
Evaluation of Preparation and Detoxification of Hemicellulose Hydrolysate for Improved Xylitol Production from Quinoa Straw
Abstract
:1. Introduction
2. Results and Discussion
2.1. Chemical Composition Analysis of Quinoa Straw
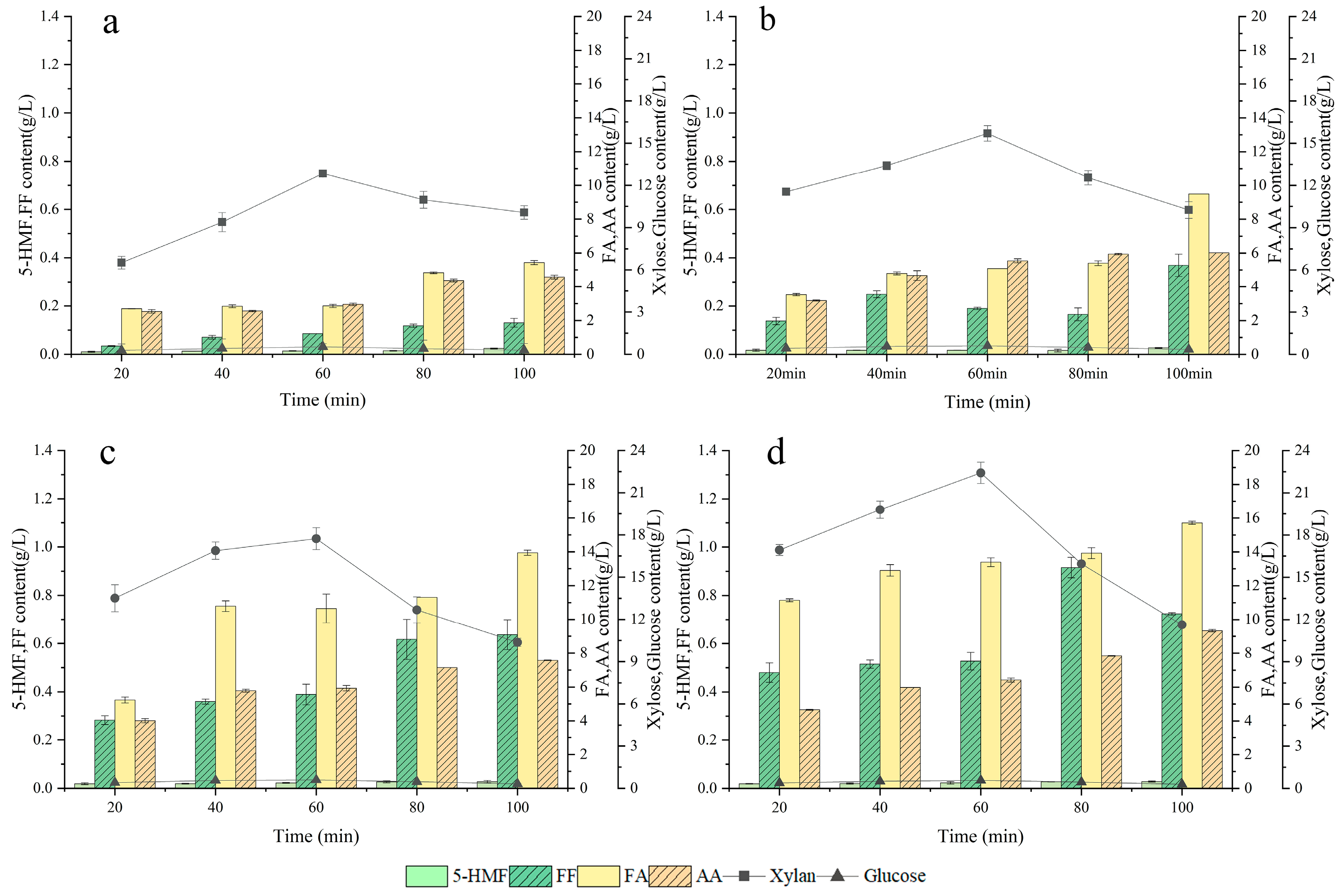
2.2. Effect of the Acid-Hydrolysing Concentration and Treatment Time of Quinoa Straw on the Production of Sugars and Inhibitors
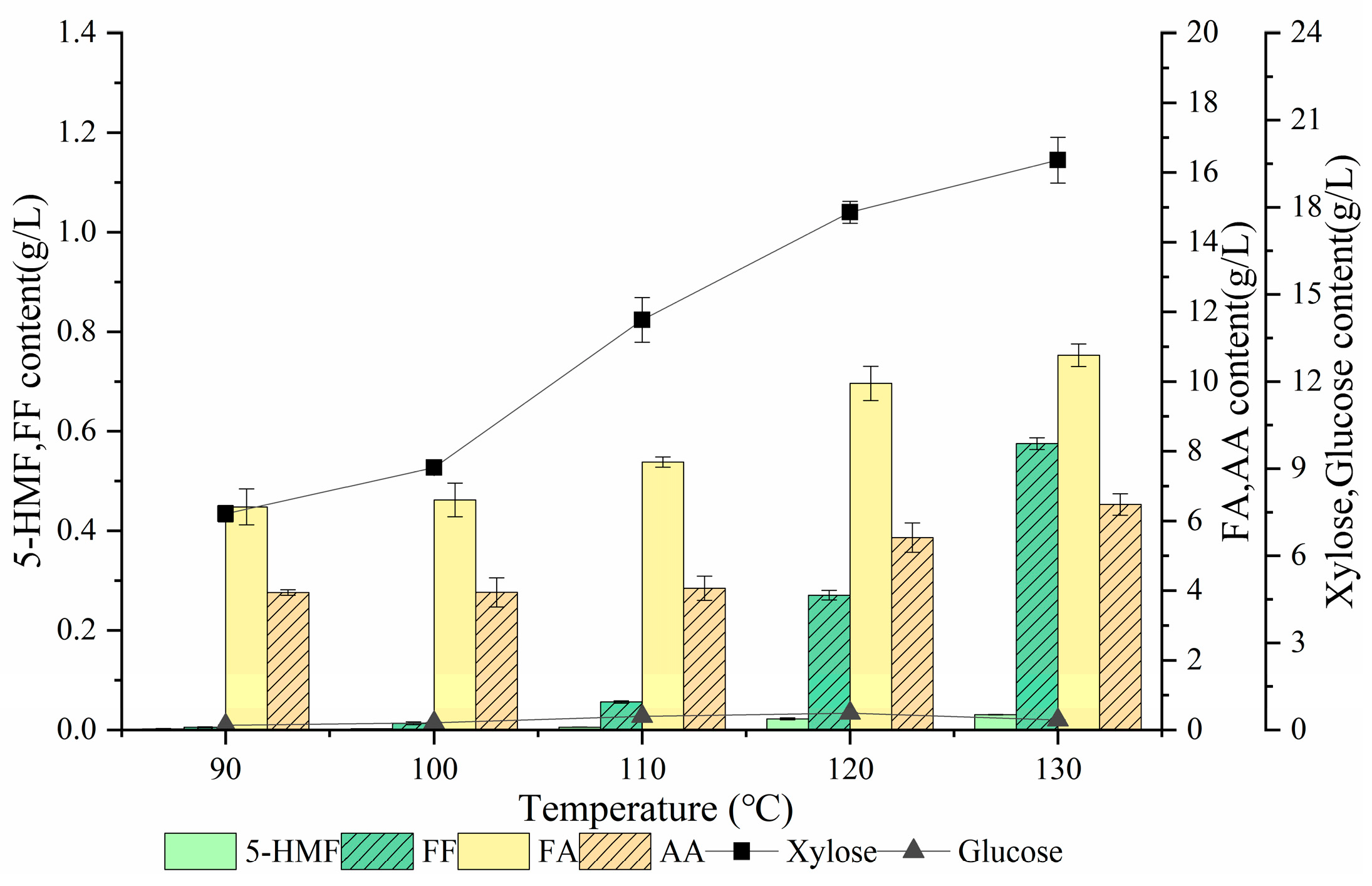
2.3. Effect of Hydrolysis Temperature on the Production of Sugars and Inhibitors
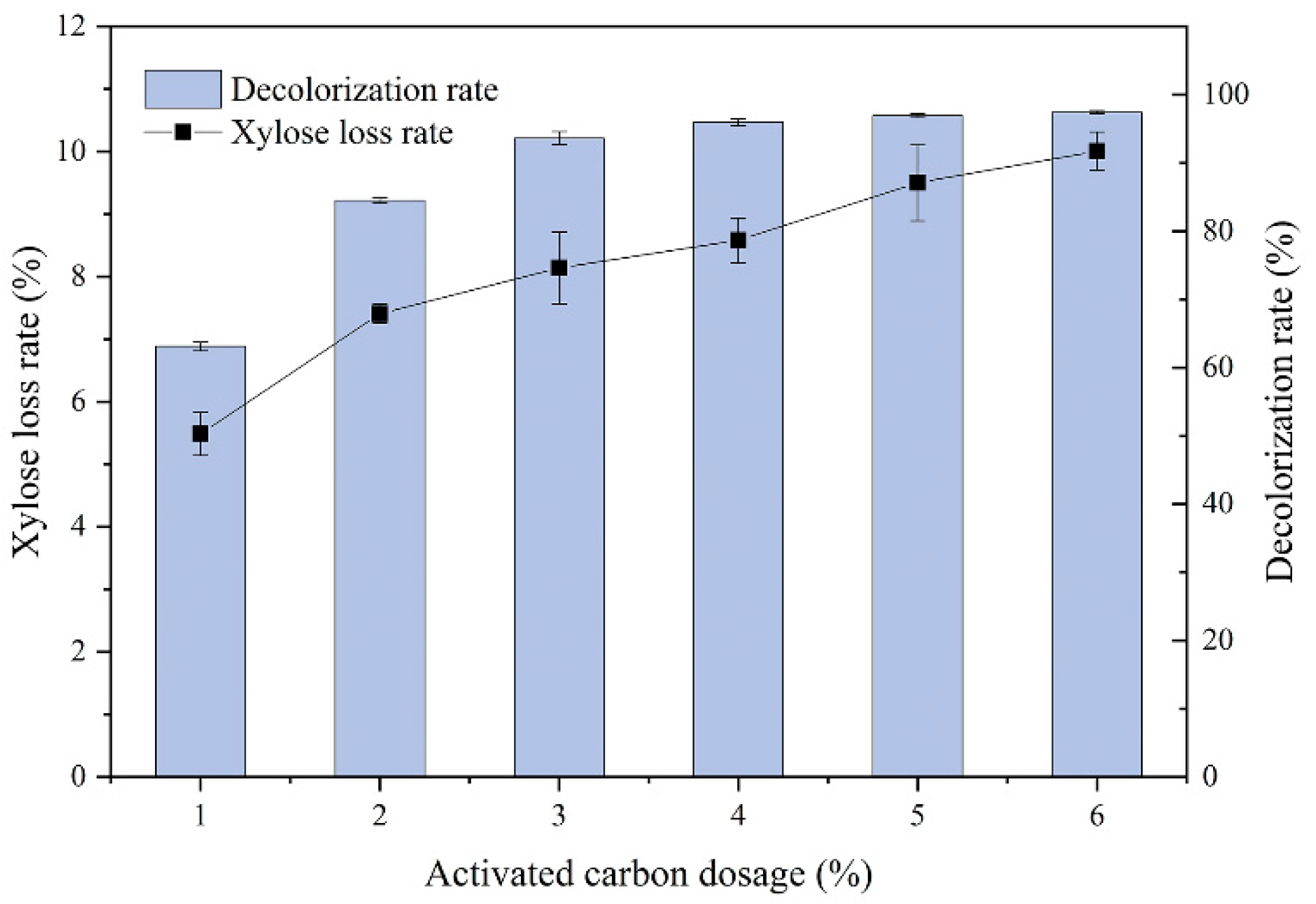
2.4. Effect of Activated Carbon Addition on the Detoxification of Quinoa Straw Hydrolysates
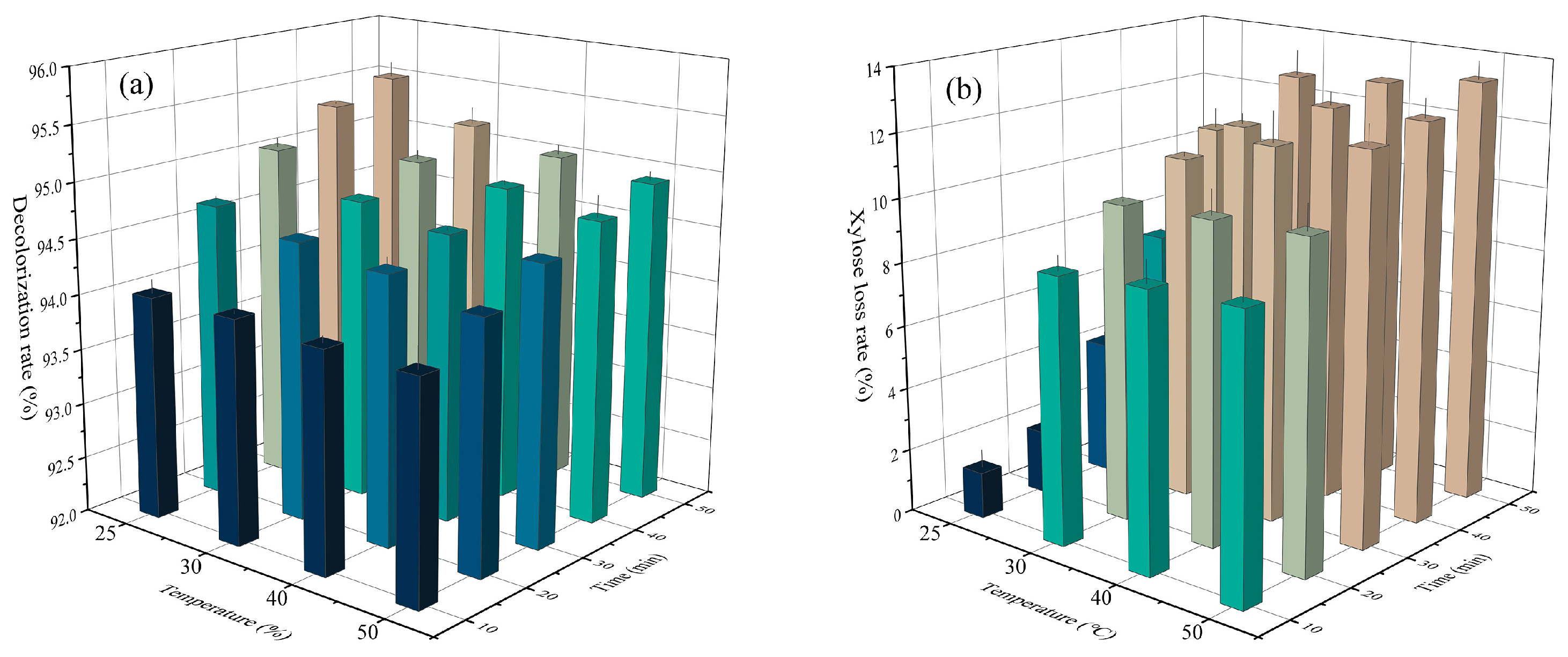
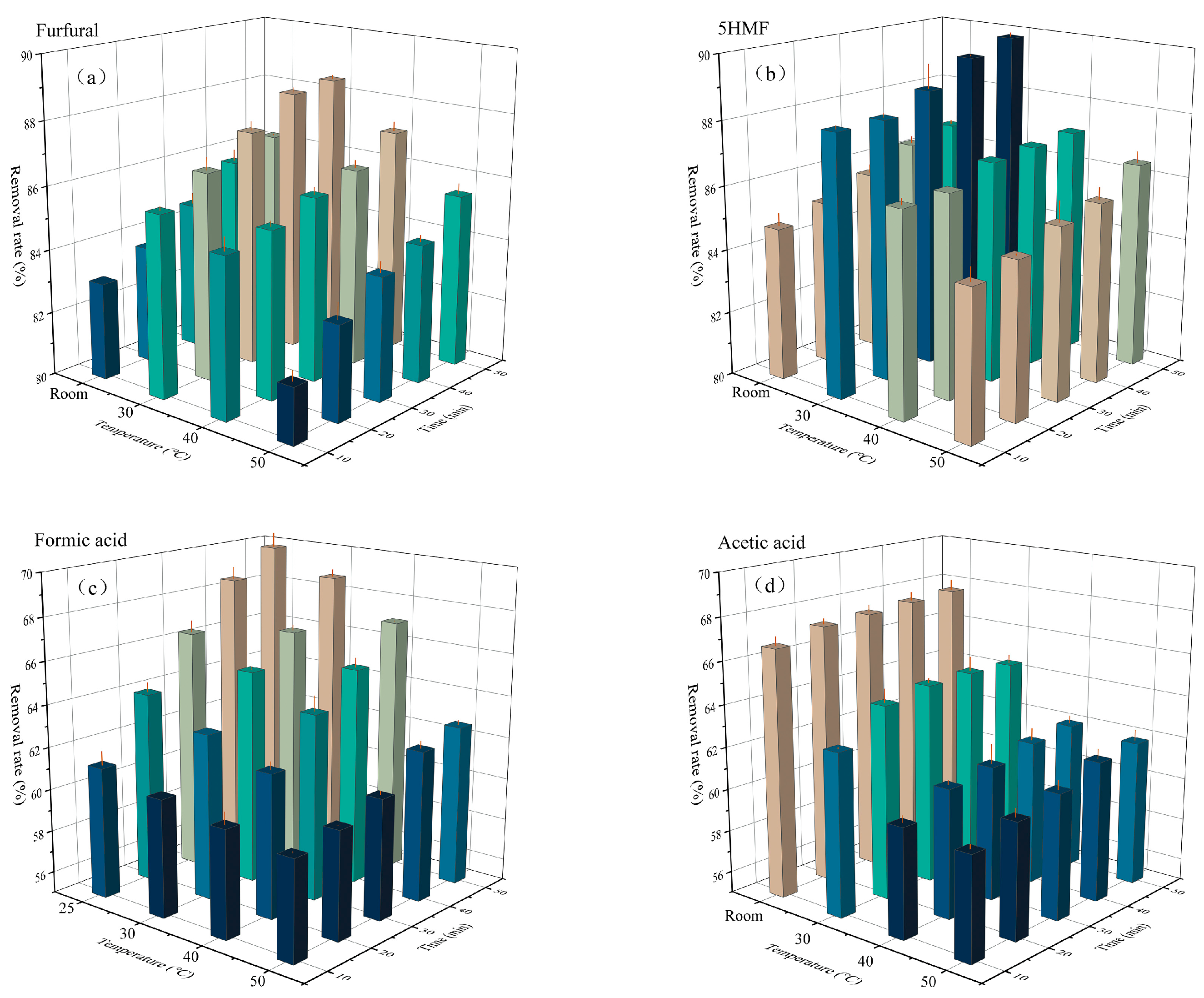
2.5. Effect of Temperature and Duration of Activated Carbon Adsorption on Detoxification Efficiency
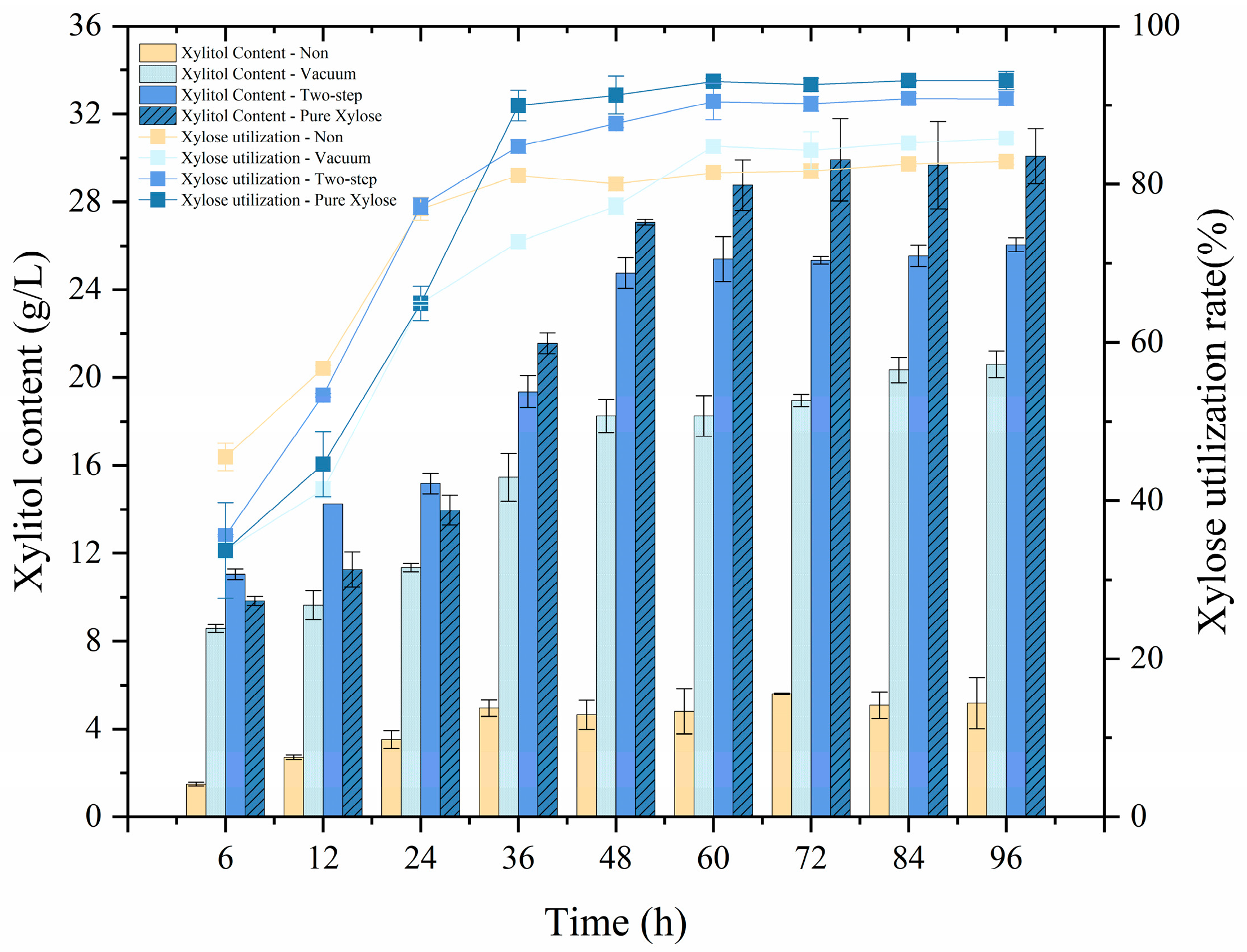
2.6. Effect of Detoxification Methods on Xylitol Fermentation
3. Materials and Methods
3.1. Materials
3.2. Strain and Culture Medium
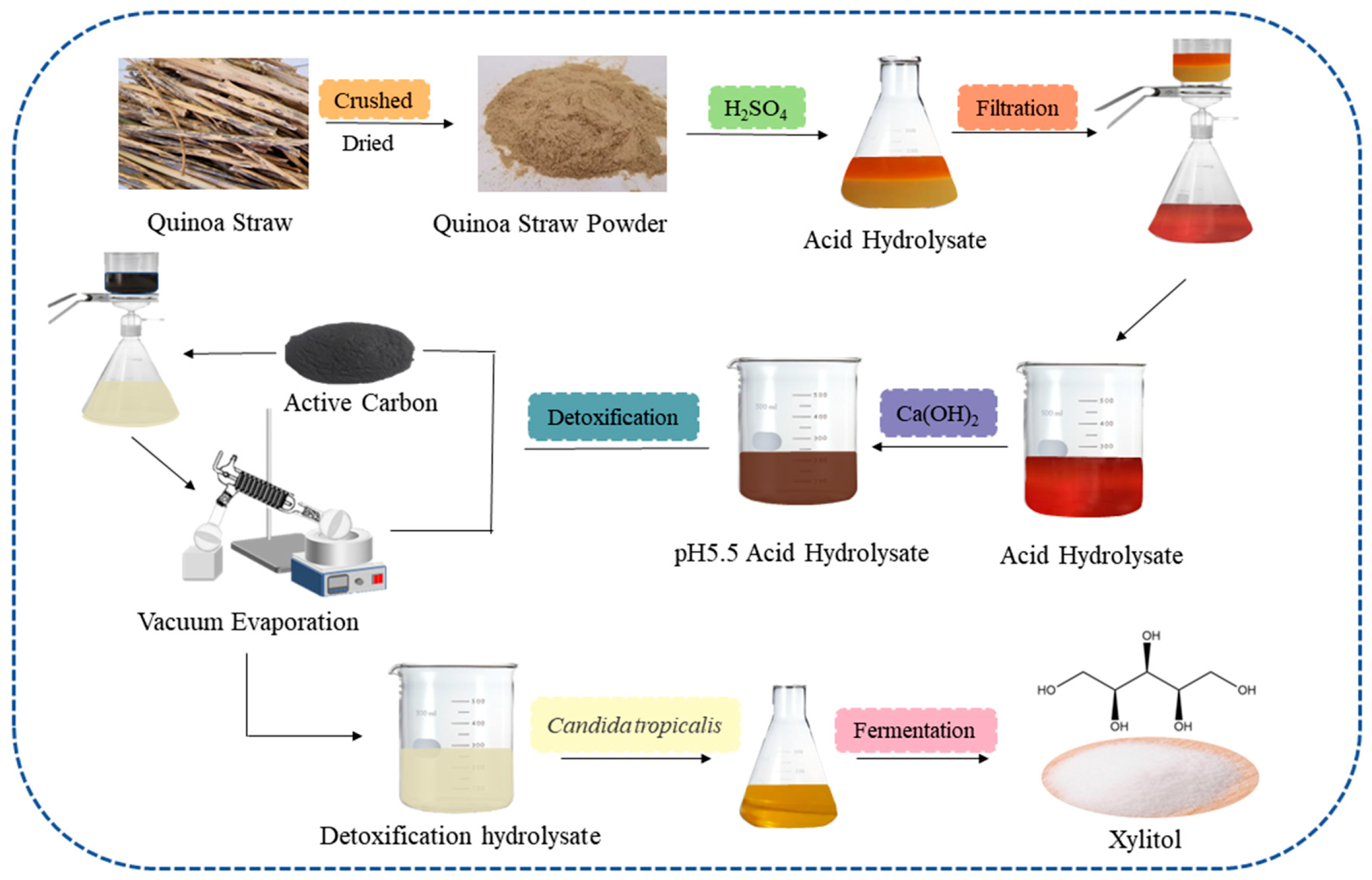
3.3. Acid Hydrolysis
3.4. Detoxification of Acid Hydrolysis
3.4.1. Activated Carbon Detoxification
3.4.2. Vacuum Evaporation Detoxification
3.5. Xylitol Fermentation
3.6. Composition Analysis of Corn Straw
3.7. Analysis Methods
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Misra, S.; Raghuwanshi, S.; Saxena, R.K. Evaluation of corncob hemicellulosic hydrolysate for xylitol production by adapted strain of Candida tropicalis. Carbohyd. Polym. 2013, 92, 1596–1601. [Google Scholar] [CrossRef] [PubMed]
- Yu, X.; Li, X.; Jin, T.; Su, Y.; Li, J.; Gao, M.; Zheng, L.; Tan, S.; Chen, G. Integrated biorefinery process for production of sophorolipids from corn straw. Biochem. Eng. J. 2020, 167, 107908. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, M.; Gao, R.; Yu, X.; Chen, G. Synergistic effect of thermostable β-glucosidase tn0602 and cellulase on cellulose hydrolysis. 3 Biotech 2017, 7, 54. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gil-Ramirez, A.; Salas-Veizaga, D.M.; Grey, C.; Karlsson, E.N. Rodriguez-Meizoso, I., Linares-Pasten, J.A. Integrated process for sequential extraction of saponins, xylan and cellulose from quinoa stalks (Chenopodium quinoa Willd.). Ind. Crop. Prod. 2018, 121, 54–65. [Google Scholar] [CrossRef]
