1. Introduction
Currently, plastic parts for various applications are produced mainly through the injection molding process under heat and pressure conditions to form the product into the desired shape and size [
1,
2]. In general, molds for plastic injection molding are usually made of tool steel through the machining process using a CNC (Computer Numerical Control) precision machine [
3,
4,
5]. Toolmakers need to invest in expensive equipment, such as CNC machine tools, an Electro-Discharge Machine (EDM), drilling machine and metrology equipment, which have high flexibility for small-to-medium batch production and mold component fabrication [
6]. The dimensional accuracy of the tooling and fabrication process depends on the strict requirements of the final product which requires high precision for complex geometry and fine surface finishing [
7]. In addition, the market also demands products of a higher quality, cheaper costs, shorter product development cycles, and that fulfill the environmental requirements for sustainability [
3,
8]. Therefore, innovations in appliance methods and materials need to be adopted to meet the product manufacturing cycle requirements [
9,
10,
11].
In the last two decades, in order to meet the new trends within the plastics industry, the concept of a hybrid mold (
Figure 1) has been developed for injection molding applications. A hybrid mold is a novel method in the fabrication of injection molds which combines the conventional machining for mold-based and Rapid Tooling (RT) techniques for mold inserts (core and cavity inserts) [
10,
12,
13]. The advantages of this type of mold are efficiency in minimizing waste and energy consumption; agility to customize and ease of flexibility to change and incorporate design concepts [
14,
15,
16]. The advantages of this type of mold are efficiency in minimizing waste and energy consumption; agility to customize and ease of flexibility to change and incorporate design concepts [
2,
3,
8]. Manufacturers have sought the non-conventional process for tooling fabrication which includes RT and explored alternative materials with faster delivery, increased quality, reduced product development time, and compatible with global trends [
10].
A common route for fabricating molding blocks and mold inserts is through the vacuum casting process of the Metal Epoxy Composite (MEC) [
17,
18], whereby epoxy-based material was mixed with the metal fillers (aluminum, brass, and copper) and then poured into the well-prepared pouring container. Nevertheless, the non-uniform mixing of the raw materials, the curing agent, and the presence of trapped gases may cause problems in the fabricated molding blocks and mold inserts [
19,
20]. To establish the best composition and mixing ratio based on percentage weight (wt%), the appropriate composition of metal fillers needs to be determined [
15,
21,
22,
23]. Pontes and Queirós [
12] evaluated the performance of aluminum-filled epoxy mold inserts built by using a hybrid mold, and tested the mold insert for more than 600 shots. The material used was not just aluminum-filled epoxy, but a modified mixture of aluminum-filled epoxy with a nickel-phosphorus layer on its cavity. Tomori et al. [
24] investigated the ceramic-filled epoxy tool as mold inserts for plastic injection molding. During the first 150 shots, the tool performed well without catastrophic failure, with the injection pressure and temperature being, respectively, 20 MPa (200 bar) and 220 °C. However, the results showed a significant effect in terms of the increase in surface roughness, flexural strength and thermal conductivity as a mold insert fabricated using RT methods instead of employing conventional methods. On the other hand, S. Rahmati and P. Dickens [
25] pointed out that resin temperature (Tg), thermal conductivity of filler and fabrication process are important factors in considering how the molded component is affected by the molding process using mold inserts fabricated using the RT technique. There are still some difficulties in the manufacturing of plastic parts using hybrid molds which are related to the thermal properties, mechanical data and behavior of the materials which are either inaccessible or misunderstood [
10]. One of the main issues encountered during the development of RT for the molding process is its low thermal conductivity, which results in slow heat transfer from the molten plastic to the coolant through the mold inserts. Rapid heating and cooling during the injection molding process can further degrade the mold inserts and consequently affect the quality of the part and dimensional accuracy [
16,
26].
