
Determination of Non-Recrystallization Temperature for Niobium Microalloyed Steel


 , , ,
, , ,
Abstract
:1. Introduction
Empirical TNR Determination and Its Shortcomings
2. Laboratory Experiment
2.1. Material Design
2.2. Niobium MA Steel Processing
2.3. Microstructure Evolution
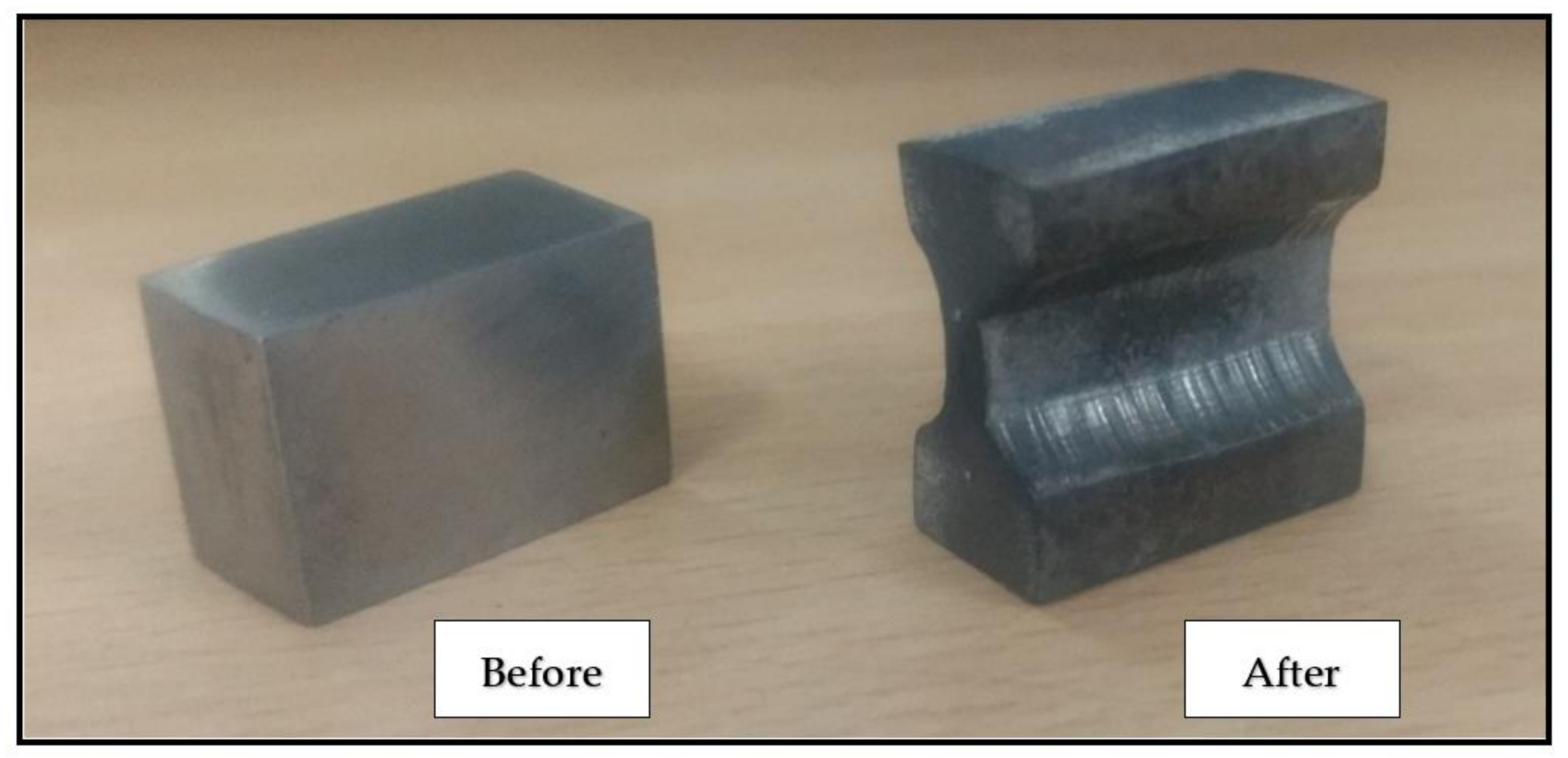
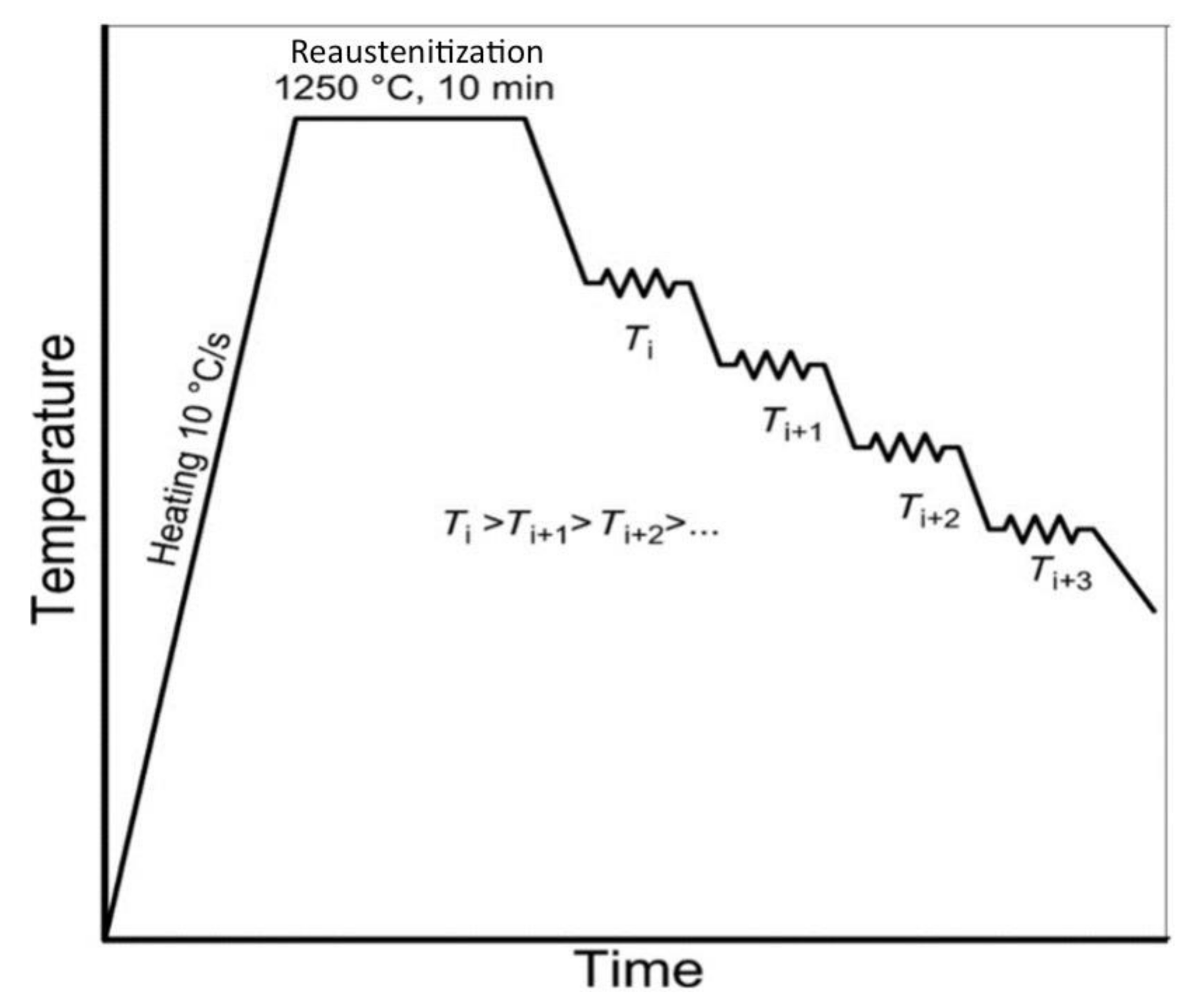
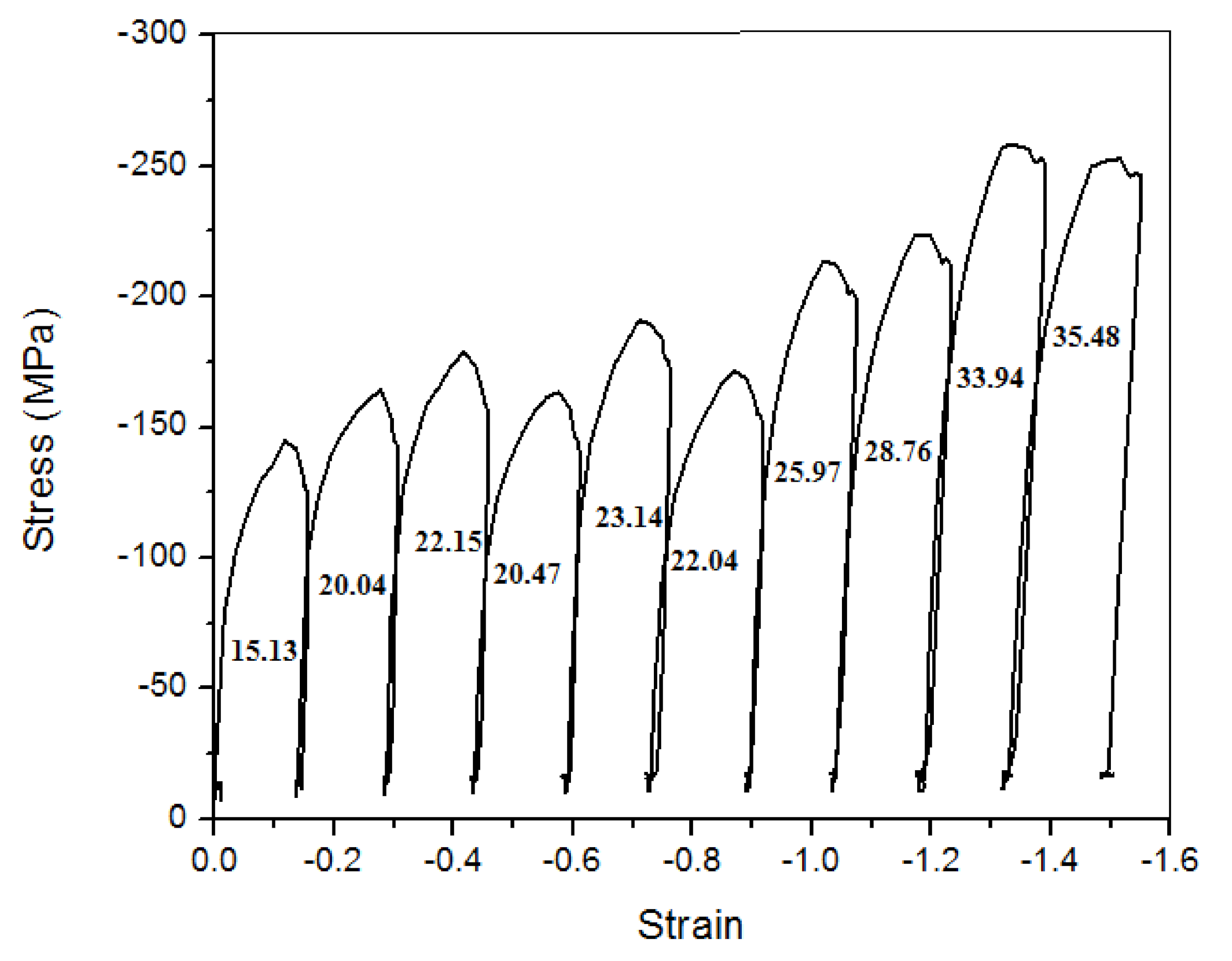
2.4. Multiple-Hit Deformation Test
- Heating the sample at a constant rate of 10 °C/s up to 1250 °C.
