





Influence of Nano-Sized SiC on the Laser Powder Bed Fusion of Molybdenum †
 , , , and
, , , and
Abstract
:1. Introduction
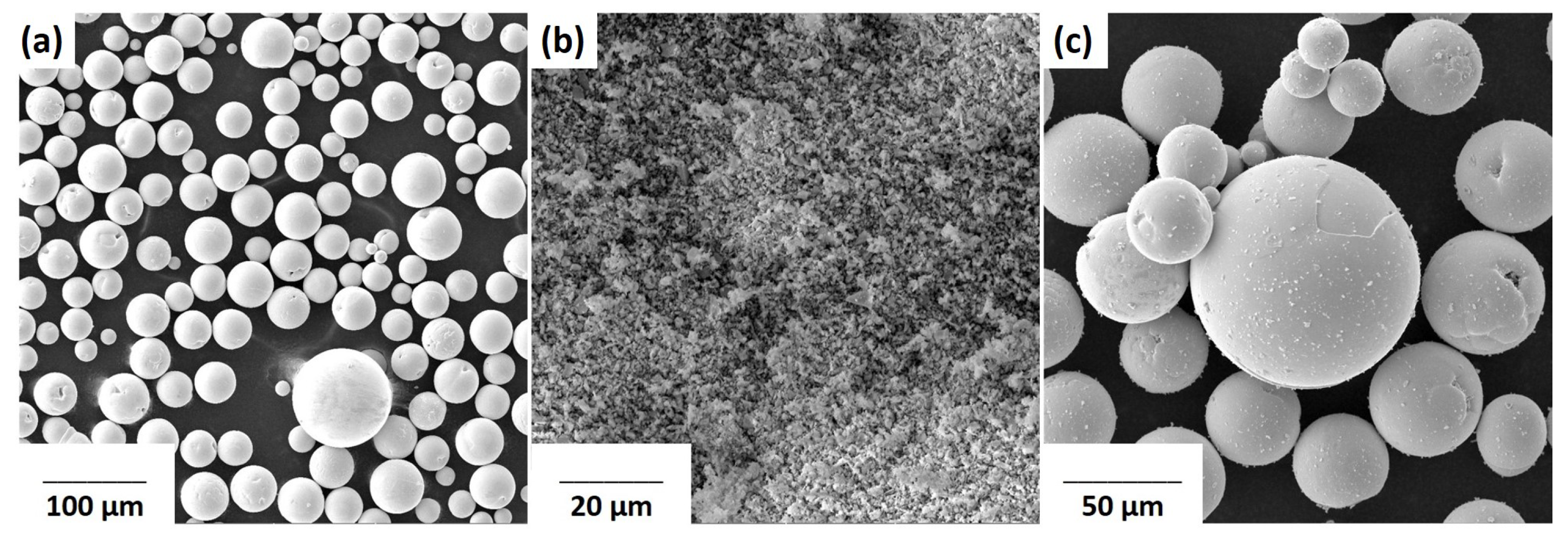
2. Materials and Methods
3. Results
