1. Introduction
In recent years, an intensive Additive Manufacturing (AM) industry has developed, due to possibilities of manufacturing of very complex structures inside parts and work pieces. This innovative technology is often determined as “3D printing”. The technology, in contrast to the conventional (subtractive) method of “top-down” machining processes (SM) which removes material, creates parts via a “bottom-up” process. In AM, the elements are created layer-by-layer by using a computer-controlled laser beam source. This allows fabrication of complex shapes inside of the parts, which are difficult to obtain by using molding or conventional manufacturing techniques [
1,
2,
3]. AM technologies are used in several applications such as turbine blade manufacturing in aerospace engineering, prosthesis and medical implants (in the medical industry), and die casting molds, valves, heat exchangers, manifolds and collectors. One of the main challenges of this technology is the characterization and prediction of manufactured structures and their connection with selected fabrication settings [
4,
5,
6,
7].
Both subtractive and additive manufacturing have several advantages and disadvantages. In practice, parts made in additive technology are a replacement for casting technology. The big advantages of the additive manufacturing rely basically on no restrictions to building complex shapes and ability to produce several units at the same time. On the other hand, the disadvantage is undoubtedly the lower surface quality and the dimensional–shape accuracy compared to parts made with the use of machining. The material obtained with 3D printing technology shows porosity and areas with different consistency of material. The characteristics of the parts obtained in the AM technology is the layered structure of the material and necessity to decrease the size of stresses within the material caused by a poor heat distribution [
8,
9].
Geometrically simple objects are easier to machine by SM. A more complex tool path is generated if the geometry becomes more complex and this can be difficult to produce with a milling machine even with five or more axes.
An interesting idea to improve the quality of the manufactured parts is the use of hybrid processing, previously analyzing whether it is better to use more thin layers during AM production or fewer thick layers (then worse quality of the item) but with the need of additional mechanical machining AM + SM [
10].
Selective Laser Melting (SLM) is the most widespread method of metal additive manufacturing that allows laser fusion of metal powders (with low granulation 15–45 μm), such as AISI 316L and PH 17-4 stainless steels, Maraging steels, Inconel 625 and 718, Al-Si alloys, CoCr and Ti6Al4V [
1,
4,
11]. SLM involves a powder bed fusion process where parts are produced by melting a thin coat of powder layer-by-layer by applying a rastered laser beam controlled directly from a computer aided design model (CAD). For the SLM-process, the build chamber is flooded with an inert gas, such as argon (Ar), or a process gas, such as nitrogen (N
2), to prevent oxidation on the powder surface [
1,
6]. Additionally, the SLM process allows the fabrication of almost fully dense metal parts with mechanical properties comparable to components made by conventional routes. SLM enables a high relative density (even for arbitrary complex structures), low porosity of the manufactured elements and high material utilization rates. SLM enables the fabrication of parts without the need of tools and prototypes. In addition, for the production of small element sizes, there is no increase in costs (in contrary to the mold-based technologies). However, the quality of SLM produced parts strongly depends on the laser processing parameters, building chamber atmosphere, powder bed preheating, and especially on the powder feedstock characteristics [
11,
12,
13,
14,
15,
16,
17]. Unfortunately, the parts fabricated by using the SLM process, characterize decreased dimensional accuracy and surface quality (with the dimensional tolerance of 40–80 μm). Therefore, post-processing by machining (finishing or grinding) is often necessary in order to achieve the suitable surface conditions for its applications [
18,
19].
Several alloys are currently used for SLM. However, the AISI 316L austenitic stainless steel is frequently employed due to its combination of good mechanical properties, excellent corrosion resistance and good SLM process compatibility [
4,
12]. Researchers have focused mainly on applying process parameters for SLM to improve the geometrical and microstructural properties of manufactured components (such as surface roughness and surface integrity, high density and residual stress of AISI 316L) [
13,
20,
21]. The effect of LSM parameters such as laser power, scanning velocity and scanning direction are correlated with the mechanical properties of the fabricated parts [
22,
23,
24]. For example, the lower laser power
P = 100 W causes the fabricated sample to be characterized by more pores and lower hardness [
23]. However, the laser power
P = 200 W and the high scan speed
vscan = 400 mm/s yield a low temperature during process SLM, which gives poor wettability and micropores appearing in the structure [
24]. Additively, the laser power increase and or scanning velocity decrease contribute to the increase of energy density, which impact on: lower porosity, bigger melt pool, and stronger bonding between pools [
22]. The quality of fabricated part depends on these properties, which can affect the post-process machining.
Additively, the parameters of SLM such as energy input effects spatter behavior, which is generated during the process. The formed spatter influences the part structure, which can be significant during added post-process machining [
25]. The distribution state and particle size of nanoscale TiC reinforcements in the structure of molten part affect the micro-hardness and wear rates [
26]. The increase of the volume content of TiC causes an increase of hardness and decrease of coefficient of friction and wear rate [
27].
Previous studies to a lesser extent have presented the machining of external surfaces of AISI 316L fabricated via SLM. The impact of machining data on the surface quality (surface roughness or surface integrity) plays an important role [
28,
29,
30,
31]. Therefore, there is a need to analyze the cutting process of metals obtained by additive technology, SLM in our case.
