
Review of Techniques for Improvement of Softening Behavior of Age-Hardening Aluminum Alloy Welded Joints


1
Key Laboratory of Liaoning Advanced Welding and Joining Technology, School of Materials Science and Engineering, Dalian University of Technology, Dalian 116024, China
2
China FAW Group Co., Ltd, Manufacturing Engineering & Logistics Department, Changchun 130011, China
*
Author to whom correspondence should be addressed.
Materials 2021, 14(19), 5804; https://doi.org/10.3390/ma14195804
Submission received: 27 August 2021
/
Revised: 25 September 2021
/
Accepted: 27 September 2021
/
Published: 4 October 2021
(This article belongs to the Special Issue Laser-Assisted Processing of Alloys and Metal Surface Layers)
Abstract
:The softening phenomenon of age-hardening aluminum alloy-welded joints is severe during conventional fusion welding, which increases the likelihood of stress and strain concentration in the joint during the period of service, significantly reduces the mechanical properties compared to the base metal, and represents an obstacle to the exploration of the potential structural performance. This review paper focuses on an overview of the softening phenomenon. Firstly, the welding softening mechanism and the characteristics of age-hardening aluminum alloys are clarified. Secondly, the current main research methods that can effectively improve joint softening are summarized into three categories: low-heat-input welding, externally assisted cooling during welding, and post-weld treatment. The strengthening mechanism and performance change rule of age-hardening aluminum alloy joints are systematically analyzed. Finally, this paper considers the future development trends of further research on joint softening, and it is expected that interest in this topic will increase.
1. Introduction
1.1. Background
Age-hardening aluminum alloys are widely used in structural design in modern aerospace, automotive, and other transportation industries due to their high specific strength, good formability and corrosion resistance, which can meet the requirements of light weight under the premise of ensuring safety and reliability [1,2,3]. However, one of the major challenges in the manufacturing process is the need to weld the age-hardening aluminum alloys, which are extremely sensitive to welding heat input due to their precipitation strengthening mechanism [2]. Moreover, the joint efficiency of age-hardening aluminum alloys welded by conventional fusion welding, such as tungsten inert gas (TIG) and metal inert gas (MIG) welding with low energy density and high heat input characteristics, is usually reduced to less than 50% [4]. This performance degradation in the welded joints is mainly due to the softening phenomenon in the fusion zone (FZ) and heat−affected zone (HAZ), which is caused by precipitation dissolution, transformation and coarsening [5]. The significant deterioration in the mechanical properties of welded joints compared with the base metal reduces the structural bearing limit and service life, which is unable to meet the performance requirements and limits the application field of age-hardening aluminum alloys. Therefore, it is necessary to take measures to improve the mechanical properties of age-hardening aluminum alloy-welded joints.
1.2. The Classification of Aluminum Alloys
According to the strengthening mechanisms of aluminum alloys, they can be divided into two categories: (I) heat-treatable aluminum alloys and (II) non-heat-treatable aluminum alloys [6], as shown in Figure 1. By controlling a sequence of thermal treatment processes involving solution heat treatment and quenching, the aluminum alloys that have the capability of forming a supersaturation solid solution and can be strengthened by the consequent formation of coherent fine precipitates with aging treatment are referred to as “heat-treatable aluminum alloys” [6,7]. In contrast, the aluminum alloys that cannot be strengthened through heat treatment and can be effectively strengthened through work hardening are described as “non-heat-treatable aluminum alloys” [6,8]. Table 1 shows the different classifications of aluminum alloys based on their main alloying elements; from the table, it can be seen that the 1XXX, 3XXX, 4 XXX and 5XXX series alloys are non-heat-treatable aluminum alloys, while the 2XXX, 6XXX, 7XXX and some 8XXX series alloys are heat-treatable aluminum alloys, which is due to the type of master alloying elements, which can generate the effect of precipitate strengthening by the thermal treatment process. The classification of aluminum alloys is commonly followed by a temper designation, which includes F (as fabricated), O (annealed), H (strain hardened), W (solution heat-treated) or T (thermally treated), to provide information about the fabrication process and treatment mode [9,10,11]. Table 2 provides a detailed description of the five basic temper designations. The heat-treatable aluminum alloys under T temper, which are strengthened by the aging process, are referred to as “age-hardening aluminum alloys”. Numerals 1 to 10 following the T indicate the main type of heat treatment, as listed in Table 3, and the second to fifth digit (if present) indicate the stress release or other special treatments [10].
1.3. The Strengthening Mechanism of Age-Hardening Aluminum Alloy
Table 4 summarizes the mechanical properties of age-hardening aluminum alloys. It can be seen that the temper and chemical compositions of age-hardening aluminum alloys have a great influence on their mechanical properties. This is due to the different thermally treated processes and chemical compositions, which affect the characteristics of the precipitation phase, such as the type, quantity, shape, size and distribution [7]. The characteristics of the precipitation phase can affect the strengthening effect of age-hardening aluminum alloys and thus influence their mechanical properties.
At present, the generally accepted precipitation sequence of the strengthening phase in age-hardening aluminum alloy is supersaturated solid solution→GP zone→coherent precipitate→semi-coherent precipitate→non-coherent precipitate, as shown in Figure 2. It can be noted from Figure 3 that when aging in a lower temperature range, the precipitates in aluminum alloy are mainly in the GP zone. During aging in a higher temperature range, the GP zone gradually changes to coherent and semi-coherent precipitates. With a further increase in aging temperature, the precipitates of aluminum alloy are mainly stable, non-coherent precipitates, and the non-coherent precipitates gradually coarsen with the increase in time.
The age-hardening aluminum alloy in the peak-aged state has high strength owing to a large number of precipitates that are very fine and coherent, and contributes to the effective resistance to dislocation movement and can cause an intense strengthening effect [13,14]. However, when the coherent, metastable precipitates gradually convert to the semi-coherent metastable phase or non-coherent equilibrium phases and are coarsened quickly, the strengthening effect dramatically declined, and the age-hardening aluminum alloy is then in an over-aged state [7].

