
Development of Heterogeneous Catalysts for Thermo-Chemical Conversion of Lignocellulosic Biomass


Institute of General and Ecological Chemistry, Faculty of Chemistry, Lodz University of Technology, Zeromskiego 116, 90-924 Lodz, Poland
*
Author to whom correspondence should be addressed.
Energies 2017, 10(4), 545; https://doi.org/10.3390/en10040545
Submission received: 4 March 2017
/
Revised: 4 April 2017
/
Accepted: 10 April 2017
/
Published: 17 April 2017
(This article belongs to the Special Issue Thermo-Chemical Conversion of Waste Biomass)
Abstract
:Lignocellulosic biomass is one of the most attractive renewable resources that can be used for the production of biofuels and valuable chemicals. However, problems associated with the low efficiency of its conversion and poor selectivity to desired products remain. Therefore, in recent years researchers have focused on the design of highly active and stable catalysts, enabling an increase in the effectiveness of lignocellulosic biomass processing. This work is devoted to the presentation of the latest trends in the studies of the heterogeneous catalysts used in thermo-chemical conversion of such feedstock. The systems applied for the production of both bio-oil and hydrogen-rich gas are discussed. Zeolites, mesoporous materials, metal oxides, supported metal catalysts, and modifications of their structure are described. Moreover, the impact of the physicochemical properties of the presented catalyst on their catalytic performance in the mentioned processes is demonstrated.
1. Introduction
Thermo-chemical conversion of lignocellulosic biomass is one of the most promising methods for the production of various chemicals and bio-oil to replace fuels obtained from the processing of fossil resources [1]. The formed products can be divided into gaseous and liquid fractions. The gaseous phase contains mainly hydrogen, carbon oxide, carbon dioxide, and methane. The liquid fraction is consisted of a large number of compounds—oxygenates and hydrocarbons (carboxylic acids, aldehydes, ketones, alcohols, esters, aliphatics, parrafins, aromatics, and multifunctional compounds). After upgrading, bio-oil can be used as a transportation fuel. On the other hand, the gas phase is considered a source of hydrogen or syngas, which can be further converted into synthetic hydrocarbon fuels, methanol, lubricants, or lower olefins, being intermediates for the production of plastics, cosmetics, or drugs.
The advantages of an application of lignocellulosic feedstock are generally associated with the global availability of biomass, its relatively low price, and limited impact on the environment. However, the thermal decomposition of lignocelluloses is a complex process consisting of a large number of consecutive reactions. In spite of the fact that the composition of the formed products can be controlled by several factors (such as the final temperature of the process, residence time, or heating rate of biomass) to some extent, it is very difficult to obtain the desired chemical compounds at a high yield [2]. Due to that, the obtained bio-oil or gaseous mixture cannot directly replace fuels produced using conventional methods.
However, the literature has demonstrated that the selectivity of the reactions occurring during thermal conversion of lignocellulosic biomass can be considerably enhanced by the application of heterogeneous catalysts [3,4,5]. Therefore, in recent years researchers have focused on the development of stable and highly efficient systems for thermo-chemical conversion of lignocellulosic biomass [6]. The studies were mainly devoted to the determination of optimal composition, surface properties, preparation method, or pretreatment conditions of the investigated catalysts. Taking that into account, we decided to discuss the latest achievements in this field.
2. The Role of Catalysts in Bio-Oil Production
Bio-oil is a mixture of a wide range of organic compounds and water formed during the high-temperature treatment of lignocellulosic biomass. As described above, this process, called pyrolysis, proceeds in several steps (Figure 1). In the first of them, thermal decomposition of biomass components (usually in the range of 200–300 °C) is observed. This results in the formation of primary products—mainly lignocelluloses-derived oxygenates (due to depolymerization, dehydration, or elimination reactions). In the next part of the process (usually performed at temperatures above 400–500 °C), primary products are submitted to further cracking, reforming, dehydratation, decarboxylation, decarbonylation, or oligomerization [7]. These reactions lead to the production of secondary products containing hydrocarbons and their derivatives. It is observed that the thermal decomposition of lignocellulosic material allows for removal of only a portion of the oxygen atoms from the feedstock. Therefore, an application of the catalysts enhancing the conversion of oxygenates into more valuable products is essential [8]. A decrease in the amount of oxygenates is usually associated with a growth in the yield of aromatics and permanent gases in the final product [9].
The literature data show that nowadays one of the most popular processes of bio-oil production from lignocellulosic biomass is catalytic upgrading of pyrolysis vapors, which consists of the initial decomposition of the raw material and further upgrading of the formed intermediates with the use of a solid catalyst [10]. However, several review papers demonstrated that bio-oil can also be produced by hydropyrolysis or co-pyrolysis with plastics or other kinds of feedstock like municipal, food, or garden waste [11,12,13].
The most important parameters impacting the catalyst performance in the discussed process are the acidity, surface area, and porosity of the catalyst. In the case of metal/support systems, the type and crystalline structure of the support, the size of metal crystallites and their location, interactions between an active phase, and the support and presence of dopants may be also crucial. An efficient catalyst should provide not only high conversion of the feedstock and selectivity of occurred reactions, but also should minimize the amount of arising tar and char, thereby protecting its own surface against deactivation by the formation of a carbon deposit (which is one of the main drawbacks of catalytic systems used in thermo-chemical treatment of lignocellulosic biomass).
The investigations aimed at the enhancement of the quality of the produced bio-oil are strictly connected with the development of new catalytic systems based on zeolites, mesoporous silicas, metal oxides, supported metal catalysts, and modification of the properties of mentioned materials with the use of alkali or transition metals (Figure 2). In the next part of this review paper, recent trends in the studies devoted to the application of different groups of heterogeneous catalysts to the production of higher-value bio-oil will be presented.
2.1. Application of Zeolites and Mesoporous Materials
The literature data demonstrate that one of the most promising catalysts that can be used for the production of bio-oil from lignocellulosic feedstock is ZSM-5 (Zeolite Socony Mobil-5) (Table 1) [14]. The presence of such a material enhances the formation of a liquid fraction containing a mixture of organic compounds with reduced oxygen content and a larger contribution of aromatics. It was observed that the selectivity of the described process and the composition of the obtained bio-oil (including the amount of aromatic compounds) can be controlled by the modification of physicochemical properties of the used zeolites, such as the structure of the material and its crystallinity, porosity, acidity, and elemental composition.
Zheng et al. [15] showed that during the production of bio-oil by fast pyrolysis of pine, corncob, straw, reference cellulose, hemicelluloses, and lignin samples, the highest yield of aromatics was obtained in the presence of the ZSM-5 catalyst with the largest volume of micropores, highest amount of weaker acid sites, and highest Brönsted to Lewis acid sites ratio. An application of the mentioned material led to the formation of a mixture consisting of 38.4% and 25.4% of aromatic compounds in the case of pine and cellulose, respectively. The authors of the described work suggested that the production of aromatics was facilitated by weaker Brönsted acid sites, while medium and strong acid sites are involved in the formation of coke. Moreover, it was indicated that a decrease in the yield of aromatics observed for ZSM-5 nanocrystals (with a size of about 50 nm) may be connected with hindering the contact of reactants with a sufficient amount of acid sites due to the insufficient length of zeolite channels.
In spite of the ability to enhance the selectivity of the formation of aromatics, ZSM-5 is not capable of efficient conversion of heavier oxygenates (intermediates of biomass pyrolysis process) due to their larger size in comparison to the size of the pores of the used catalyst. The larger molecules cannot penetrate the internal structure of ZSM-5, which leads to a reduction in the reaction yield. Taking that into account, Li et al. [16] decided to modify the ZSM-5 structure by desilication with a sodium hydroxide solution. The activity tests performed in the fast pyrolysis of beech wood revealed that an application of desilicated catalyst resulted in the formation of a larger amount of aromatic compounds (30.2%) in comparison to unmodified material (26.2%). Moreover, a slight decrease in the production of carbon deposit was observed for desilicated ZSM-5 (39.9% instead of 41.2%). On the one hand, the acidity measurements confirmed a decrease in Brönsted acid sites’ density during desilication process. However, those sites that remained were more accessible for the reactants due to the formation of mesopores and this effect was predominant. Due to that, the cracking of larger oxygenates into smaller molecules was more effective. It could also facilitate the removal of accumulating coke to some degree.
The impact of the physicochemical properties of the ZSM-5 catalyst on the yield of the aromatics produced in fast pyrolysis of biomass was also proved by Hoff et al. [17]. It was shown that the amount of aromatic compounds formed in the presence of the catalyst depended mostly on the crystallinity and accessibility of framework aluminum sites.
On the other hand, Engtrakul et al. [18] demonstrated the influence of ZSM-5 acidity on the selectivity of aromatic products of upgrading of pine pyrolysis vapors. The obtained results indicated that the increase in the acidity of zeolite results in a reduction of alkylated aromatics and growth in the yield of unsubstituted and polycyclic compounds. This phenomenon is related to changes in the rate of cyclization and alkylation reactions. It was noted that cyclization is favored by a higher density of acid sites.
The studies associated with the application of ZSM-5 are also focused on the determination of its catalytic performance in the decomposition of different feedstock or co-pyrolysis processes [12,19,20,21,22,23]. Fisher et al. [19] investigated the effect of the use of ZSM-5 catalyst on the course of fast pyrolysis of spent coffee grounds. The experiments were performed in both a fixed bed reactor and a pyroprobe. The obtained data revealed that irrespective of the type of reactor, the presence of zeolite resulted in the formation of a considerably larger amount of aromatic hydrocarbons in comparison to a non-catalyzed process. It is worth noting that in the case of the experiment conducted in a pyroprobe the contribution of the aromatic fraction was the highest among the liquid products. Moreover, the formation of a larger amount of aromatics was accompanied by a slight increase in the carbon oxide yield, probably due to the enhancement of the decarbonylation reaction. Other studies devoted to the co-pyrolysis of lignocellulosic biomass with food waste (consisting of rice, vegetables, fruits, meat, or oil) or plastics (low-density polyethylene) [20,21] confirmed that this is a promising method for the production of bio-oil.
One of the main drawbacks of the use of ZSM-5 in fast pyrolysis of lignocellulosic biomass is the possibility of its deactivation during the process. The main mechanism of deactivation is associated with carbon deposit formation and blockage of the pores of the catalyst. In spite of the fact that the deactivation by coking is reversible, the regeneration of the catalyst at relatively high temperatures (usually 650 °C–700 °C) can be dangerous to the stability of its structure (especially due to the possibility of local overheating, related to the exothermic nature of the process of carbon removal in the oxygen atmosphere). A further reason for the decrease in the efficiency of ZSM-5 is hydrothermal deactivation, consisting of a decrease in density of acid sites due to removal of aluminum species from the catalyst associated with the presence of water vapor (formed during high-temperature decomposition of lignocellulose) in the elevated temperature. The third phenomenon connected with a drop in the catalytic activity of ZSM-5 concerned an adsorption of various inorganic contaminants on the surface of zeolite (including metals originating from the lignocellulosic feedstock). Stefanidis et al. [24] investigated the changes in the performance of ZSM-5 submitted to hydrothermal deactivation and contamination by selected metals. The obtained results revealed that potassium accumulated on the catalyst very selectively and was deposited evenly in the bulk, while calcium and magnesium were observed only on the outer surface of the catalyst particles. It was supposed that the migration of metals from the biomass might lead to a deterioration of the activity of ZSM-5 by introduction of basic sites into its structure.
In order to enhance the activity of HZSM-5 zeolite in microwave-assisted catalytic fast pyrolysis of corn stover to bio-oil, and taking into account the negative impact of coke formation on the catalytic performance of the material, Zhang et al. [25] decided to modify its surface by chemical vapor deposition with tetraethyl orthosilicate (TEOS). It was demonstrated that the formation of a layer of SiO2 on the surface of HZSM-5 led to a decrease in the density of external acid sites and a reduction of the coking rate. Due to that, an increase in the aromatic compounds content was observed in comparison to the reaction conducted with the use of unmodified material. The maximal relative content of aromatics (about 38%–39%) was noted for the sample containing 3.7% of SiO2. Further growth in the concentration of silicon dioxide (up to 5.9% of SiO2) resulted in a drop in the aromatics production, but their content was still a bit higher (36%–37%) than in the case of parent HZSM-5 (about 33%). On the other hand, the modification of HZSM-5 also led to a decrease in the amount of liquid fraction.
A comparison of the catalytic performance of HZSM-5 with other catalytic materials (such as sulfated zirconia, alumnosilicate mesoporous molecular sieves (Al-MSU-S exhibiting a foam-like mesopore structure and Al-MSU-S exhibiting wormhole mesopores) and a bauxite waste) in fast pyrolysis of poplar revealed that an application of HZSM-5 allowed for the production of a high amount of condensables containing the largest content of aromatics [26]. The high selectivity of HZSM-5 towards aromatics was associated with the presence of desired pore window size, internal space of pores, and steric hindrance resulting in the limitation of carbon deposition. On the other hand, the properties of mesoporous catalysts studied in this work, such as mesoporosity, high pore volume, and acidity, facilitated the cracking of intermediates of thermal decomposition of lignocellulosic feedstock, which led to the production of a higher amount of permanent gases and coke. The structure of Al-MSU-S catalysts contributed to the elimination of diffusion resistance and increased deoxygenation activity. However, the lack of micropores and the presence of larger pores resulted in a decrease in the selectivity to aromatic compounds. Sulfated zirconia was also not selective to aromatics and led to the formation of a larger amount of carbon deposit. However, the authors of described work [26] suggested that an introduction of sulfated zirconia on the surface of MCM-41 mesoporous material may contribute to the improvement of its deoxygenation activity and resistance to coking. The second part of the study [26] was devoted to the investigation of the influence of the Si:Al ratio in HZSM-5 material on the yield of aromatic products. It was demonstrated that samples with a lower silicon:aluminum ratio possessed a higher density of Brönsted acid sites and produced more aromatics. However, it was also noted that the use of the material with a Si:Al ratio of 23 led to the formation of a greater amount of C6-C7 compounds, while the presence HZSM-5 with Si:Al ratio 30 facilitated the production of C8-C9 molecules.