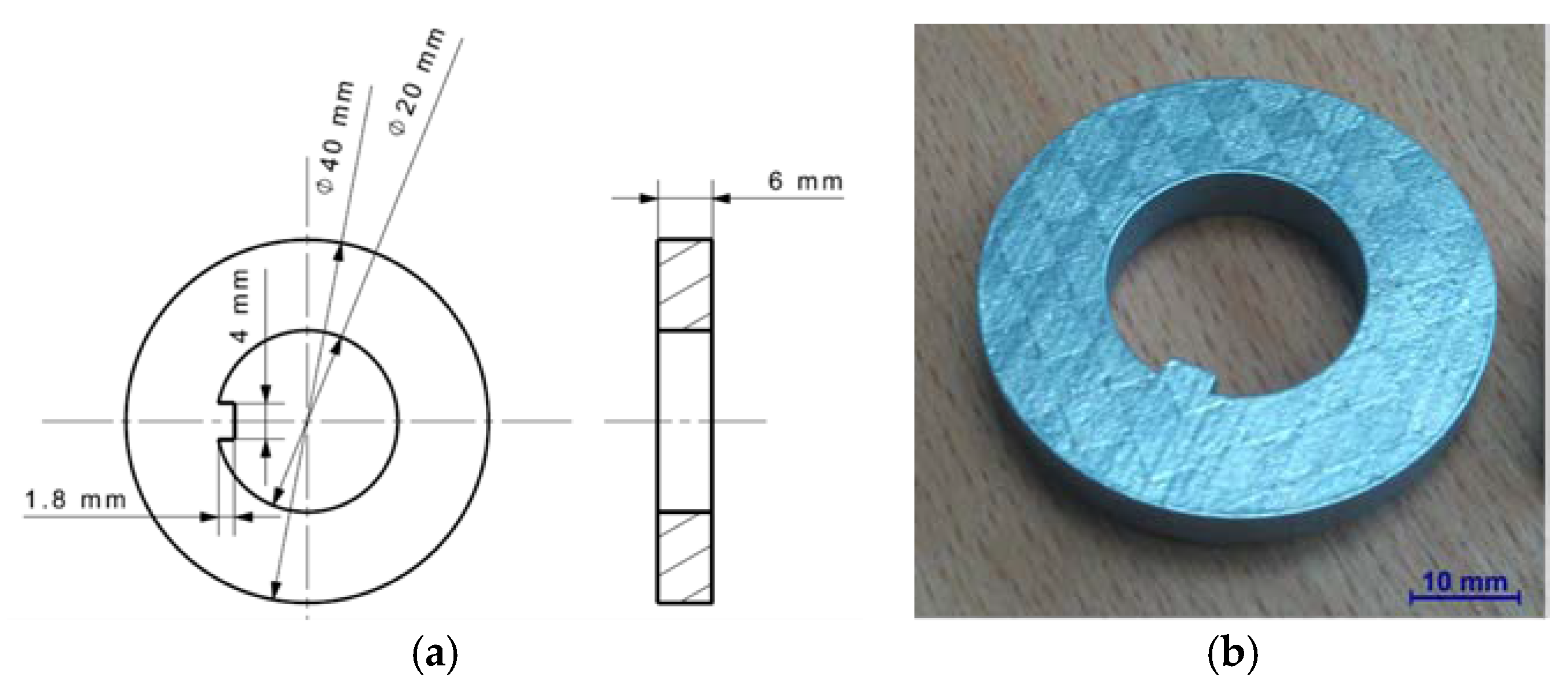
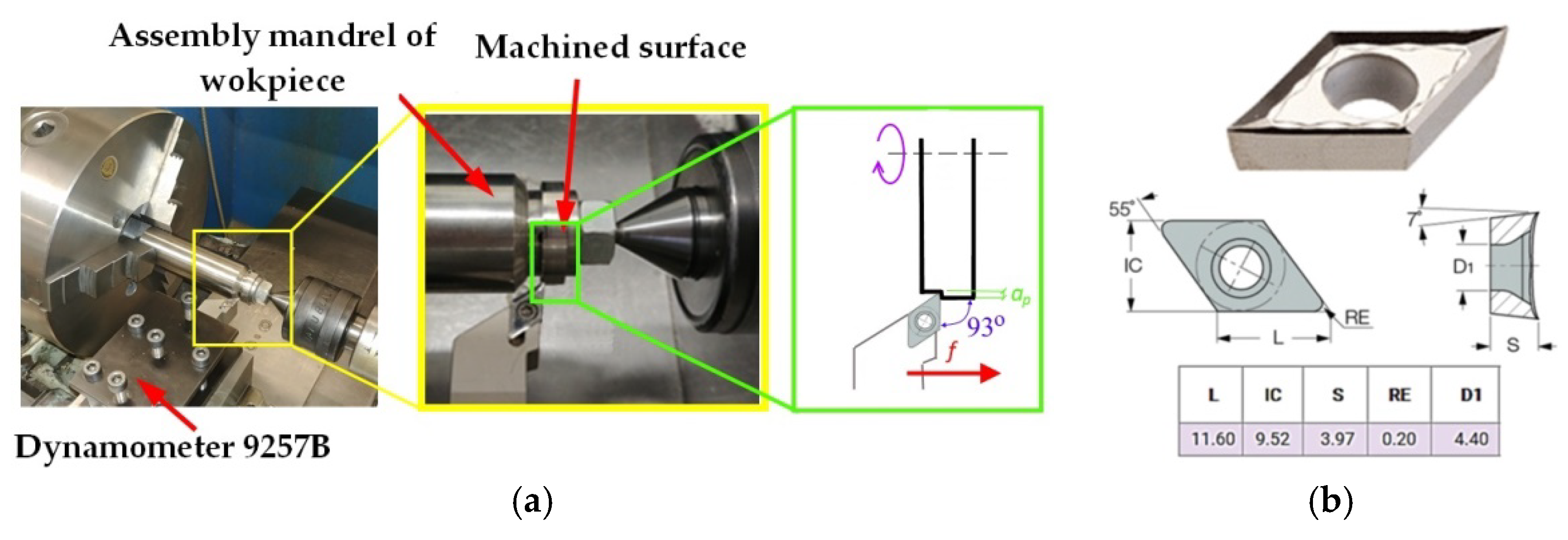
We determined the influence of parameters cutting data on the molten laser stainless steel 316L on the surface finish, cutting forces and temperatures values in the cutting zone. A machining analysis of a specially designed sintered turning ring was carried out.