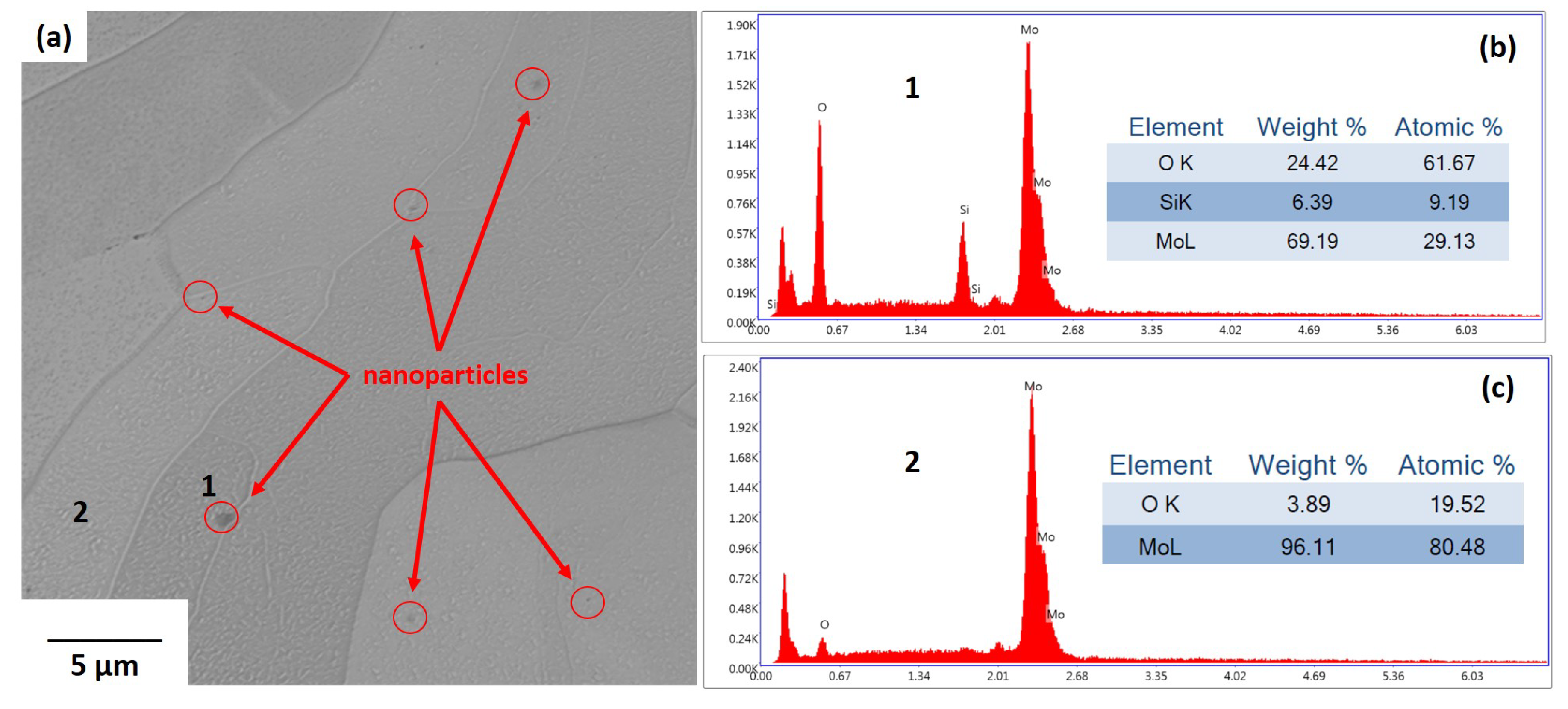
3.1. Chemical Analysis
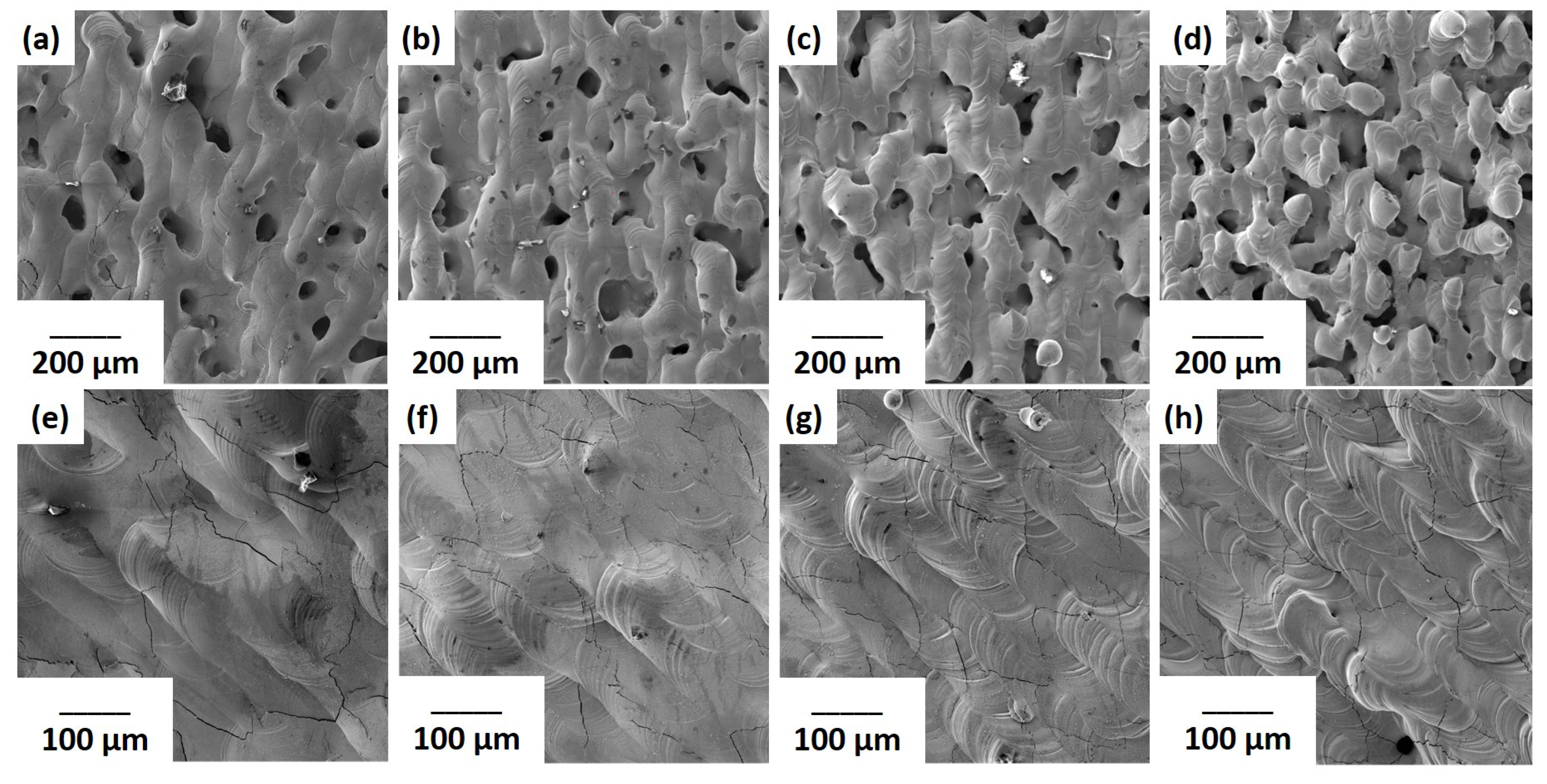
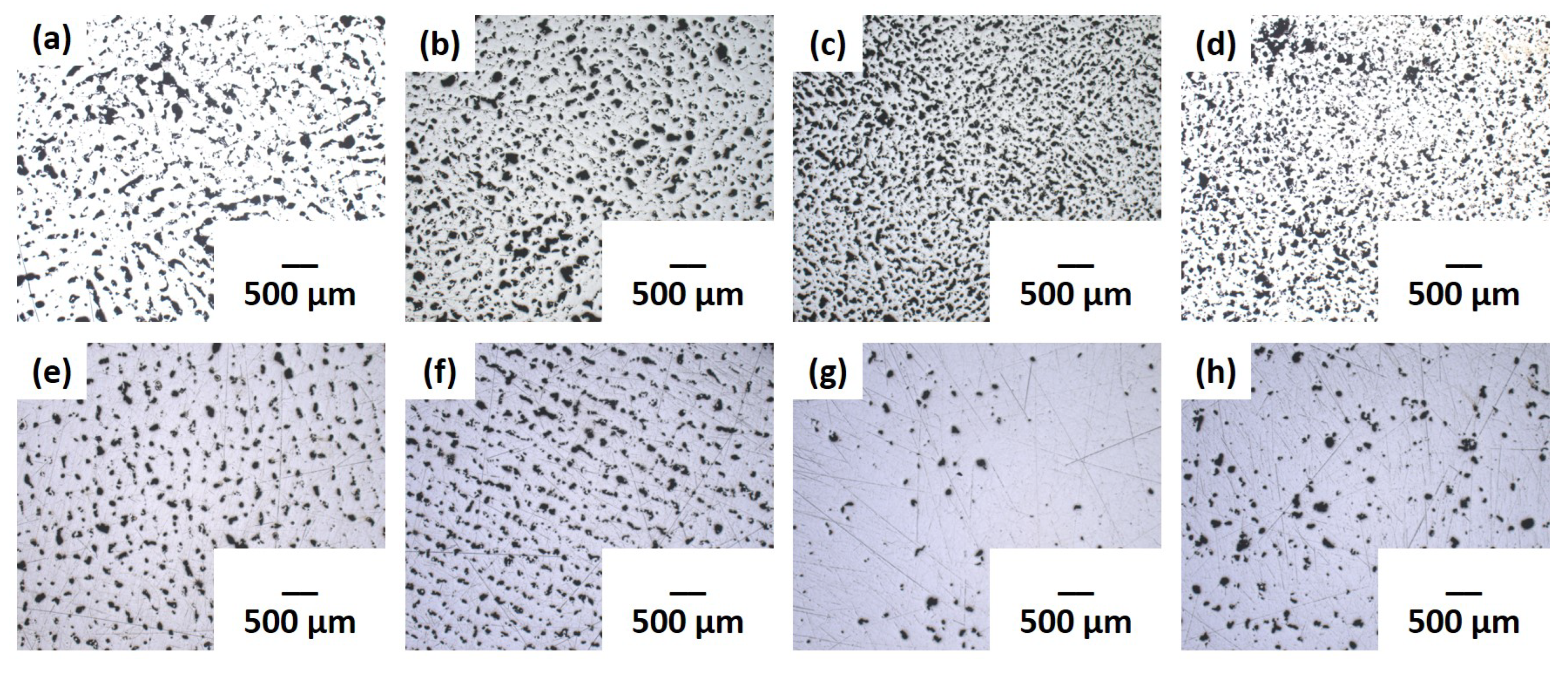
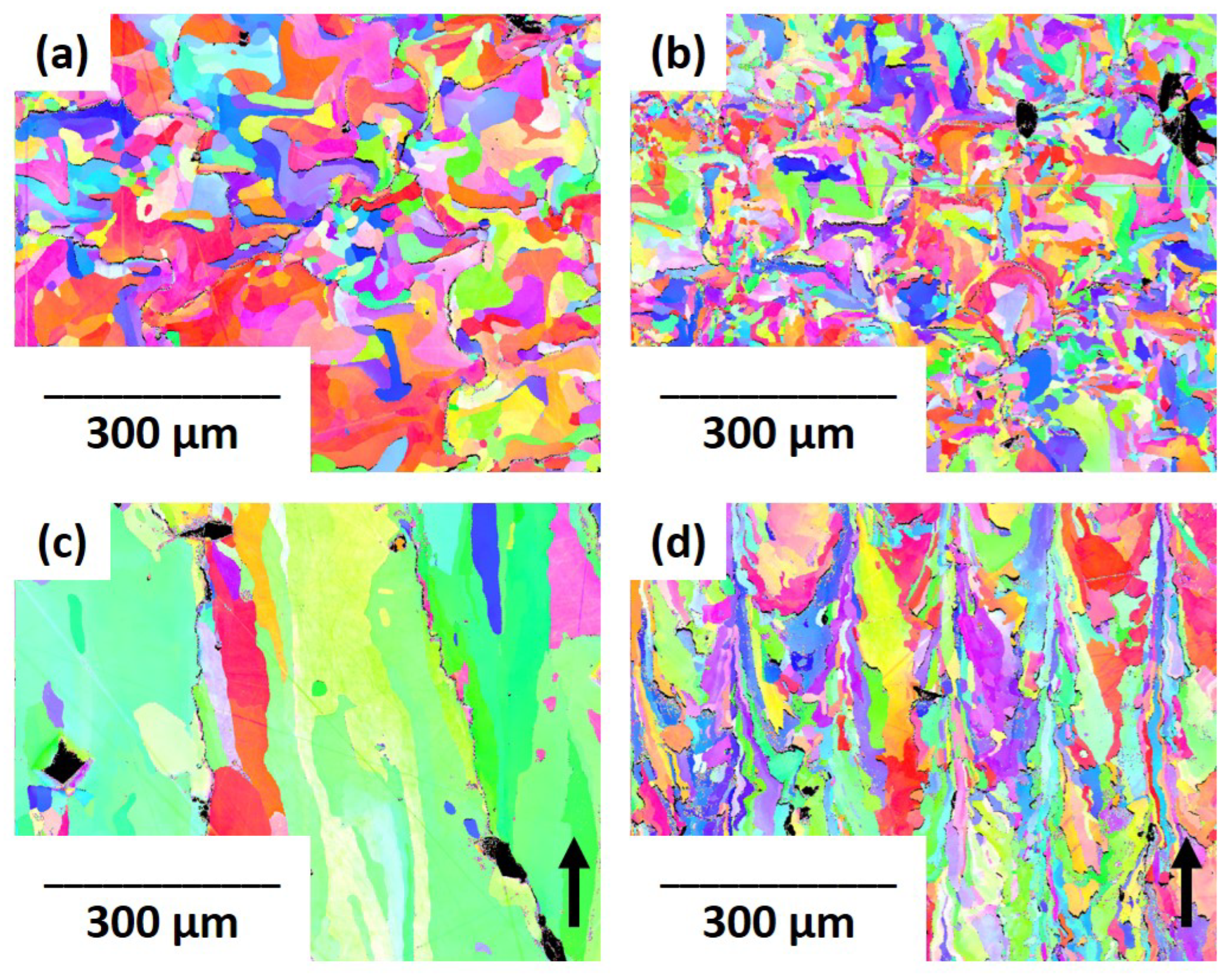
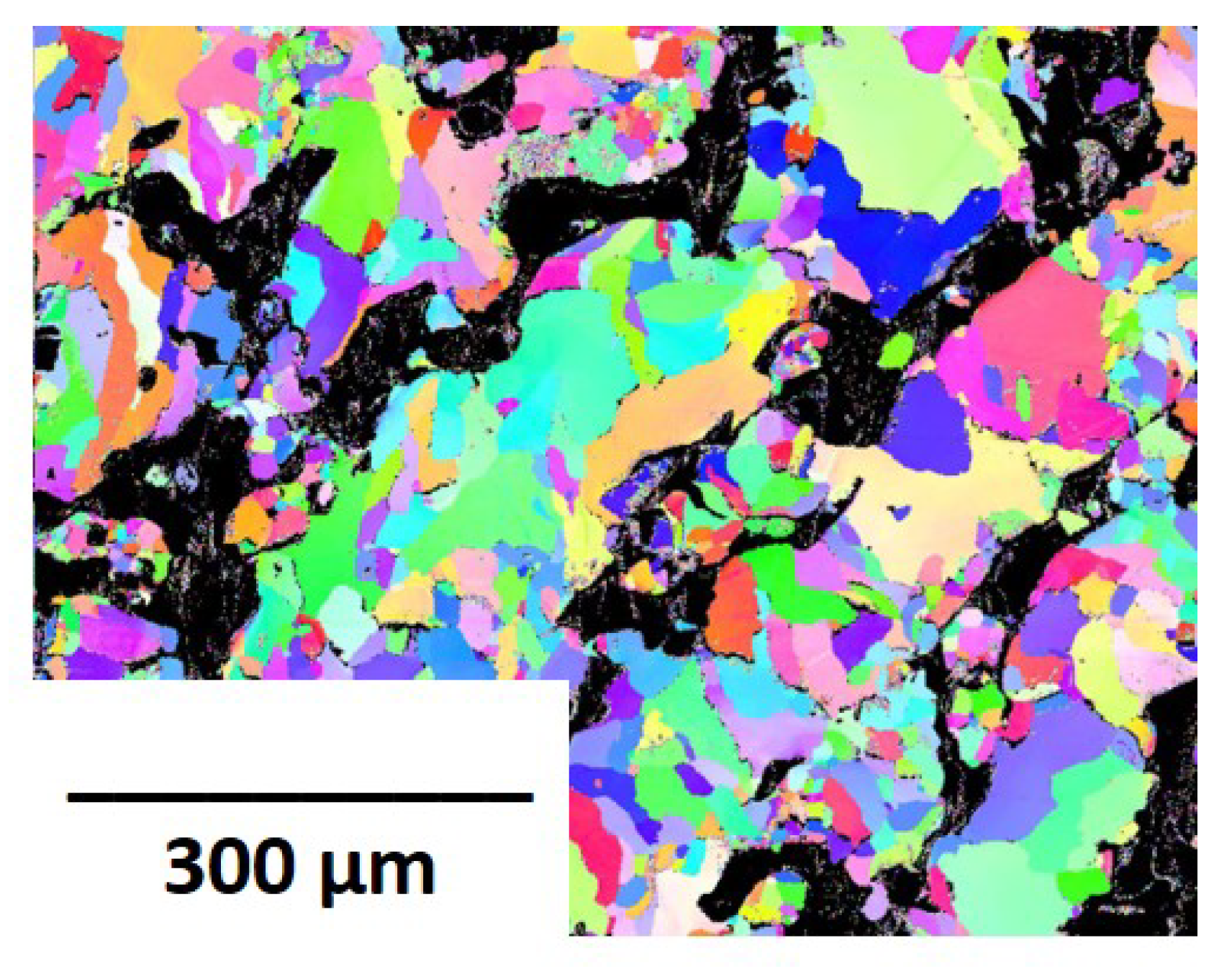