- Navruz-Varli, S.; Sanlier, N. Nutritional and health benefits of quinoa (Chenopodium quinoa Willd.). J. Cereal Sci. 2016, 69, 371–376. [Google Scholar] [CrossRef]
- Carrasco, C.; Cuno, D.; Carlqvist, K.; Galbe, M.; Lidén, G. SO2-catalysed steam pretreatment of quinoa stalks. J. Chem. Technol. Biotechnol. 2014, 90, 64–71. [Google Scholar] [CrossRef]
- Morita, T.A.; Silva, S.S. Inhibition of Microbial Xylitol Production by Acetic Acid and Its Relation with Fermentative Parameters. Appl. Biochem. Biotechnol. 2000, 84–86, 801–808. [Google Scholar] [CrossRef]
- Redina, E.; Tkachenko, O.; Salmi, T. Recent Advances in C5 and C6 Sugar Alcohol Synthesis by Hydrogenation of Monosaccharides and Cellulose Hydrolytic Hydrogenation over Non-Noble Metal Catalysts. Molecules 2022, 27, 1353. [Google Scholar] [CrossRef]
- Xia, H.; Zhang, L.; Hu, H.; Zuo, S.; Yang, L. Efficient Hydrogenation of Xylose and Hemicellulosic Hydrolysate to Xylitol over Ni-Re Bimetallic Nanoparticle Catalyst. Nanomaterials 2020, 10, 73. [Google Scholar] [CrossRef] [Green Version]
- Yu, X.; Zhang, Z.; Li, J.; Su, Y.; Gao, M.; Jin, T.; Chen, G. Co-immobilization of multi-enzyme on reversibly soluble polymers in cascade catalysis for the one-pot conversion of gluconic acid from corn straw. Bioresour. Technol. 2021, 321, 124509. [Google Scholar] [CrossRef]
- Rafiqul, I.S.M.; Sakinah, A.M.M. Processes for the Production of Xylitol—A Review. Food Rev. Int. 2013, 29, 127–156. [Google Scholar] [CrossRef]
- Vallejos, M.E.; Chade, M.; Mereles, E.B.; Bengoechea, D.I.; Brizuela, J.G.; Felissia, F.E.; Area, M.C. Strategies of detoxification and fermentation for biotechnological production of xylitol from sugarcane bagasse. Ind. Crops Prod. 2016, 91, 161–169. [Google Scholar] [CrossRef]