3. Results Analysis of Cutting Forces Measurements
In
Table 5, the experimental results of the components of the total cutting force with standard deviations (
Std. Dev.) are shown. The cutting forces, such as
Fc,
Ff, and
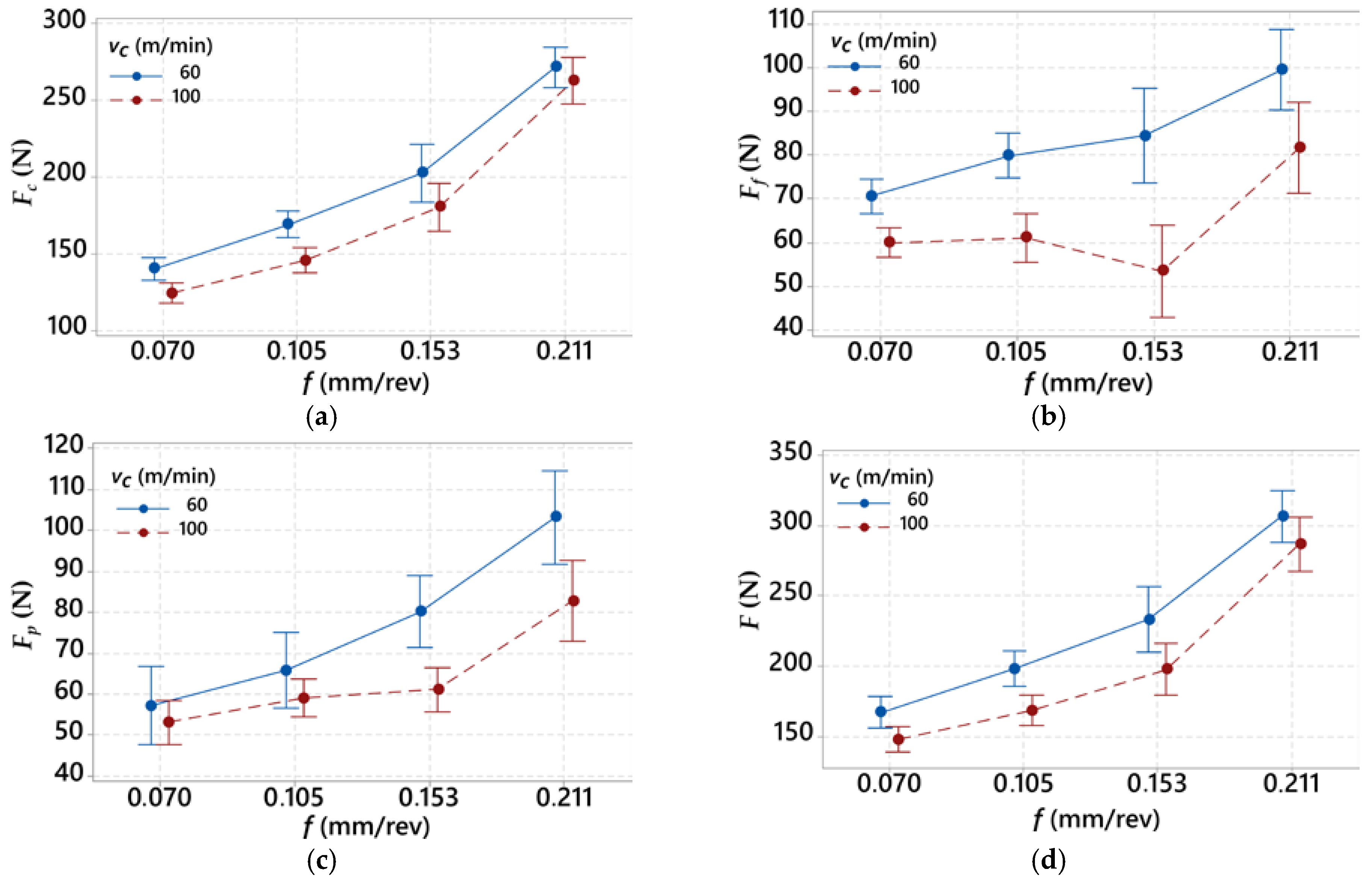
Fp, are presented as their average values. The impact of feed rate
f on the cutting forces values and the total cutting force
F, are presented in
Figure 3.