- Soaking at the austenitizing temperature of 1250 °C for 10 min.
- Cooling for first deformation temperature that is 1100 °C at a constant cooling rate of 10 °C/s.
- Deformation with strain rate = 2 s−1 and strain () = 0.15.
- Cooling to the next deformation temperature (1075 °C) in 12.5 s at a cooling rate of 2 °C/s, the same process was repeated up 875 °C.
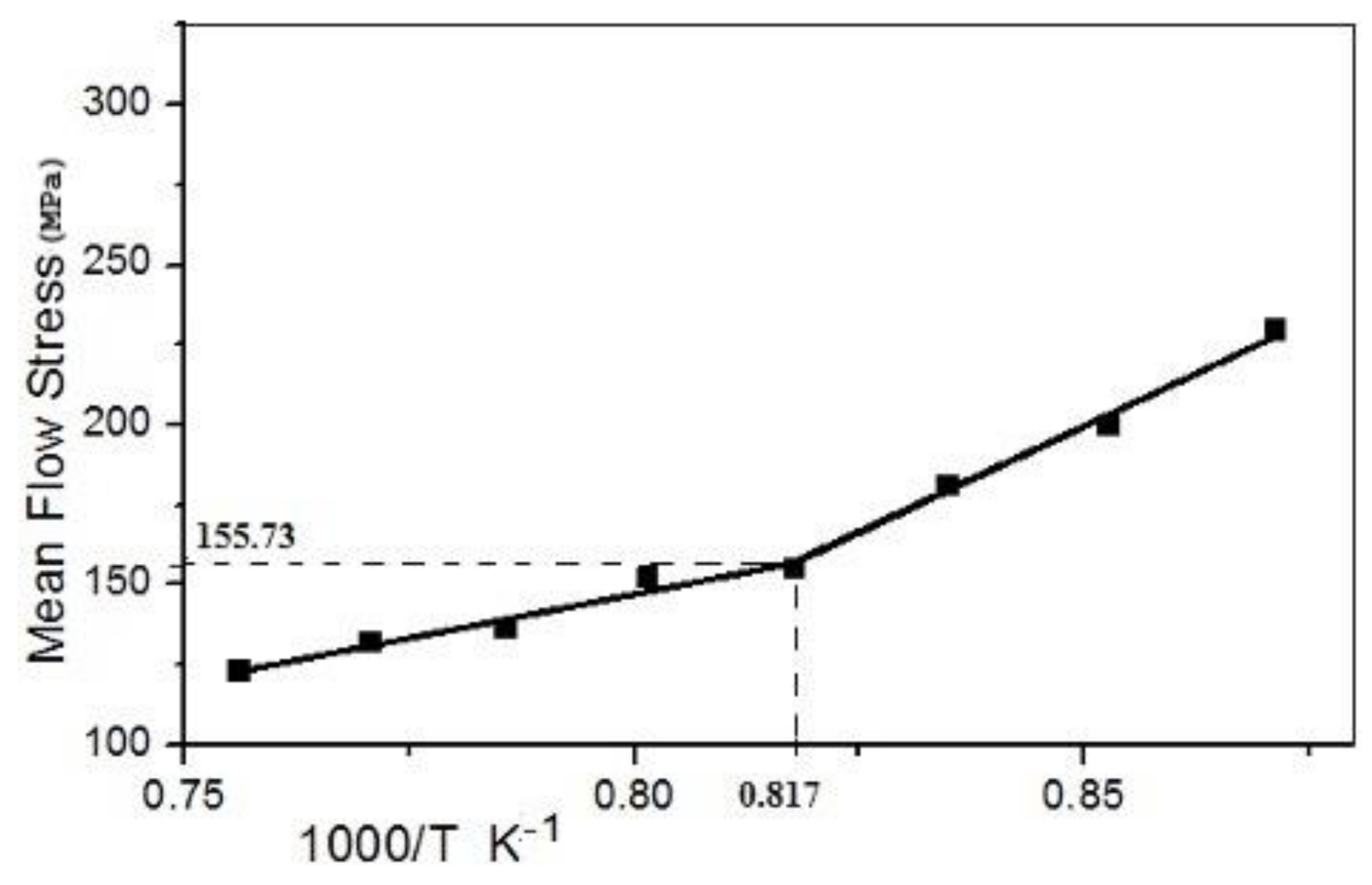
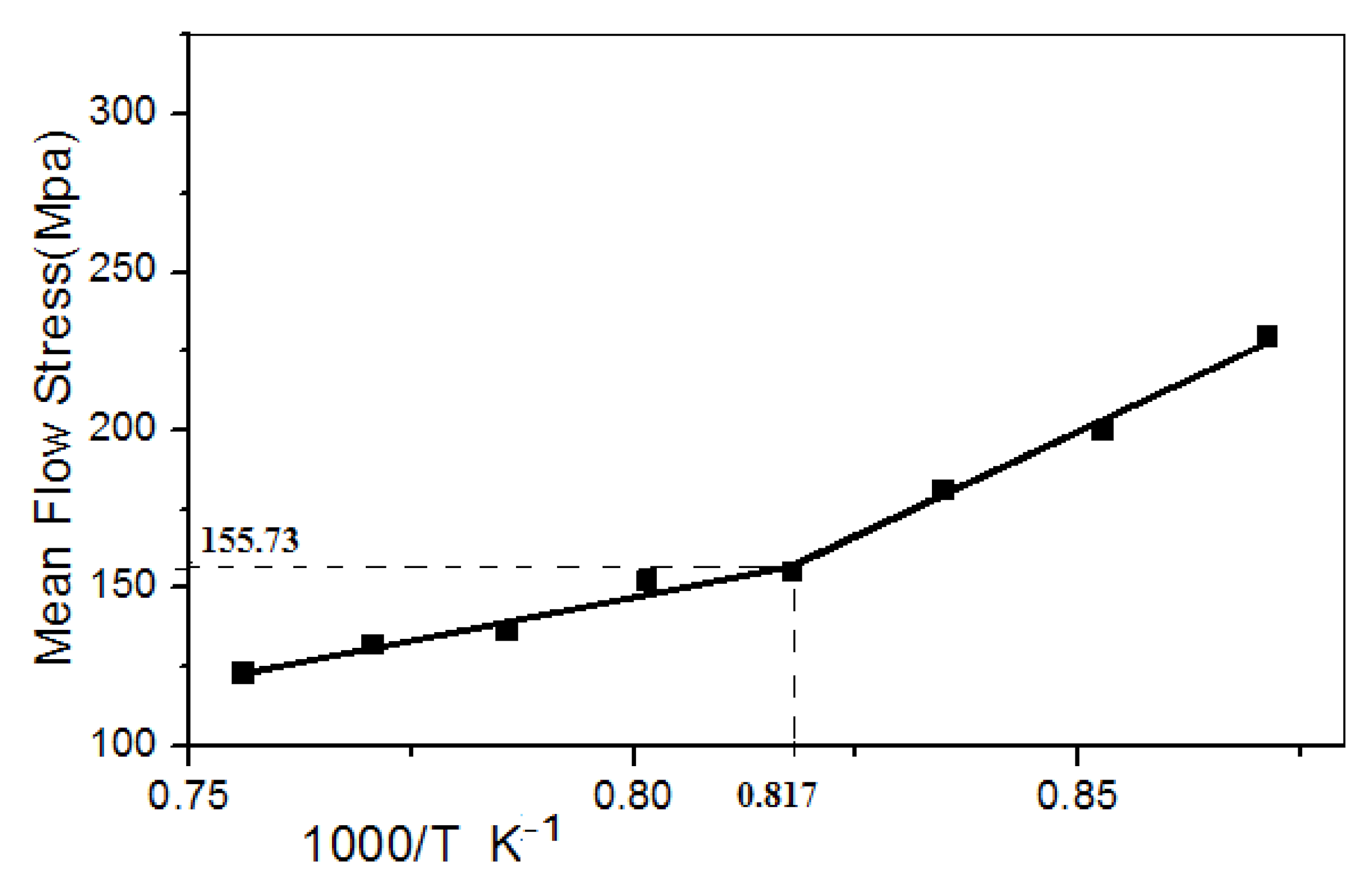
2.5. Determination of Non-Recrystallization (TNR)
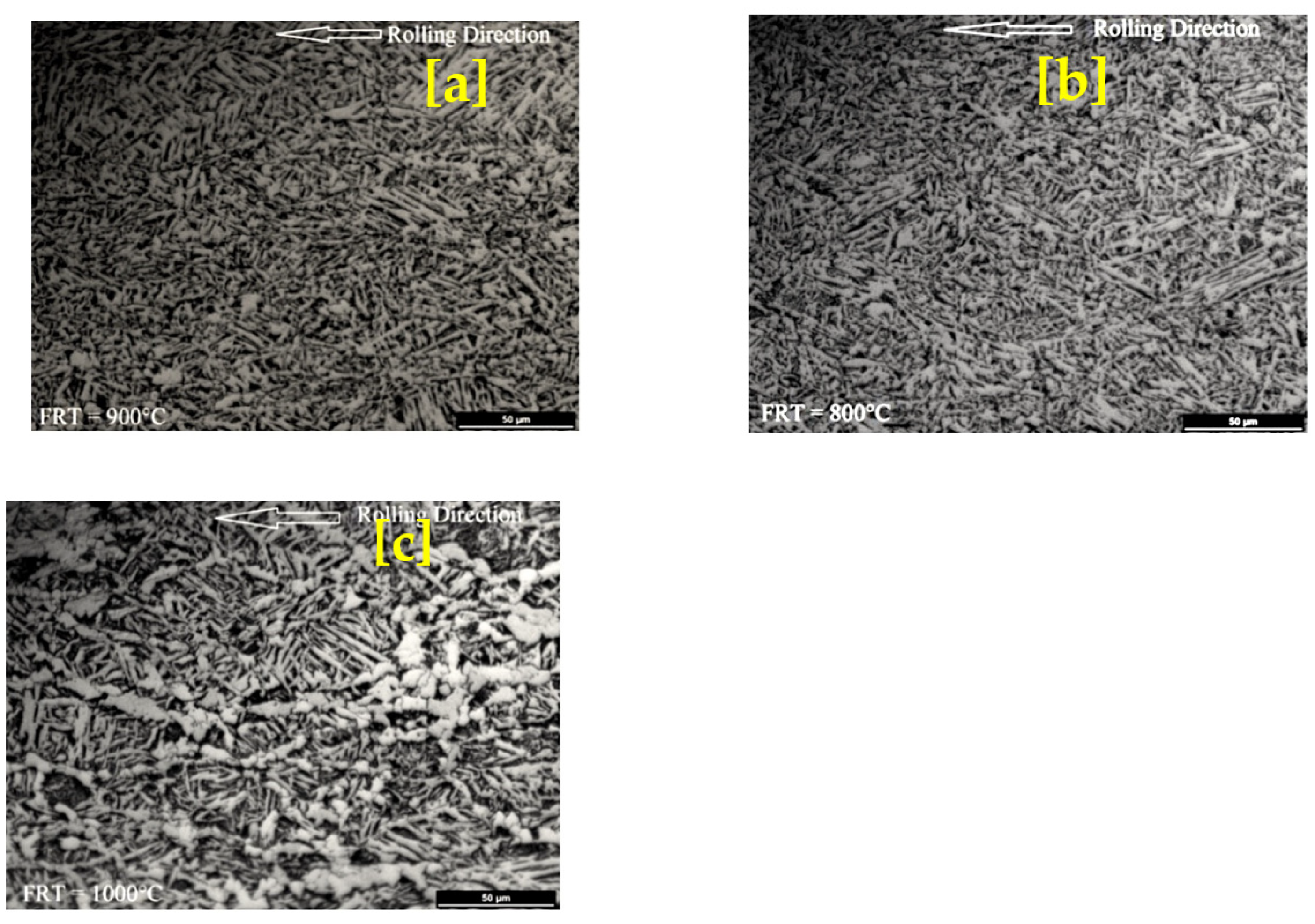
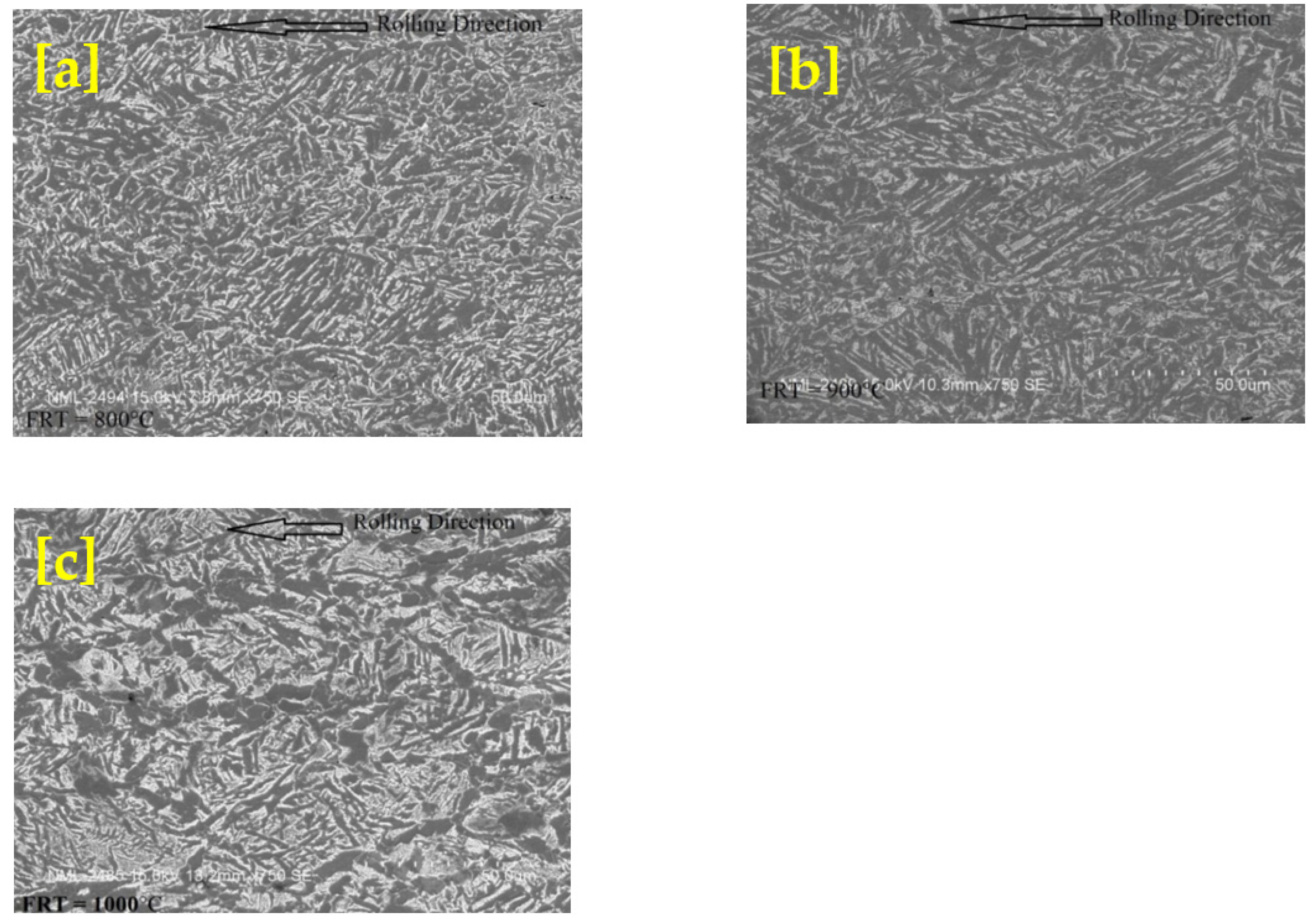
2.6. Microstructure Verification
2.7. Optical Microscope and SEM Analysis
3. Results and Discussion
3.1. Nb-MA Steel Composition
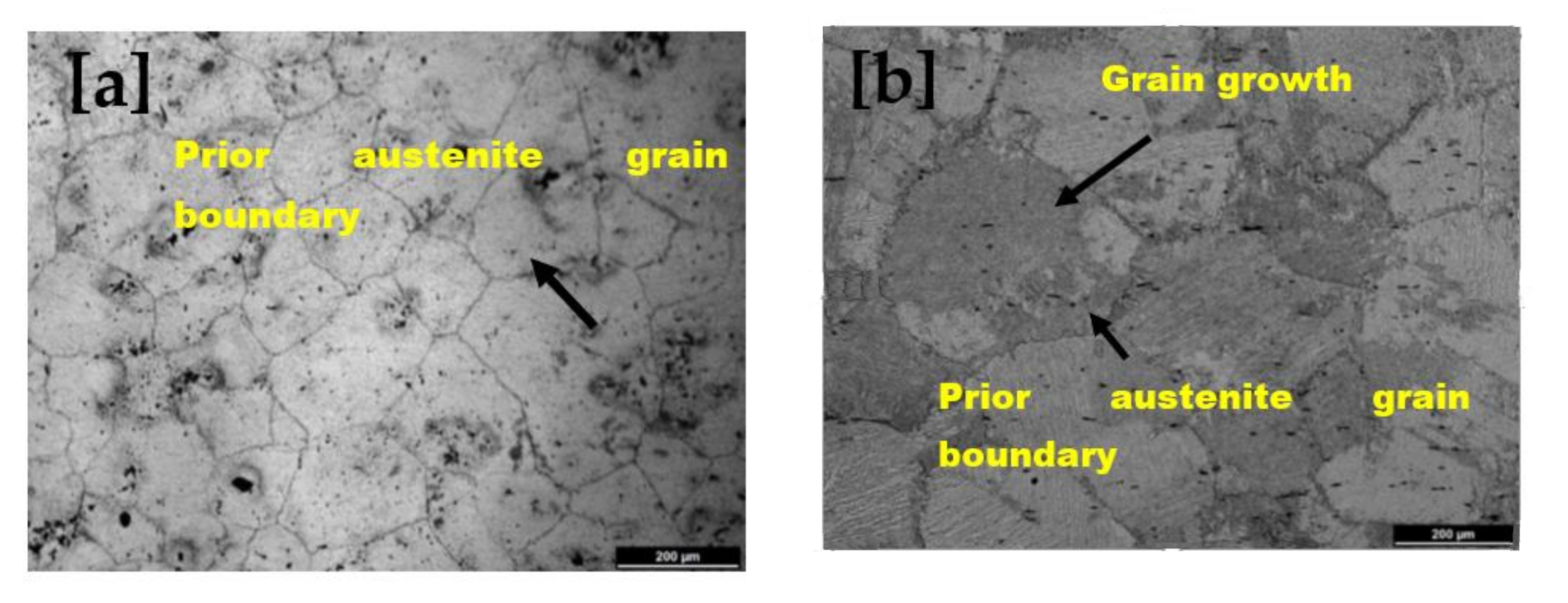
3.2. Microstructure Evolution of Heat-Treated Nb MA Steel
3.3. Determination of Non-Recrystallized Temperature (TNR)
3.4. Microstructure Evolution of Rolled MA Steel for TNR Verification
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gladman, T. The Physical Metallurgy of Microalloyed Steels; Maney Pub, London Institute of Materials: London, UK, 1997. [Google Scholar]
- Turkdogan, E.T. Causes and effects of nitride and carbonitride precipitation during continuous casting. Iron Steelmak. 1989, 16, 61. [Google Scholar]
- Tither, G. Progress in niobium markets and technology 1981–2001. In Proceedings of the International Symposium on Niobium, Orlando, FL, USA, 2–5 December 2001; pp. 1–25. [Google Scholar]
- Kong, J.; Xie, C. Effect of molybdenum on continuous cooling bainite transformation of low-carbon microalloyed steel. Mater. Des. 2006, 27, 1169–1173. [Google Scholar] [CrossRef]
