Manufacturing of Large Size and Highly Transparent Nd:YAG Ceramics by Pressure Slip-Casting and Post-Sintering by HIP: An Experimental and Simulation Study

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
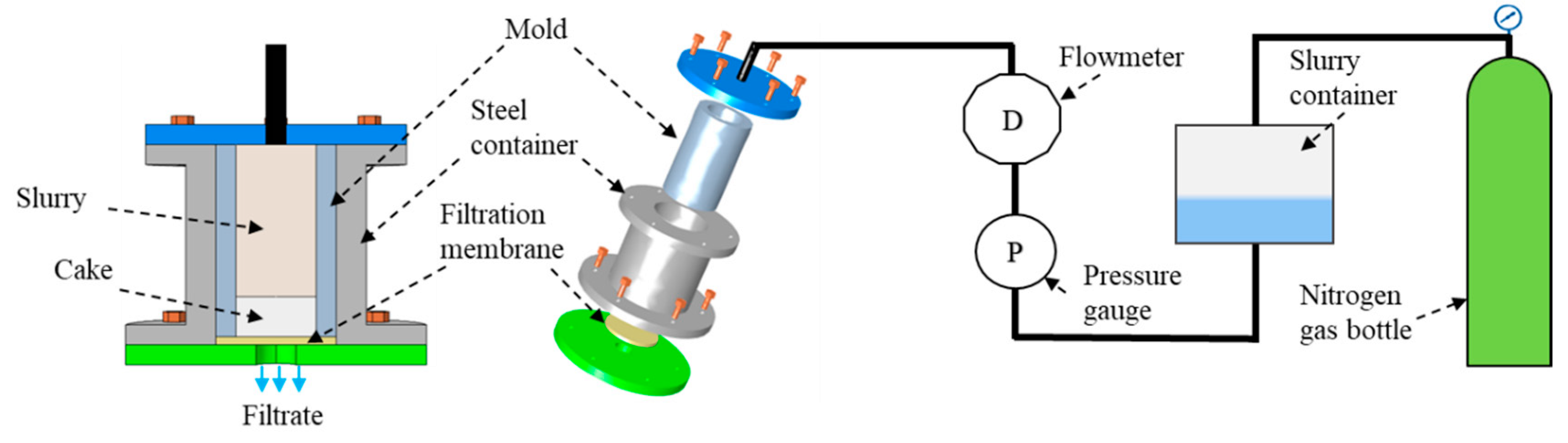
2.1. Elaboration Process
2.2. Characterization
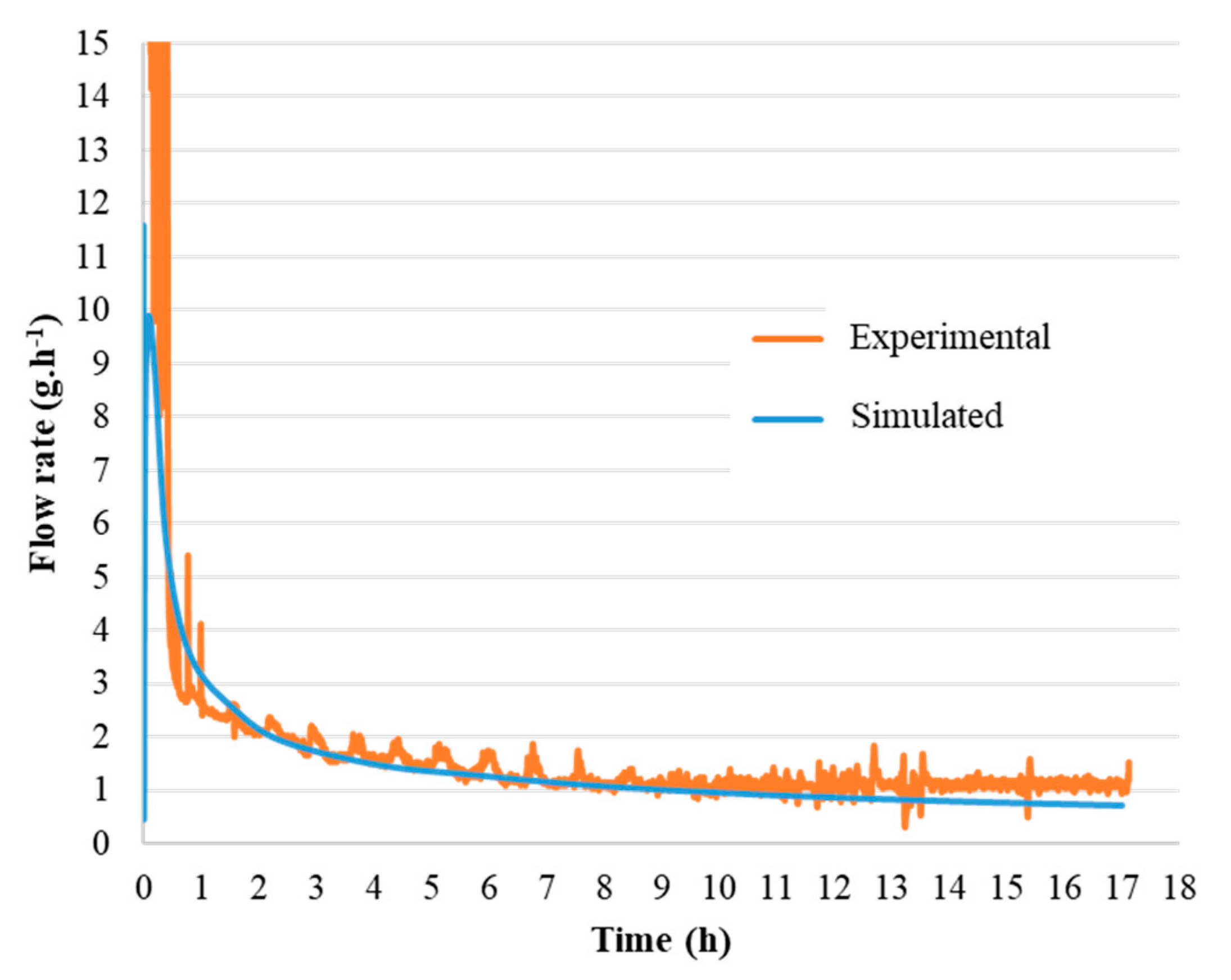
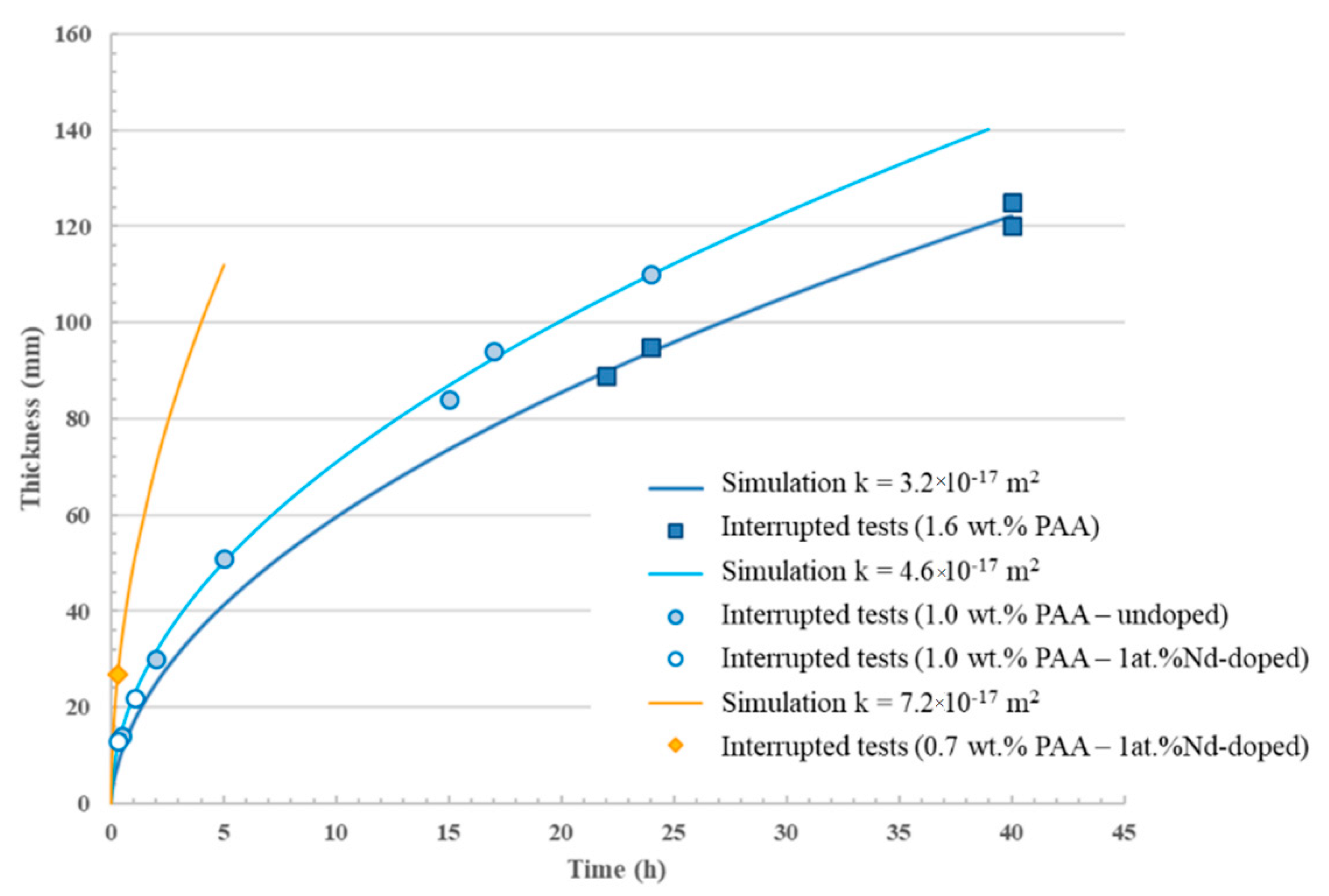
2.3. Simulation of the Pressure Slip-Casting Process
3. Results and Discussion
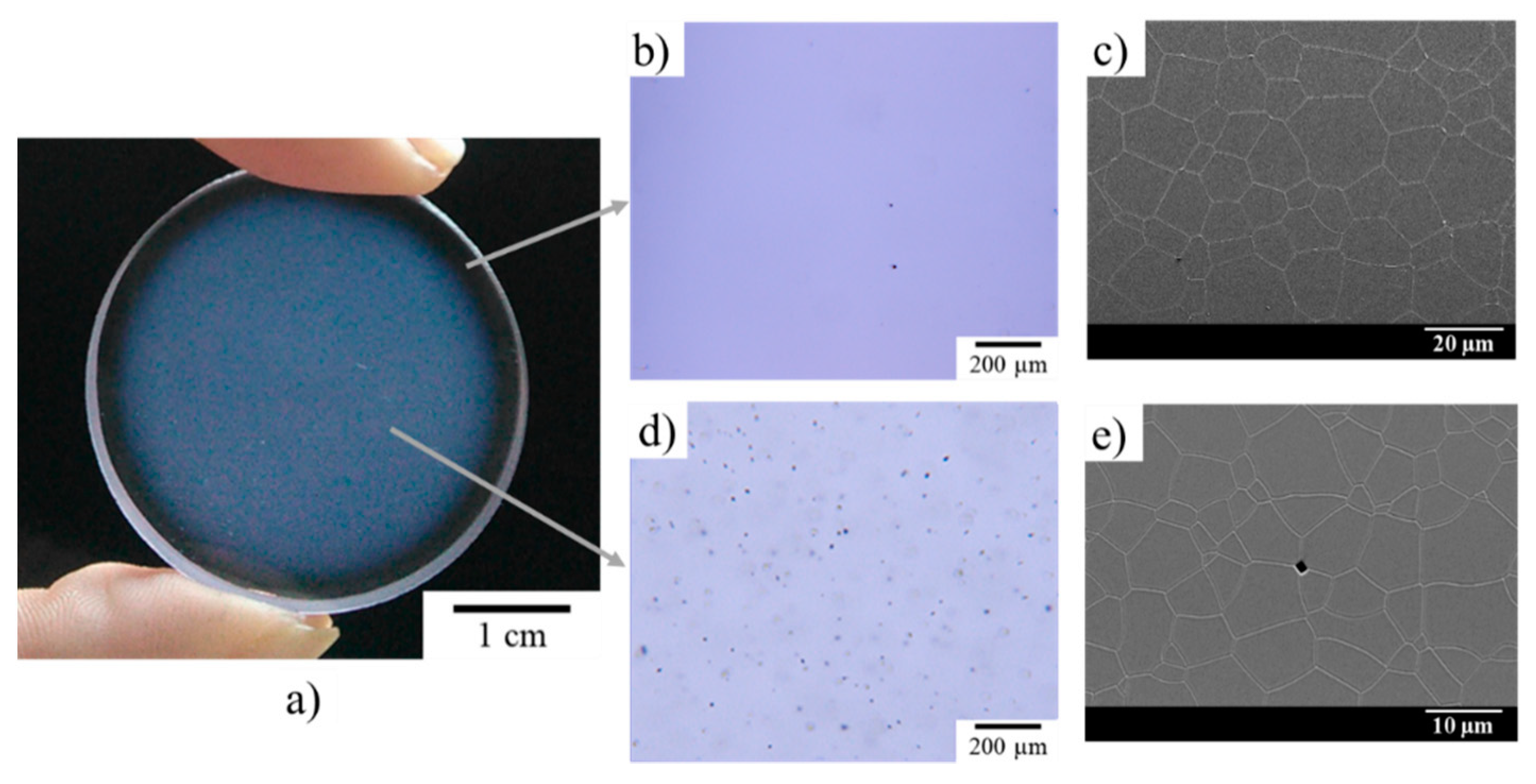
3.1. Green Body Formed by Pressure Slip-Casting and Characterization
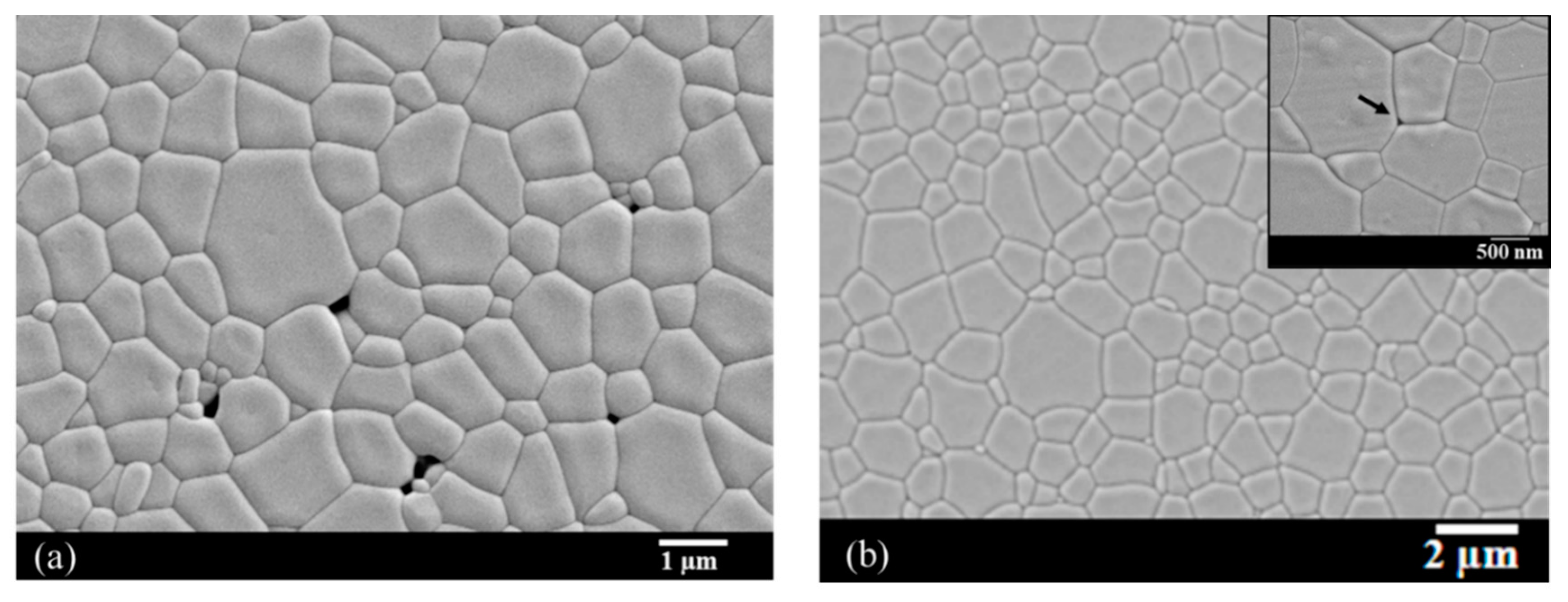
3.2. Sintering Behavior of Green Compacts
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lewis, J.A. Colloidal Processing of Ceramics. J. Am. Ceram. Soc. 2000, 83, 2341–2359. [Google Scholar] [CrossRef]
- Rahaman, M.; Rahaman, M.N. Ceramic Processing; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Ikesue, A.; Aung, Y.L. Ceramic laser materials. Nat. Photonics 2008, 2, 721–727. [Google Scholar] [CrossRef]
- Ikesue, A.; Aung, Y.L.; Lupei, V. Ceramic Lasers, 1st ed.; Cambridge University Press: Cambridge, UK, 2013. [Google Scholar]
- Ikesue, A.; Aung, Y.L.; Taira, T.; Kamimura, T.; Yoshida, K.; Messing, G.L. Progress in ceramic lasers. Ann. Rev. Mater. Res. 2006, 36, 397–429. [Google Scholar] [CrossRef]