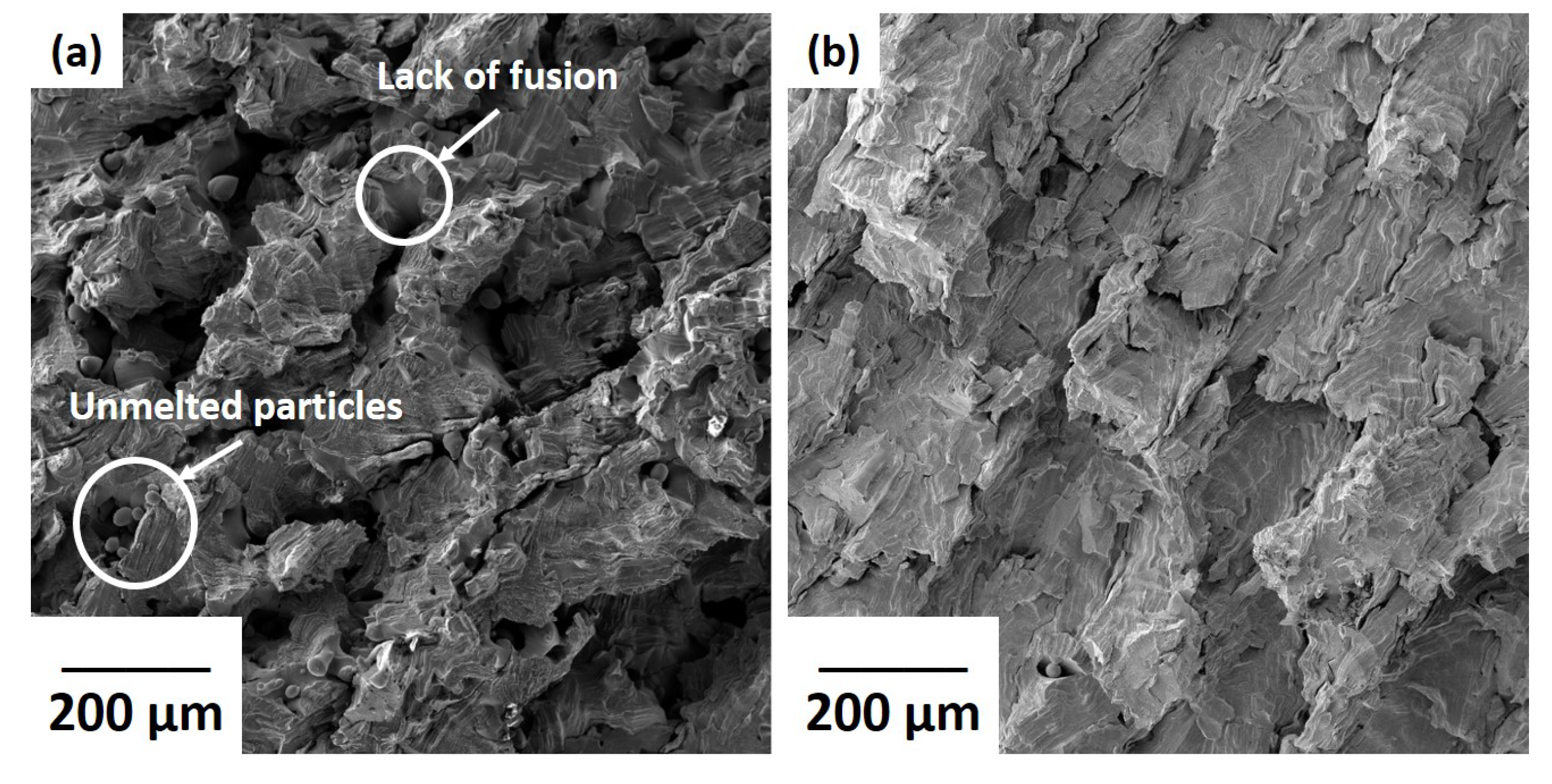
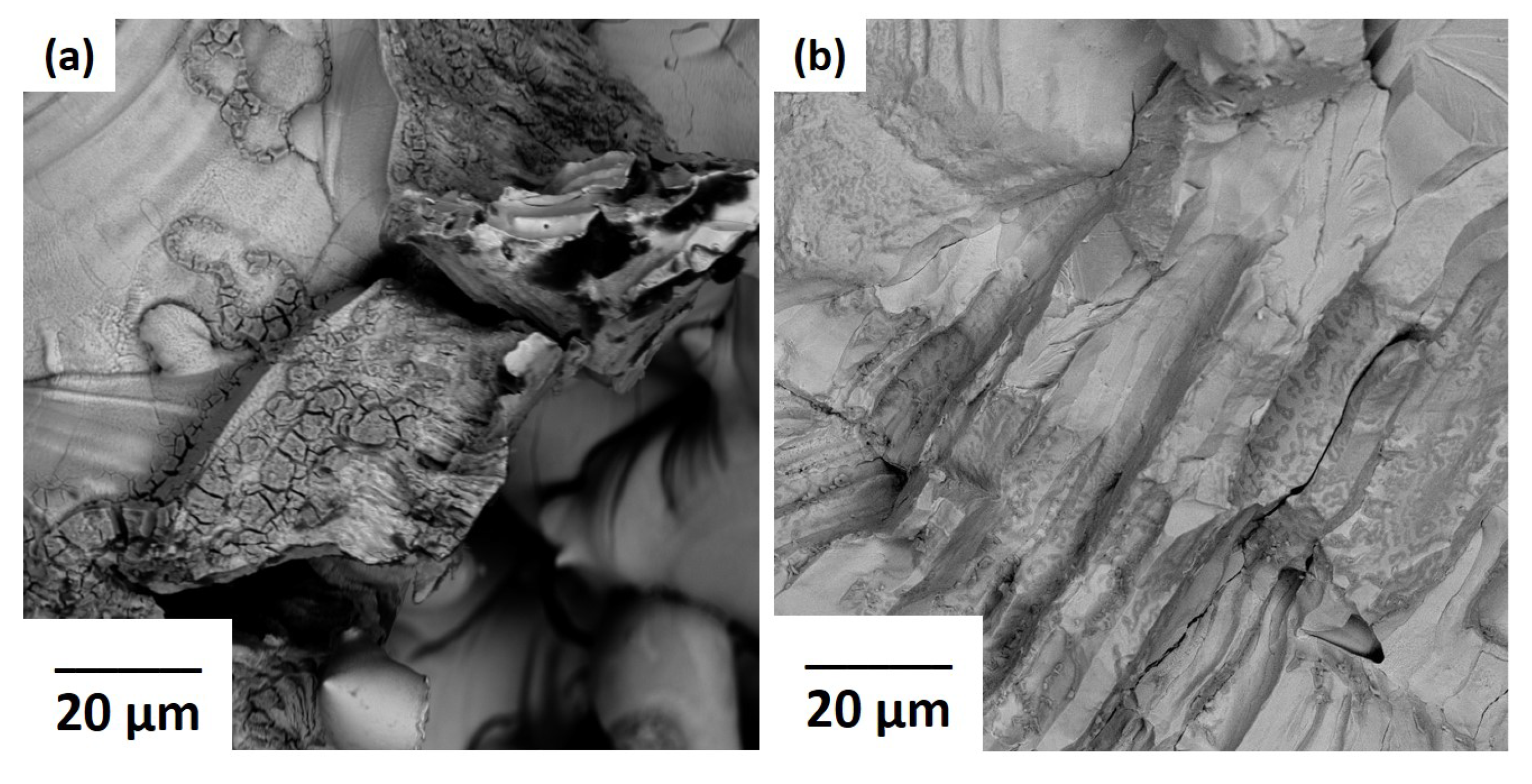
3.2. Microstructural Characterization
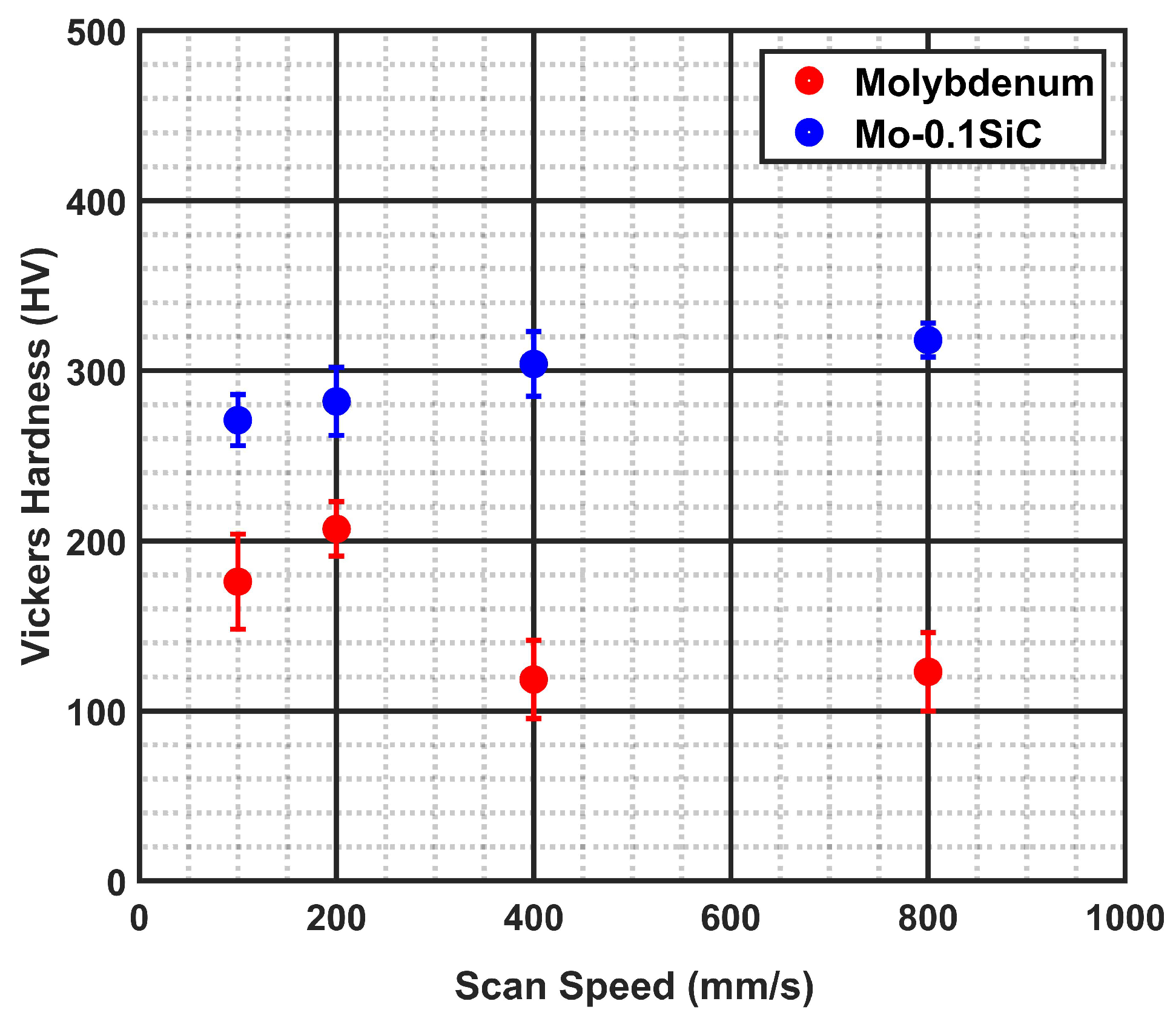
3.3. Mechanical Properties
4. Discussion
