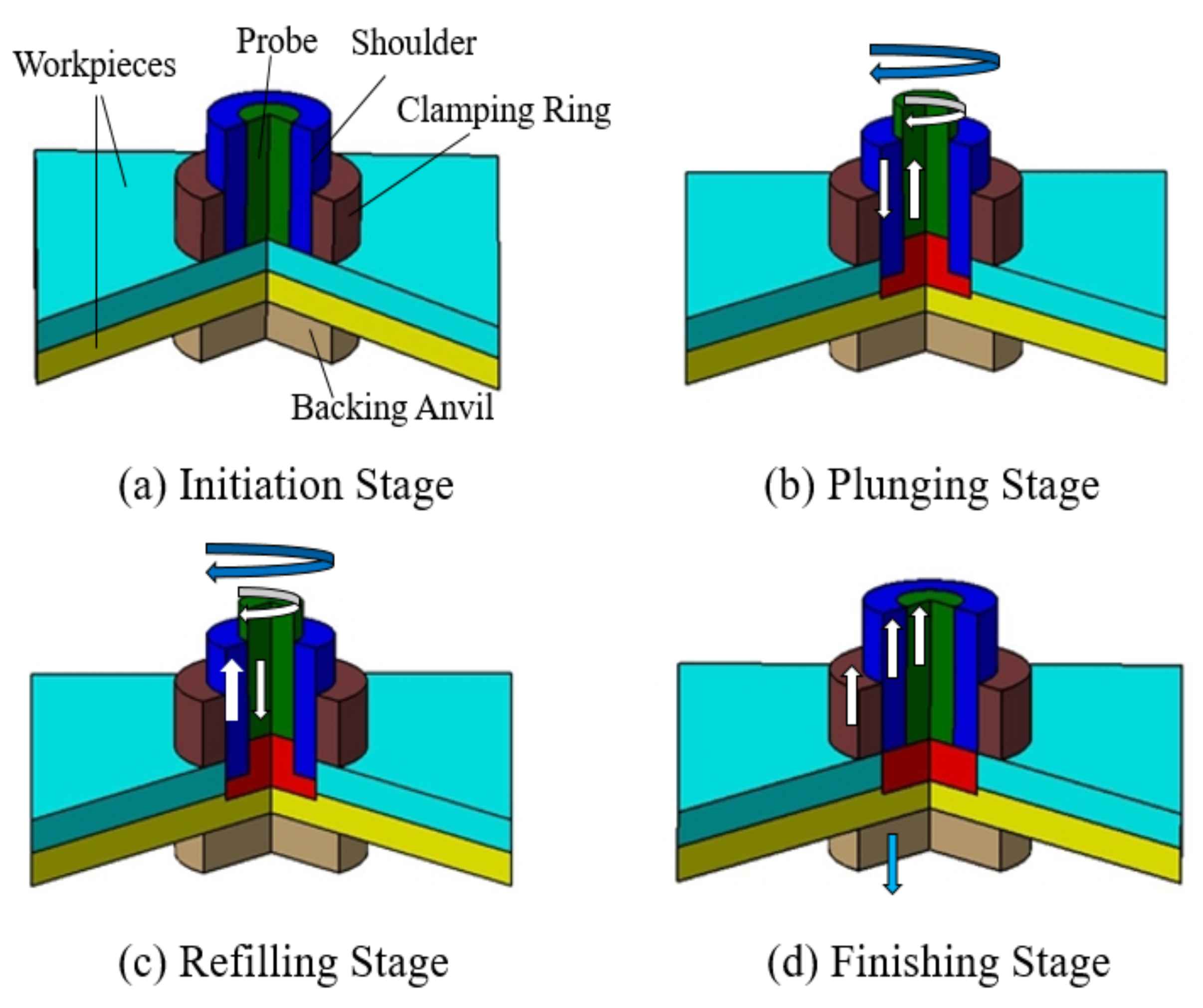
- In the initiation stage, the probe and shoulder rotate above the workpieces, which are tightly clamped.
- The shoulder plunges into the workpieces and the probe moves in the direction opposite to the shoulder creating a room (reservoir) for the displaced material. The rotating tool introduces