Selection of the best composition of filler and well preparation process of mold insert will lead to enhanced mechanical properties that are capable of a higher production volume, such as hardness, strength, and cost-effective molds [
15,
16,
27]. However, the metal fillers will perform better in the epoxy matrix with uniform dispersion as well as suspension in the mixture, and they do not sink to the bottom [
15]. This is an important factor that needs to be considered in order to produce effective MEC mold inserts. In addition, there are several other factors based on the manufacturer’s guidelines and also reported by previous studies [
15,
23,
28] such as curing temperature, curing time, composition of metal fillers based on its weight ratio, degassing time, mixing time, etc. [
29], which will affect the physical, thermal and mechanical properties of the mold inserts produced. To understand the effect of these parameters, the interactions between all of these parameters to the responses should be examined.
Response Surface Methodology (RSM) is useful in correlating the factors and responses as it is less time consuming and is able to detect the true optimum factor [
30,
31]. This allows a number of factors to be simultaneously evaluated and eliminates the need for a large number of independent tests that are otherwise necessary for a standard one-factor or trial and error approach [
29,
32].
2. Methodology
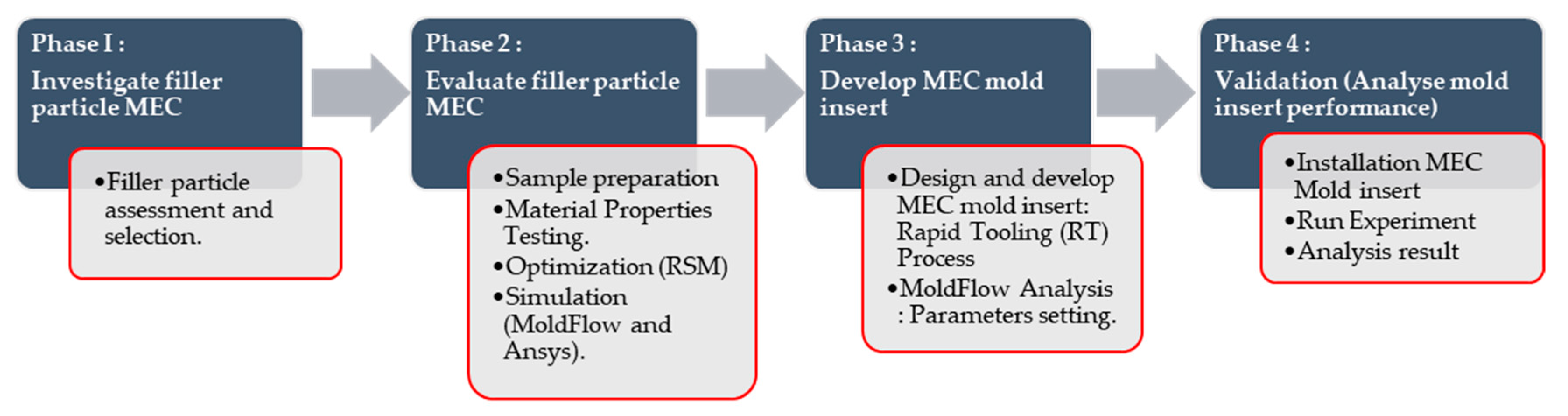
The methodology of this research can be divided into four phases, as presented in
Figure 2. The first phase starts with the investigation on the filler particles which emphasizes the literature review of previous studies on the use of filler particles as metal epoxy composite material. Based on previous studies, ALWA High Temperature resin M2200 manufactured by ALWA resin systems and porous slabs, Grunau, Germany for tooling applications and irregular-shaped brass and copper filler particles were selected for the purpose of improving the ability of mold inserts with regard to its durability and high thermal conductivity. In the second phase, the new MEC formulation was evaluated by producing specimens for various tests and characterization. The specimens were fabricated using filler particle materials of different metals mixed with epoxy resin. The physical characteristics of the newly formed MEC with different filler percentage compositions were evaluated mechanically and thermally for their suitability to be used as mold inserts in injection molding application. By using RSM, the optimum mixing parameters affecting the hardness of the MEC were determined. Experimental design to correlate mixing parameters with mechanical properties of MEC blend was based on two-level factorial designs generated using the optimization software (Design Expert 7, Stat-Ease Inc., Minneapolis, MN, USA). In the third phase, the mold inserts were designed using Computer-Aided Design (CAD) software (Solidworks 2014, Dassault Systems, S. A., Suresnes, France) with incorporating the cooling channels, gating systems, and considering the molded parts as tensile test specimens. Then, the design was simulated using Moldflow simulation software (Autodesk Moldflow Insight 2012, Moldflow, Melbourne, Australia) to obtain the recommended setting of processing parameters for the actual injection molding process. Next, the mold inserts were fabricated using a new MEC formulation and the performance of the mold inserts were evaluated experimentally using an injection molding machine (Nissei NEX1000, Nissei Plastic Industrial Co., LTD., Minamijo, Japan). Finally, in the last phase, the mold inserts were assembled as a sub-assembly and fitted into a standard mold base as a hybrid mold. The mold was tested and rectified before producing specimens for testing purposes. Tensile strength tests were performed on the specimen produced from the injection molding process. The molded part’s test was conducted to determine the effect of fillers on the molded parts.