The results show that the feed rate
f significantly affects the total cutting force
F. In the case of the longitudinal force
Fc, the increase of the feed rate values causes a stable increase of the force with constant increments. A threefold increase of feed rate, from
f = 0.07 mm/rev to
f = 0.211 mm/rev, contributes to the cutting force increase
Fc of about 120–150 N in relation to the cutting speed. It was observed that, when applying the cutting speed
vc = 100 mm/min for feed rate
f > 0.15 mm/rev, the increment of thrust force
Fp decreases and the increment of feed force
Ff increases. This result indicates changes in the direction of the forces (
Ff and
Fp) in the case of using higher cutting speed values. The analysis of the results shows a decrease of about 10% of the cutting force
Fc when using the higher cutting speed (100 m/min vs. 60 m/min). The obtained results of
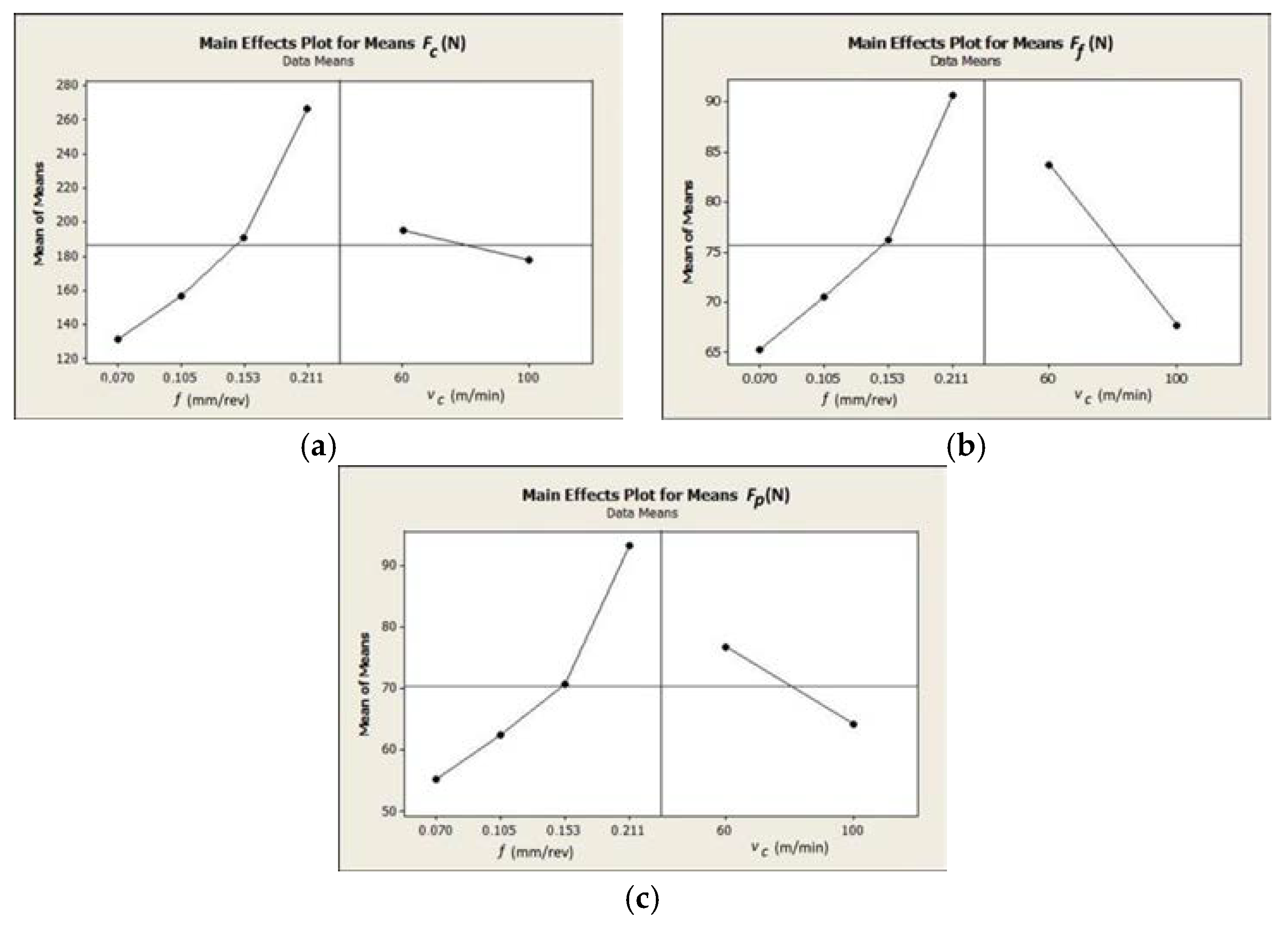
S/N parameters and its values for the cutting forces (
Fc,
Ff, and
Fp) are presented in
Table 6. In
Figure 4, the impact of cutting data on the cutting forces is shown.
The analysis of results confirms that the feed rate mainly affects the values of the cutting forces
Fc,
Ff and
Fp. The cutting speed increase causes a decrease of values for all components of the total cutting force.
Table 7,
Table 8 and
Table 9 show the ANOVA regression analysis results of the components for the total cutting force (where: DF—degrees of freedom, Seq SS—sums of squares, Adj SS—adjusted sums of squares, Adj MS—adjusted means squares).
Fc(
f,
vc),
Ff(
f,
vc) and
Fp(
f,
vc) are described by Equations (2)–(4):
4. Results Analysis of Surface Roughness
Table 10 presents the results of measured surface roughness
Ra and
Rz. The examples of topographies and profiles of the parts surface are shown in
Table 11 (Trial 1 for
fmin and Trial 7 for
fmax,
vc = 60 m/min).
