
Laser-Assisted High Speed Machining of 316 Stainless Steel: The Effect of Water-Soluble Sago Starch Based Cutting Fluid on Surface Roughness and Tool Wear

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
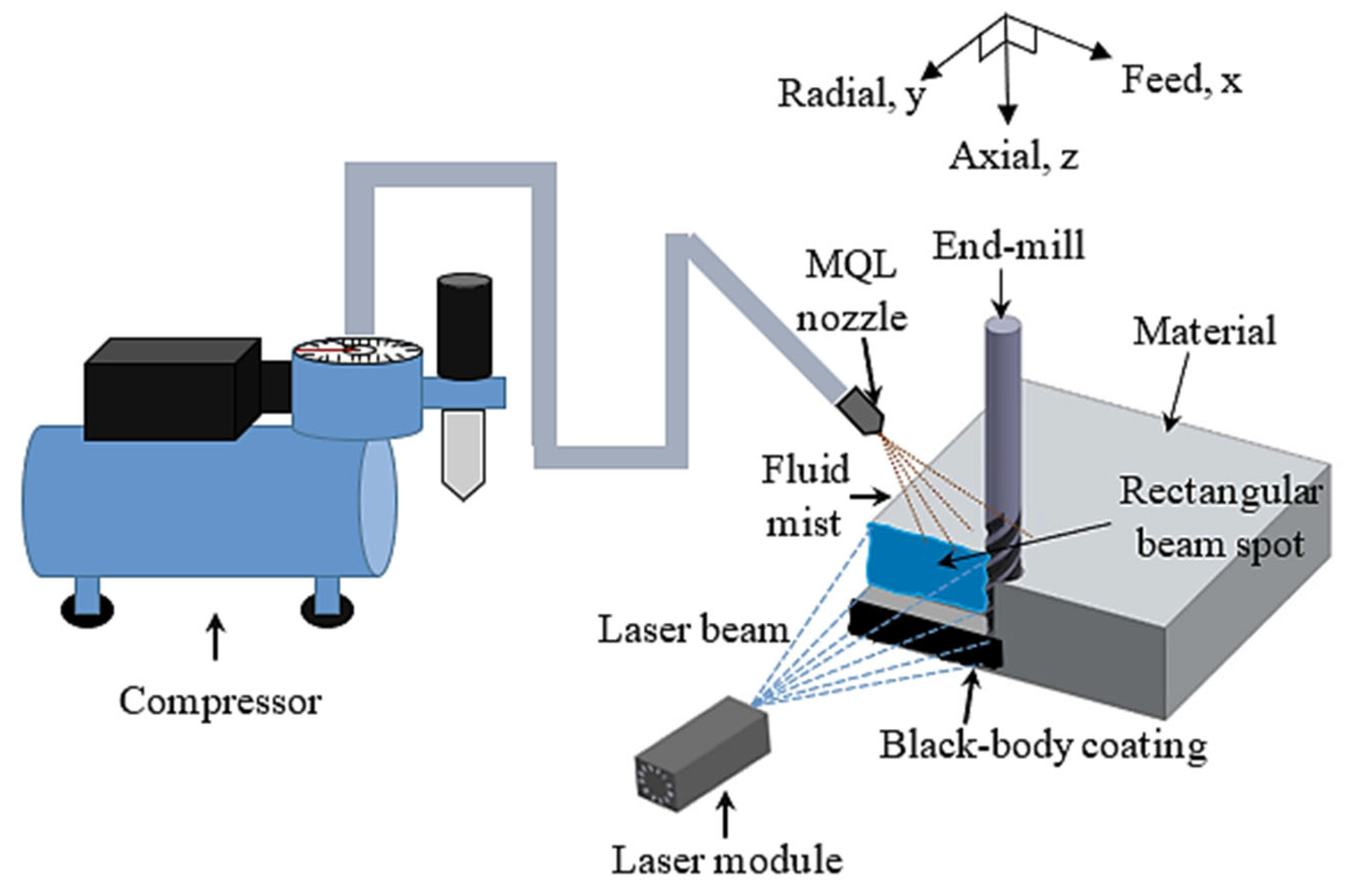
2.2. Experimental Details
2.3. Response Surface Methodology (RSM)
2.4. Design of Experiments
2.5. Extreme Learning Machine (ELM)
3. Results and Discussion
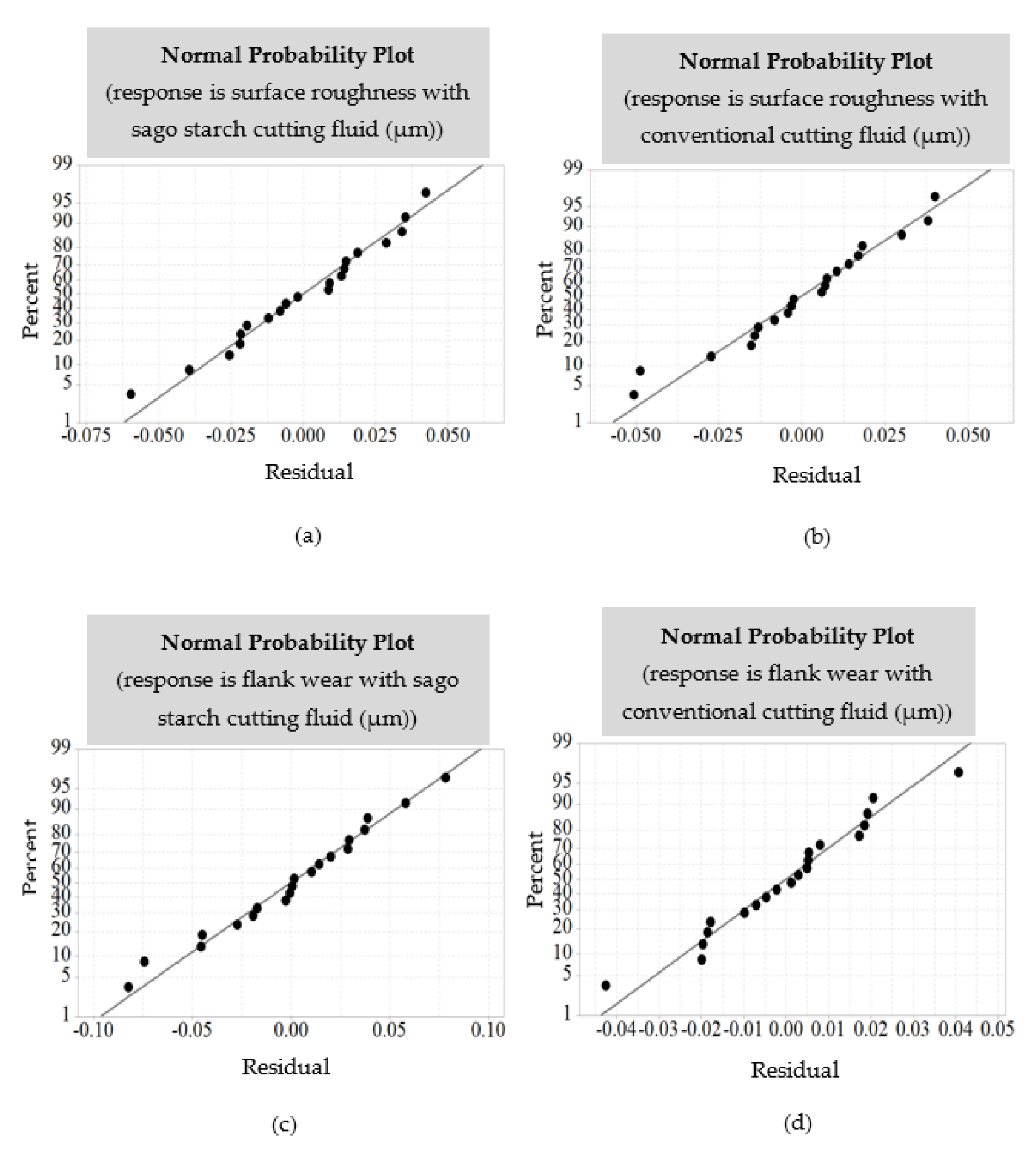
3.1. Evaluation of Model Adequacy
3.2. Quantitative Measurement
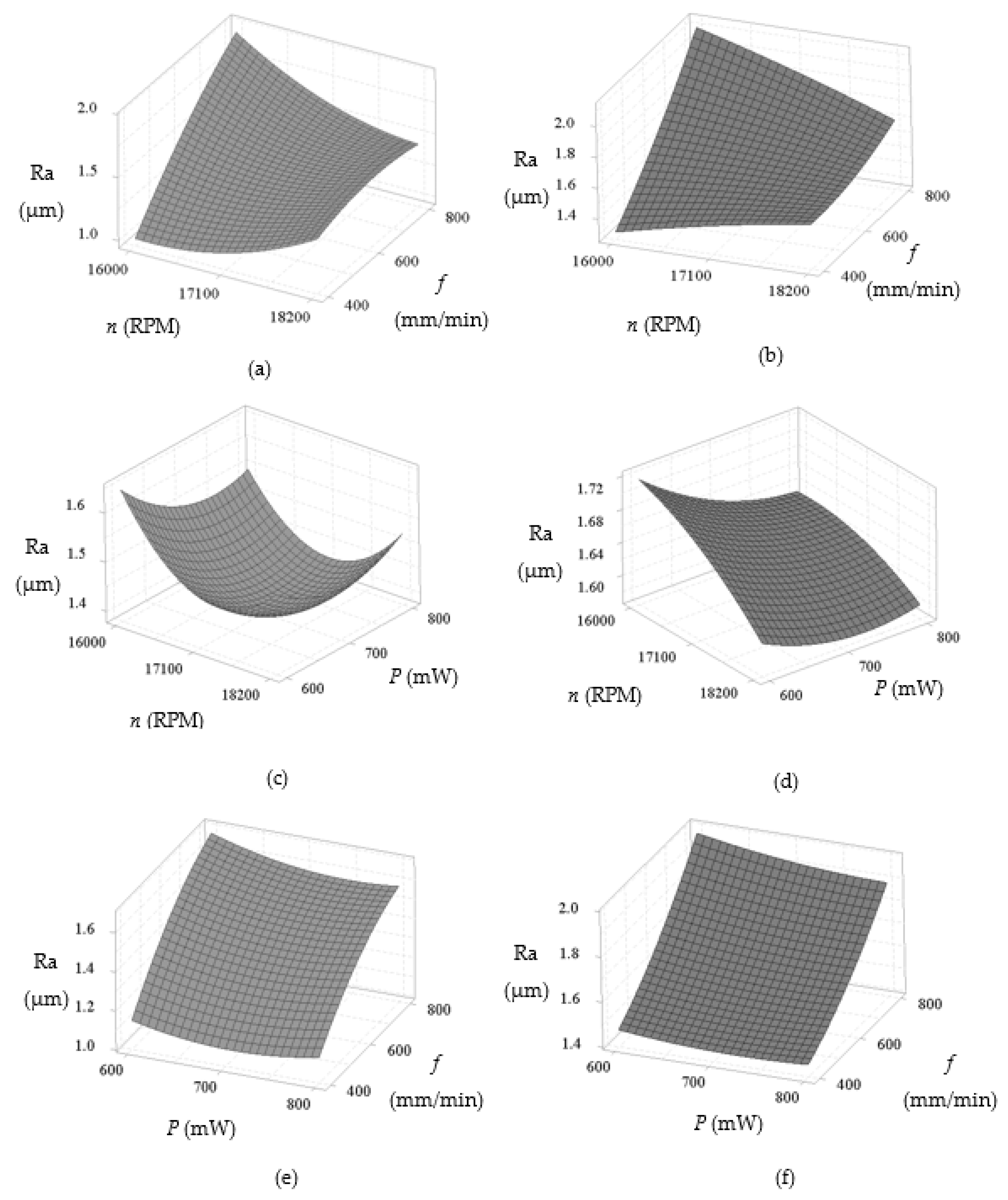
3.2.1. Surface Roughness (Ra)
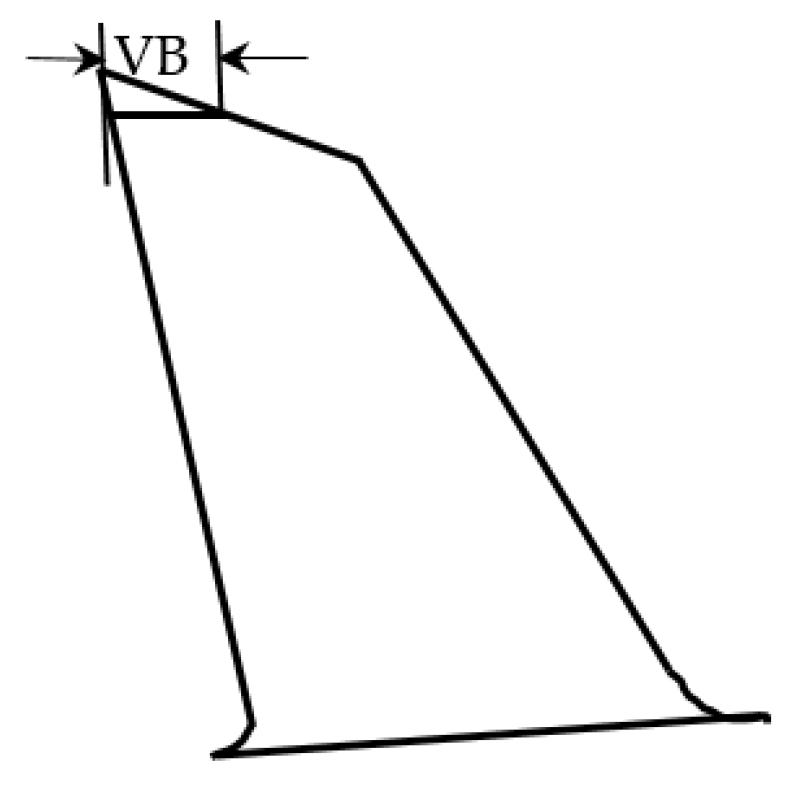
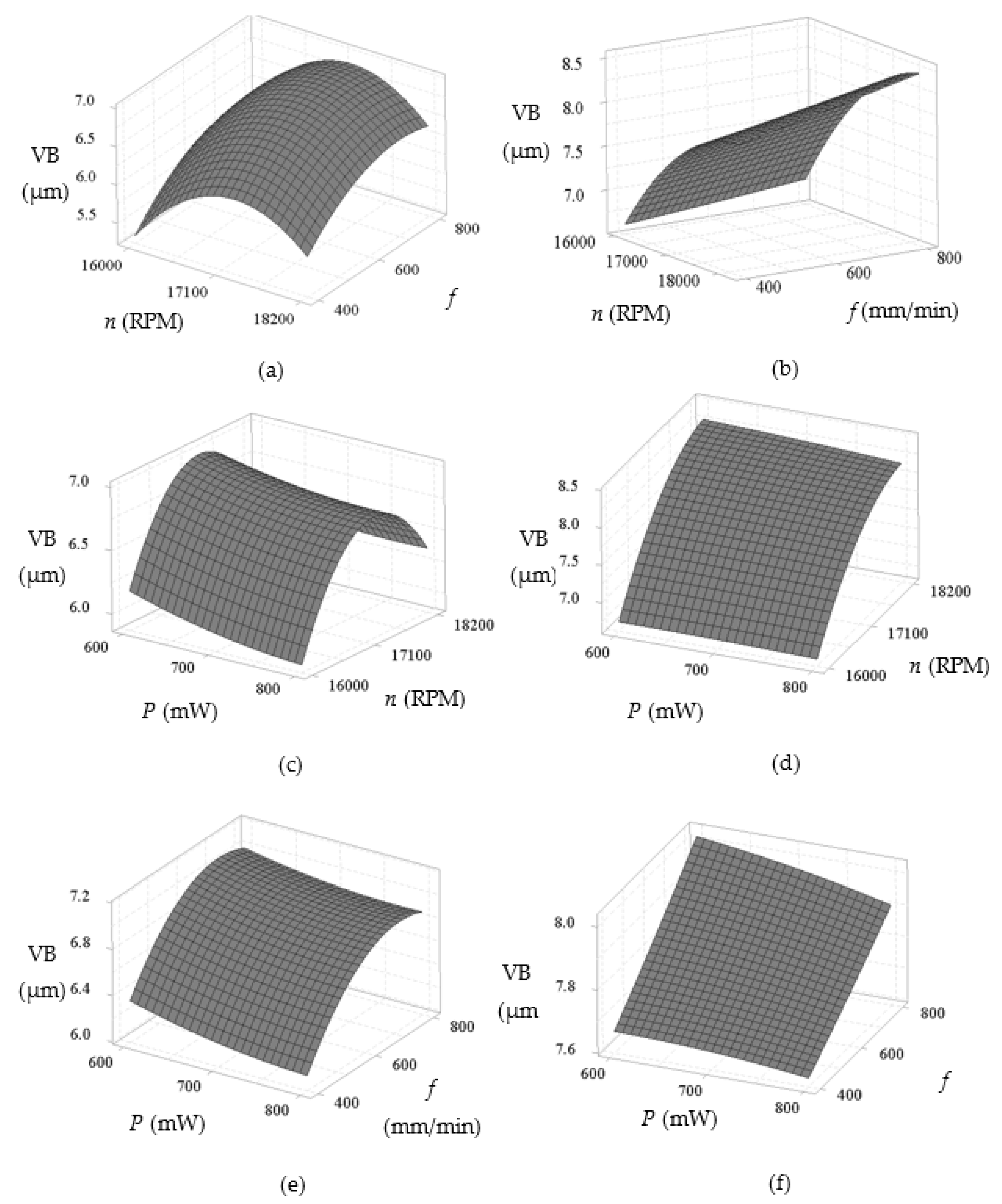
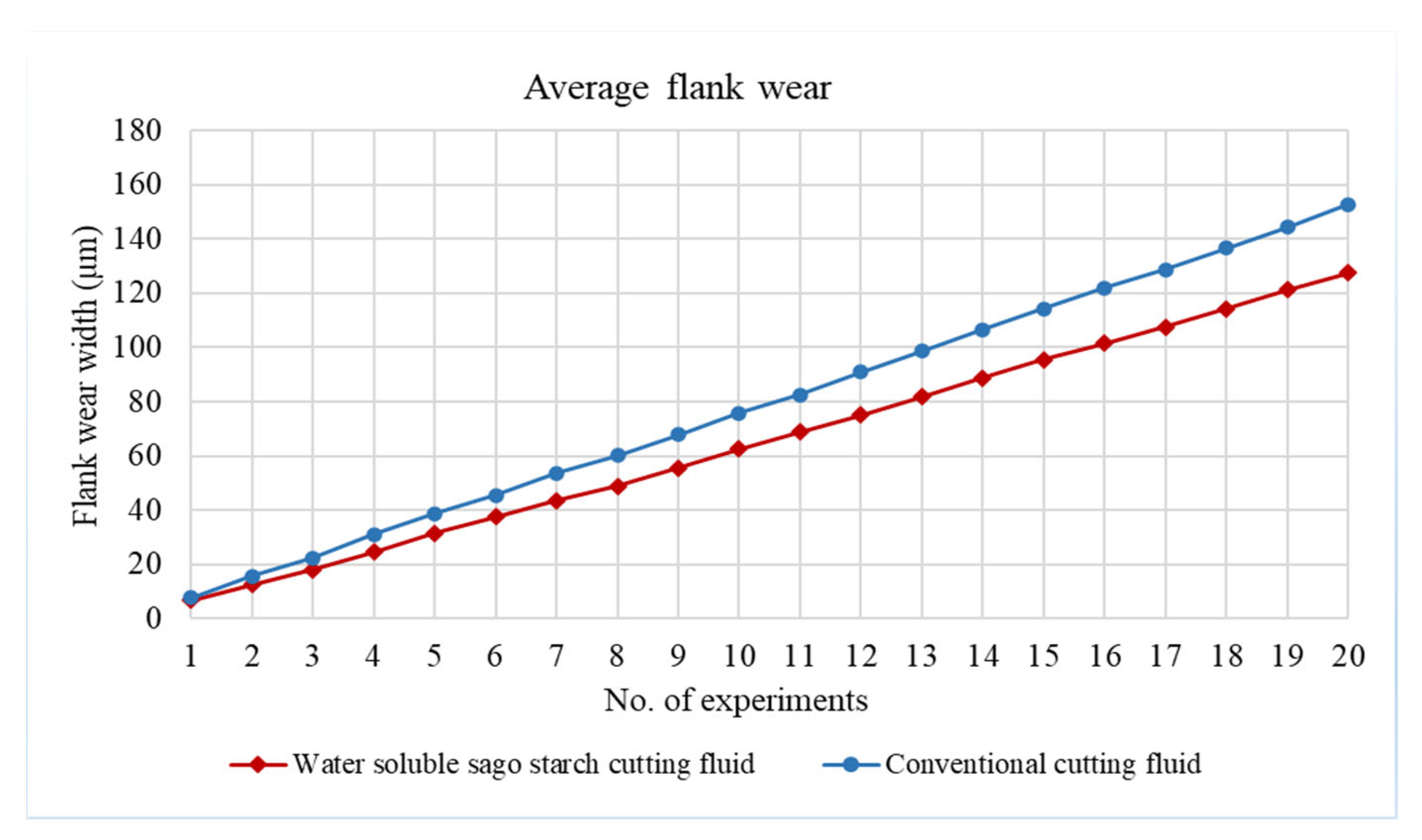
3.2.2. Flank Wear (VB)
3.3. Qualitative Measurement
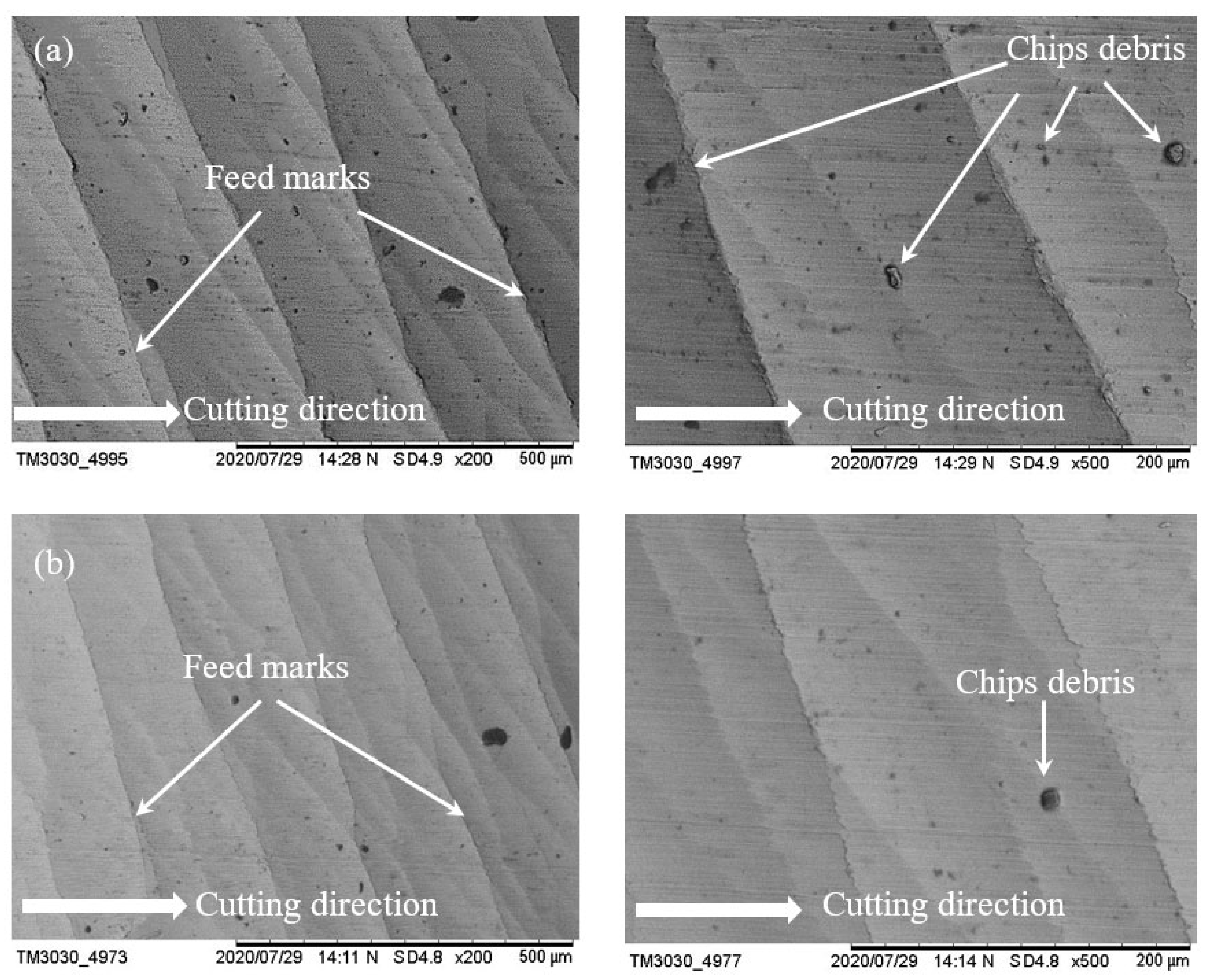
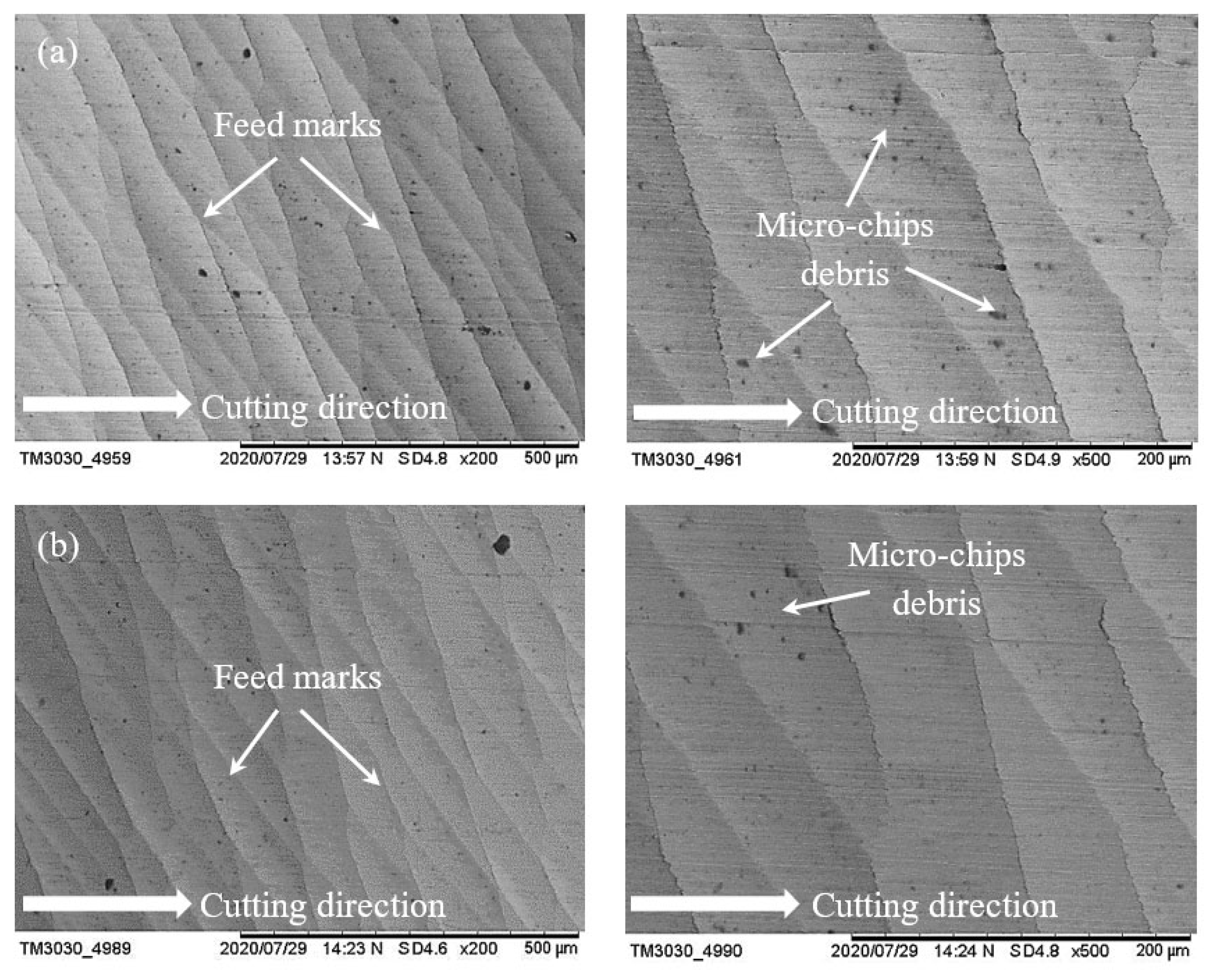
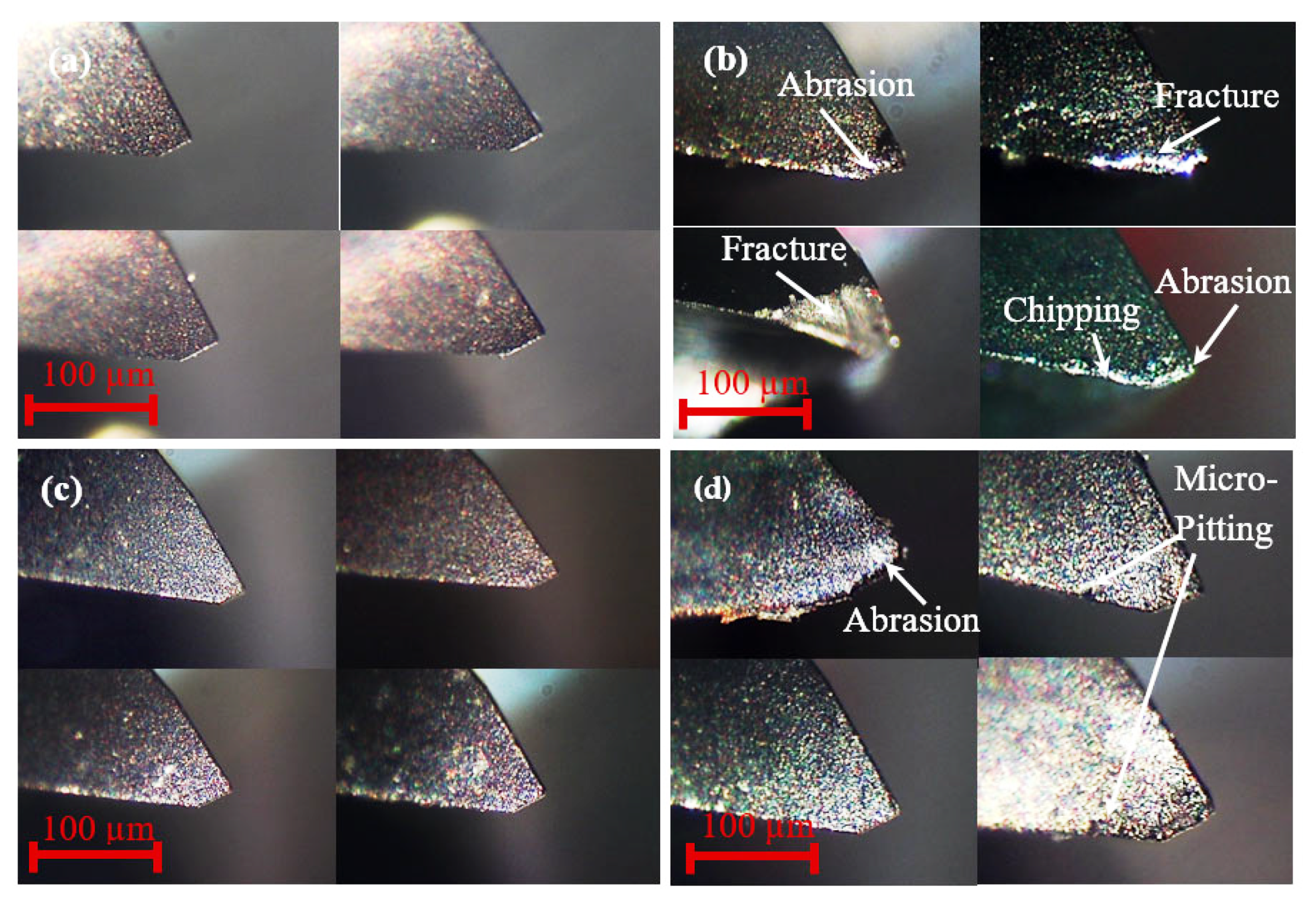
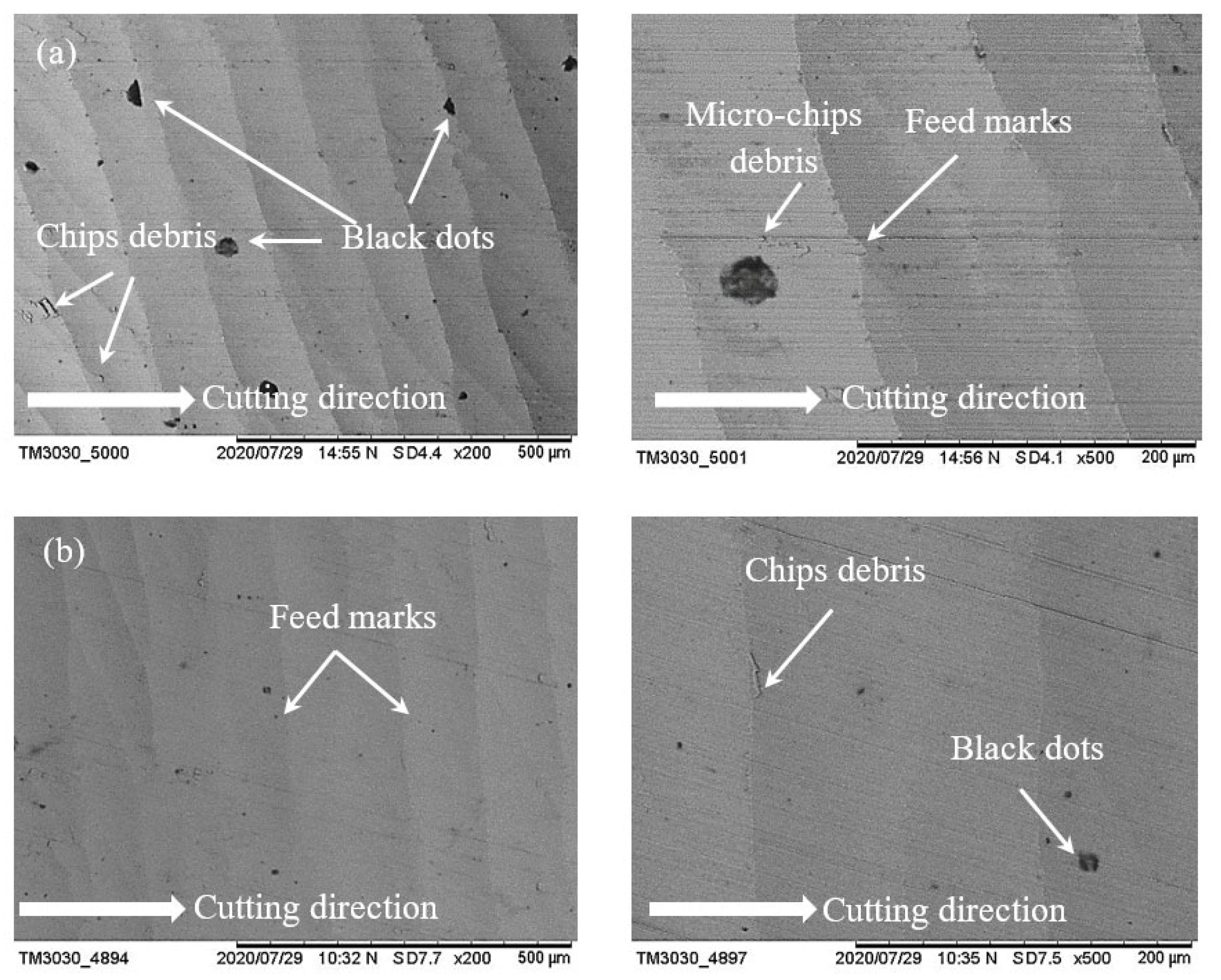
3.3.1. Surface Morphology
3.3.2. Tool Life
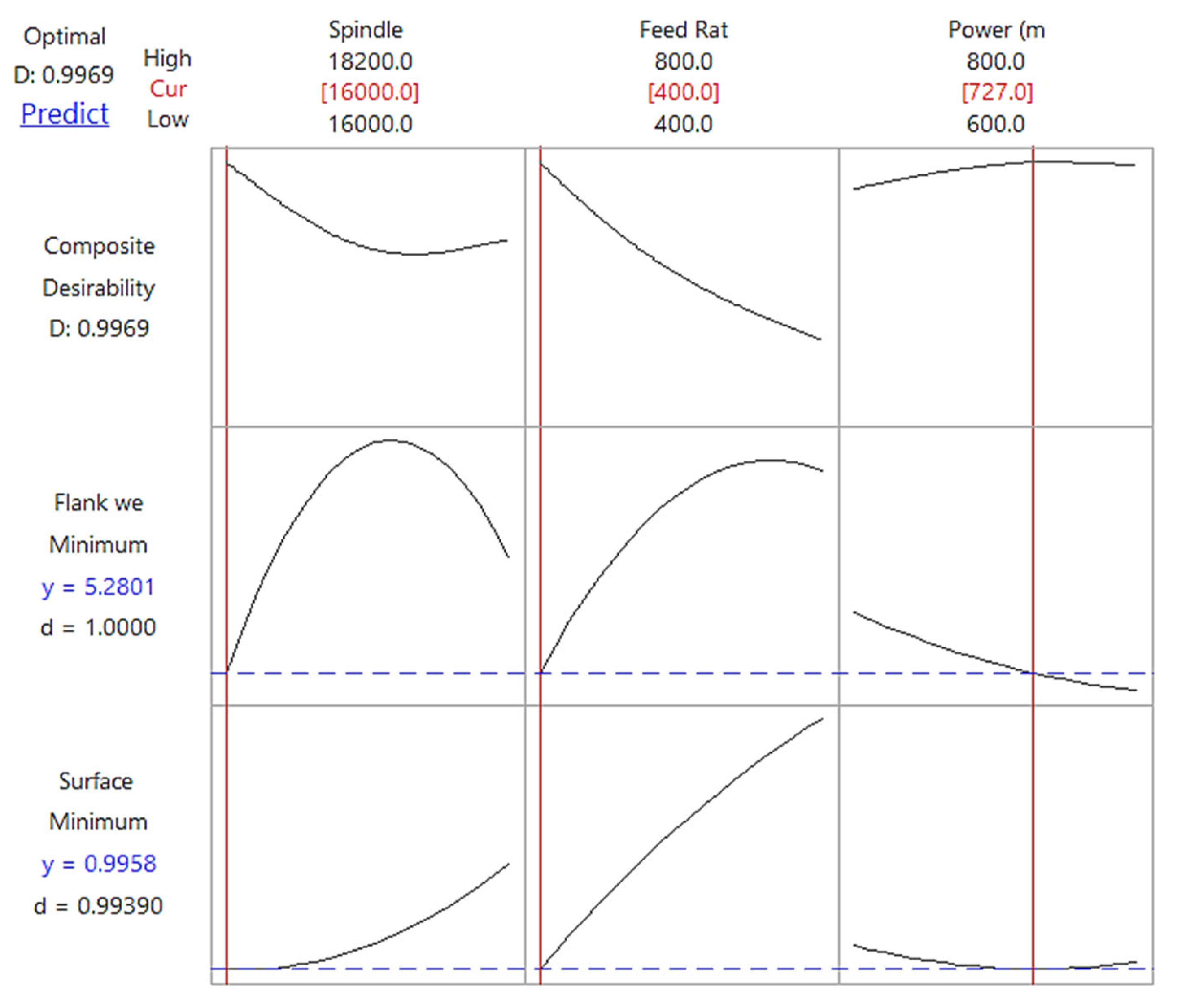
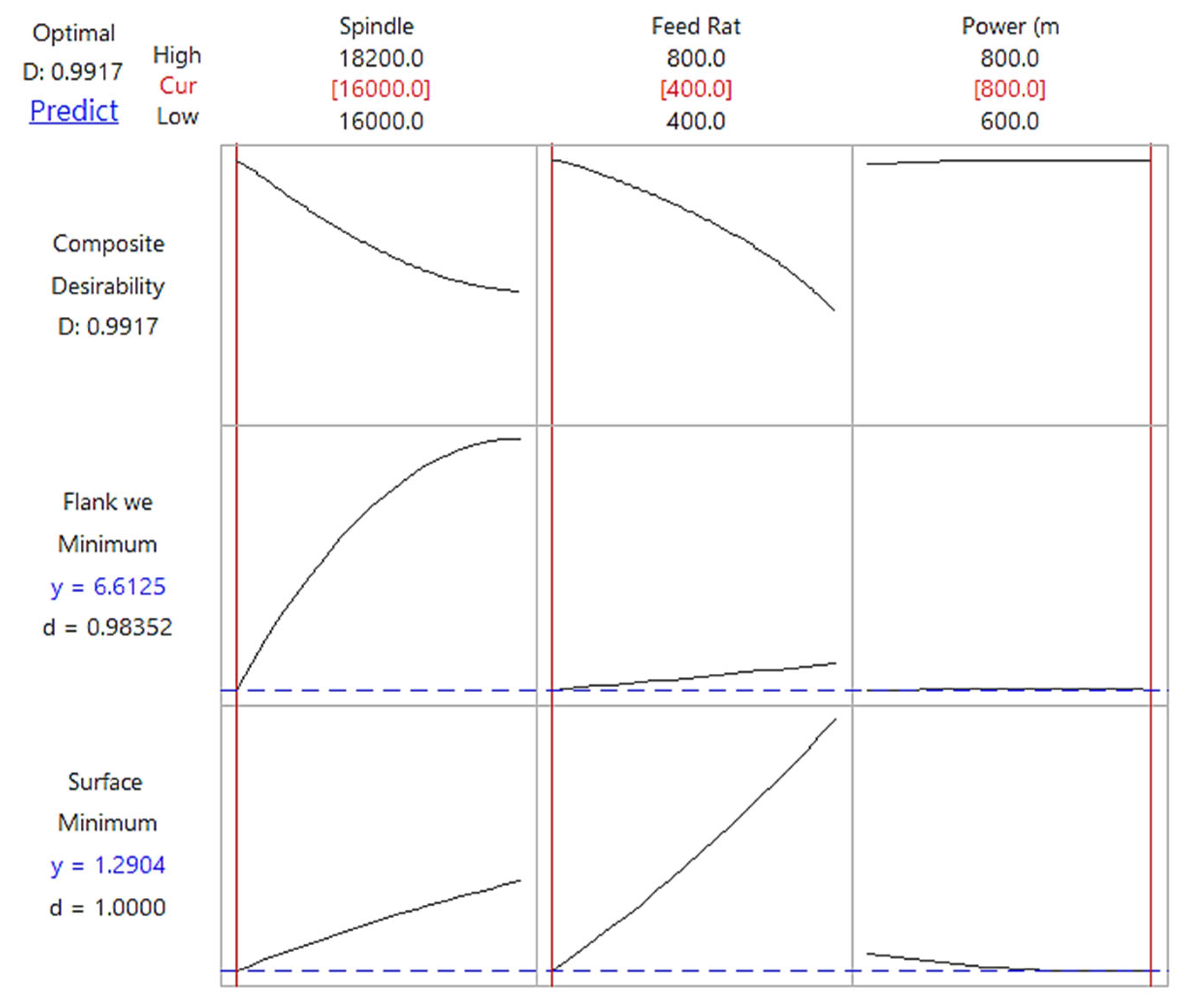
3.4. Optimization
3.4.1. Statistical Outcome
3.4.2. Graphical Outcome
3.5. Estimation Using ELM
4. Conclusions
- The effect of single process parameter on surface roughness and flank wear were analyzed. In the levels of the parameters which were defined previously, the both surface roughness and flank wear with sago starch cutting fluid increased with an increase in the spindle speed and feed rate, and decreased with an increase in the laser power. However, the spindle speed has a significant influence on these machining characteristics. For instance, with higher spindle speed (18200 RPM), the minimum Ra and VB were 1.442 µm and 5.75 µm, respectively, with sago starch cutting fluid compared to conventional fluid (1.535 µm and 7.96 µm, respectively). Overall, with water-soluble sago starch cutting fluid, the surface roughness and flank wear reduced by 48.23% and 38.41%, respectively, compared to conventional droplet cutting fluid;
- RSM-based optimization of the input process parameters was achieved at a spindle speed of 16,000 rpm, feed rate of 400 mm/min and laser power of 727 mW, and the predicted values of surface roughness and flank wear were 0.9958 µm and 5.2801 µm for the proposed cutting fluid. For the conventional, at a spindle speed of 16,000 rpm, feed rate of 400 mm/min and laser power of 800 mW, the predicted surface roughness and flank wear values were 1.2904 µm and 6.6125 µm. Therefore, the surface roughness and flank wear reduced by 29.58% and 25.23%, respectively, compared to conventional cutting fluid;
- Surface morphology analysis showed that the jagged feed lines converted to the straight smooth lines and the presence of chips debris reduced with the proposed cutting fluid compared to conventional. Tool life is improved by 19.64%;
- ELM-based prediction errors of the surface roughness and flank wear were only 3.52% and 1.33%, respectively with the proposed cutting fluid. With the conventional cutting fluid, the predicted errors of surface roughness and flank wear were only 2.79% and 0.57%, respectively, suggesting good agreement between observations and predictions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| AI | Artificial Intelligence |
| AlTiBN | Titanium Aluminum Boron Nitride |
| ANN | Artificial Neural Network |
