Selective Laser Melting Strategy for Fabrication of Thin Struts Usable in Lattice Structures

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
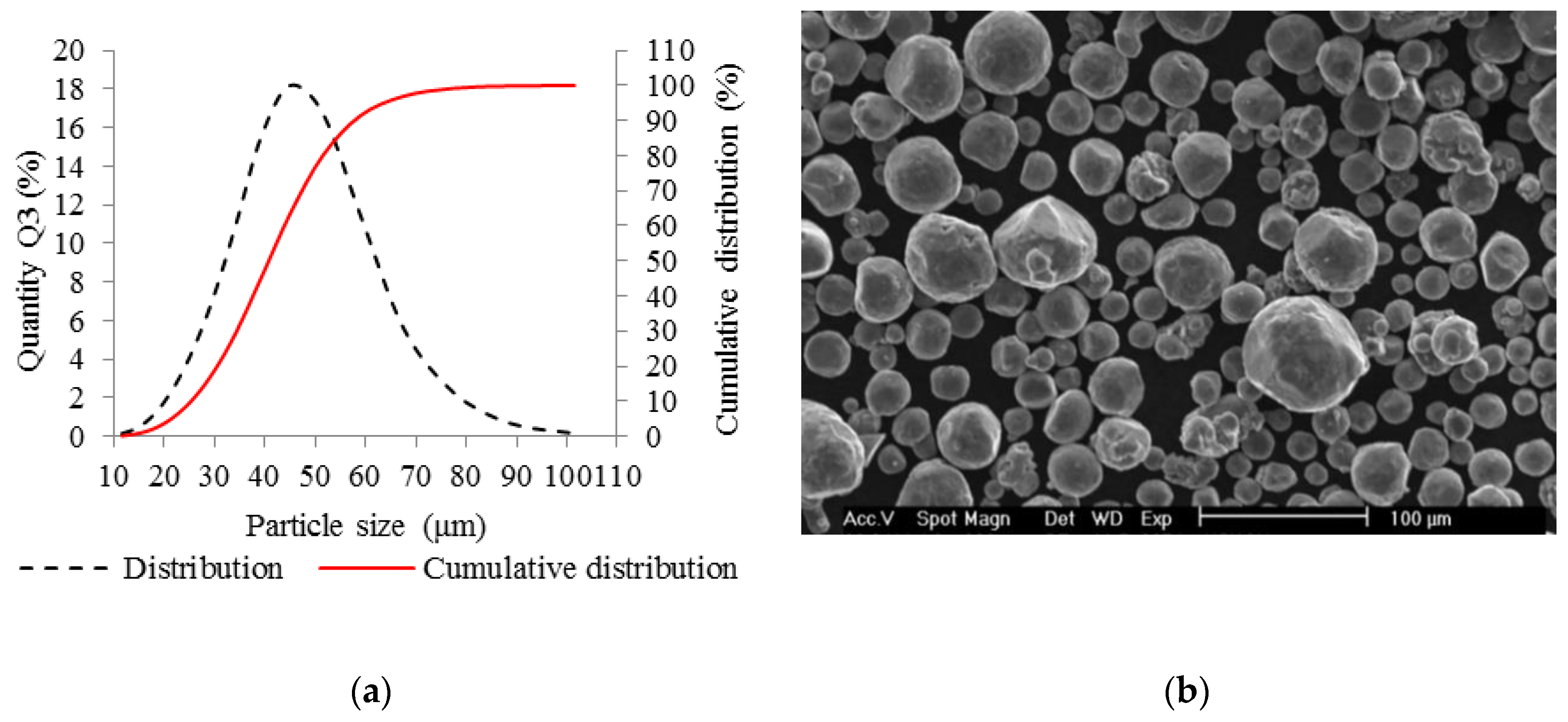
2.1. Metal Powder Analysis
2.2. Roughness Analysis
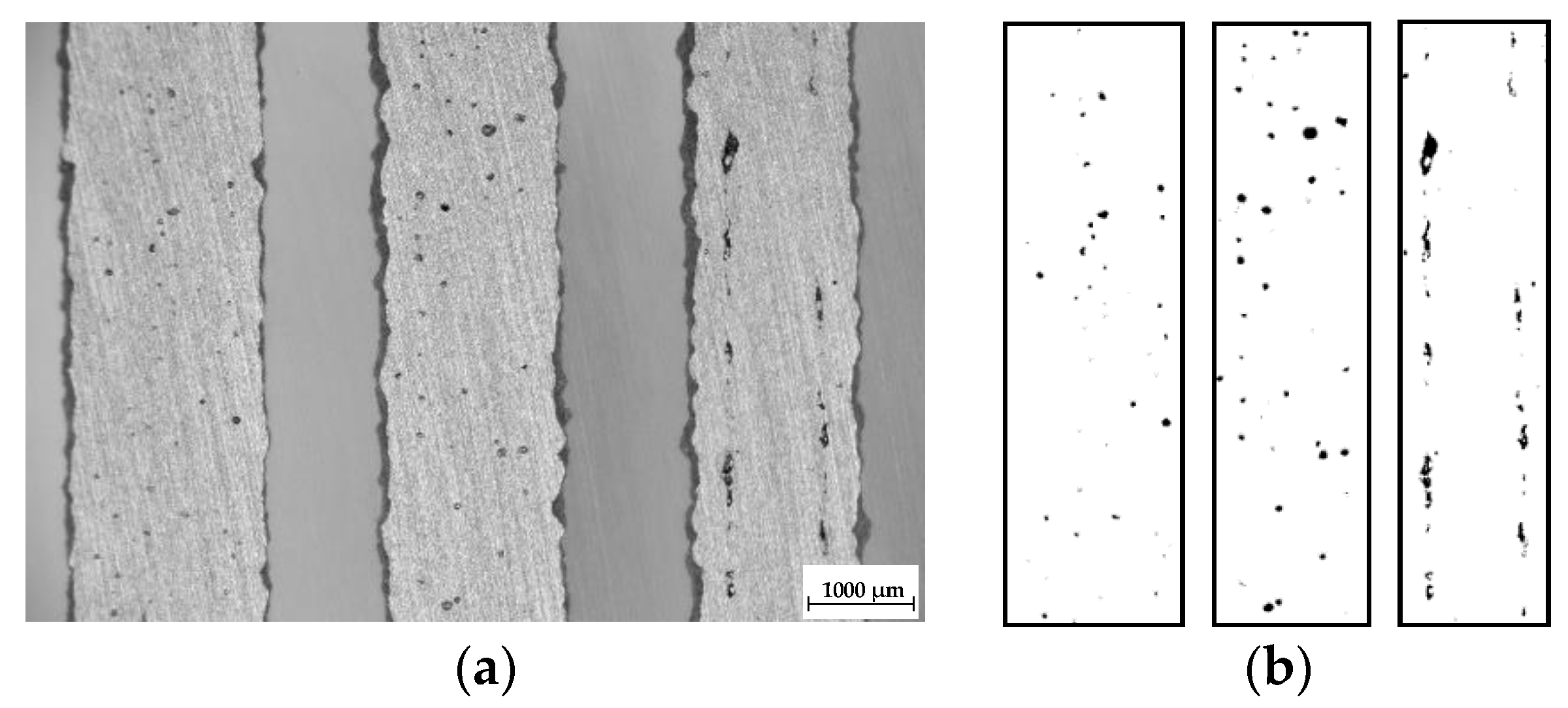
2.3. Porosity Analysis
2.4. Input Energy Calculation
2.5. Samples Fabrication
- Single welds test;
- Struts test;
- Struts test II;
- Hollow struts test.
