Analysis of the Basal Plane Dislocation Density and Thermomechanical Stress during 100 mm PVT Growth of 4H-SiC

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. SWXRT Analysis of Crystal A
3.2. Investigation of Tilt and Strain of Crystals B and C
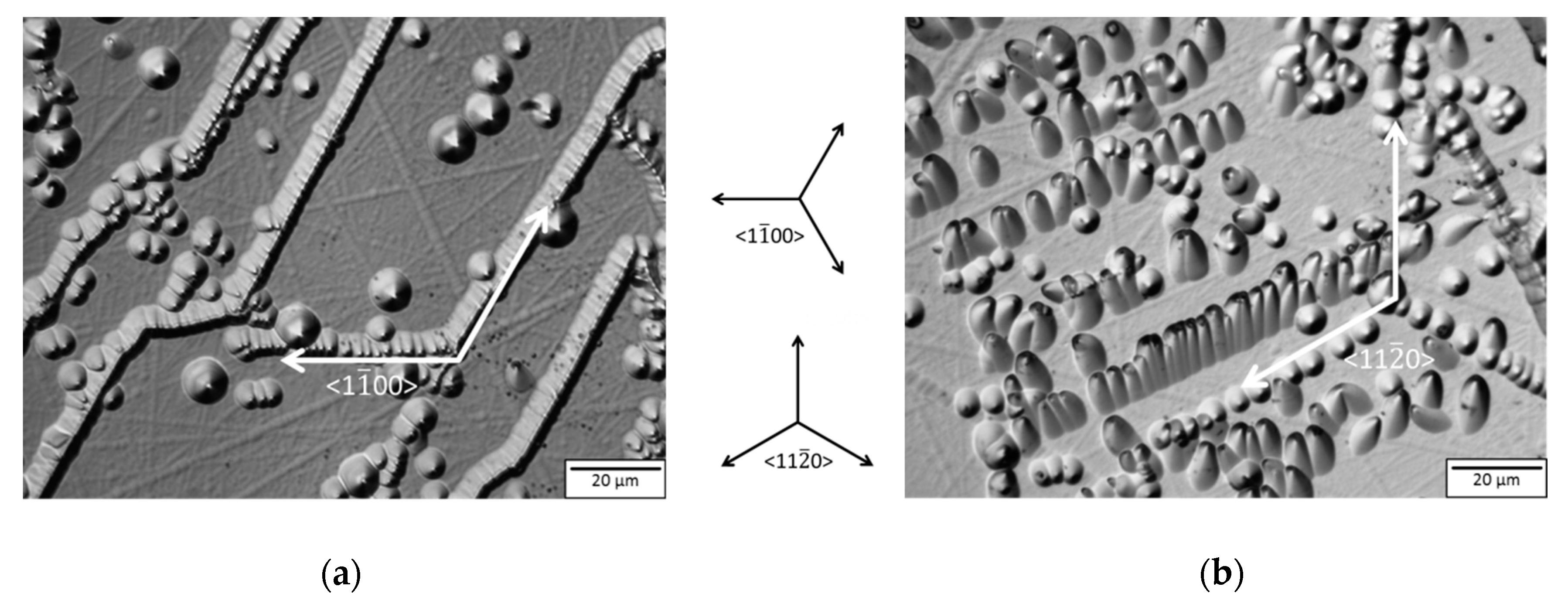
3.3. BPD Density and Dislocation Patterning
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wellmann, P.J. Review of SiC crystal growth technology. Semicond. Sci. Technol. 2018, 33, 103001. [Google Scholar] [CrossRef]
- Wellmann, P.; Neubauer, G.; Fahlbusch, L.; Salamon, M.; Uhlmann, N. Growth of SiC bulk crystals for application in power electronic devices—process design, 2D and 3D X-ray in situ visualization and advanced doping. Cryst. Res. Technol. 2015, 50, 2–9. [Google Scholar] [CrossRef]
- Bergman, P.; Lendenmann, H.; Nilsson, P.Å.; Lindefelt, U.; Skytt, P. Crystal Defects as source of anomalous forward voltage increase of 4H-SiC diodes. Mater. Sci. Forum 2001, 353, 299–302. [Google Scholar] [CrossRef]
- Agarwal, A.; Fatima, H.; Haney, S.; Ryu, S.-H. A new degradation mechanism in high-voltage sic power MOSFETs. IEEE Electron Device Lett. 2007, 28, 587–589. [Google Scholar] [CrossRef]
- Veliadis, V.; Hearne, H.; Stewart, E.J.; Snook, M.; Chang, W.; Caldwell, J.D.; Ha, H.C.; El-Hinnawy, N.; Borodulin, P.; Howell, R.S.; et al. Degradation and full recovery in high-voltage implanted-gate SiC JFETs subjected to bipolar current stress. IEEE Electron Device Lett. 2012, 33, 952–954. [Google Scholar] [CrossRef]
- Ohtani, N.; Katsuno, M.; Tsuge, H.; Fujimoto, T.; Nakabayashi, M.; Yashiro, H.; Sawamura, M.; Aigo, T.; Hoshino, T. Behavior of basal plane dislocations in hexagonal silicon carbide single crystals grown by physical vapor transport. Jpn. J. Appl. Phys. 2006, 45, 1738–1742. [Google Scholar] [CrossRef]