- Bauer, J.; Flu′ss, P.; Amoris, E.; Schwinn, V. Microstructure and properties of thermomechanical controlled processing steels for linepipe applications. Ironmak. Steelmak. 2005, 32, 325–330. [Google Scholar] [CrossRef]
- Cuddy, L.J.; Raley, J.C. Austenite grain coarsening in microalloyed steels. Met. Mater. Trans. A 1983, 14, 1989–1995. [Google Scholar] [CrossRef]
- Khalaj, G.; Yoozbashizadeh, H.; Khodabandeh, A.; Tamizifar, M. Austenite grain growth modelling in weld heat affected zone of Nb/Ti microalloyed linepipe steel. Mater. Sci. Technol. 2014, 30, 424–433. [Google Scholar] [CrossRef]
- Khalaj, G.; Pouraliakbar, H.; Jandaghi, M.R.; Gholami, A. Microalloyed steel welds by HF-ERW technique: Novel PWHT cycles, microstructure evolution and mechanical properties enhancement. Int. J. Press. Vessel. Pip. 2017, 152, 15–26. [Google Scholar] [CrossRef]
- Palmiere, E.J.; Garcia, C.I.; DeArdo, A.J. The influence of niobium supersaturation in austenite on the static recrystallization behavior of low carbon microalloyed steels. Metall. Mater. Trans. A 1996, 27, 951–960. [Google Scholar] [CrossRef]
- Irvine, K.J.; Pickering, F.B.; Gladman, T. Grain-refined C-Mn steels. Iron Steel Inst. J. 1967, 205, 161–182. [Google Scholar]
- Lakshmanan, V.K.; Kirkaldy, J.S. Solubility product for niobium carbide in austenite. Met. Mater. Trans. A 1984, 15, 541–544. [Google Scholar] [CrossRef]
- Mori, T.; Fujita, K.; Tokizane, M.; Yamaguchi, K. Behavior of niobium carbides and nitrides in steel. Tetsu-to-Hagane 1964, 50, 911–917. [Google Scholar] [CrossRef] [Green Version]
- Dutta, B.; Christophe, M.S. Effect of composition and process variables on Nb (C, N) precipitation in niobium microalloyed austenite. Mater. Sci. Technol. 1987, 3, 197–206. [Google Scholar] [CrossRef]
