Effect of Oxide Particles on Microstructure and Mechanical Properties of the 45 Carbon Structural Steel

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Materials
2.2. Material Characterization
3. Results
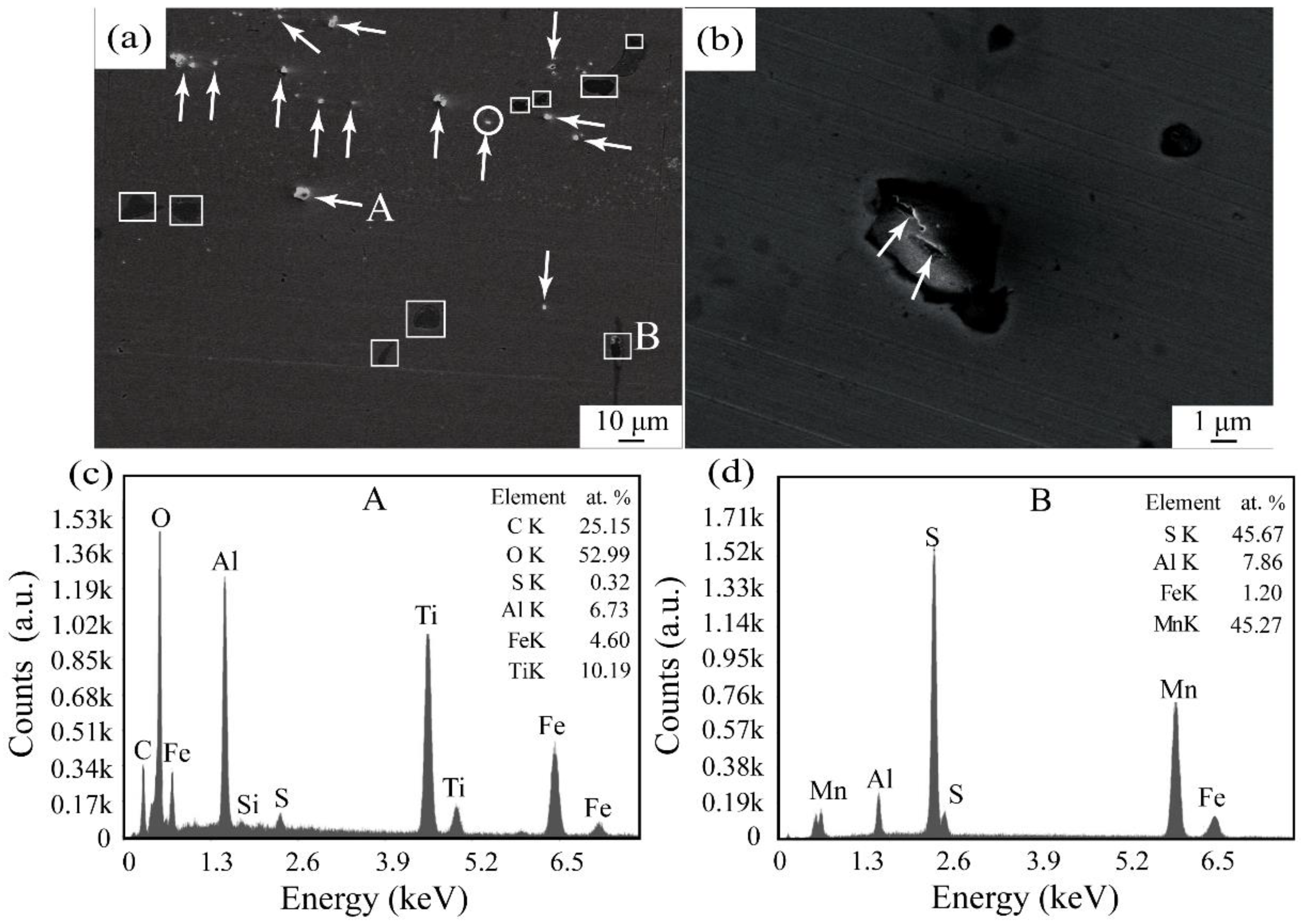
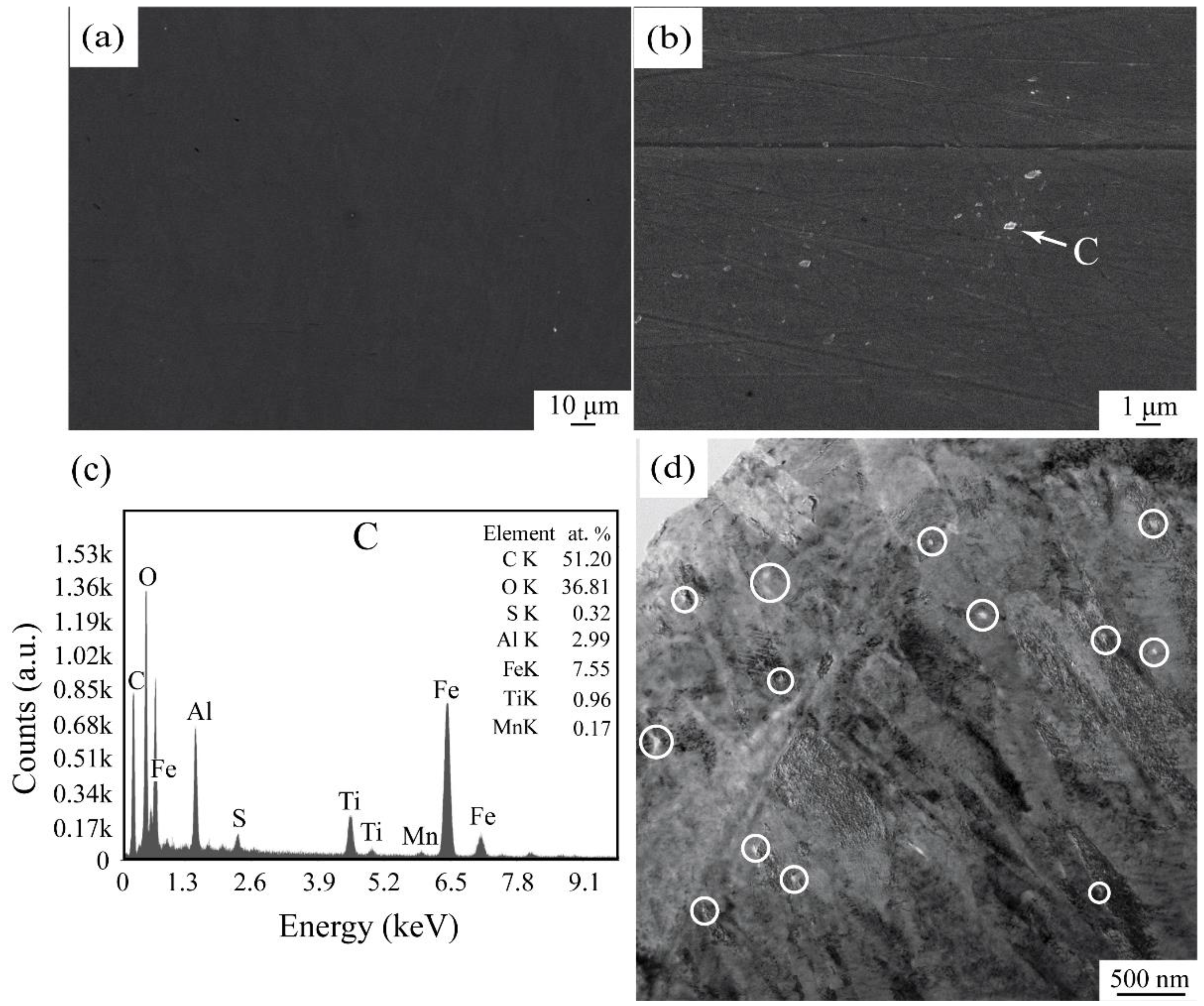
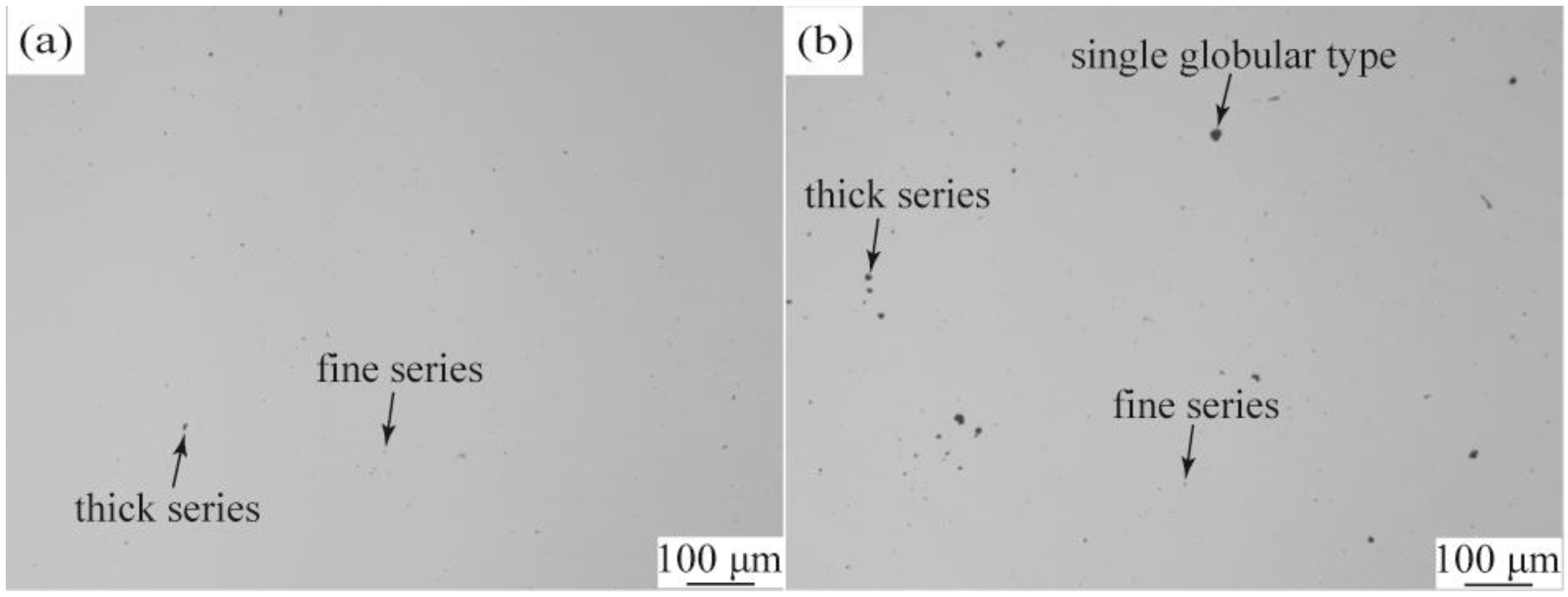
3.1. Existing Form of the Oxide Particles
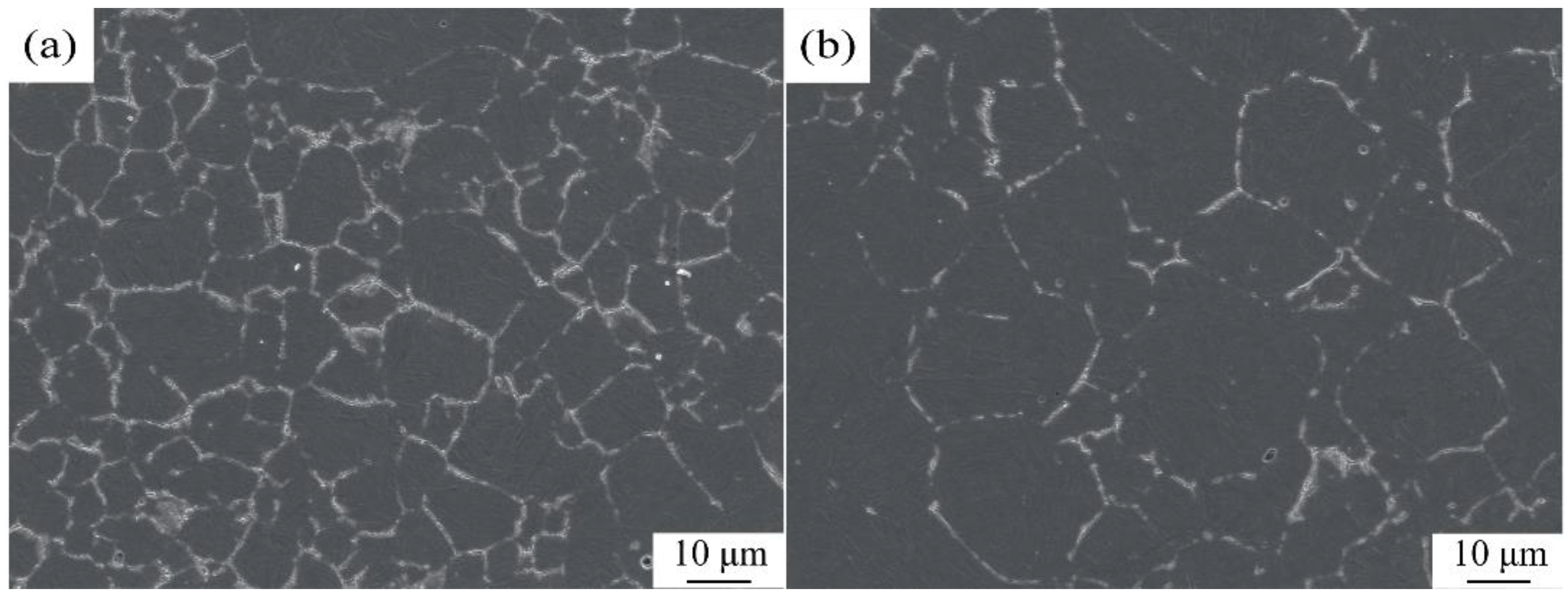
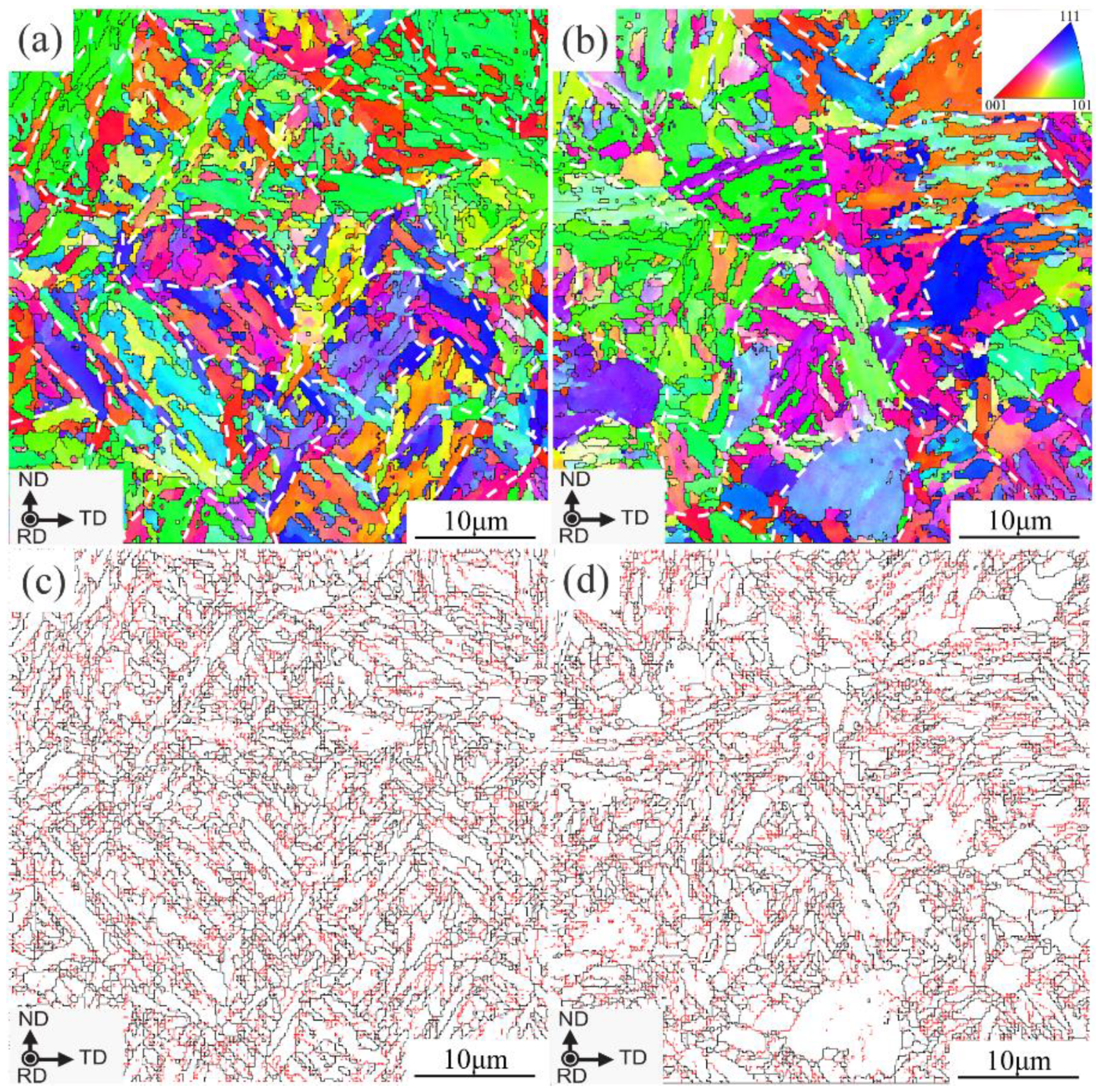
3.2. Microstructures
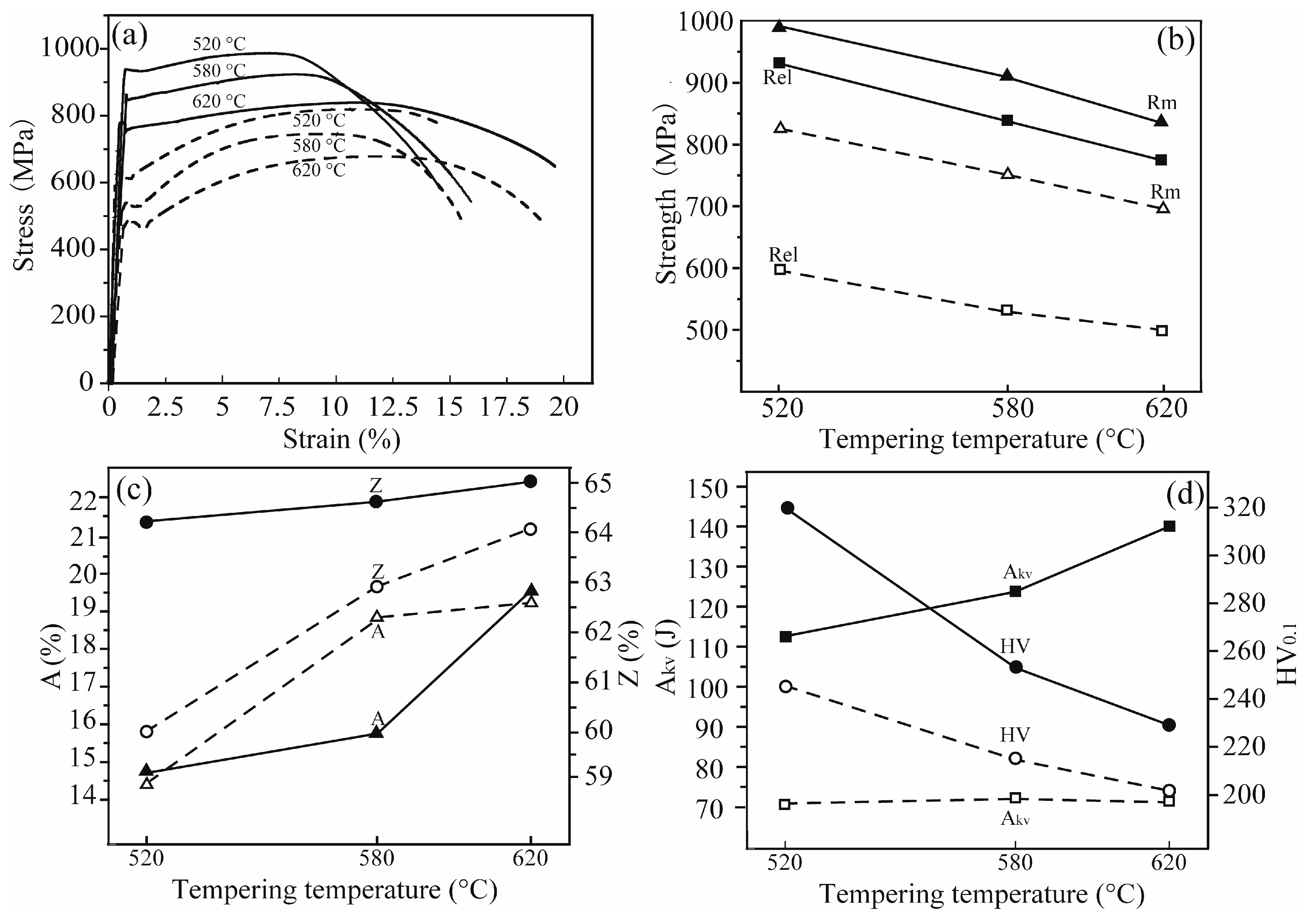
3.3. Mechanical Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density–induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Z.; Li, Y.Z.; He, B.B.; Huang, M.X. Research Progress on Strengthening and