- Dudley, M.; Chen, Y.; Huang, X.R.; Ma, R.H. Aspects of dislocation behavior in SiC. Mater. Sci. Forum 2008, 600, 261–266. [Google Scholar] [CrossRef]
- Schmitt, E.; Straubinger, T.; Rasp, M.; Weber, A.D. Defect reduction in sublimation grown SiC bulk crystals. Superlattices Microstruct. 2006, 40, 320–327. [Google Scholar] [CrossRef]
- Gao, B.; Kakimoto, K. Three-dimensional modeling of basal plane dislocations in 4H-SiC single crystals grown by the physical vapor transport method. Cryst. Growth Des. 2014, 14, 1272–1278. [Google Scholar] [CrossRef]
- Xie, X.; Hu, X.; Chen, X.; Liu, F.; Yang, X.; Xu, X.; Wang, H.; Li, J.; Yu, P.; Wang, R. Characterization of the three-dimensional residual stress distribution in SiC bulk crystals by neutron diffraction. CrystEngComm 2017, 19, 6527–6532. [Google Scholar] [CrossRef]
- Dudley, F.; Huang, W.; Wang, S.; Powell, J.A.; Neudeck, P.; Fazi, C. White-beam synchrotron topographic analysis of multi-polytype SiC device configurations. J. Phys. D Appl. Phys. 1995, 28, A56–A62. [Google Scholar] [CrossRef]
- Rack, A.; Weitkamp, T.; Trabelsi, S.B.; Modregger, P.; Cecilia, A.; dos Santos Rolo, T.; Rack, T.; Haas, D.; Simon, R.; Baumbach, T.; et al. The micro-imaging station of the TopoTomo beamline at the ANKA synchrotron light source. Nucl. Instrum. Methods Phys. Res. B Beam Interact. Mater. Atoms 2009, 267, 1978–1988. [Google Scholar] [CrossRef]
- Selder, M.; Kadinski, L.; Durst, F.; Straubinger, T.; Wellmann, P.; Hofmann, D. Numerical simulation of thermal stress formation during PVT-growth of SiC bulk crystals. Mater. Sci. Forum 2001, 353, 65–68. [Google Scholar] [CrossRef]
- Ouisse, T.; Chaussende, D.; Auvray, L. Micropipe-induced birefringence in 6H silicon carbide. J. Appl. Crystallogr. 2009, 43, 122–133. [Google Scholar] [CrossRef]