Table 4.
Summary of the mechanical properties of age-hardening aluminum alloys (yield strength (YS), ultimate tensile strength (UTS), elongation (El)).
Table 4.
Summary of the mechanical properties of age-hardening aluminum alloys (yield strength (YS), ultimate tensile strength (UTS), elongation (El)).
| Materials | Temper | Elements | YS (MPa) | UTS (MPa) | El (%) | Ref. | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cu | Mg | Li | Mn | Zn | Fe | Si | Zr | Cr | Ti | Ag | V | Al | ||||||
| 2014 | T651 | 4.8 | 0.54 | 0.38 | 0.25 | 0.7 | 0.97 | balance | 410 | 469 | 9.14 | [15] | ||||||
| 2024 | T3 | 4.42 | 1.56 | 0.61 | 0.13 | balance | 468 | 506 | 16.8 | [16] | ||||||||
| 2024 | T3 | 4.9 | 1.28 | 0.629 | 0.43 | 0.012 | balance | 317 | 448 | 14 | [17] | |||||||
| 2024 | T351 | 4.5 | 1.4 | 0.6 | 0.03 | 0.17 | 0.05 | 0.01 | 0.02 | balance | 360 | 470 | 20.3 | [18] | ||||
| 2050 | T84 | 3.6 | 0.38 | 0.98 | 0.32 | 0.12 | 0.03 | 0.08 | 0.03 | 0.48 | balance | 465.9 | 553.3 | 15.13 | [19] | |||
| 2195 | T8 | 4.0 | 0.44 | 1.0 | 0.05 | 0.11 | 0.4 | balance | 571.5 | 609.7 | 7.4 | [20] | ||||||
| 2195 | T8 | 3.99 | 0.38 | 1.09 | 0.17 | 0.1 | 0.42 | balance | 580 | 615 | 9 | [21] | ||||||
| 2219 | T6 | 6.48 | 0.32 | 0.04 | 0.23 | 0.49 | 0.2 | 0.06 | 0.08 | balance | 345 | 416 | 15 | [22] | ||||
| 2519 | T87 | 5.71 | 0.27 | 0.1 | 0.04 | 0.02 | 0.05 | balance | 427 | 452 | 11.2 | [23] | ||||||
| 6005 | T6 | 0.25 | 0.55 | 0.45 | 0.19 | 0.55 | 0.13 | 0.08 | balance | 272 | 285 | 8.4 | [24] | |||||
| 6061 | T6 | 0.21 | 0.87 | 0.056 | 0.61 | 0.104 | balance | 259 | 287 | 11 | [17] | |||||||
| 6061 | T913 | 0.2 | 0.89 | 0.04 | 0.37 | 0.64 | balance | 455 | 460 | 10 | [25] | |||||||
| 6063 | T6 | 0.002 | 0.525 | 0.002 | 0.002 | 0.09 | 0.412 | 0.001 | 0.014 | balance | 172 | 230 | 13.5 | [26] | ||||
| 6082 | T6 | 0.08 | 0.78 | 0.48 | 0.04 | 0.39 | 0.95 | 0.03 | 0.05 | balance | 283 | 324.8 | 12.2 | [27] | ||||
| 6101 | T6 | 0.05 | 0.65 | 0.03 | 0.5 | 0.5 | balance | 195 | 220 | 15 | [28] | |||||||
| 6351 | T6 | 0.1 | 0.8 | 0.7 | 0.6 | 0.95 | balance | 285 | 310 | 14 | [28] | |||||||
| 7039 | T6 | 0.05 | 2.37 | 0.68 | 4.69 | 0.69 | 0.31 | balance | 328 | 414 | 15.1 | [29] | ||||||
| 7050 | T76 | 2.1 | 2.2 | 0.0079 | 6.187 | 0.06 | 0.03 | 0.11 | 0.0048 | 0.02 | balance | 520 | 559 | 10 | [30] | |||
| 7075 | T6 | 1.5 | 2.5 | 0.04 | 5.6 | 0.3 | 0.08 | balance | 404 | 508 | 15 | [31] | ||||||
| 7075 | T6 | 1.51 | 2.38 | 0.02 | 5.41 | 0.25 | 0.07 | 0.19 | 0.02 | balance | 415.5 | 453 | 13.9 | [22] | ||||
| 7075 | T651 | 2.0 | 2.9 | 0.3 | 6.1 | 0.5 | 0.4 | 0.28 | 0.2 | balance | 510 | 563 | 16 | [32] | ||||
| 7075 | T651 | 1.7 | 2.4 | 0.04 | 5.8 | 0.19 | 0.05 | 0.2 | 0.03 | balance | 476 | 555 | 11.4 | [18] | ||||
| 7N01S | T5 | 0.011 | 1.34 | 0.317 | 4.19 | 0.1 | 0.046 | 0.122 | 0.233 | 0.043 | balance | 327 | 393 | 15.5 | [33] | |||
1.4. The Welding Softening Characteristics of Age-Hardening Aluminum Alloy
The mechanical properties of age-hardening aluminum alloys highly depend on the strengthening phase, which precipitates at a specific temperature range [34,35,36]. Therefore, during the conventional fusion welding process, the performance of age-hardening aluminum alloy-welded joints that include FZ and HAZ is significantly different from the base metal (BM) owing to the strengthening phase dissolution, transformation and coarsening. Under the effect of the welding thermal cycle, the strengthening phase over-aging results in joint softening, which contributes to low joint efficiency. Three factors affect joint efficiency:
- (1)
- The characteristics of the precipitation phase in BMs
The characteristics of the precipitation phase in BMs, which is determined by the temper and chemical composition, also have a great influence on the joint efficiency. Compared to peak-aged aluminum alloys, the underaged or overaged aluminum alloys have lower mechanical properties and their precipitation is less sensitive to the welding thermal cycle. Therefore, the joint efficiency of peak-aged aluminum alloys is lower than that of under-aged or over-aged aluminum alloys.
- (2)
- The thickness of welding plates
For the same temper and chemical compositions of age-hardening aluminum alloys, thicker plates need a larger welding heat input than thinner plates to achieve sufficient penetration [37,38], which causes the joint efficiency of thicker plates to be lower due to the more serious softening in FZ and HAZ.
- (3)
- Welding technique and process
The welding method with low energy density and the welding process with large heat input would significantly reduce the joint efficiency due to more serious softening in FZ and HAZ.
For aged-peak aluminum alloys, joints welded by conventional fusion welding can roughly be divided into five areas, namely FZ, HAZ1, HAZ2, HAZ3 and BM, that reflect the effect of different temperatures on the strengthening phases, as shown in Figure 4. The FZ and nearby HAZ1 are exposed to temperatures that exceed the solvus line during welding, which results in a large number of coherent strengthening phases dissolving and forming a supersaturated solid solution and GP region during subsequent cooling [39]. The peak temperature of the severe softening HAZ2 zone is just below the solvus line, so coherent strengthening phases disappear and a great amount of non-coherent equilibrium phases are precipitated and coarsened, which leads to the mechanical properties of this zone dramatically declining [39]. The slight softening zone is referred to as HAZ3 near to the BM; the the peak temperature range of this zone is lower than that of HAZ2 and can only cause some coherent strengthening phases to be coarsened or transformed into semi-coherent phases [40].
It is obvious from the above-mentioned discussion that the larger the welding heat input, the greater the degree and range of age-hardening aluminum alloy joint softening. Moreover, in contrast to other welding defects, such as porosity and cracks, that can be eliminated by improving the welding process, softening is inevitable. Hence, improving the effect of welding heat on the microstructure and properties of age-hardening aluminum alloy joints has increasingly become the focus of researchers.
1.5. Research Status and Progress
According to the characteristics of softening in age-hardening aluminum alloy joints, researchers have adopted various effective technologies and processes to reduce the joint softening and improve the performance of welding joints, which can be summarized into three categories, as shown in Figure 5.
- (1)
- Low-heat-input welding: such as laser beam welding (LBW), friction stir welding (FSW), and cold metal transfer (CMT) welding. To improve the mechanical properties of age-hardening aluminum alloy joints welded by the low heat input technique, researchers have focused on how to eliminate welding defects [41,42,43,44], optimize welding parameters [45,46,47] and innovate the technique [48,49,50,51,52,53].
- (2)
- Externally assisted cooling: involving spraying a cooling medium onto the surface of the workpiece and submerging the workpiece in the cooling medium. To reduce the effect of the welding thermal cycle on strengthening precipitates, researchers have sought to control the peak temperature range and enhance the cooling rate during welding [54,55].
- (3)
- Post-weld treatment: including post-weld heat treatment, post-weld surface modification treatment and post-weld rolling treatment. To further improve the mechanical properties of age-hardening aluminum alloy joints, researchers have sought to strengthen the softening zones through post-weld treatment, causing over-aged strengthening phases to reprecipitate or introducing dislocation strengthening [56,57,58].
2. Low-Heat-Input Welding
The precipitation strengthening mechanism of age-hardening aluminum alloys is easily affected by the welding heat input. The high heat input undoubtedly results in extensive over-aging of strengthening phases and increases the degree and range of joint softening, which seriously affects the mechanical properties of welded joints. Therefore, in recent years, welding research on age-hardening aluminum alloys has mainly focused on welding methods with low heat input characteristics, such as LBW, FSW and CMT. Although the mechanical properties of joints produced with low-heat-input welding methods have been improved, there are still some welding problems. Based on this, researchers have made great efforts to solve these problems, so that the mechanical properties of the joints can be further improved and the application scope of the low-heat-input welding method can be expanded.
2.1. LBW
For age-hardening aluminum alloys using conventional fusion welding with a low energy density, excessive heat input often causes the weak position of the joint to be located in the FZ or HAZ; thus, the performance of the welded joint severely declines, and the joint efficiency can be reduced to less than 50% [4]. However, LBW with a concentrated heat source is able to achieve deep penetration and high welding speeds, thereby leading to a low heat input during the welding process. Subsequently, it results in the formation of a narrow FZ and HAZ, and therefore, the range and degree of performance decline caused by thermal degradation are small [59], and the joint efficiency of LBW is greater than that of conventional fusion welding, as shown in Table 5. Table 5 shows that the weak position of the autogenous LBW joint is in the FZ. It is mainly caused by the loss of the strengthening phases in the weld metal, as well as the formation of metallurgical problems and welding defects [44,60]. The characteristics of precipitated phase [44,60], metallurgical microstructure [42], porosity [41,42] and cracking in weld play an important role in determining the performance of the joint. Adding an appropriate filler material can reduce the welding defects and increase the ultimate tensile strength by approximately 7% when compared to autogenously laser-welded specimens [61]. Consequently, many researchers have made efforts to improve the performance of the FZ of LBW by adjusting the chemical composition, reducing cracking susceptibility and controlling the solidification microstructure.
2.1.1. Adjusting the Chemical Composition in FZ
Compared to conventional fusion welding, Figure 6 shows the typical microhardness distribution of the AA7XXX series under a T6 temper joint cross-section welded by autogenous LBW. It can be seen that the width of the FZ and HAZ of the LBW joint is much narrower than that of conventional fusion welding joints. The microhardness in the HAZ of LBW is higher than that of conventional fusion welding joints. The lowest microhardness of the LBW joint is in the FZ. The FZ softening caused by the loss of precipitating strengthening phases is due to the evaporation of magnesium and zinc alloying elements [71]; in addition, the welding temperature exceeds the solvus line, resulting in the formation of a supersaturated solid solution [39] and non-equilibrium solidification, leading to the segregation of alloy elements [62,72,73]. It can be seen from Figure 7 that Mg and Zn as main elements are added to age-hardening aluminum alloys to promote precipitate strengthening as they possess lower boiling points (Mg (1091 °C) and Zn (917 °C)) and much higher vapor pressure than other elements; therefore, they are excessively vaporized during welding [74]. Ola et al. [75] suggested that LBW with a suitable filling wire could compensate for the loss of volatile alloying elements. In addition, Zhang et al. [76] reported that a small quantity of Zr and Er elements added to the filling wire could refine the as-cast microstructure in the FZ and promote the formation of fine and uniform equiaxed grains; therefore, the dendritic segregation could be eliminated [76,77].
2.1.2. Reducing the Cracking Susceptibility
Compared to pure aluminum, the addition of alloying elements such as silicon, copper, magnesium and zinc to aluminum to generate the effect of precipitate strengthening by the thermal treatment process can increase the crack susceptibility in the FZ during autogenous laser welding [62]. The high content of alloying elements results in a wide solidification temperature range and the presence of eutectic constituents with a lower melting point than the base metal along the grain boundary in the FZ [59]. The properties of aluminum alloys, such as the high coefficient of thermal expansion and large solidification shrinkage, result in high stress and strain during welding, which may cause the low melting liquid film of eutectics to separate along the grain boundary, i.e., crack [62]. As shown in Figure 8, different alloying elements and contents have different effects on the crack sensitivity of aluminum; for example, for an aluminum alloy containing 1 wt.% Mg2Si, the crack tendency is maximum. Therefore, the alloying elements can not only increase the strength by precipitation strengthening but also affect the likelihood of welding cracks. Selecting a suitable filling material and adjusting the fusion ratio can control the composition of the weld and reduce the susceptibility to cracks. The welding filler materials of AA2XXX and AA6XXX aluminum alloy generally contain excessive silicon or magnesium elements, such as AlSi5 [62], AlSi7Mg [79], AlSi12 [80]. On the one hand, the welding filling materials can dilute and reduce the content of Mg2Si in the molten pool and cause the peak value of the Al-Mg, Al-Mg2Si solidification crack curve to be outside of the sensitive range. On the other hand, the addition of silicon reduces the solidification temperature and thus reduces the cracking tendency. The welding filler materials of AA7XXX aluminum alloy generally contain excessive magnesium [81], such as ER5183, ER5356, ER556, which makes that the weld composition avoids the Mg content range with the worst crack resistance.
2.1.3. Controlling the Solidification Microstructure
For autogenous laser welding, the FZ contains a large number of cellular dendrites; only the center of the FZ is slightly equiaxed. The grain microstructure in the FZ is correlated with the solidification rate and temperature gradient. The solidification grain microstructure map created by Kurz and Fischer is presented in Figure 9.
During the welding process, an equiaxed crystal structure can easily form with a high solidification rate and low-temperature gradient, and cellular dendritic grains can easily form with a low solidification rate and high-temperature gradient. The local solidification rate is as expressed in the following equation [84]:
where R is the solidification rate, V is the welding speed, and α is the angle between the welding direction and the normal surface of the solidification front, which is determined by the weld shape.
Laser welding with beam oscillation can adjust the solidification rate by controlling the weld shape, and thus improve the grain microstructure in the FZ. As shown in Figure 10, LBW with a circular beam oscillation process leads to a larger number of equiaxed grains in the FZ, which improves the microhardness. Hence, Hagenlocher et al. [83] reported that LBW with circular beam oscillation could effectively improve the weld strength and reduce the risk of hot cracking.
2.1.4. Innovations in Laser Welding of Aluminum Alloys
When laser welding thick aluminum alloy structures, the keyhole-welding mode requiring a high-power laser source should be adopted to obtain high penetration depths. However, some critical issues usually arise during the welding process: (I) high energy consumption—the energy density (ratio of the laser power to the beam spot area) for iron-based materials in the keyhole-welding mode is approximately 106 W/cm2, while the value for aluminum alloys is at least 1.5 × 106 W/cm2 and even 2 × 106 W/cm2, because aluminum alloys possess high laser radiation reflection and thermal conductivity [85,86]; (II) keyhole-induced porosity—the low-viscosity aluminum alloys cause the keyhole to become unstable and easily collapse, resulting in the entrapment of the gas bubbles during the cooling, which dramatically reduces the mechanical properties of the joint [87,88]; (III) low gap bridging ability and high requirement in positioning—laser welding with a high welding speedand a small focusing point [89,90,91].
To overcome the shortcomings of laser welding thick aluminum alloys, researchers suggest using the hybrid laser–MIG welding method, which was developed by Steen and Eboo in 1979 [92]. Hybrid welding combines the advantages of laser welding and MIG welding, resulting in an improvement in energy utilization, an improvement in keyhole stability and an increase in gap bridging ability [48,49]. Compared to MIG welding, hybrid laser–MIG has a lower heat input under the same penetration, and improves the joint efficiency, as listed in Table 6. As shown in Figure 11, hybrid laser–MIG can reduce the softening range and softening degree in the HAZ of age-hardening aluminum alloys, and improve the tensile strength of welded joints. Although the degradation of properties in the FZ and HAZ still occurs in joints of thick aluminum alloys produced by hybrid laser–MIG welding, the porosity, as the most serious defect [93], seriously impairs the engineering application of the joint. Based on this, researchers have proposed many effective approaches to reduce the welding porosity, such as optimizing the shielding gas environment, applying a magnetic or ultrasound field during the welding process and optimizing the welding process.
- (1)
- Optimizing shielding gas environment
Cai et al. [99] found that a shielding gas could influence the stability of the welding process; helium could improve the stability of keyholes and suppress the weld porosity defect. A similar conclusion was reported by Ahn et al. [100]; the authors pointed out that helium with high ionization potential reduced the plume effect, which minimized porosity formation. Moreover, the high heat generated in helium-shielded welding resulted in a high weld pool temperature and long solidification time, which helped the bubbles to escape from the molten pool.
- (2)
- Applying a magnetic or ultrasound field during the welding process
Liu et al. [101] investigated the effect of a magnetic field on porosity in hybrid laser–MIG welding aluminum alloys. As shown in Figure 12, the magnetic field increased the stability of keyholes, and thus decreased the laser-induced bubbles. Moreover, the magnetic field had a stirring effect on the molten pool, which significantly changed the direction of the melt flow, obviously improved the convection intensity of melts and helpfully provided more channels for bubbles to escape from the molten pool. Liu et al. [102] introduced ultrasonic vibration as external energy into the molten pool and found that the cavitation effect of the ultrasonic vibration could allow the bubbles to rapidly escape from the molten pool, thus reducing porosity in joints.
- (3)
- Optimizing welding process
Huang et al. [103,104] reported that, compared to arc-leading hybrid welding, the alloys produced with the laser-leading mode of welding has less porosity owing to a more stable molten pool and keyhole. Leo et al. [105] claimed that the laser power-to arc power ratio has a significant effect on the weld porosity, and the porosity increased with laser power, which was due to the vaporization of the magnesium alloying elements.
2.2. FSW
In the FSW process, due to the friction heat between the tool shoulder and the workpiece surface, the material enters into a plastic softening state. Under the effect of the rotating pressure of the pin, the softened material undergoes plastic flow, fills the cavity generated by the moving of the tool and forms the weld [106,107,108], as shown in Figure 13. Because the heat generated by the welding process does not melt the base metal, a range of defects that are produced in the fusion welding process, such as cracks and porosity, can be avoided [109,110,111,112]. Therefore, FSW is widely used to weld non-ferrous metal, especially for age-hardening aluminum alloys. Table 7 shows the tensile properties of an age-hardening aluminum alloy butt joint welded by conventional FSW.