severe plastic deformation and frictionally heat the material.
- The movement of the shoulder and probe is reversed after the specified plunge depth is reached. The probe drives the displaced material back into the reservoir of the workpiece.
- The probe and shoulder reach their initial positions leaving the weld without an exit hole. The tools are removed and the clamping force is released in the finishing stage.
2. Materials and Methods
2.1. Refill Friction Stir Spot Welding (FSSW) Experiment
2.2. Refill FSSW FEM Model
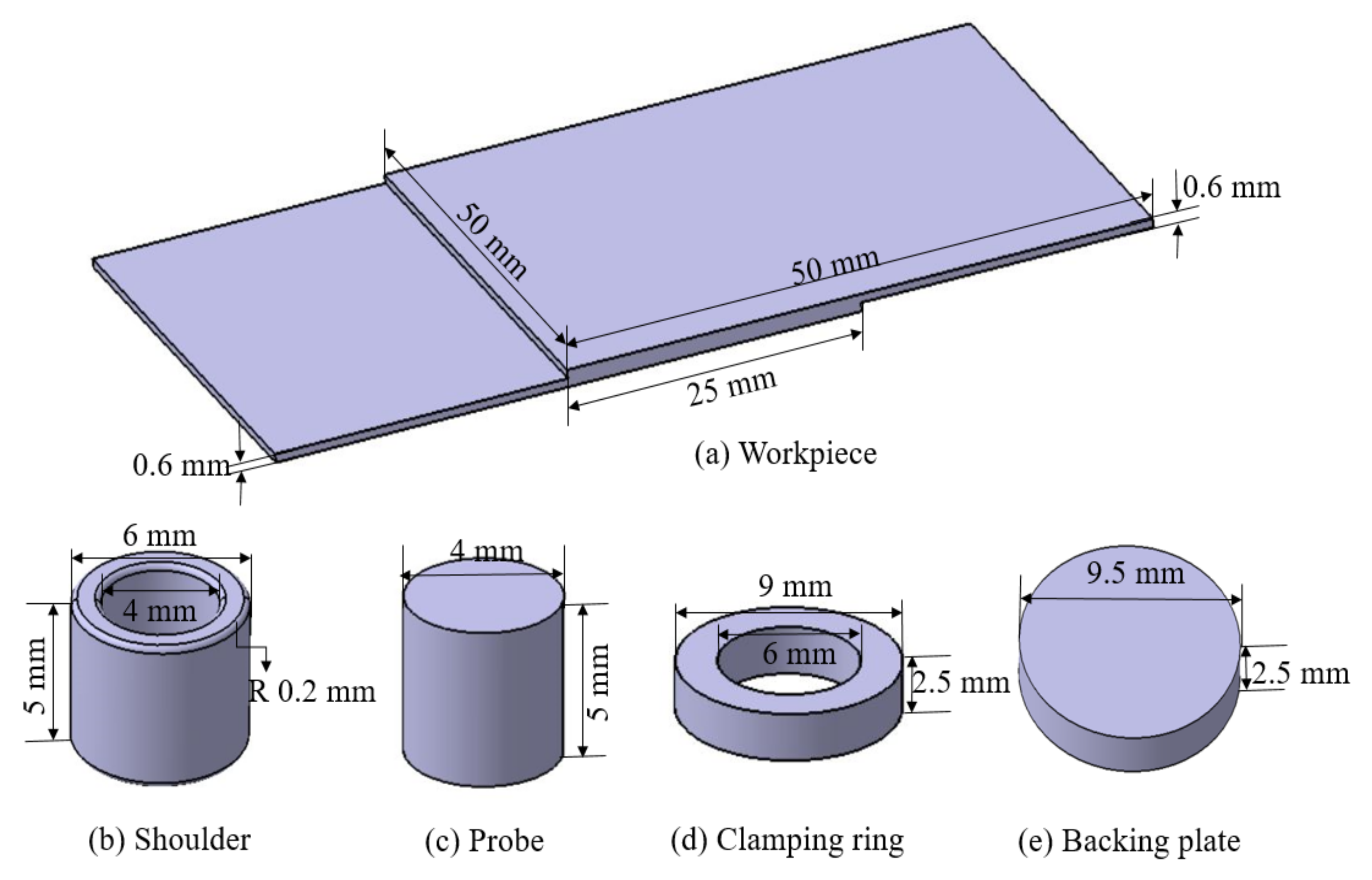
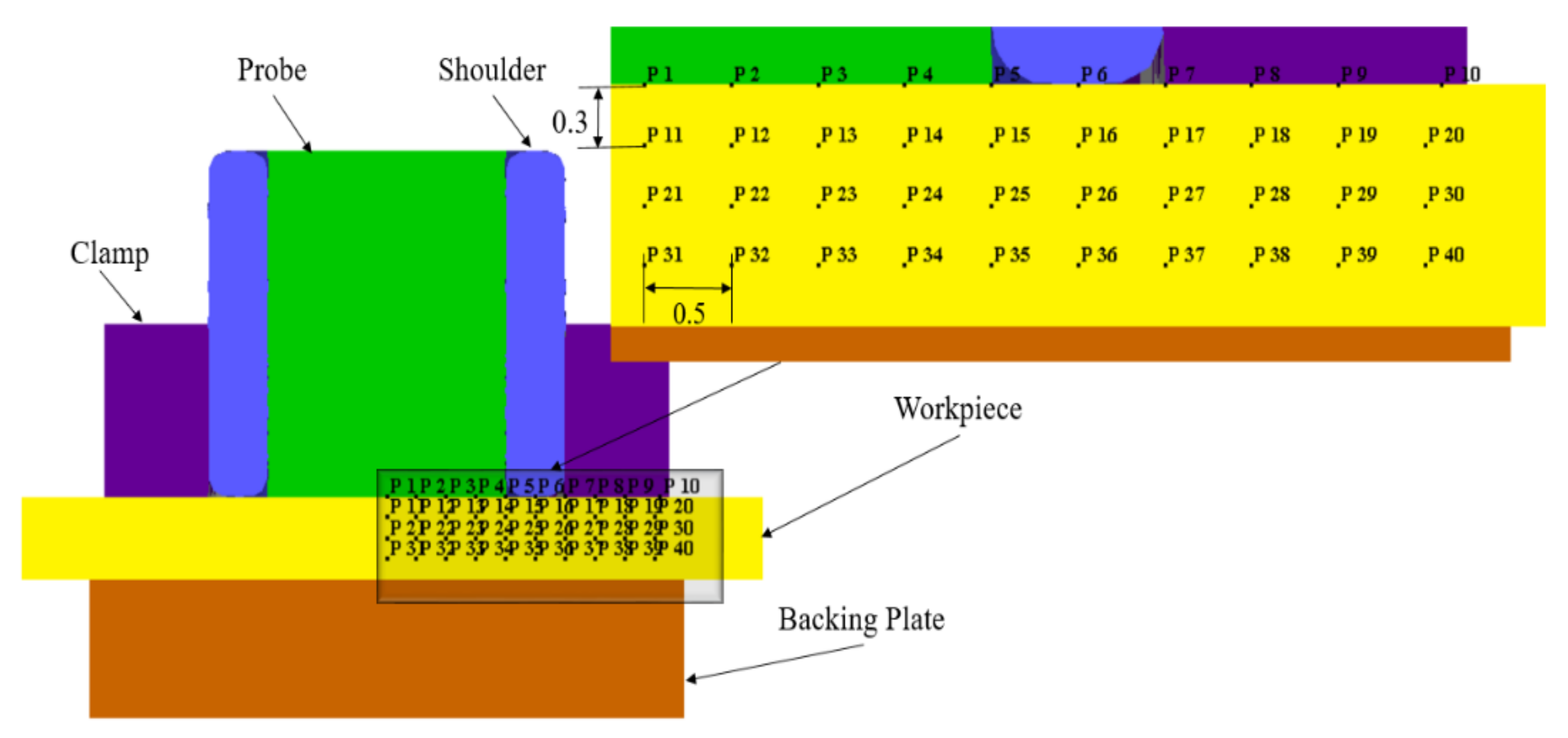
2.2.1. Geometry
2.2.2. Material Model