The catalytic performance of HZSM-5 (in flash pyrolysis of woody biomass (LIGNOCEL) conducted in a continuous bench scale reactor) was also evaluated by Imran et al. [27]. In this case an activity of the mentioned zeolite was compared with the efficiency of the H-Y sample. The obtained results indicated that an application of HZSM-5 allowed for a more efficient decrease in the contribution of acid fraction and production of a considerably higher amount of phenolic compounds in comparison to the H-Y zeolite. However, the authors noted that in spite of the high contribution of desirable compounds in the mixture of products, the use of both catalysts may lead to a decrease in the yield of bio-oil due to the production of permanent gases and coke. It can be controlled by the modification of the properties of the used catalysts, associated with the choice of optimal density and strength of acid sites in the zeolite structure.
On the other hand, Yoo et al. [28] compared the activity of waste FCC (fluidized catalytic cracking) catalyst in the pyrolysis of wild reed with the performance of the H-Y zeolite. The FCC catalyst was regenerated before use in the pyrolysis process by washing with acetone or calcination in air at 550 °C. The authors of this work [28] suggested that an activated waste FCC catalyst possessed comparable activity in the studied reaction to the H-Y sample, taking into account the production of furans, phenolics, and aromatics. However, a deeper analysis of the obtained results demonstrates that the presence of the H-Y zeolite allows for the formation of higher amount of aromatics and a decrease in the content of oxygenates in comparison to the activated FCC catalyst.
Taking into account the influence of both the acidity and the porosity of the catalyst on its activity in the fast pyrolysis process, Custodis et al. [29] focused on the studies of the catalytic performance of a series of mesoporous aluminosilicates (Al-MCM-41, Al-SBA(Santa Barbara Amorphous)-15, and Al-MSU-J) in the thermal decomposition of lignin. It is known that the presence of acidic sites facilitates the conversion of lignocellulosic feedstock due to cracking, dehydration, deoxygenation, aromatization, delakylation, and isomerization reactions. Owing to that, the formation of bio-oil can be observed. However, some portion of the intermediates of thermal treatment of lignin may be too large to penetrate the pores of the catalysts and cannot be decomposed into smaller molecules, which decreases the efficiency of the entire process. Therefore, the pore structure of the catalysts is also of high importance for the formation of desired products. As in the case with zeolites, the shape of the pores, pore size, grain size, and accessibility of the acid sites present in the structure of the mesoporous materials have a strong impact on the efficiency of the pyrolysis process. It was shown that an Al-MCM-41 material in the form of nanosized grains possessing large textural pore volume and allowing for enhanced mass transfer enabled the formation of a similar amount of aromatic hydrocarbons in the described process to that obtained in the case of the H-ZSM-5 zeolite having noticeably higher acidity (0.10 and 0.53 mmol NH3/g, respectively—evaluated on the basis of temperature-programmed desorption of ammonia).
An analysis of the results of the studies presented above indicated that, besides the use of different mesoporous materials, an application of ZSM-5 zeolite allowed for the most efficient conversion of lignocellulosic feedstock into aromatics. The physicochemical properties of such a catalyst favor the formation of liquid products, which is important in the case of bio-oil production. However, it is worth noting that the high acidity of ZSM-5 can also contribute to catalyst deactivation by coking.
2.2. Modification of Zeolites and Mesoporous Materials by the Addition of Metals
The application of zeolites and mesoporous materials to the thermal decomposition of lignocellulosic biomass seems to be a promising solution, but researchers are also making efforts to further improve the quality of the produced bio-oil through the modification of the mentioned catalysts by the introduction of various kinds of dopants (Table 2).
The first group of studies has focused on the investigation of the influence of the addition of selected transition metals (iron, zirconium, and cobalt) to the HZSM-5 structure on the composition of the liquid mixture formed in the catalytic upgrading of biomass (pine sawdust) fast pyrolysis vapors [30]. The obtained results revealed that an introduction of metals into the zeolite structure (via a wet impregnation method using aqueous solutions of the corresponding nitrate salts) resulted in a decrease in the bio-oil yield and an increase in the amount of gaseous fraction and deposited carbon due to the promotion of cracking and reforming reactions. The formation of the highest amount of gas and coke was observed in the case of Co/HZSM-5 catalysts. In spite of the fact that the use of Zr/HZSM-5 and Fe/HZSM-5 allowed for production of higher yield of liquids, its content was lower than that noted for an unmodified HZSM-5 sample. However, Zr/HZSM-5 and Fe/HZSM-5 catalysts promoted the formation of aromatic hydrocarbons. The content of aromatics observed for these two materials was noticeably higher (43%–45%) in comparison to that obtained in the presence of Co/HZSM-5 and unmodified HZSM-5 (23% and 33%, respectively). The authors of this work indicated that Zr/HZSM-5 favors an intermolecular hydrogen-transfer reaction, leading to the formation of benzene and its derivatives. On the other hand, Fe/HZSM-5 can promote the addition of benzene rings, resulting in the formation of a larger amount of naphthalene and its derivatives.
Similar investigations aimed at a comparison of the catalytic performance of Fe/HZSM-5 and an unmodified zeolite were performed by Mullen and Boateng [31]. In this case the Fe-modified catalyst was prepared by the ion exchange method and its activity was tested in the pyrolysis of cellulose, cellobiose, lignin, and switchgrass. It was shown that an addition of iron to the catalyst structure impacted the chemical pathways of the decomposition of the used feedstock. The Fe/HZSM-5 catalyst favored the formation of benzene and naphthalene and inhibited the production of p-xylene, ethylbenzene, and trimethylbenzene in comparison to unmodified HZSM-5. It suggested that the presence of Fe promoted the aromatization of primary products to naphtalenes rather than the alkylation of initially formed benzene. The authors also noted that this phenomenon was the opposite what was described by Cheng et al. [32] for a gallium-modified HZSM-5 material, where the increase in the efficiency of alkylation reaction was observed in the presence of metallic dopant.
On the other hand, Sun et al. [33] indicated that an application of Fe/ZSM-5 to the fast pyrolysis of wood sawdust conducted using Py-GC/MS increased the efficiency of the production of monocyclic aromatic hydrocarbons (benzene, toluene, ethylbenzene, and xylenes) and decreased the amount of the formed polycyclic aromatic hydrocarbons (such as naphthalenes, phenanthrenes, or anthracenes) in comparison to the ZSM-5 material. They also suggested that the drop in the yield of the polymerization of monocyclic compounds and the decrease in the amount of polycyclic aromatics observed in the case of the Fe-ZSM-5 material suppressed the formation of coke, which is the main reason for catalyst deactivation.
The next group of studies focused on the evaluation of the catalytic performance of ZSM-5 materials containing nickel. Veses et al. [34] compared the activity of the zeolite modified by Ni and other metals (Mg, Cu, Ga, and Sn) in the upgrading of biomass-derived pyrolysis vapors. The obtained results confirmed that an application of Ni-ZSM-5 and Ga-ZSM-5 materials was most promising and led to the formation of the highest amount of aromatic hydrocarbons. Similar findings were reported by Yung et al. [35]. The performed experiments indicated that the modification of ZSM-5 by nickel resulted in an increase in the contribution of aromatics and enhanced the conversion of oxygenates in relation to the unmodified material. The observed difference was more distinct with increasing Ni content. The authors suggested that the upgrading effect was associated with the ability of nickel to promote deoxygenation, decarboxylation, and the transition-metal-assisted hydrogen transfer reaction.
Melligan et al. [36,37] applied Ni-modified ZSM-5 and mesoporous MCM-41 materials to the upgrading of biomass pyrolysis vapors. The upgrading process conducted in the Py-GC/MS unit was performed in the presence of hydrogen. It was demonstrated that the addition of H2 enhanced the performance of the catalyst and led to a notable improvement in the quality of the produced bio-oil. However, it was also connected with a reduction in the yield of condensable products. The activity measurements demonstrated that, besides an increase in the amount of hydrocarbons, a growth in the yield of lighter phenols can also be observed in the presence of metallic catalysts. It was indicated that the presence of Ni could lead to the decomposition of heavier phenols and the formation of smaller molecules. Moreover, it was shown that Ni supported on ZSM-5 was more effective in the production of aromatics in comparison to the Ni/MCM-41 sample, probably due to the presence of a higher amount of Brönsted acid sites in the first case.
The literature data showed that heterogeneous catalysts are also used in co-pyrolysis processes where biomass is subjected to thermal decomposition with plastics. An example of such investigations was described by Yao et al. [38]. In this case, co-feeding of lignocellulosic biomass (pine wood) with a waste polymer—low-density polyethylene (LDPE)—was applied. In spite of the fact that the unmodified ZSM-5 material is not able to effectively convert alkanes to olefins (which is a limiting step of alkane aromatization), it was observed that, owing to the addition of P and Ni to the zeolite structure, an increase in the catalyst activity for the conversion of alkanes to olefins may be achieved. This is associated with the structure of the acid sites of the ZSM-5 (the modification of this material by P and Ni leads to a decrease in the amount of Brönsted acid sites and an increase in the content of Lewis acid sites). The increased amount of olefins produced results in the formation of an enhanced fraction of valuable aromatics. Moreover, the modification of ZSM-5 by phosphorus and nickel increased the hydrothermal stability of the catalyst and its resistance to carbon deposit formation.
The upgrading of bio-oil originating from biomass pyrolysis is not only conducted in the presence of the modified ZSM-5 materials. Widayatno et al. [39] applied to this process a Cu-modified β-zeolite catalyst (containing up to 3% metal). The performed investigations revealed that the presence of copper also promoted the production of hydrocarbons; however, it was impossible to avoid coke formation during the upgrading process. The studies of the mechanism of the reactions occurring in the presence of copper indicated that Cu species can replace proton sites on the surface of the zeolite. In addition, a synergy effect between remaining proton sites and metal species is observed. The proton sites facilitate the dehydration or decarboxylation of oxygenates, while Cu promotes decarbonylation. That is why the presence of copper species increases the yield of formed carbon oxide. This phenomenon can also be observed for other catalytic systems containing transition metals.
The high selectivity to hydrocarbons during the investigation of the catalytic upgrading of bio-oil performed with the use of Cu/MCM-41 and Cu/KIT-6 (KIT: Korea Advanced Institute of Science and Technology) catalysts was also observed by Karnjanakom et al. [40]. It was found that catalysts prepared by the cyclodextrin-assisted co-impregnation method were more active than the materials synthesized via impregnation. In contrast to the previous work [39], a relatively high amount of Cu was incorporated into the structure of mesoporous materials (the highest efficiency of the hydrocarbons production was achieved for the samples containing 20% of Cu). In spite of a slightly lower acidity and surface area, the Cu/KIT-6 catalyst was more active in the formation of monocyclic aromatic compounds than the Cu/MCM-41 sample. It was probably associated with considerably larger pores in the case of the first material, decreasing the diffusion resistance for larger reaction intermediates.
Other studies concerning an application of modified zeolites and mesoporous materials to pyrolysis process also confirmed that the introduction of metals (such as V or Mo) into the catalyst structure increases the yield of valuable compounds in the obtained mixture [41,42,43]. On the other hand, the investigations performed by Mahadevan et al. [44] indicated that contamination of the catalyst surface by alkali or alkaline earth metals (especially Na, K, or Ca) present in biomass feedstock resulted in a reduction in the amount of aromatic hydrocarbons and olefins, with a simultaneous increase in the yield of permanent gases and char.
The presented literature data demonstrate that an introduction of metals on the surface of zeolites or mesoporous silicas (i.e., by impregnation or ion-exchange methods) leads to an increase in the value of the bio-oil produced. The presence of transition metals facilitates the formation of a higher content of monocyclic aromatic hydrocarbons (such as benzene, toluene, ethylbenzene, etc.) at the expense of larger aromatics. It is connected with the facilitation of cracking and reforming reactions by metallic active sites, among others. Unfortunately, that positive effect is accompanied by a decrease in the content of liquid fraction and the formation of a higher amount of gaseous products.
2.3. Application of Metal Oxides and Supported Catalysts
The results of previous experiments suggest that, owing to the application of various metal oxides and the introduction of noble or transition metals on their surface, it is possible to increase the C/O ratio of the bio-oil produced during the pyrolysis process [45]. Therefore, researchers began to study the effect of the presence of such catalysts on the composition of liquid products of the thermal treatment of biomass (Table 3).
Nguyen et al. [46] noted that the use of a Na2CO3/Al2O3 system in the upgrading of bio-oil allowed for a decrease in the oxygen content and enhancement in the caloric value of the obtained mixture. Unfortunately, an increase in the amount of carbonyls responsible for the instability of the fuel was also observed. In order to improve the composition of the obtained bio-oil, they proposed the introduction of platinum on the surface of the Na2CO3/Al2O3 support. Pt is known for its activity in hydrogenation reactions. In spite of that, the presence of a Pt/Na2CO3/Al2O3 catalyst did not improve the quality of the liquid fraction coming from biomass decomposition. Probably, it was connected with the agglomeration of platinum species and a decrease in the surface area of this catalyst. Due to that, a dual-bed system was designed. It consisted of two separate units containing Na2CO3/Al2O3 and Pt/Al2O3. This modification resulted in the noticeable improvement of the quality of the obtained products.