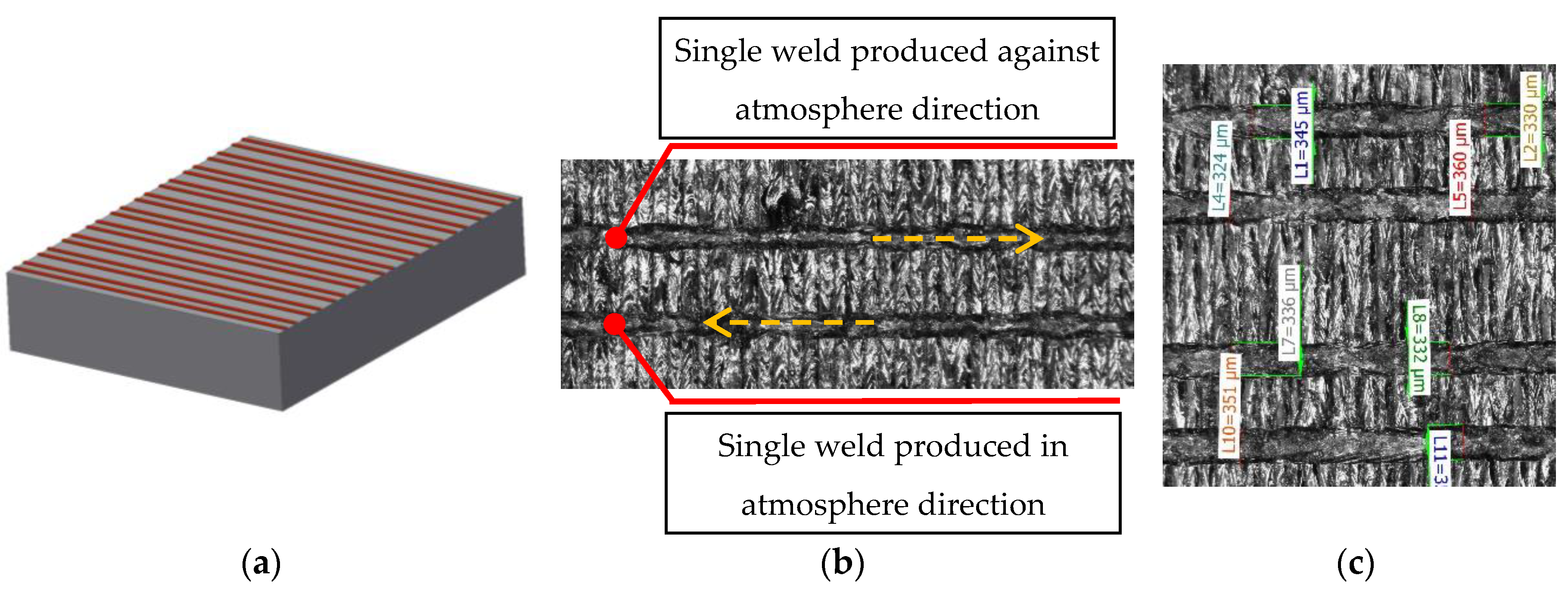
2.5.1. Single Welds Test
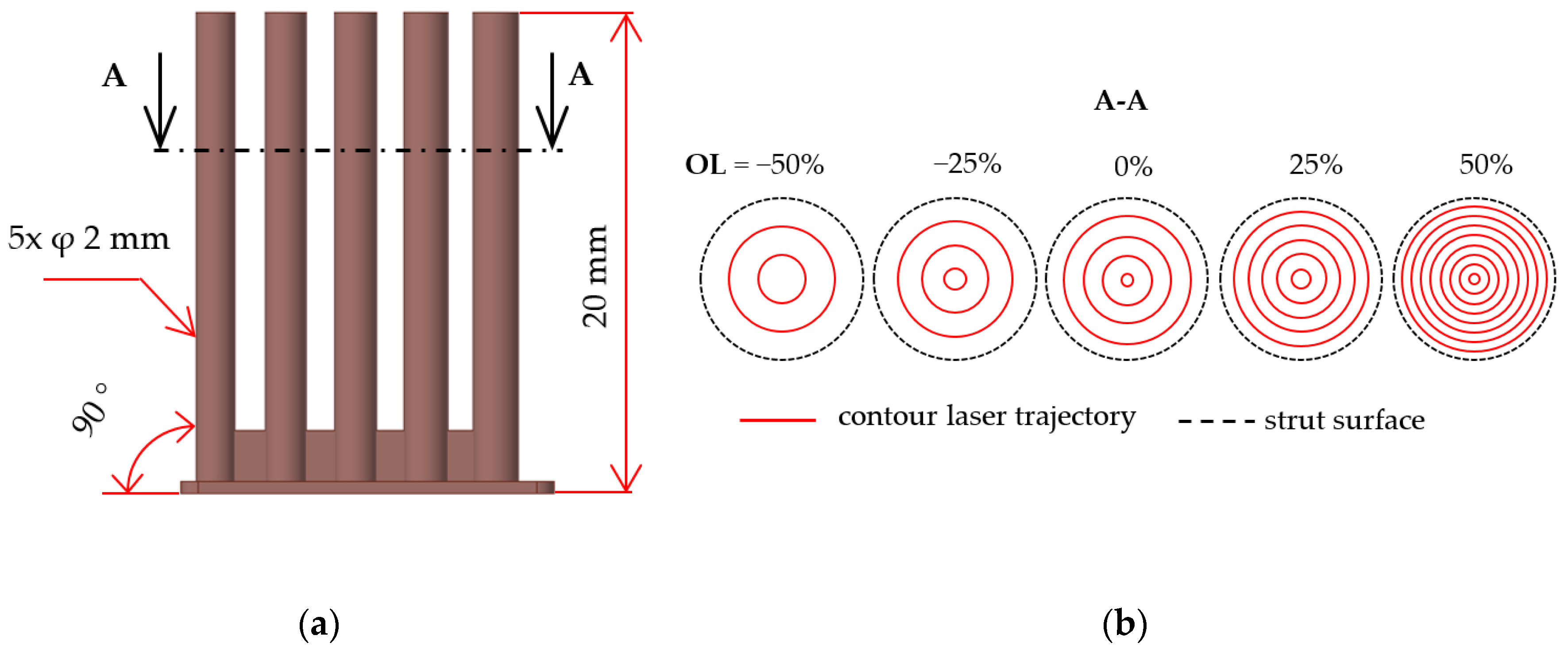
2.5.2. Strut Test
2.5.3. Strut Test II
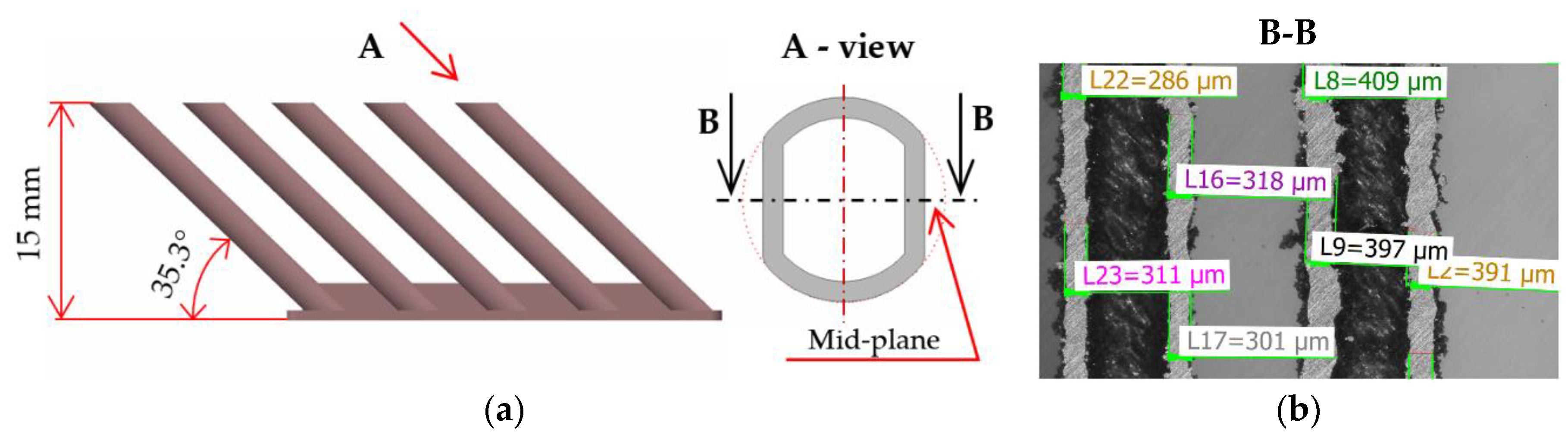
2.5.4. Hollow Struts Test
3. Results
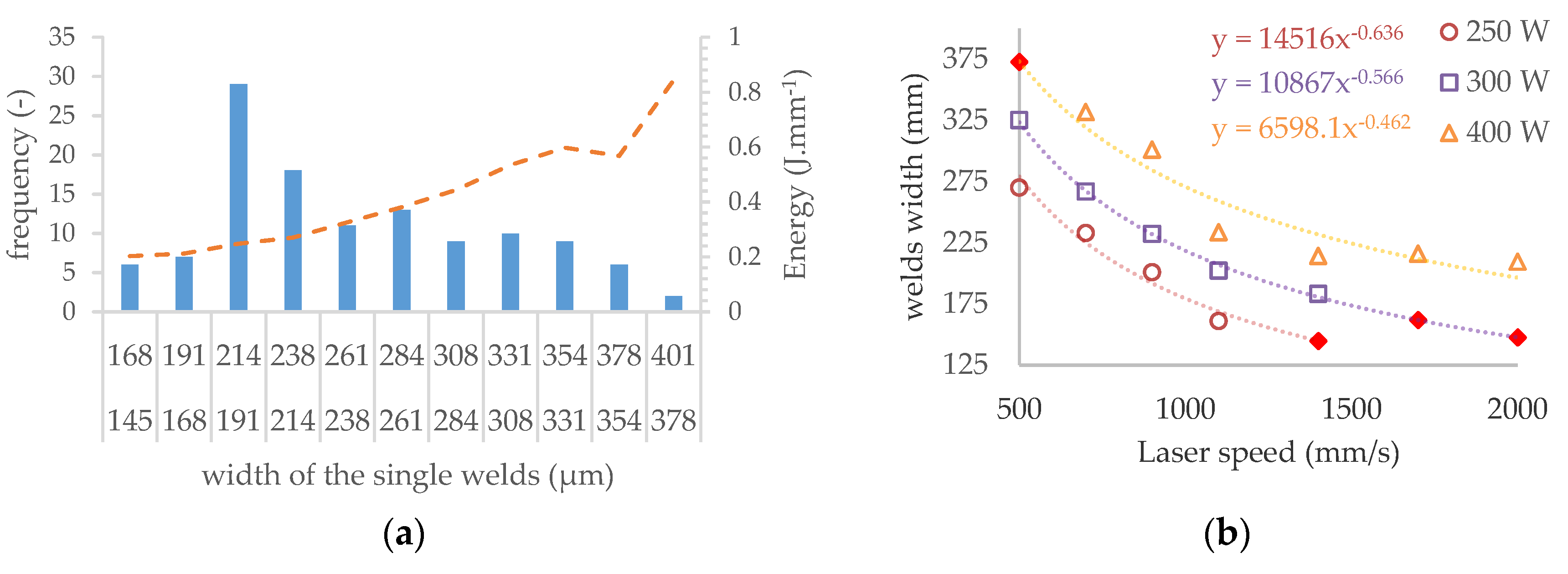
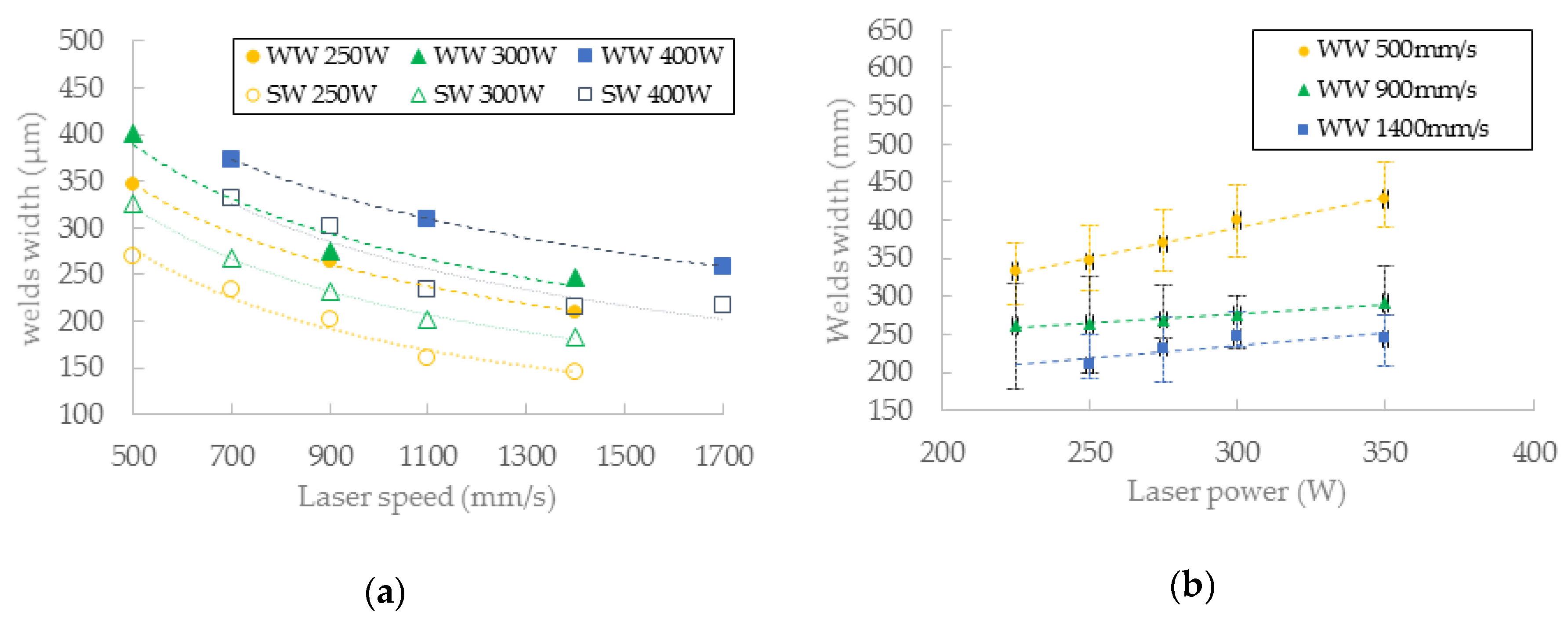
3.1. Single Welds Test
3.2. Struts Test
3.2.1. Determining the Overlap Parameter
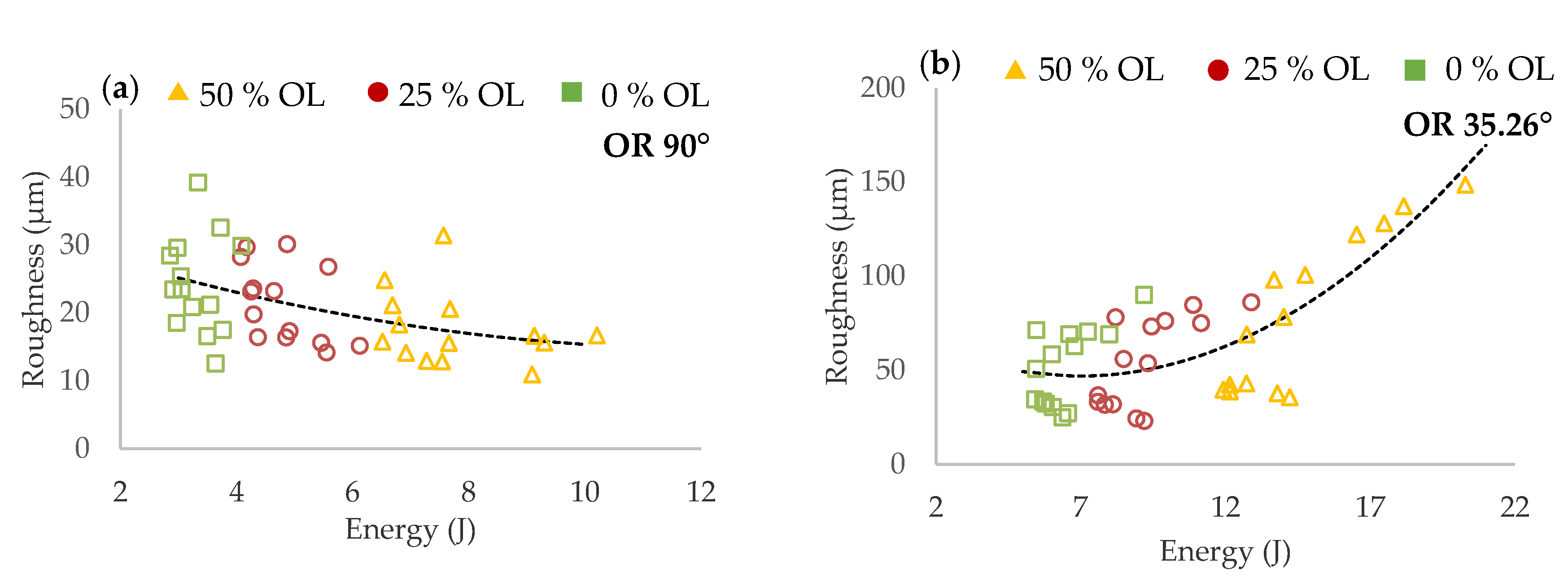
3.2.2. Initial Roughness Analysis
3.3. Struts Test II
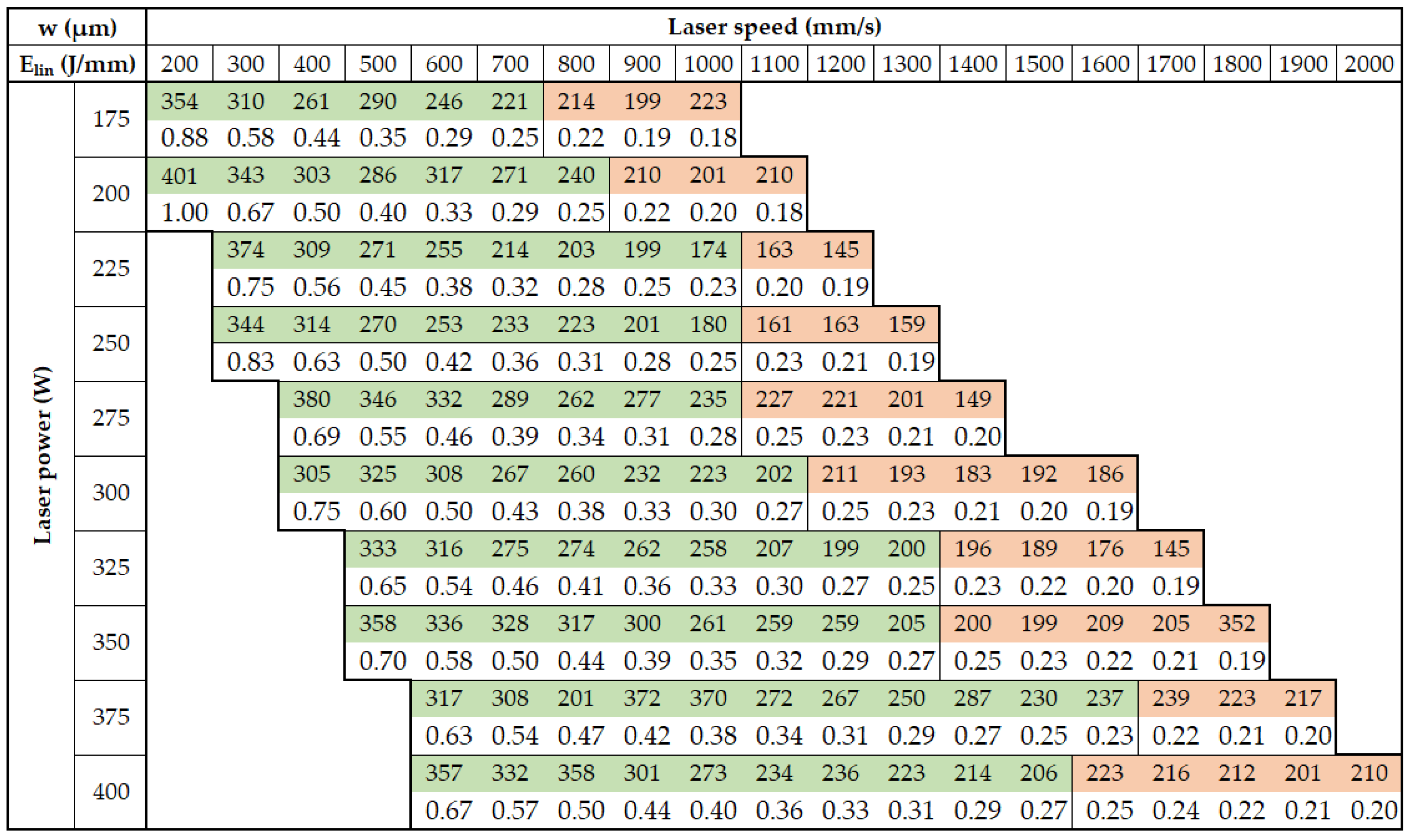
3.3.1. Interpolation of Welds Width
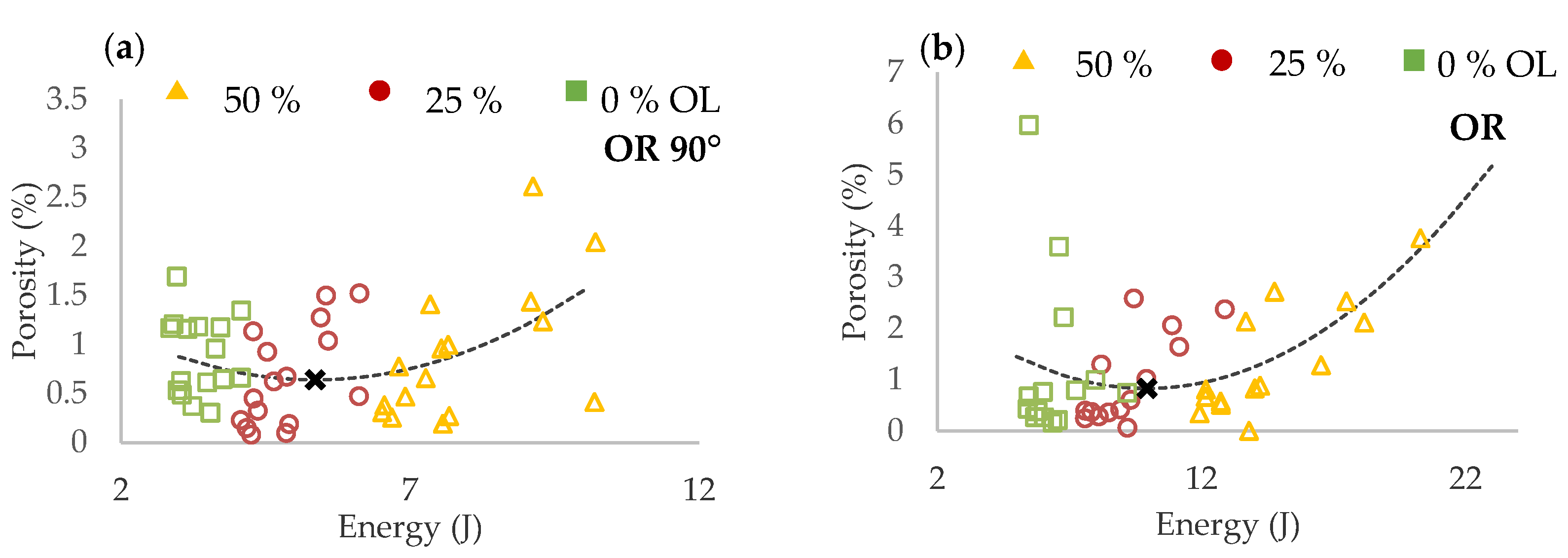