- Moysés, D.N.; Reis, V.C.B.; De Almeida, J.R.M.; De Moraes, L.M.P.; Torres, F.A.G. Xylose Fermentation by Saccharomyces cerevisiae: Challenges and Prospects. Int. J. Mol. Sci. 2016, 17, 207. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bondar, M.; da Fonseca, M.M.R.; Cesário, M.T. Xylonic acid production from xylose by Paraburkholderia sacchari. Biochem. Eng. J. 2021, 170, 107982. [Google Scholar] [CrossRef]
- Raposo, R.S.; de Almeida, M.C.M.; de Oliveira, M.D.C.M.; da Fonseca, M.M.; Cesário, M.T. A Burkholderia sacchari cell factory: Production of poly-3-hydroxybutyrate, xylitol and xylonic acid from xylose-rich sugar mixtures. New Biotechnol. 2017, 34, 12–22. [Google Scholar] [CrossRef]
- de Albuquerque, T.L.; da Silva, I.J.; de Macedo, G.R.; Rocha, M.V.P. Biotechnological production of xylitol from lignocellulosic wastes: A review. Process Biochem. 2014, 49, 1779–1789. [Google Scholar] [CrossRef]
- Yablochkova, E.N.; Bolotnikova, O.I.; Mikhailova, N.P.; Nemova, N.N.; Ginak, A.I. The Activity of Xylose Reductase and Xylitol Dehydrogenase in Yeasts. Microbiology 2003, 72, 414–417. [Google Scholar] [CrossRef]
- Misra, S.; Raghuwanshi, S.; Gupta, P.; Dutt, K.; Saxena, R.K. Fermentation behavior of osmophilic yeast Candida tropicalis isolated from the nectar of Hibiscus rosa sinensis flowers for xylitol production. Antonie Van Leeuwenhoek 2011, 101, 393–402. [Google Scholar] [CrossRef]
- Wang, S.; Cheng, G.; Joshua, C.; He, Z.; Sun, X.; Li, R.; Liu, L.; Yuan, Q. Furfural tolerance and detoxification mechanism in Candida tropicalis. Biotechnol. Biofuels 2016, 9, 250. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; He, Z.; Yuan, Q. Xylose enhances furfural tolerance in Candida tropicalis by improving NADH recycle. Chem. Eng. Sci. 2017, 158, 37–40. [Google Scholar] [CrossRef]
- Yu, X.; Liu, Y.; Cui, Y.; Cheng, Q.; Zhang, Z.; Lu, J.H.; Meng, Q.; Teng, L.; Ren, X. Measurement of filter paper activities of cellulase with microplate-based assay. Saudi J. Biol. Sci. 2016, 23, S93–S98. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, X.; Liu, Y.; Meng, J.; Cheng, Q.; Zhang, Z.; Cui, Y.; Liu, J.; Teng, L.; Lu, J.; Meng, Q.; et al. Optimization of enzyme complexes for efficient hydrolysis of corn stover to produce glucose. Pak. J. Pharm. Sci. 2015, 28, 1115–1120. [Google Scholar] [CrossRef] [PubMed]