2.1. Filler Particle Selection
Selection of an appropriate filler particle is very important in ensuring good performance of an MEC mold insert. Many studies have been conducted on various types of thermal and mechanical tests to examine the most influential parameters in the injection molding process, i.e., the cooling time [
15,
16,
23,
27,
33]. In this research, the selection of brass and copper fillers are based on the properties of these materials which offer good thermal conductivity [
23,
33] while maintaining or increasing the compressive strength [
16,
27] compared to other types of fillers that have been used in previous studies [
15,
34]. In order to overcome these problems, many attempts have been made to load epoxy with irregular-shaped brass or copper fillers to evaluate their effectiveness in improving the properties of the epoxy.
Table 1 presents the filler properties supplied by Chengdu Huarui Industrial Co., Ltd, Chendu, China, that were used in this study.
2.2. Sample Preparation
Epoxy resin ALWA HT resin M2200 manufactured by ALWA resin systems and porous slabs, Gronau, Germany [
35], were selected for the tooling matrix, mixed with metal fillers of brass (EB) and copper (EC). ALWA HT Resin is characterized by its good electronic insulation with outstanding properties such as high glass transition temperature, high distortion temperature, low thermal expansion and good chemical resistance to acids, alkalis and organic solvents.
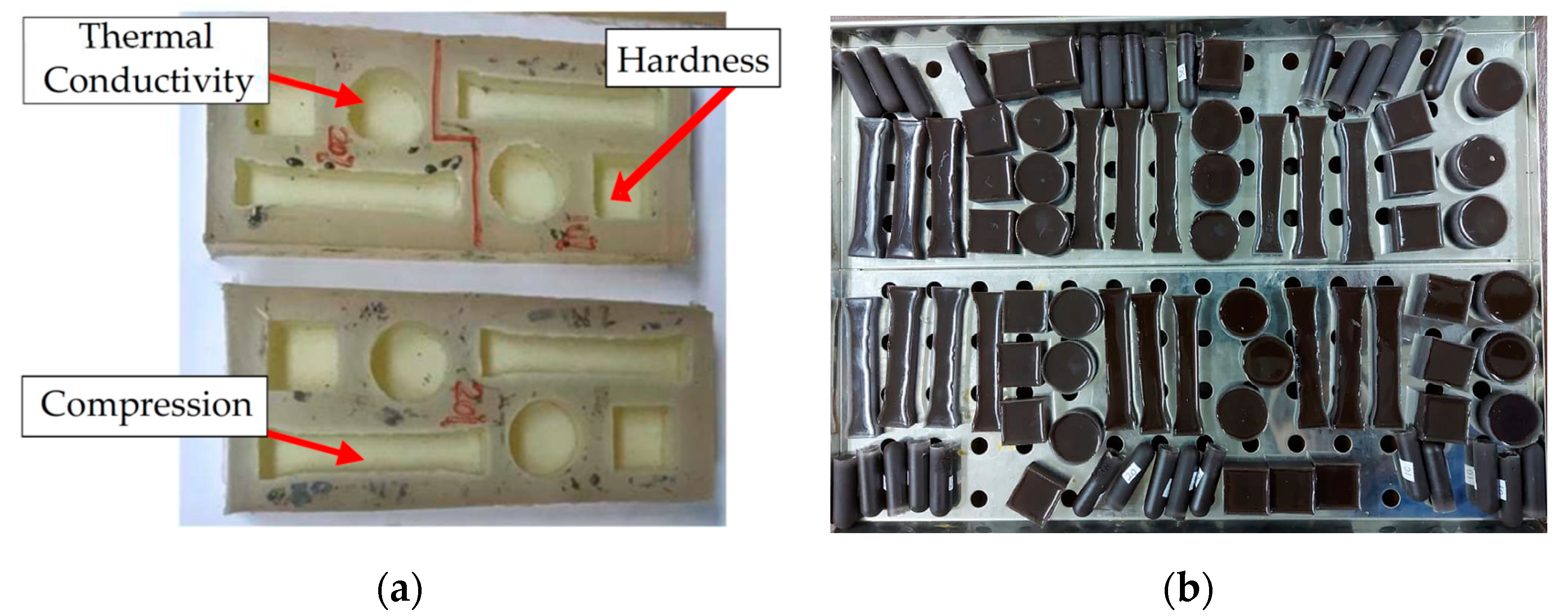
Table 2 tabulates the various compositions of the metal fillers (EB and EC), epoxy resin and hardener. Before mixing the epoxy resin with metal fillers, a silicon rubber mold was prepared with different geometries to produce the test samples for various testing parameters, such as hardness, compression strength, and thermal properties according to American Society for Testing and Materials (ASTM) standards [
36,
37,
38], as shown in