- Bonnet, L.; Boulesteix, R.; Maître, A.; Sallé, C.; Couderc, V.; Brenier, A. Manufacturing issues and optical properties of rare-earth (Y, Lu, Sc, Nd) aluminate garnets composite transparent ceramics. Opt. Mater. 2015, 50, 2–10. [Google Scholar] [CrossRef]
- Ikesue, A. Composite Laser Element and Laser Oscillator Employing it. JP Patent Nb. WO2005/112208 A1, 24 November 2005. Available online: https://patents.google.com/patent/WO2005112208A1/en (accessed on 8 March 2018).
- Tang, F.; Cao, Y.; Huang, J.; Guo, W.; Liu, H.; Huang, Q.; Wang, W. Multilayer YAG/Re:YAG/YAG laser ceramic prepared by tape casting and vacuum sintering method. J. Eur. Ceram. Soc. 2012, 32, 3995–4002. [Google Scholar] [CrossRef]
- Hostaša, J.; Piancastelli, A.; Toci, G.; Vannini, M.; Biasini, V. Transparent layered YAG ceramics with structured Yb doping produced via tape casting. Opt. Mater. 2017, 65, 21–27. [Google Scholar] [CrossRef]
- Tang, F.; Cao, Y.G.; Huang, J.Q.; Guo, W.; Liu, H.G.; Wang, W.C.; Huang, Q.F.; Li, J.T. Diode-pumped multilayer Yb:YAG composite ceramic laser. Laser Phys. Lett. 2012, 9, 564. [Google Scholar] [CrossRef] [Green Version]
- Ikesue, A.; Yoshida, K. Influence of pore volume on laser performance of Nd:YAG ceramics. J. Mater. Sci. 1999, 34, 1189–1195. [Google Scholar] [CrossRef]