Toughening of Second Phase Particles in Iron and Steel Materials. Mater. China 2019, 38, 223–230. [Google Scholar] [CrossRef]
- Alinger, M.J.; Odette, G.R.; Hoelzer, D.T. On the role of alloy composition and processing parameters in nanocluster formation and dispersion strengthening in nanostructured ferritic alloys. Acta Mater. 2009, 57, 392–406. [Google Scholar] [CrossRef]
- Schneibel, J.H.; Liu, C.T.; Miller, M.K.; Mills, M.J.; Sarosi, P.; Heilmaier, M.; Sturm, D. Ultrafined-grained nanocluster-strengthened alloys with unusually high creep strength. Scr. Mater. 2009, 61, 793–796. [Google Scholar] [CrossRef]
- Garcia, C.I. High strength low alloyed (HSLA) steel: Automotive steels: Design, metallurgy, processing and applications, 1st ed.; Woodhead Publ.: Britain Cambridge, Britain, 2016; pp. 145–167. [Google Scholar] [CrossRef]
- Scott, C.; Remy, B.; Collet, J.L.; Cael, A.; Bao, C. Precipitation strengthening in high manganese austenitic TWIP steels. Int. J. Mater. Res. 2011, 102, 538–549. [Google Scholar] [CrossRef]
- Hsu, T.Y. Quenching–partitioning–tempering process for ultra-high strength steel. Int. Heat Treat. Surf. Eng. 2008, 2, 64–67. [Google Scholar] [CrossRef]
- Jiang, S.; Wang, H.; Wu, Y.; Liu, X.; Chen, H.; Yao, M.; Gault, B.; Ponge, D.; Raabe, D.; Hirata, A.; et al. Ultrastrong steel via minimal lattice misfit and high-density nanoprecipitation. Nature 2017, 544, 460–464. [Google Scholar] [CrossRef] [PubMed]