Aluminum oxide was also used as a support for Cu, Fe, and Zn catalysts used in the catalytic upgrading of ultrasonically pretreated cedar wood [47,48]. The obtained results revealed that synthesized catalysts facilitated the conversion of oxygenates to aromatic and aliphatic hydrocarbons. The highest yield of hydrocarbons was achieved in the presence of the Zn/Al2O3 sample. Moreover, in this case the lowest value of aromatics to aliphatic hydrocarbons ratio was observed. On the other hand, the activity tests showed that the largest fraction of aromatic hydrocarbon was produced with the use of a Fe/Al2O3 catalyst. However, the Cu/Al2O3 system allowed for the production of the highest content of monocyclic aromatic hydrocarbons (such as benzene, toluene, and xylene), while the catalyst containing Zn enhanced the formation of indene or naphthalene. Further measurements indicated that the introduction of the abovementioned metals on the surface of alumina allowed for more efficient production of hydrocarbons in comparison to the same catalysts supported on silica. It is connected with the differences in acidity of both kinds of oxides, which was noticeably higher for Al2O3.
The catalytic performance of different metal oxides, such as TiO2, CeO2, CeOx-TiO2, ZrO2, and MgO, was tested in the conversion of biomass pyrolysis vapors into the ketonic-rich liquid fraction that can be used as the precursor of hydrocarbon fuel [49]. It was demonstrated that CeO2-based catalysts were most effective at the production of a wide group of ketones from oxygenated reaction intermediates.
On the other hand, the investigations conducted in our laboratory were focused on the characterization of the efficiency of a Ni-based catalyst supported on Al2O3, SiO2, MgO, CeO2, and ZrO2 in fast pyrolysis of cellulose [50]. The performed experiments aimed at a determination of the influence of different factors (such as type and structure of the support, kind of preparation method, presence of the interactions between an active phase and the support, size of nickel crystallites, etc.) on the composition of the products arising. Moreover, the pyrolysis of cellulose was conducted in the presence of unsupported NiO particles. The chromatographic data showed that an application of unsupported nickel oxide resulted in the formation of larger amount of hydrocarbons and esters with a simultaneous drop in the concentration of alcohols, aldehydes, and carboxylic acids as compared to non-catalytic process. Of course, an introduction of nickel on the surface of the support enhanced the efficiency of the production of desired pyrolysis products. It was shown that Ni/Al2O3 and Ni/ZrO2 catalysts favored formation of hydrocarbons to the greatest extent. Ni/CeO2 and Ni/SiO2 were less effective in the production of valuable compounds. In addition, catalysts supported on ceria and silica were not capable of efficiently decreasing the amount of carboxylic acids. The comparison of the activity of Ni catalysts supported on zirconia prepared with the use of different methods showed that the support structure (phase composition, surface area, and pore structure) and its thermal stability considerably impact the composition of the products of the bio-oil upgrading process. Further experiments devoted to the investigations of Ni/CeO2-ZrO2 catalysts demonstrated that the introduction of ceria into the support structure resulted in the formation of a larger amount of olefins and paraffins in comparison to the catalyst supported on monoxide zirconia [51]. However, in this case the production of a higher yield of carboxylic acids was also observed.
The last group of studies on the thermal decomposition of biomass was devoted to the analysis of the influence of catalysts containing noble-metals, such as platinum and palladium [52]. In this case, pyrolysis of wheat bran was investigated with the use of a thermogravimetric analyzer coupled with a Fourier transform infrared spectrometer (TGA-FTIR). The obtained results confirmed that Pt/C and Pd/C systems were more efficient at the removal of oxygen from the produced bio-oil than the investigated zeolites. This was connected to their higher activity in the deoxygenation of carbonyl, carboxyl, and hydroxyl groups in comparison to the reference ZSM-5 and MCM-41 materials. Moreover, the presence of noble-metals resulted in the formation of a higher amount of aromatics, while silica-based materials favored the production of olefins and aliphatic hydrocarbons. Furthermore, it was demonstrated that catalysts consisting of noble-metals allowed for more efficient reduction of carboxylic acids, ketones, and aldehydes than ZSM-5 and MCM-41.
The investigations focusing on the application of metal oxides as catalysts for the high-temperature conversion of lignocellulosic biomass are not as promising as the studies associated with the use of zeolites. However, it was proven that an introduction of both noble and transition metals on their surface can considerably increase the value of the formed bio-oil. The experiments performed pointed out that not only the kind of metal and its support, but also the catalyst preparation method can considerably influence the composition of the formed liquid mixture.
2.4. Bio-Oil Upgrading via Hydrodeoxygenation (HDO)
The necessity of upgrading biomass pyrolysis products results from the fact that they differ considerably in terms of properties and composition compared to the fuel obtained from crude oil. This variety is connected with the presence of a high content of oxygen-containing compounds (such as carboxylic acids, ketones, aldehydes, alcohols, esters, etc.). One of the methods of pyrolysis oil conversion into valuable products (such as hydrocarbons) is hydrodeoxygenation. According to the literature data [53,54], during the HDO process, oxygen can be eliminated from the pyrolysis products in various ways: hydrogenation of C–C and C–O bonds, dehydration of C–OH groups, C–C bond cleavage by retro-aldol condensation, and decarboxylation or hydrogenolysis of C–O–C groups. The reaction is usually conducted at a lower temperature than in the case of pyrolysis (usually between 200 and 400 °C) and under higher pressure (10–70 atm) [53].
The deoxygenation process can be performed after the condensation of pyrolysis vapors into a liquid phase or passing the vapors over the catalyst with subsequent condensation of the upgraded mixture into liquid [55]. The presence of the catalyst considerably increases the efficiency of oxygen removal and the formation of hydrocarbons. Noble metals (Pt, Pd, Ru), nickel and bimetallic (NiMo, CoMo) systems are most commonly used in HDO process [53]. On the other hand, alumina, silica, carbon, or zirconia are the most popular supports applied in the mentioned reaction. It is worth noting that traditional refinery catalysts, such as zeolites or silica-alumina-based materials, were also investigated in vapor-phase deoxygenation. Furthermore, Robinson et al. [56] in their review paper described the bifunctional catalysts for the upgrading of biomass-derived oxygenates (i.e., supported metal and bimetallic catalysts as well as transition-metal oxides, sulfides, carbides, nitrides, or phosphides) possessing active sites enabling both hydrogenation and C–O scission.
In order to increase the efficiency of the process, the hydrodeoxygenation of pyrolysis oil can be carried out in two reactor system. The first low-temperature step aims at a reduction of some part of the reactive alkene, phenolic, aromatic, and carbonyl groups, which are responsible for intense coke formation. Owing to the reduction of the amount of unstable bio-oil components in the next stage of the process, a lower amount of hydrogen is consumed and more valuable products can be formed. Taking that into account, Routray et al. [57] applied a two-zone, continuous flow trickle bed reactor to the hydrodeoxygenation of bio-oil derived from white oak wood. The obtained results showed that the use of Ru/C catalyst in the first step (130 °C) allowed for the conversion of the bio-oil components into alcohols, such as propylene glycol, ethylene glycol, and sorbitol. Furthermore, an addition of Pt/ZrP bifunctional catalyst to the next, higher temperature step (300 °C–400 °C) favored the production of monoaromatics, naphthalenes, and naphthenes. It was suggested that platinum was responsible for the hydrogenation and dehydrogenation reactions, while ZrP facilitated C–O bond cleavage in the hydrogenolysis reaction.
The two-step hydrodeoxygenation process was also applied by Pucher et al. [58] for the upgrading of pyrolysis oil produced from spruce wood pellets in the pilot-scale bioCRACK plant at the OMV refinery in Vienna. It was demonstrated that the performance of HDO in the two-step procedure (at 250 °C, 85 atm and 400 °C, 150–170 atm, respectively) and the application of a Raney Ni catalyst resulted in the formation of an upgraded product with properties very similar to those observed for diesel fuel. The amount of oxygen in bio-oil after HDO dropped from about 65 wt % for pyrolysis oil to not more than 2 wt % for the upgraded mixture, while the carbon amount increased from 26 wt % to 85 wt %, respectively. The density, viscosity, and lower calorific value were also similar to those noticed for diesel fuel.
Besides the investigations focused on the hydrodeoxygenation of the pyrolysis oil originated from real biomass samples, a large group of studies is devoted to the HDO of model substrates, such as phenolic compounds [59,60,61,62], acetone [63], anisole [64], levulinic acid [65], and angelica lactone [66]. The presented results emphasize the importance of the use of catalyst.
Nelson et al. [59] investigated the hydrodeoxygenation of phenols over a ruthenium catalyst. They proposed a new mechanism of the reaction occurring with the use of titania as Ru support. According to them, the catalytic performance of Ru/TiO2 can be associated with titania’s ability to act as a conjugated acid/base pair. Therefore, H2O molecules adsorbed on the catalyst surface can accept and donate protons across the interface between support and metal and lower the C–O scission barrier. This favors the conversion of phenols to benzene. On the other hand, Xu et al. [60] used a Ru/ZrO2-La(OH)3 catalyst for the hydrodeoxygenation of lignin-derived phenols to alkyl cyclohexanols. It was demonstrated that zirconium and lanthanum formed a mixed phase, making the support stable with well-dispersed ruthenium on its surface. The authors suggested that the conversion of guaiacol to cyclohexanol can occur in two ways—demethoxylation followed by hydrogenation, or saturation of the aromatic ring through hydrogenation and then demethoxylation through direct hydrogenolysis.
The investigation of the hydrodeoxygenation of phenol over a Pd/ZrO2 catalyst showed that the zirconia structure plays an important role in the process [61]. It was observed that the Pd/t-ZrO2 sample possessed the highest activity for HDO reaction and selectivity to benzene. This was connected with differences in the density of acid sites present on the surface of monoclinic-ZrO2 and tetragonal-ZrO2 phase, which was higher in the second case. The acidity of the catalyst affected the reaction pathway. The higher acidity of Pd/t-ZrO2 favored the dehydration of cyclohexanol to cyclohexene, followed by benzene formation. A Pd/m-ZrO2 catalyst with a lower density of acid sites exhibited low dehydration activity. Therefore, in this case the benzene molecules were formed in an alternative way, involving the tautomerization of phenol to cyclohexadienone intermediate.
The influence of the support on the activity of a noble-metal-based catalyst in the hydrodeoxygenation of guaiacol was also confirmed by Hellinger et al. [62]. It was demonstrated that acidic supports of Pt, such as H-MFI (mobil five) zeolites, provided the highest activity, while the order of the reactivity of metal oxide supports was Pt/SiO2 > Pt/Al2O3 ≈ Pt/ZrO2 > Pt/TiO2.
The next studies focused on the hydrodeoxygenation of levulinic acid or angelica lactone dimers/trimers to highly branched alkanes [65,66]. In this case, Ni-based materials were used as catalysts. It was confirmed that catalytic HDO of the abovementioned compounds led to a decrease in the content of compounds containing oxygen and selective formation of hydrocarbons. The literature data show that not only nickel- but also molybdenum-based catalysts can be applied in the HDO process. Sullivan and Bhan [63] showed that a bifunctional molybdenum carbide catalyst can be successfully used in the hydrodeoxygenation of acetone. In this case, acetone molecules were firstly hydrogenated to isopropyl alcohol and then the arising intermediate was dehydrated to propylene over Brönsted acid sites. Furthermore, propylene could be sequentially hydrogenated to form propane.
3. Catalysts for the Production of a Hydrogen-Rich Gas from Lignocellulosic Biomass
The literature data show that, besides of the production of bio-oil, lignocellulosic feedstock can also be used for the formation of hydrogen-rich gas [67,68,69]. Generally, the process of high-temperature conversion of lignocellulosic biomass can be presented as follows:
Lignocellulosic biomass → H2 + CO + CO2 +CH4 +CnHm + liquids + tars + char.
However, it should be noted that the formation of gaseous products proceeds in several steps, consisting of thermal decomposition of lignocelluloses, cracking, partial oxidation, steam and dry reforming, water–gas shift, and methanation, among others. The exemplary primary and secondary reactions (adapted from [70,71]) are demonstrated below:
CxHyOz → (x − 1)CO + ((y − 4)/2)H2 +CH4
CxHyOz → (x − 1)CO + (y/2)H2 + C(solid)
CxHyOz + (1/2)O2 → xCO + (y/2)H2
CxHyOz + O2 → (x − 1)CO + CO2 + (y/2)H2
CxHyOz + H2O → xCO + (1 + y/2)H2
CxHyOz + nH2O → qCO + (x − q)CO2 + (2n + y/2)H2
CO + H2O → CO2 + H2
CO + 3H2 → CH4 + H2O
CH4 + CO2 → 2CO + H2
CH4 + H2O → CO + 3H2
C(solid) + CO2 → 2CO.
It can be observed that the gaseous mixture obtained in the thermal treatment of lignocellulosic biomass mainly contains hydrogen, carbon oxide, carbon dioxide, and methane. These compounds are usually accompanied by a lower amount of light hydrocarbons remaining in the gas phase. It turned out that the hydrogen content in the formed gaseous mixture can be increased by the application of heterogeneous catalysts. Therefore, the next part of this chapter will be devoted to the presentation of the latest achievements in this field. Figure 3 demonstrates the exemplary processes used for the enhancement of H2 production from lignocellulosic feedstock.
The literature shows that nickel-based systems are still the most popular catalysts for the conversion of lignocellulosic biomass (or products of its decomposition) to hydrogen-rich gas (Table 4). The investigations performed by Cheah et al. [72] focusing on the gasification of white oak submitted to thermal pretreatment (torrefaction) confirmed that the presence of Ni facilitates the production of H2 and reduces the formation of CH4 and tars due to the increase in the efficiency of the reforming reaction occurring during the conversion of lignocellulosic feedstock.