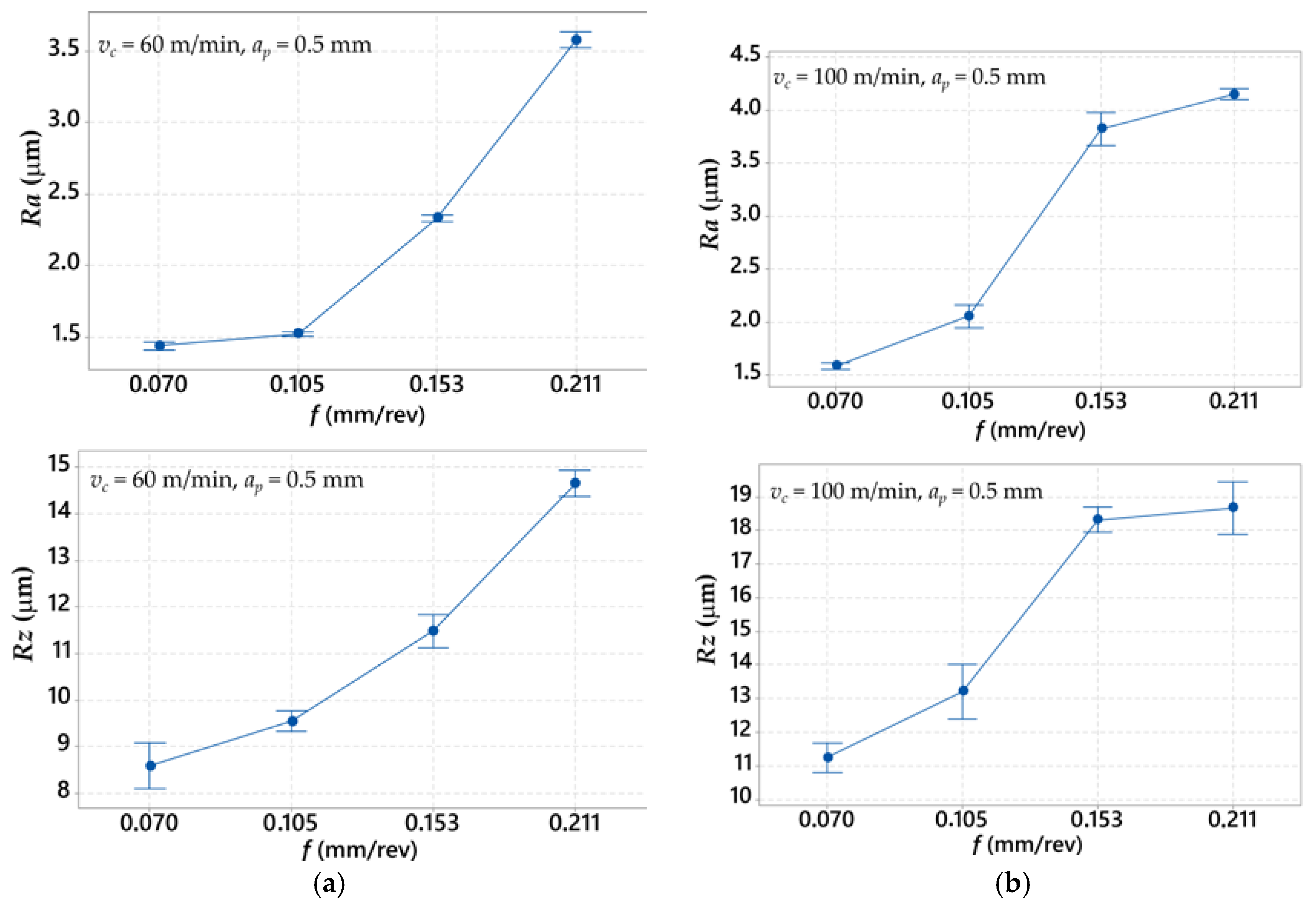
Figure 5 presents the impact of the feed rate on
Ra and
Rz roughness parameters, for values of the cutting speed
vc = 60 m/min and
vc = 100 m/min.
Table 12 shows the
S/N factor results and the average values of surface roughness parameters (
Ra and
Rz, respectively).
Presented analysis of the relations in
Figure 5 shows that values of surface roughness parameters are proportional to feed rate values. In all cases, higher values of surface roughness
Ra and
Rz are obtained with higher values of cutting speed, during changes from
vc = 60 m/min to
vc = 100 m/min. Moreover, it was observed that a higher dispersion of the measured values for
vc = 100 m/min is accrued.