Figure 3. The mixture of epoxy resin with hardener material has the following specifications as provided by the manufacturer with a mixing ratio of 100:50 (Epoxy: Hardener) and 45 min to 1 h pot life in liquid form.
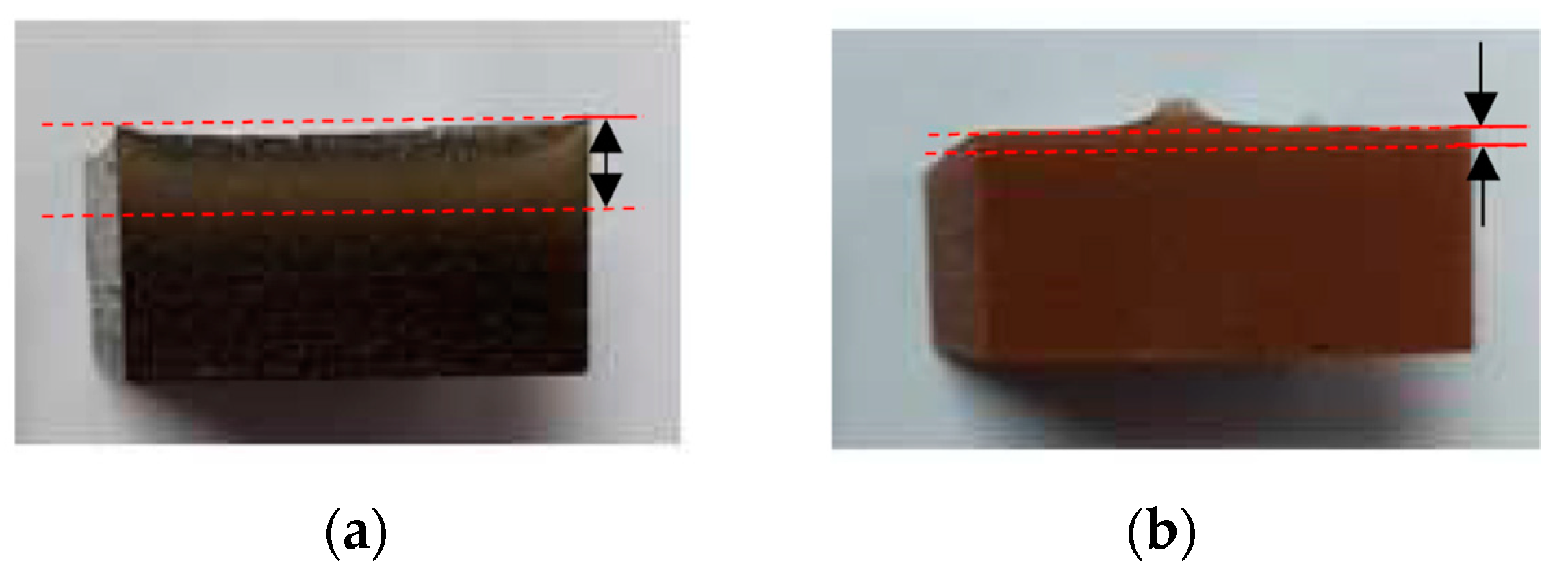
After mixing the resin, hardener, and filler according to the prescribed composition, the mixture is stirred manually until the resulting mixture is well blended (within 5 to 10 min). Next, the mixture was de-gassed in the vacuum casting machine (CM2000, Cybron Technology (M) Sdn. Bhd, Peneng, Malaysia) and then poured into the silicone rubber mold. The mixture in the silicone mold was then pre-cured at room temperature for 24 h. Later, it was cured at 180 °C for 8 h in an oven (Memmert UM200, Memmert GmbH + Co. KG, Schwabach, Germany) following the manufacturer’s recommendation. It was found that after the sample is produced, sediment occurs where the mixed filler particles fall to the bottom, as shown in
Figure 4. It can be seen that sedimentation occurs where brass filler showed more sedimentation compared to copper filler. Therefore, parameter optimization using RSM is required to obtain optimal sampling which can improve the material properties.
2.3. Material Properties Testing
The primary concern in selecting the MEC material is to match the material properties that have to be tested according to the ASTM standards (
Table 3) so that the material requirement as a mold insert is met. These properties include physical, mechanical, and thermal with a combination of RT techniques. The tests were selected based on previous studies that focused on the mechanical and thermal properties of the MEC and its application in the injection molding process [
15,
39,
40].
2.4. Response Surface Method
RSM is a statistical method to plan experiments, study the effect of process variables, obtain empirical input/output relationships, and determine optimal conditions [