- Materna-Morris, E.; Lindau, R.; Schneider, H.C.; Möslang, A. Tensile behavior of EUROFER ODS steel after neutron irradiation up to 16.3 dpa between 250 and 450 °C. Fusion Eng. Des. 2015, 98, 2038–2041. [Google Scholar] [CrossRef]
- Akhtar, F.; Humail, I.S.; Askari, S.J.; Tian, J.J.; Guo, S.J. Effect of WC particle size on the microstructure, mechanical properties and fracture behavior of WC–(W, Ti, Ta) C–6 wt % Co cemented carbides. Int. J. Refract. Met. Hard Mater. 2007, 25, 405–410. [Google Scholar] [CrossRef]
- Uchidi, Y.; Ohnuki, S.; Hashimoto, N.; Suda, T.; Nagai, T.; Shinayama, T.; Hamada, K.; Akasaka, N.; Yamashita, S.; Ohstuka, S.; et al. Effect of minor alloying element on dispersing nano-particles in ODS steel. MRS Online Proc. Libr. 2006, 981, JJ07–JJ09. [Google Scholar] [CrossRef]
- Lee, J.H. Development of oxide dispersion strengthened ferritic steels with and without aluminum. Front. Energy 2012, 6, 29–34. [Google Scholar] [CrossRef]
- Jiménez, J.A.; Carsí, M.; Frommeyer, G.; Ruano, O.A. Microstructural and mechanical characterisation of composite materials consisting of M3/2 high speed steel reinforced with niobium carbides. Powder Metall. 2005, 48, 371–376. [Google Scholar] [CrossRef]
- Clyne, T.W.; Withers, P.J. An introduction to Metal Matrix Composites, 1st ed.; Cambridge University Press: Cambridge, Britain, 1995; pp. 256–262. Available online: https://books.google.com/books?id=8Yv8Mf1UkR0C&printsec=frontcover&hl=zh-CN#v=onepage&q&f=false (accessed on 6 February 2020).