2.2.1. Optimization of Welding Process Parameters
Although the heat input of FSW is lower than that of conventional fusion welding, the microstructure morphology and properties of welded joints are still changed under the influence of the welding thermal cycle [138,139,140,141]. For age-hardening aluminum alloys, the type, size, morphology, distribution and density of strengthening phases across the NZ, TMAZ and HAZ mainly dominate the joint strength [140]. Therefore, it is necessary to employ suitable welding process parameters to reduce the influence of the welding thermal cycle on the strengthening phases and properties of joints [45].
The process parameters that can affect the joint performance of FSW aluminum alloys include the shape of the pin and shoulder [142], the tool tilt angle [143], the rotation speed [45], the welding speed [144] and so on. However, the heat input per unit can be calculated by the following equation [46,145,146]:
where Q is the welding heat input per unit, α is the welding heat input efficiency, μ is the friction coefficient, P is the pressure, R is the radius of the shoulder, ω is the rotation speed, and v is the welding speed.
As the welding situation is fixed, only the rotating speed and welding speed directly determine the welding heat input during the friction stir welding process [147,148], and they affect the grain size and characteristics of strengthening phases in NZ, TMAZ and HAZ. Based on this, many scholars have studied the effect of the relationship between rotating speed and welding speed on the microstructure and properties of the joints [46,47,140].
Most studies have shown that [46,140], with an increase in the ω/v value, the joint strength and elongation increase first and then decrease, and only when the value of ω/v is moderate can the joint obtain the best performance. Moreover, researchers reported that for FSW with 2.5 mm 2195-T8 [140], as shown in Figure 14, despite the differences in the performance of joints with different ω/v values, if the different welding speeds and rotation speeds are combined with the same ω/v, the performance of joints was still different due to the different width of the HAZ.
Researchers found that when the welding speed is too slow, the plastic metal accumulates on the backward side of the stirring pin, which leads to the formation of voids in the forward side due to the lack of sufficient metal filling [144]. However, if the welding speed is too fast or the rotation speed is too slow, the welding heat input cannot promote the sufficient plastic flow of the metal, and voids also appear in the weld [140]. This indicates that the mechanical properties of the joints are not only determined by the joint softening but also depended on the welding defects [140]. Hence, to improve the mechanical properties of the joints, it is necessary to select not only a moderate value of ω/v but also a moderate welding speed and stirring needle rotation speed.
2.2.2. Innovations in FSW of Aluminum Alloys
It is well known that reducing the welding heat input can effectively decrease the softening of age-hardening aluminum alloy joints and improve the strength of the joint. However, many studies reported that the low heat input during the FSW can decrease the plastic flow capacity of the material and thus introduce welding defects, such as kissing bonds, voids, tunnels and “S” lines, which dramatically reduce the strength of the joint [50,149]. Hence, to achieve high-strength FSW joints, it is necessary to solve the contradiction between joint softening by high heat input and welding defects by low heat input.
Blaha and Langenecker found that the use of ultrasonic vibration could reduce the yield stress and promote the plastic deformation of the metals [150], which was similar to heat softening. While the heat energy is uniformly absorbed by the metals, the ultrasonic energy can only be absorbed by the crystal defects in the metal [151]. Moreover, the plastic deformation of metals only depends on dislocation movement. To generate the same plastic deformation, the ultrasonic energy needed to promote dislocation movement is far lower than the heat energy. Therefore, ultrasonic-assisted FSW can be used to enhance the plastic flow ability of age-hardening aluminum alloys, and the temperature rise compared to conventional FSW can be negligible. High-strength ultrasonic-assisted FSW joints can be obtained under low-heat-input conditions.
In addition, Hu et al. [50,51,152] systematically studied the ultrasonic-assisted FSW of AA2219-T6 aluminum alloy. Compared to FSW joints, they found that ultrasonic-assisted FSW joints had superior mechanical properties, which could be attributed to ultrasonic-enhanced precipitation strengthening. The excess vacancies promoted the nucleation and precipitation of strengthening phases.
2.3. CMT Welding
During the traditional MIG welding process, when the liquid bridge achieves contact with the molten pool, the electromagnetic shrinkage force acting on the liquid bridge is increased by instantly increasing the short-circuit current, which causes the successful metal droplet transition to the molten pool. The increase in short-circuit current will undoubtedly increase the welding heat input. The CMT technique was developed on the basis of the traditional MIG welding technique. However, when the liquid bridge achieves contact with the liquid molten pool, the CMT welding machine control system reduces the shorting-circuit current to almost zero, and the metal droplet transition to the molten pool is aided by the back-drawing force exerted by the wire feeding system [4], as shown in Figure 15.
2.3.1. The Characteristics of CMT Joints
Comparing CMT with other types of fusion welding, many researchers have confirmed that CMT has “colder” characteristics. The characteristics of CMT, with low heat input and less spatter, are highly suitable for welding age-hardening aluminum alloys that are easily affected by the welding temperature and cause serious deterioration in properties [4,154,155,156,157,158]. Cornacchia et al. [159] comparatively studied CMT and MIG welding for a 3 mm EN AW-6005A-T6 with ER4043 filler wire, and the joint efficiency for CMT and MIG welding was 63.6% and 58.7%, respectively. Results indicated that CMT could cause the joint to have better tensile strength compared to MIG welding. Elrefaey [154] carried out the CMT technique for welding 2 mm AA7075-T6 with ER5356 as a filler material, and the joint efficiency was approximately 60%, which was comparable to the FSW and LBW processes, but the fracture position remained in the FZ. Table 8 shows the tensile properties of an age-hardening aluminum alloy butt joint welded by conventional CMT.
2.3.2. Innovations in CMT of Aluminum Alloys
Although the conventional CMT technique is suitable for welding age-hardening aluminum alloys due to its low heat input, the thickness of base metals is limited to no greater than 3 mm, also due to the low energy input [52,164]. If the welding current is increased to weld thick plates, the joint performance will deteriorate. Gandhi et al. [165] carried out CMT double-side welding with a 6 mm 7075 with ER5356 filler wire, and the tensile strength was only 31.8%, corresponding to the base metal. However, age-hardening aluminum alloys used in the structural components of aircraft, high-speed trains, automotives and other fields are not only thin sheets but also thick sheets, which restrict the engineering applications of the conventional CMT technique. To expand the application of CMT, researchers usually adopt two methods.
- (I)
- Hybrid CMT and another type of welding: Liang et al. [52] adopted TIG–CMT hybrid welding to join 4 mm 6061-T6. During the welding process, the TIG arc and the CMT arc did not interact; thus, adding the TIG arc did not cause the droplet transfer to be unstable. However, adding the TIG could increase the welding heat input and achieve deep penetration. To avoid serious softening in the HAZ, a low TIG current should be chosen. The highest tensile strength of the joint was approximately 54%, corresponding to the strength of the base metal. Han et al. [53] comparatively studied a 6 mm 6082-T6 aluminum alloy butt joint welded by laser-cold metal transfer hybrid welding and laser-pulsed metal inert gas hybrid welding, and the results showed that the softening degree and range of HAZ with laser-cold metal transfer hybrid welding were smaller than those achieved with laser-pulsed metal inert gas hybrid welding. In addition, the joint efficiency of laser-cold metal transfer hybrid welding could reach 84.7%, which was higher than that of the laser-pulsed metal inert gas hybrid welding, which was 82.4%. Hence, we can conclude that hybrid CMT and high-energy beam welding can obtain higher joint performance than hybrid CMT and arc welding with low energy density. Hybrid CMT and high-energy beam welding can have lower heat input than hybrid MIG and high energy beam welding. The same conclusion has been reported by Zhang et al. [166].
- (II)
- Control arc mode: Pang et al. [164] adopted the CMT + P technique to weld 4 mm 6061-T6. The CMT + P arc mode combined the advantages of the pulse arc mode and conventional CMT arc mode, as shown in Figure 16. The high pulse current provided more heat input during welding and the low short-circuit current guaranteed droplet transfer stability. The pulse stages and the conventional CMT stages could be adjusted; thus, the heat input of CMT + P was adjustable, which means that this technique could be used to weld thick sheets. Li et al. [167] studied the mechanical properties of 6 mm 6061-T6/7N01-T4 dissimilar aluminum alloy joints welded using the CMT + P technique and found that when increasing the CMT/P, which was the ratio of the number of CMT stages to P stages, the heat input decreased. The lower heat input caused the weld joints to present a lack of fusion or other defects. A higher heat input caused the performance of the joint to significantly degrade due to the over-aging of the strengthening phase in the HAZ. At the optimum heat input, the strength of the joint was approximately 60%, corresponding to the strength of the 6061-T6 base metal.
3. Externally Assisted Cooling Technique
The strengthening precipitates of age-hardening aluminum alloys are vulnerable to the peak temperature range and high-temperature residence time during welding. Therefore, the externally assisted cooling techniques, which reduce the peak temperature range and enhance the cooling rate during welding, can improve the mechanical properties of age-hardening aluminum alloy joints by controlling the effect of the welding thermal cycle on strengthening precipitates.
3.1. FSW with Externally Assisted Cooling
FSW is a solid-state joining technique; although the temperature during welding does not cause the age-hardening aluminum alloys to melt, it is high enough to cause the dissolution and coarsening of strengthening precipitates in the joint [21], forming a softening region with degraded mechanical properties. Therefore, in recent years, researchers have sought to narrow the softening zone and reduce the softening degree of FSW joints.
Figure 17 shows the welding thermal cycle of FSW under air cooling conditions and externally assisted cooling conditions at a distance of 1 mm from the weld boundary. The AS and RS represent the advancing side of the joint and the retreating side of the joint, respectively. Under air cooling conditions, at the beginning of welding, the temperature of the test point started to rise slowly. When the pin tool was close to the test point, it rose rapidly to 330 °C and then showed a slow cooling rate. However, under externally assisted cooling conditions, the temperature of the test point did not increase until the tool was reached, and the peak temperature could only reach 100 °C After the pin tool moved away, with the strong cooling effect of the cooling medium on the workpiece, the temperature of the test point began to suddenly decline. The same experimental result has also been presented by other researchers [54]. The FSW with externally assisted cooling techniques can effectively lower the peak temperature range and shorten the high-temperature dwelling time of the joint, and the dissolution, transformation and coarsening of strengthening precipitates in the joint are directly associated with the welding thermal cycle, so the externally assisted cooling techniques can restrict the widening of the HAZ and control the degree of softening in the HAZ, which finally results in further improvements in the mechanical properties of FSW joints, as listed in Table 9.
According to the action position of the cooling medium, the FSW with externally assisted cooling techniques can be summarized into two categories: (I) FSW with cooling medium on the surface of the workpiece, as shown in Figure 18; (II) FSW with the workpiece submerged in the cooling medium, as shown in Figure 19.
The cooling medium has a great influence on the mechanical properties of the joint. Fratini et al. [175] carried out FSW of AA7075-T6 aluminum alloy using compressed air and water as an external cooling medium to investigate the effect of different cooling media on the mechanical performance of the joints. They reported that water provided a stronger cooling effect than compressed air and caused a stronger improvement in tensile strength. Sharma et al. [176] found the same result; namely, joints under water conditions had better tensile properties than those under compressed air conditions. However, it should not be assumed that FSW using an external cooling medium with better cooling performance can be more beneficial for the mechanical properties of the joint. This has been confirmed by the results of other researchers. Wahid et al. [130] studied joints of AA6082-T6 aluminum alloy that were produced under room-temperature water and cold water (7 °C). They found that even if cold water had a better cooling effect than room-temperature water, the size and degree of the HAZ in joints welded with cold water were also smaller, but the tensile strength of the joints under cold water conditions was lower. Fu et al. [177] investigated the FSW of AA7050-T6 aluminum alloy under cold water (8 °C) and hot water (90 °C), and they also found that the joints welded using hot water with a lower cooling effect had better mechanical properties. This “unreasonable phenomenon” is due to the fact that the strength of the joint is determined by the NZ, the TMAZ, the HAZ and the base materials. Moreover, apart from precipitate strengthening, solid solution strengthening also plays an important role in joint strength. Generally, the temperature in the NZ is greater than the solution treatment temperature of age-hardening aluminum alloys, and the precipitates can be dissolved and form a supersaturated solid solution. If the temperature in the NZ is greater than the over-aging temperature of precipitates but lower than the solution treatment temperature of age-hardening aluminum alloys, the precipitates will undergo phase transformation and coarsening, which dramatically reduces the performance of the NZ [178,179]. Hence, under some conditions, with FSW under externally assisted cooling, although the size and degree of the HAZ in the joint can be reduced, the NZ loses the solid solution strengthening effect; consequently, the tensile strength of joints under a cooling medium with better cooling performance is not higher.
3.2. Fusion Welding with Externally Assisted Cooling
To improve the stability of the arc and control the welding defects in the process of fusion welding of age-hardening aluminum alloys, the externally assisted cooling mode of spraying a cooling medium onto the surface of the workpiece or submerging the workpiece in the cooling medium cannot be adopted. However, a high-thermal-diffusion welding pad can reduce the heat input of the joint and improve the influence of the welding heat cycle on the performance of the welded joint. Liang et al. [180] investigated 8 mm 6N01-T5 by MIG welding with a water-cooled copper pad as an externally assisted cooling mode; they found that the amount of large-sized β′precipitates in the HAZ decreased, the softening range and degree of the joint were also reduced, and the ultimate tensile strength of the joint was 5.1% higher than under natural cooling conditions. Cao et al. [181] employed P-MIG to weld 8 mm 6N01-T5. Compared to welding under natural cooling conditions, the peak temperature decreased and the cooling rate increased during the welding process under a water-cooled copper pad, which narrowed the softening zone of the joint. The ultimate tensile strength of the joint improved by around 4.8%. However, Song et al. [182] described 1 mm 6061-T6 and 1 mm 5083-O welded by TIG with a high-thermal-diffusion water-cooled copper pad; the ultimate tensile strength of the joint was around 16.6% higher than that under natural cooling conditions. This indicates that thinner welding specimens display a more obvious improvement in joint properties during fusion welding under externally assisted cooling.
4. Post-Weld Treatment
Although the joint softening of age-hardening aluminum alloys can be reduced by the low-heat-input welding methods and can be controlled by the externally assisted cooling technique, softening that occurs mainly due to the precipitation strengthening effect being weakened in the FZ and HAZ is inevitable after welding. The differences in the performance of the FZ and HAZ from that of the base metal result in stress–strain concentration during stress deformation [183], which reduces the comprehensive mechanical properties of the joint. Therefore, strengthening the softening zone in joints is important to improve joint performance. In the current studies, the researchers mainly adopt post-weld heat treatment, post-weld surface modification treatment and post-weld rolling, through precipitation strengthening by the reprecipitation of the coherent strengthening phase, strain strengthening by introducing dislocation or both to improve the properties of the softening zones and entire welded joints.
4.1. Post-Weld Heat Treatment
Various effective measures have been developed and utilized by researchers to avoid and overcome softening when welding joints of age-hardening aluminum. However, currently, post-weld heat treatment (PWHT) is still considered the best method to improve the properties of the soft zone, especially for thick-plate joints. The main purpose of PWHT for age-hardening aluminum alloys is to cause the joints to reprecipitate the coherent precipitation phases, resulting in a homogeneous distribution of the fine strengthening precipitates and improving the mechanical properties of the joint back to the state of the base materials [56,184]. However, due to the differences in the base metals’ chemical compositions, initial temper conditions and thickness, welding methods and process parameters, the optimal heat treatment process for the joint will also be different. PWHT for joint welding by dissimilar aluminum alloys is a challenge owing to the different base metals with different optimal treatment processes, particularly for the peak-aging processes of base metals, which differ significantly. Therefore, it is not straightforward to improve the performance of dissimilar age-hardening aluminum alloy-welded joints compared to similar joints, and further study is needed [185]. PWHT is applied to the whole component and is thus limited by the dimensions [186]. In addition, with differences in joint performance regarding formability, ductility, strength, fatigue, corrosion resistance, etc., the optimal heat treatment process for the joint will also be different. Table 10 summarizes the most conventional PWHT for age-hardening aluminum alloys. It can be concluded from Table 10 that when the selected post-weld heat treatment process is better than the initial heat treatment state of the base metal, the strength of the welded joint can reach or even exceed the strength of the base metal.