- Zrnik, J.; Kvackaj, T.; Sripinproach, D.; Sricharoenchai, P. Influence of plastic deformation conditions on structure evolution in Nb–Ti microalloyed steel. J. Mater. Process. Technol. 2003, 133, 236–242. [Google Scholar] [CrossRef]
- Stallybrass, C.; Konrad, J.; Meuser, H.; Grimpe, F. Development of high strength heavy plate optimised for low temperature toughness for linepipe applications. In Proceedings of the Pipeline Technology Conference, Ostend, Belgium, 12–14 October 2009. [Google Scholar]
- Kim, K.; Bae, J.-H. Metallurgical and Process Parameters for Commercial Production of High Toughness API-X80 Grade Hot Rolled Strips. In Proceedings of the 2008 7th International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2008; Volume 48593, pp. 167–173. [Google Scholar]
- Siciliano, F. Mathematical Modeling of the Hot Strip Rolling of Niobium Microalloyed Steels. Ph.D. Thesis, McGill University, Montreal, QC, Canada, 1999. [Google Scholar]
- Boratto, F.; Barbosa, R.; Yue, S.; Jonas, J.J. Effect of chemical composition on the critical temperatures of microalloyed steels. In Proceedings of the International Conference on Physical Metallurgy of Thermomechanical Processing of Steels and Other Metals THERMEC-88, Tokyo, Japan, 6–10 June 1988; Volume 1, pp. 383–390. [Google Scholar]
- Maccagno, T.M.; Jonas, J.J.; Yue, S.; McCrady, B.J.; Slobodian, R.; Deeks, D. Determination of Recrystallization Stop Temperature from Rolling Mill Logs and Comparison with Laboratory Simulation Results. ISIJ Int. 1994, 34, 917–922. [Google Scholar] [CrossRef]
- Hwang, B.; Kim, Y.M.; Lee, S.; Kim, N.J.; Yoo, J.Y. Correlation of rolling condition, microstructure, and low-temperature toughness of X70 pipeline steels. Met. Mater. Trans. A 2005, 36, 1793–1805. [Google Scholar] [CrossRef] [Green Version]