- Boulesteix, R.; Maître, A.; Baumard, J.-F.; Rabinovitch, Y.; Reynaud, F. Light scattering by pores in transparent Nd: YAG ceramics for lasers: Correlations between microstructure and optical properties. Opt. Express 2010, 18, 14637–14643. [Google Scholar] [CrossRef]
- Chrétien, L.; Bonnet, L.; Boulesteix, R.; Maître, A.; Sallé, C.; Brenier, A. Influence of hot isostatic pressing on sintering trajectory and optical properties of transparent Nd:YAG ceramics. J. Eur. Ceram. Soc. 2016, 36, 2035–2042. [Google Scholar] [CrossRef]
- Lee, S.H.; Kupp, E.R.; Stevenson, A.J.; Anderson, J.M.; Messing, G.L.; Li, X.; Dickey, E.C.; Dumm, J.Q.; Simonaitis-Castillo, V.K.; Quarles, G.J. Hot isostatic pressing of transparent Nd:YAG ceramics. J. Am. Ceram. Soc. 2009, 92, 1456–1463. [Google Scholar] [CrossRef]
- Frage, N.; Kalabukhov, S.; Sverdlov, N.; Ezersky, V.; Dariel, M.P. Densification of transparent yttrium aluminum garnet (YAG) by SPS processing. J. Eur. Ceram. Soc. 2010, 30, 3331–3337. [Google Scholar] [CrossRef]
- Li, S.; Ma, P.; Zhu, X.; Jiang, N.; Ivanov, M.; Li, C.; Xie, T.; Kou, H.; Shi, Y.; Chen, H.; et al. Post-treatment of nanopowders-derived Nd:YAG transparent ceramics by hot isostatic pressing. Ceram. Int. 2017, 43, 10013–10019. [Google Scholar] [CrossRef]
- Krell, A.; Hutzler, T.; Klimke, J. Transmission physics and consequences for materials selection, manufacturing, and applications. J. Eur. Ceram. Soc. 2009, 29, 207–221. [Google Scholar] [CrossRef]