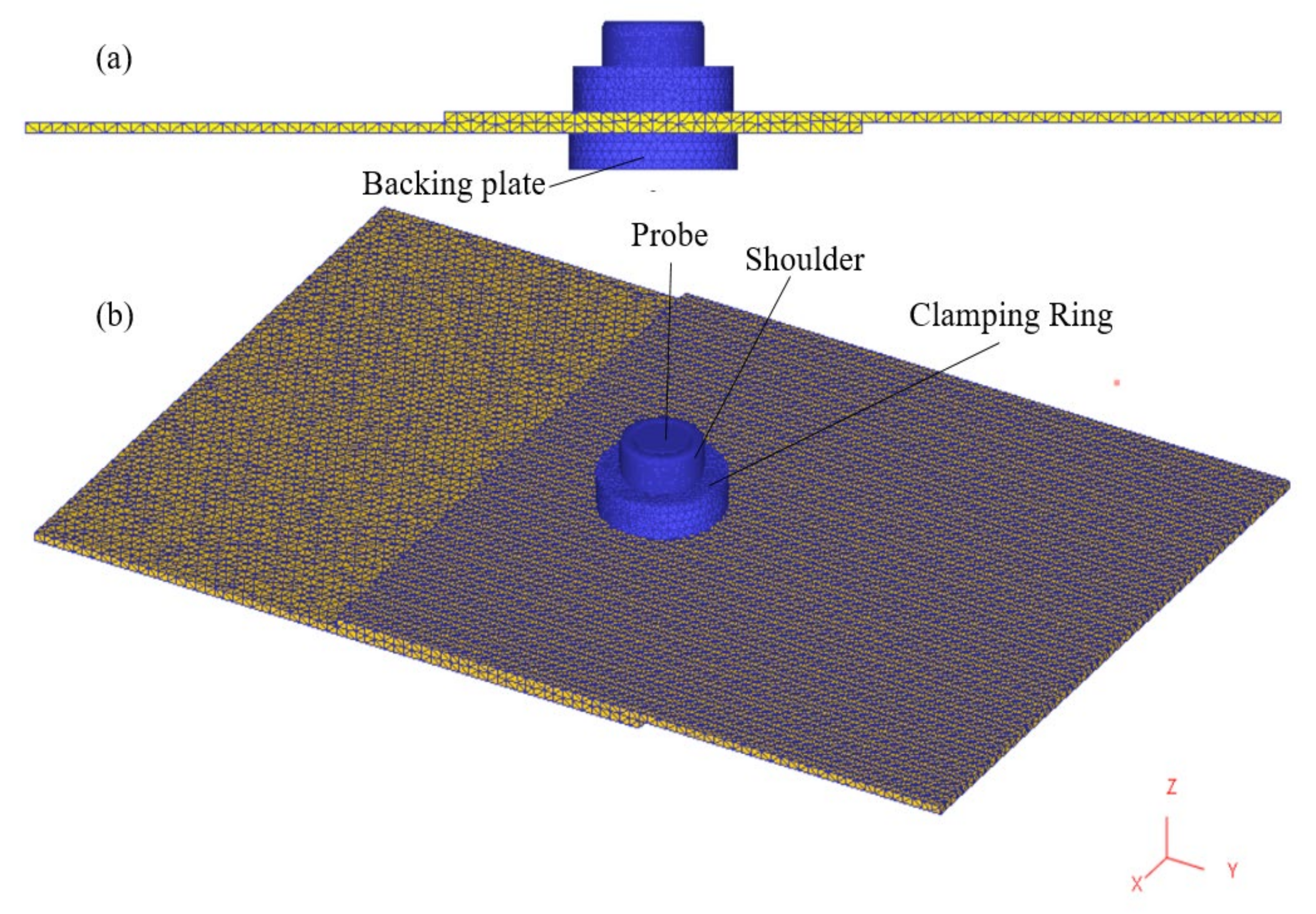
2.2.3. Meshing, Contact, and Simulation Controls
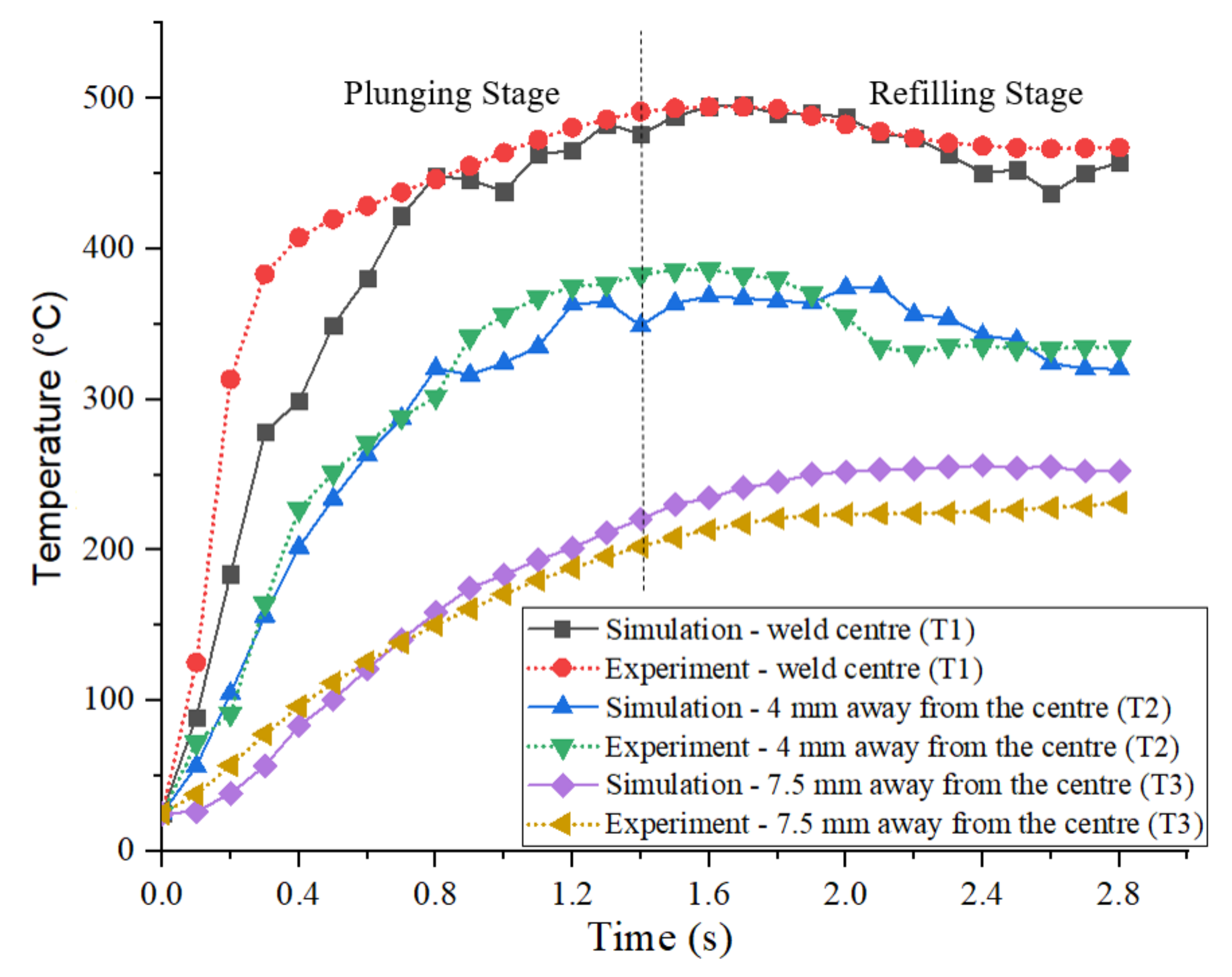
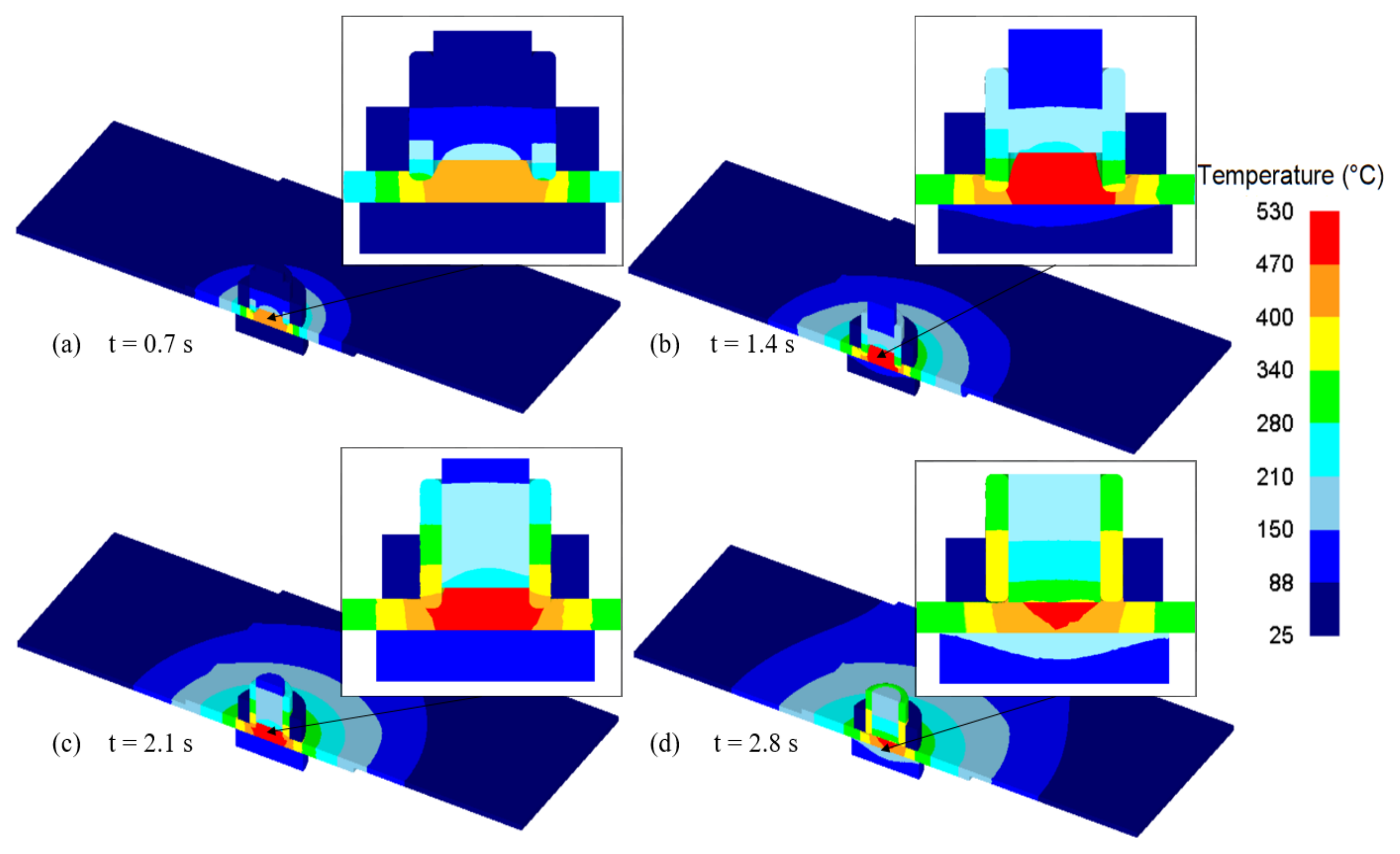
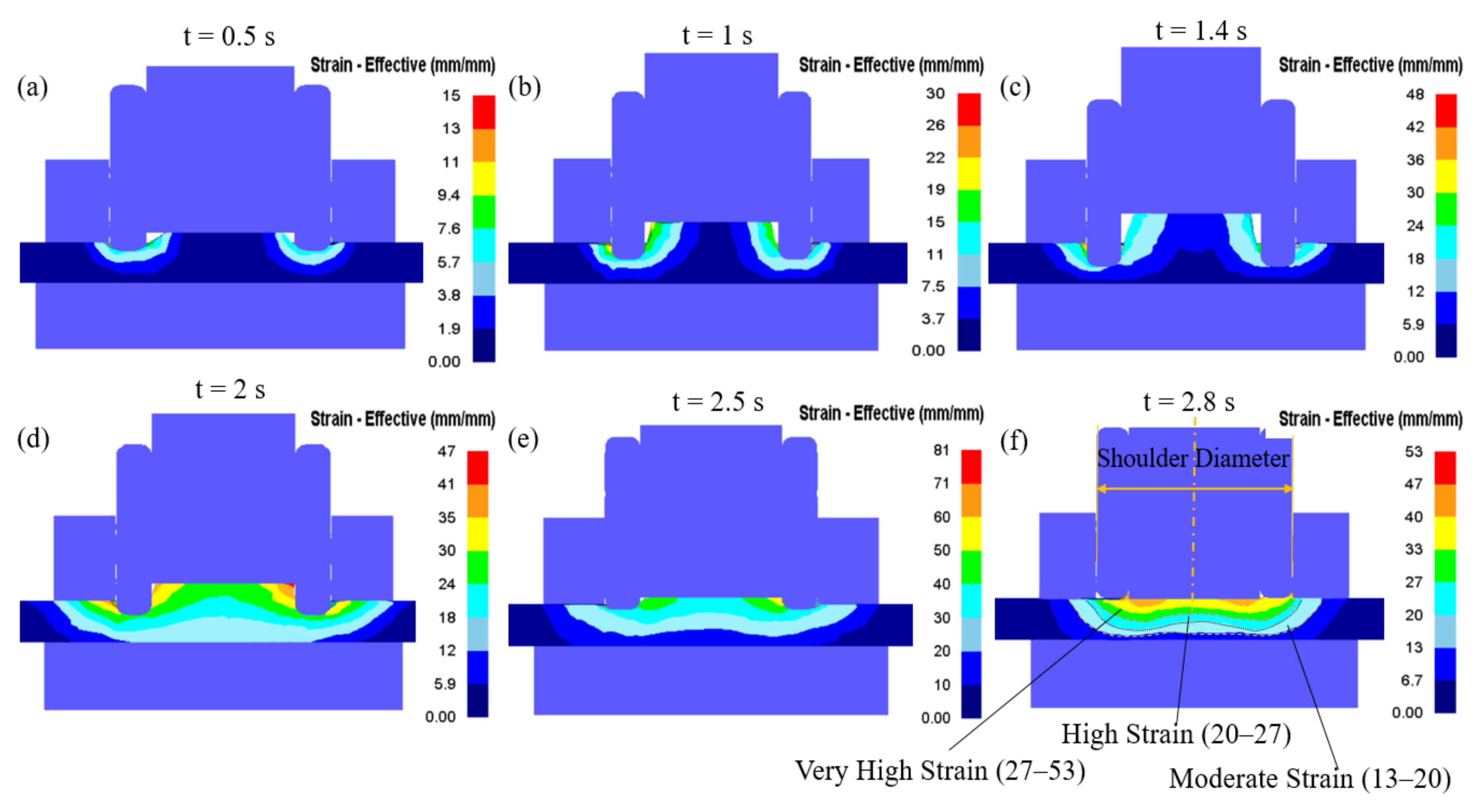
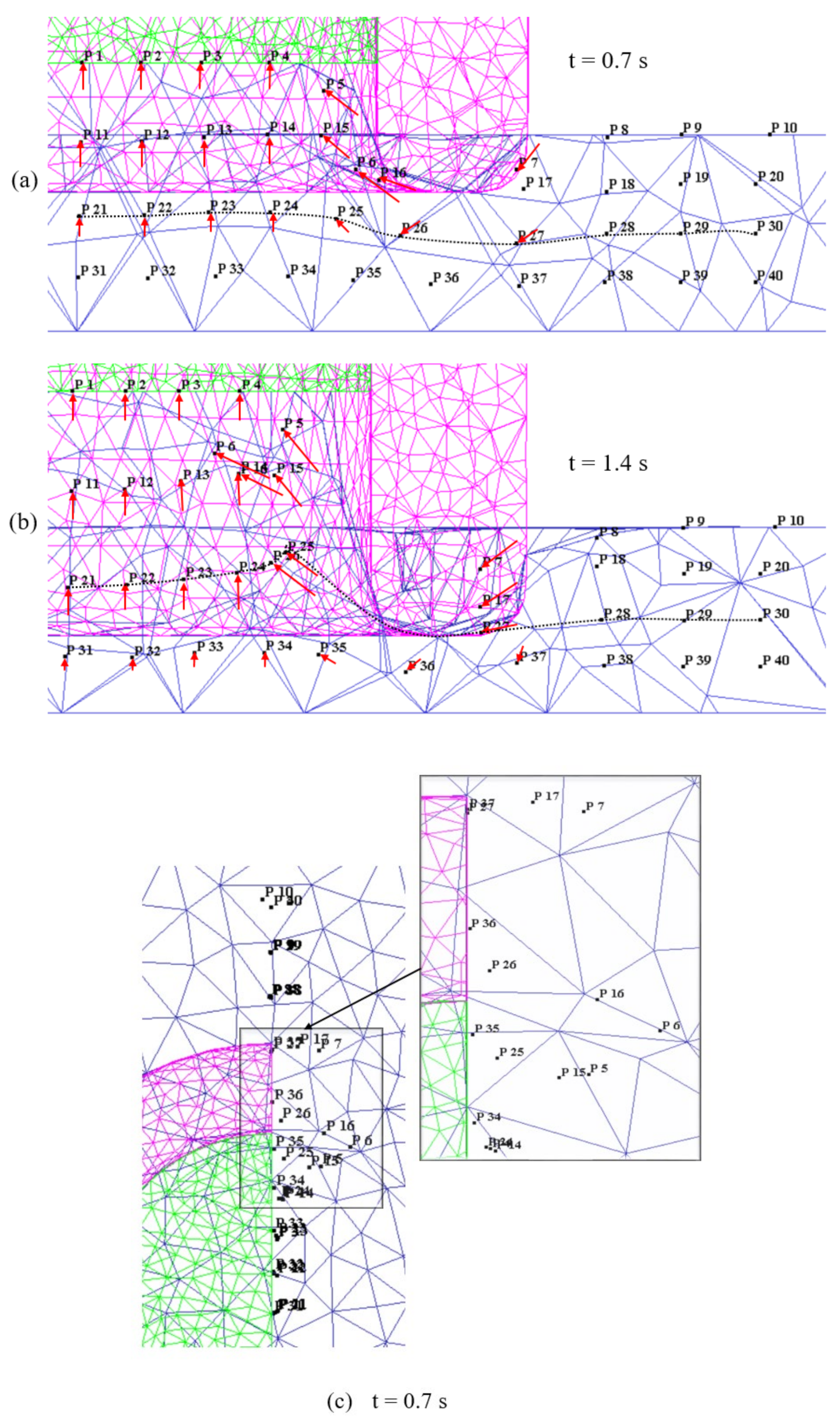
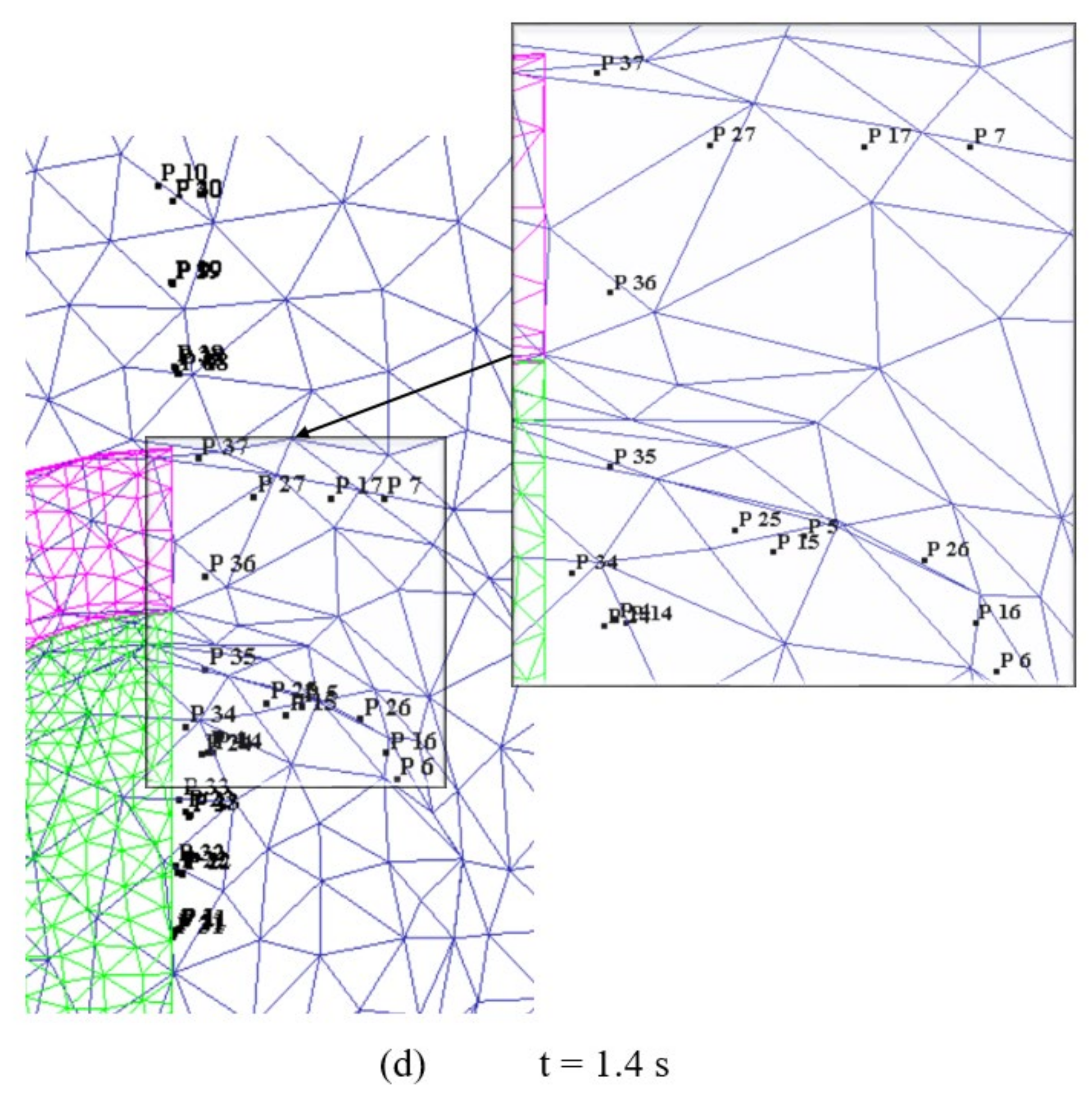
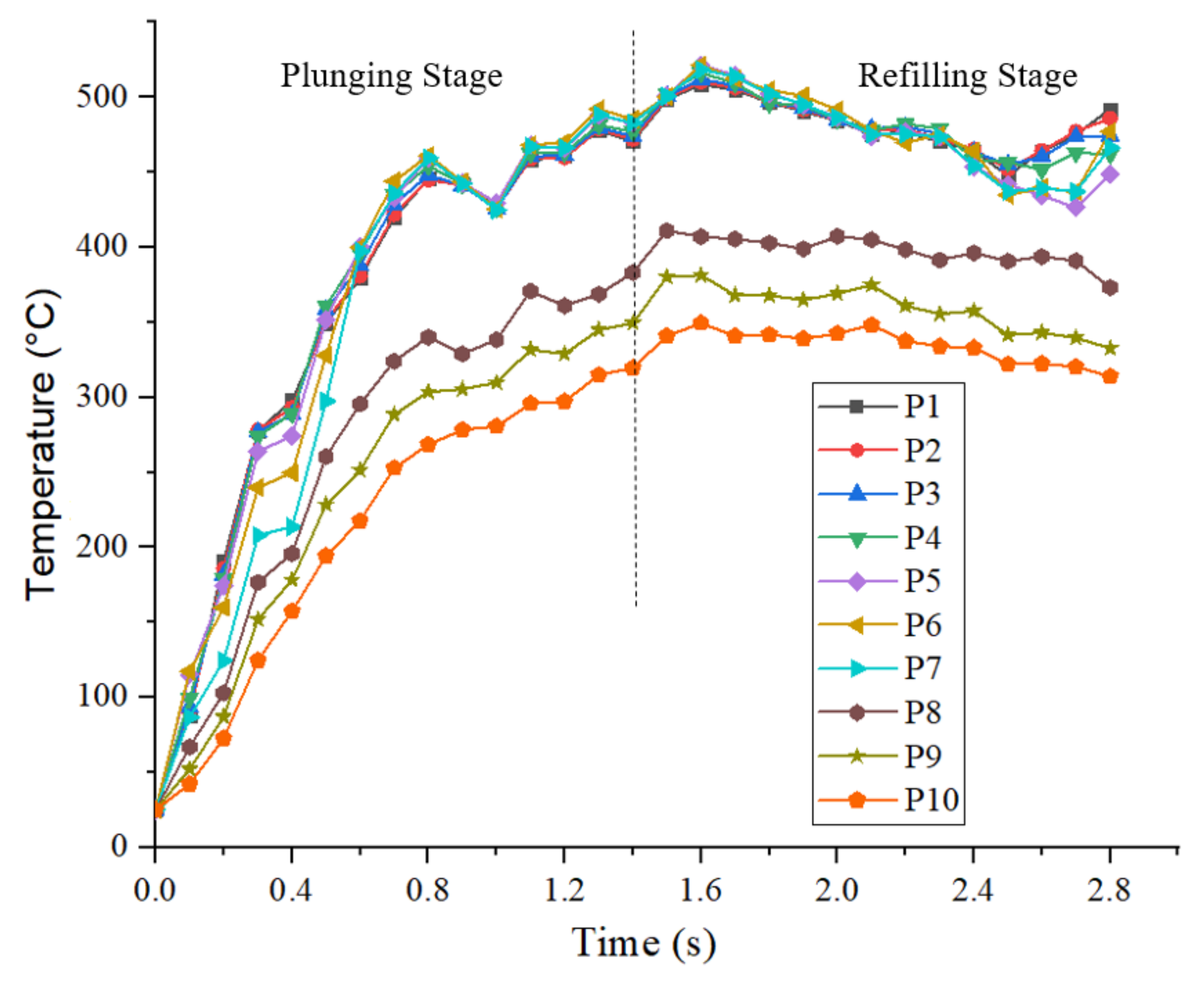