It can be seen that some of the investigations connected with the production of hydrogen-rich gas are devoted to the design of a new reaction setup and the use of commercially available catalysts. Arregi et al. [73] studied the fast pyrolysis of pine sawdust, which was conducted in a conical spouted bed reactor followed by in-line steam reforming of formed vapors in a fluidized bed reactor (in this case, a commercial nickel catalyst supported on alumina doped with calcium (G90LDP, Süd Chemie) was applied in the reforming step). It was demonstrated that an application of the aforementioned process allowed for efficient production of hydrogen (the highest H2 yield was observed at 600 °C) and can be a promising alternative for direct steam gasification or reforming of bio-oil. The authors concluded that the separation of pyrolysis and reforming steps can be beneficial, taking into account the performance of the catalytic reforming reaction.
On the other hand, a commercial nickel powder catalyst (Sigma-Aldrich, Ni ≥ 99% trace metal basis, CAS number 7440-02-0) was also used for integrated catalytic gasification and tar cracking of mixed residual biomass (coconut shells) and high-density polyethylene (HDPE) [74]. It was reported that the application of such feedstock and conversion procedure allowed for enhanced syngas and hydrogen production.
The production of hydrogen-rich gas by pyrolysis-gasification of a biomass/plastic mixture becomes more and more popular. Kumagai et al. [75] used the Ni-Mg-Al-Ca system for the thermal conversion of wood sawdust mixed with polypropylene in a two-stage stainless tube reactor. The obtained results showed that the presence of the catalyst led to an increase in hydrogen content, highest for the material with the Ni:Mg:Al:Ca molar ratio 1:1:1:4. Calcium was responsible for the enhancement of in situ adsorption of carbon dioxide formed during the process and limitation of the growth of filamentous carbon on the surface of the catalyst.
Investigations of the influence of Ca content on the catalytic performance of Ni/CaAlOx catalysts in the pyrolysis-steam reforming of biomass sawdust were conducted by Chen et al. [76]. It was demonstrated that, besides the increase in the production of hydrogen, the presence of calcium resulted in a growth in the selectivity of carbon oxide formation and a reduction in the carbon dioxide content. Moreover, the experiments showed that, owing to the change of Ca content in the catalyst structure, it is possible to control the ratio between hydrogen and carbon oxide in the formed gaseous mixture while keeping the amount of arising H2 nearly the same.
This increase in hydrogen production and reduction of the catalyst deactivation rate were also observed in the case of the NiZnAlOx system used in the pyrolysis and subsequent steam reforming reactions [77]. The H2 yield more than doubled, while the amount of introduced nickel on the catalyst surface rose from 5% to 35%. Dong et al. [77] indicated that this was connected with the growth of the number of catalytically active sites (Ni°) on the support. According to the obtained results, the presence of zinc oxide could protect a catalyst against an agglomeration of nickel particles and the formation of a coke deposit.
The studies performed by our group mainly focused on the selection of an optimal support for Ni catalysts, enabling the most efficient production of hydrogen-rich gas during high-temperature treatment of biomass. The first part of the investigation indicated that zirconia was the most promising material among the investigated oxides (ZrO2, Al2O3, SiO2, CeO2, TiO2, and MgO) [78]. In the next step of the studies, an optimal method for the synthesis of a zirconia support allowing for the production of the highest amount of H2 was developed [79]. It was demonstrated that the catalyst containing ZrO2 prepared from ZrOCl2 by precipitation with NaOH was the most active in the conversion of cellulose to gaseous products, especially hydrogen. Its high activity was connected with a higher stability in the reaction conditions (700 °C) and an increased ability of zirconium ions to migrate on the surface of nickel, among other factors.
Further investigations revealed that the modification of ZrO2 structure by various dopants can noticeably increase the efficiency of the hydrogen production. In the first case, zirconia was modified by the addition of various amounts of cerium oxide (15%–30%) [80]. The literature data show that the presence of ZrO2 enhances the activity of the Ni catalyst in the reforming reaction due to the fact that zirconia is able to accumulate water molecules and form OH groups on its own surface, thereby facilitating the formation of hydrogen [81]. Simultaneously, CeO2 is able to limit the formation of coke on the catalyst surface and favor in situ removal of deposited carbon. This is associated with the high oxygen storage/release capacity and thermal stability of this oxide. An analysis of the influence of the preparation method of the bi-oxide support indicated that the introduction of Ni on the surface of CeO2-ZrO2 synthesized by sol-gel or impregnation allowed for the production of the highest hydrogen yield.
In the next part of the studies, it was demonstrated that the incorporation of alkali and alkaline earth metals into the structure of Ni/ZrO2 can also enhance its catalytic performance in the high-temperature conversion of cellulose to hydrogen-rich gas [82,83]. Similar to the previous investigations, the role of the dopant is to inhibit the growth of a carbon deposit. It is suggested that the presence of alkali metals allows for the formation of oxygen vacancies in the catalyst structure that are responsible for the formation of OH and O radicals, enabling the removal of the carbon accumulated on the catalyst surface. On the other hand, the mentioned dopants (especially calcium) facilitate the adsorption of CO2 on the support. The adsorbed carbon dioxide can change the equilibrium of the reactions taking place during the cellulose conversion process and increase the production of H2.
Our investigations were also focused on the application of selected mesoporous silicas (SBA-15, SBA-16, KIT-6, and MCM-41) as supports for Ni catalysts in the high-temperature treatment of cellulose [71]. The obtained results showed that the use of SBA-15 and KIT-6 and the introduction of nickel onto their surface results in an increase in the efficiency of H2 production in comparison with the reference Ni/SiO2 sample. The activity of the studied catalysts was associated not only with surface acidity, but also with pore size, pore volume, stability of the structure, and accessibility of nickel atoms on the surface and inside the pores of the catalyst. It was suggested that a bigger pore diameter of the supports favored penetration of their structure by larger intermediates formed in the first step of biomass pyrolysis process owing to the larger amount of H2 that could be produced.
The next group of studies was devoted to the development of catalysts for supercritical water gasification of lignocellulosic biomass or its components. The literature data demonstrate that Ni-based systems are also most popular in this case [84,85,86,87]. In fact, promising results were obtained for catalysts containing noble metals as well [88]. However, nickel catalysts have a greater chance of being implemented on a larger scale due to their lower cost and comparable activity with Ru or Pt.
Biomass steam gasification and steam reforming of volatiles from pyrolysis of wood or biomass tar were also conducted with the use of Fe-based systems [89,90,91]. However, investigations of the use of iron catalysts in the abovementioned process have not been very popular so far.
The performed studies indicate that Ni-based materials are the most active catalysts for the high-temperature conversion of lignocellulosic feedstock to hydrogen-rich gas. However, there is still the issue of carbon deposit formation on their surface during the reaction. Coking can be limited by the choice of an optimal catalyst support. Our investigations demonstrated that the use of materials containing ZrO2 may be an interesting option. The second solution is associated with the application of reaction systems consisting of several steps, allowing for the catalyst to be used in optimal conditions.
4. Summary
Two different approaches to the high-temperature conversion of lignocellulosic biomass, leading to the formation of bio-oil and hydrogen-rich gas, were presented in this work. In both cases our considerations were focused on the application of heterogeneous catalysts. It was demonstrated that zeolites (especially ZSM-5), mesoporous materials, their modifications with transition metals (mainly Ni, but also Fe, Cu, V or Mo), metal oxides, and systems containing noble metals were used most often in the production of high-value bio-oil. On the other hand, the formation of gaseous products was mainly conducted in the presence of a nickel catalyst supported on metal oxides. Due to their physicochemical properties, ZrO2, CeO2, and CaO appeared the most attractive among them.
The presented studies demonstrated that an application of heterogeneous catalysts can considerably enhance the efficiency of both bio-oil and hydrogen-rich gas production from lignocellulosic feedstock. It was exhibited that the presence of catalysts led not only to a growth in the amount of the abovementioned fractions but also resulted in a noticeable upgrading of their composition. Owing to that, products with considerably higher value could be obtained.
5. Perspectives on the High-Temperature Conversion of Lignocellulosic Feedstock
Studies on the high-temperature conversion of lignocellulosic biomass have been significantly expanded in recent years. However, there are still contradictory opinions related to the profitability of the processing of such a feedstock. It is observed that the governments of a large number of countries wish to stimulate research on the development of lignocellulosic feedstock processing. On the other hand, there are many problems related with biomass conversion (such as high transportation costs, lack of reproducibility of the raw material, complex biomass decomposition, and, connected with that, unsatisfactory selectivity of the formation of valuable products).
Therefore, in order to increase the competitiveness of the high-temperature biomass conversion process, it is especially important to design highly active and selective catalysts enabling us to obtain a reasonable yield of desired chemicals. However, an optimal catalyst should not only be effective in the processing of lignocellulosic feedstock, but also thermally stable and resistant to coking.
The literature data show that nickel-based systems are most popular in the high-temperature conversion of lignocellulosic biomass to hydrogen-rich gas. However, due to their drawbacks connected with relatively fast coking rate and the unsatisfactory stability of the prepared materials, further improvement of their properties is necessary (i.e., by optimization of the composition or preparation method of the support of this metal). On the other hand, the production of high-value bio-oil is associated with the use of zeolites and various mesoporous materials. However, in this case not only acidity but also other parameters of the catalysts, such as surface area, pore diameter, pore volume, and stability of the structure, should also be taken into consideration.
The second way to increase the efficiency of the high-temperature conversion of biomass is a novel multistep process consisting of separate pyrolysis and upgrading units. This should allow for more efficient utilization of the catalysts due to the limitation on their deactivation rate associated with the reduction of the contact of the catalyst with primary products of the decomposition of lignocellulosic feedstock. One example of such a process is the separation of pyrolysis and catalyst steam reforming stages during the production of hydrogen-rich gas or performing the upgrading step with adsorption of carbon dioxide.
Finally, it is worth mentioning that crucial prerequisites for the implementation of the high-temperature conversion of biomass on the industrial scale are: a decrease in the production cost enabling it to compete with fuels originating from crude oil, an improvement of the properties of bio-oil, and an increase in the selectivity of the reactions leading to the formation of the desired products. We believe that the design of highly active and stable catalysts will allow the processes of lignocellulosic biomass conversion to play a major role in future biorefinery schemes. The obtained products can be applied as high-quality fuel in air or maritime transport and as valuable intermediates in the chemical sector.