- DeWith, G. Preparation, microstructure and properties of Y3Al5O12 ceramics. Philips J. Res. 1987, 42, 119–130. [Google Scholar]
- Rhodes, W.H. Agglomerate and Particle Size Effects on Sintering Yttria-Stabilized Zirconia. J. Am. Ceram. Soc. 1981, 64, 19–22. [Google Scholar] [CrossRef]
- Rahaman, M.N. Ceramic Processing and Sintering; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]
- Mohammadi, F.; Mirzaee, O.; Tajally, M. Influence of solid loading on the rheological, porosity distribution, optical and the microstructural properties of YAG transparent ceramic. Ceram. Int. 2018. [Google Scholar] [CrossRef]
- Esposito, L.; Piancastelli, A. Role of powder properties and shaping techniques on the formation of pore-free YAG materials. J. Eur. Ceram. Soc. 2009, 29, 317–322. [Google Scholar] [CrossRef]
- Stevenson, A.J.; Li, X.; Martinez, M.A.; Anderson, J.M.; Suchy, D.L.; Kupp, E.R.; Dickey, E.C.; Mueller, K.T.; Messing, G.L. Effect of SiO2 on Densification and Microstructure Development in Nd:YAG Transparent Ceramics. J. Am. Ceram. Soc. 2011, 94, 1380–1387. [Google Scholar] [CrossRef]
- Bernard, M. Approche Multi-échelle Pour les écoulements Fluide-Particules. Ph.D. Thesis, Université de Toulouse, Toulouse, France, 2014. [Google Scholar]