- Tavares, A.P.M.; Gonçalves, M.J.A.; Brás, T.; Pesce, G.R.; Xavier, A.M.R.B.; Fernandes, M.C. Cardoon Hydrolysate Detoxification by Activated Carbon or Membranes System for Bioethanol Production. Energies 2022, 15, 1993. [Google Scholar] [CrossRef]
- Gupta, R.; Hemansi; Gautam, S.; Shukla, R.; Kuhad, R.C. Study of charcoal detoxification of acid hydrolysate from corncob and its fermentation to xylitol. J. Environ. Chem. Eng. 2017, 5, 4573–4582. [Google Scholar] [CrossRef]
- Du, C.; Li, Y.; Xiang, R.; Yuan, W. Formate Dehydrogenase Improves the Resistance to Formic Acid and Acetic Acid Simultaneously in Saccharomyces cerevisiae. Int. J. Mol. Sci. 2022, 23, 3406. [Google Scholar] [CrossRef] [PubMed]
- Palmqvist, E.; Almeida, J.S.; Hahn-Hagerdal, B. Influence of furfural on anaerobic glycolytic kinetics of Saccharomyces cerevisiae in batch culture. Biotechnol. Bioeng. 1999, 62, 447–454. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Dragone, G.M. Chapter 1—Biomass Pretreatment, Biorefineries, and Potential Products for a Bioeconomy Development. In Biomass Fractionation Technologies for a Lignocellulosic Feedstock Based Biorefinery; Mussatto, S.I., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 1–22. [Google Scholar] [CrossRef]
- Devi, A.; Singh, A.; Bajar, S.; Pant, D.; Din, Z.U. Ethanol from lignocellulosic biomass: An in-depth analysis of pre-treatment methods, fermentation approaches and detoxification processes. J. Environ. Chem. Eng. 2021, 9, 105798. [Google Scholar] [CrossRef]
- Deng, F.; Cheong, D.-Y.; Aita, G.M. Optimization of activated carbon detoxification of dilute ammonia pretreated energy cane bagasse enzymatic hydrolysate by response surface methodology. Ind. Crops Prod. 2018, 115, 166–173. [Google Scholar] [CrossRef]