| ANOVA | Analysis of Variance |
| CCD | Central Composite Design |
| DoE | Design of Experiment |
| EDM | Electrical Discharge Machining |
| ELM | Extreme Learning Machine |
| LAM | Laser-Assisted Machining |
| MQL | Minimum Quantity Lubrication |
| RSM | Response Surface Methodology |
| SEM | Scanning Electron Microscope |
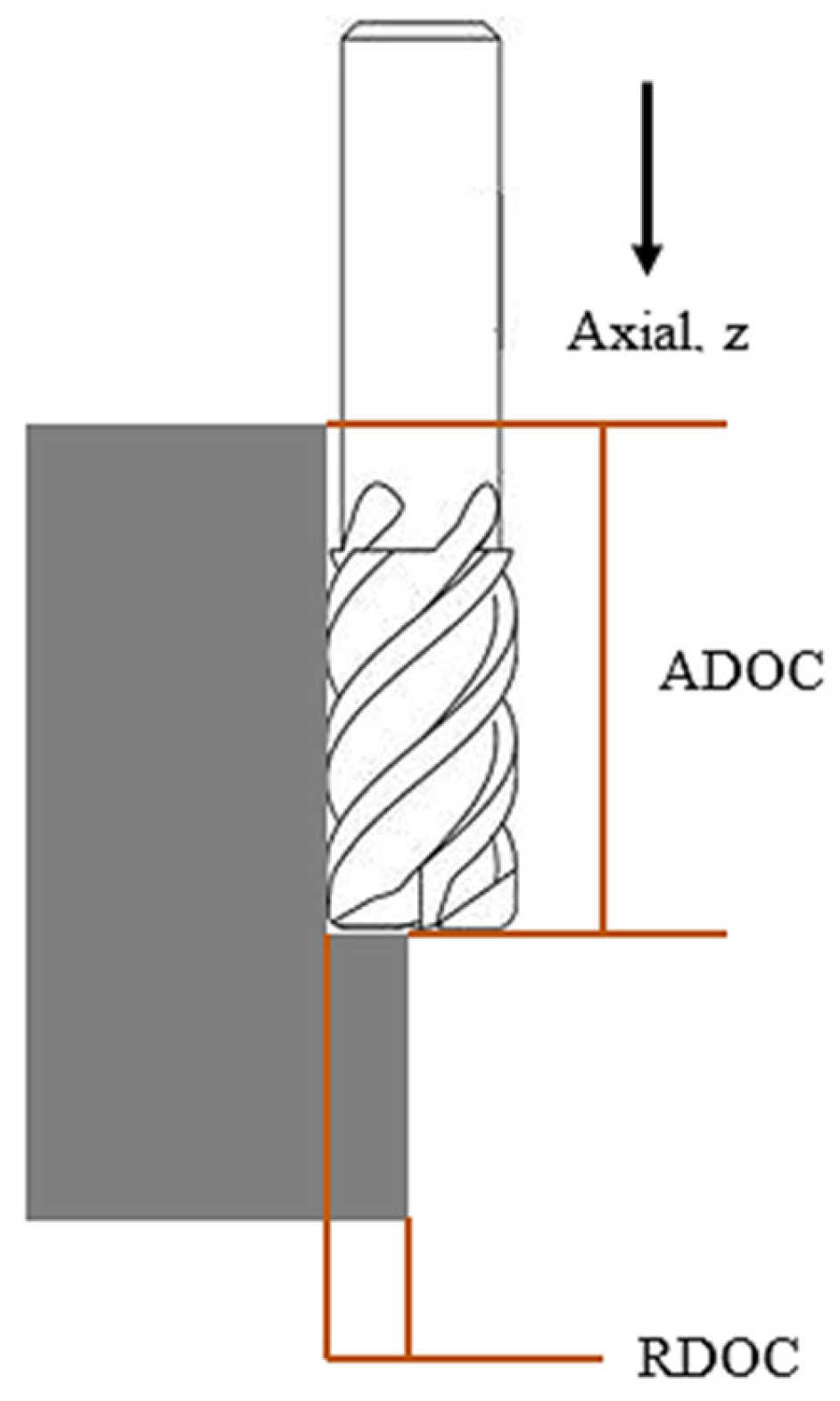
| ADOC | Axial depth of cut |
| RDOC | Radial depth of cut |
| n | Spindle speed |
| f | Feed rate |
| P | Laser power |
| 2FI | Two factor interaction |
| DF | Degrees of Freedom |
| Adj SS | Adjusted Sum of Squares |
| Adj MS | Adjusted Mean Squares |
References
- Kuram, E.; Ozcelik, B.; Bayramoglu, M.; Demirbas, E.; Simsek, B.T. Optimization of cutting fluids and cutting parameters during end milling by using D-optimal design of experiments. J. Clean. Prod. 2013, 42, 159–166. [Google Scholar] [CrossRef]
- Liu, G.; Huang, C.; Zou, B.; Liu, H.; Liu, Z.; Liu, Y.; Li, C. The modification of corrosion resistance of 17-4PH stainless steel by cutting process. J. Manuf. Process. 2020, 49, 447–455. [Google Scholar] [CrossRef]
- Szczotkarz, N.; Mrugalski, R.; Maruda, R.W.; Królczyk, G.M.; Legutko, S.; Leksycki, K.; Dębowski, D.; Pruncu, C.I. Cutting tool wear in turning 316L stainless steel in the conditions of minimized lubrication. Tribol. Int. 2021, 156, 106813. [Google Scholar] [CrossRef]
- Nguyen, T.-T.; Mia, M.; Dang, X.-P.; Le, C.-H.; Packianather, M.S. Green machining for the dry milling process of stainless steel 304. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 881–899. [Google Scholar] [CrossRef]
- Liu, G.-J.; Zhou, Z.-C.; Qian, X.; Pang, W.-H.; Li, G.-H.; Tan, G.-Y. Wear mechanism of cemented carbide tool in high speed milling of stainless steel. Chin. J. Mech. Eng. 2018, 31, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Bermingham, M.; Palanisamy, S.; Dargusch, M. Understanding the tool wear mechanism during thermally assisted machining Ti-6Al-4V. Int. J. Mach. Tools Manuf. 2012, 62, 76–87. [Google Scholar] [CrossRef]
- Elhami, S.; Razfar, M.; Farahnakian, M. Analytical, numerical and experimental study of cutting force during thermally enhanced ultrasonic assisted milling of hardened AISI 4140. Int. J. Mech. Sci. 2015, 103, 158–171. [Google Scholar] [CrossRef]
- Attia, H.; Tavakoli, S.; Vargas, R.; Thomson, V. Laser-assisted high-speed finish turning of superalloy Inconel 718 under dry conditions. Cirp Ann. 2010, 59, 83–88. [Google Scholar] [CrossRef]
- Ito, Y.; Kizaki, T.; Shinomoto, R.; Ueki, M.; Sugita, N.; Mitsuishi, M. High-efficiency and precision cutting of glass by selective laser-assisted milling. Precis. Eng. 2017, 47, 498–507. [Google Scholar] [CrossRef]
- Cao, X.-F.; Woo, W.-S.; Lee, C.-M. A study on the laser-assisted milling of 13-8 stainless steel for optimal machining. Opt. Laser Technol. 2020, 132, 106473. [Google Scholar] [CrossRef]
- Kim, I.-W.; Lee, C.-M. Investigation into the machining characteristics of AISI 1045 steel and Inconel 718 for an ellipsoidal shape using laser-assisted contouring and ramping machining. Int. J. Precis. Eng. Manuf. 2017, 18, 1231–1238. [Google Scholar] [CrossRef]
- Bermingham, M.; Kent, D.; Dargusch, M. A new understanding of the wear processes during laser assisted milling 17–4 precipitation hardened stainless steel. Wear 2015, 328, 518–530. [Google Scholar] [CrossRef]