4.2. Post-Weld Surface Modification Treatment
Stress corrosion, fatigue properties, fracture properties and other failure behaviors of welded joints are often affected by the material state near the surface [197]. Hence, post-weld surface modification treatment is one of the most important measures to improve the performance of joints. During the surface modification treatment process, severe plastic deformation occurs near the surface of the joints, which results in work hardening due to the increase in dislocation density. Moreover, some surface modification treatment processes, such as laser shot peening and cold spraying processes, not only increase the dislocation density but also result in grain refinement and precipitation of the strengthening phase, which relieves joint softening and improves the mechanical properties of joints.
4.2.1. Laser Shot Peening
High-density laser pulses (several GW/cm2) irradiated through a 1–2 mm confinement layer (usually water) onto an ablative layer (aluminum foil or black paint) covered by the material surface produce high-temperature and high-pressure plasma, as shown in Figure 20. The rapidly expanding plasma is bound by the confinement layer, which produces a high-pressure (GPa) pulse in a short time (ns level) and propagates into the material in the form of a shock wave [198,199,200,201]. Joint of age-hardening aluminum alloys are treated by laser shot peening, which causes a change in the surface state and microstructure under the influence of heat and force.
Dhakal and Swaroop [202] studied a 6061-T6 aluminum alloy by laser shot peening and found an increase in dislocation density and grain refinement; in addition, the high-angle grain boundary fraction was increased, and the β” phases that contributed to the strengthening effect were precipitated in the matrix, as shown in Figure 21. This resulted in improving the mechanical properties of laser shot-peened specimens. Moreover, Sun et al. [198] employed laser shock peening to treat 2 mm 6061-T6 aluminum alloy laser-welding joints and found that the porosity ratio was reduced, and the tensile strength could be increased from 203.98 MPa to 237.9 Mpa, with an increase of 14%. Hatamleh comparatively studied the performance of 12.5 mm 2195-T8 aluminum alloy FSW joints by shot peening and laser shot peening [203]. The results indicated that shot peening could only slightly improve the tensile properties of the joints. However, under the effect of high-energy laser peening, the tensile properties of the joints could be significantly improved.
4.2.2. Cold Spraying
During the process of cold spraying, a pressurized “hot” (the temperature below the melting point of the spraying powder particles) gas passed through a Laval nozzle expands, which can accelerate the powder particles to a high velocity and violently impact the substrate, producing extensive deformations and metallurgical bonds [186,204,205], as shown in Figure 22. Under the influence of heat and force, the microstructure (grain size, state of precipitation phases and dislocation density) and performance (corrosion properties, fatigue properties and mechanical properties) of the material will change.
Li et al. [57,206,207] systematically investigated the effect of cold spraying on the performance of AA2024-T3 aluminum alloy FSW joints. The results showed that the cold spraying process could significantly improve the tensile strength, microhardness near the top surface, corrosion resistance and fatigue life of joints. The improvement was attributed to the grain refinement, the increase in the high-angle grain boundary fraction, precipitation of the strengthening phase and the reduction in residual stresses due to the effect of cold spraying on the surfaces of the joints.
4.3. Post-Weld Rolling Treatment
Rolling, as an important process to increase the dislocation density and improve the strength of materials, is commonly used to strengthen welded joints. At present, the post-weld rolling treatments for strengthening age-hardening aluminum alloy joints mainly include the following two types:
- (1)
- Post-weld entire rolling: After welding, the entire plate (including FZ, HAZ, BM) is rolled to a thickness less than the as-received base metal (the distance between the two rollers is set to less than the thickness of as-received base metal), as shown in Figure 23.
Du et al. [58] employed double-side friction stir welding of a 6 mm 6061-T6 aluminum alloy, and they post-weld rolled the entire plate to 4 mm, 3 mm and 2 mm. They found that the ultimate tensile strength of the stirring zone and BM increased as the rolling reduction increased, and the elongation of the stirring zone and BM decreased as the rolling reduction increased. The stirring zone had a weaker dislocation strengthening effect than BM. Therefore, although the weak position in the as-welded joint had been strengthened, it was still the weak position in the post-weld rolled joint. Moreover, the elongation of entire specimens would be deteriorated as the BM was strengthened by the strong strain hardening effect.
- (2)
- Post-weld partial rolling: After welding with a filler wire, only the weld reinforcement is rolled (the distance between the two rollers is set to the thickness of the received base metal), as shown in Figure 24.
Song et al. [182] found that the softening of joints of age-hardening aluminum alloys presented a certain gradient characteristic, so they proposed a new joining technique of welding with a filler wire under the water−cooled copper pad cooling conditions and subsequent rolling of the weld reinforcement. The joining technique combined the externally assisted cooling technique and the post-weld partial rolling process. It reduced the softening range and softening degree of joints by the externally assisted cooling technique, and caused the joints to produce a gradient dislocation density by the post-weld partial rolling process. Compared to the welding specimen, the tensile strength of the new joining specimen had an increase of 46.5%. Because the BM had not been strengthened by the strong strain hardening effect, the fracture elongation of the new joining specimen had an increase of 50.5%.
5. Discussion
The over-aging phenomenon of the strengthening phase occurs during the welding process of age-hardening aluminum alloy, which seriously reduces the mechanical properties of the welded joint. The softening range and degree of strengthening phase in the joint are closely related to the welding heat input. Compared with traditional TIG, MIG and other large-heat-input welding heat sources, LBW, FSW and CMT, with low heat input, have more significant advantages in the welding of age-hardening aluminum alloys, as they can greatly reduce the softening degree and range of welded joints and improve the performance of joints. In addition, welding researchers also found that the softening of the joint is related not only to the peak temperature range during welding, but also to the residence time at high temperatures. Therefore, the externally assisted cooling technique is adopted in the welding process to reduce the peak temperature range and increase the cooling rate, so as to control the influence of the welding thermal cycle on the strengthening phase. In most cases, the mechanical properties of the joint can be further improved. Although the low-heat-input welding method and externally assisted cooling process improve the joint softening of age-hardening aluminum alloys, the softening of the weld seam and heat-affected zone remain and often represent a weakness in the service process. Therefore, strengthening the post-weld joint softening zone is of great significance to improve the joint performance. In current studies, researchers mainly adopt post-weld heat treatment, post-weld surface modification treatment and post-weld rolling, through precipitation strengthening by the reprecipitation of the coherent strengthening phase, strain strengthening by introducing dislocation or both to improve the properties of the softening zones. However, currently, PWHT is still considered the best method to improve the properties of the soft zone, especially for thick-plate joints. However, due to the differences in the base metal chemical compositions, initial temper conditions and thickness, welding methods and process parameters, the optimal heat treatment process of the joint will also be different. PWHT for joints welded by dissimilar aluminum alloys is a challenge, and research is ongoing. This is due to the different base metals requiring different optimal treatment processes, particularly for the peak-aging processes of base metals, which differ significantly.
6. Conclusions
Age-hardening aluminum alloy is a kind of non-ferrous metal that can meet the worldwide requirements of energy-saving, emission reduction and light weight. However, the precipitation strengthening effect is easily affected by the welding heat input. To improve the performance of joints welded by conventional fusion welding, which results in a large welding softening range and severe softening degree, researchers have adopted many effective welding processes and methods, such as low-heat-input welding methods, externally assisted cooling techniques and post-weld treatment techniques. Although studies have made great achievements, the joint performance remains lower than that of the base metal and there is room for improvement. In addition, PWHT for dissimilar age-hardening aluminum alloys is a challenge owing to the different base metals requiring different optimal treatment processes. Therefore, it is necessary to carry out further study as follows:
- (1)
- Further research on the softening mechanism of aluminum alloys should be carried out to establish the relationship between the welding thermal cycle and joint grain size, strengthening phase characteristics, dislocation density and texture, in order to transform the analysis of the effect of welding heat input on joint softening and performance from qualitative analysis to quantitative analysis.
- (2)
- It is necessary to establish the precise response mechanism of an over-aged microstructure and the temperature field of a welded joint, monitor the state of the welding heat source and the information about the plate temperature field in real time and dynamically and scientifically control the parameters of the welding heat source, in order to precisely control the shape and performance of joints during the welding process.
- (3)
- According to the softening characteristics of the joint, it is necessary to develop post-weld local strengthening treatments to achieve the cooperative strengthening and toughening of the properties of each zone of the welded joint.
- (4)
- It is necessary to establish the relationship between the softening characteristics of the joint and fatigue performance, corrosion performance and forming performance, to promote the research and development of age-hardening aluminum alloy tailor-welded blank manufacturing technology and to expand the scope of application of the materials.
- (5)
- It is necessary to research the evolution of the microstructure and properties in the softening zone of welded joints and the strengthening of joints over time, to provide theoretical and data support for evaluating the service performance of structural parts.
Author Contributions
Conceptualization, writing—original draft preparation, J.C.; conceptualization, writing—review and editing, funding acquisition, G.S.; data curation, supervision, X.Z.; data curation, supervision, C.L.; funding acquisition, supervision, L.L. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the National Natural Science Foundation of China (No. U1764251 and No. U1960111) and the Fundamental Research Funds for the Central Universities (DUT21LAB133).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data sharing does not apply to this article as no new data were created or analyzed in this study.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kapil, A.; Lee, T.; Vivek, A.; Cooper, R.; Hetrick, E. Spot impact welding of an age-hardening aluminum alloy: Process, structure and properties. J. Manuf. Process. 2019, 37, 42–52. [Google Scholar] [CrossRef]
- Gopkalo, O.; Liu, X.; Long, F.; Booth, M.; Gerlich, A.P.; Diak, B.J. Non-isothermal thermal cycle process model for predicting post-weld hardness in friction stir welding of dissimilar age-hardenable aluminum alloys. Mater. Sci. Eng. A 2019, 754, 205–215. [Google Scholar] [CrossRef]
- Wang, Z.X.; Chen, M.; Jiang, H.H.; Li, H.; Li, S. Effect of artificial ageing on strength and ductility of an Al-Cu-Mg-Mn alloy subjected to solutionizing and room-temperature rolling. Mater. Charact. 2020, 165, 110383. [Google Scholar] [CrossRef]
- Gungor, B.; Kaluc, E.; Taban, E.; Sik, A. Mechanical and microstructural properties of robotic Cold Metal Transfer (CMT) welded 5083-H111 and 6082-T651 aluminum alloys. Mater. Des. 2014, 54, 207–211. [Google Scholar] [CrossRef]
- Zhu, M.Q.; Yang, S.L.; Bai, Y.S.; Fan, C. Microstructure and fatigue damage mechanism of 6082-T6 aluminium alloy welded joint. Mater. Res. Express. 2021, 8, 056505. [Google Scholar] [CrossRef]
- Sheppard, T. Press quenching of aluminium alloys. Mater. Sci. Technol. 1988, 4, 635–643. [Google Scholar] [CrossRef]
- Shan, D.; Zhen, L. Aging behavior and microstructure evolution in the processing of aluminum alloys. In Microstructure Evolution in Metal Forming Process; Woodhead Publishing: Cambridge, UK, 2012; pp. 267–297. [Google Scholar]
- Poole, W.J.; Embury, J.D.; Lloyd, D.J. Work hardening in aluminium alloys. In Fundamentals of Aluminium Metallurgy; Woodhead Publishing: Cambridge, UK, 2011; pp. 307–344. [Google Scholar]
- Brough, D.; Jouhara, H. The aluminium industry: A review on state-of-the-art technologies, environmental impacts and possibilities for waste heat recovery. Int. J. Thermofluids 2020, 1–2, 100007. [Google Scholar] [CrossRef]
- Newcomb, D.E.; Stroup-Gardiner, M.; Kim, J.R.; Allen, B.; Wattenhoffer-Spry, J. Polymerized Crumb Rubber Modified Mixtures in Minnesota. MN/RC 94/08. 1994. Available online: https://www.cts.umn.edu/publications/report/polymerized-crumb-rubber-modified-mixtures-in-minnesota (accessed on 13 July 2021).
- Georgantzia, E.; Gkantou, M.; Kamaris, G.S. Aluminium alloys as structural material: A review of research. Eng. Struct. 2021, 227, 111372. [Google Scholar] [CrossRef]
- Graf, A. Aluminum alloys for lightweight automotive structures. In Materials, Design and Manufacturing for Lightweight Vehicles; Woodhead Publishing: Cambridge, UK, 2010; pp. 97–123. [Google Scholar]
- Izcara, X.L.; Blank, A.G.; Pyczak, F.; Staron, P.; Schumann, S.; Huber, N. Characterization and modeling of the influence of artificial aging on the microstructural evolution of age-hardenable AlSi10Mg (Cu) aluminum alloys. Mater. Sci. Eng. A 2014, 610, 46–53. [Google Scholar] [CrossRef] [Green Version]
- Edwards, G.A.; Stiller, K.; Dunlop, G.L.; Couper, M.J. The precipitation sequence in Al-Mg-Si alloys. Acta Mater. 1998, 46, 3893–3904. [Google Scholar] [CrossRef]
- Sinhmar, S.; Dwivedi, D.K. Enhancement of mechanical properties and corrosion resistance of friction stir welded joint of AA2014 using water cooling. Mater. Sci. Eng. A 2017, 684, 413–422. [Google Scholar] [CrossRef]
- Dong, J.H.; Gao, C.; Lu, Y.; Han, J.; Jiao, X.D.; Zhu, Z.X. Microstructural characteristics and mechanical properties of bobbin-tool friction stir welded 2024-T3 aluminum alloy. Int. J. Miner. Metall. Mater. 2017, 24, 171–178. [Google Scholar] [CrossRef]
- Paidar, M.; Tahani, K.; Vignesh, R.V.; Ojo, O.O.; Ezatpour, H.; Moharrami, A. Modified friction stir clinching of 2024-T3 to 6061-T6 aluminium alloy: Effect of dwell time and precipitation-hardening heat treatment. Mater. Sci. Eng. A 2020, 791, 139734. [Google Scholar] [CrossRef]
- Zhang, C.H.; Huang, G.J.; Cao, Y.; Li, Q.L.; Niu, L.Q.; Liu, Q. Characterizations of microstructure, crystallographic texture and mechanical properties of dissimilar friction stir welding joints for AA2024 and AA7075 under different tool shoulder end profiles. Mater. Today Commun. 2020, 25, 101435. [Google Scholar] [CrossRef]
- Kumar, S.; Sethi, D.; Choudhury, S.; Roy, B.S.; Saha, S.C. An experimental investigation to the influence of traverse speed on microstructure and mechanical properties of friction stir welded AA2050-T84 Al-Cu-Li alloy plates. Mater. Today Proc. 2020, 26, 2062–2068. [Google Scholar] [CrossRef]
- Chen, P.; Zou, S.Q.; Chen, J.; Qin, S.Y.; Yang, Q.B.; Zhang, Z.Q.; Jia, Z.H.; Zhang, L.; Jiang, T.; Liu, Q. Effect of rotation speed on microstructure evolution and mechanical properties of nugget zone in 2195-T8 Al-Li alloy friction stir welding joints. Mater. Charact. 2021, 176, 111079. [Google Scholar] [CrossRef]
- Zhao, Z.J.; Yang, X.Q.; Li, S.L.; Li, D.X. Interfacial bonding features of friction stir additive manufactured build for 2195-T8 aluminum-lithium alloy. J. Manuf. Process. 2019, 38, 396–410. [Google Scholar] [CrossRef]
- Cao, J.Y.; Zhang, C.C.; Xing, Y.F.; Wang, M. Pin plunging reinforced refill friction stir spot welding of Alclad 2219 to 7075 alloy. J. Mater. Process. Technol. 2020, 284, 116760. [Google Scholar] [CrossRef]
- Sabari, S.S.; Malarvizhi, S.; Balasubramanian, V. Influences of tool traverse speed on tensile properties of air cooled and water cooled friction stir welded AA2519-T87 aluminium alloy joints. J. Mater. Process. Technol. 2016, 237, 286–300. [Google Scholar] [CrossRef]
- Esmaily, M.; Mortazavi, N.; Osikowicz, W.; Hindsefelt, H.; Svensson, J.E.; Halvarsson, M.; Martin, J.; Johansson, L.G. Bobbin and conventional friction stir welding of thick extruded AA6005-T6 profiles. Mater. Des. 2016, 108, 114–125. [Google Scholar] [CrossRef]
- Hejazi, I.; Mirsalehi, S.E. Mechanical and metallurgical characterization of AA6061 friction stir welded joints using microhardness map. Trans. Nonferrous Met. Soc. China 2016, 26, 2313–2319. [Google Scholar] [CrossRef]
- Huan, P.C.; Wang, X.N.; Zhang, J.; Hu, Z.R.; Chen, W.G.; Nagaumi, H.; Di, H.S. Effect of wire composition on microstructure and properties of 6063 aluminium alloy hybrid synchronous pulse CMT welded joints. Mater. Sci. Eng. A 2020, 790, 139713. [Google Scholar] [CrossRef]
- Scialpi, A.; De Filippis, L.A.C.; Cavaliere, P. Influence of shoulder geometry on microstructure and mechanical properties of friction stir welded 6082 aluminium alloy. Mater. Des. 2007, 28, 1124–1129. [Google Scholar] [CrossRef]
- Das, U.; Das, R.; Toppo, V. Analysis of some mechanical properties of friction stir welded joints of AA6101 and AA6351 aluminum alloys under T6 condition. Mater. Today Proc. 2021, 44, 2700–2704. [Google Scholar] [CrossRef]
- Sharma, C.; Dwivedi, D.K.; Kumar, P. Effect of welding parameters on microstructure and mechanical properties of friction stir welded joints of AA7039 aluminum alloy. Mater. Des. 2012, 36, 379–390. [Google Scholar] [CrossRef]
- Effertz, P.S.; Infante, V.; Quintino, L.; Suhuddin, U.; Hanke, S.; dos Santos, J.F. Fatigue life assessment of friction spot welded 7050-T76 aluminium alloy using Weibull distribution. Int. J. Fatigue 2016, 87, 381–390. [Google Scholar] [CrossRef]
- Temmar, M.; Hadji, M.; Sahraoui, T. Effect of post-weld aging treatment on mechanical properties of Tungsten Inert Gas welded low thickness 7075 aluminium alloy joints. Mater. Des. 2011, 32, 3532–3536. [Google Scholar] [CrossRef]
- Sivaraj, P.; Kanagarajan, D.; Balasubramanian, V. Fatigue crack growth behaviour of friction stir welded AA7075-T651 aluminium alloy joints. Trans. Nonferrous Met. Soc. China 2014, 24, 2459–2467. [Google Scholar] [CrossRef]