- Zhao, M.-C.; Yang, K.; Shan, Y. The effects of thermo-mechanical control process on microstructures and mechanical properties of a commercial pipeline steel. Mater. Sci. Eng. A 2002, 335, 14–20. [Google Scholar] [CrossRef]
- Elwazri, A.M.; Fatehi, A.; Calvo, J.; Bai, D.; Yue, S. Analysis of Copper Effect on Microstructures and Mechanical Properties in Microalloyed Steels. ISIJ Int. 2008, 48, 107–113. [Google Scholar] [CrossRef] [Green Version]
- Lagneborg, R.; Hutchinson, B.; Siwecki, T.; Zajac, S. The Role of Vanadium in Microalloyed Steels; Vanitec Publications: Pittsburgh, PA, USA, 2014. [Google Scholar]
- DeArdo, A.J.; Hua, M.J.; Cho, K.G.; Garcia, C.I. On strength of microalloyed steels: An interpretive review. Mater. Sci. Technol. 2009, 25, 1074–1082. [Google Scholar] [CrossRef] [Green Version]
- Vervynckt, S.; Verbeken, K.; Lopez, B.; Jonas, J.J. Modern HSLA steels and role of non-recrystallisation temperature. Int. Mater. Rev. 2012, 57, 187–207. [Google Scholar] [CrossRef]
- Hansen, S.S.; Sande, J.V.; Cohen, M. Niobium carbonitride precipitation and austenite recrystallization in hot-rolled microalloyed steels. Met. Mater. Trans. A 1980, 11, 387–402. [Google Scholar] [CrossRef]
- Fu, D.-C.; Wen, G.-H.; Zhu, X.-Q.; Guo, J.-L.; Tang, P. Modification for prediction model of austenite grain size at surface of microalloyed steel slabs based on in situ observation. J. Iron Steel Res. Int. 2021, 28, 1–8. [Google Scholar]
- Barbosa, R.; Boratto, F.; Yue, S.; Jonas, J.J. The influence of chemical composition on the recrystallisation behaviour of microalloyed steels. In Proceedings of the International Conference on Physical Metallurgy of Thermomechanical Processing of Steels and Other Metals THERMEC-88, Tokyo, Japan, 6–10 June 1988; Volume 1, pp. 51–61. [Google Scholar]