- Ahuja, V.; Kshirsagar, S.; Ghosh, P.; Sarkar, B.; Sutar, A.; More, S.; Dasgupta, D. Process development for detoxification of corncob hydrolysate using activated charcoal for xylitol production. J. Environ. Chem. Eng. 2022, 10, 107097. [Google Scholar] [CrossRef]
- García-Martín, J.F.; Sánchez, S.; Cuevas, M. Evaluation of the effect of the dilute acid hydrolysis on sugars release from olive prunings. Renew. Energy 2013, 51, 382–387. [Google Scholar] [CrossRef]
- Manna, M.S.; Biswas, S.; Bhowmick, T.K.; Gayen, K. Acid hydrolysis of the waste newspaper: Comparison of process variables for finding the best condition to produce quality fermentable sugars. J. Environ. Chem. Eng. 2020, 8, 104345. [Google Scholar] [CrossRef]
- Han, J.; Cao, R.; Zhou, X.; Xu, Y. An integrated biorefinery process for adding values to corncob in co-production of xylooligosaccharides and glucose starting from pretreatment with gluconic acid. Bioresour. Technol. 2020, 307, 123200. [Google Scholar] [CrossRef] [PubMed]
- Camargo, D.; Sydney, E.B.; Leonel, L.V.; Pintro, T.C.; Sene, L. Dilute acid hydrolysis of sweet sorghum bagasse and fermentability of the hemicellulosic hydrolysate. Braz. J. Chem. Eng. 2019, 36, 143–156. [Google Scholar] [CrossRef] [Green Version]
- Yu, Z.; Du, Y.; Shang, X.; Zheng, Y.; Zhou, J. Enhancing fermentable sugar yield from cassava residue using a two-step dilute ultra-low acid pretreatment process. Ind. Crops Prod. 2018, 124, 555–562. [Google Scholar] [CrossRef]
- Walther, T.; Hensirisak, P.; Agblevor, F.A. The influence of aeration and hemicellulosic sugars on xylitol production by Candida tropicalis. Bioresour. Technol. 2001, 76, 213–220. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Zhang, W.; Lei, F.; Yang, S.; Jiang, J. Coproduction of xylooligosaccharides and fermentable sugars from sugarcane bagasse by seawater hydrothermal pretreatment. Bioresour. Technol. 2020, 309, 123385. [Google Scholar] [CrossRef]
- Zhang, B.; Wu, L.; Wang, Y.; Li, J.; Zhan, B.; Bao, J. Re-examination of dilute acid hydrolysis of lignocellulose for production of cellulosic ethanol after de-bottlenecking the inhibitor barrier. J. Biotechnol. 2022, 353, 36–43. [Google Scholar] [CrossRef]