- Plunging stage: the rotating shoulder plunges with a plunging speed of 0.5 mm/s and with a rotational speed of 3000 rpm until a depth of 0.7 mm, representing a total time of 1.4 s for the plunging stage. The probe, with the plunging speed of 0.625 mm/s and same rotational speed of the shoulder, moves in the opposite direction. During this stage, the deformed material from the workpiece is pushed by the shoulder into reservoir created by the upward movement of the probe.
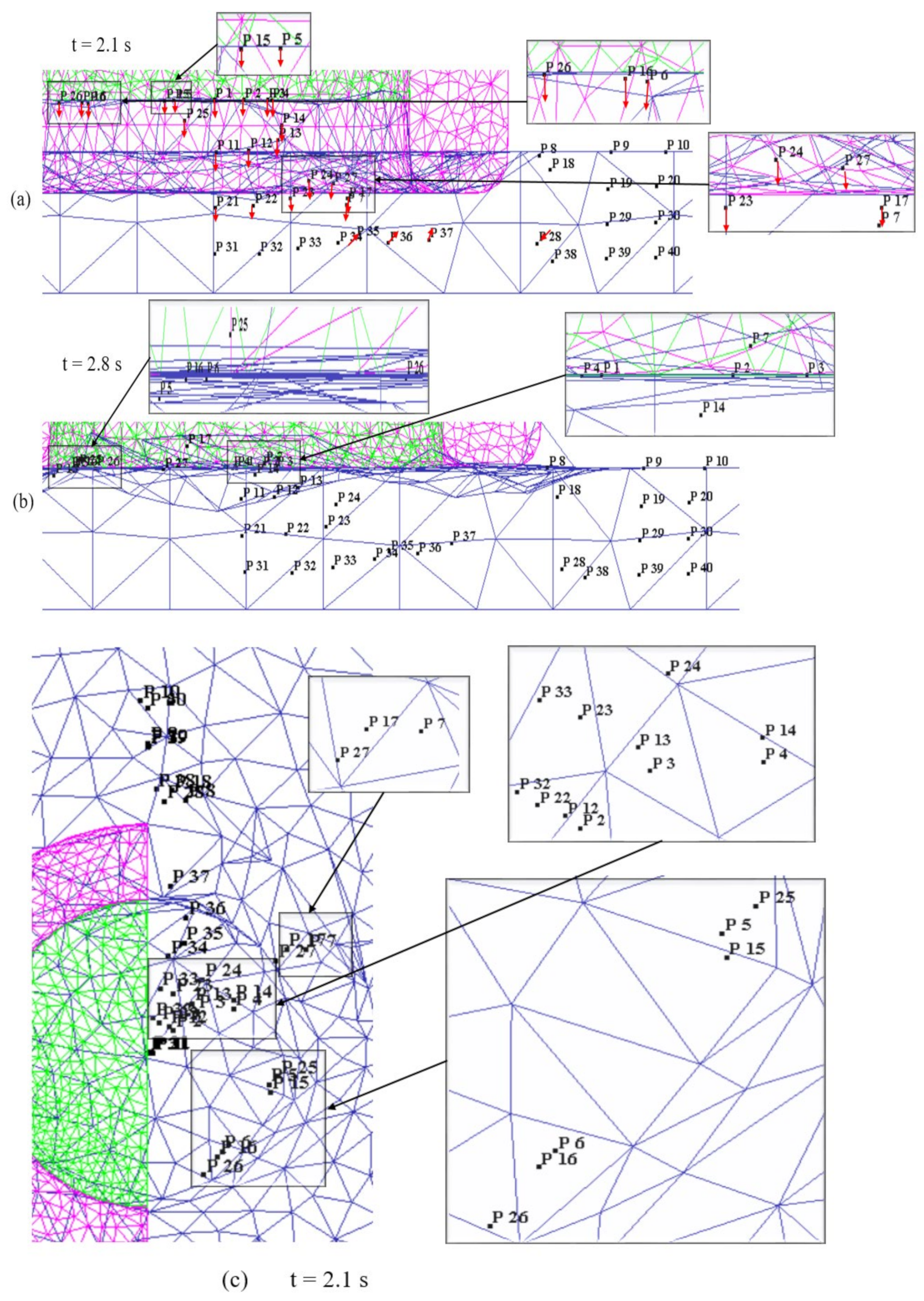
- Refilling stage: shoulder and probe reverse their direction with the same axial speed as in the plunging stage, ensuing the refilling of the material into the weld.