- Kadivar, M.; Azrhoushang, B.; Zahedi, A.; Müller, C. Laser-assisted micro-milling of austenitic stainless steel X5CrNi18–10. J. Manuf. Process. 2019, 48, 174–184. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Wojciechowski, S.; Powalka, B.; Klos, S.; Szczotkarz, N.; Matuszak, M.; Khanna, N. Evaluation of turning with different cooling-lubricating techniques in terms of surface integrity and tribologic properties. Tribol. Int. 2020, 148, 106334. [Google Scholar] [CrossRef]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental friendly cutting fluids and cooling techniques in machining: A review. J. Clean. Prod. 2014, 83, 33–47. [Google Scholar] [CrossRef]
- Shah, P.; Khanna, N.; Zadafiya, K.; Bhalodiya, M.; Maruda, R.W.; Krolczyk, G.M. In-house development of eco-friendly lubrication techniques (EMQL, Nanoparticles+ EMQL and EL) for improving machining performance of 15–5 PHSS. Tribol. Int. 2020, 151, 106476. [Google Scholar] [CrossRef]
- Padmini, R.; Krishna, P.V.; Rao, G.K.M. Effectiveness of vegetable oil based nanofluids as potential cutting fluids in turning AISI 1040 steel. Tribol. Int. 2016, 94, 490–501. [Google Scholar] [CrossRef]
- Rahim, E.; Sasahara, H. A study of the effect of palm oil as MQL lubricant on high speed drilling of titanium alloys. Tribol. Int. 2011, 44, 309–317. [Google Scholar] [CrossRef]
- Ozcelik, B.; Kuram, E.; Cetin, M.H.; Demirbas, E. Experimental investigations of vegetable based cutting fluids with extreme pressure during turning of AISI 304L. Tribol. Int. 2011, 44, 1864–1871. [Google Scholar] [CrossRef]
- Tsai, Y.Y.; Chang, C.-K. Machining Fluid. U.S. Patents 20100133238A1, 9 March 2010. [Google Scholar]
- Fukutani, Y.; Nakayama, E.; Wada, Y.; Suzuki, S. Water-Soluble Cutting Fluid. U.S. Patents 6,242,391, 5 January 2001. [Google Scholar]
- Erween, A.R.; Hemarani, D. Evaluation of mist flow characteristic and performance in minimum quantity lubrication (MQL) machining. Measurement 2018, 123, 213–225. [Google Scholar]
- Abbas, A.T.; Gupta, M.K.; Soliman, M.S.; Mia, M.; Hegab, H.; Luqman, M.; Pimenov, D.Y. Sustainability assessment associated with surface roughness and power consumption characteristics in nanofluid MQL-assisted turning of AISI 1045 steel. Int. J. Adv. Manuf. Technol. 2019, 105, 1311–1327. [Google Scholar] [CrossRef]
- Babu, M.N.; Anandan, V.; Muthukrishnan, N.; Santhanakumar, M. End milling of AISI 304 steel using minimum quantity lubrication. Measurement 2019, 138, 681–689. [Google Scholar] [CrossRef]
- Bermingham, M.; Sim, W.; Kent, D.; Gardiner, S.; Dargusch, M. Tool life and wear mechanisms in laser assisted milling Ti–6Al–4V. Wear 2015, 322, 151–163. [Google Scholar] [CrossRef] [Green Version]
- Khaliq, W.; Zhang, C.; Jamil, M.; Khan, A.M. Tool wear, surface quality, and residual stresses analysis of micro-machined additive manufactured Ti–6Al–4V under dry and MQL conditions. Tribol. Int. 2020, 151, 106408. [Google Scholar] [CrossRef]
- Moghadasi, K.; Tamrin, K. Multi-pass laser cutting of carbon/Kevlar hybrid composite: Prediction of thermal stress, heat-affected zone, and kerf width by thermo-mechanical modeling. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020, 234, 1–14. [Google Scholar]