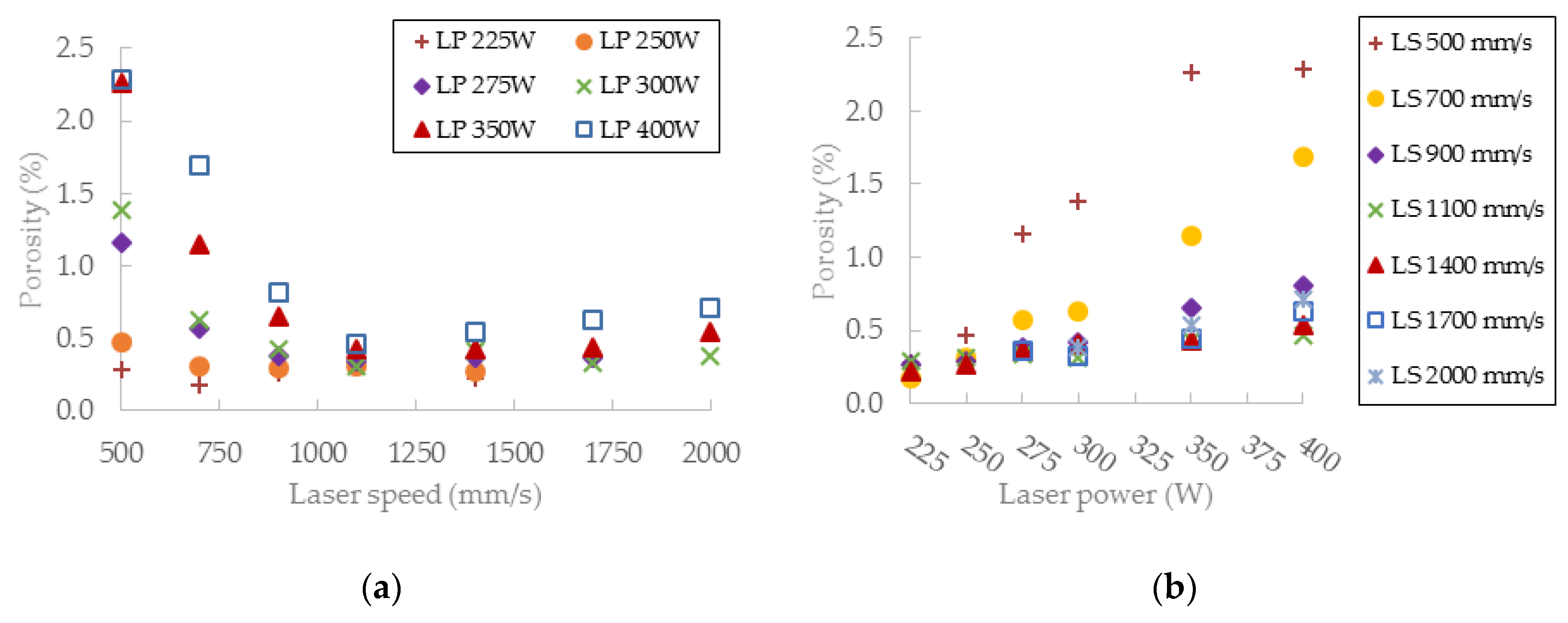
3.3.2. Porosity Analysis
3.3.3. Evaluation of Perspective Laser Parameters
3.4. Wall Width Analysis
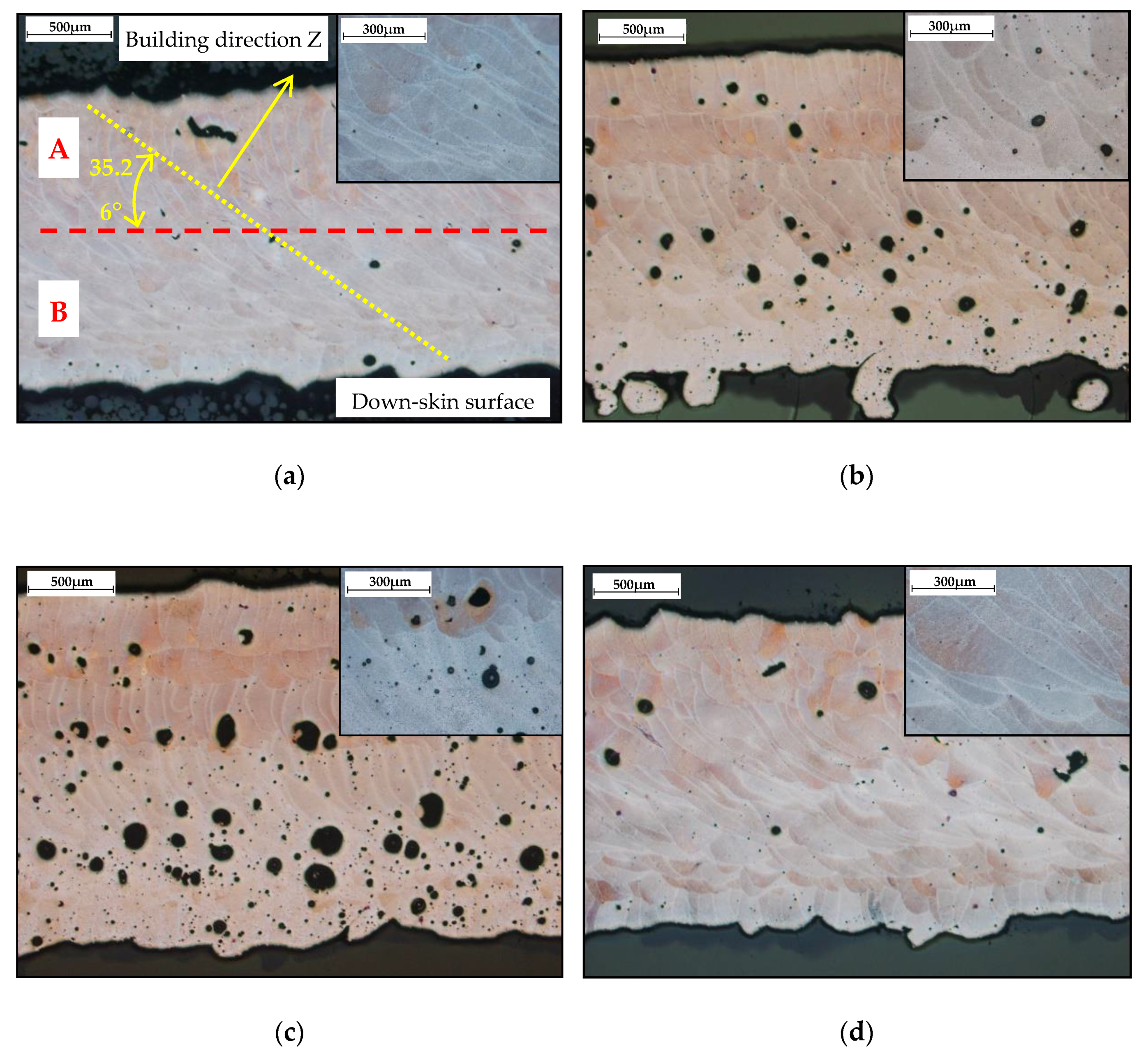
3.5. Metallographic Analysis
4. Discussion
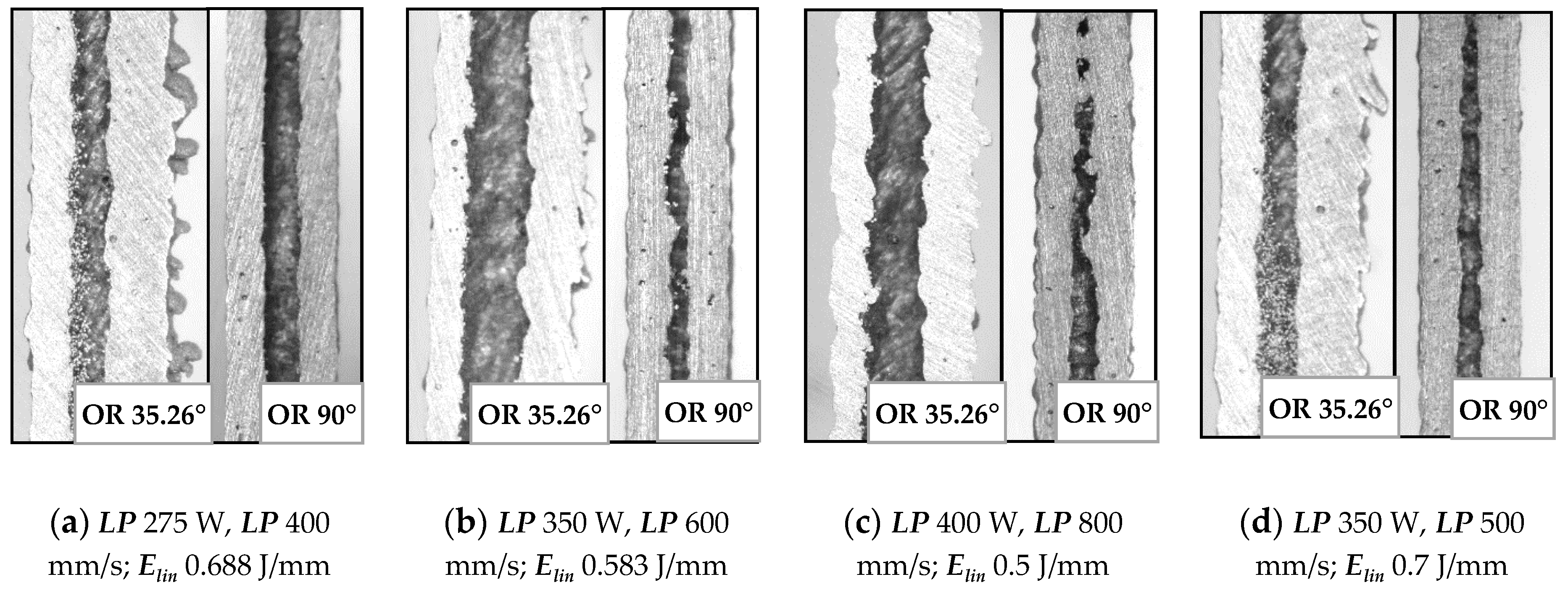
4.1. Comparison of the Linear Energy Needed for Consistent Single Weld
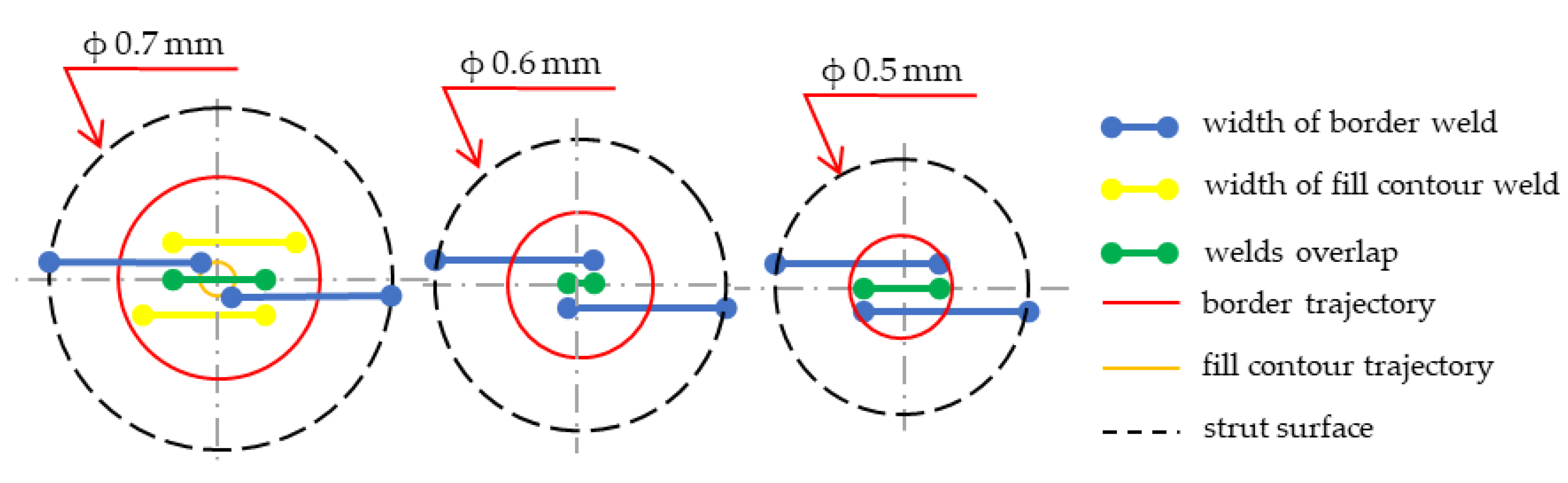
4.2. Benefits of Contour Lines Laser Strategy
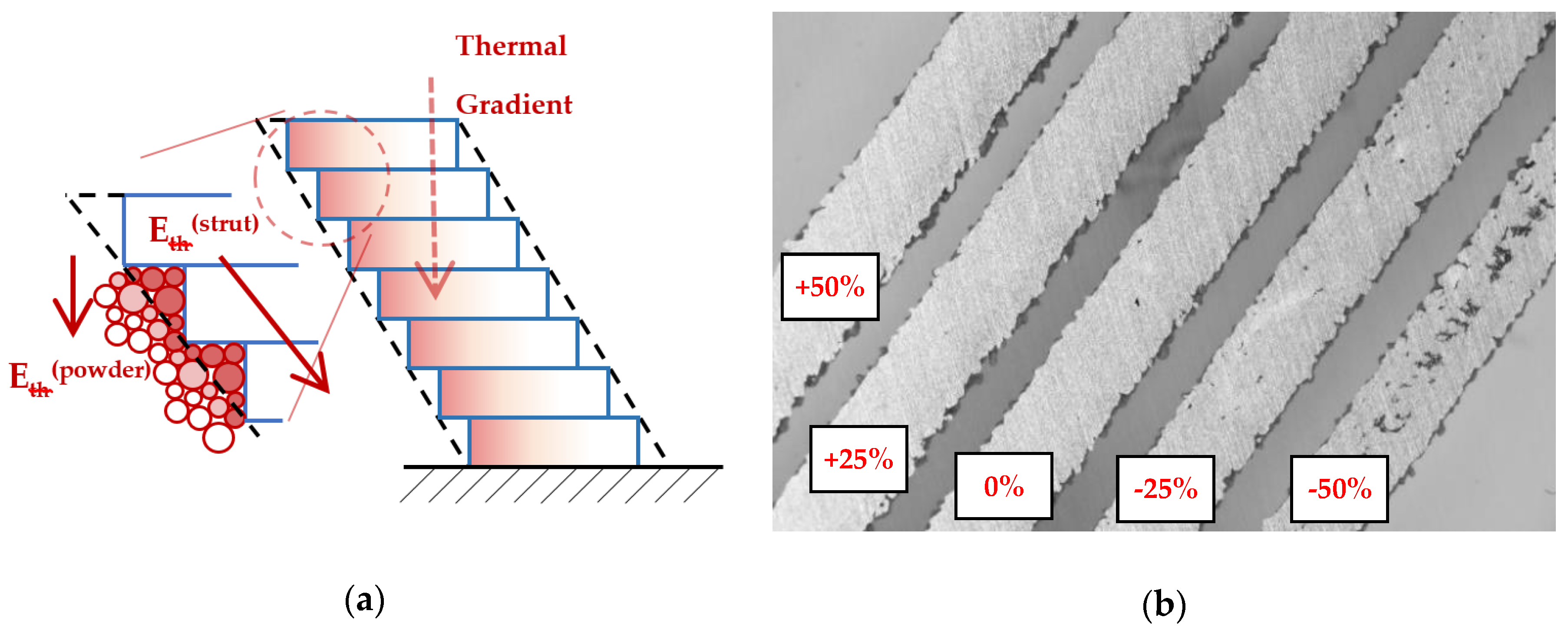
4.3. The Heat Transfer during Strut Fabrication
- (1)