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Iwashita, T. Method and Apparatus for Joining. U.S. Patent 6,601,751, 5 August 2003. [Google Scholar]
- Nandan, R.; DebRoy, T.; Bhadeshia, H.K.D.H. Recent Advances in Friction-Stir Welding—Process, Weldment Structure and Properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef] [Green Version]
- Schilling, C.; dos Santos, J. Method and Device for Joining at Least Two Adjoining Work Pieces by Friction Welding. U.S. Patent 6,722,556, 20 April 2004. [Google Scholar]
- Witthar, K.; Brown, J.; Burford, D. Swept FSSW in Aluminum Alloys through Sealants and Surface Treatments. In Friction Stir Welding and Processing VI; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2011; pp. 417–424. ISBN 978-1-118-06230-2. [Google Scholar]
- Okamoto, K.; Hunt, F.; Hirano, S. Development of Friction Stir Welding Technique and Machine for Aluminum Sheet Metal Assembly—Friction Stir Welding of Aluminum for Automotive Applications (2); SAE International: Warrendale, PA, USA, 11 April 2005. [Google Scholar]
- Padhy, G.K.; Wu, C.S.; Gao, S. Friction Stir Based Welding and Processing Technologies—Processes, Parameters, Microstructures and Applications: A Review. J. Mater. Sci. Technol. 2018, 34, 1–38. [Google Scholar] [CrossRef]
- Esmerio Mazzaferro, J.A.; Rosendo, T.d.S.; Petry Mazzaferro, C.C.; Ramos, F.D.; Durlo Tier, M.A.; Strohaecker, T.R.; dos Santos, J.F. Preliminary Study on the Mechanical Behavior of Friction Spot Welds. Soldagem Insp. 2009, 14, 238–247. [Google Scholar] [CrossRef] [Green Version]
- Shen, Z.; Yang, X.; Zhang, Z.; Cui, L.; Li, T. Microstructure and Failure Mechanisms of Refill Friction Stir Spot Welded 7075-T6 Aluminum Alloy Joints. Mater. Des. 2013, 44, 476–486. [Google Scholar] [CrossRef]
- Song, Y.; Yang, X.; Cui, L.; Hou, X.; Shen, Z.; Xu, Y. Defect Features and Mechanical Properties of Friction Stir Lap Welded Dissimilar AA2024-AA7075 Aluminum Alloy Sheets. Mater. Des. 2014, 55, 9–18. [Google Scholar] [CrossRef]
- Shen, Z.; Chen, Y.; Hou, J.S.C.; Yang, X.; Gerlich, A.P. Influence of Processing Parameters on Microstructure and Mechanical Performance of Refill Friction Stir Spot Welded 7075-T6 Aluminium Alloy. Sci. Technol. Weld. Join. 2015, 20, 48–57. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Liu, H.J.; Chen, S.X.; Lin, Z.; Hou, J.C. Effects of Sleeve Plunge Depth on Microstructures and Mechanical Properties of Friction Spot Welded Alclad 7B04-T74 Aluminum Alloy. Mater. Des. 2014, 62, 40–46. [Google Scholar] [CrossRef]
- Tier, M.D.; Rosendo, T.S.; dos Santos, J.F.; Huber, N.; Mazzaferro, J.A.; Mazzaferro, C.P.; Strohaecker, T.R. The Influence of Refill FSSW Parameters on the Microstructure and Shear Strength of 5042 Aluminium Welds. J. Mater. Process. Technol. 2013, 213, 997–1005. [Google Scholar] [CrossRef]
- Shen, Z.; Ding, Y.; Gopkalo, O.; Diak, B.; Gerlich, A.P. Effects of Tool Design on the Microstructure and Mechanical Properties of Refill Friction Stir Spot Welding of Dissimilar Al Alloys. J. Mater. Process. Technol. 2018, 252, 751–759. [Google Scholar] [CrossRef]
- Fu, B.; Shen, J.; Suhuddin, U.F.H.R.; Chen, T.; dos Santos, J.F.; Klusemann, B.; Rethmeier, M. Improved Mechanical Properties of Cast Mg Alloy Welds via Texture Weakening by Differential Rotation Refill Friction Stir Spot Welding. Scr. Mater. 2021, 203, 114113. [Google Scholar] [CrossRef]
- Suhuddin, U.F.H.; Fischer, V.; Kostka, A.; dos Santos, J.F. Microstructure Evolution in Refill Friction Stir Spot Weld of a Dissimilar Al-Mg Alloy to Zn-Coated Steel. Sci. Technol. Weld. Join. 2017, 22, 658–665. [Google Scholar] [CrossRef]
- Shen, Z.; Chen, J.; Ding, Y.; Hou, J.; Amirkhiz, B.S.; Chan, K.; Gerlich, A.P. Role of Interfacial Reaction on the Mechanical Performance of Al/Steel Dissimilar Refill Friction Stir Spot Welds. Sci. Technol. Weld. Join. 2018, 23, 462–477. [Google Scholar] [CrossRef]
- Shen, Z.; Li, W.Y.; Ding, Y.; Hou, W.; Liu, X.C.; Guo, W.; Chen, H.Y.; Liu, X.; Yang, J.; Gerlich, A.P. Material Flow during Refill Friction Stir Spot Welded Dissimilar Al Alloys Using a Grooved Tool. J. Manuf. Process. 2020, 49, 260–270. [Google Scholar] [CrossRef]
- Muci-Kuechler, K.H.; Kalagara, S.; Arbegast, W.J. Simulation of a Refill Friction Stir Spot Welding Process Using a Fully Coupled Thermo-Mechanical FEM Model. J. Manuf. Sci. Eng.-Trans. ASME 2010, 132, 014503. [Google Scholar] [CrossRef]
- Ji, S.; Li, Z.; Wang, Y.; Ma, L.; Zhang, L. Material Flow Behavior of Refill Friction Stir Spot Welded LY12 Aluminum Alloy. High Temp. Mater. Process. 2017, 36, 495–504. [Google Scholar] [CrossRef]
- Ji, S.; Wang, Y.; Li, Z.; Yue, Y.; Chai, P. Effect of Tool Geometry on Material Flow Behavior of Refill Friction Stir Spot Welding. Trans. Indian Inst. Met. 2017, 70, 1417–1430. [Google Scholar] [CrossRef]
- Malik, V.; Sanjeev, N.K.; Hebbar, H.S.; Kailas, S.V. Finite Element Simulation of Exit Hole Filling for Friction Stir Spot Welding—A Modified Technique to Apply Practically. In 12th Global Congress on Manufacturing and Management (GCMM-2014); Xavior, M.A., Yarlagadda, P., Eds.; Elsevier Science BV: Amsterdam, The Netherlands, 2014; Volume 97, pp. 1265–1273. [Google Scholar]
- Kubit, A.; Trzepiecinski, T. A Fully Coupled Thermo-Mechanical Numerical Modelling of the Refill Friction Stir Spot Welding Process in Alclad 7075-T6 Aluminium Alloy Sheets. Arch. Civ. Mech. Eng. 2020, 20, 117. [Google Scholar] [CrossRef]
- Zhang, H.F.; Zhou, L.; Li, G.H.; Tang, Y.T.; Li, W.L.; Wang, R. Prediction and Validation of Temperature Distribution and Material Flow during Refill Friction Stir Spot Welding of AZ91D Magnesium Alloy. Sci. Technol. Weld. Join. 2021, 26, 153–160. [Google Scholar] [CrossRef]
- D’Urso, G.; Longo, M.; Giardini, C. Friction Stir Spot Welding (FSSW) of Aluminum Sheets: Experimental and Simulative Analysis. Available online: https://www.scientific.net/KEM.549.477 (accessed on 27 September 2020).