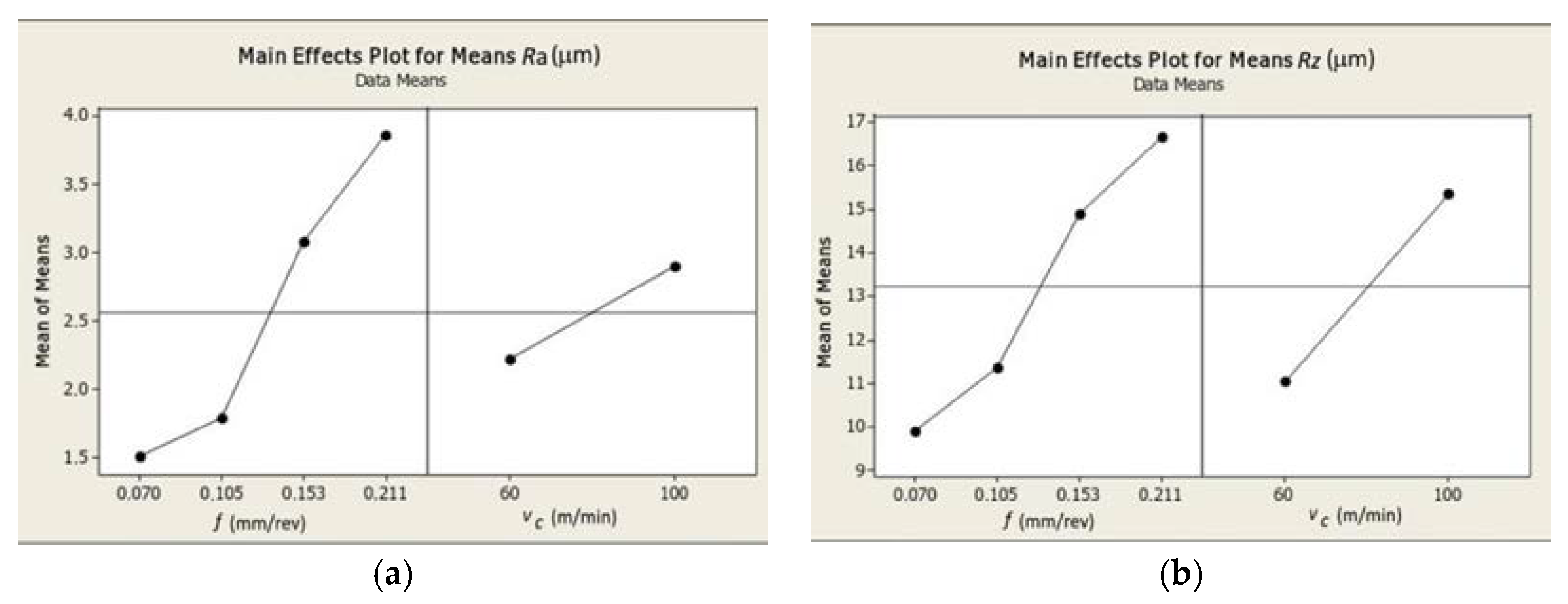
The graphical representations of the impact of the surface roughness parameters
Ra and
Rz on the cutting data and
S/N factor are presented in
Figure 6.
The cutting feed increase causes the increase of surface roughness
Ra and
Rz. Results analysis presented in
Figure 6 additively confirms the most significant impact of feed rate on the cutting forces
Fc,
Ff and
Fp.
Table 13 and
Table 14 present the ANOVA regression analysis results for each roughness parameter.
Ra(
f,
vc) and
Rz(
f,
vc) are described by Equations (5) and (6).
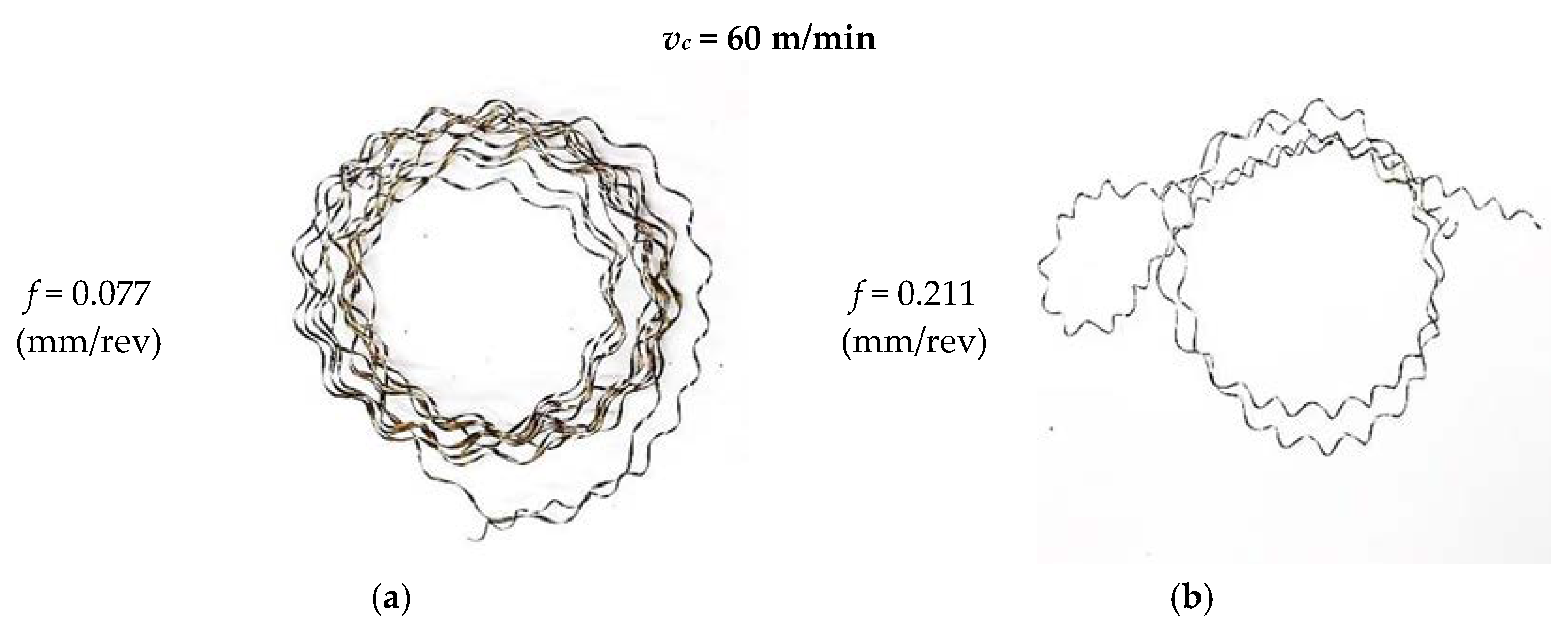
Figure 7 shows photographs of the obtained chips for selected compositions of the experimental design (Trial 1 for
fmin and Trial 7 for
fmax). During the experimental research, the classification of created chips was performed. A three-step scale was adopted: “+”, advantageous chips; “−“, disadvantageous chips; and “0”, unacceptable chips. In all experimental tests, unacceptable chips were obtained (long, tangled, and spiral).