- Hasegawa, M. Strengthening of alloys by the spray-dispersion method, 1st ed.; The Nikkan Kogyo Shimbun Ltd.: Tokyo, Japan, 1980; Available online: https://ci.nii.ac.jp/ncid/BN03454327 (accessed on 6 February 2020).
- He, T.Q.; Wu, K.M.; Anatolii, T.; Yu, H.W.; Xiong, Y.Z. Effect of feeding Ca–Mg–RE–Zr composite cored wire during refining of liquid steel on abrasive wear resistance of high-strength steels. Wear 2013, 303, 524–532. [Google Scholar] [CrossRef]
- Kapranos, P.; Carney, C.; Pola, A.; Jolly, M. Advanced Casting Methodologies: Investment Casting, Centrifugal Casting, Squeeze Casting, Metal Spinning, and Batch Casting. In Casting. Semi-solid forming and hot metal forming. Comprehensive Materials Processing, 1st ed.; Hashmi, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 5, pp. 39–67. Available online: https://www.sciencedirect.com/referencework/9780080965338/comprehensive-materials-processing (accessed on 2 February 2020).
- Ahmad, A.H.; Naher, S.; Aqida, S.N.; Brabazon, D. Routes to Spheroidal Starting Material for Semisolid Metal Processing. In Casting. Semi-solid forming and hot metal forming. Comprehensive Materials Processing, 1st ed.; Hashmi, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 5, pp. 135–148. Available online: https://www.sciencedirect.com/referencework/9780080965338/comprehensive-materials-processing (accessed on 2 February 2020).