Author Contributions
Jacek Grams developed work concept, and took part in writing the manuscript and literature review. Agnieszka Ruppert involved in writing the manuscript and discussion of literature survey.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bridgwater, A.V. Review of fast pyrolysis of biomass and product upgrading. Biomass Bioenergy 2012, 38, 68–94. [Google Scholar] [CrossRef]
- Yildiz, G.; Ronsse, F.; van Duren, E.; Prins, W. Challenges in the design and operation of processes for catalytic fast pyrolysis of woody biomass. Renew. Sustain. Energy Rev. 2016, 57, 1596–1610. [Google Scholar] [CrossRef]
- Galadima, A.; Muraza, O. In situ fast pyrolysis of biomass with zeolite catalysts for bioaromatics/gasoline production: A review. Energy Convers. Manag. 2015, 105, 338–354. [Google Scholar] [CrossRef]
- Besson, M.; Gallezot, P.; Pinel, C. Conversion of biomass into chemicals over metal catalysts. Chem. Rev. 2014, 114, 1827–1870. [Google Scholar] [CrossRef] [PubMed]
- Bulushev, D.A.; Ross, J.R.H. Catalysis for conversion of biomass to fuels via pyrolysis and gasification: A review. Catal. Today 2011, 171, 1–13. [Google Scholar] [CrossRef]
- Venderbosch, R.H. A critical view on catalytic pyrolysis of biomass. ChemSusChem 2015, 8, 1306–1316. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Kim, K.H.; Brown, R.C. Catalytic pyrolysis of individual components of lignocellulosic biomass. Green Chem. 2014, 16, 727–735. [Google Scholar] [CrossRef]
- French, R.; Czernik, S. Catalytic pyrolysis of biomass for biofuels production. Fuel Process. Technol. 2010, 91, 25–32. [Google Scholar] [CrossRef]
- Jae, J.; Tompsett, G.A.; Foster, A.J.; Hammond, K.D.; Auerbach, S.M.; Lobo, R.F.; Huber, G.W. Investigation into the shape selectivity of zeolite catalysts for biomass conversion. J. Catal. 2011, 279, 257–268. [Google Scholar] [CrossRef]
- Asadieraghi, M.; Daud, W.M.A.W.; Abbas, H.F. Heterogeneous catalysts for advanced bio-fuel production through catalytic biomass pyrolysis vapor upgrading: A review. RSC Adv. 2015, 5, 22234–22255. [Google Scholar] [CrossRef]
- Resende, F.L.P. Recent advances on fast hydropyrolysis of biomass. Catal. Today 2016, 269, 148–155. [Google Scholar] [CrossRef]
- Zhang, X.; Lei, H.; Chen, S.; Wu, J. Catalytic co-pyrolysis of lignocellulosic biomass with polymers: A critical review. Green Chem. 2016, 18, 4145–4169. [Google Scholar] [CrossRef]
- Hassan, H.; Lim, J.K.; Hameed, B.H. Recent progress on biomass co-pyrolysis conversion into high-quality bio-oil. Bioresource Technol. 2016, 221, 645–655. [Google Scholar] [CrossRef] [PubMed]
- Stefanidis, S.D.; Kalogiannis, K.G.; Iliopoulou, E.F.; Lappas, A.A.; Pilavachi, P.A. In-situ upgrading of biomass pyrolysis vapors: Catalyst screening on a fixed bed reactor. Bioresource Technol. 2011, 102, 8261–8267. [Google Scholar] [CrossRef] [PubMed]
- Zheng, A.; Zhao, Z.; Chang, S.; Huang, Z.; Wu, H.; Wang, X.; He, F.; Li, H. Effect of crystal size of ZSM-5 on the aromatic yield and selectivity from catalytic fast pyrolysis of biomass. J. Mol. Catal. A 2014, 383–384, 23–30. [Google Scholar] [CrossRef]
- Li, J.; Li, X.; Zhou, G.; Wang, W.; Wang, C.; Komarneni, S.; Wang, Y. Catalytic fast pyrolysis of biomass with mesoporous ZSM-5 zeolites prepared by desilication with NaOH solutions. Appl. Catal. A 2014, 470, 115–122. [Google Scholar] [CrossRef]
- Hoff, T.C.; Gardner, D.W.; Thilakaratne, R.; Wang, K.; Hansen, T.W.; Brown, R.C.; Tessonnier, J.P. Tailoring ZSM-5 zeolites for the fast pyrolysis of biomass to aromatic hydrocarbons. ChemSusChem. 2016, 9, 1473–1482. [Google Scholar] [CrossRef] [PubMed]
- Engtrakul, Ch.; Mukarakate, C.; Starace, A.K.; Magrini, K.A.; Rogers, A.K.; Yung, M.M. Effect of ZSM-5 acidity on aromatic product selectivity during upgrading of pine pyrolysis vapors. Catal. Today 2016, 269, 175–181. [Google Scholar] [CrossRef]
- Fischer, A.; Du, S.; Valla, J.A.; Bollas, G.M. The effect of temperature, heating rate, and ZSM-5 catalyst on the product selectivity of the fast pyrolysis of spent coffee grounds. RSC Adv. 2015, 5, 29252–29261. [Google Scholar] [CrossRef]
- Zhang, B.; Zhong, Z.; Min, M.; Ding, K.; Xie, Q.; Ruan, R. Catalytic fast co-pyrolysis of biomass and food waste to produce aromatics: Analytical Py–GC/MS study. Bioresour. Technol. 2015, 189, 30–35. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Lei, H.; Zhu, X.; Qian, M.; Yadavalli, G.; Wu, J.; Chen, S. Thermal behavior and kinetic study for catalytic co-pyrolysis of biomass with plastics. Bioresour. Technol. 2016, 220, 233–238. [Google Scholar] [CrossRef] [PubMed]
- Kim, B.-S.; Kim, Y.-M.; Jae, J.; Watanabe, Ch.; Kim, S.; Jung, S.-Ch.; Kim, S.-Ch.; Park, Y.-K. Pyrolysis and catalytic upgrading of Citrus unshiu peel. Bioresour. Technol. 2015, 194, 312–319. [Google Scholar] [CrossRef] [PubMed]
- Karagöz, S.; Kawakami, T.; Kako, A.; Iiguni, Y.; Ohtani, H. Single shot pyrolysis and on-line conversion of lignocellulosic biomass with HZSM-5 catalyst using tandem micro-reactor-GC-MS. RSC Adv. 2016, 6, 46108–46115. [Google Scholar] [CrossRef]
- Stefanidis, S.D.; Kalogiannis, K.G.; Pilavachi, P.A.; Fougret, Ch.M.; Jordan, E.; Lappas, A.A. Catalyst hydrothermal deactivation and metal contamination during the in situ catalytic pyrolysis of biomass. Catal. Sci. Technol. 2016, 6, 2807–2819. [Google Scholar] [CrossRef]
- Zhang, B.; Zhong, Z.; Chen, P.; Ruan, R. Microwave-assisted catalytic fast pyrolysis of biomass for bio-oil production using chemical vapor deposition modified HZSM-5 catalyst. Bioresour. Technol. 2015, 197, 79–84. [Google Scholar] [CrossRef] [PubMed]
- Kelkar, S.; Saffron, Ch.M.; Andreassi, K.; Li, Z.; Murkute, A.; Miller, D.J.; Pinnavaia, T.J.; Kriegel, R.M. A survey of catalysts for aromatics from fast pyrolysis of biomass. Appl. Catal. B 2015, 174–175, 85–95. [Google Scholar] [CrossRef]
- Imran, A.; Bramer, E.A.; Seshan, K.; Brem, G. Catalytic flash pyrolysis of biomass using different types of zeolite and online vapor fractionation. Energies 2016, 9, 187. [Google Scholar] [CrossRef]
- Yoo, M.L.; Park, Y.H.; Park, Y.-K.; Park, S.H. Catalytic pyrolysis of wild reed over a zeolite-based waste catalyst. Energies 2016, 9, 201. [Google Scholar] [CrossRef]
- Custodis, V.B.F.; Karakoulia, S.A.; Triantafyllidis, K.S.; van Bokhoven, J.A. Catalytic fast pyrolysis of lignin over high-surface-area mesoporous aluminosilicates: Effect of porosity and acidity. ChemSusChem 2016, 9, 1134–1145. [Google Scholar] [CrossRef] [PubMed]
- Li, P.; Li, D.; Yang, H.; Wang, X.; Chen, H. Effects of Fe-, Zr-, and Co-modified zeolites and pretreatments on catalytic upgrading of biomass fast pyrolysis vapors. Energy Fuels 2016, 30, 3004–3013. [Google Scholar] [CrossRef]
- Mullen, C.A.; Boateng, A.A. Production of aromatic hydrocarbons via catalytic pyrolysis of biomass over Fe-modified HZSM-5 zeolites. ACS Sustain. Chem. Eng. 2015, 3, 1623–1631. [Google Scholar] [CrossRef]
- Cheng, Y.; Wang, Z.; Gilbert, G.J.; Fan, W.; Huber, G.W. Production of p-xylene from biomass by catalytic fast pyrolysis using ZSM-5 catalysts with reduced pore openings. Angew. Chem. Int. Ed. 2012, 51, 11097–11100. [Google Scholar] [CrossRef] [PubMed]
- Sun, L.; Zhang, X.; Chen, L.; Zhao, B.; Yang, S.; Xie, X. Comparison of catalytic fast pyrolysis of biomass to aromatic hydrocarbons over ZSM-5 and Fe/ZSM-5 catalysts. J. Anal. Appl. Pyrol. 2016, 121, 342–346. [Google Scholar] [CrossRef]
- Veses, A.; Puértolas, B.; Callén, M.S.; García, T. Catalytic upgrading of biomass derived pyrolysis vapors over metal-loaded ZSM-5 zeolites: Effect of different metal cations on the bio-oil final properties. Microporous Mesoporous Mater. 2015, 209, 189–196. [Google Scholar] [CrossRef]
- Yung, M.M.; Starace, A.K.; Mukarakate, C.; Crow, A.M.; Leshnov, M.A.; Magrini, K.A. Biomass catalytic pyrolysis on Ni/ZSM-5: Effects of nickel pretreatment and loading. Energy Fuels 2016, 30, 5259–5268. [Google Scholar] [CrossRef]
- Melligan, F.; Hayes, M.H.B.; Kwapinski, W.; Leahy, J.J. A study of hydrogen pressure during hydropyrolysis of Miscanthus x giganteus and online catalytic vapour upgrading with Ni on ZSM-5. J. Anal. Appl. Pyrol. 2013, 103, 369–377. [Google Scholar] [CrossRef]
- Melligan, F.; Hayes, M.H.B.; Kwapinski, W.; Leahy, J.J. Hydro-pyrolysis of biomass and online catalytic vapor upgrading with Ni-ZSM-5 and Ni-MCM-41. Energy Fuels 2012, 26, 6080–6090. [Google Scholar] [CrossRef]
- Yao, W.; Li, J.; Feng, Y.; Wang, W.; Zhang, X.; Chen, Q.; Komarneni, S.; Wang, Y. Thermally stable phosphorus and nickel modified ZSM-5 zeolites for catalytic co-pyrolysis of biomass and plastics. RSC Adv. 2015, 5, 30485–30494. [Google Scholar] [CrossRef]
- Widayatno, W.B.; Guan, G.; Rizkiana, J.; Yang, J.; Hao, X.; Tsutsumi, A.; Abudula, A. Upgrading of bio-oil from biomass pyrolysis over Cu-modified β-zeolite catalyst with high selectivity and stability. Appl. Catal. B 2016, 186, 166–172. [Google Scholar] [CrossRef]
- Karnjanakom, S.; Guan, G.; Asep, B.; Hao, X.; Kongparakul, S.; Samart, Ch.; Abudula, A. Catalytic upgrading of bio-oil over Cu/MCM-41 and Cu/KIT-6 prepared by β-cyclodextrin-assisted coimpregnation method. J. Phys. Chem. C 2016, 120, 3396–3407. [Google Scholar] [CrossRef]
- Kim, B.-S.; Jeong, C.S.; Kim, J.M.; Park, S.B.; Park, S.H.; Jeon, J.-K.; Jung, S.-C.; Kim, S.C.; Park, Y.-K. Ex situ catalytic upgrading of lignocellulosic biomass components over vanadium contained H-MCM-41 catalysts. Catal. Today 2016, 265, 184–191. [Google Scholar] [CrossRef]
- Budhi, S.; Mukarakate, C.; Iisa, K.; Pylypenko, S.; Ciesielski, P.N.; Yung, M.M.; Donohoe, B.S.; Katahira, R.; Nimlos, M.R.; Trewyn, B.G. Molybdenum incorporated mesoporous silica catalyst for production of biofuels and value-added chemicals via catalytic fast pyrolysis. Green Chem. 2015, 17, 3035–3046. [Google Scholar] [CrossRef]
- Yang, Z.; Kumar, A.; Apblett, A. Integration of biomass catalytic pyrolysis and methane aromatization over Mo/HZSM-5 catalysts. J. Anal. Appl. Pyrol. 2016, 120, 484–492. [Google Scholar] [CrossRef]
- Mahadevan, R.; Adhikari, S.; Shakya, R.; Wang, K.; Dayton, D.; Lehrich, M.; Taylor, S.E. Effect of alkali and alkaline earth metals on in-situ catalytic fast pyrolysis of lignocellulosic biomass: A microreactor study. Energy Fuels 2016, 30, 3045–3056. [Google Scholar] [CrossRef]
- Zhu, Ch.; Maduskar, S.; Paulsen, A.D.; Dauenhauer, P.J. Alkaline-earth-metal-catalyzed thin-film pyrolysis of cellulose. ChemCatChem 2016, 8, 818–829. [Google Scholar] [CrossRef]
- Nguyen, T.S.; He, S.; Raman, G.; Seshan, K. Catalytic hydro-pyrolysis of lignocellulosic biomass over dual Na2CO3/Al2O3 and Pt/Al2O3 catalysts using n-butane at ambient pressure. Chem. Eng. J. 2016, 299, 415–419. [Google Scholar] [CrossRef]
- Karnjanakom, S.; Guan, G.; Asep, B.; Du, X.; Hao, X.; Yang, J.; Samart, Ch.; Abudula, A. A green method to increase yield and quality of biooil: Ultrasonic pretreatment of biomass and catalytic upgrading of bio-oil over metal (Cu, Fe and/or Zn)/γ-Al2O3. RCS Adv. 2015, 5, 83494–83503. [Google Scholar]