5. Results Analysis of Temperature in Cutting Zone
The temperature measurements were performed using a FLIR SC 620 thermal camera (FLIR Systems, Wilsonville, OR, USA)which was installed above the cutting zone and connected to a computer. ThermaCam Researcher Pro 2.9 (FLIR Systems, Wilsonville, OR, USA) was used for acquisition and analysis of the recorded thermograms. Two-second sequences of a stable phase of machining process (30 frames per second) were recorded and the maximum temperature
Tmax that existed in the cutting area was obtained. The main errors during temperature measurements are the emissivity factor and reflections. In our case, the emissivity factor was 0.98. The configuration parameters of the thermal camera are presented in
Table 15.
Figure 8 presents the thermal vision of the cutting zone and selected thermograms of tests for
vc = 60 m/min
fmin = 0.07 mm/rev and
fmax = 0.211 mm/rev.
Based on the obtained experimental research using the Taguchi methods, the ANOVA regression analysis was performed.
Table 16 and
Table 17 present obtained results of statistical analysis and values of variance for average analysis.
The polynomial
Tmax (
f, vc) is described by Equation (7).
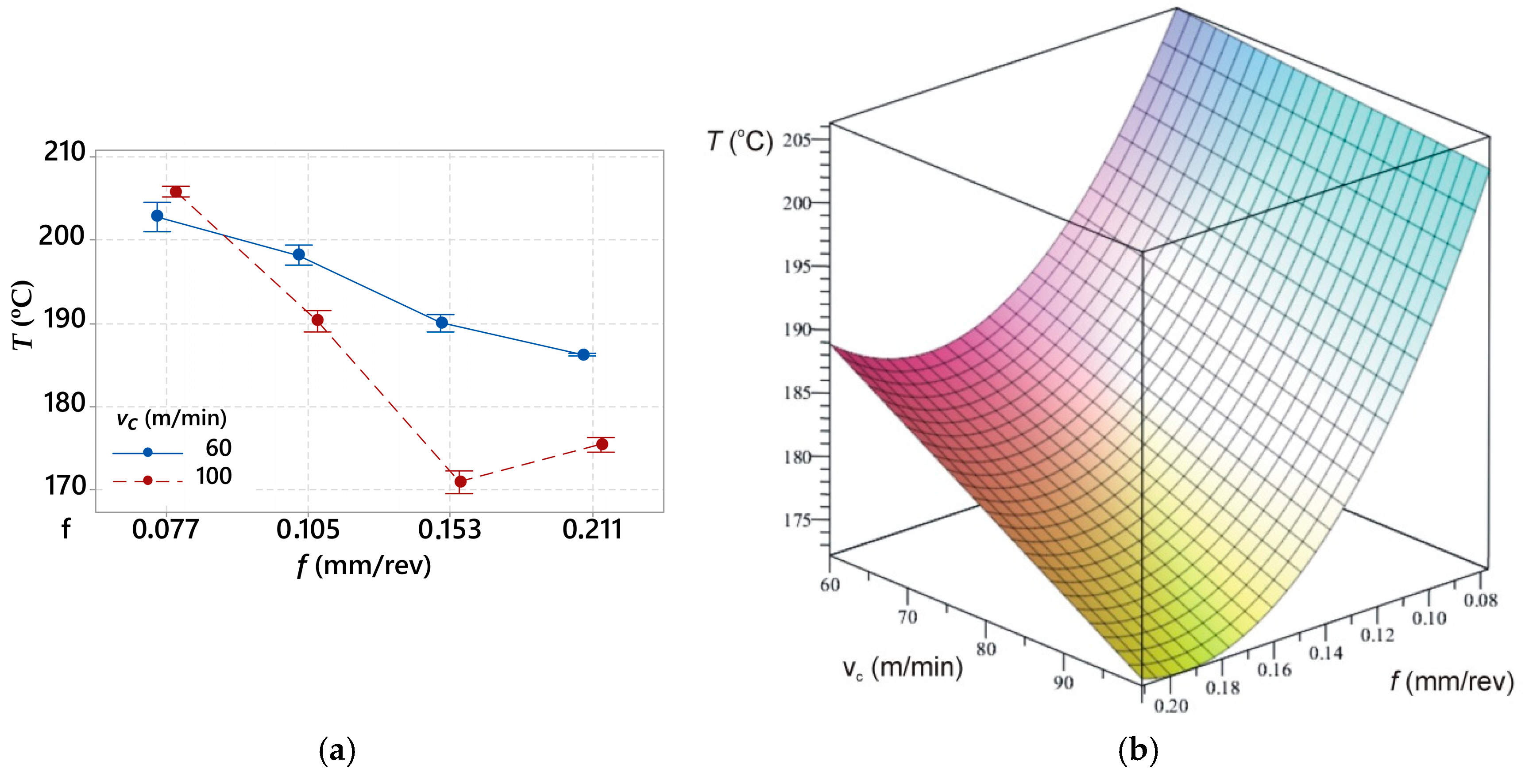
The impact of the cutting data on the values of the maximum temperature in the cutting zone is shown in
Figure 9.