- Tamrin, K.; Moghadasi, K.; Sheikh, N. Experimental and numerical investigation on multi-pass laser cutting of natural fibre composite. Int. J. Adv. Manuf. Technol. 2020, 107, 1483–1504. [Google Scholar] [CrossRef]
- Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Mikolajczyk, T.; Soliman, M.S.; El Rayes, M.M. Optimization of cutting conditions using artificial neural networks and the Edgeworth-Pareto method for CNC face-milling operations on high-strength grade-H steel. Int. J. Adv. Manuf. Technol. 2019, 105, 2151–2165. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, N.; Janahiraman, T.V. Modelling and prediction of surface roughness and power consumption using parallel extreme learning machine based particle swarm optimization. In Proceedings of ELM-2014 Volume 2; Jiuwen, C., Ed.; Springer: Berlin/Heidelberg, Germany, 2015; Volume 2, pp. 321–329. [Google Scholar]
- Dashtbayazi, M. Artificial neural network-based multiobjective optimization of mechanical alloying process for synthesizing of metal matrix nanocomposite powder. Mater. Manuf. Process. 2012, 27, 33–42. [Google Scholar] [CrossRef]
- Huang, G.-B.; Zhu, Q.-Y.; Siew, C.-K. Extreme learning machine: Theory and applications. Neurocomputing 2006, 70, 489–501. [Google Scholar] [CrossRef]
- Mustafa, A. Modelling of the hole quality characteristics by Extreme Learning Machine in fiber laser drilling of Ti-6Al-4V. J. Manuf. Process. 2018, 36, 138–148. [Google Scholar]
- Ćojbašić, Ž.; Petković, D.; Shamshirband, S.; Tong, C.W.; Ch, S.; Janković, P.; Dučić, N.; Baralić, J. Surface roughness prediction by extreme learning machine constructed with abrasive water jet. Precis. Eng. 2016, 43, 86–92. [Google Scholar] [CrossRef]
- Anicic, O.; Jović, S.; Skrijelj, H.; Nedić, B. Prediction of laser cutting heat affected zone by extreme learning machine. Opt. Lasers Eng. 2017, 88, 1–4. [Google Scholar] [CrossRef]
- Ahmad, F.B.; Williams, P.A.; Doublier, J.-L.; Durand, S.; Buleon, A. Physico-chemical characterisation of sago starch. Carbohydr. Polym. 1999, 38, 361–370. [Google Scholar] [CrossRef]
- Khandekar, S.; Sankar, M.R.; Agnihotri, V.; Ramkumar, J. Nano-cutting fluid for enhancement of metal cutting performance. Mater. Manuf. Process. 2012, 27, 963–967. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Progress of nanofluid application in machining: A review. Mater. Manuf. Process. 2015, 30, 813–828. [Google Scholar] [CrossRef]
- Wang, S.; Hu, Y.; Fang, K.; Zhang, W.; Wang, X. Effect of surface machining on the corrosion behaviour of 316 austenitic stainless steel in simulated PWR water. Corros. Sci. 2017, 126, 104–120. [Google Scholar] [CrossRef]
- Eshkabilov, S.; Ara, I.; Sevostianov, I.; Azarmi, F.; Tangpong, X. Mechanical and thermal properties of stainless steel parts, manufactured by various technologies, in relation to their microstructure. Int. J. Eng. Sci. 2021, 159, 103398. [Google Scholar] [CrossRef]
- Shukla, P.P.; Lawrence, J.; Paul, A. Influence of laser beam brightness during surface treatment of a ZrO2 engineering ceramic. Lasers Eng. 2011, 22, 151–173. [Google Scholar]
- Tamrin, K.; Zakariyah, S.; Sheikh, N. Multi-criteria optimization in CO2 laser ablation of multimode polymer waveguides. Opt. Lasers Eng. 2015, 75, 48–56. [Google Scholar] [CrossRef]
- Moghadasi, K.; Tamrin, K. Experimental Investigation and Parameter Optimization of Low Power CO 2 Laser Cutting of a Carbon/Kevlar Fibre-reinforced Hybrid Composite. Lasers Eng. Old City Publ. 2020, 45, 85–108. [Google Scholar]