29,
32]. RSM is one of the methods used for optimization which was introduced by Box and Wilson in 1951 [
41]. It helps the researcher or experimenter to reach the goal of optimum response such as examining the hardness of samples in this research. Box–Behnken design (BBD) and central composite design (CCD) are RSM-based techniques to model the response in relation to the process parameters (control factors) for the manufacturing of quality composite specimens [
30]. In this research, the selected factors and levels are tabulated in
Table 4 which were developed using the optimization software.
Box–Behnken Design (BBD) was selected for RSM according to the number of variable parameters and levels, as shown in
Table 4. It contains an embedded factorial design with 5 center points which allow for estimation of curvature. Therefore, 17 runs of experiments were generated.
2.5. Develop MEC Mold Insert
2.5.1. Mold Insert Design
The 3D model for the thick flat part was designed using Computer-Aided Design (CAD) based on the international standard for multi-purpose plastic injection test samples, ISO 3167: 2002 (E) [
42]. The design phase of the mold emphasizes various important characteristics, such as the design of part shape, mold type, mold dimensions, material for mold inserts (core and cavity inserts), and the base of the mold which must be selected properly [
6,
13].
Figure 5 shows the mold insert design with two cavities that are used for this study. The result of fill + Pack analysis obtained from Moldflow simulation software was used to evaluate the packing pressure in the mold cavities and the recommended maximum packing pressure obtained to fill is 70 MPa according to the changes in the mass of the molded parts. Based on this value, the compression test of the MEC material should be higher than the required packaging pressure to avoid failure occurring on the MEC mold insert during the molding process.