5. Conclusions
- The addition of SiC improved melting indicating increased laser energy absorption of the powder system.
- Chemical analysis shows that in-situ oxidation of molybdenum powder was reduced in the powder system by 60 percent at the 200 mm/s scan speed by the addition of SiC.
- Cross-sectional porosity in the Mo-0.1SiC was reduced by as much as 92 percent at the 400 mm/s scan speed as compared to pure molybdenum.
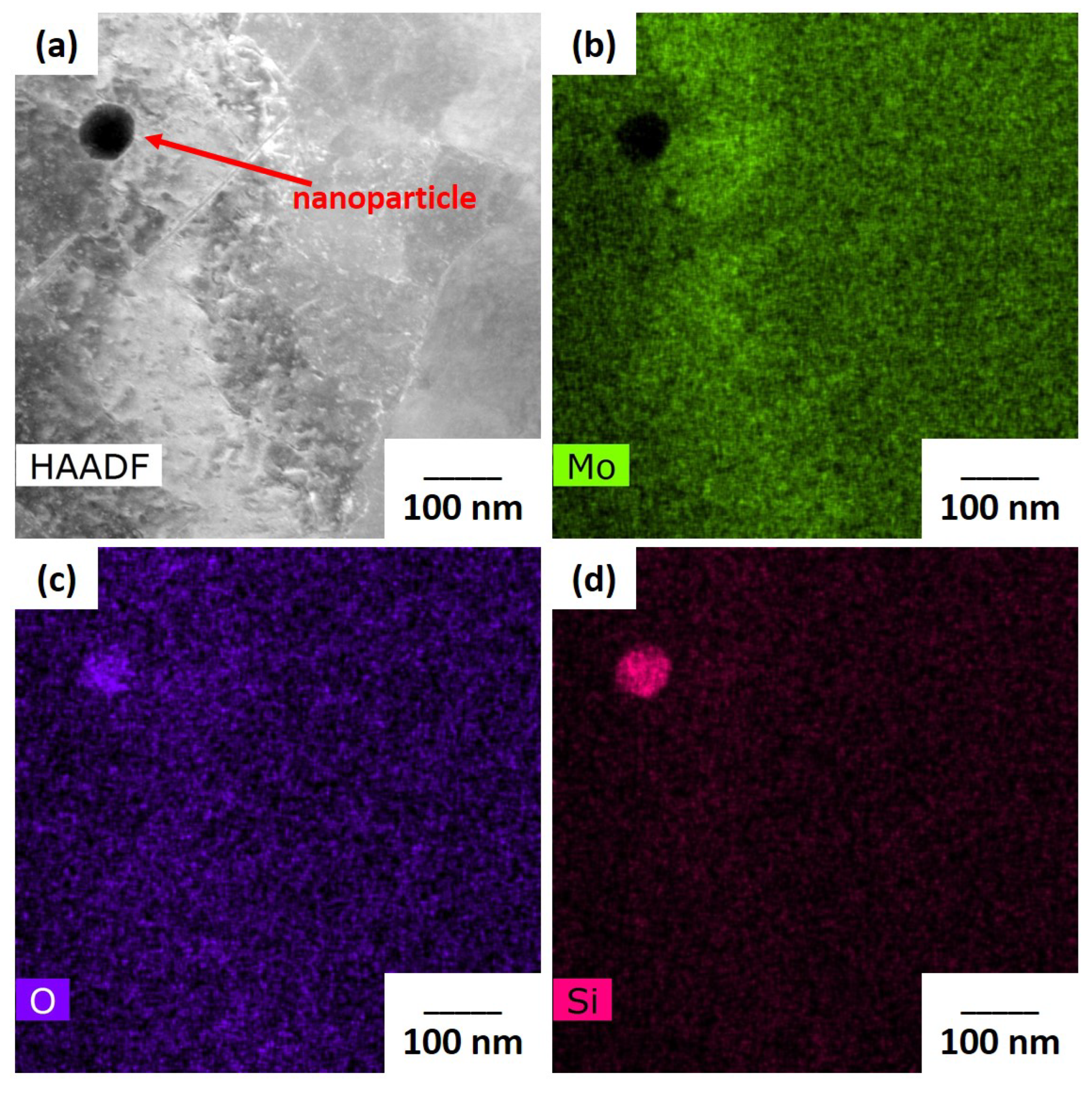
- The formation of secondary-phase nanoparticles and oxidation of SiC provided two mechanisms for reducing the effect of oxygen on the consolidated molybdenum material.