- Gou, G.; Zhang, M.; Chen, H.; Chen, J.; Li, P.; Yang, Y.P. Effect of humidity on porosity, microstructure, and fatigue strength of A7N01S-T5 aluminum alloy welded joints in high-speed trains. Mater. Des. 2015, 85, 309–317. [Google Scholar] [CrossRef]
- Kumaran, S.M. Identification of high temperature precipitation reactions in 2024 Al-Cu-Mg alloy through ultrasonic parameters. J. Alloys Compd. 2012, 539, 179–183. [Google Scholar] [CrossRef]
- Vargas, J.A.; Torres, J.E.; Pacheco, J.A.; Hernandez, R.J. Analysis of heat input effect on the mechanical properties of Al-6061-T6 alloy weld joints. Mater. Des. 2013, 52, 556–564. [Google Scholar] [CrossRef]
- Lu, H.; Shi, L.; Dong, H.G.; Li, S.; Guo, D.; Tao, C.Q. Influence of flame rectification on mechanical properties of Al-Zn-Mg alloy. J. Alloys Compd. 2016, 689, 278–286. [Google Scholar] [CrossRef]
- Rao, T.S.; Reddy, G.M.; Rao, S.R.K. Microstructure and mechanical properties of friction stir welded AA7075-T651 aluminum alloy thick plates. Trans. Nonferrous Met. Soc. China 2015, 25, 1770–1778. [Google Scholar] [CrossRef]
- Rao, T.S.; Selvaraj, M.; Rao, S.R.K.; Ramakrishna, T. Thermal cycles and their effects during friction stir welding of AA7075 thicker plates with and without in-process cooling. Materialwiss. Werkstofftech. 2021, 52, 308–319. [Google Scholar]
- Pakdil, M.; Cam, G.; Kocak, M.; Erim, S. Microstructural and mechanical characterization of laser beam welded AA6056Al-alloy. Mater. Sci. Eng. A 2011, 528, 7350–7356. [Google Scholar] [CrossRef]
- Liu, Z.P.; Zhang, H.X.; Hou, Z.G.; Feng, H.; Dong, P.; Liaw, P.K. Microstructural origins of mechanical and electrochemical heterogeneities of friction stir welded heat-treatable aluminum alloy. Mater. Today Commun. 2020, 24, 101229. [Google Scholar] [CrossRef]
- Chen, D.; Zhan, X.H.; Liu, T.; Zhao, Y.Q.; Qi, N.; Sun, L.L. Effect of porosity morphology and elements characteristics on mechanical property in T-joints during dual laser-beam bilateral synchronous welding of 2060/2099 Al-Li alloys. Opt. Laser Technol. 2021, 140, 107019. [Google Scholar] [CrossRef]
- Zhou, X.H.; Zhao, H.Y.; Liu, F.Y.; Yang, B.; Xu, B.X.; Chen, B.; Tan, C.W. Effects of beam oscillation modes on microstructure and mechanical properties of laser welded 2060 Al-Li alloy joints. Opt. Laser Technol. 2021, 144, 107389. [Google Scholar] [CrossRef]
- Paleocrassas, A.G.; Tu, J.F. Low-speed laser welding of aluminum alloy 7075-T6 using a 300-W, single-mode, ytterbium fiber laser. Weld. J. 2007, 86, 179S–186S. [Google Scholar]
- Zhang, X.Y.; Huang, T.; Yang, W.X.; Xiao, R.S.; Liu, Z.; Li, L. Microstructure and mechanical properties of laser beam-welded AA2060 Al-Li alloy. J. Mater. Process. Technol. 2016, 237, 301–308. [Google Scholar] [CrossRef]
- Nayan, N.; Yadava, M.; Sarkar, R.; Murty, S.V.S.N.; Gurao, N.P.; Mahesh, S.; Prasad, M.J.N.V.; Samajdar, I. Microstructure and tensile response of friction stir welded Al-Cu-Li (AA2198-T8) alloy. Mater. Charact. 2020, 159, 110002. [Google Scholar] [CrossRef]
- Mao, Y.Q.; Ke, L.M.; Liu, F.C.; Huang, C.P.; Chen, Y.H.; Liu, Q. Effect of welding parameters on microstructure and mechanical properties of friction stir welded joints of 2060 aluminum lithium alloy. Int. J. Adv. Manuf. Technol. 2015, 81, 1419–1431. [Google Scholar] [CrossRef]
- Li, J.N.; Su, M.L.; Qi, W.J.; Wang, C.; Zhao, P.; Ni, F.; Liu, K.G. Mechanical property and characterization of 7A04-T6 aluminum alloys bonded by friction stir welding. J. Manuf. Process. 2020, 52, 263–269. [Google Scholar] [CrossRef]
- Gu, J.X.; Yang, S.L.; Xiong, Q. Duan, C.F. Microstructure and mechanical study on laser-arc-welded Al-Zn-Mg alloy. Mater. Trans. 2020, 61, 119–126. [Google Scholar] [CrossRef]
- Hu, Y.N.; Wu, S.C.; Song, Z.; Fu, Y.N.; Yuan, Q.X.; Zhang, L.L. Effect of microstructural features on the failure behavior of hybrid laser welded AA7020. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 2010–2023. [Google Scholar] [CrossRef]
- Hu, Y.Y.; Liu, H.J.; Du, S.S. Achievement of high-strength 2219 aluminum alloy joint in a broad process window by ultrasonic enhanced friction stir welding. Mater. Sci. Eng. A 2021, 804, 140587. [Google Scholar] [CrossRef]
- Hu, Y.Y.; Liu, H.J.; Fujii, H. Improving the mechanical properties of 2219-T6 aluminum alloy joints by ultrasonic vibrations during friction stir welding. J. Mater. Process. Technol. 2019, 271, 75–84. [Google Scholar] [CrossRef]
- Liang, Y.; Shen, J.Q.; Hu, S.S.; Wang, H.C.; Pang, J. Effect of TIG current on microstructural and mechanical properties of 6061-T6 aluminium alloy joints by TIG–CMT hybrid welding. J. Mater. Process. Technol. 2018, 255, 161–174. [Google Scholar] [CrossRef]
- Han, X.H.; Yang, Z.B.; Ma, Y.; Shi, C.Y.; Xin, Z.B. Comparative study of laser-arc hybrid welding for AA6082-T6 aluminum alloy with two different arc modes. Metals 2020, 10, 407. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.J.; Liu, H.J.; Yu, L. Effect of water cooling on the performances of friction stir welding heat-affected zone. J. Mater. Eng. Perform. 2012, 21, 1182–1187. [Google Scholar] [CrossRef]
- Jiang, Y.M.; Zhao, Y.; Zhao, Z.X.; Yan, K.; Ren, L.T.; Du, C.Z. The strengthening mechanism of FSWed spray formed 7055 aluminum alloy under water mist cooling condition. Mater. Charact. 2020, 162, 110185. [Google Scholar] [CrossRef]
- Malikov, A.; Bulina, N.; Sharafutdinov, M.; Orishich, A. Study of the structure and phase composition of laser welded joints of Al-Cu-Li alloy under different heat treatment conditions. Int. J. Adv. Manuf. Technol. 2019, 104, 4313–4324. [Google Scholar] [CrossRef]
- Li, W.Y.; Li, N.; Yang, X.W.; Feng, Y.; Vairis, A. Impact of cold spraying on microstructure and mechanical properties of optimized friction stir welded AA2024-T3 joint. Mater. Sci. Eng. A 2017, 702, 73–80. [Google Scholar] [CrossRef]
- Du, C.C.; Pan, Q.H.; Chen, S.J.; Tian, S. Effect of rolling on the microstructure and mechanical properties of 6061-T6 DS-FSW plate. Mater. Sci. Eng. A 2020, 772, 138692. [Google Scholar] [CrossRef]
- Xiao, R.S.; Zhang, X.Y. Problems and issues in laser beam welding of aluminum-lithium alloys. J. Manuf. Process. 2014, 16, 166–175. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Yang, W.X.; Xiao, R.S. Microstructure and mechanical properties of laser beam welded Al-Li alloy 2060 with Al-Mg filler wire. Mater. Des. 2015, 88, 446–450. [Google Scholar] [CrossRef]
- Enz, J.; Carrarin, C.; Riekehr, S.; Ventzke, V.; Kashaev, N. Hot cracking behaviour of an autogenously laser welded Al-Cu-Li alloy. Int. J. Adv. Manuf. Technol. 2018, 95, 299–310. [Google Scholar] [CrossRef]
- Ahn, J.; Chen, L.; He, E.; Davies, C.M.; Dear, J.P. Effect of filler metal feed rate and composition on microstructure and mechanical properties of fibre laser welded AA 2024-T3. J. Manuf. Process. 2017, 25, 26–36. [Google Scholar] [CrossRef]
- Gu, C.; Wei, Y.H.; Zhan, X.H.; Zhang, D.; Ren, S.; Liu, H.B.; Li, H. Investigation of welding parameters on microstructure and mechanical properties of laser beam-welded joint of 2060 Al-Cu-Li alloy. Int. J. Adv. Manuf. Technol. 2017, 91, 771–780. [Google Scholar] [CrossRef]
- Molian, P.A.; Srivatsan, T.S. Laser-beam weld microstructures and properties of aluminum-lithium alloy 2090. Mater. Lett. 1990, 9, 245–251. [Google Scholar] [CrossRef]
- Kuo, T.Y.; Lin, H.C. Effects of pulse level of Nd-YAG laser on tensile properties and formability of laser weldments in automotive aluminum alloys. Mater. Sci. Eng. A 2006, 416, 281–289. [Google Scholar] [CrossRef]
- Faye, A.; Balcaen, Y.; Lacroix, L.; Alexis, J. Effects of welding parameters on the microstructure and mechanical properties of the AA6061 aluminium alloy joined by a Yb: YAG laser beam. J. Adv. Join. Process. 2021, 3, 100047. [Google Scholar] [CrossRef]
- Wang, L.; Gao, M.; Zhang, C.; Zeng, X.Y. Effect of beam oscillating pattern on weld characterization of laser welding of AA6061-T6 aluminum alloy. Mater. Des. 2016, 108, 707–717. [Google Scholar] [CrossRef]
- Enz, J.; Kumar, M.; Riekehr, S.; Ventzke, V.; Huber, N.; Kashaev, N. Mechanical properties of laser beam welded similar and dissimilar aluminum alloys. J. Manuf. Process. 2017, 29, 272–280. [Google Scholar] [CrossRef]
- Enz, J.; Riekehr, S.; Ventzke, V.; Huber, N.; Kashaev, N. Fibre laser welding of high-alloyed Al-Zn-Mg-Cu alloys. J. Mater. Process. Technol. 2016, 237, 155–162. [Google Scholar] [CrossRef]
- Zhang, L.; Li, X.Y.; Nie, Z.R.; Huang, H.; Niu, L.Q. Comparison of microstructure and mechanical properties of TIG and laser welding joints of a new Al-Zn-Mg-Cu alloy. Mater. Des. 2016, 92, 880–887. [Google Scholar] [CrossRef]
- Wang, L.; Wei, Y.H.; Zhao, W.Y.; Zhan, X.H.; She, L.B. Effects of welding parameters on microstructures and mechanical properties of disk laser beam welded 2A14-T6 aluminum alloy joint. J. Manuf. Process. 2018, 31, 240–246. [Google Scholar] [CrossRef]
- Chen, C.; Xiang, Y.Z.; Gao, M. Weld formation mechanism of fiber laser oscillating welding of dissimilar aluminum alloys. J. Manuf. Process. 2020, 60, 180–187. [Google Scholar] [CrossRef]
- Liu, C.; Northwood, D.O.; Bhole, S.D. Tensile fracture behavior in CO2 laser beam welds of 7075-T6 aluminum alloy. Mater. Des. 2004, 25, 573–577. [Google Scholar] [CrossRef]
- Puydt, Q.; Flouriot, S.; Ringeval, S.; Geuser, F.D.; Parry, G.; Deschamps, A. Relationship between microstructure, strength, and fracture in an Al-Zn-Mg electron beam weld: Part I: Microstructure characterization. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2014, 45, 6129–6140. [Google Scholar] [CrossRef]
- Ola, O.T.; Doern, F.E. Fusion weldability studies in aerospace AA7075-T651 using high-power continuous wave laser beam techniques. Mater. Des. 2015, 77, 50–58. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Dong, S.Y.; Wang, Y.J.; Xu, B.S.; Fang, J.X.; He, P. Microstructure characteristics of thick aluminum alloy plate joints welded by fiber laser. Mater. Des. 2015, 84, 173–177. [Google Scholar] [CrossRef]
- Tsivoulas, D.; Robson, J.D. Heterogeneous Zr solute segregation and Al3Zr dispersoid distributions in Al-Cu-Li alloys. Acta Mater. 2015, 93, 73–86. [Google Scholar] [CrossRef]
- Iida, T.; Guthrie, R.I.L. The Physical Properties of Liquid Metals; Oxford University Press: New York, NY, USA, 1988. [Google Scholar]
- Kessler, O.; Prinz, C.; Hoffmann, F.; Mary, P. Age hardening of laser beam welded aluminium alloy 6082 using scandium containing filler metal. Mater. Sci. Technol. 2002, 18, 913–916. [Google Scholar] [CrossRef]
- Fabregue, D.; Deschamps, A. Microstructural study of laser welds Al6056-AS12 in relation with hot tearing. In Proceedings of the 8th International Conference on Aluminium Alloys, Cambridge, UK, 2–5 July 2002; pp. 1567–1572. [Google Scholar]
- Song, Y.B.; Li, L.; Lu, S.M.; Yan, A.; Zhou, D.J. Research status and perspective of 7XXX series aluminum alloys welding. Chin. J. Nonferrous Met. 2018, 28, 492–501. [Google Scholar]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification; Trans Tech Publications: Zurich, Switzerland, 1986. [Google Scholar]
- Hagenlocher, C.; Sommer, M.; Fetzer, F.; Weber, R.; Graf, T. Optimization of the solidification conditions by means of beam oscillation during laser beam welding of aluminum. Mater. Des. 2018, 160, 1178–1185. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003. [Google Scholar]
- Ion, J.C. Laser beam welding of wrought aluminium alloys. Sci. Technol. Weld. Join. 2000, 5, 265–276. [Google Scholar] [CrossRef]
- Quintino, L.; Miranda, R.; Dilthey, U.; Lordachescu, D.; Banasik, M.; Stano, S. Laser welding of Structural aluminum. In Structural Connections for Lightweight Metallic Structures; Springer: Berlin, Germany, 2012; pp. 33–57. [Google Scholar]
- Zhang, C.; Gao, M.; Wang, D.Z.; Yin, J.; Zeng, X.Y. Relationship between pool characteristic and weld porosity in laser arc hybrid welding of AA6082 aluminum alloy. J. Mater. Process. Technol. 2017, 240, 217–222. [Google Scholar] [CrossRef]
- Oladimeji, O.O.; Taban, E. Trend and innovations in laser beam welding of wrought aluminum alloys. Weld. World 2016, 60, 415–457. [Google Scholar] [CrossRef]
- Faraji, A.H.; Moradi, M.; Goodarzi, M.; Colucci, P.; Maletta, C. An investigation on capability of hybrid Nd:YAG laser-TIG welding technology for AA2198 Al-Li alloy. Opt. Lasers Eng. 2017, 96, 1–6. [Google Scholar] [CrossRef]
- Li, S.C.; Xu, W.; Xiao, G.; Chen, B. Weld Formation in Laser Hot-Wire Welding of 7075 Aluminum Alloy. Metals 2018, 8, 909. [Google Scholar] [CrossRef] [Green Version]
- Han, X.H.; Yang, Z.B.; Ma, Y.; Shi, C.Y.; Xin, Z.B. Porosity distribution and mechanical response of laser-MIG hybrid butt welded 6082-T6 aluminum alloy joint. Opt. Laser Technol. 2020, 132, 106511. [Google Scholar] [CrossRef]
- Steen, W.M.; Eboo, M. Arc Augmented laser welding. Met. Constr. 1979, 11, 332–335. [Google Scholar]
- Miao, H.B.; Yu, G.; He, X.L.; Li, S.X.; Chen, X.Y. Comparative study of hybrid laser-MIG leading configuration on porosity in aluminum alloy bead-on-plate welding. Int. J. Adv. Manuf. Technol. 2017, 91, 2681–2688. [Google Scholar] [CrossRef] [Green Version]
- Xu, L.H.; Tian, Z.L.; Peng, Y.; Zhang, X.M. Comparison of MIG welding and laser-MIG welding of high strength aluminum alloy. Trans. China Weld. Inst. 2007, 28, 38–42. [Google Scholar]
- Yan, S.H.; Chen, H.; Zhu, Z.T.; Gou, G.Q. Hybrid laser-Metal Inert Gas welding of Al-Mg-Si alloy joints: Microstructure and mechanical properties. Mater. Des. 2014, 61, 160–167. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Chen, H.; Zhu, Z.T.; Qiu, P.X.; Cui, Y.L. A characterization of microstructure and mechanical properties of A6N01S-T5 aluminum alloy hybrid fiber laser-MIG welded joint. Int. J. Adv. Manuf. Technol. 2016, 86, 1375–1384. [Google Scholar] [CrossRef]
- Wang, X.Y.; Lei, Z.; Zhang, J.; Wang, Y.J. Laser-tandem MIG hybrid welding for 6005A-T6 aluminum alloy profile of high-speed train. Trans. China Weld. Inst. 2012, 33, 9–12. [Google Scholar]
- Zhang, X. Study on fatigue properties of laser-MIG hybrid welding joint of A6N01-T5 aluminum alloy for high speed railway. Hot Work. Technol. 2017, 46, 64–67. [Google Scholar]
- Cai, C.; He, S.; Chen, H.; Zhang, W.H. The influences of Ar-He shielding gas mixture on welding characteristics of fiber laser-MIG hybrid welding of aluminum alloy. Opt. Laser Technol. 2019, 113, 37–45. [Google Scholar] [CrossRef]
- Ahn, J.; He, E.G.; Chen, L.; Dear, J.; Davies, C. The effect of Ar and He shielding gas on fibre laser weld shape and microstructure in AA 2024-T3. J. Manuf. Process. 2017, 29, 62–73. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.Y.; Tan, C.W.; Wu, L.J.; Gong, X.T.; Chen, B.; Song, X.G.; Zhao, H.Y.; Wang, G.D. Influence of waveforms on Laser-MIG hybrid welding characteristics of 5052 aluminum alloy assisted by magnetic field. Opt. Laser Technol. 2020, 132, 106508. [Google Scholar] [CrossRef]
- Liu, J.; Zhu, H.Y.; Li, Z.; Cui, W.F.; Shi, Y. Effect of ultrasonic power on porosity, microstructure, mechanical properties of the aluminum alloy joint by ultrasonic assisted laser-MIG hybrid welding. Opt. Laser Technol. 2019, 119, 105619. [Google Scholar] [CrossRef]
- Huang, L.J.; Hua, X.M.; Wu, D.S. Relationship between the weld pool convection and metallurgical and mechanical properties in hybrid welding for butt joint of 10-mm-thick aluminum alloy plate. Weld. World 2018, 62, 895–903. [Google Scholar] [CrossRef]
- Huang, L.J.; Wu, D.S.; Hua, X.M.; Liu, S.C.; Jiang, Z.; Li, F.; Wang, H.; Shi, S.J. Effect of the welding direction on the microstructural characterization in fiber laser-GMAW hybrid welding of 5083 aluminum alloy. J. Manuf. Process. 2018, 31, 514–522. [Google Scholar] [CrossRef]
- Leo, P.; Renna, G.; Casalino, G.; Olabi, A.G. Effect of power distribution on the weld quality during hybrid laser welding of an Al-Mg alloy. Opt. Laser Technol. 2015, 73, 118–126. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Mishra, R.S.; Mahoney, M.W. Friction Stir Welding and Processing; ASM International: Geauga, OH, USA, 2007. [Google Scholar]
- Tamjidy, M.; Baharudin, B.T.H.T.; Paslar, S.; Matori, K.A.; Sulaiman, S.; Fadaeifard, F. Multi-objective optimization of friction stir welding process parameters of AA6061-T6 and AA7075-T6 using a biogeography based optimization algorithm. Materials 2017, 10, 533. [Google Scholar] [CrossRef] [Green Version]
- Sonne, M.R.; Tutum, C.C.; Hattel, J.H.; Simar, A.; De Meester, B. The effect of hardening laws and thermal softening on modeling residual stresses in FSW of aluminum alloy 2024-T3. J. Mater. Process. Technol. 2013, 213, 477–486. [Google Scholar] [CrossRef]
- Hao, H.L.; Ni, D.R.; Huang, H.; Wang, D.; Xiao, B.L.; Nie, Z.R.; Ma, Z.Y. Effect of welding parameters on microstructure and mechanical properties of friction stir welded Al-Mg-Er alloy. Mater. Sci. Eng. A 2013, 559, 889–896. [Google Scholar] [CrossRef]
- Kawashima, T.; Sano, T.; Hirose, A.; Tsutsumi, S.; Masaki, K.; Arakawa, K.; Hori, H. Femtosecond laser peening of friction stir welded 7075-T73 aluminum alloys. J. Mater. Process. Technol. 2018, 262, 111–122. [Google Scholar] [CrossRef]
- Donatus, U.; de Viveiros, B.V.G.; de Alencar, M.C.; Ferreira, P.O.; Milagre, M.X.; Costa, I. Correlation between corrosion resistance, anodic hydrogen evolution and microhardness in friction stir weldment of AA2198 alloy. Mater. Charact. 2018, 144, 99–112. [Google Scholar] [CrossRef]
- Chen, S.J.; Zhou, Y.; Xue, J.R.; Ni, R.Y.; Guo, Y.; Dong, J.H. High rotation speed friction stir welding for 2014 aluminum alloy thin sheets. J. Mater. Eng. Perform. 2017, 26, 1337–1345. [Google Scholar] [CrossRef]
- Ghetiya, N.D.; Patel, K.M. Welding speed effect on joint properties in air and immersed friction stir welding of AA2014. Proc. Inst. Mech. Eng. Part B 2017, 231, 897–909. [Google Scholar] [CrossRef]
- Mimouni, O.; Badji, R.; Kouadri-David, A.; Gassaa, R.; Chekroun, N.; Hadji, M. Microstructure and mechanical behavior of friction-stir-welded 2017A-T451 aluminum alloy. Trans. Indian Inst. Metals. 2019, 72, 1853–1868. [Google Scholar] [CrossRef]
- Radisavljevic, I.; Zivkovic, A.; Radovic, N.; Grabulov, V. Influence of FSW parameters on formation quality and mechanical properties of Al 2024-T351 butt welded joints. Trans. Nonferrous Met. Soc. China 2013, 23, 3525–3539. [Google Scholar] [CrossRef]
- Radisavljevic, I.Z.; Zivkovic, A.B.; Grabulov, V.K.; Radovic, N.A. Influence of pin geometry on mechanical and structural properties of butt friction stir welded 2024-T351 aluminum alloy. Hem. Ind. 2015, 69, 323–330. [Google Scholar] [CrossRef]
- Liu, H.J.; Hu, Y.Y.; Dou, C.; Sekulic, D.P. An effect of the rotation speed on microstructure and mechanical properties of the friction stir welded 2060-T8 Al-Li alloy. Mater. Charact. 2017, 123, 9–19. [Google Scholar] [CrossRef]
- Cai, B.; Zheng, Z.Q.; He, D.Q.; Li, S.C.; Li, H.P. Friction stir weld of 2060 Al-Cu-Li alloy: Microstructure and mechanical properties. J. Alloy. Compd. 2015, 649, 19–27. [Google Scholar] [CrossRef]
- Tao, Y.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y.; Wu, W.; Zhang, R.X.; Zeng, Y.S. Origin of unusual fracture in stirred zone for friction stir welded 2198-T8 Al-Li alloy joints. Mater. Sci. Eng. A 2017, 693, 1–13. [Google Scholar] [CrossRef]
- Mastanaiah, P.; Sharma, A.; Reddy, G.M. Role of hybrid tool pin profile on enhancing welding speed and mechanical properties of AA2219-T6 friction stir welds. J. Mater. Process. Technol. 2018, 257, 257–269. [Google Scholar] [CrossRef]
- Yang, C.; Ni, D.R.; Xue, P.; Xiao, B.L.; Wang, W.; Wang, K.S.; Ma, Z.Y. A comparative research on bobbin tool and conventional friction stir welding of Al-Mg-Si alloy plates. Mater. Charact. 2018, 145, 20–28. [Google Scholar] [CrossRef]
- Liu, F.J.; Fu, L.; Chen, H.Y. Microstructure evolution and mechanical properties of high-speed friction stir welded aluminum alloy thin plate joints. J. Mater. Eng. Perform. 2018, 27, 3590–3599. [Google Scholar] [CrossRef]