- Markopoulos, A.P.; Karkalos, N.E.; Mia, M.; Pimenov, D.Y.; Gupta, M.K.; Hegab, H.; Khanna, N.; Aizebeoje Balogun, V.; Sharma, S. Sustainability Assessment, Investigations, and Modelling of Slot Milling Characteristics in Eco-Benign Machining of Hardened Steel. Metals 2020, 10, 1650. [Google Scholar] [CrossRef]
- Song, H.; Dan, J.; Du, J.; Ren, G.; Xiao, J.; Xu, J. Multiresponse optimization for laser-assisted machining of fused silica using response surface methodology. Silicon 2019, 11, 3049–3063. [Google Scholar] [CrossRef]
- Aggarwal, V.; Khangura, S.S.; Garg, R. Parametric modeling and optimization for wire electrical discharge machining of Inconel 718 using response surface methodology. Int. J. Adv. Manuf. Technol. 2015, 79, 31–47. [Google Scholar] [CrossRef]
- Bhardwaj, B.; Kumar, R.; Singh, P.K. Surface roughness (Ra) prediction model for turning of AISI 1019 steel using response surface methodology and Box–Cox transformation. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 223–232. [Google Scholar] [CrossRef]
- Bhopale, N.N.; Pawade, R.S.; Joshi, S.S. Surface quality analysis in ball end milling of Inconel 718 cantilevers by response surface methodology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 628–640. [Google Scholar] [CrossRef]
- Parappagoudar, M.; Pratihar, D.; Datta, G. Non-linear modelling using central composite design to predict green sand mould properties. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 881–895. [Google Scholar] [CrossRef]
- Rajmohan, T.; Palanikumar, K. Application of the central composite design in optimization of machining parameters in drilling hybrid metal matrix composites. Measurement 2013, 46, 1470–1481. [Google Scholar] [CrossRef]
- Ucar, F.; Alcin, O.; Dandil, B.; Ata, F. Power quality event detection using a fast extreme learning machine. Energies 2018, 11, 145. [Google Scholar] [CrossRef] [Green Version]
- Feng, G.; Huang, G.-B.; Lin, Q.; Gay, R. Error minimized extreme learning machine with growth of hidden nodes and incremental learning. Ieee Trans. Neural Netw. 2009, 20, 1352–1357. [Google Scholar] [CrossRef]
- Kong, X.; Yang, L.; Zhang, H.; Zhou, K.; Wang, Y. Cutting performance and coated tool wear mechanisms in laser-assisted milling K24 nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2015, 77, 2151–2163. [Google Scholar] [CrossRef]
- Khanna, N.; Pusavec, F.; Agrawal, C.; Krolczyk, G.M. Measurement and evaluation of hole attributes for drilling CFRP composites using an indigenously developed cryogenic machining facility. Measurement 2020, 154, 107504. [Google Scholar] [CrossRef]
- Kuram, E.; Ozcelik, B.; Demirbas, E. Environmentally friendly machining: Vegetable based cutting fluids. In Green Manufacturing Processes and Systems; Davim, J.P., Ed.; Springer: Berlin, UK, 2013; Volume 2, pp. 23–47. [Google Scholar]
- Yasmin, F.; Tamrin, K.F.; Sheikh, N.A. Extreme Learning Machine in Laser-Assisted Machining Using Waste Palm Cooking Oil. In Natural Food Products and Waste Recovery; Elizabeth, C.-M., Ed.; Apple Academic Press: Burlington, ON, Canada, 2020. [Google Scholar]
- Kim, T.-W.; Lee, C.-M. A study on the development of milling process for silicon nitride using ball end-mill tools by laser-assisted machining. Int. J. Adv. Manuf. Technol. 2015, 77, 1205–1211. [Google Scholar] [CrossRef]