- Purkait, M.K.; Haldar, D. Chapter 5—Formation and detoxification of inhibitors. In Lignocellulosic Biomass to Value-Added Products; Purkait, M.K., Haldar, D., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 61–78. [Google Scholar] [CrossRef]
- Vedernikovs, N. Differential Catalysis of Depolymerisation and Dehydration Reactions: Producing Furfural from Plant Biomass. J. Renew. Mater. 2020, 8, 661–674. [Google Scholar] [CrossRef]
- Arslan, Y.; Takac, S.; Eken-Saraçoğlu, N. Kinetic study of hemicellulosic sugar production from hazelnut shells. Chem. Eng. J. 2012, 185–186, 23–28. [Google Scholar] [CrossRef]
- Liu, X.; Lu, M.; Ai, N.; Yu, F.; Ji, J. Kinetic model analysis of dilute sulfuric acid-catalyzed hemicellulose hydrolysis in sweet sorghum bagasse for xylose production. Ind. Crops Prod. 2012, 38, 81–86. [Google Scholar] [CrossRef]
- Manaf, S.F.A.; Jahim, J.M.; Harun, S.; Luthfi, A.A.I. Fractionation of oil palm fronds (OPF) hemicellulose using dilute nitric acid for fermentative production of xylitol. Ind. Crops Prod. 2018, 115, 6–15. [Google Scholar] [CrossRef]
- Lopes, M.S.G.; Gomez, J.G.C.; Taciro, M.K.; Mendonça, T.T.; Silva, L.F. Polyhydroxyalkanoate biosynthesis and simultaneous remotion of organic inhibitors from sugarcane bagasse hydrolysate by Burkholderia sp. J. Ind. Microbiol. Biotechnol. 2014, 41, 1353–1363. [Google Scholar] [CrossRef] [PubMed]
- Qian, X.; Malmali, M.; Wickramasinghe, S.R. Membranes for the removal fermentation inhibitors from biofuel production. In Membrane Technologies for Biorefining; Woodhead Publishing: Sawston, UK, 2016; pp. 219–240. [Google Scholar] [CrossRef]
- Soleimani, M.; Tabil, L.; Niu, C. Adsorptive Isotherms and Removal of Microbial Inhibitors in a Bio-Based Hydrolysate for Xylitol Production. Chem. Eng. Commun. 2015, 202, 787–798. [Google Scholar] [CrossRef]