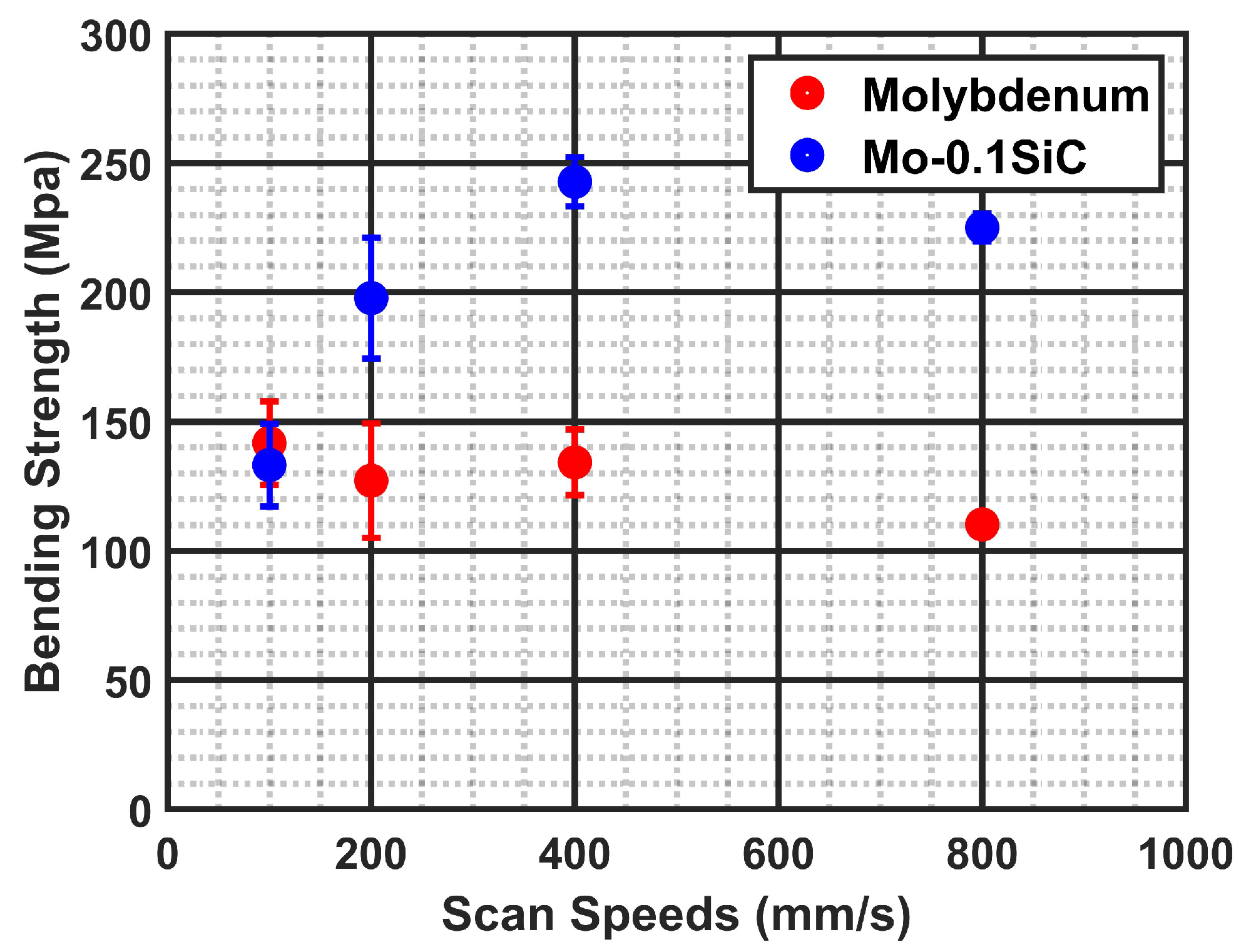
- The flexural strength and hardness of LPBF molybdenum increased by 80 and 60 percent, respectively due to the improved consolidation and reduced lack-of-fusion defects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AM | Additive Manufacturing |
| LPBF | Laser Powder Bed Fusion |
| DBTT | Ductile to Brittle Transition Temperature |
| PPM | Parts Per Million |
| LED | Linear Energy Density |
| VED | Volumetric Energy Density |
| FE-SEM | Field Emission Scanning Electron Microscope |
| EDS | Energy Dispersive X-ray Spectroscopy |
| EBSD | Electron Backscatter Diffraction |
| ODD | Optically Determined Density |
| TEM | Transmission Electron Microscopy |
References
- Oehlerking, F.; Stawovy, M.T.; Ohm, S.; Imandoust, A. Microstructural characterization and mechanical properties of additively manufactured molybdenum and molybdenum alloys. Int. J. Refract. Met. Hard Mater. 2022, 109, 105971. [Google Scholar] [CrossRef]
- Ha, H.-Y.; Lee, T.-H.; Bae, J.-H.; Chun, D.W. Molybdenum Effects on Pitting Corrosion Resistance of FeCrMnMoNC Austentic Stainless Steels. Metals 2018, 8, 653. [Google Scholar] [CrossRef]
- Samin, A.J. A physics-based machine learning study of the behavior of interstitial helium in single crystal W-Mo binary alloys. J. Appl. Phys. 2020, 127, 175904. [Google Scholar] [CrossRef]
- Vazirisereshk, M.R.; Martini, A.; Strubbe, D.; Baykara, M. Solid Lubrication with MoS2: A Review. Lubricants 2019, 7, 57. [Google Scholar] [CrossRef]
- Dai, C.; Zhao, T.; Du, C.; Liu, Z.; Zhang, D. Effect of molybdenum content on the microstructure and corrosion behavior or FeCoCrNiMox high-entropy alloys. J. Mater. Sci. Technol. 2020, 46, 64–73. [Google Scholar] [CrossRef]
- Wu, Z.; Feng, K.; Sha, J.; Zhou, C. Oxidation behavior of Si-rich Mo-Si-B coating doped with La by spark plasma sintering. Corros. Sci. 2021, 192, 109672. [Google Scholar] [CrossRef]
- Shmelev, A.N.; Kozhahmet, B.K. Use of molybdenum as a structural material of fuel elements for improving the safety of nuclear reactors. J. Phys. Conf. Ser. 2017, 781, 012022. [Google Scholar] [CrossRef]
- Redlich, C.; Quadbeck, P.; Thieme, M.; Kieback, B. Molybdenum—A biodegradable implant material for structural applications? Acta Biomater. 2020, 1104, 241–251. [Google Scholar] [CrossRef]
- Hagihara, K.; Nakano, T.; Suzuki, M.; Ishimoto, T.; Suyalatu, S.; Sun, H. Successful additive manufacturing of MoSi2 including crystallographic texture and shape control. J. Alloys Compd. 2017, 696, 67–72. [Google Scholar] [CrossRef]
- Faidel, D.; Jonas, D.; Natour, G.; Behr, W. Investigation of the selective laser melting process with molybdenum powder. Addit. Manuf. 2015, 8, 88–94. [Google Scholar] [CrossRef]
- Ren, C.; Enneti, R.K. Latest developments in manufacturing and recycling of refractory materials. JOM 2021, 73, 3401–3402. [Google Scholar] [CrossRef]
- Gomez-Rodriguez, C.; Garcia-Quinonez, L.V.; Verdeja, L.F.; Castillo-Rodriguez, G.A.; Aquilar-Martinez, J.A.; Marino-Gamez, A.E.; Fernandez-Gonzalez, D. Selective laser sintering of alumina-molybdenum nanocomposites. Ceram. Int. 2022, 48, 29540–29545. [Google Scholar] [CrossRef]
- Bryant, R.T. The solubility of oxygen in transition metal alloys. J. Less-Common Met. 1962, 4, 62–68. [Google Scholar] [CrossRef]
- Jakob, S.; Hohenwarter, A.; Lorich, A.; Knabl, W.; Pippan, R.; Clemens, H.; Maier-Kiener, V. Assessment of grain boundary cohesion of technically pure and boron micro-doped molybdenum via meso-scale three-point-bending experiments. Mater. Des. 2021, 207, 109848. [Google Scholar] [CrossRef]