- Karnjanakom, S.; Bayu, A.; Xiaoketi, P.; Hao, X.; Kongparakul, S.; Samart, Ch.; Abudula, A.; Guan, G. Selective production of aromatic hydrocarbons from catalytic pyrolysis of biomass over Cu or Fe loaded mesoporous rod-like alumina. RCS Adv. 2016, 6, 50618–50629. [Google Scholar] [CrossRef]
- Mante, O.F.; Rodriguez, J.A.; Senanayake, S.D.; Babu, S.P. Catalytic conversion of biomass pyrolysis vapors into hydrocarbon fuel precursors. Green Chem. 2015, 17, 2362–2368. [Google Scholar] [CrossRef]
- Grams, J.; Niewiadomski, M.; Ruppert, A.M.; Kwapiński, W. Influence of Ni catalyst support on the product distribution of cellulose fast pyrolysis vapors upgrading. J. Anal. Appl. Pyrol. 2015, 113, 557–563. [Google Scholar] [CrossRef]
- Grams, J.; Niewiadomski, M.; Ruppert, A.M.; Kwapiński, W. Catalytic performance of Ni catalyst supported on CeO2, ZrO2 and CeO2-ZrO2 in the upgrading of cellulose fast pyrolysis vapors. C. R. Chim. 2015, 18, 1223–1228. [Google Scholar] [CrossRef]
- Lazdovica, K.; Liepina, L.; Kampars, V. Catalytic pyrolysis of wheat bran for hydrocarbons production in the presence of zeolites and noble-metals by using TGA-FTIR method. Bioresour. Technol. 2016, 207, 126–133. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.; Kim, Y.-M.; Lee, I.-G.; Jeon, J.-K.; Jung, S.-Ch.; Chung, J.D.; Choi, W.G.; Park, Y.-K. Recent advances in the catalytic hydrodeoxygenation of bio-oil. Korean J. Chem. Eng. 2016, 33, 3299–3315. [Google Scholar] [CrossRef]
- Sanna, A.; Vispute, T.P.; Huber, G.W. Hydrodeoxygenation of the aqueous fraction of bio-oil with Ru/C and Pt/C catalysts. Appl. Catal. B 2015, 165, 446–456. [Google Scholar] [CrossRef]
- Nolte, M.W.; Shanks, B.H. A perspective on catalytic strategies for deoxygenation in biomass pyrolysis. Energy Technol. 2017, 5, 7–18. [Google Scholar] [CrossRef]
- Robinson, A.M.; Hensley, J.E.; Medlin, J.W. Bifunctional catalysts for upgrading of biomass-derived oxygenates: A review. ACS Catal. 2016, 6, 5026–5043. [Google Scholar] [CrossRef]
- Routray, K.; Barnett, K.J.; Huber, G.W. Hydrodeoxygenation of pyrolysis oils. Energy Technol. 2017, 5, 80–93. [Google Scholar] [CrossRef]
- Pucher, H.; Schwaiger, N.; Feiner, R.; Ellmaier, L.; Pucher, P.; Chernev, B.S.; Siebenhofer, M. Biofuels from liquid phase pyrolysis oil: A two-step hydrodeoxygenation (HDO) process. Green Chem. 2015, 17, 1291–1298. [Google Scholar] [CrossRef]
- Nelson, R.C.; Baek, B.; Ruiz, P.; Goundie, B.; Brooks, A.; Wheeler, M.C.; Frederick, B.G.; Grabow, L.C.; Austin, R.N. Experimental and theoretical insights into the hydrogen-efficient direct hydrodeoxygenation mechanism of phenol over Ru/TiO2. ACS Catal. 2015, 5, 6509–6523. [Google Scholar] [CrossRef]
- Xu, G.-Y.; Guo, J.-H.; Qu, Y.-C.; Zhang, Y.; Fu, Y.; Guo, Q.-X. Selective hydrodeoxygenation of lignin-derived phenols to alkyl cyclohexanols over a Ru-solid base bifunctional catalyst. Green Chem. 2016, 18, 5510–5517. [Google Scholar] [CrossRef]
- De Souza, P.M.; Rabelo-Neto, R.C.; Borges, L.E.P.; Jacobs, G.; Davis, B.H.; Graham, U.M.; Resasco, D.E.; Noronha, F.B. Effect of zirconia morphology on hydrodeoxygenation of phenol over Pd/ZrO2. ACS Catal. 2015, 5, 7385–7398. [Google Scholar] [CrossRef]
- Hellinger, M.; Carvalho, H.W.P.; Baier, S.; Wang, D.; Kleist, W.; Grunwaldt, J.-D. Catalytic hydrodeoxygenation of guaiacol over platinum supported on metal oxides and zeolites. Appl. Catal. A 2015, 490, 181–192. [Google Scholar] [CrossRef]
- Sullivan, M.W.; Bhan, A. Acetone hydrodeoxygenation over bifunctional metallic-acidic molybdenum carbide catalysts. ACS Catal. 2016, 6, 1145–1152. [Google Scholar] [CrossRef]
- Foo, G.S.; Rogers, A.K.; Yung, M.M.; Sievers, C. Steric Effect and evolution of surface species in the hydrodeoxygenation of bio-oil model compounds over Pt/HBEA. ACS Catal. 2016, 6, 1292–1307. [Google Scholar] [CrossRef]
- Lu, B.; Li, J.; Lv, G.; Qi, Y.; Wang, Y.; Deng, T.; Hou, X.; Yang, Y. Obtaining a high value branched bio-alkane from biomass-derived levulinic acid using RANEY® as hydrodeoxygenation catalyst. RSC Adv. 2016, 6, 93956–93962. [Google Scholar] [CrossRef]
- Ayodele, O.O.; Dawodu, F.A.; Yan, D.; Lu, X.; Xin, J.; Zhang, S. Hydrodeoxygenation of angelica lactone dimers and trimers over silica-alumina supported nickel catalyst. Renew. Energy 2016, 86, 943–948. [Google Scholar] [CrossRef]
- Ni, M.; Leung, D.Y.C.; Leung, M.K.H.; Sumathy, K. An overview of hydrogen production from biomass. Fuel Proc. Technol. 2006, 87, 461–472. [Google Scholar] [CrossRef]
- Saxena, R.C.; Seal, D.; Kumar, S.; Goyal, H.B. Thermo-chemical routes for hydrogen rich gas from biomass: A review. Renew. Sustain. Energy Rev. 2008, 12, 1909–1927. [Google Scholar] [CrossRef]
- Balat, M.; Balat, M.; Kirtay, E.; Balat, H. Main routes for the thermo-conversion of biomass into fuels and chemicals. Part 1: Pyrolysis systems. Energy Convers. Manag. 2009, 50, 3147–3157. [Google Scholar] [CrossRef]
- Tanksale, A.; Beltramini, J.N.; Lu, G.M. A review of catalytic hydrogen production processes from biomas. Renew. Sustain. Energy Rev. 2010, 14, 166–182. [Google Scholar] [CrossRef]
- Grams, J.; Potrzebowska, N.; Goscianska, J.; Michalkiewicz, B.; Ruppert, A.M. Mesoporous silicas as supports for Ni catalyst used in cellulose conversion to hydrogen rich gas. Int. J. Hydrogen Energy 2016, 41, 8656–8667. [Google Scholar] [CrossRef]
- Cheah, S.; Jablonski, W.S.; Olstad, J.L.; Carpenter, D.L.; Barthelemy, K.D.; Robichaud, D.J.; Andrews, J.C.; Black, S.K.; Oddo, M.D.; Westover, T.L. Effects of thermal pretreatment and catalyst on biomass gasification efficiency and syngas composition. Green Chem. 2016, 18, 6291–6304. [Google Scholar] [CrossRef]
- Arregi, A.; Lopez, G.; Amutio, M.; Barbarias, I.; Bilbao, J.; Olazar, M. Hydrogen production from biomass by continuous fast pyrolysis and in-line steam reforming. RSC Adv. 2016, 6, 25975–25985. [Google Scholar] [CrossRef]
- Esfahani, R.A.M.; Osmieri, L.; Specchia, S.; Yusup, S.; Tavasoli, A.; Zamaniyan, A. H2-rich syngas production through mixed residual biomass and HDPE waste via integrated catalytic gasification and tar cracking plus bio-char upgrading. Chem. Eng. J. 2017, 308, 578–587. [Google Scholar] [CrossRef]
- Kumagai, S.; Alvarez, J.; Blanco, P.H.; Wu, Ch.; Yoshioka, T.; Olazar, M.; Williams, P.T. Novel Ni–Mg–Al–Ca catalyst for enhanced hydrogen production for the pyrolysis–gasification of a biomass/plastic mixture. J. Anal. Appl. Pyrol. 2015, 113, 15–21. [Google Scholar] [CrossRef]
- Chen, F.; Wu, Ch.; Dong, L.; Vassallo, A.; Williams, P.T.; Huang, J. Characteristics and catalytic properties of Ni/CaAlOx catalyst for hydrogen-enriched syngas production from pyrolysis-steam reforming of biomass sawdust. Appl. Catal. B 2016, 183, 168–175. [Google Scholar] [CrossRef]
- Dong, L.; Wu, Ch.; Ling, H.; Shi, J.; Williams, P.T.; Huang, J. Promoting hydrogen production and minimizing catalyst deactivation from the pyrolysis-catalytic steam reforming of biomass on nanosized NiZnAlOx catalysts. Fuel 2017, 188, 610–620. [Google Scholar] [CrossRef]
- Matras, J.; Niewiadomski, M.; Ruppert, A.; Grams, J. Activity of Ni catalysts for hydrogen production via biomass pyrolysis. Kinet. Catal. 2012, 53, 565–569. [Google Scholar] [CrossRef]
- Ruppert, A.; Niewiadomski, M.; Grams, J.; Kwapiński, W. Optimization of Ni/ZrO2 catalytic performance in thermochemical cellulose conversion for enhanced hydrogen production. Appl. Catal. B 2014, 145, 85–90. [Google Scholar] [CrossRef]
- Grams, J.; Niewiadomski, M.; Ryczkowski, R.; Ruppert, A.M.; Kwapiński, W. Activity and characterization of Ni catalyst supported on CeO2-ZrO2 for thermo-chemical conversion of cellulose. Int. J. Hydrogen Energy 2016, 41, 8679–8687. [Google Scholar] [CrossRef]
- Shao, S.; Shi, A.; Liu, C.; Yang, R.; Dong, W. Hydrogen production from steam reforming of glycerol over Ni/CeZrO catalysts. Fuel Process. Technol. 2014, 125, 1–7. [Google Scholar] [CrossRef]
- Ryczkowski, R.; Niewiadomski, M.; Michalkiewicz, B.; Skiba, E.; Ruppert, A.M.; Grams, J. Effect of alkali and alkaline earth metals addition on Ni/ZrO2 catalyst activity in cellulose conversion. J. Therm. Anal. Calorim. 2016, 126, 103–110. [Google Scholar] [CrossRef]
- Ryczkowski, R.; Ruppert, A.M.; Przybysz, P.; Chałupka, K.; Grams, J. Hydrogen production from biomass woodchips using Ni/CaO–ZrO2 catalysts. Reacct. Kinet. Mech. Catal. 2017. [Google Scholar] [CrossRef]
- Kang, K.; Shakouri, M.; Azargohar, R.; Dalai, A.K.; Wang, H. Application of Ni-Co/Mg-Al catalyst system for hydrogen production via supercritical water gasification of lignocellulosic biomass. Catal. Lett. 2016, 146, 2596–2605. [Google Scholar] [CrossRef]
- Kang, K.; Azargohar, R.; Dalai, A.K.; Wang, H. Systematic screening and modification of Ni based catalysts for hydrogen generation from supercritical water gasification of lignin. Chem. Eng. J. 2016, 283, 1019–1032. [Google Scholar] [CrossRef]
- Kang, K.; Azargohar, R.; Dalai, A.K.; Wang, H. Hydrogen production from lignin, cellulose and waste biomass via supercritical water gasification: Catalyst activity and process optimization study. Energy Convers. Manag. 2016, 117, 528–537. [Google Scholar] [CrossRef]
- Nanda, S.; Reddy, S.N.; Dalai, A.K.; Kozinski, J.A. Subcritical and supercritical water gasification of lignocellulosic biomass impregnated with Nikel nanocatalyst for hydrogen production. Int. J. Hydrogen Energy 2016, 41, 4907–4921. [Google Scholar] [CrossRef]
- Elif, D.; Neziche, A. Hydrogen production by supercritical water gasification of fruit pulp in the presence of Ru/C. Int. J. Hydrogen Energy 2016, 41, 8073–8083. [Google Scholar] [CrossRef]
- Chen, F.; Wu, Ch.; Dong, L.; Jin, F.; Williams, P.T.; Huang, J. Catalytic steam reforming of volatiles released via pyrolysis of wood sawdust for hydrogen-rich gas production on Fe–Zn/Al2O3 nanocatalysts. Fuel 2015, 158, 999–1005. [Google Scholar] [CrossRef]
- Yang, J.; Kaewpanha, M.; Karnjanakom, S.; Guan, G.; Hao, X.; Abudula, A. Steam reforming of biomass tar over calcined egg shell supported catalysts for hydrogen production. Int. J. Hydrogen Energy 2016, 41, 6699–6705. [Google Scholar] [CrossRef]
- Lang, Ch.; Sécordel, X.; Kinnemann, A.; Courson, C. Water gas shift catalysts for hydrogen production from biomass steam gasification. Fuel Proc. Technol. 2017, 156, 246–252. [Google Scholar] [CrossRef]
Figure 1.
Role of the catalyst in high-temperature treatment of lignocellulosic biomass.

Figure 2.
Types of materials used as catalysts for the production of high-value bio-oil from lignocellulosic feedstock.
Figure 2.
Types of materials used as catalysts for the production of high-value bio-oil from lignocellulosic feedstock.

Figure 3.
Exemplary processes and catalysts used for the enhancement of hydrogen production from lignocellulosic feedstock.
Figure 3.
Exemplary processes and catalysts used for the enhancement of hydrogen production from lignocellulosic feedstock.