- Pimenov, D.Y. The effect of the rate flank wear teeth face mills on the processing. J. Frict. Wear 2013, 34, 156–159. [Google Scholar] [CrossRef]
- Bhushan, R.K.; Kumar, S.; Das, S. Effect of machining parameters on surface roughness and tool wear for 7075 Al alloy SiC composite. Int. J. Adv. Manuf. Technol. 2010, 50, 459–469. [Google Scholar] [CrossRef]
- Su, Y.; He, N.; Li, L.; Li, X. An experimental investigation of effects of cooling/lubrication conditions on tool wear in high-speed end milling of Ti-6Al-4V. Wear 2006, 261, 760–766. [Google Scholar] [CrossRef]
- Uros, Z.; Franc, C.; Edi, K. Adaptive network based inference system for estimation of flank wear in end-milling. J. Mater. Process. Technol. 2009, 209, 1504–1511. [Google Scholar] [CrossRef]
- Liao, Y.; Lin, H.; Chen, Y. Feasibility study of the minimum quantity lubrication in high-speed end milling of NAK80 hardened steel by coated carbide tool. Int. J. Mach. Tools Manuf. 2007, 47, 1667–1676. [Google Scholar] [CrossRef]
- Yasmin, F.; Tamrin, K.; Sheikh, N. Laser-assisted High Speed Machining of Aluminium Alloy: The Effect of Ultrasonic-induced Droplet Vegetable-based Cutting Fluid on Surface Roughness and Tool Wear. Lasers Eng. Old City Publ. 2021, 48, 195–225. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| P | S | C | Si | Mn | Mo | Ni | Cr | Fe |
|---|---|---|---|---|---|---|---|---|
| ≤0.002 | 0.01 | 0.074 | 0.35 | 1.06 | 2.22 | 11.61 | 16.92 | 67.75 |
| Properties | Value |
|---|---|
| Density (g/cm3) | 8 |
| Melting point (°C) | 1370–1400 |
| Thermal conductivity (W/m.K) | 16.3 |
| Young’s modulus (GPa) | 193 |
| Hardness Brinell (HB) | 149 |
| Chemical Properties | Quantity |
|---|---|
| Distilled water | 11 L |
| Sago starch | 5 g |
| Sodium carbonate | 50 g |
| Sodium hydrogen carbonate | 30 g |
| Ethanol | 2 mL |
| Dehydroacetic acid | 0.5 g |
| Cresol and soap solution | 10 mL |
| Rust preventive agent (linoleic acid) | 10 mL |
| Parameters | Description |
|---|---|
| End-mill style | ISE1-8-4T |
| End-mill material | Micro-grain carbide |
| Coating | Titanium aluminum boron nitride (AlTiBN) |
| No. of flute | 4 |
| End-mill diameter | 3.175 mm |
| Cutting length | 9.525 mm |
| Shank diameter | 3.175 mm |
| Full length | 38.1 mm |
| Parameter | Value |
|---|---|
| Cutting length | 25 mm |
| Radial depth of cut | 0.4 mm |
| Axial depth of cut (depth per pass) | 0.2 mm |
| Total depth of cut | 3 mm |
| Plunge rate | 90 mm/min |
| Extension | |||||
|---|---|---|---|---|---|
| Parameter | Unit | Annotation | −1 | 0 | +1 |
| Spindle speed | rpm | N | 16,000 | 17,100 | 18,200 |
| Feed rate | mm/min | F | 400 | 600 | 800 |
| Laser power | mW | P | 600 | 700 | 800 |
| Experimental Input Parameter | Response | ||||||
|---|---|---|---|---|---|---|---|
| No. | Spindle Speed (rpm) | Feed Rate (mm/min) | Power (mW) | Surface Roughness (µm) | Flank Wear (µm) | ||
| Water-Soluble Sago Starch Cutting Fluid | Conventional Cutting Fluid | Water-Soluble Sago starch Cutting Fluid | Conventional Cutting Fluid | ||||
| 1 | 17,100 | 600 | 700 | 1.408 | 1.638 | 6.8221 | 7.8016 |
| 2 | 18,200 | 400 | 800 | 1.442 | 1.535 | 5.7516 | 7.9606 |
| 3 | 16,000 | 400 | 600 | 1.097 | 1.334 | 5.5646 | 6.6239 |
| 4 | 18,200 | 800 | 600 | 1.497 | 1.737 | 6.4682 | 8.5734 |