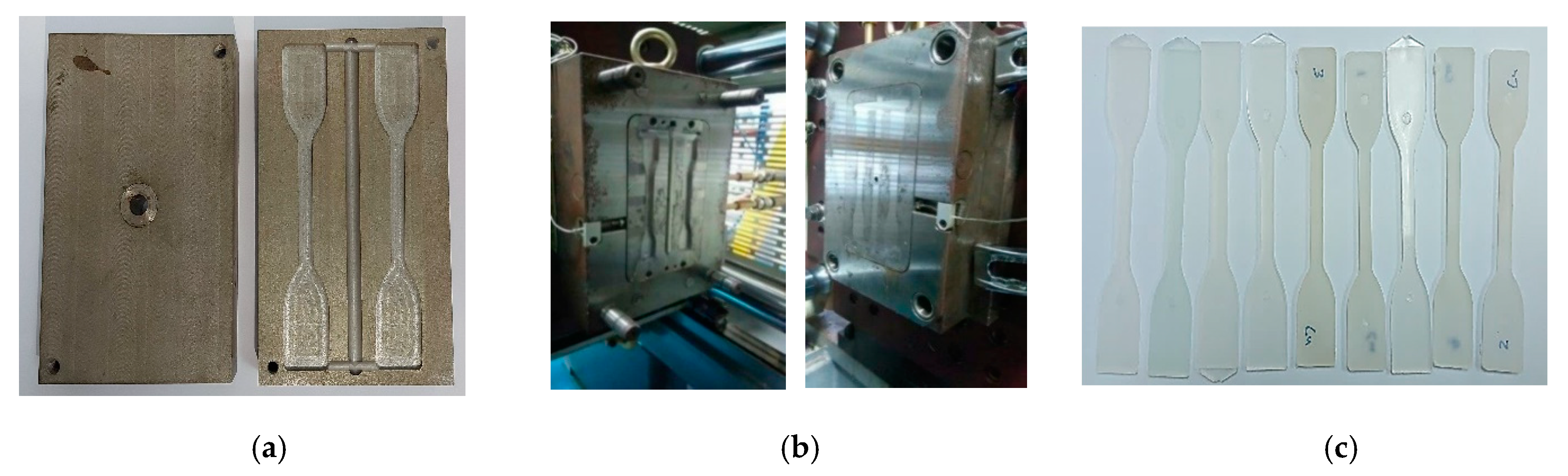
2.5.2. Fabrication of Mold Inserts for a Hybrid Mold
The design of the hybrid mold and the cross-section of the assembly drawing are illustrated in
Figure 6. The two-plate mold for the thick flat part as specimen was fabricated using sets of inserts with straight cooling channels. Two combinations of materials used were P20 as a mold base and MEC as mold inserts (core and cavity inserts). The fabrication steps for the MEC mold inserts include the degassing of the epoxy resin mixed with metal fillers in a vacuum chamber to remove air bubbles, the pre-curing at room temperature, and the post-curing in the oven based on the control factors of curing temperature and duration of curing time [
12,
13,
27,
43,
44,
45]. After the post-curing process, the finishing work using machining operations for fitting the mold standard components (ejector pins, sprue bushing, etc.) were performed to obtain the required dimensions and to allow adjustments for fitting the mold insert into the mold base. The hybrid mold was used with seven K-Type thermocouples to record the temperature profile of the ambient temperature (T5), the temperature of the coolants at the inlet (T1 and T3), and the outlet (T2 and T4) of the core and cavity, and the temperature of the core (T6) and the cavity (T7) during experimental work. The thermocouples are connected to the Data Acquisition System (DAQ) (TcDAQ-9188, National Instruments Corporation, Austin, TX, USA), and the recorded data are saved on the computer and then converted for further analysis into graphical form.
5. Conclusions
Mold inserts of injection mold for the injection molding process can be fabricated using alternative materials other than steel by using rapid tooling techniques for low volume production. MEC mold inserts can be used successfully to mold the plastic parts up to 100 shorts using ABS material without any defects on the mold inserts. By fabricating a hybrid mold in this research (MEC materials as mold inserts), most aspects related to the tool design, material performance, and influence on molded part properties are identified and understood.
The investigation on epoxy resin with the addition of metal fillers (brass and copper) was able to establish a new material as mold inserts for the injection molding process. The addition of brass (EB) and copper (EC) in epoxy resin is able to improve the material performance in terms of mechanical and thermal properties. Theoretically, the findings from this current research are:
The selection of the filler composition at 20–30 wt% as a mold insert is based on the maximum value of the compression strength test obtained.