- Glass, R.C.; Kjellberg, L.O.; Tsvetkov, V.F.; Sundgren, J.E.; Janzén, E. Structural macro-defects in 6H-SiC wafers. J. Cryst. Growth 1993, 132, 504–512. [Google Scholar] [CrossRef]
- Hull, D.; Bacon, D.J. Introduction of Dislocations, 5th. ed.; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Ha, S.; Mieszkowski, P.; Skowronski, M.; Rowland, L.B. Dislocation conversion in 4H silicon carbide epitaxy. J. Cryst. Growth 2002, 244, 257–266. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
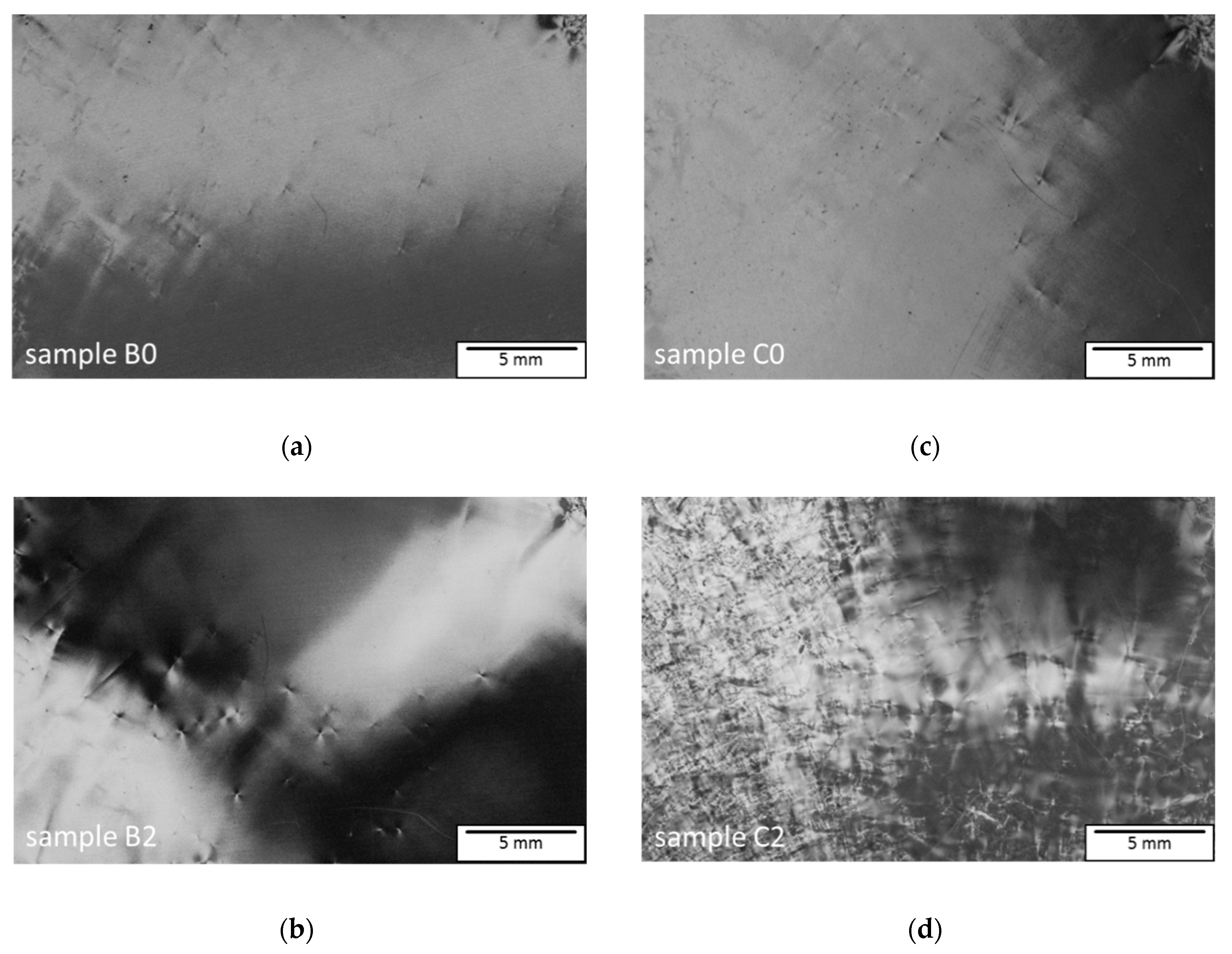
| Prepared Samples | Source Crystal | Cooldown Rate [K/h] | Additional Notes |
|---|---|---|---|
| B0 1 | A | 47.3 | Seed for crystal B |
| C0 1 | 47.3 | Seed for crystal C | |
| B1 | B | 47.3 | Cut next to the seed |
| B2 | 47.3 | Cut near the growth interface | |
| C1 | C | 24.6 | Cut next to the seed |
| C2 | 24.6 | Cut near the growth interface |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Steiner, J.; Roder, M.; Nguyen, B.D.; Sandfeld, S.; Danilewsky, A.; Wellmann, P.J. Analysis of the Basal Plane Dislocation Density and Thermomechanical Stress during 100 mm PVT Growth of 4H-SiC. Materials 2019, 12, 2207. https://doi.org/10.3390/ma12132207
Steiner J, Roder M, Nguyen BD, Sandfeld S, Danilewsky A, Wellmann PJ. Analysis of the Basal Plane Dislocation Density and Thermomechanical Stress during 100 mm PVT Growth of 4H-SiC. Materials. 2019; 12(13):2207. https://doi.org/10.3390/ma12132207
Chicago/Turabian StyleSteiner, Johannes, Melissa Roder, Binh Duong Nguyen, Stefan Sandfeld, Andreas Danilewsky, and Peter J. Wellmann. 2019. "Analysis of the Basal Plane Dislocation Density and Thermomechanical Stress during 100 mm PVT Growth of 4H-SiC" Materials 12, no. 13: 2207. https://doi.org/10.3390/ma12132207