- Gao, Z.; Niu, J.T.; Krumphals, F.; Enzinger, N.; Mitsche, S.; Sommitsch, C. FE Modelling of Microstructure Evolution during Friction Stir Spot Welding in AA6082-T6. Weld. World 2013, 57, 895–902. [Google Scholar] [CrossRef]
- Gao, Z.; Feng, J.; Wang, Z.; Niu, J.; Sommitsch, C. Dislocation Density-Based Modeling of Dynamic Recrystallized Microstructure and Process in Friction Stir Spot Welding of AA6082. Metals 2019, 9, 672. [Google Scholar] [CrossRef] [Green Version]
- Mandal, S.; Rice, J.; Elmustafa, A.A. Experimental and Numerical Investigation of the Plunge Stage in Friction Stir Welding. J. Mater. Process. Technol. 2008, 203, 411–419. [Google Scholar] [CrossRef]
- Fang, N. A New Quantitative Sensitivity Analysis of the Flow Stress of 18 Engineering Materials in Machining. J. Eng. Mater. Technol.-Trans. ASME 2005, 127, 192–196. [Google Scholar] [CrossRef]
- Pashazadeh, H.; Masoumi, A.; Teimournezhad, J. A Study on Material Flow Pattern in Friction Stir Welding Using Finite Element Method. Proc. Inst. Mech. Eng. Part B-J. Eng. Manuf. 2013, 227, 1453–1466. [Google Scholar] [CrossRef]
- Akhunova, A.K.; Imayev, M.F.; Valeeva, A.K. Influence of the Pin Shape of the Tool during Friction Stir Welding on the Process Output Parameters. Lett. Mater. 2019, 9, 456–459. [Google Scholar] [CrossRef] [Green Version]
- Rahmaan, T.; Zhou, P.; Butcher, C.; Worswick, M.J. Strain Rate and Thermal Softening Effects in Shear Testing of AA7075-T6 Sheet. EPJ Web Conf. 2018, 183, 02037. [Google Scholar] [CrossRef]
- Awang, M. Simulation of Friction Stir Spot Welding (FSSW) Process: Study of Friction Phenomena; West Virginia University Libraries: Morgantown, WV, USA, 2007. [Google Scholar]
- Tang, W.; Guo, X.; McClure, J.C.; Murr, L.E.; Nunes, A. Heat Input and Temperature Distribution in Friction Stir Welding. J. Mater. Process. Manuf. Sci. 1998, 7, 163–172. [Google Scholar] [CrossRef]
- Shen, J.; Lage, S.B.M.; Suhuddin, U.F.H.; Bolfarini, C.; dos Santos, J.F. Texture Development and Material Flow Behavior During Refill Friction Stir Spot Welding of AlMgSc. Metall. Mater. Trans. A 2018, 49, 241–254. [Google Scholar] [CrossRef]
- Gerlich, A.; Avramovic-Cingara, G.; North, T.H. Stir Zone Microstructure and Strain Rate during Al 7075-T6 Friction Stir Spot Welding. Metall. Mater. Trans. A 2006, 37, 2773–2786. [Google Scholar] [CrossRef]
- Starink, M.J. Effect of Compositional Variations on Characteristics of Coarse Intermetallic Particles in Overaged 7000 Aluminium Alloys. Mater. Sci. Technol. 2001, 17, 1324–1328. [Google Scholar] [CrossRef] [Green Version]
- Kalinenko, A.; Kim, K.; Vysotskiy, I.; Zuiko, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Microstructure-Strength Relationship in Friction-Stir Welded 6061-T6 Aluminum Alloy. Mater. Sci. Eng. A 2020, 793, 139858. [Google Scholar] [CrossRef]
- Patil, N.A.; Pedapati, S.R.; Mamat, O.; Lubis, A.M.H.S. Morphological Characterization, Statistical Modeling and Wear Behavior of AA7075-Titanium Carbide-Graphite Surface Composites via Friction Stir Processing. J. Mater. Res. Technol. 2021, 11, 2160–2180. [Google Scholar] [CrossRef]
- Reimann, M.; Goebel, J.; dos Santos, J.F. Microstructure and Mechanical Properties of Keyhole Repair Welds in AA 7075-T651 Using Refill Friction Stir Spot Welding. Mater. Des. 2017, 132, 283–294. [Google Scholar] [CrossRef]
- Deschamps, A.; De Geuser, F.; Horita, Z.; Lee, S.; Renou, G. Precipitation Kinetics in a Severely Plastically Deformed 7075 Aluminium Alloy. Acta Mater. 2014, 66, 105–117. [Google Scholar] [CrossRef] [Green Version]
- Woo, W.; Choo, H.; Withers, P.J.; Feng, Z. Prediction of Hardness Minimum Locations during Natural Aging in an Aluminum Alloy 6061-T6 Friction Stir Weld. J. Mater. Sci. 2009, 44, 6302–6309. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | 20 | 160 | 200 | 400 | 500 | 580 |
| Coefficient of Friction (µ) | 0.35 | 0.3 | 0.26 | 0.08 | 0.03 | 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Janga, V.S.R.; Awang, M.; Yamin, M.F.; Suhuddin, U.F.H.; Klusemann, B.; Santos, J.F.d. Experimental and Numerical Analysis of Refill Friction Stir Spot Welding of Thin AA7075-T6 Sheets. Materials 2021, 14, 7485. https://doi.org/10.3390/ma14237485
Janga VSR, Awang M, Yamin MF, Suhuddin UFH, Klusemann B, Santos JFd. Experimental and Numerical Analysis of Refill Friction Stir Spot Welding of Thin AA7075-T6 Sheets. Materials. 2021; 14(23):7485. https://doi.org/10.3390/ma14237485
Chicago/Turabian StyleJanga, Venkata Somi Reddy, Mokhtar Awang, Mohd Fadillah Yamin, Uceu F. H. Suhuddin, Benjamin Klusemann, and Jorge F. dos Santos. 2021. "Experimental and Numerical Analysis of Refill Friction Stir Spot Welding of Thin AA7075-T6 Sheets" Materials 14, no. 23: 7485. https://doi.org/10.3390/ma14237485