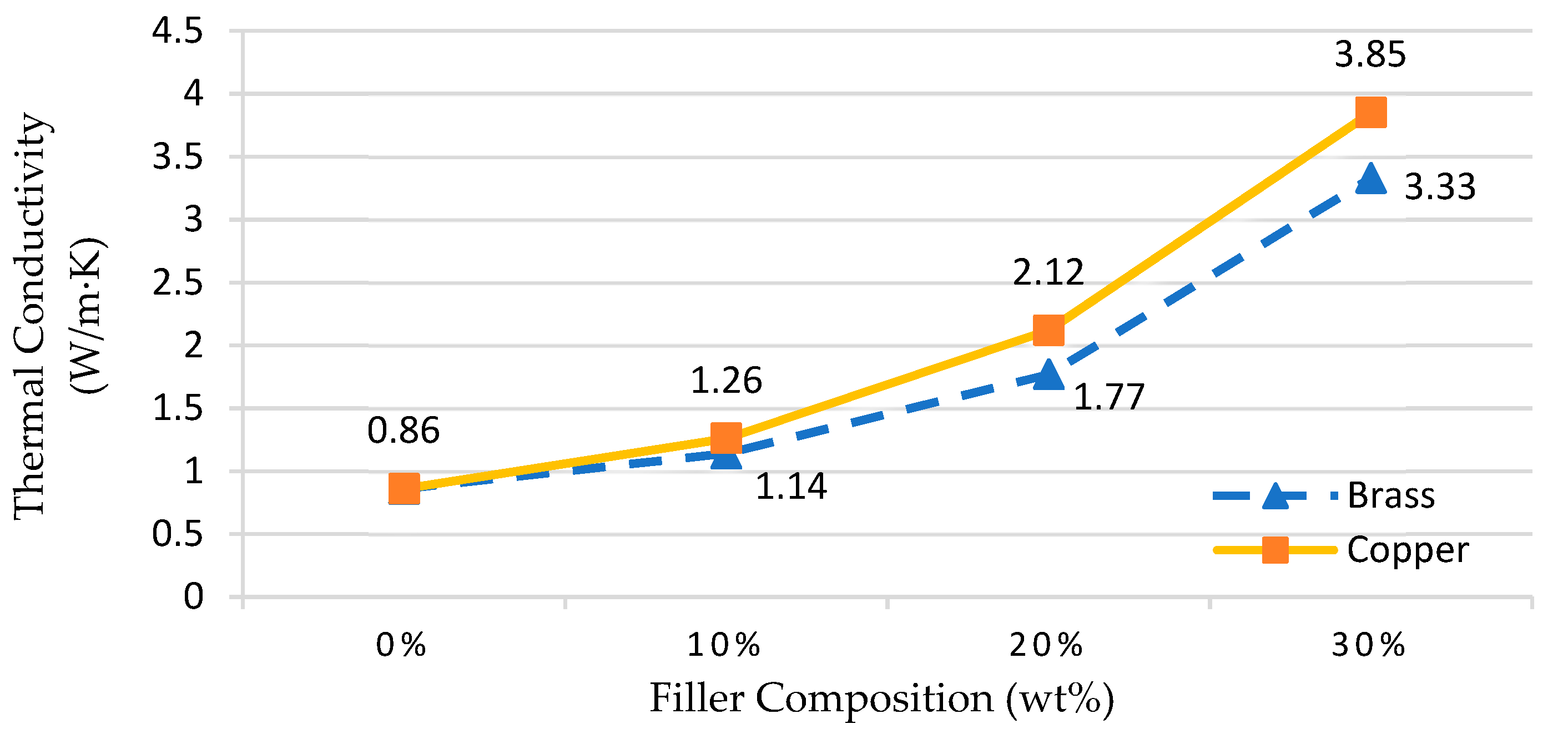
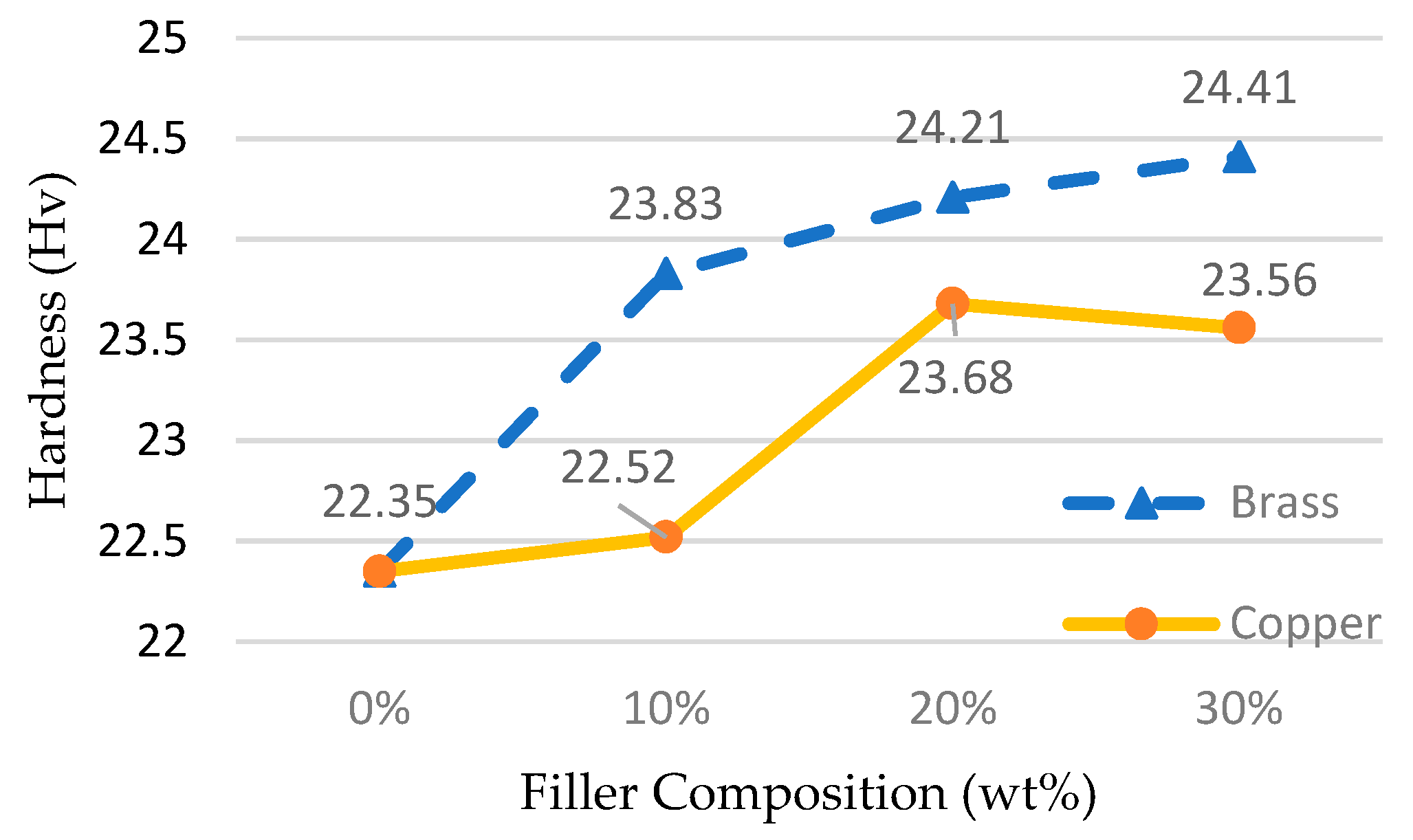
The thermal conductivity and hardness of MEC increased with a positive slope when the composition of the filler on the epoxy matrix increased.
Brass fillers demonstrated a good effect for hardness and compression properties, while copper filler offered better thermal conductivity of the MEC produced.
The optimum parameters during the preparation of MEC material showed that the degassing time to remove bubbles from the mixture is the most important control factor (35.91%), which reduces voids and improves the structure of the epoxy matrix, followed by curing temperature (3.53%) and finally mixing time (2.08%).
The future work will continue with the multi-optimization of the compression and thermal conductivity properties by considering the combination of wt% composition for both brass and copper fillers.



 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}