1. Introduction
Polymetallic deep-sea nodules represent the untapped sources of valuable base metals such as Mn, Ni, Cu, and Co, as well as trace amounts of Zn, Mo, Ti, V, Zr, Si, and Al, and also rare earth metals (REEs) [
1,
2,
3]. Found predominantly on the seabed of the world oceans, the nodules are rock concretions of different shapes and sizes ranging from several millimeters to about 30 cm at water depths of approximately 3500 to 6500 m [
2,
4]. The Clarion–Clipperton Fracture Zones (CCZ) in the Pacific Ocean are the area of greatest economic interest with the total amount of manganese, nickel, and cobalt contained in the nodules exceed to that of terrestrial reserves [
2,
5]. On average, the nodules from CCZ contain 29.1% Mn, 5.4% Fe, 1.29% Ni, 1.19% Cu, and 0.23% Co [
6]. The major crystalline phases in the nodules are Todorokite, (mixed oxides of Mn, Mg, Ca, Na, and K), Buserite (hydrated oxides of Mn and Na), Birnessite ((Na
7Ca
3)Mn
70O
140·28H
2O) and Vernadite (δ-MnO
2) or Manganosite (MnO) [
1,
2,
3,
7].
Previous research has focused mainly on extraction of Cu, Ni, and Co from the polymetallic nodules; however, Mn extraction has gained more attention recently [
6,
8,
9,
10,
11].
Since the valuable metals in nodules are present as an integral part of iron and manganese oxides, it is essential to release them by disintegrating the matrix of iron and manganese oxide lattice in order to achieve high recovery of metals. This can be achieved by subjecting the nodules to a reducing condition. In principle, both pyrometallurgical and hydrometallurgical reduction processes can be used for breaking the lattice [
12].
The International Nickel Company (INCO) developed a pyrometallurgical process to separate valuable metals from manganese and iron in the initial stage by reduction smelting at 1000 °C in a rotary kiln in order to convert Cu, Ni, Co, and small amounts of Fe to metal and to report most of Mn and Fe to slag in an electric arc furnace at 1400 °C [
13]. The metal alloys went through oxidizing, sulphidizing, and converting steps to remove Mn and Fe impurities and recover matte. The residual Fe was additionally removed from the matte, which was subsequently pressure-leached in sulfuric acid. The base metals were subjected to solvent extraction for their selective separation. Based on the INCO process, the conversion of Mn and Fe slag to ferromanganese alloy was successfully verified in the research work carried out by Sommerfeld et al. [
14].
The Kennecott Copper Corporation process was based on ammoniacal leaching of the nodules in the presence of cuprous ions and CO
2 [
15]. Acting as a reducing agent, the cuprous ions reduce MnO
2, releasing Cu, Ni, and Co into solution. Mn and Fe remain as a residue in the form of carbonate. Cupric amine complex is converted back to cuprous one by introducing CO into leaching solution. Cu, Ni, and Co were proposed to be selectively separated from leaching liquor by solvent extraction technique [
16,
17].
The Métallurgie Hoboken Overpelt process uses hydrochloric acid as a leachant for reductive dissolution of MnO
2 to form MnCl
2 and Cl
2 [
18]. The base metals released into leaching liquor were separated by solvent extraction and precipitation routes. Fe was removed by solvent extraction technique. Cu was selectively separated by sulfide precipitation using H
2S. Ni and Co was precipitated as a mixture of NiS and CoS. Chlorine gas was utilized to oxidize manganous chloride to precipitate manganese dioxide [
12]. The Deep-Sea Venture process is based on the similar route used in the Métallurgie Hoboken Overpelt process with the only difference in the treatment of generated chloride, which is converted to HCl or sold directly [
19].
Selective reduction of MnO
2 using SO
2 was carried out in a fluidized bed reactor without presence of oxygen. The sinter was water leached to obtain manganese sulfate solution, from which manganese can be electrowon. The oxidative leaching in the presence of air and SO
2 was used to extract Cu, Ni, and Co while iron remained in leaching residue [
20].
The IMMT (Institute of Minerals and Materials Technology) process is based on high-pressure reductive ammoniacal leaching of the nodules using SO
2 as the reducing agent [
21,
22,
23]. Ni, Cu, and Co dissolved into leaching solution in the form of amine complexes, while Fe precipitated as ammoniacal jarosite. After demanganization by oxygen in autoclave and the recovery of ammonia, the refined solution was subjected to solvent extraction, electrowinning, and precipitation to obtain cathode copper and a mixture of NiS and CoS.
The HZL (Hindustan Zinc Ltd., Udaipur, India) process involves pre-leaching nodules in dilute sulfuric acid at ambient temperature, followed by pressure leaching [
24]. The pre-leached residue containing the valuable metals were undergone pressure leaching in sulfuric acid. After removing the main impurities (Fe, Mn, and Si) in leaching liquor, Ni, Cu, and Co were separated selectively by solvent extraction and recovered as metals by electrowinning.
The CSIR:NML (Council of Scientific and Industrial Research—National Metallurgical Laboratory) process was developed to selective dissolution of Ni, Cu, and Co in the form of ammine complex while precipitating most of Fe and Mn in residue [
25,
26,
27]. The process combined reduction roasting of nodule pellets in CO to produce Ni, Cu, and Co metals with two-stage ammoniacal leaching at room temperature to selectively dissolve the metals from the roasted pellets and to precipitate manganese and iron. Ni, Cu, and Co were separated from the leaching liquor by solvent extraction and recovered as metals by electrowinning.