- Zhou, Y.; Chen, S.J.; Wang, J.Y.; Wang, P.H.; Xia, J.Y. Influences of pin shape on a high rotation speed friction stir welding joint of a 6061-T6 aluminum alloy sheet. Metals 2018, 8, 987. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Zhong, H.L.; Li, S.C.; Zhao, H.J.; Chen, J.Q. Microstructure, mechanical properties and fatigue crack growth behavior of friction stir welded joint of 6061-T6 aluminum alloy. Int. J. Fatigue 2020, 135, 105556. [Google Scholar] [CrossRef]
- Zhou, L.; Zhang, R.X.; Hu, X.Y.; Guo, N.; Zhao, H.H.; Huang, Y.X. Effects of rotation speed of assisted shoulder on microstructure and mechanical properties of 6061-T6 aluminum alloy by dual-rotation friction stir welding. Int. J. Adv. Manuf. Technol. 2019, 100, 199–208. [Google Scholar] [CrossRef]
- Guo, C.; Shen, Y.F.; Hou, W.T.; Yan, Y.F.; Huang, G.Q.; Liu, W.M. Effect of groove depth and plunge depth on microstructure and mechanical properties of friction stir butt welded AA6061-T6. J. Adhes. Sci. Technol. 2018, 32, 2709–2726. [Google Scholar] [CrossRef]
- Arab, M.A.; Zemri, M.; Blaoui, M.M. Experimental investigation on the effect of tool rotational speed on mechanical properties of AA6082-T6 friction stir-welded butt joints. J. Fail. Anal. Prev. 2018, 18, 1625–1630. [Google Scholar] [CrossRef]
- Simoncini, M.; Costa, A.; Fichera, S.; Forcellese, A. Experimental analysis and optimization to maximize ultimate tensile strength and ultimate elongation of friction stir welded AA6082 aluminum alloy. Metals 2021, 11, 69. [Google Scholar] [CrossRef]
- Wahid, M.A.; Siddiquee, A.N.; Khan, Z.A.; Sharma, N. Analysis of cooling media effects on microstructure and mechanical properties during FSW/UFSW of AA 6082-T6. Mater. Res. Express 2018, 5, 046512. [Google Scholar] [CrossRef]
- Rao, G.S.; Rao, V.V.S.; Rao, S.R.K. Microstructure and mechanical properties of welded joints of aluminum alloy AA7020-T6 obtained by friction stir welding. Met. Sci. Heat Treat. 2017, 59, 139–144. [Google Scholar]
- Sharma, C.; Dwivedi, D.K.; Kumar, P. Influence of pre-weld temper conditions of base metal on microstructure and mechanical properties of friction stir weld joints of Al-Zn-Mg alloy AA7039. Mater. Sci. Eng. A 2015, 620, 107–119. [Google Scholar] [CrossRef]
- Lin, H.Q.; Wu, Y.L.; Liu, S.D. Impact of initial temper of base metal on microstructure and mechanical properties of friction stir welded AA 7055 alloy. Mater. Charact. 2018, 146, 159–168. [Google Scholar] [CrossRef]
- Ni, Y.; Fu, L.; Shen, Z.; Liu, X.C. Role of tool design on thermal cycling and mechanical properties of a high-speed micro friction stir welded 7075-T6 aluminum alloy. J. Manuf. Process. 2019, 48, 145–153. [Google Scholar] [CrossRef]
- Sajadifar, S.V.; Moeini, G.; Scharifi, E.; Lauhoff, C.; Bohm, S.; Niendorf, T. On the effect of quenching on postweld heat treatment of friction-stir-welded aluminum 7075 alloy. J. Mater. Eng. Perform. 2019, 28, 5255–5265. [Google Scholar] [CrossRef]
- Farzadi, A. Correlation between precipitate microstructure and mechanical properties in AA7075-T6 aluminum alloy friction stir welded joints. Materialwiss. Werkstofftech. 2017, 48, 151–162. [Google Scholar] [CrossRef]
- Mahoney, M.W.; Rhodes, C.G.; Flintoff, J.G.; Spurling, R.A.; Bingel, W.H. Properties of friction-stir-welded 7075 T651 aluminum. Metall. Mater. Trans. A 1998, 29, 1955–1964. [Google Scholar] [CrossRef]
- Steuwer, A.; Dumont, M.; Altenkirch, J.; Birosca, S.; Deschamps, A.; Prangnell, P.B.; Withers, P.J. A combined approach to microstructure mapping of an Al-Li AA2199 friction stir weld. Acta Mater. 2011, 59, 3002–3011. [Google Scholar] [CrossRef]
- Wang, F.F.; Li, W.Y.; Shen, J.; Hu, S.Y.; dos Santos, J.F. Effect of tool rotational speed on the microstructure and mechanical properties of bobbin tool friction stir welding of Al-Li alloy. Mater. Des. 2015, 86, 933–940. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Feng, X.S.; Gao, J.S.; Huang, H.; Ma, Z.Q.; Guo, L.J. Effects of welding parameters and post-heat treatment on mechanical properties of friction stir welded AA2195-T8 Al-Li alloy. J. Mater. Sci. Technol. 2018, 34, 219–227. [Google Scholar] [CrossRef]
- Bitondo, C.; Prisco, U.; Squillace, A.; Giorleo, G.; Buonadonna, P.; Dionoro, G.; Campanile, G. Friction stir welding of AA2198-T3 butt joints for aeronautical applications. Int. J. Mater. Form. 2010, 3, 1079–1082. [Google Scholar] [CrossRef] [Green Version]
- Akbari, M.; Aliha, M.R.M.; Keshavarz, S.M.E.; Bonyadi, A. Effect of tool parameters on mechanical properties, temperature, and force generation during FSW. Proc. Inst. Mech. Eng. Part L 2019, 233, 1033–1043. [Google Scholar] [CrossRef]
- Chen, H.B.; Yan, K.; Lin, T.; Chen, S.B.; Jiang, C.Y.; Zhao, Y. The investigation of typical welding defects for 5456 aluminum alloy friction stir welds. Mater. Sci. Eng. A 2006, 433, 64–69. [Google Scholar] [CrossRef]
- Elnabi, M.M.A.; Elshalakany, A.B.; Abdel-Mottaleb, M.M.; Osman, T.A.; Mokadem, A.E. Influence of friction stir welding parameters on metallurgical and mechanical property of dissimilar AA5454-AA7075 aluminum alloys. J. Mater. Res. Technol 2019, 8, 1684–1693. [Google Scholar] [CrossRef]
- Ma, Y.E.; Xia, Z.C.; Jiang, R.R.; Li, W.Y. Effect of welding parameters on mechanical and fatigue properties of friction stir welded 2198 T8 aluminum–lithium alloy joints. Eng. Fract. Mech. 2013, 114, 1–11. [Google Scholar] [CrossRef]
- Qian, J.W.; Li, J.L.; Sun, F.; Xiong, J.T.; Zhang, F.S.; Lin, X. An analytical model to optimize rotation speed and travel speed of friction stir welding for defect-free joints. Scr. Mater. 2013, 68, 175–178. [Google Scholar] [CrossRef]
- Mahmoud, T.S.; Gaafer, A.M.; Khalifa, T.A. Effect of tool rotational and welding speeds on microstructural and mechanical characteristics of friction stir welded A319 cast Al alloy. Mater. Sci. Technol. 2008, 24, 553–559. [Google Scholar] [CrossRef]
- Sakthivel, T.; Sengar, G.S.; Mukhopadhyay, J. Effect of welding speed on microstructure and mechanical properties of friction-stir welded aluminum. Int. J. Adv. Manuf. Technol. 2009, 43, 468–473. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S. Elimination of tunnel defect in ultrasonic vibration enhanced friction stir welding. Mater. Des. 2016, 90, 350–358. [Google Scholar] [CrossRef]
- Langenecker, B. Effects of ultrasound on deformation characteristics of metals. IEEE Trans. Sonics Ultrason. 1966, 13, 1–8. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S.; Padhy, G.K. Improved weld macrosection, microstructure and mechanical properties of 2024Al-T4 butt joints in ultrasonic vibration enhanced friction stir welding. Sci. Technol. Weld. Join. 2015, 20, 345–352. [Google Scholar] [CrossRef]
- Hu, Y.Y.; Liu, H.J.; Li, D.R. Contribution of ultrasonic to microstructure and mechanical properties of tilt probe penetrating friction stir welded joint. J. Mater. Sci. Technol. 2021, 85, 205–217. [Google Scholar] [CrossRef]
- Liang, Y.; Hu, S.S.; Shen, J.Q.; Zhang, H.; Wang, P. Geometrical and microstructural characteristics of the TIG-CMT hybrid welding in 6061 aluminum alloy cladding. J. Mater. Process. Technol. 2017, 239, 18–30. [Google Scholar] [CrossRef]
- Elrefaey, A. Effectiveness of cold metal transfer process for welding 7075 aluminium alloys. Sci. Technol. Weld. Join. 2015, 20, 280–285. [Google Scholar] [CrossRef]
- Xie, C.J.; Yang, S.L.; Liu, H.B.; Zhang, Q.; Wang, Y.; Zou, Y.G. Microstructure and mechanical properties of robot cold metal transfer Al5.5Zn2.5Mg2.2Cu aluminium alloy joints. J. Mater. Process. Technol. 2018, 255, 507–515. [Google Scholar] [CrossRef]
- Zapico, E.P.; Lutey, A.H.A.; Ascari, A.; Perez, C.R.G.; Liverani, E.; Fortunato, A. An improved model for cold metal transfer welding of aluminium alloys. J. Therm. Anal. Calorim. 2018, 131, 3003–3009. [Google Scholar] [CrossRef]
- Li, G.J.; Zhang, P.L.; Wu, X.; Nie, Y.P.; Yu, Z.S.; Yan, H.; Lu, Q.H. Gap bridging of 6061 aluminum alloy joints welded by variable-polarity cold metal transfer. J. Mater. Process. Technol. 2018, 255, 927–935. [Google Scholar]
- Pramod, R.; Shanmugam, N.S.; Krishnadasan, C.K. Studies on cold metal transfer welding of aluminium alloy 6061-T6 using ER 4043. Proc. Inst. Mech. Eng. Part L 2020, 234, 924–937. [Google Scholar] [CrossRef]
- Cornacchia, G.; Cecchel, S.; Panvini, A. A comparative study of mechanical properties of metal inert gas (MIG)-cold metal transfer (CMT) and fiber laser-MIG hybrid welds for 6005A T6 extruded sheet. Int. J. Adv. Manuf. Technol. 2018, 94, 2017–2030. [Google Scholar] [CrossRef]
- Wang, L.W.; Suo, Y.C.; Wu, C.F.; Wang, D.L.; Liang, Z.M. Effect of pulse frequency on microstructure and mechanical properties of 2198 Al-Li alloy joints obtained by ultrahigh-frequency pulse AC CMT welding. Materials 2019, 12, 79. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ramaswamy, A.; Malarvizhi, S.; Balasubramanian, V. Effect of variants of gas metal arc welding process on tensile properties of AA6061-T6 aluminium alloy joints. Int. J. Adv. Manuf. Technol. 2020, 108, 2967–2983. [Google Scholar] [CrossRef]
- Elrefaey, A.; Ross, N.G. Microstructure and mechanical properties of cold metal transfer welding similar and dissimilar aluminum alloys. Acta Metall. Sin. 2015, 28, 715–724. [Google Scholar] [CrossRef]
- Ipekoglu, G.; Cam, G. Formation of weld defects in cold metal transfer arc welded 7075-T6 plates and its effect on joint performance. In Proceedings of the 2nd International Conference on Material Strength and Applied Mechanics, Kiev, Ukraine, 27–30 May 2019; p. 012007. [Google Scholar]
- Pang, J.; Hu, S.S.; Shen, J.Q.; Wang, P.; Liang, Y. Arc characteristics and metal transfer behavior of CMT plus P welding process. J. Mater. Process. Technol. 2016, 238, 212–217. [Google Scholar] [CrossRef]
- Gandhi, C.; Dixit, N.; Aranke, O.; Arivarasu, M.; Siva, S.N.; Manikandan, M.; Arivazhagan, N. Characterization of AA7075 weldment using CMT process. Mater. Today Proc. 2018, 5, 24024–24032. [Google Scholar] [CrossRef]
- Zhang, C.; Li, G.; Gao, M.; Yan, J.; Zeng, X.Y. Microstructure and process characterization of laser-cold metal transfer hybrid welding of AA6061 aluminum alloy. Int. J. Adv. Manuf. Technol. 2013, 68, 1253–1260. [Google Scholar] [CrossRef]
- Li, J.J.; Shen, J.Q.; Hu, S.S.; Liang, Y.; Wang, Q. Microstructure and mechanical properties of 6061/7N01 CMT + P joints. J. Mater. Process. Technol. 2019, 264, 134–144. [Google Scholar] [CrossRef]
- Zhang, H.J.; Liu, H.J. Mathematical model and optimization for underwater friction stir welding of a heat-treatable aluminum alloy. Mater. Des. 2013, 45, 206–211. [Google Scholar] [CrossRef]
- Sabari, S.S.; Malarvizhi, S.; Balasubramanian, V. The effect of pin profiles on the microstructure and mechanical properties of underwater friction stir welded AA2519-T87 aluminum alloy. Int. J. Mech. Mater. Eng. 2016, 11, 5. [Google Scholar] [CrossRef] [Green Version]
- Abdollahzadeh, A.; Bagheri, B.; Abassi, M.; Kokabi, A.H.; Moghaddam, A.O. Comparison of the weldability of AA6061-T6 joint under different friction stir welding condition. J. Mater. Eng. Perform. 2021, 30, 1110–1127. [Google Scholar] [CrossRef]
- Chandran, R.; Santhanam, S.K.V. Submerged friction stir welding of 6061-T6 aluminum alloy under different water heads. Mater. Res. 2018, 21, e20171070. [Google Scholar] [CrossRef]
- Wahid, M.A.; Khan, Z.A.; Siddiquee, A.N.; Shandley, R.; Sharma, N. Analysis of process parameters effets on underwater friction stir welding of aluminum alloy 6082-T6. Proc. Inst. Mech. Eng. Part B 2019, 233, 1700–1710. [Google Scholar] [CrossRef]
- Papahn, H.; Bahemmat, P.; Haghpanahi, M. Effect of cooling media on residual stress induced by a solid-state welding: Underwater FSW. Int. J. Adv. Manuf. Technol. 2016, 83, 1003–1012. [Google Scholar] [CrossRef]
- Wahid, M.A.; Khan, Z.A.; Siddiquee, A.N. Review on underwater friction stir welding: A variant of friction stir welding with great potential of improving joint properties. Trans. Nonferrous Met. Soc. China 2018, 28, 193–219. [Google Scholar] [CrossRef]
- Fratini, L.; Buffa, G.; Shivpuri, R. In-process heat treatments to improve FS-welded butt joints. Int. J. Adv. Manuf. Technol. 2009, 43, 664–670. [Google Scholar] [CrossRef]
- Sharma, C.; Dwivedi, D.K.; Kumar, P. Influence of in-process cooling on tensile behaviour of friction stir welded joints of AA7039. Mater. Sci. Eng. A 2012, 556, 479–487. [Google Scholar] [CrossRef]
- Fu, R.D.; Sun, Z.Q.; Sun, R.C.; Li, Y.; Liu, H.J.; Liu, L. Improvement of weld temperature distribution and mechanical properties of 7050 aluminum alloy butt joints by submerged friction stir welding. Mater. Des. 2011, 32, 4825–4831. [Google Scholar]
- Liu, F.J.; Fu, L.; Chen, H.Y. High speed friction stir welding of ultra-thin AA6061-T6 sheets using different backing plates. J. Manuf. Process. 2018, 33, 219–227. [Google Scholar] [CrossRef]
- Hasan, M.M.; Ishak, M.; Rejab, M.R.M. Effect of backing material and clamping system on the tensile strength of dissimilar AA7075-AA2024 friction stir welds. Int. J. Adv. Manuf. Technol. 2017, 91, 3991–4007. [Google Scholar] [CrossRef] [Green Version]
- Liang, Z.M.; Shi, K.N.; Li, W.P.; Cao, Y.; Lu, H. Microstructure and mechanical properties of water-cooled MIG welded joints of 6N01 aluminium alloy. Trans. China Weld. Inst. 2018, 39, 25–30. [Google Scholar]
- Cao, Y.; Li, H.Y.; Liang, Z.M.; Wang, D.L. Effect of water cooling on the microstructure and mechanical properties of 6N01 aluminum alloy P-MIG-welded joints. J. Mater. Eng. Perform. 2017, 26, 3929–3938. [Google Scholar] [CrossRef]
- Song, G.; Cheng, J.W.; Liu, Z.F. Compound technique of welding and rolling for aluminum alloy based on thermal conductivity constraint and local deformation strengthening. J. Mech. Eng. 2020, 56, 85–91. [Google Scholar]
- Zhang, Y.; Li, Y.; Zhu, Z.; Luo, Z.; Manladan, S.M. Bake-strengthening of resistance spot welded aluminum alloy 6061. Weld. J. 2019, 98, 337S–350S. [Google Scholar]
- Bayazid, S.M.; Farhangi, H.; Asgharzadeh, H.; Radan, L.; Ghahramani, A.; Mirhaji, A. Effect of cyclic solution treatment on microstructure and mechanical properties of friction stir welded 7075 Al alloy. Mater. Sci. Eng. A 2016, 649, 293–300. [Google Scholar] [CrossRef]
- Khalilabad, M.M.; Zedan, Y.; Texier, D.; Jahazi, M.; Bocher, P. Effect of heat treatments on microstructural and mechanical characteristics of dissimilar friction stir welded 2198/2024 aluminum alloys. J. Adhes. Sci. Technol. 2021. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, C.Y.; Guo, Q.L.; Yang, R.S.; Liu, L.Y.; Lin, S.B. Microstructure and corrosion behavior of friction stir welded Al alloy coated by in situ shot-peening-assisted cold spray. Acta Metall. Sin. 2019, 33, 172–182. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Z.Y.; Deng, C.Y.; Wang, Y.; Yang, Z.W.; Ding, J.K.; Wang, D.P. Effect of post weld heat treatment on the microstructure and corrosion behavior of AA2219 aluminum alloy joints welded by variable polarity tungsten inert gas welding. Mater. Des. 2015, 65, 1075–1082. [Google Scholar] [CrossRef]
- Lin, Y.T.; Wang, D.P.; Wang, M.C.; Zhang, Y.; He, Y.Z. Effect of different pre-and post-weld heat treatments on microstructures and mechanical properties of variable polarity TIG welded AA2219 joints. Sci. Technol. Weld. Join. 2016, 21, 234–241. [Google Scholar] [CrossRef]
- Pabandi, H.K.; Jashnani, H.R.; Paidar, M. Effect of precipitation hardening heat treatment on mechanical and microstructure features of dissimilar friction stir welded AA2024-T6 and AA6061-T6 alloys. J. Manuf. Process. 2018, 31, 214–220. [Google Scholar] [CrossRef]
- Yadav, V.K.; Gaur, V.; Singh, I.V. Effect of post-weld heat treatment on mechanical properties and fatigue crack growth rate in welded AA-2024. Mater. Sci. Eng. A 2020, 779, 139116. [Google Scholar] [CrossRef]
- Lin, Y.; Lu, C.G.; Wei, C.Y.; Zheng, Z.Q. Influences of friction stir welding and post-weld heat treatment on Al-Cu-Li alloy. Adv. Eng. Mater. 2018, 20, 1700652. [Google Scholar] [CrossRef]
- Ipekoglu, G.; Erim, S.; Cam, G. Effects of temper condition and post weld heat treatment on the microstructure and mechanical properties of friction stir butt-welded AA7075 Al alloy plates. Int. J. Adv. Manuf. Technol. 2014, 70, 201–213. [Google Scholar] [CrossRef]
- Braun, R. Nd:YAG laser butt welding of AA6013 using silicon and magnesium containing filler powders. Mater. Sci. Eng. A 2006, 426, 250–262. [Google Scholar] [CrossRef]
- Bakkiyaraj, M.; Palanisamy, P.; Nagarajan, P.K.; Balasubramanian, V. Effect of post-weld heat treatment on tensile strength and microstructure characteristics in dissimilar friction welded (AA6061–AA7075-T6) joints. Mater. Res. Express 2019, 6, 1265c1. [Google Scholar] [CrossRef]
- Sharma, C.; Dwivedi, D.K.; Kumar, P. Effect of post weld heat treatments on microstructure and mechanical properties of friction stir welded joints of Al-Zn-Mg alloy AA7039. Mater. Des. 2013, 43, 134–143. [Google Scholar] [CrossRef]
- Aydin, H.; Bayram, A.; Durgun, I. The effect of post-weld heat treatment on the mechanical properties of 2024-T4 friction stir-welded joints. Mater. Des. 2010, 31, 2568–2577. [Google Scholar] [CrossRef]
- Li, Z.M.; Zhu, Y.L.; Du, X.K.; Huang, Y.L. Microstructures and mechanical properties of 2024 aluminum alloy welded joint after ultrasonic peening treatment. Rare Metal Mat. Eng. 2012, 41, 307–311. [Google Scholar]
- Sun, G.; Fang, X.; Tong, Z.; Ni, Z.; Lu, Y. Effect of laser shock peening on aluminium alloy laser-welds. Surf. Eng. 2016, 32, 943–948. [Google Scholar] [CrossRef]
- Hatamleh, O. The effects of laser peening and shot peening on mechanical properties in friction stir welded 7075-T7351 aluminum. J. Mater. Eng. Perform. 2008, 17, 688–694. [Google Scholar] [CrossRef] [Green Version]
- Tan, Y.; Wu, G.; Yang, J.M.; Pan, T. Laser shock peening on fatigue crack growth behavior of aluminum alloy. Fatigue Fract. Eng. Mater. Struct. 2004, 27, 649–656. [Google Scholar] [CrossRef]
- Tan, D.Q.; Mo, J.L.; He, W.F.; Luo, J.; Zhang, Q.; Zhu, M.H.; Zhou, Z.R. Suitability of laser shock peening to impact-sliding wear in different system stiffnesses. Surf. Coat. Technol. 2019, 358, 22–35. [Google Scholar] [CrossRef]
- Dhakal, B.; Swaroop, S. Effect of laser shock peening on mechanical and microstructural aspects of 6061-T6 aluminum alloy. J. Mater. Process. Technol. 2020, 282, 116640. [Google Scholar] [CrossRef]
- Hatamleh, O. Effects of peening on mechanical properties in friction stir welded 2195 aluminum alloy joints. Mater. Sci. Eng. A 2008, 492, 168–176. [Google Scholar] [CrossRef]
- Li, W.Y.; Zhang, G.; Liao, H.L.; Coddet, C. Characterizations of cold sprayed TiN particle reinforced Al2319 composite coating. J. Mater. Process. Technol. 2008, 202, 508–513. [Google Scholar] [CrossRef]
- Flanagan, T.J.; Bedard, B.A.; Dongare, A.M.; Brody, H.D.; Nardi, A.; Champagne, V.K., Jr.; Aindow, M.; Lee, S.W. Mechanical properties of supersonic-impacted Al6061 powder particles. Scr. Mater. 2019, 171, 52–56. [Google Scholar] [CrossRef]
- Li, W.Y.; Jiang, R.R.; Huang, C.J.; Zhang, Z.H.; Feng, Y. Effect of cold sprayed Al coating on mechanical property and corrosion behavior of friction stir welded AA2024-T351 joint. Mater. Des. 2015, 65, 757–761. [Google Scholar] [CrossRef]
- Li, N.; Li, W.Y.; Yang, X.W.; Feng, Y.; Vairis, A. An investigation into the mechanism for enhanced mechanical properties in friction stir welded AA2024-T3 joints coated with cold spraying. Appl. Surf. Sci. 2018, 439, 623–631. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagram of the classification of aluminum alloys (red line) and solution, quenching and aging heat treatment process (green line). (a) Wrought aluminum alloy; (b) cast aluminum alloy; (c) non-heat-treatable aluminum alloys; (d) heat-treatable aluminum alloys; (e) solution heat treatment; (f) quenching treatment; (g) aging treatment.
Figure 1.
Schematic diagram of the classification of aluminum alloys (red line) and solution, quenching and aging heat treatment process (green line). (a) Wrought aluminum alloy; (b) cast aluminum alloy; (c) non-heat-treatable aluminum alloys; (d) heat-treatable aluminum alloys; (e) solution heat treatment; (f) quenching treatment; (g) aging treatment.