- Ray, P.K.; Ganguly, R.I.; Panda, A.K. Determination of Recrystallization Stop Temperature (TR) of an HSLA Steel; Journal of Steel and Related Materials; GRIPS-Media: Aachen, Germany, 2004. [Google Scholar]
- Roucoules, C.; Hodgson, P.D.; Yue, S.; Jonas, J.J. Softening and Microstructural Change Following the Dynamic Recrystallization of Austenite. Metall. Mater. Trans. A 1994, 25A, 389–400. [Google Scholar] [CrossRef]
- Zaky, A.I. Determinations of the Non-Recrystallization Temperature for X52 Steel Produced by Compact Slab Process Combined with Direct Hot Rolling. J. Mater. Eng. Perform. 2006, 15, 651–655. [Google Scholar] [CrossRef]
- Bai, D.Q.; Yue, S.; Sun, W.P.; Jonas, J.J. Effect of deformation parameters on the. Met. Mater. Trans. A 1993, 24, 2151–2159. [Google Scholar] [CrossRef]
- Fletcher, F. Meta-analysis of Tnr measurements: Determining new empirical models based on composition and strain. In Proceedings of the Austenite Processing Symposium (Internal Company Presentation), Padua, Italy, 12 September 2008; pp. 1–14. [Google Scholar]
- Grajcar, A.; Skrzypczyk, P.; Kuziak, R.; Gołombek, K. Effect of Finishing Hot-Working Temperature on Microstructure of Thermomechanically Processed Mn-Al Multiphase Steels. Steel Res. Int. 2014, 85, 1058–1069. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material ID | MA Element (wt.%) | C | Si | Ti | P | N | Mn | Al | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Base Alloy | Nil | 0.2–0.22 | 0.2 | 0.004 | 0.03 | 0.006 | 1.5–2.0 | 0.03 | 0.001 | Bal. |
| Low Nb | 0.04–0.06 | 0.2–0.22 | 0.2 | 0.004 | 0.03 | 0.006 | 1.5–2.0 | 0.03 | 0.001 | Bal. |
| High Nb | 0.1–0.12 | 0.2-.22 | 0.2 | 0.004 | 0.03 | 0.006 | 1.5–2.0 | 0.03 | 0.001 | Bal. |