From the facts mentioned above, it can be concluded that the processes developed and tested for the processing of deep-sea nodules are very complex, all counting with the extraction of individual metals. However, what if the natural proportions of the elements in deep-sea nodules make sense from the metallurgical point of view? When we will be able to reduce the deep-sea nodules as they are (without separation to individual metals), we could obtain completely new alloy (“natural alloy”), which could have potentially interesting properties and open new possibilities of future applications.
Aluminothermic processes [
28] are based on the reaction of metal oxide with aluminum, which acts as a reducing agent. The reaction is driven by the high affinity of aluminum to oxygen. Once initiated, the aluminothermic reduction is rapid and in general strongly exothermic. The advantages of aluminothermic processes are, apart from the rapidity of the reaction, no external heat source, small plant investment costs, easy adaptation to various productions, and less gas volume. Disadvantages include no possibility of refining of the metal and relatively expensive aluminum. The process has been used for decades, especially for production of certain types of ferroalloys, where high purity is required. In the past, it also had been used for manganese production. As the major component of the nodules is manganese, aluminothermic reduction seems to be an appropriate method for obtaining an alloy from them.
In this work, we tested aluminothermic reduction of the nodules with various amounts of aluminum and characterized microstructure, phase composition, and selected properties of the new “natural alloys”.
2. Materials and Methods
Deep sea nodules from the Clarion–Clipperton Zone were crushed and ground to a powder with the particle size under 125 µm. The chemical composition of the crushed powder analyzed by atomic absorption spectrometer (AAS, GBC 932plus, GBC Scientific Equipment Ltd., Dandenong, Australia) and X-ray fluorescence spectrometer (XRF, Axios, PANanalytical, Almelo, The Netherlands) is presented in