- Due to the point contact of the powder particles between themselves, the metal powder has much lower heat conductive performance and works as an insulator compared to the solid material.
- (2)
- Due to the strut inclination, the cross-section with a higher area occurs in every layer. Using the energy calculation in Equation (2), it is possible to calculate the increase of the input energy Ein and compare OR 35.26° and OR 90°; it is about 40% higher in the case of OR 35.26°.
- (3)
- The thermal gradient points in the direction -Z. Due to the inclination of the struts, the heat transfer is slower than in the case of the strut with the axis directed in thermal gradient direction.
4.4. Porosity and Roughness Analysis
4.5. Porosity and Roughness
5. Conclusions
- For the production of the struts–lattice structure, the contour strategy seems to be perspective, mainly because of the possibility to use various laser process combinations based on the required width of single welds of the different strut dimensions to achieve a fully melted strut with a constant OL 25% parameter.
- The heat transfer condition in the inclined struts significantly influences all material and shape parameters of the struts (lattice structure). During the strut production with high Ein, heat energy is accumulated in the down-skin part of the strut and higher roughness, higher porosity and change of the material microstructure occur. Therefore, the production at lower Ein levels leads to more stable results with lower porosity and roughness.
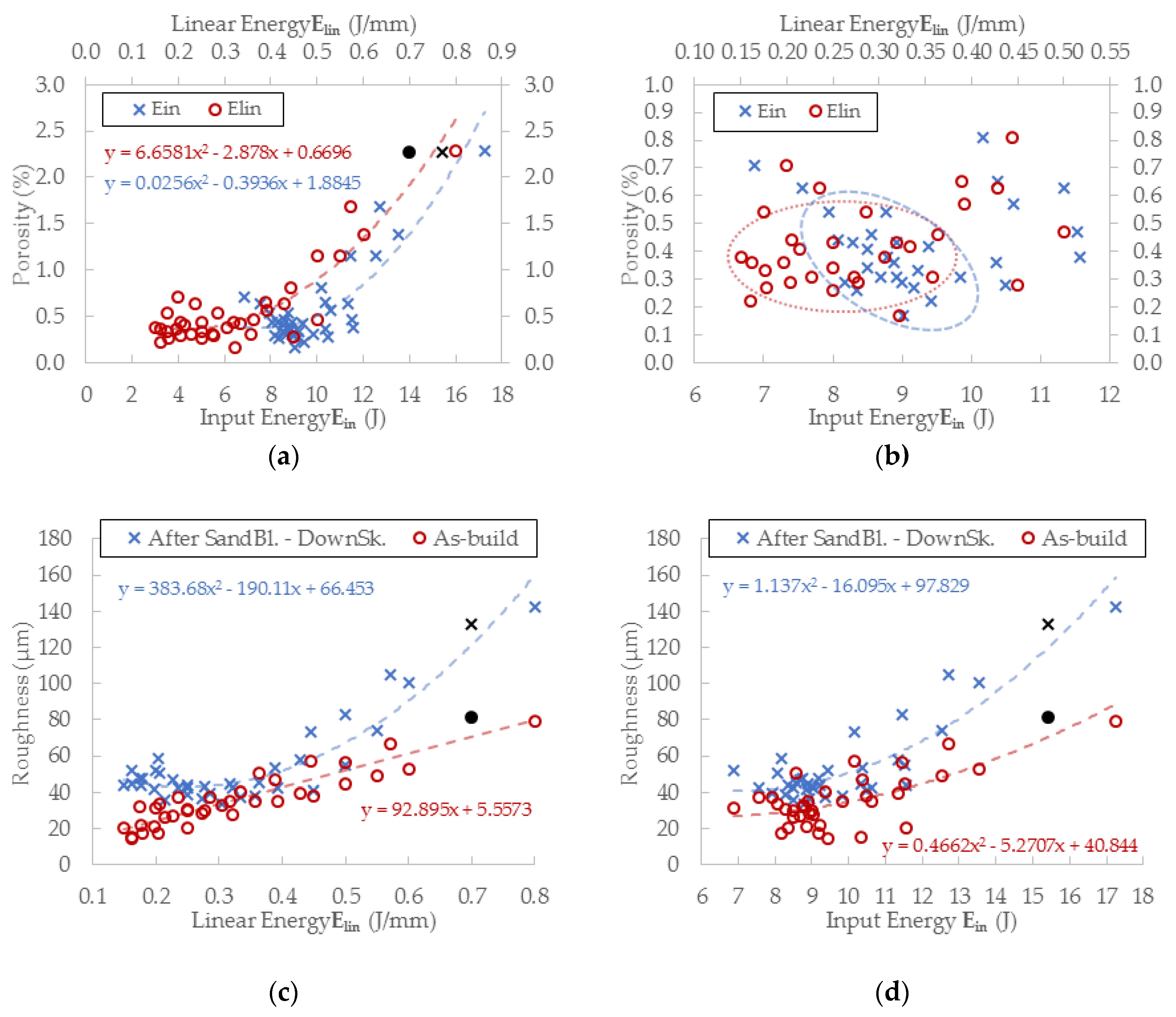
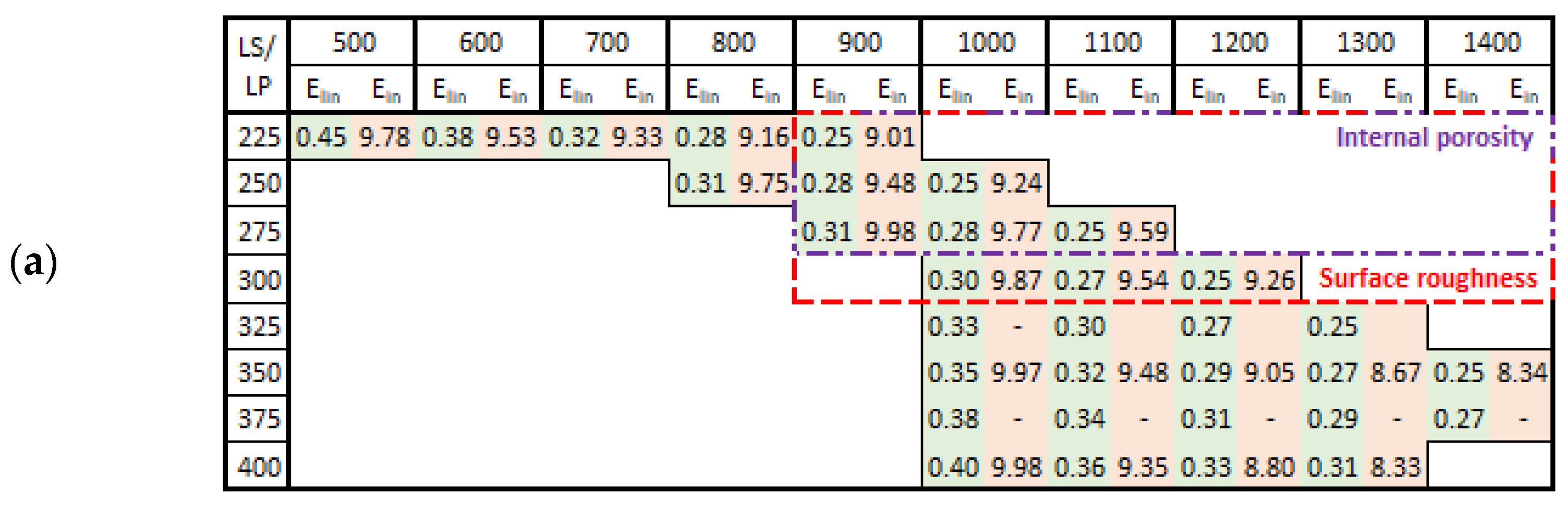
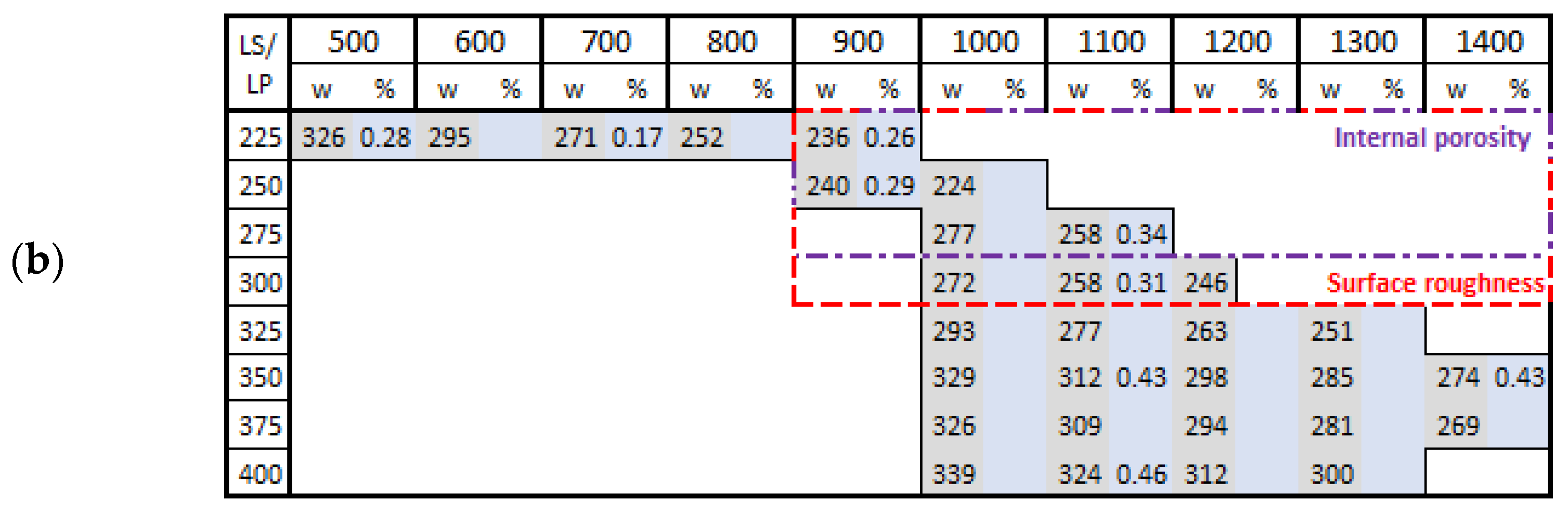
- Ein calculated based on the real laser trajectory in the strut describes the amount of the porosity (P) and roughness (R) in the strut samples (d = 2 mm) well. Another necessary condition for struts production without large and irregular internal pores is the minimum level of linear energy Elin 0.25 J/mm. The perspective areas of process parameters based on P and R were defined as follows—Ein of 8 ÷ 10 J; Elin of 0.25 ÷ 0.4 J/mm, LP of 225 ÷ 300 W, LS of 1250 ÷ 1750 mm/s and OL 20% ÷ 30%. Figure 19 shows the perspective area which meets all conditions for low porosity and surface roughness levels. The presented weld widths are combinations of single weld values multiplied by the parameter obtained from the hollow strut test (×1.25).