- Dong, K.J.; Zou, R.P.; Yang, R.Y.; Yu, A.B.; Roach, G. DEM simulation of cake formation in sedimentation and filtration. Miner. Eng. 2009, 22, 921–930. [Google Scholar] [CrossRef]
- Fu, L.F.; Dempsey, B.A. Modeling the effect of particle size and charge on the structure of the filter cake in ultrafiltration. J. Membr. Sci. 1998, 28, 221–240. [Google Scholar]
- Wachs, A. A DEM-DLM/FD method for direct numerical simulation of particulate flows: Sedimentation of polygonal isometric particles in a Newtonian fluid with collisions. Comput. Fluids. 2009, 38, 1608–1628. [Google Scholar] [CrossRef]
- Wachs, A. PeliGRIFF, a parallel DEM-DLM/FD direct numerical simulation tool for 3D particulate flows. J. Eng. Math. 2011, 71, 131–155. [Google Scholar] [CrossRef]
- Mendret, J. Mise au Point de Méthodes de Caractérisation du Colmatage de Membranes: Application à la Caractérisation in Situ d’un Dépôt Particulaire en Ultrafiltration Frontale en Lien Avec les Performances du Procédé. Ph.D. Thesis, INSA de Toulouse, Génie des Procédés et de l’Environnement, Toulouse, France, 2007. [Google Scholar]
- Mendret, J.; Guigui, C.; Cabassud, C.; Schmitz, P. Numerical investigations of the effect of non-uniform membrane permeability on deposit formation and filtration process. Desalination 2010, 263, 122–132. [Google Scholar] [CrossRef]