Table 1. The content of Mn, Fe, Cu, Ni, Zn, and Co was measured by the AAS method.
One half of the powder amount, used subsequently for the aluminothermic reduction, was dried at 250 °C for 4 h, while the other half was annealed at 500 °C for 4 h in order to change the oxidation state of manganese in original MnO
2 to Mn
3O
4. The mixture of the mentioned two states of powder was subjected to aluminothermic reduction. Aluminum was used in stoichiometric amount calculated to allow the reduction of the oxides of Mn, Fe, Cu, Ni, Zn, and Co, as could be expected on the basis of the Ellingham’s diagram [
30], as well as in the excess of 10 and 20 wt. %. The aluminothermic reduction was carried out in a ceramic crucible of 85 mm in diameter; the batch was 250 g. The aluminothermic reactions were initiated by the ignition mixture composed of aluminum powder, sodium peroxide, and magnesium metal flakes.
The metallic product of the aluminothermic reduction was separated from the slag mechanically. The reduced alloy was remelted by the means of the induction melting furnace Balzers VSG-02 (Balzers, Germany) in order to remove the slag residues and to homogenize the alloy. The obtained as-cast alloy was characterized from the viewpoints of the microstructure, phase composition, and hardness. Samples were mounted into conductive Bakelite and prepared by conventional metallography procedure for microstructure observation or grinded for the phase analysis.
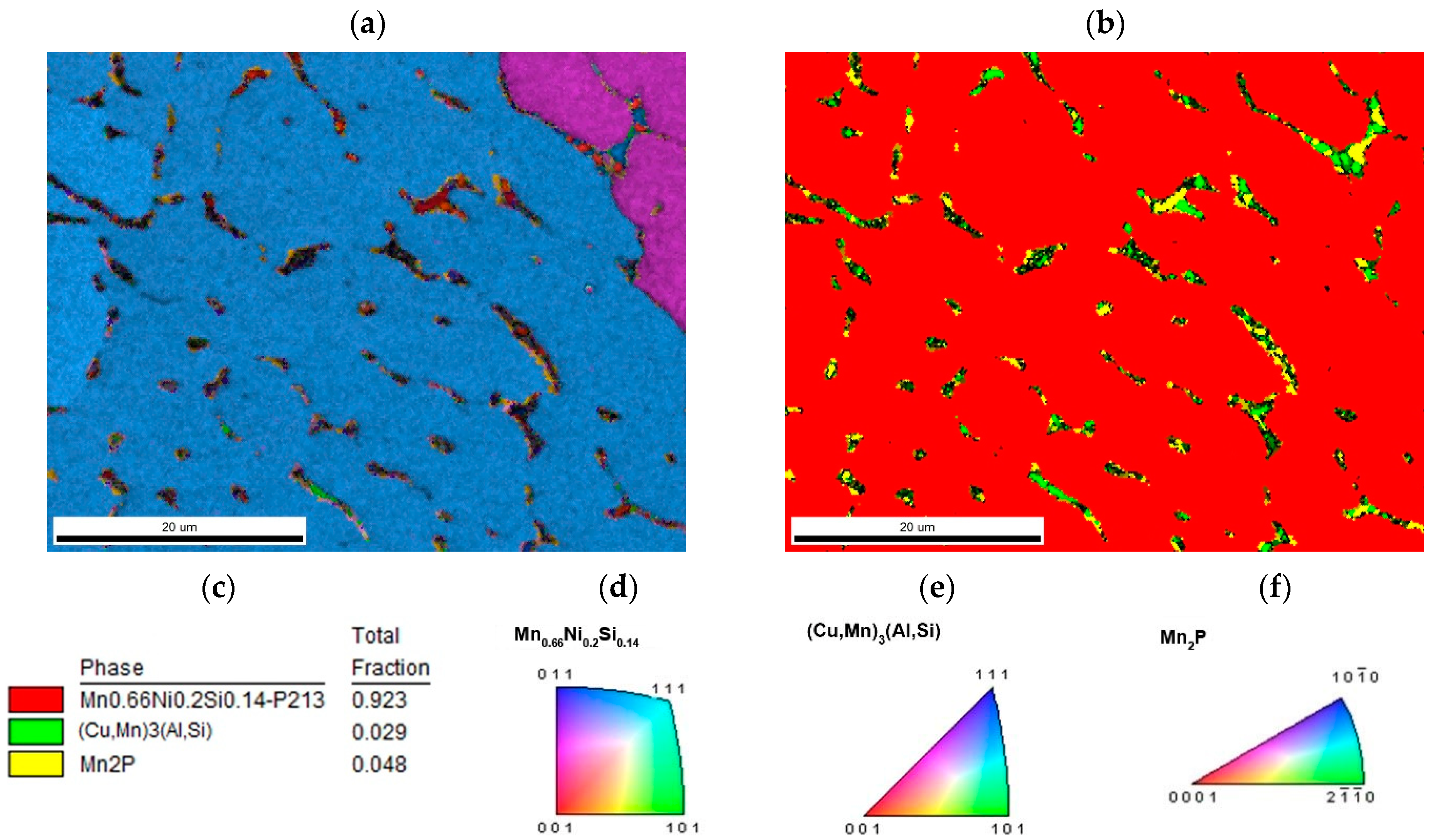
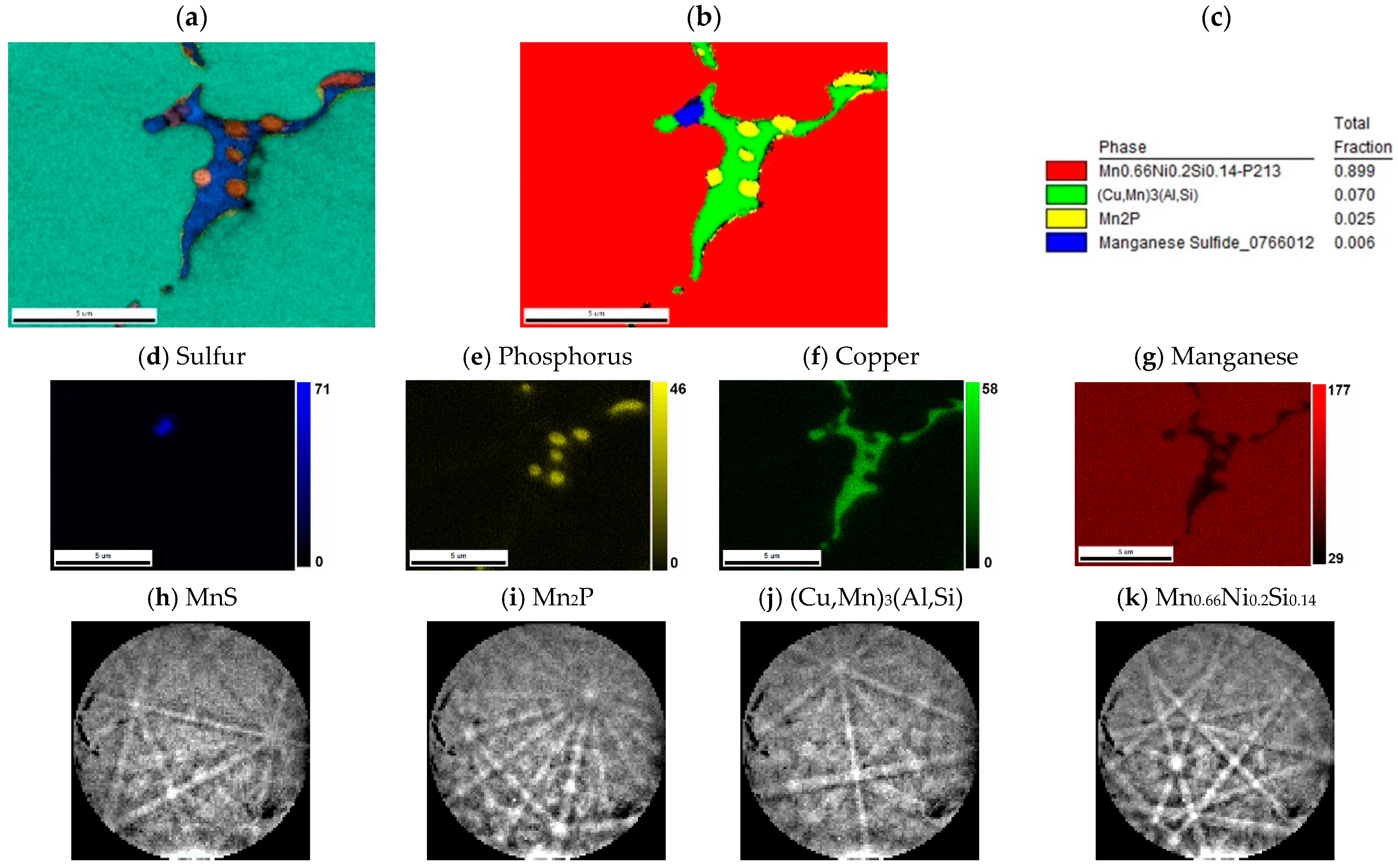
Materials were investigated by scanning electron microscope (SEM) TESCAN FERA 3 (TESCAN, Brno, Czech Republic) equipped with EDAX analytical system for EDS (Energy Dispersive Spectrometer) detector Octane Super 60 mm2 and EBSD (electron backscatter diffraction) camera DigiView V (AMETEK, Inc., Berwyn, PA, USA). All measurements were done in combined EDS/EBSD mode to allow phase separation by composition information (CHI scan) and Kikuchi pattern to be saved for Neighbor Pattern Averaging and Reindexing (NPAR™).