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kopanidis, A.; Theodorakakos, A.; Gavaises, E.; Bouris, D. 3D numerical simulation of flow and conjugate heat transfer through a pore scale model of high porosity open cell metal foam. Int. J. Heat Mass Transf. 2010, 53, 2539–2550. [Google Scholar] [CrossRef]
- Mohmmed, R.; Ahmed, A.; Elgalib, M.A.; Ali, H. Low Velocity Impact Properties of Foam Sandwich Composites: A Brief Review. Int. J. Eng. Sci. Innov. Technol. 2014, 3, 579–591. [Google Scholar]
- Mohmmed, R.; Zhang, F.; Sun, B.; Gu, B. Finite element analyses of low-velocity impact damage of foam sandwiched composites with different ply angles face sheets. Mater. Des. 2013, 47, 189–199. [Google Scholar] [CrossRef]
- Shimizu, T.; Matsuzaki, K.; Nagai, H.; Kanetake, N. Production of high porosity metal foams using EPS beads as space holders. Mater. Sci. Eng. A 2012, 558, 343–348. [Google Scholar] [CrossRef]
- Zhu, L.; Guo, K.; Li, Y.; Yu, T.X.; Zhou, Q. Experimental study on the dynamic behaviour of aluminium foam sandwich plates under single and repeated impacts at low temperature. Int. J. Impact Eng. 2018, 114, 123–132. [Google Scholar] [CrossRef]
- Harris, J.A.; Winter, R.E.; McShane, G.J. Impact response of additively manufactured metallic hybrid lattice materials. Int. J. Impact Eng. 2017, 104, 177–191. [Google Scholar] [CrossRef]
- Mines, R.A.W.; Tsopanos, S.; Shen, Y.; Hasan, R.; McKown, S.T. Drop weight impact behaviour of sandwich panels with metallic micro lattice cores. Int. J. Impact Eng. 2013, 60, 120–132. [Google Scholar] [CrossRef]
- Qiu, C.; Yue, S.; Adkins, N.J.E.; Ward, M.; Hassanin, H.; Lee, P.D.; Withers, P.J.; Attallah, M.M. Influence of processing conditions on strut structure and compressive properties of cellular lattice structures fabricated by selective laser melting. Mater. Sci. Eng. A 2015, 628, 188–197. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighia, S.; Kent, D.; Dargusch, M.S. Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: A review. Int. J. Mach. Tools Manuf. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Young, P.; Raymont, D. Advanced lightweight 316L stainless steel cellular lattice structures fabricated via selective laser melting. J. Mater. Des. 2014, 55, 533–541. [Google Scholar] [CrossRef] [Green Version]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. J. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; van Humbeeck, J.; Kruth, J.-P. Mechanical Properties of AlSi10Mg Produced by Selective Laser Melting. Phys. Procedia 2012, 39, 439–446. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.-P.; van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef] [Green Version]
- Yadroitsev, I. Selective Laser Melting: Direct Manufacturing of 3D-Objects by Selective Laser Melting of Metal Powders; LAP Lambert: Saarbrücken, Germany, 2009; ISBN 3838317947. [Google Scholar]
- Koutny, D.; Palousek, D.; Pantelejev, L.; Hoeller, C.; Pichler, R.; Tesicky, L.; Kaiser, J. Influence of scanning strategies on processing of aluminum alloy EN AW 2618 using selective laser melting. Materials 2018, 11, 298. [Google Scholar] [CrossRef] [PubMed]
- Abele, E.; Stoffregen, H.A.; Klimkeit, K.; Hoche, H.; Oechsner, M. Optimisation of process parameters for lattice structures. Rapid Prototyp. J. 2015, 21, 117–127. [Google Scholar] [CrossRef]
- Leary, M.; Mazur, M.; Elambasseril, J.; McMillan, M.; Chirent, T.; Sun, Y.; Qian, M.; Easton, M.; Brandt, M. Selective laser melting (SLM) of AlSi12Mg lattice structures. Mater. Des. 2016, 98, 344–357. [Google Scholar] [CrossRef]
- Koutny, D.; Vrana, R.; Paloušek, D. Dimensional accuracy of single beams of AlSi10Mg alloy and 316L stainless steel manufactured by SLM. In Proceedings of the 5th International Conference on Additive Technologies iCAT2014, Vienna, Austria, 16–17 October 2014; pp. 142–147. [Google Scholar]
- Yu, G.; Gu, D.; Dai, D.; Xia, M.; Ma, C.; Shi, Q. On the role of processing parameters in thermal behavior, surface morphology and accuracy during laser 3D printing of aluminum alloy. J. Phys. D Appl. Phys. 2016, 1–15. [Google Scholar] [CrossRef]
- Yu, G.; Gu, D.; Dai, D.; Xia, M.; Ma, C.; Chang, K. Influence of processing parameters on laser penetration depth and melting/re-melting densification during selective laser melting of aluminum alloy. Appl. Phys. A 2016, 122, 1–12. [Google Scholar] [CrossRef]
- Wei, P.; Wei, Z. The AlSi10Mg samples produced by selective laser melting: Single track, densification, microstructure and mechanical behavior. Appl. Surf. Sci. 2017, 408, 38–50. [Google Scholar] [CrossRef]
- Delroisse, P.; Jacques, P.J.; Maire, E.; Rigo, O.; Simar, A. Effect of strut orientation on the microstructure heterogeneities in AlSi10Mg lattices processed by selective laser melting. Scr. Mater. 2017, 141, 32–35. [Google Scholar] [CrossRef]
- Attar, H.; Calin, M.; Zhang, L.C.; Scudino, S.; Eckert, J. Manufacture by selective laser melting and mechanical behavior of commercially pure titanium. Mater. Sci. Eng. A 2014, 593, 170–177. [Google Scholar] [CrossRef]
- Vrana, R.; Vosynek, P.; Koutny, D.; Navrat, T.; Palousek, D. Evaluation of mechanical behavior of 3D printed lattice structure by SLM: Experiment and FEA. In Proceedings of the Engineering Mechanics 2018 24th International Conference, Svratka, The Czech Republic, 14–17 May 2018; pp. 897–900. [Google Scholar]
- Vrana, R.; Koutny, D.; Paloušek, D.; Zikmund, T. Influence of selective laser melting process parameters on impact resistance of lattice structure made from AlSi10Mg. In Proceedings of the World PM 2016 Congress and Exhibition, Hamburg, Germany, 9–13 October 2016; ISBN 978-189-907-248-4. [Google Scholar]
- Vrana, R.; Koutny, D.; Paloušek, D. Impact Resistance of Different Types of Lattice Structures Manufactured by SLM. MM Sci. J. 2016, 2016, 1579–1585. [Google Scholar] [CrossRef]
- Vrana, R.; Koutny, D.; Paloušek, D.; Zikmund, T. Impact resistance of lattice structure made by selective laser melting from AlSi12 alloy. MM Sci. J. 2015, 2015, 1579–1585. [Google Scholar] [CrossRef]
- Vrana, R.; Koutny, D.; Paloušek, D.; Koukal, O.; Zikmund, T.; Krejci, P. Impact resistance of lattice structure made by selective laser melting technology. In Proceedings of the Euro PM 2015: International Power Metallurgy Congress and Exhibition, Reims, France, 4–7 September 2015; ISBN 978-189-907-247-7. [Google Scholar]
- Palousek, D.; Omasta, M.; Koutny, D.; Bednar, J.; Koutecky, T.; Dokoupil, F. Effect of matte coating on 3D optical measurement accuracy. Opt. Matfer. 2015, 40, 1–9. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1, 77–86. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strategy/d (mm) | 0.5 mm | 0.6 mm | 0.7 mm | 0.8 mm | 0.9 mm |
|---|---|---|---|---|---|
| Contour |  |  |  |  |  |
| Standard |  |  |  |  |  |
| LP 225 W | LP 250 W | LP 300 W | LP 350 W | LP 400 W | |
|---|---|---|---|---|---|
 | LS 1200 mm/s; Ein 7.28 J; Elin 0.19 J/mm | LS 1400 mm/s; Ein 9.17 J; Elin 0.18 J/mm | LS 500 mm/s; Ein 13.54 J; Elin 0.6 J/mm | LS 500 mm/s; Ein 15.43 J; Elin 0.7 J/mm | LS 1700 mm/s; Ein 7.56 J; Elin 0.24 J/mm |
 |  |  |  |  | |
| Por. −0.17% | Por. −0.27% | Por. −1.38% | Por. −2.26% | Por. −0.63% | |
| LS 700 mm/s; Ein 9.02 J; Elin 0.32 J/mm | LS 700 mm/s; Ein 9.84 J; Elin 0.36 J/mm | LS 900 mm/s; Ein 9.37 J; Elin 0.33 J/mm | LS 1100 mm/s; Ein 8.91 J; Elin 0.32 J/mm | LS 900 mm/s; Ein 10.17 J; Elin 0.44 J/mm | |
 |  |  |  |  | |
| Por. −0.17% | Por. −0.31% | Por. −0.42% | Por. −0.43% | Por. −0.81% |
| d (mm) | OL (%) | LP (W) | LS (mm/s) | w (µm) | BC (µm) | N (-) | OL in Center (µm) | OL in Center (%) |
|---|---|---|---|---|---|---|---|---|
| 0.5 | - | 225 | 600 | 295 | 147 | 1 | 89 | 30% |
| - | 325 | 1000 | 293 | 147 | 1 | 86 | 29% | |
| - | 350 | 1300 | 285 | 143 | 1 | 70 | 25% | |
| - | 375 | 1200 | 294 | 147 | 1 | 88 | 30% | |
| 0.6 | - | 400 | 1000 | 339 | 170 | 1 | 78 | 23% |
| 0.7 | 34% | 225 | 900 | 236 | 118 | 2 | 84 | 36% |
| 29% | 250 | 1000 | 224 | 112 | 2 | 67 | 30% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vrána, R.; Koutný, D.; Paloušek, D.; Pantělejev, L.; Jaroš, J.; Zikmund, T.; Kaiser, J. Selective Laser Melting Strategy for Fabrication of Thin Struts Usable in Lattice Structures. Materials 2018, 11, 1763. https://doi.org/10.3390/ma11091763
Vrána R, Koutný D, Paloušek D, Pantělejev L, Jaroš J, Zikmund T, Kaiser J. Selective Laser Melting Strategy for Fabrication of Thin Struts Usable in Lattice Structures. Materials. 2018; 11(9):1763. https://doi.org/10.3390/ma11091763
Chicago/Turabian StyleVrána, Radek, Daniel Koutný, David Paloušek, Libor Pantělejev, Jan Jaroš, Tomáš Zikmund, and Jozef Kaiser. 2018. "Selective Laser Melting Strategy for Fabrication of Thin Struts Usable in Lattice Structures" Materials 11, no. 9: 1763. https://doi.org/10.3390/ma11091763