- Li, Z.; Katsumi, T.; Inui, T. Modeling cake filtration under coupled hydraulic, electric and osmotic effects. Membr. Sustain. Future Sect. 2011, 378, 485–494. [Google Scholar] [CrossRef]
- Abboud, N.M.; Corapcioglu, M.Y. Modeling of Compressible Cake Filtration. J. Colloid Interface Sci. 1993, 160, 304–316. [Google Scholar] [CrossRef]
- Bürger, R.; Concha, F.; Karlsen, K.H. Phenomenological model of filtration processes: 1. Cake formation and expression. Chem. Eng. Sci. 2001, 56, 4537–4553. [Google Scholar] [CrossRef]
- Guyon, E.; Hulin, J.P.; Petit, L. Hydrodynamique physique, 3rd ed.; EDP Science: Les Ulis, France, 2012. [Google Scholar]
- Borisova, E.A.; Adler, P.M. Deposition in porous media and clogging on the field scale. Phys. Rev. E 2005, 71, 016311. [Google Scholar] [CrossRef]
- Di Sarli, V.; di Benedetto, A. Modeling and simulation of soot combustion dynamics in a catalytic diesel particulate filter. Chem. Eng. Sci. 2015, 137, 69–78. [Google Scholar] [CrossRef]
- Bars, M.L.; Worster, M.G. Interfacial conditions between a pure fluid and a porous medium: Implications for binary alloy solidification. J. Fluid Mech. 2006, 550, 149–173. [Google Scholar] [CrossRef] [Green Version]
- ANSYS. ANSYS FLUENT 12.0 User’s Guide—7.2.3 Porous Media Conditions. 2012. Available online: http://www.afs.enea.it/project/neptunius/docs/fluent/html/ug/node233.htm (accessed on 8 March 2018).