During the experimental research, the camera was installed perpendicular to the cutting zone and recorded the flown chip on the rake face of the cutting insert. It had the most impact on the recorded value of the temperature. The feed rate increase contributes to a decrease of the maximum temperature recorded by the thermal camera. The section of the cutting layer and chip thickness increase with a feed increase. Further, the part of generated heat flux on the junction chip and cutting edge spreads in more material volume. The cutting speed increase causes a decrease of the temperature value in the cutting zone. It can result from the shorter contact time between the chip and the cutting edge, which effects on the decrease of the heat source friction.
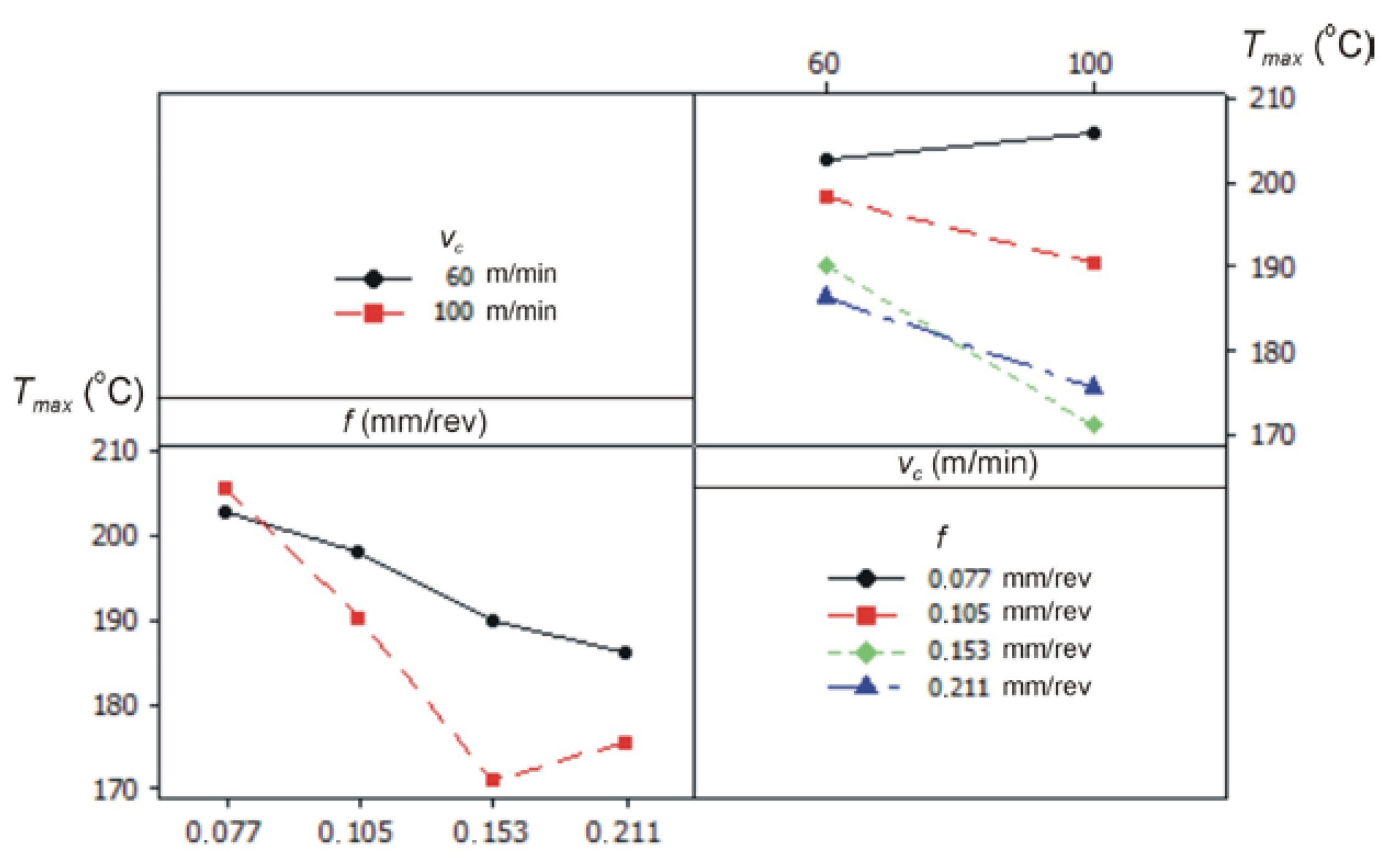
Figure 10a,b shows the relation between the average maximum temperature and feed rate during the applied cutting speed of
vc = 60 m/min and
vc = 100 m/min.
The analysis of
Figure 10 shows that an applied lower cutting speed causes higher temperature values in the cutting zone. A similar correlation was observed for the components of the cutting forces.

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