| 5 | 17,100 | 600 | 700 | 1.412 | 1.635 | 6.8871 | 7.7998 |
| 6 | 16,000 | 800 | 800 | 1.912 | 2.077 | 6.0577 | 6.7892 |
| 7 | 18,200 | 400 | 600 | 1.464 | 1.556 | 5.9019 | 8.0057 |
| 8 | 16,000 | 400 | 800 | 1.079 | 1.310 | 5.2812 | 6.5796 |
| 9 | 17,100 | 600 | 700 | 1.403 | 1.630 | 6.8717 | 7.8098 |
| 10 | 17,100 | 600 | 700 | 1.399 | 1.632 | 6.8528 | 7.8110 |
| 11 | 16,000 | 800 | 600 | 2.100 | 2.225 | 6.2510 | 6.8118 |
| 12 | 18,200 | 800 | 800 | 1.477 | 1.709 | 6.4232 | 8.3694 |
| 13 | 17,100 | 600 | 800 | 1.387 | 1.611 | 6.6984 | 7.7655 |
| 14 | 17,100 | 600 | 600 | 1.432 | 1.659 | 6.9238 | 7.8224 |
| 15 | 17,100 | 600 | 700 | 1.405 | 1.640 | 6.8467 | 7.8055 |
| 16 | 17,100 | 400 | 700 | 0.989 | 1.466 | 6.0472 | 7.6894 |
| 17 | 16,000 | 600 | 700 | 1.474 | 1.598 | 5.8764 | 6.6943 |
| 18 | 17,100 | 800 | 700 | 1.582 | 1.856 | 6.8720 | 7.9289 |
| 19 | 17,100 | 600 | 700 | 1.412 | 1.636 | 6.8671 | 7.8093 |
| 20 | 18,200 | 600 | 700 | 1.464 | 1.604 | 6.3539 | 8.2359 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Spindle speed | 1 | 0.01011 | 0.010112 | 6.00 | 0.040 | significant |
| Feed rate | 1 | 0.62350 | 0.623501 | 370.18 | 0.000 | significant |
| Power | 1 | 0.00858 | 0.008585 | 5.10 | 0.054 | significant |
| Spindle speed × Spindle speed | 1 | 0.03374 | 0.033736 | 20.03 | 0.002 | significant |
| Feed rate × Feed rate | 1 | 0.01368 | 0.013681 | 8.12 | 0.021 | significant |
| Power × Power | 1 | 0.00743 | 0.007429 | 4.41 | 0.069 | significant |
| Spindle speed × Feed rate | 1 | 0.39073 | 0.390728 | 231.98 | 0.000 | significant |
| Spindle speed × Power | 1 | 0.00336 | 0.003362 | 2.00 | 0.195 | |
| Feed rate × Power | 1 | 0.00353 | 0.003528 | 2.09 | 0.186 | |
| Error | 8 | 0.01347 | 0.001684 | |||
| Total | 17 | 1.14653 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Spindle speed | 1 | 0.016241 | 0.016241 | 11.40 | 0.010 | significant |
| Feed rate | 1 | 0.577441 | 0.577441 | 405.34 | 0.000 | significant |
| Power | 1 | 0.007236 | 0.007236 | 5.08 | 0.054 | significant |
| Spindle speed × Spindle speed | 1 | 0.000642 | 0.000642 | 0.45 | 0.521 | |
| Feed rate × Feed rate | 1 | 0.005322 | 0.005322 | 3.74 | 0.089 | significant |
| Power × Power | 1 | 0.000922 | 0.000922 | 0.65 | 0.444 | |
| Spindle speed × Feed rate | 1 | 0.212226 | 0.212226 | 148.97 | 0.000 | significant |
| Spindle speed × Power | 1 | 0.001891 | 0.001891 | 1.33 | 0.283 | |
| Feed rate × Power | 1 | 0.002145 | 0.002145 | 1.51 | 0.255 | |
| Error | 8 | 0.011397 | 0.001425 | |||
| Total | 17 | 0.845237 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Spindle speed | 1 | 0.34891 | 0.34891 | 85.58 | 0.000 | significant |
| Feed rate | 1 | 1.24299 | 1.24299 | 304.87 | 0.000 | significant |
| Power | 1 | 0.08053 | 0.08053 | 19.75 | 0.002 | significant |
| Spindle speed × Spindle speed | 1 | 1.13803 | 1.13803 | 279.13 | 0.000 | significant |
| Feed rate × Feed rate | 1 | 0.25246 | 0.25246 | 61.92 | 0.000 | significant |
| Power × Power | 1 | 0.00539 | 0.00539 | 1.32 | 0.283 | |
| Spindle speed × Feed rate | 1 | 0.00633 | 0.00633 | 1.55 | 0.248 | |
| Spindle speed × Power | 1 | 0.00990 | 0.00990 | 2.43 | 0.158 | |
| Feed rate × Power | 1 | 0.00477 | 0.00477 | 1.17 | 0.311 | |
| Error | 8 | 0.03262 | 0.00408 | |||