Figure 2.
Schematic diagram of precipitation sequence of aluminum alloys: (a) Guinier-Preston zone; (b) coherent metastable phase; (c) semi-coherent metastable phase; (d) non-coherent equilibrium phase.
Figure 2.
Schematic diagram of precipitation sequence of aluminum alloys: (a) Guinier-Preston zone; (b) coherent metastable phase; (c) semi-coherent metastable phase; (d) non-coherent equilibrium phase.

Figure 3.
The temperature range of different strengthening phases precipitated (according to [34,35,36]).

Figure 4.
A schematic diagram of the evolution of the strengthening phases for a cross-section of a welded joint.
Figure 4.
A schematic diagram of the evolution of the strengthening phases for a cross-section of a welded joint.

Figure 5.
Outline of research based on reducing joint softening.

Figure 6.
Typical microhardness distribution of AA7XXX series with T6 temper joint cross-section by conventional fusion welding and LBW (according to [70,73]).


Figure 8.
The effect of different elements on aluminum crack sensitivity [62]. (a) Si; (b) Cu; (c) Mg; (d) Mg2Si.
Figure 8.
The effect of different elements on aluminum crack sensitivity [62]. (a) Si; (b) Cu; (c) Mg; (d) Mg2Si.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
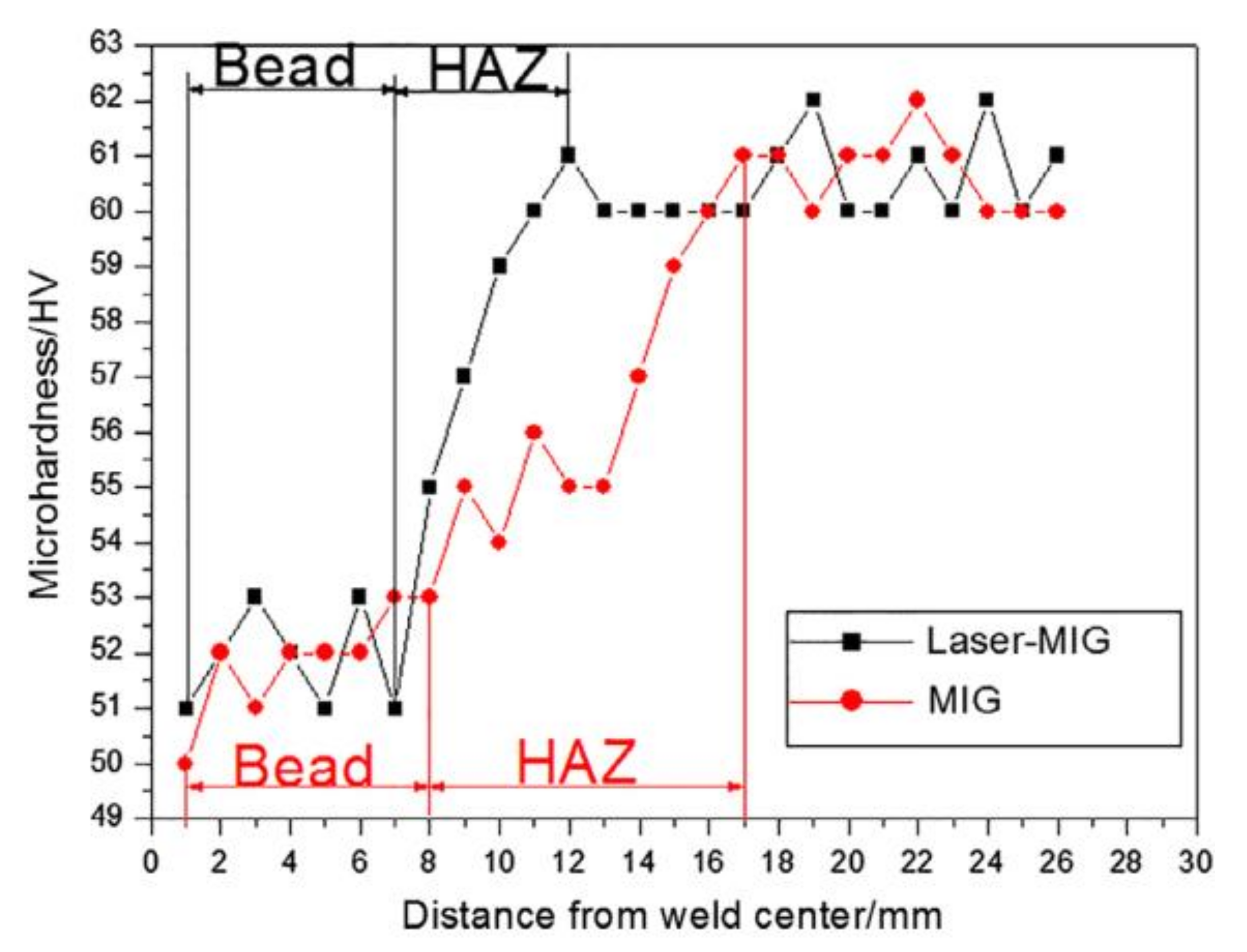{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 10.
Effect of beam oscillation on grain microstructure and microhardness in the FZ [67]. (a,b) correspond to the oscillating pattern without oscillation and with circular oscillation, respectively; (c,d) correspond to the cross-section morphologies without oscillation and with circular oscillation, respectively; (e,f) correspond to the inverse pole figure (IPF) images of the weld without oscillation and with circular oscillation, respectively; (g,h) correspond to the microhardness profile across the weld cross-section without oscillation and with circular oscillation, respectively.
Figure 10.
Effect of beam oscillation on grain microstructure and microhardness in the FZ [67]. (a,b) correspond to the oscillating pattern without oscillation and with circular oscillation, respectively; (c,d) correspond to the cross-section morphologies without oscillation and with circular oscillation, respectively; (e,f) correspond to the inverse pole figure (IPF) images of the weld without oscillation and with circular oscillation, respectively; (g,h) correspond to the microhardness profile across the weld cross-section without oscillation and with circular oscillation, respectively.

Figure 11.
Microhardness of joints welded by hybrid laser–MIG welding [95].
Figure 11.
Microhardness of joints welded by hybrid laser–MIG welding [95].

Figure 12.
The schematic diagram illustrates the porosity formation and evolution under laser-MIG hybrid welding with and without a magnetic field [101]. (a) without magnetic field; (b) with magnetic field.
Figure 12.
The schematic diagram illustrates the porosity formation and evolution under laser-MIG hybrid welding with and without a magnetic field [101]. (a) without magnetic field; (b) with magnetic field.

Figure 13.
Schematic diagram of friction stir welding [106].
Figure 13.
Schematic diagram of friction stir welding [106].

Figure 14.
The effect of welding parameters on mechanical properties of friction stir welding [140]. (a) The effect of rotation speed on mechanical properties of joints; (b) the effect of welding speed on mechanical properties of joints; (c) micro-hardness profiles for cross-sections of joints under different combinations of rotation speed and welding speed (ω/v = 4.2); (d) the effect of welding parameters on tensile strength and engineering elongation of the joints.
Figure 14.
The effect of welding parameters on mechanical properties of friction stir welding [140]. (a) The effect of rotation speed on mechanical properties of joints; (b) the effect of welding speed on mechanical properties of joints; (c) micro-hardness profiles for cross-sections of joints under different combinations of rotation speed and welding speed (ω/v = 4.2); (d) the effect of welding parameters on tensile strength and engineering elongation of the joints.

Figure 15.
Phases of CMT process [153]. (a) arc ignited; (b) droplet formed; (c) short circuited; (d) wire retracted; (e) arc reignited.
Figure 15.
Phases of CMT process [153]. (a) arc ignited; (b) droplet formed; (c) short circuited; (d) wire retracted; (e) arc reignited.

Figure 16.
Schematic drawing of a typical CMT + P weld electrical signal [164].
Figure 16.
Schematic drawing of a typical CMT + P weld electrical signal [164].

Figure 17.
(a,b) show the thermal curves of joints under air cooling conditions and externally assisted cooling conditions, respectively [55].
Figure 17.
(a,b) show the thermal curves of joints under air cooling conditions and externally assisted cooling conditions, respectively [55].

Figure 18.
Schematic diagram of FSW with cooling medium on the surface of the workpiece [55].
Figure 18.
Schematic diagram of FSW with cooling medium on the surface of the workpiece [55].

Figure 19.
Schematic diagram of FSW with the workpiece submerged in the cooling medium [174].
Figure 19.
Schematic diagram of FSW with the workpiece submerged in the cooling medium [174].

Figure 20.
Schematic diagram of laser shock peening process [201].
Figure 20.
Schematic diagram of laser shock peening process [201].

Figure 21.
Schematic diagram of microstructure evolution during age-hardening aluminum alloy laser shot peening [202].
Figure 21.
Schematic diagram of microstructure evolution during age-hardening aluminum alloy laser shot peening [202].

Figure 22.
Schematic diagram of cold spraying process [57].
Figure 22.
Schematic diagram of cold spraying process [57].

Figure 23.
Schematic diagram of post-weld entire rolling [58].
Figure 23.
Schematic diagram of post-weld entire rolling [58].

Figure 24.
Schematic diagram of post-weld partial rolling.