{kind=link}
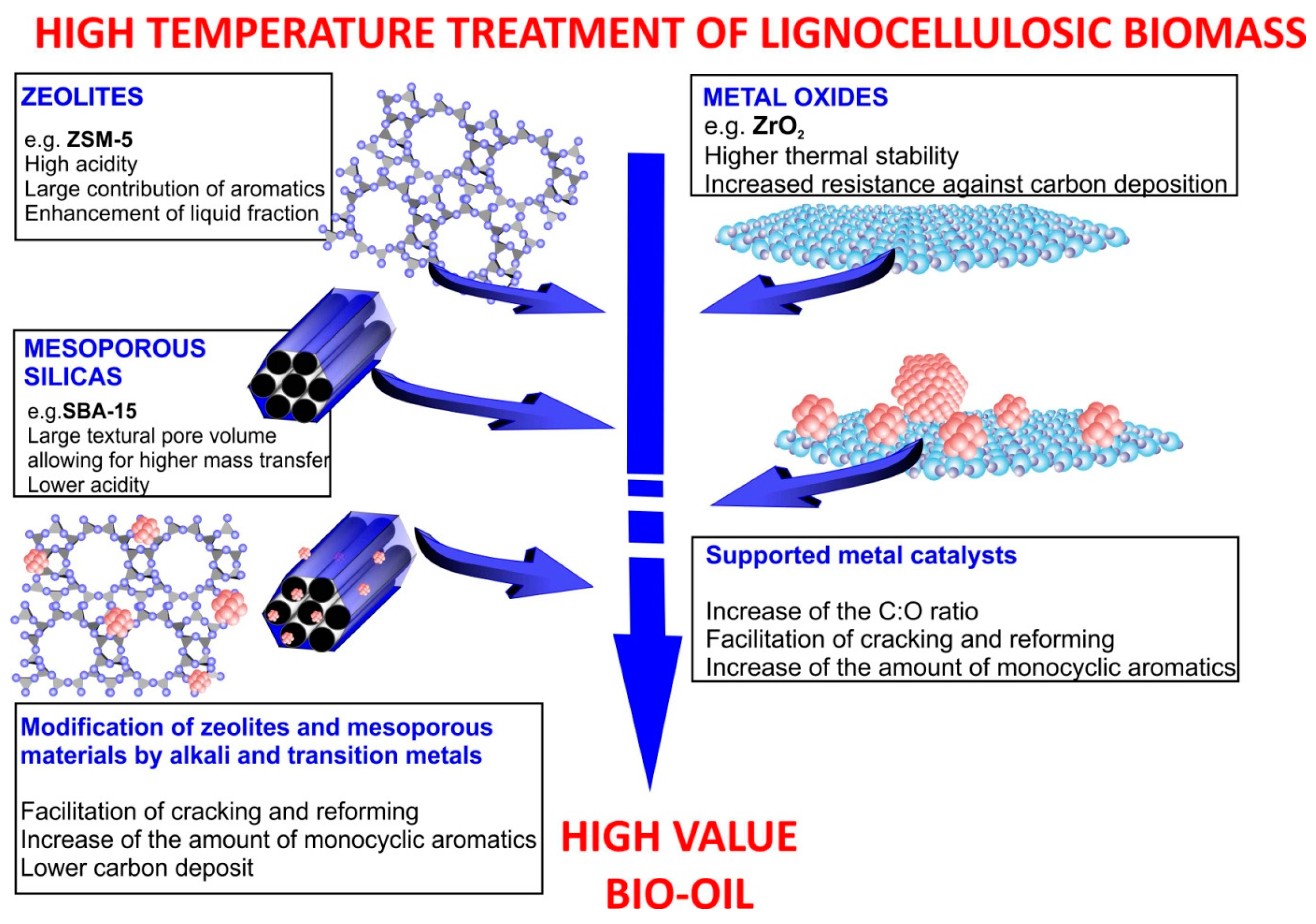{kind=link}
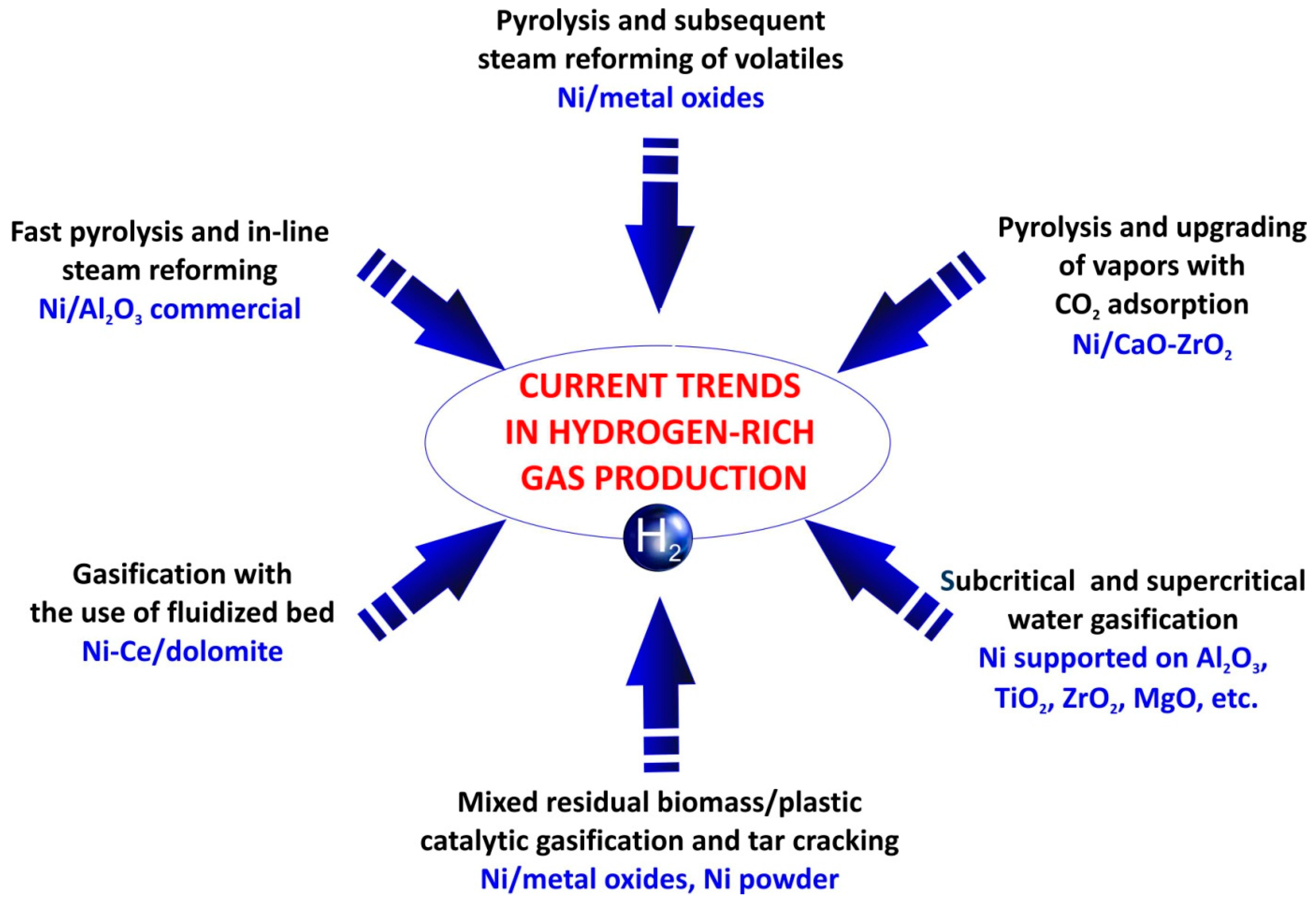{kind=link}
Table 1.
Application of zeolites and mesoporous materials to high-temperature conversion of lignocellulosic biomass.
Table 1.
Application of zeolites and mesoporous materials to high-temperature conversion of lignocellulosic biomass.
| No. | Catalyst | Feedstock | Products and Remarks Regarding Influence of Catalyst | Conditions of Pyrolysis Process | Reference |
|---|---|---|---|---|---|
| 1 | ZSM-5 | Cellulose, hemicelluloses, lignin | Carbon yields of aromatics from cellulose, hemicelluloses and lignin were 28.8%, 19.4 and 7.4%, respectively. | Micro-furnace pyrolyzer equipped with an autoshot sampler at 400 °C–800 °C, analysis of products by GCMS (Gas Chromatograph coupled with Mass Spectrometer) | [7] |
| 2 | ZSM-5 | Pine, corncob and straw cellulose, hemicellulose and lignin | Fast pyrolysis, the highest yield of aromatics (38.4% for cellulose and 25.4% for pine) was obtained in the presence of catalyst. | Py-GCMS, residence time and heating rate were fixed to 600 °C, 50 s and 20,000 °C/s, catalyst to feedstock weight ratio = 9 | [15] |
| 3 | desilicated ZSM-5 | Beech wood | Fast pyrolysis, desilicated ZSM-5 more active towards production of aromatics than unmodified material (26.2% and 30.2%, respectively) and slightly limits coke formation (from 41.2% to 39.9%). | Py-GCMS, maximal temperature, residence time and heating rate were fixed to 650 °C, 60 s and 20,000 °C/s, catalyst to feedstock weight ratio = 10 | [16] |
| 4 | ZSM-5 | Cellulose | 32% of aromatics in the presence of ZSM-5 with optimized structure | Micro-pyrolyzer (equipped with an autoshot sampler) at 700 °C, catalyst to biomass weight ratio = 20, analysis of products by GCMS | [17] |
| 5 | ZSM-5 | Spent coffee grounds | Considerable increase in the amount of aromatic hydrocarbons in comparison to non-catalyzed process | (a) Py-GCMS and (b) fixed bed reactor (a)—maximal temperature, residence time and heating rate were fixed to 490 °C–590 °C, 10 s and 2000 °C/s, catalyst to feedstock weight ratio = 1 (b)—temperature—490 °C–590 °C, residence time in thermal bed 1.5 s and 2.5 s in catalytic bed, catalyst to feedstock weight ratio = 1 | [19] |
| 6 | ZSM-5 | Corn stalk and food waste | Co-pyrolysis, relative content of aromatics about 30% | Py-GCMS, maximal temperature, residence time and heating rate were fixed to 500 °C–700 °C, 20 s and 20,000 °C/s, catalyst to feedstock weight ratio = 1 | [20] |
| 7 | HZSM-5 | Citrus unshiu peel | Ex situ catalytic pyrolysis, yield of aromatics about 7% | Tandem micro-reactor consisting of two sequential furnaces coupled to GCMS, pyrolysis—500 °C, upgrading—400 °C–600 °C, catalyst to feedstock weight ratio = 1 | [22] |
| 8 | HZSM-5 | Beech wood, cellulose, microalgae | The relative yield of total BTX (benzene, toluene, xylene) was the highest for beech wood among studied feedstocks | Tandem micro-reactor consisting of two sequential furnaces coupled to GCMS, temperature 400 °C–600 °C, catalyst to feedstock weight ratio = 5–20 | [23] |
| 9 | ZSM-5 | Beech wood | Investigations of the influence of various metals contamination on the efficiency of in situ catalytic pyrolysis of biomass | Bubbling fluidized bed pyrolysis reactor, temperature 500 °C, catalyst 150 g, biomass 100 g (fed to the reactor at a rate of 5 g/min) | [24] |
| 10 | HZSM-5 | Corn stover | Microwave-assisted catalytic fast pyrolysis conducted with the presence of HZSM-5 (H form of Zeolite Socony Mobil-5) modified by chemical vapor deposition with TEOS (tetraethyl orthosilicate), relative content of aromatics 38%–39% | Microwave oven containing semi-continuous biomass feeder, temperature 500 °C, HZSM-5 was mixed with SiC particles (used as the microwave absorbent) | [25] |
| 11 | HZSM-5, sulfated zirconia, Al–MSU–S alumnosilicate and bauxite waste | Poplar | High selectivity of HZSM-5 towards aromatics, in the case of mesoporous catalysts their mesoporosity, high pore volume and acidity facilitated cracking of pyrolysis intermediates which led to the production of higher amount of permanent gases and coke | Py-GCMS, maximal temperature, residence time and heating rate were fixed to 650 °C, 20 s and 1000 °C/s, catalyst to feedstock weight ratio = 5 | [26] |
| 12 | HZSM-5, H-Y | Woody biomass (LIGNOCEL) | Flash pyrolysis, HZSM-5 allowed for the more efficient decrease in the contribution of acid fraction and production of considerably higher amount of phenolics in comparison to H-Y | Continuous bench scale unit, temperature 450 °C–550 °C, residence time 2–4 s, catalyst to feedstock weight ratio = 0.1–0.5 | [27] |
| 13 | waste FCC catalyst and H-Y | Wild reed | H-Y zeolite allows for the formation of higher amount of aromatics and a decrease in the content of oxygenates in comparison to regenerated FCC catalyst | Batch-type reactor, temperature 500 °C, residence time 14–20 s, catalyst to feedstock weight ratio = 1–10 | [28] |
| 14 | Al-MCM-41, Al-SBA-15 Al-MSU-J and HZSM-5 | Lignin | Al-MCM-41 (Mobil Composition of Matter No. 41) possessing large pore volume and allowing for enhanced mass transfer enabled formation of similar amount of aromatics to that obtained in the case of H-ZSM-5 having noticeably higher acidity | 650 °C at heating rate 20,000 °C/s, reaction time 20 s, catalyst to feedstock weight ratio = 4 | [29] |
Table 2.
Modification of zeolites and mesoporous materials used in high-temperature conversion of lignocellulosic biomass.
Table 2.