| Total | 17 | 5.00305 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Spindle speed | 1 | 5.84644 | 5.84644 | 7025.29 | 0.000 | significant |
| Feed rate | 1 | 0.26034 | 0.26034 | 312.83 | 0.000 | significant |
| Power | 1 | 0.01391 | 0.01391 | 16.71 | 0.003 | significant |
| Spindle speed × Spindle speed | 1 | 0.30726 | 0.30726 | 369.21 | 0.000 | significant |
| Feed rate × Feed rate | 1 | 0.00009 | 0.00009 | 0.11 | 0.754 | |
| Power × Power | 1 | 0.00024 | 0.00024 | 0.29 | 0.605 | |
| Spindle speed × Feed rate | 1 | 0.04191 | 0.04191 | 50.35 | 0.000 | significant |
| Spindle speed × Power | 1 | 0.00415 | 0.00415 | 4.99 | 0.056 | significant |
| Feed rate × Power | 1 | 0.00235 | 0.00235 | 2.83 | 0.131 | |
| Error | 8 | 0.00666 | 0.00083 | |||
| Total | 17 | 6.75597 |
| Method | Characteristic | Experimentation, µm | Prediction, µm | Error, % |
|---|---|---|---|---|
| Water-soluble sago starch cutting fluid | Surface roughness | 1.023 | 0.9958 | 2.66 |
| Flank wear | 5.2960 | 5.2801 | 0.30 | |
| Conventional cutting fluid | Surface roughness | 1.295 | 1.2904 | 0.36 |
| Flank wear | 6.5635 | 6.6125 | 0.75 |
| Run | Water-Soluble Sago Starch Cutting Fluid | |||||
|---|---|---|---|---|---|---|
| Surface Roughness | Flank Wear | |||||
| Experimentation (µm) | Prediction (µm) | Error % | Experimentation (µm) | Prediction (µm) | Error % | |
| 1 | 1.582 | 1.6317 | 3.14 | 6.8720 | 7.0973 | 3.28 |
| 2 | 1.477 | 1.4237 | 3.61 | 6.4232 | 6.4259 | 0.04 |
| 3 | 1.474 | 1.5446 | 4.79 | 5.8764 | 5.8135 | 1.07 |
| 4 | 1.464 | 1.4904 | 1.80 | 5.9019 | 5.9712 | 1.17 |
| 5 | 1.079 | 0.9959 | 7.70 | 5.2812 | 5.3600 | 1.49 |
| 6 | 1.432 | 1.4310 | 0.07 | 6.9238 | 6.9860 | 0.90 |
| Average error % | 3.52 | Average error % | 1.33 | |||
| Run | Conventional Cutting Fluid | |||||
|---|---|---|---|---|---|---|
| Surface Roughness (Ra) | Flank Wear (VB) | |||||
| Experimentation (µm) | Prediction (µm) | Error % | Experimentation (µm) | Prediction (µm) | Error % | |
| 1 | 1.856 | 1.8449 | 0.60 | 7.9289 | 7.9891 | 0.76 |
| 2 | 1.709 | 1.6568 | 3.05 | 8.3694 | 8.4071 | 0.45 |
| 3 | 1.598 | 1.7366 | 8.67 | 6.6943 | 6.6961 | 0.03 |
| 4 | 1.556 | 1.5354 | 1.32 | 8.0057 | 8.0713 | 0.82 |
| 5 | 1.310 | 1.3023 | 0.59 | 6.5796 | 6.6551 | 1.15 |
| 6 | 1.659 | 1.7002 | 2.48 | 7.8224 | 7.8375 | 0.19 |
| Average error % | 2.79 | Average error % | 0.57 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yasmin, F.; Tamrin, K.F.; Sheikh, N.A.; Barroy, P.; Yassin, A.; Khan, A.A.; Mohamaddan, S. Laser-Assisted High Speed Machining of 316 Stainless Steel: The Effect of Water-Soluble Sago Starch Based Cutting Fluid on Surface Roughness and Tool Wear. Materials 2021, 14, 1311. https://doi.org/10.3390/ma14051311
Yasmin F, Tamrin KF, Sheikh NA, Barroy P, Yassin A, Khan AA, Mohamaddan S. Laser-Assisted High Speed Machining of 316 Stainless Steel: The Effect of Water-Soluble Sago Starch Based Cutting Fluid on Surface Roughness and Tool Wear. Materials. 2021; 14(5):1311. https://doi.org/10.3390/ma14051311
Chicago/Turabian StyleYasmin, Farhana, Khairul Fikri Tamrin, Nadeem Ahmed Sheikh, Pierre Barroy, Abdullah Yassin, Amir Azam Khan, and Shahrol Mohamaddan. 2021. "Laser-Assisted High Speed Machining of 316 Stainless Steel: The Effect of Water-Soluble Sago Starch Based Cutting Fluid on Surface Roughness and Tool Wear" Materials 14, no. 5: 1311. https://doi.org/10.3390/ma14051311