- Steel-Determination of Content of Nonmetallic Inclusions-Micrographic Method Using Standard Diagrams; ISO 4967-2013; ISO: Geneva, Switzerland, 15 July 2013.
- Podgornik, B.; Torkar, M.; Burja, J.; Godec, M.; Senčič, B. Improving properties of spring steel through nano-particles alloying. Mater. Sci. Eng. A 2015, 638, 183–189. [Google Scholar] [CrossRef]
- Gregg, J.M.; Bhadeshia, H. Solid-state nucleation of acicular ferrite on minerals added to molten steel. Acta Mater. 1997, 45, 739–748. [Google Scholar] [CrossRef]
- Mu, W.; Jönsson, P.G.; Nakajima, K. Effect of sulfur content on inclusion and microstructure characteristics in steels with Ti2O3 and TiO2 additions. ISIJ Int. 2014, 54, 2907–2916. [Google Scholar] [CrossRef] [Green Version]
- Sarma, D.S.; Karasev, A.V.; Jönsson, P.G. On the role of non-metallic inclusions in the nucleation of acicular ferrite in steels. ISIJ Int. 2009, 49, 1063–1074. [Google Scholar] [CrossRef] [Green Version]
- Li, H.X. Handbook of Refractories, 1st ed.; Metallurgical Industry Press: Beijing, China, 2007; pp. 18–30. Available online: http://www.bookask.com/book/1732634.html (accessed on 2 February 2020).
- Kang, Y.C.; Chan, S.L.I. Tensile properties of nanometric Al2O3 particulate-reinforced aluminum matrix composites. Mater. Chem. Phys. 2004, 85, 438–443. [Google Scholar] [CrossRef]
- Boulnat, X.; Perez, M.; Fabregue, D.; Douillard, T.; Mathon, M.H.; Carlan, Y. Microstructure evolution in nano-reinforced ferritic steel processed by mechanical alloying and spark plasma sintering. Metall. Mater. Trans. A 2014, 45, 1485–1497. [Google Scholar] [CrossRef]
- Humenik, M., Jr.; Kingery, W.D. Metal-Ceramic Interactions: III, Surface Tension and Wettability of Metal-Ceramic Systems. J. Am. Ceram. Soc. 1954, 37, 18–23. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide Addition | C | Mn | Si | P | S | Al | Ti | B | O |
|---|---|---|---|---|---|---|---|---|---|
| Yes | 0.449 | 0.675 | 0.395 | 0.030 | 0.036 | 0.111 | 0.005 | 0.003 | 0.004 |
| No | 0.448 | 0.555 | 0.229 | 0.016 | 0.005 | / | / | / | / |
| Oxide Addition | Group D (Globular Oxide Type) | Group DS (Single Globular Type) (13 μm~75 μm) | |
|---|---|---|---|
| Fine Series (3 μm~8 μm) | Thick Series (>8μm~13μm) | ||
| Yes | 2.13 | 0.5 | No found |
| No | 2.40 | 1.45 | 1.25 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, B.; Feng, J.; Zhai, Y.; Sun, Z.; Liu, H.; Jiang, Y.; He, J.; Peng, H. Effect of Oxide Particles on Microstructure and Mechanical Properties of the 45 Carbon Structural Steel. Materials 2020, 13, 1232. https://doi.org/10.3390/ma13051232
Chen B, Feng J, Zhai Y, Sun Z, Liu H, Jiang Y, He J, Peng H. Effect of Oxide Particles on Microstructure and Mechanical Properties of the 45 Carbon Structural Steel. Materials. 2020; 13(5):1232. https://doi.org/10.3390/ma13051232
Chicago/Turabian StyleChen, Bin, Jianhang Feng, Yongzhen Zhai, Zhonghua Sun, Hongbo Liu, Yanfei Jiang, Jun He, and Huifen Peng. 2020. "Effect of Oxide Particles on Microstructure and Mechanical Properties of the 45 Carbon Structural Steel" Materials 13, no. 5: 1232. https://doi.org/10.3390/ma13051232