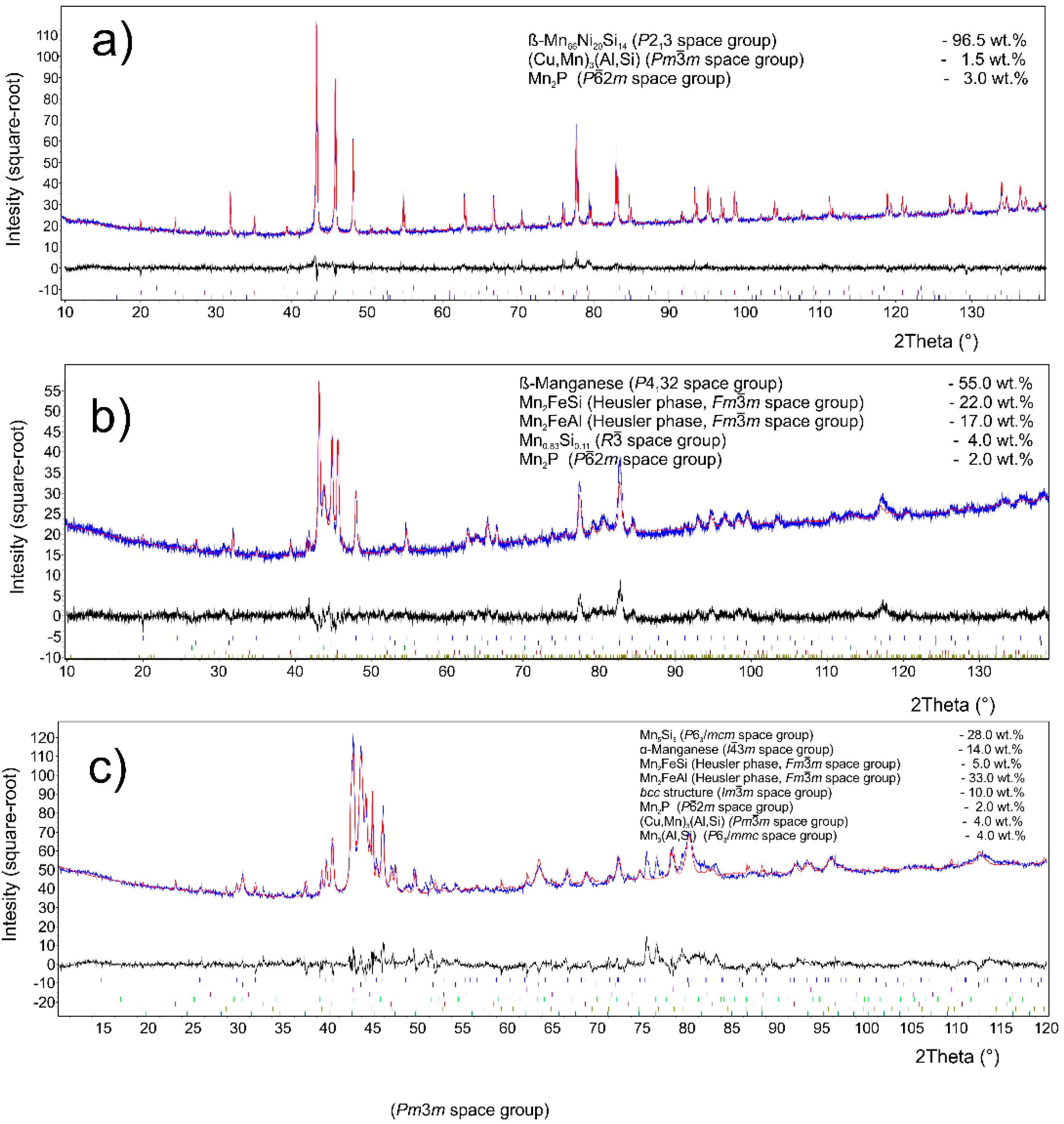
Phase composition of materials was studied by powder X-ray diffraction (XRD). Data were collected in Bragg–Brentano geometry on a Bruker D8 Advance diffractometer using a CuKα radiation and LynxEye-XE detector. Qualitative phase analysis was performed by means of the HighScore program; subsequent semi-quantitative phase analysis and calculation of unit-cell and microstructural parameters was carried out by the Rietveld method using the Topas 5 program (Bruker AXS, Karlsruhe, Germany).
Phase transformations during heating were investigated by differential thermal analysis (DTA) by the means of TG-DTA (Thermogravimetry-Differential Thermal Analysis) Setsys Evolution device (Setaram, Caluire-et-Cuire, France) in argon atmosphere, alumina crucible, using the heating rate of 30 K/min.