- COMSOL. Porous Media. 2014. Available online: https://www.comsol.fr/ (accessed on 8 March 2018).
- Yang, W.-C. Handbook of Fluidization and Fluid-Particle Systems; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]
- Reed, J.S. Principles of Ceramics Processing, 2nd ed.; Wiley-Interscience: New York, NY, USA, 1995. [Google Scholar]
- Gremillard, L.; Biotteau-Deheuvels, K.; Clement, P.; Perron, M.; Duvauchelle, P.; Meille, S.; Chevalier, J. Modeling and in-situ evaluation of thermal gradients during sintering of large ceramic balls. Ceram. Int. 2017, 43, 7338–7345. [Google Scholar] [CrossRef]
- Moser, D.; Pannala, S.; Murthy, J. Computation of Effective Thermal Conductivity of Powders for Selective Laser Sintering Simulations. J. Heat Transf. 2016, 138, 082002. [Google Scholar] [CrossRef] [Green Version]
- Bernache-Assolant, D. Chimie-Physique du Frittage; Hermès: Paris, France, 1993. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (Primary Oxides Mixing) | PAA (wt.%) | η at 100 s−1 (mPa·s) | P (Pa) | ε (%) | dp (10−9m) | kErgun (m2) * | kSimul (m2) ** |
|---|---|---|---|---|---|---|---|
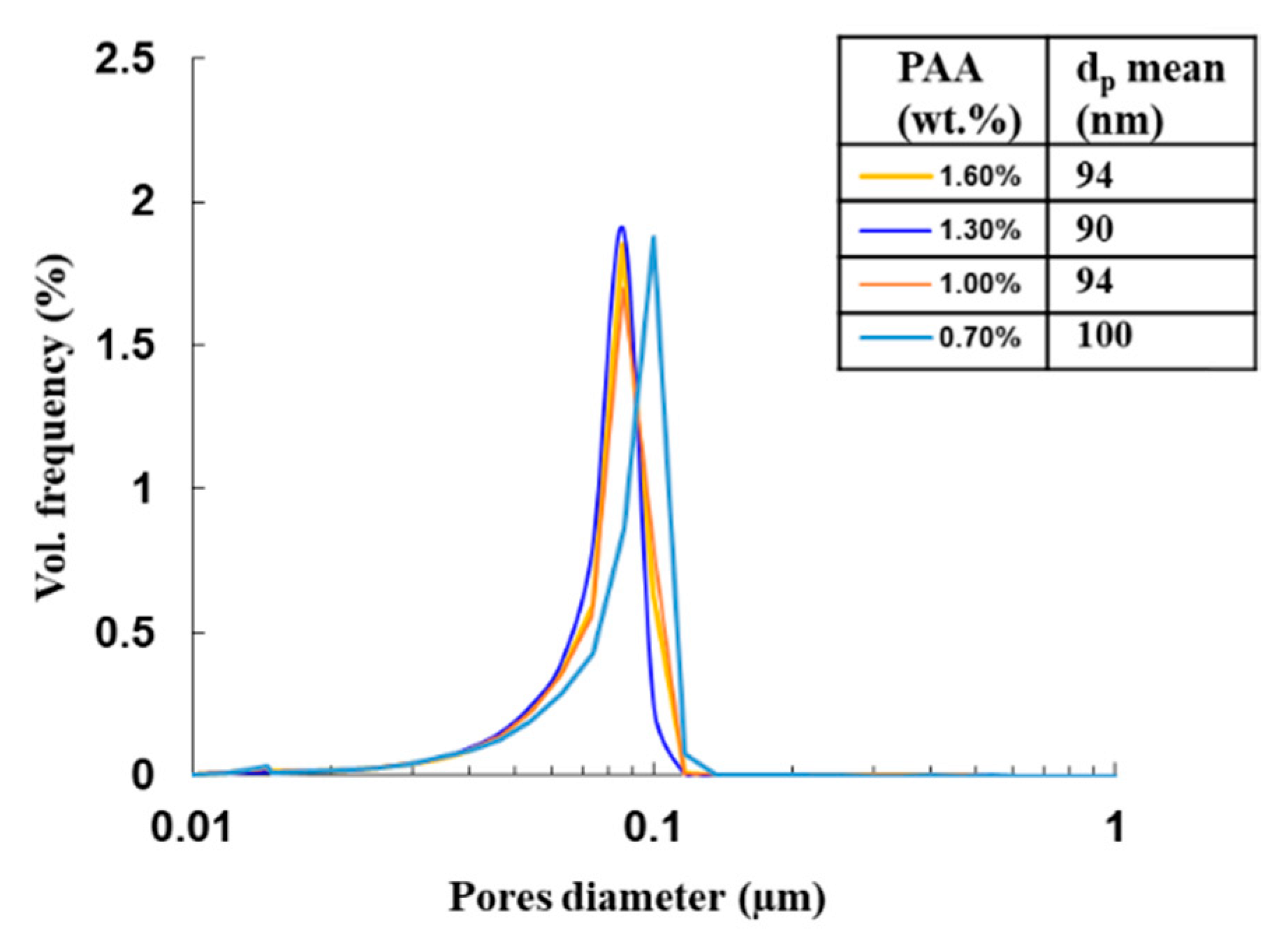
| 1 at.% Nd:YAG | 1.3 | 18 | 1 × 106 | 52 | 95 | 3.7 × 10−17 | 3.9 × 10−17 |
| 1 at.% Nd:YAG | 1.3 | 18 | 3 × 106 | 50 | 90 | 2.7 × 10−17 | 2.9 × 10−17 |