| C | Mn | Cr | P | Cu | Si | Al | Ti | Mo | Ni | Nb | N |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.23 | 1.862 | 0.034 | 0.0241 | 0.013 | 0.197 | 0.0793 | 0.0042 | 0.005 | 0.022 | 0.11 | 0.004 |
| No. of Hit | Temp. of the Hit (°C) | The Area under the Curve (MJ/m3) | Strain/Hit | Mean Flow Stress (MPa) | 1000/T (K−1) |
|---|---|---|---|---|---|
| 1 | 1100 | 15.13 | 0.15 | 100 | 0.728332 |
| 2 | 1075 | 20.04 | 0.15 | 133 | 0.74184 |
| 3 | 1050 | 22.15 | 0.15 | 147 | 0.755858 |
| 4 | 1025 | 20.47 | 0.15 | 136 | 0.770416 |
| 5 | 1000 | 23.14 | 0.15 | 154 | 0.785546 |
| 6 | 975 | 22.04 | 0.15 | 146 | 0.801282 |
| 7 | 950 | 25.97 | 0.15 | 173 | 0.817661 |
| 8 | 925 | 28.76 | 0.15 | 191 | 0.834725 |
| 9 | 900 | 33.94 | 0.15 | 226.266 | 0.852515 |
| 10 | 875 | 35.48 | 0.15 | 236.533 | 0.87108 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akhtar, M.N.; Khan, M.; Khan, S.A.; Afzal, A.; Subbiah, R.; Ahmad, S.N.; Husain, M.; Butt, M.M.; Othman, A.R.; Bakar, E.A. Determination of Non-Recrystallization Temperature for Niobium Microalloyed Steel. Materials 2021, 14, 2639. https://doi.org/10.3390/ma14102639
Akhtar MN, Khan M, Khan SA, Afzal A, Subbiah R, Ahmad SN, Husain M, Butt MM, Othman AR, Bakar EA. Determination of Non-Recrystallization Temperature for Niobium Microalloyed Steel. Materials. 2021; 14(10):2639. https://doi.org/10.3390/ma14102639
Chicago/Turabian StyleAkhtar, Mohammad Nishat, Muneer Khan, Sher Afghan Khan, Asif Afzal, Ram Subbiah, Sheikh Nazir Ahmad, Murtuja Husain, Mohammad Mursaleen Butt, Abdul Rahim Othman, and Elmi Abu Bakar. 2021. "Determination of Non-Recrystallization Temperature for Niobium Microalloyed Steel" Materials 14, no. 10: 2639. https://doi.org/10.3390/ma14102639