Mechanical properties of the as-cast material were determined by the means of microhardness measurement. For this purpose, Vickers method with the load of 9.8 N (HV1) was applied. The hardness was measured five times on each sample. In order to determine the microhardness of individual phases, the Vickers method HV0.01 was applied. The wear resistance was measured using the ball-on-disc tribometer TriboTester (Tribotechnic, Clichy, France) in linear reciprocating mode (excenter of 5 mm), where the “ball” of 6 mm in diameter was made of alumina (α-Al
2O
3) and the “disc” was the sample polished to the roughness of approx. 0.005 µm. No lubrication was used. The normal force used in the test was 5 N and the sliding distance was 20 m. The wear rate was calculated from the wear track section area by Equation (1):
where
w,
A,
e,
F, and
l are wear rate [mm
3 N
−1 m
−1], wear track section area [mm
2], excenter (5 mm), normal force (5 N), and sliding distance (20 m), respectively. The wear track section area was measured by the means of a skidless contact profilometer probe (Tribotechnic, France). Each sample was measured two times, and the presented value is the average of two measurement results. Wear tracks were observed by the means of a scanning electron microscope (SEM) Vega 3 LMU (TESCAN, Brno, Czech Republic) in backscattered electrons (BSE) mode.
4. Discussion
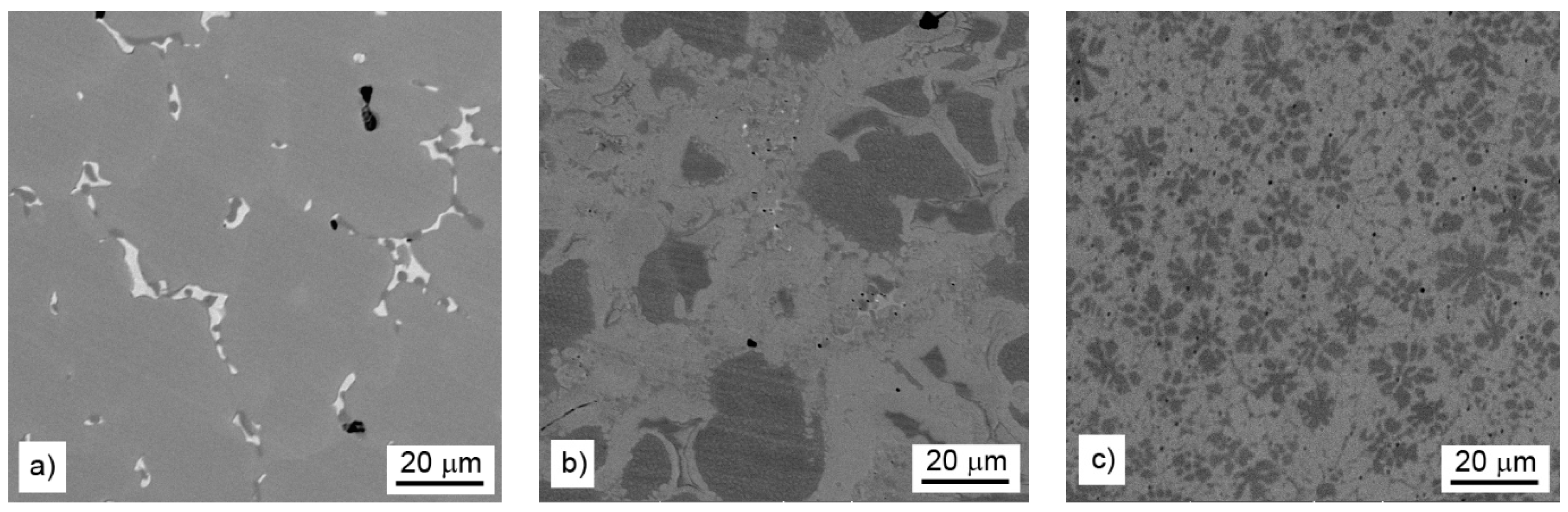
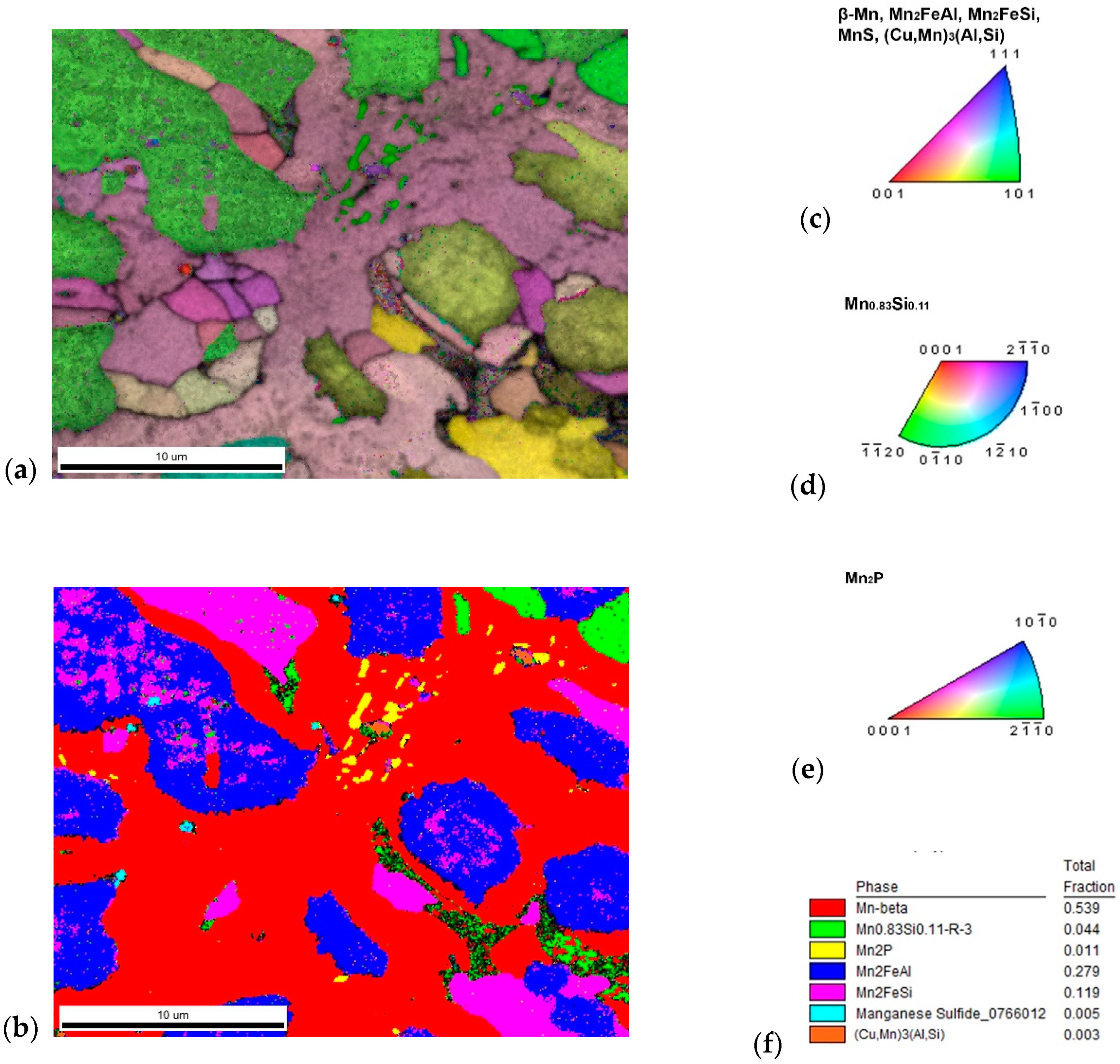
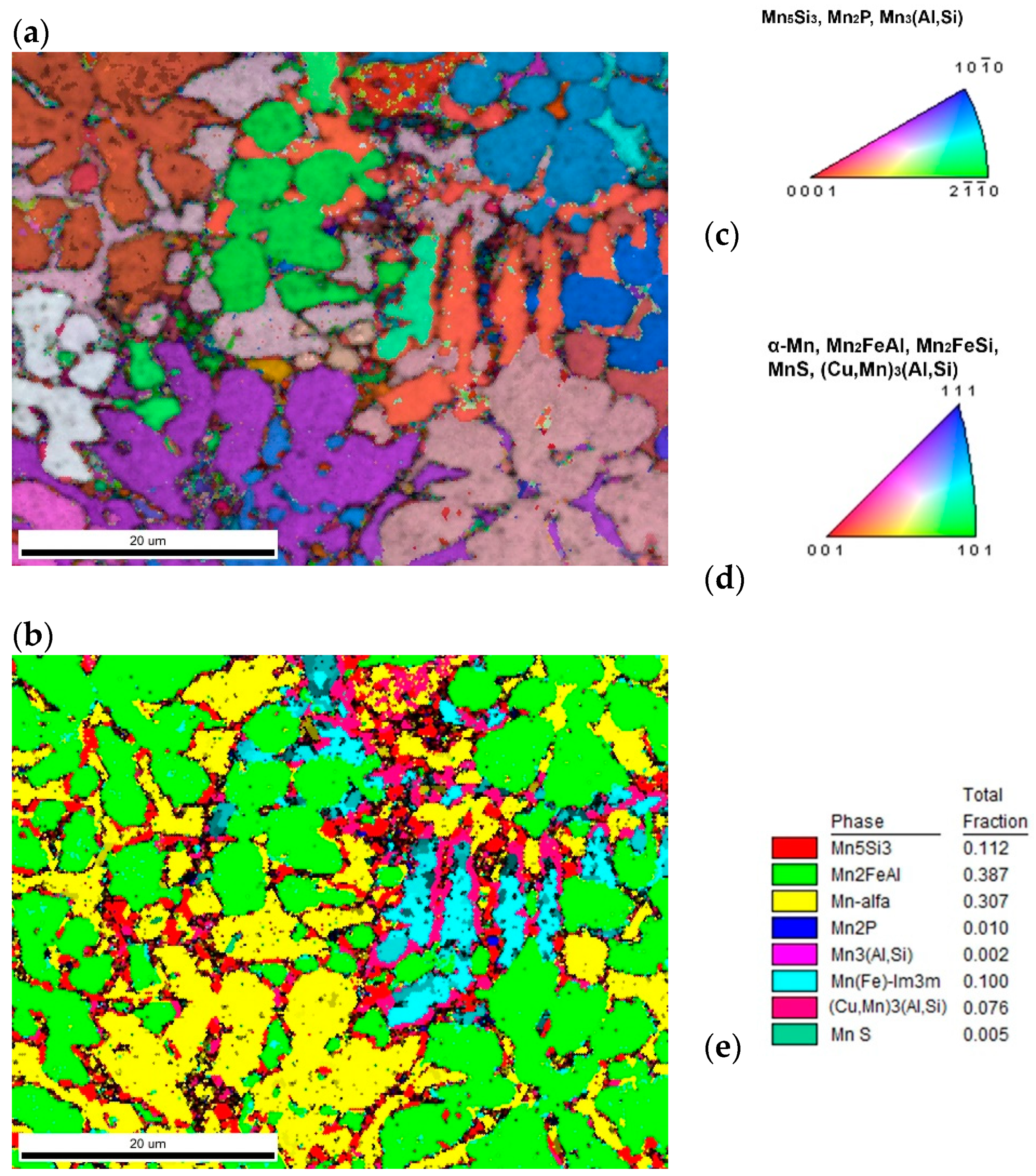
The alloys prepared by aluminothermic reduction with various amounts of aluminum are characterized by a very rich phase composition. In addition, the particular phases are not listed in current version of the PDF database, and hence the results can deepen the knowledge about crystallography of manganese-rich intermetallics. A very interesting point in the phase composition is the fact that the matrix phase changes, as the content of aluminum in the alloy increases. It varies from Mn
0.66Ni
0.2Si
0.16 (structure similar to β-Mn) in the case of the alloy prepared with stoichiometric amount of aluminum through the β-Mn solid solution in the alloy prepared with 10% excess of aluminum and ends with α-Mn in the highest-aluminum alloy. At first sight, this variation is strange, because aluminum stabilizes the β-Mn phase and the aluminum content in the matrix increases with growing amount of aluminum used for reduction. The probable reason is that the amounts of nickel and copper in the Mn-based matrix tend to decrease, as the amount of aluminum used for reduction increases from 10 to 20% excess (see