- Kumar, V.; Sandhu, P.P.; Ahluwalia, V.; Mishra, B.B.; Yadav, S.K. Improved upstream processing for detoxification and recovery of xylitol produced from corncob. Bioresour. Technol. 2019, 291, 121931. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.M.; Venditti, R.A.; Jameel, H.; Kenealy, W.R. Detoxification of woody hydrolyzates with activated carbon for bioconversion to ethanol by the thermophilic anaerobic bacterium Thermoanaerobacterium saccharolyticum. Biomass Bioenergy 2011, 35, 626–636. [Google Scholar] [CrossRef]
- Sarawan, C.; Suinyuy, T.N.; Sewsynker-Sukai, Y.; Kana, E.B.G. Optimized activated charcoal detoxification of acid-pretreated lignocellulosic substrate and assessment for bioethanol production. Bioresour. Technol. 2019, 286, 121403. [Google Scholar] [CrossRef]
- Villarreal, M.L.M.; Prata, A.M.R.; Felipe, M.G.A.; Almeida E Silva, J.B. Detoxification procedures of eucalyptus hemicellulose hydrolysate for xylitol production by Candida guilliermondii. Enzym. Microb. Technol. 2006, 40, 17–24. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, M.; Wang, Y.; Ji, X.; Zhang, L.; Hou, L. Simultaneous concentration and detoxification of lignocellulosic hydrolyzates by vacuum membrane distillation coupled with adsorption. Bioresour. Technol. 2015, 197, 276–283. [Google Scholar] [CrossRef]
- Mateo, S.; Roberto, I.C.; Sánchez, S.; Moya, A.J. Detoxification of hemicellulosic hydrolyzate from olive tree pruning residue. Ind. Crops. Prod. 2013, 49, 196–203. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templaton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; Technical Report NREL/TP-510-42618; National Renewable Energy Laboratory: Golden, CO, USA, 2010. Available online: http://www.nrel.gov/biomass/analytical_procedures.html (accessed on 1 June 2010).
- Tůma, S.; Izaguirre, J.K.; Bondar, M.; Marques, M.M.; Fernandes, P.; da Fonseca, M.M.R.; Cesário, M.T. Upgrading end-of-line residues of the red seaweed Gelidium sesquipedale to polyhydroxyalkanoates using Halomonas boliviensis. Biotechnol. Rep. 2020, 27, e00491. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Straw | Cellulose% | Hemicellulose% | Lignin% |