| 1 at.% Nd:YAG | 1.0 | 35 | 3 × 106 | 54 | 94 | 4.4 × 10−17 | 4.6 × 10−17 |
| 1 at.% Nd:YAG | 0.7 | 100 | 3 × 106 | 59 | 100 | 8.1 × 10−17 | 7.2 × 10−17 |
| 3.5 at.% Nd:YAG | 1.6 | 19 | 3 × 106 | 51 | 94 | 3.3 × 10−17 | 3.2 × 10−17 |
| Undoped YAG | 1.0 | 33 | 3 × 106 | 55 | 94 | 4.8 × 10−17 | 4.6 × 10−17 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boulesteix, R.; Chevarin, C.; Belon, R.; Maître, A.; Cochain, L.; Sallé, C. Manufacturing of Large Size and Highly Transparent Nd:YAG Ceramics by Pressure Slip-Casting and Post-Sintering by HIP: An Experimental and Simulation Study. Materials 2020, 13, 2199. https://doi.org/10.3390/ma13092199
Boulesteix R, Chevarin C, Belon R, Maître A, Cochain L, Sallé C. Manufacturing of Large Size and Highly Transparent Nd:YAG Ceramics by Pressure Slip-Casting and Post-Sintering by HIP: An Experimental and Simulation Study. Materials. 2020; 13(9):2199. https://doi.org/10.3390/ma13092199
Chicago/Turabian StyleBoulesteix, Rémy, Cyril Chevarin, Rémy Belon, Alexandre Maître, Léo Cochain, and Christian Sallé. 2020. "Manufacturing of Large Size and Highly Transparent Nd:YAG Ceramics by Pressure Slip-Casting and Post-Sintering by HIP: An Experimental and Simulation Study" Materials 13, no. 9: 2199. https://doi.org/10.3390/ma13092199