Table 1.
The classification of heat-treatable aluminum alloys and non-heat-treatable alloys. Adapted from [7,12]. (Guinier-Preston zone (GP)).
| Series | Main Alloying Elements | Type | Precipitate Sequence |
|---|---|---|---|
| 1XXX | Pure Al (99% or greater) | Non-heat-treatable | |
| 2XXX | Al-Cu alloys | Heat-treatable | GP→θ″(coherent precipitate)→ θ′(semi-coherent precipitate)→θ(CuAl2, non-coherent precipitate) |
| 3XXX | Al-Mn alloys | Non-heat-treatable | |
| 4XXX | Al-Si alloys | Non-heat-treatable | |
| 5XXX | Al-Mg alloys | Non-heat-treatable | |
| 6XXX | Al-Mg-Si alloys | Heat-treatable | GP→β″(coherent precipitate)→ β′(semi-coherent precipitate)→β(Mg2Si, non-coherent precipitate) |
| 7XXX | Al-Zn-Mg-Cu alloys | Heat-treatable | GP→η″(coherent precipitate)→ η′(semi-coherent precipitate)→η(MgZn2, non-coherent precipitate) |
| 8XXX | Al + other elements | Al-Li Heat-treatable | δ′(Al3Li, coherent precipitate)→ δ (AlLi, non-coherent precipitate) |
| Basic Temper | Definition |
|---|---|
| F (As fabricated) | During the shaping process, the thermal condition or strain hardening does not need any special control. |
| O (Annealed) | Aluminum alloys are treated under high-temperature conditions to obtain optimal toughness, ductility and workability. |
| H (Strain hardened) | Aluminum alloys are treated by strain-hardening method to increase the strength, with or without supplementary thermal treatment. |
| W (Solution heat-treated) | An unstable temper, rather limited designation. The aluminum alloys are subjected to spontaneous aging at room temperature after solution heat treatment. |
| T (Thermally treated) | Aluminum alloys are thermally treated to produce stable tempers different to F, O or H, with or without supplementary strain-hardening. |
Table 3.
Subdivision of T temper of aluminum alloys. Adapted from [10].
Table 3.
Subdivision of T temper of aluminum alloys. Adapted from [10].
| Subdivision of T Temper | Process |
|---|---|
| T1 | Cooled from a high-temperature shaping process and naturally aged. |
| T2 | Cooled from a high-temperature shaping process, cold worked, and naturally aged. |
| T3 | Solution heat-treated, cold worked, and naturally aged. |
| T4 | Solution heat-treated and naturally aged. |
| T5 | Cooled from a high-temperature shaping process and artificially aged. |
| T6 | Solution heat-treated and artificially aged. |
| T7 | Solution heat-treated and over-aged/stabilized. |
| T8 | Solution heat-treated, cold worked, and artificially aged. |
| T9 | Solution heat-treated, artificially aged, and cold worked. |
| T10 | Cooled from a high-temperature shaping process, cold worked, and artificially aged. |
Table 5.
Summary of the tensile properties of autogenous LBW age-hardening aluminum alloy butt joint.
Table 5.
Summary of the tensile properties of autogenous LBW age-hardening aluminum alloy butt joint.
| BM | Temper | BM Thickness (mm) | Ultimate Strength (MPa) | Joint Efficiency = Joint/BM (%) | Fracture Location | Ref. | |
|---|---|---|---|---|---|---|---|
| BM | Joint | ||||||
| 2024 | T3 | 3 | 463.0 | 364.0 | 78.6 | FZ | [62] |
| 2060 | T8 | 2 | 494.4 | 315.0 | 63.7 | FZ | [63] |
| 2060 | T8 | 1 | 497.5 | 347.7 | 69.9 | FZ | [63] |
| 2090 | T8 | 1.6 | 408.0 | 335.0 | 82.1 | FZ | [64] |
| 6022 | T4 | 1 | 232.9 | 170.0 | 73.0 | FZ | [65] |
| 6061 | T4 | 1 | 250.0 | 230.0 | 92.0 | FZ | [66] |
| 6061 | T6 | 4 | − | 220.0~231.0 | ~70.0 | FZ | [67] |
| 7075 | T6 | 2 | 592.1 | 358.2 | 60.5 | FZ | [68] |
| 7075 | T6 | 2 | 588 | 406.0 | 69.0 | FZ | [69] |
| Al-Zn-Mg-Cu | T6 | 2 | 675.9 | 471.1 | 69.7 | FZ | [70] |
Table 6.
Comparison of the tensile properties of the age-hardening aluminum alloy butt joint welded by conventional MIG and laser–MIG.
Table 6.
Comparison of the tensile properties of the age-hardening aluminum alloy butt joint welded by conventional MIG and laser–MIG.
| BM/ Temper | Plate Thickness (mm) | Ultimate Strengthof BM (MPa) | Filler Wire | Welding Method | Ultimate Strength of Joint (MPa) | Joint Efficiency= Joint/BM (%) | Ref. |
|---|---|---|---|---|---|---|---|
| 2519 T87 | 20 | 479 | Self-made | MIG | 275 | 57.4 | [94] |
| Laser-MIG | 295 | 61.6 | |||||
| 6005 T6 | 5 | 276 | ER5356 | MIG | 190 | 68.8 | [95] |
| Laser-MIG | 206 | 74.6 | |||||
| 6N01S T5 | 8 | 292 | ER5356 | MIG | 210 | 71.9 | [96] |
| Laser-MIG | 243 | 83.2 | |||||
| 6005A T6 | 4 | 303 | ER5087 | MIG | 225 | 74.3 | [97] |
| Laser-MIG | 250 | 82.5 | |||||
| 6N01 T5 | 4 | 260 | ER5356 | MIG | 183 | 70.4 | [98] |
| Laser-MIG | 202 | 77.7 |
Table 7.
Summary of the tensile properties of a conventional FSW age-hardening aluminum alloy butt joint (nugget zone (NZ), thermo-mechanically affected zone (TMAZ)).
Table 7.
Summary of the tensile properties of a conventional FSW age-hardening aluminum alloy butt joint (nugget zone (NZ), thermo-mechanically affected zone (TMAZ)).
| BM | Temper | BM Thickness (mm) | Ultimate Strength (MPa) | Joint Efficiency = Joint/BM (%) | Fracture Location | Ref. | |
|---|---|---|---|---|---|---|---|
| BM | Joint | ||||||
| 2014 | T6 | 1 | 329.0 | 242.0 | 73.6 | TMAZ | [113] |
| 2014 | T6 | 5 | 470.0 | 285.0 | 60.6 | interface of NZ and TMAZ | [114] |
| 2014 | T651 | 6 | 469.0 | 323.0 | 68.9 | HAZ | [13] |
| 2017 | T451 | 6 | 446.0 | 351.03 | 78.7 | NZ | [115] |
| 2024 | T351 | 6 | 481.0 | 409.0 | 85.0 | interface of NZ and TMAZ | [116] |
| 2024 | T351 | 6 | 481.0 | 395.0 | 82.1 | interface of NZ and TMAZ | [117] |
| 2060 | T8 | 2 | 530.0 | 440.0 | 83.0 | NZ | [118] |
| 2060 | T8 | 2 | 532.0 | 435.0 | 81.0 | interface of NZ and TMAZ | [119] |
| 2198 | T8 | 3.2 | 488.5 | 397.2 | 81.3 | NZ | [120] |
| 2219 | T6 | 13 | 443.0 | 298.0 | 67.3 | TMAZ | [121] |
| 6005 | T6 | 10 | 285.0 | 215.0 | 75.4 | HAZ | [22] |
| 6061 | T4 | 6.35 | − | 229.0 | 93.0 | HAZ | [122] |
| 6061 | T6 | 0.8 | 351.7 | 292.6 | 83.2 | HAZ | [123] |
| 6061 | T6 | 1 | 304.0 | 265.0 | 87.2 | interface of HAZ and BM | [124] |
| 6061 | T6 | 3 | 322.0 | 233.0 | 72.4 | NZ | [125] |
| 6061 | T6 | 5 | 270.0 | 202.0 | 74.8 | interface of HAZ and TMAZ | [126] |
| 6061 | T6 | 6 | 283.0 | 246.0 | 86.9 | HAZ | [127] |
| 6082 | T6 | 2 | 310.0 | 202.67 | 65.4 | HAZ | [128] |
| 6082 | T6 | 2 | 318.4 | 218.5 | 68.6 | HAZ | [129] |
| 6082 | T6 | 3 | 305.0 | 216.0 | 70.8 | HAZ | [130] |
| 7020 | T6 | 4.5 | 372.0 | 353.0 | 95.0 | NZ | [131] |
| 7039 | T6 | 5 | 414.0 | 354.4 | 85.6 | HAZ | [132] |
| 7055 | T4 | 1.8 | 542.5 | 450.2 | 83.0 | TMAZ | [133] |
| 7075 | T6 | 0.5 | 544.6 | 482.0 | 88.5 | interface of NZ and TMAZ | [134] |
| 7075 | T6 | 1.5 | 585.0 | 500.0 | 85.5 | TMAZ | [135] |
| 7075 | T6 | 5 | 586.0 | 487.0 | 83.1 | HAZ | [136] |
| 7075 | T651 | 6.35 | 622.0 | 468.0 | 75.2 | HAZ | [137] |
Table 8.
Summary of the tensile properties of age-hardening aluminum alloy butt joint welded by conventional CMT welding.
Table 8.
Summary of the tensile properties of age-hardening aluminum alloy butt joint welded by conventional CMT welding.
| BM | Temper | BM Thickness (mm) | Filler Wire | Ultimate Strength (MPa) | Joint Efficiency = Joint/BM (%) | Fracture Location | Ref. | |
|---|---|---|---|---|---|---|---|---|
| BM | Joint | |||||||
| 2198 | T8 | 2 | ER4043 | 470.0 | 270.0 | 57.4 | Fusion line | [160] |
| 6005 | T6 | 3 | ER4043 | 270.0 | 171.6 | 63.6 | FZ | [159] |
| 6061 | T6 | 3 | ER4043 | 318.0 | 215.0 | 67.6 | HAZ | [161] |
| 6082 | T4 | 2 | ER5356 | 296.0 | − | 79.0 | FZ | [162] |
| 7075 | T6 | 2 | ER5356 | − | − | 60.0 | FZ | [154] |
| 7075 | T6 | 2 | ER5356 | 597.0 | 312.0 | 52.3 | FZ | [163] |
| 7475 | T761 | 2.38 | ER5356 | 592.0 | 531.0 | 89.7 | FZ | [153] |
| 7475 | T761 | 2.38 | ER4043 | 592.0 | 452.0 | 76.4 | FZ | [153] |
Table 9.
Comparison of the tensile properties of age-hardening aluminum alloy butt joint welded by FSW under normal and externally assisted cooling conditions.
Table 9.
Comparison of the tensile properties of age-hardening aluminum alloy butt joint welded by FSW under normal and externally assisted cooling conditions.
| BM | Temper | BM Thickness (mm) | Ultimate Strengthof BM (MPa) | Cooling Condition | Ultimate Strength of Joint (MPa) | Joint Efficiency = Joint/BM (%) | Ref. |
|---|---|---|---|---|---|---|---|
| 2014 | T651 | 6 | 469 | normal | 323 | 68.9 | [13] |
| water cooling | 379 | 80.8 | |||||
| 2219 | T6 | 7.5 | 432 | normal | 340 | 78.7 | [168] |
| underwater | 360 | 83.3 | |||||
| 2519 | T87 | 6 | 452 | normal | 267 | 59.1 | [169] |
| underwater | 345 | 76.3 | |||||
| 6061 | T6 | 3 | 310 | normal | 239 | 77.1 | [170] |
| underwater | 274 | 88.4 | |||||
| 6061 | T6 | 6 | − | normal | 182 | − | [171] |
| underwater | 218 | − | |||||
| 6082 | T6 | 3 | 305 | normal | 215 | 70.5 | [172] |
| underwater | 241 | 79.0 | |||||
| 7075 | T6 | − | − | normal | − | ~70.5 | [173] |
| underwater | − | ~73.5 |
Table 10.
The mechanical properties of joints subjected to post-weld heat treatment in the literature (ST: solution treatment, AT: aging treatment).
Table 10.
The mechanical properties of joints subjected to post-weld heat treatment in the literature (ST: solution treatment, AT: aging treatment).
| Materials /Ref. | BM Thickness | Welding Process | Ultimate Strength (MPa) | As-Welded Joint Efficiency | PWHT Process | PWHTed Joint Efficiency | Conclusion | |
|---|---|---|---|---|---|---|---|---|
| BM | Joint | |||||||
| 2219-T87 [187] | 8 mm | Variable polarity tungsten inert gas (VPTIG) welding with ER2325 filler wire | 470.0 | 250.0 | 53.2% | ST:535 °C, 30 min AT:175 °C, 12 h | 76.0% | The microstructure of the PWHTed joint is more homogeneous than that of the as-welded joint; PWHTed joints not only have better tensile strength but also have better stress corrosion cracking resistance. |
| 2219-T6 [188] | 8 mm | (1) VPTIG welding with ER2325 filler wire | 425.0 | (1) 246.0 (2) 242.0 | (1) 57.9% (2) 56.9% | AT:175 °C, 12 h | (1) 63.8% (2) 69.6% | After post-weld aging treatment, more strengthening phases reprecipitate in HAZ of pre-weld solution-treated joint. |
| (2) ST: 535 °C, 1.5 h VPTIG welding with ER2325 filler wire | ||||||||
| 6061-T6 2024-T6 [189] | 4 mm | FSW(1) Advancing Side: AA6061 Retreating Side: AA2024 | 310.0 492.0 | (1)183.0 (2) 184.0 | (1) 59.0% (2) 59.0% | ST: 520 °C, 1 h AT: 165 °C, 18 h | (1) 82.5% (2) 74.0% | The position of alloys does not affect the strength of the joint, but it influences the strength of the joint by PWHT. |
| (2) Advancing Side: AA2024 Retreating Side: AA6061 | ||||||||
| 2024-T3 [190] | 6 mm | FSW | 412.0 | 309.0 | 75.0% | (1) ST: 493 °C, 2 h AT: 190 °C, 10 h (2) ST: 493 °C, 2.5 h AT: 200 °C, 10 h | (1) 94.2% (2) 92.7% | The evolution of strengthening phases affects not only strength but also ductility and fatigue crack growth rates. |
| Al-Cu-Li T8 (solution treated at 540 °C for 1 h, 5% deformation, aged at 152 °C for 5 h) [191] | 2 mm | FSW | 413.0 | 379.0 | 91.8% | Deformation: 3% rolling AT: 152 °C, 30 h | 124.7% | The pre-deformation before aging treatment introduces a large number of additional dislocations into the joint; the high density of dislocations usually act as nucleation sites for strengthening precipitates. |
| 7075-T6 [192] | 3.17 mm | FSW: (1) rotation rate: 1000 rpm Travel speed: 150 mm/min | 563.5 | (1) 449.9 (2) 382.1 | (1) 79.8% (2) 67.8% | ST: 485 °C, 4 h AT:140 °C, 6 h | (1) 89.1% (2) 90.8% | The joints have different tensile properties, mainly owing to the different welding process parameters. However, after the post-weld heat treatment, the joints have similar tensile strength. |
| (2) rotation rate: 1500 rpm Travel speed: 400 mm/min | ||||||||
| 6013-T4 [193] | 1.6 mm | (1) LBW with AlSi12 alloy powder | 345.0 | (1) 316.0 (2) 297.0 (3) 285.0 (4) 250.0 (5) 291.0 (6) 247.0 | (1) 91.6% (2) 86.1% (3) 82.6% (4) 72.5% (5) 84.3% (6) 71.6% | AT:191 °C, 4 h | (1) 104.9% (2) 100.0% (3) 99.1% (4) 76.8% (5) 99.4% (6) 78.0% | The chemical composition and type of filler powder can not only influence the performance of as-welded joints, but also have strong effect on the performance of PWHTed joints. |
| (2) LBW with AlSi12 mixed powder | ||||||||
| (3) LBW with AlSi12Mg5 alloy powder | ||||||||
| (4) LBW with AlSi12Mg5 mixed powder | ||||||||
| (5) LBW with AlMgSi1 alloy powder | ||||||||
| (6) LBW with AlMgSi1 mixed powder | ||||||||
| 6061-T6 7075-T6 [194] | Friction welding | 304.0 569.0 | 228.0 | 75.0% | (1) ST: 500 °C, 1 h (2) ST:520 °C, 1 h AT: 160 °C, 8 h (3) AT: 160 °C, 8 h | (1) 67.1% (2) 96.0% (3) 84.2% | Solution-treated (1) joint has lower tensile strength due to the complete dissolution of finer precipitates; Artificially aged (3) joint has marginally improved tensile strength due to the formation of finer precipitates; Solution+ artificially aged (2) joint has dramatically improved tensile strength due to the formation of many finer precipitates. | |
| 7039-T6 [195] | 5 mm | FSW | 414.0 | 354.4 | 85.6% | (1) AT: room temperature, more than one year (2) AT: 120 °C, 18 h (3) AT: 100 °C, 8 h +150 °C, 24 h (4) ST: 480 °C, 0.5 h (5) ST: 480 °C, 1 h AT: 165 °C, 6 h | (1) 94.9% (2) 92.1% (3) 74.6% (4) 61.3% (5) 73.7% | Natural aging (1) results in the formation of fine and uniformly distributed strengthening precipitates in joint compared to other PWHT; artificial aging (2) and step aging (3) result in the joint forming agglomerated spherical strengthening precipitates; solution treatment (4) and solution+ artificial aging (5) result in strengthening precipitates being dissolved in weld nugget zone and severely coarsened in HAZs. |
| 2024-T4 [196] | 3 mm | FSW | 492.0 | 389.0 | 79.0% | (1) ST: 510 °C, 2.5 h AT: room temperature, 8 months (2) ST: 510 °C, 2.5 h AT:100 °C, 10 h (3) ST: 510 °C, 2.5 h AT:190 °C, 10 h | (1) 81.7% (2) 77.0% (3) 87.4% | PWHT can improve the FSW joint efficiency, but solution heat treatments at temperatures above 500 °C can cause abnormal coarsening of the grains in the weld zone, which results in mechanical properties lower than the base metal. |
| 7075-T6 [184] | 5 mm | FSW | 559.0 | 460.0 | 82.3% | (1) ST: 400 °C, 0.25 h + 450 °C, 0.25 h + 400 °C, 0.25 h + 450 °C, 0.25 h + 400 °C, 0.25 h + 450 °C, 0.25 h (frequently heated between 400 °C and 480 °C for 1.5 h) (2) ST: (1) AT: 130 °C, 6 h (3) ST: (1) AT: 130 °C, 12 h (4) ST: (1) AT: 130 °C, 18 h (5) ST: (1) AT: 130 °C, 24 h (6) ST: (1) AT: 130 °C, 36 h | (1) 88.1% (2) 94.7% (3) 97.3% (4) 100.0% (5) 110.8% (6) 89.1% | The cyclic solution treatment results in the repetitive partial dissolution of large precipitates, contributing to formation of fine, metastable precipitates, and abnormal grain growth phenomenon does not take place. The peak-aged state is 130 °C, 24 h. Aging for 36 h causes precipitate over-aging; the coarsening and agglomeration of precipitate particles occurs. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Cheng, J.; Song, G.; Zhang, X.; Liu, C.; Liu, L. Review of Techniques for Improvement of Softening Behavior of Age-Hardening Aluminum Alloy Welded Joints. Materials 2021, 14, 5804. https://doi.org/10.3390/ma14195804
AMA Style
Cheng J, Song G, Zhang X, Liu C, Liu L. Review of Techniques for Improvement of Softening Behavior of Age-Hardening Aluminum Alloy Welded Joints. Materials. 2021; 14(19):5804. https://doi.org/10.3390/ma14195804
Chicago/Turabian StyleCheng, Jiwen, Gang Song, Xiaosheng Zhang, Chunbai Liu, and Liming Liu. 2021. "Review of Techniques for Improvement of Softening Behavior of Age-Hardening Aluminum Alloy Welded Joints" Materials 14, no. 19: 5804. https://doi.org/10.3390/ma14195804
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.