|---|---|---|---|
| Quinoa straw | 30.95 ± 0.48 | 20.80 ± 0.64 | 19.98 ± 0.55 |
| Corn straw | 34.25 ± 0.49 | 17.55 ± 0.44 | 21.90 ± 0.22 |
| Treatment | Formic Acid (g/L) | Acetic Acid (g/L) | 5-HMF (g/L) | Furfural (g/L) |
| Non-detoxified hydrolysate | 9.53 ± 0.57 | 5.02 ± 0.05 | 0.03 ± 0.00 | 0.26 ± 0.00 |
| Vacuum evaporation | 24.50 ± 0.47 | 11.62 ± 0.47 | 0.04 ± 0.00 | 0.02 ± 0.00 |
| Activated carbon- vacuum evaporation detoxification | 8.47 ± 0.65 | 4.08 ± 0.16 | 0.01 ± 0.00 | 0 |
| Treatment | Xylose | Xylose Utilization | Xylitol Production | ||
|---|---|---|---|---|---|
| (g/L) | (%) | Concentration (g/L) | Productivity (g/L/h) | Yield (g/g) | |
| Non-detoxified hydrolysate | 17.82 ± 0.23 | 82.87 ± 0.42 | 5.57 ± 1.16 | 0.06 ± 0.00 | 0.34 ± 0.00 |
| Vacuum evaporation | 58.56 ± 0.15 | 85.82 ± 0.66 | 20.60 ± 0.61 | 0.21 ± 0.01 | 0.41 ± 0.01 |
| Activated carbon-vacuum evaporation | 57.37 ± 0.56 | 90.82 ± 0.85 | 26.05 ± 0.31 | 0.27 ± 0.01 | 0.50 ± 0.01 |
| Pure Xylose | 60.00 ± 0.00 | 93.08 ± 1.15 | 30.08 ± 1.25 | 0.31 ± 0.01 | 0.54 ± 0.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, T.; Xing, X.; Xie, Y.; Sun, Y.; Bian, S.; Liu, L.; Chen, G.; Wang, X.; Yu, X.; Su, Y. Evaluation of Preparation and Detoxification of Hemicellulose Hydrolysate for Improved Xylitol Production from Quinoa Straw. Int. J. Mol. Sci. 2023, 24, 516. https://doi.org/10.3390/ijms24010516
Jin T, Xing X, Xie Y, Sun Y, Bian S, Liu L, Chen G, Wang X, Yu X, Su Y. Evaluation of Preparation and Detoxification of Hemicellulose Hydrolysate for Improved Xylitol Production from Quinoa Straw. International Journal of Molecular Sciences. 2023; 24(1):516. https://doi.org/10.3390/ijms24010516
Chicago/Turabian StyleJin, Tingwei, Xiwen Xing, Yubing Xie, Yan Sun, Sijia Bian, Liying Liu, Guang Chen, Xinzhe Wang, Xiaoxiao Yu, and Yingjie Su. 2023. "Evaluation of Preparation and Detoxification of Hemicellulose Hydrolysate for Improved Xylitol Production from Quinoa Straw" International Journal of Molecular Sciences 24, no. 1: 516. https://doi.org/10.3390/ijms24010516