Modification of zeolites and mesoporous materials used in high-temperature conversion of lignocellulosic biomass.
| No. | Catalyst | Feedstock | Products and Remarks Regarding Influence of Catalyst | Conditions of Pyrolysis Process | Reference |
|---|---|---|---|---|---|
| 1 | HZSM-5 modified by Fe, Zr and Co | Pine sawdust | Zr/HZSM-5 and Fe/HZSM-5 catalysts promoted formation of aromatic hydrocarbons, the content of aromatics observed for these two materials was noticeably higher (43%–45%) in comparison to that obtained in the presence of Co/HZSM-5 and unmodified HZSM-5 (23% and 33%, respectively). | Two-stage fixed-bed pyrolysis system with continuous feeding, temperature 550 °C, catalyst to feedstock weight ratio = 0.5 | [30] |
| 2 | HZSM-5 modified by Fe | Cellulose, cellobiose, lignin, and switchgrass | Fe/HZSM-5 catalyst favored formation of benzene and naphthalene and inhibited production of p-xylene, ethylbenzene and trimethylbenzene in comparison to unmodified zeolite. | Py-GCMS, maximal temperature and residence time were fixed to 500 °C, 30 s, catalyst to feedstock weight ratio = 5–10 | [31] |
| 3 | Fe/ZSM-5 | Wood sawdust | Fe/ZSM-5 increased efficiency of the production of monocyclic aromatic hydrocarbons and decreased the amount of the formed polycyclic aromatic hydrocarbons in comparison to ZSM-5. | Py-GCMS, maximal temperature, residence time and heating rate were fixed to 600 °C, 25 s and 20,000 °C/s, catalyst to feedstock weight ratio = 10 | [33] |
| 4 | ZSM-5 modified by Ni, Mg, Cu < Ga and Sn | Woody biomass | Ni-ZSM-5 and Ga-ZSM-5 materials led to the formation of the highest amount of haromatics. | Fixed bed reactor, temperature 450 °C | [34] |
| 5 | Ni/ZSM-5 | Pine | Modification of ZSM-5 by Ni resulted in the increase in the amount of aromatics and enhanced conversion of oxygenates in comparison to unmodified material. | Bench-scale, semi-batch reactor system, temperature 500 °C, 35.5 mg of biomass per 2.5 min was inserted into the pyrolysis zone containing 500 mg of catalyst | [35] |
| 6 | Ni/ZSM-5 | Miscanthus | Hydropyrolysis, both hydrogen pressure and the presence of catalyst leaded to the increase in the amount of saturated hydrocarbons. | Py-GCMS, maximal temperature, residence time and heating rate were fixed to 600 °C, 20 s and 20,000 °C/s, catalyst to feedstock weight ratio = 3.3 | [36] |
| 7 | ZSM-5, Ni/ZSM-5, MCM-41, Ni/MCM-41 | Miscanthus, scots pine, mahogany | Fast pyrolysis of biomass pyrolysis vapors, the presence of catalysts increased content of aromatics and lighter phenols. | Py-GCMS, maximal temperature, residence time and heating rate were fixed to 600 °C, 20 s and 20,000 °C/s, catalyst to feedstock weight ratio = 3.3 | [37] |
| 8 | ZSM-5 modified by Ni/P | Pine and low-density polyethylene | Co-pyrolysis, modification of zeolite results in the production of increased amount of olefins and valuable aromatics. Moreover, increased hydrothermal stability of the catalyst and resistance against carbon deposit formation is observed. | Py-GCMS, maximal temperature, residence time and heating rate were fixed to 650 °C, 60 s, catalyst to feedstock weight ratio = 15 | [38] |
| 9 | B-zeolite modified by Cu | Japanese knotweed | Introduction of copper promoted selectivity to hydrocarbons. | Down-draft fixed bed reactor, temperature 600 °C, heating rate 80 °C/min, duration 30 min, catalyst to feedstock weight ratio = 3.3 | [39] |
| 10 | Cu/MCM-41 and Cu/KIT-6 | Cedar wood | Catalysts prepared by cyclodextrin-assisted co-impregnation method were more active than the materials synthesized via impregnation. Cu/KIT-6 catalyst was more active in the formation of monocyclic aromatic compounds than Cu/MCM-41 sample. | Fixed bed reactor, reaction temperature, reaction time, and heating rate were fixed at 565 °C, 4 min, and 1000 °C/min, catalyst to feedstock weight ratio = 6 | [40] |
| 11 | V-MCM-41 | Commercial cellulose, xylan kraft lignin and levoglucosan | Ex-situ catalytic pyrolysis, H-V-MCM-41 showed highest catalytic activity for the production of valuable furanic compounds. | Py-GCMS for 3 min at 500 °C, catalyst to feedstock weight ratio = 1 | [41] |
| 12 | Mo/KIT-5 | Pine, lignin and cellulose | Fast pyrolysis, catalyst highly selective for the production of furans. | Horizontal quartz annular flow reactor, temperature 500 °C | [42] |
Table 3.
Application of metal oxides and supported catalysts to high-temperature conversion of lignocellulosic biomass.
Table 3.
Application of metal oxides and supported catalysts to high-temperature conversion of lignocellulosic biomass.
| No. | Catalyst | Feedstock | Products and Remarks Regarding Influence of Catalyst | Conditions of Pyrolysis Process | Reference |
|---|---|---|---|---|---|
| 1 | Na2CO3/Al2O3 and Pt/Na2CO3/Al2O3 | Pine | Hydropyrolysis—dual-bed system consisting of two separate units containing Na2CO3/Al2O3 and Pt/Al2O3 allowed for a noticeable improvement in the quality of bio-oil | Horizontal quartz annular flow reactor consists of two beds, the catalysts in this study were applied using single-bed and dual-bed modes, temperature 500 °C, vapor residence time 2 s, catalyst to feedstock weight ratio = 0.5 | [46] |
| 2 | Cu, Fe and Zn supported on Al2O3 and SiO2 | Ultrasonically pretreated cedar | The highest yield of hydrocarbons was achieved in the presence of Zn/Al2O3, the largest fraction of aromatic hydrocarbon was produced with the use of Fe/Al2O3 | Fixed bed reactor, reaction temperature, reaction time and heating rate were fixed at 500 °C, 30 min and 20 °C/min, catalyst to feedstock weight ratio = 3.3 | [47] |
| 3 | Cu and Fe supported on mesoporous rod-like Al2O3 | Sunflower stalks | Application of mesoporous Al2O3 with a larger pore size resulted in the formation of more polycyclic aromatic hydrocarbons | Fixed bed reactor, reaction temperature, reaction time and heating rate were fixed at 565 °C, 4 min and 1000 °C/min, catalyst to feedstock weight ratio = 8 | [48] |
| 4 | TiO2, CeO2, CeOx-TiO2, ZrO2 and MgO | Sugar maple, cellulose | CeO2-based catalysts were the most effective in the production of a wide group ketones from oxygenated reaction intermediates | Py-GCMS, temperature 550 °C, residence time 20 s, catalyst to feedstock weight ratio = 8 | [49] |
| 5 | Ni supported on Al2O3, SiO2, MgO, CeO2, ZrO2 and CaO-ZrO2 | Cellulose | Fast pyrolysis, Ni/Al2O3 and Ni/ZrO2 favored formation of hydrocarbons, while Ni/CeO2 and Ni/SiO2 were less effective, the last two catalysts were not capable to the efficient decrease in the amount of carboxylic acids | Py-GCMS, maximal temperature, residence time and heating rate were fixed to 600 °C, 20 s and 2000 °C/s, catalyst to feedstock weight ratio = 5 | [50] |
| 6 | Ni supported on CeO2, ZrO2 and CeO2-ZrO2 | Cellulose | Fast pyrolysis, introduction of ceria to the support structure resulted in the formation of larger amount of olefins and paraffins in comparison to the catalyst supported on monoxide zirconia. Simultaneously, the production of a higher yield of carboxylic acids was also observed. | Py-GCMS, temperature, residence time and heating rate were fixed to 400 °C–600 °C, 20 s and 2000 °C/s, catalyst to feedstock weight ratio = 5 | [51] |
| 7 | Pt/C, Pd/C, ZSM-5, MCM-41 | Wheat bran | Pt/C and Pd/C catalysts efficient in the removal of oxygen from the produced bio-oil and formation of aromatic hydrocarbons | Thermogravimetric analyzer coupled to FTIR spectrometer, dry biomass samples were heated to 700 °C with heating rate of 100 °C/min, catalyst to feedstock weight ratio = 1 | [52] |
Table 4.
Catalysts for the production of hydrogen-rich gas from lignocellulosic biomass.
| No. | Catalyst | Feedstock | Process, Products and Remarks Regarding Influence of Catalyst | Reaction Conditions | Reference |
|---|---|---|---|---|---|
| 1 | Ni, Ni-Ce supported on olivine | White oak submitted to thermal pretreatment | Gasification with the use of fluidized bed, Ni facilitated the production H2 and reduced the formation of CH4 and tars. | Inconel 800 reactor operated at 800 °C, gas residence time at a fluidizing steam flow rate of 0.8 kg/h was calculated to be 8.6 s | [72] |
| 2 | Commercial Ni/Al2O3 | Pine sawdust | Fast pyrolysis followed by steam reforming process, highest H2 yield observed at 600 °C. | Conical spouted bed reactor followed by in-line steam reforming of formed vapors in a fluidized bed reactor (temperature 500 °C–700 °C), steam biomass ratio 2–5, space time 2–25 gcat/min·g | [73] |
| 3 | Commercial Ni powder | Coconut shells mixed with HDPE | Integrated catalytic gasification and tar cracking, enhanced syngas and hydrogen production. | Bench scale setup consists of two cylindrical reactors with both the fluidized and fixed bed gasifiers, temperature of fluidized bed 650 °C–870 °C, temperature of fixed bed 600 °C | [74] |
| 4 | Ni-Mg-Al-Ca | Wood sawdust mixed with polypropylene | Ca addition responsible for enhancement of in situ adsorption of carbon dioxide and limitation of growth of filamentous carbon. | Two-stage stainless tube reactor, pyrolysis was carried out in the first stage and evolved volatiles were passed directly to the second stage reactor where steam gasification of pyrolysis gases took place, gasification and pyrolysis temperature 800 °C and 600 °C, respectively | [75] |
| 5 | Ni/CaAlOx | Wood sawdust | Pyrolysis-steam reforming, presence of calcium resulted in growth of selectivity to carbon oxide and reduction of carbon dioxide content, change of Ca content allowed for control of ratio between hydrogen and carbon oxide in the formed gaseous mixture. | Fixed bed two-stage reaction system, the first stage involved pyrolysis of feedstock and pyrolysis gases were passed directly to the second stage where catalytic reforming took place, temperature of the first unit 500 °C and the second 800 °C | [76] |
| 6 | NiZnAlOx | Wood sawdust | Pyrolysis and subsequent steam reforming reactions, H2 yield increased more than twice while amount of introduced Ni on the catalyst surface changed from 5% to 35%, presence of ZnO protect against the agglomeration of nickel particles and formation of coke deposit. | Two-stage fixed bed reactor, in the first reactor biomass was decomposed into pyrolysis vapors, which were passed to the second reactor for catalytic steam reforming, temperature of the first unit 535 °C and the second 800 °C | [77] |
| 7 | Ni supported on ZrO2, Al2O3, SiO2, CeO2, TiO2 and MgO | Cellulose | Pyrolysis, zirconia the most promising material among the investigated oxides. | Stirred batch reactor at 700 °С for 4 h, 5 g of biomass and 0.2 g of catalyst were used | [78] |
| 8 | Ni supported on ZrO2 prepared by different methods | Cellulose | Pyrolysis, catalyst containing ZrO2 prepared from ZrOCl2 by precipitation with NaOH was the most active in the conversion of cellulose to gaseous products, especially hydrogen. | Stirred batch reactor at 700 °С for 4 h, 5 g of biomass and 0.2 g of catalyst were used | [79] |
| 9 | Ni/CeO2-ZrO2 | Cellulose | Pyrolysis, introduction of Ni on surface of CeO2-ZrO2 synthesized by sol-gel or impregnation allowed for the production of the highest hydrogen yield. | Stirred batch reactor at 700 °С for 4 h, 5 g of biomass and 0.2 g of catalyst were used | [80] |
| 10 | Ni/MexO-ZrO2 (M e = Ca, Mg, Na and K) | Cellulose | Pyrolysis, alkali metals allows for the formation of oxygen vacancies responsible for the removal of the carbon deposit, enhanced adsorption of CO2 shifts an equilibrium of the reactions of thermal treatment of cellulose. | Stirred batch reactor at 700 °С for 4 h, 5 g of biomass and 0.2 g of catalyst were used | [82] |
| 11 | Ni/CaO-ZrO2 | Cellulose and pretreated beech, birch, poplar and pine | Upgrading of pyrolysis vapors, higher resistance against coke formation, decrease in the production of permanent gases in the case of real biomass samples. | Quartz fixed bed two step reactor, biomass decomposition (500 °C) was separated from the catalyst bed (700 °C), 0.4 g of biomass and 0.1 g of the catalyst were used | [83] |
| 12 | Ni supported on SBA-15, SBA-16, KIT-6 and MCM-41 | Cellulose | Pyrolysis, the use of Ni/SBA-15 and Ni/KIT-6 results in the increase in the efficiency in H2 production in comparison to Ni/SiO2 sample | Stirred batch reactor at 700 °С for 4 h, 5 g of biomass and 0.2 g of catalyst were used | [71] |
| 13 | Ni-Co/Mg-Al Ni supported onAl2O3, activated carbon, TiO2, ZrO2, MgO Ni/biomass Ru/C | Lignin, cellulose, wheat straw, timothy grass, canola meal pine wood, fruit pulp | Subcritical and supercritical water gasification of various kinds of lignocellulosic biomass | [ 70,71,72]—batch supercritical water reactor, temperature and pressure—650 °C, 260 atm, water to biomass mass ratio = 5 [73]—batch reactor, temperature 300 °C–500 °C, pressure 230-250 atm, residence time 15–45 min, water to biomass mass ratio = 5–10 [74]—batch reactor, temperature 400 °C–600 °C, reaction time up to 60 min | [84,85,86,87,88] |
| 14 | Fe-Zn/Al2O3 | Wood sawdust | Steam reforming of volatiles from pyrolysis of wood sawdust, hydrogen production increased with the increase of Zn content, catalysts showed high stability in the reaction conditions | Fixed bed two-stage reaction system, the first stage involved pyrolysis of feedstock and pyrolysis gases were passed directly to the second stage where catalytic steam reforming took place, temperature of the first unit 500 °C and the second 800 °C | [89] |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Grams, J.; Ruppert, A.M. Development of Heterogeneous Catalysts for Thermo-Chemical Conversion of Lignocellulosic Biomass. Energies 2017, 10, 545. https://doi.org/10.3390/en10040545
AMA Style
Grams J, Ruppert AM. Development of Heterogeneous Catalysts for Thermo-Chemical Conversion of Lignocellulosic Biomass. Energies. 2017; 10(4):545. https://doi.org/10.3390/en10040545
Chicago/Turabian StyleGrams, Jacek, and Agnieszka M. Ruppert. 2017. "Development of Heterogeneous Catalysts for Thermo-Chemical Conversion of Lignocellulosic Biomass" Energies 10, no. 4: 545. https://doi.org/10.3390/en10040545
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.