Table 4 and
Table 5), because they are bound in the aluminum-rich phases. Nickel is the stabilizer of the beta phase, as it can be seen in the Mn–Ni binary equilibrium phase diagram [
34].
The next paradox found during the characterization of the materials is connected with the hardness. The hardness keeps almost constant, even though the aluminum-rich phases, whose fraction increases with the amount of aluminum used for reduction, are softer than the manganese-rich matrix. The reason is the increasing content of aluminum dissolved in the matrix. Aluminum could cause the local stresses in the lattice due to a different atomic radius [
35], leading to the strengthening effect.
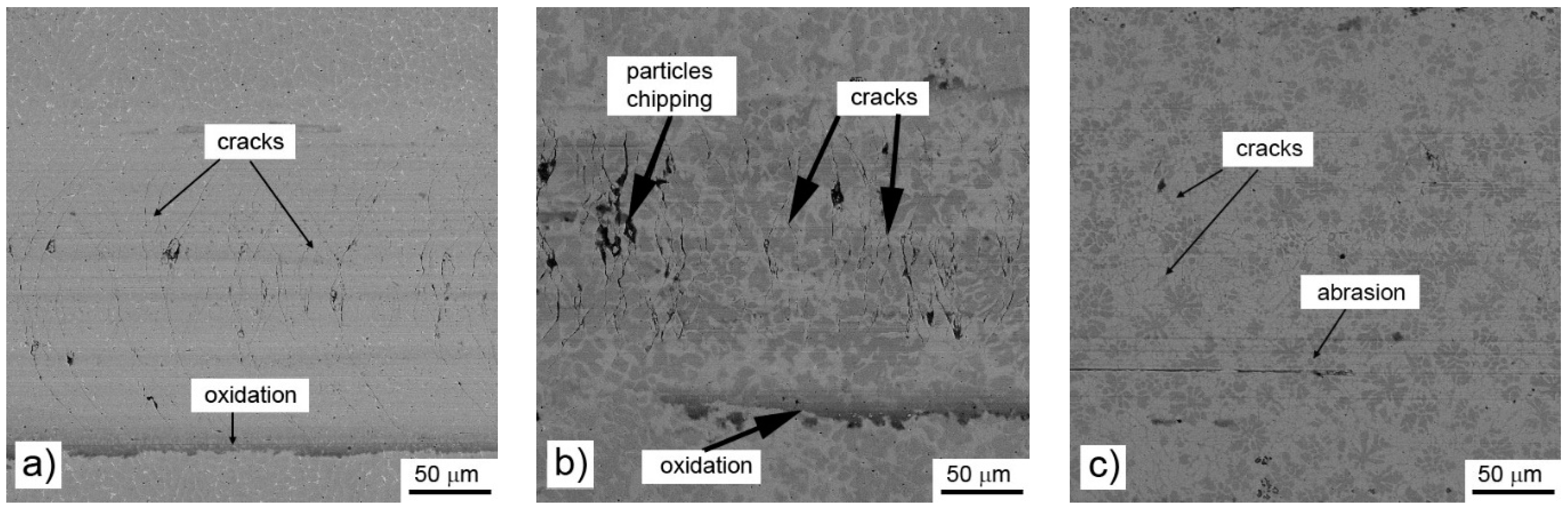
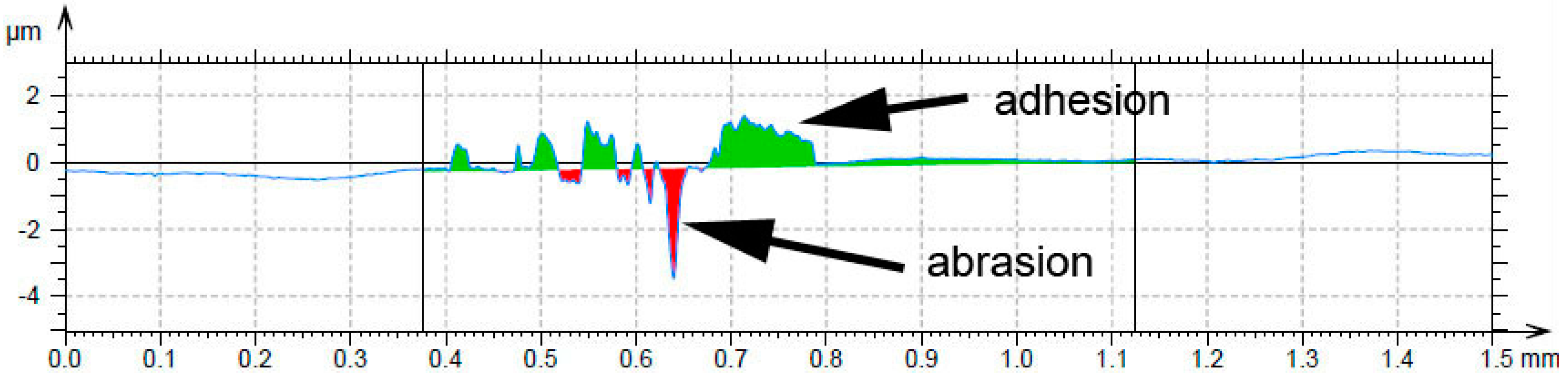
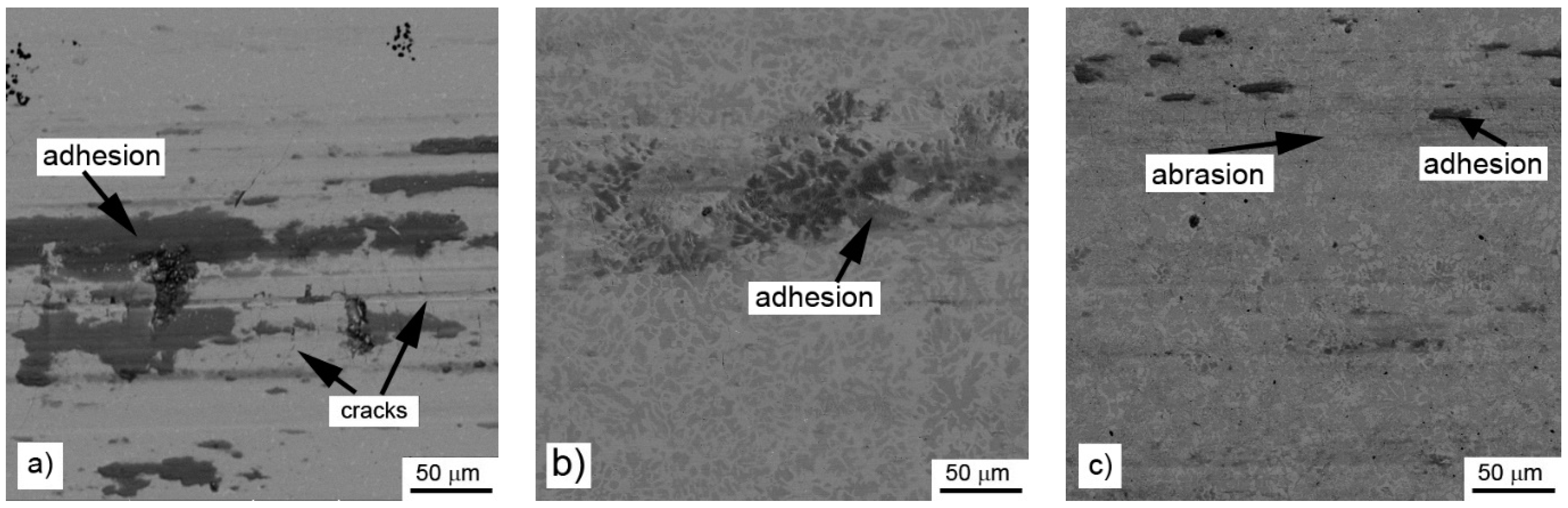
Even though there is almost no effect of aluminum content on the friction coefficient, the wear resistance and the wear mechanism are strongly dependent on it, especially in the case of the use of a static partner with low thermal conductivity (alumina ball). In this case, the wear mechanism changes from the abrasive wear with the significant presence of cracks in the case of the alloy prepared by reduction using the stoichiometric amount of aluminum through chipping wear with strong cracks to purely abrasive wear with a low number of short cracks. These cracks stop in the aluminum-rich phase, which is softer and probably more ductile than the manganese-based matrix. For the same reason, the abrasive wear is most intense in the case of the aluminum-rich phase in the case of high-aluminum alloy. When the static partner is well thermally conductive (steel ball), the formation of cracks is minimized. It shows that the cracks originate from the heat caused by the dissipation of the friction energy. From this fact and the low wear rates, it can be derived that the materials, especially the high-aluminum ones, are suitable for use as wear resistant materials for the metal–metal contact applications.
The practical consequences of thermal analysis for the processing are the following: If the material would be processed by melting and casting, then the melting temperature should be higher than 1200 °C. If powder metallurgy will be considered as the processing route, solid-phase sintering has to be done below 900 °C for the alloys with higher contents of aluminum and less than 750 °C for the alloy reduced using the stoichiometric amount of aluminum.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}