- Wang, D.; Yu, C.; Ma, J.; Wei, L.; Shen, Z. Densification and crack suppression in selective laser melting of pure molybdenum. Mater. Des. 2017, 129, 44–52. [Google Scholar] [CrossRef]
- Leung, C.L.A.; Elizarova, I.; Isaacs, M.; Marathe, S.; Saiz, E.; Lee, P.D. Enhanced near-infrared absorption for laser powder bed fusion using reduced graphene oxide. Appl. Mater. Today 2021, 23, 101009. [Google Scholar] [CrossRef]
- Pant, P.; Salvemini, F.; Proper, S.; Luzin, V.; Simonsson, K.; Sjostrom, S.; Hosseini, S.; Peng, R.L.; Moverare, J. A study of the influence of novel scan strategies on residual stress and microstructure of L-shaped LPBF IN718 samples. Mater. Des. 2022, 214, 110386. [Google Scholar] [CrossRef]
- Boley, C.D.; Khairallah, S.A.; Rubenchik, A.M. Calculation of laser absorption by metal powders in additive manufacturing. Appl. Opt. 2015, 54, 2477–2482. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Fu, D.; Deprez, M.; Ramharter, K.; Willems, D.; Van Hooreweder, B.; Vanmeensel, K. Highly conductive and strong CuSn0.3 alloy processed via laser powder bed fusion starting from a tin-coated copper powder. Addit. Manuf. 2020, 36, 101607. [Google Scholar] [CrossRef]
- Pannitz, O.; Grobwendt, F.; Luddecke, A.; Kwade, A.; Rottger, A.; Torsten Sehrt, J. Improved Process Efficiency in Laser-Based Powder Bed Fusion of Nanoparticle Coated Maraging Tool Steel Powder. Materials 2021, 14, 3465. [Google Scholar] [CrossRef]
- Kaserer, L.; Braun, J.; Stajkovic, J.; Leitz, K.-H.; Tabernig, B.; Singer, P.; Letofsky, I.; Kestler, H.; Leichtfried, G. Fully dense and crack free molybdenum manufactured by selective laser melting through alloying with carbon. Int. J. Refract. Met. Hard Mater. 2019, 84, 88–94. [Google Scholar] [CrossRef]
- Braun, J.; Kaserer, L.; Letofsky-Papst, I.; Leitz, K.-H.; Kestler, H.; Leichtfried, G. On the role of carbon in molybdenum manufactured by laser powder bed fusion. Int. J. Refract. Met. Hard Mater. 2020, 92, 105283. [Google Scholar] [CrossRef]
- Braun, J.; Kaserer, L.; Stajkovic, J.; Kestler, H.; Leichtfried, G. Grain refinement mechanisms of alloying mechanisms of alloying molybdenum with carbon manufactured by laser powder bed fusion. Mater. Des. 2022, 215, 110507. [Google Scholar] [CrossRef]
- Li, N.; Huang, S.; Zhang, G.; Qin, R.; Liu, W.; Xiong, H.; Shi, G.; Blackburn, J. Progress in additive manufacturing on new materials: A review. J. Mater. Sci. Technol. 2019, 35, 242–269. [Google Scholar] [CrossRef]
- Chen, S.; Li, W.-B.; Wang, X.; Yao, W. Explosion/impact response of pure molybdenum at ultra-high strain rate and large strains. Int. J. Refract. Hard Met. 2022, 104, 105801. [Google Scholar] [CrossRef]
- Eckley, C.C.; Kemnitz, R.A.; Fassio, C.P.; Hartsfield, C.R.; Leonhardt, T.A. Selective laser melting of tungsten-rhenium alloys. JOM 2021, 73, 3439–3450. [Google Scholar] [CrossRef]
- Kemnitz, R.A.; Eckley, C.C.; Sexton, B.M.; LeSieur, A.R. Strengthening of additively manufactured tungsten by use of hydrogen in argon shielding gas. Int. J. Refract. Hard Met. 2022, 105970. [Google Scholar] [CrossRef]
- ASTM E1019-18; Standard Testing Methods for Determination of Carbon, Sulfur, Nitrogen, and Oxygen in Steel, Iron, Nickel, and Cobalt Alloys by Various Combustion and Inert Gas Fusion Techniques. American Society for Testing and Materials: West Conshohocken, PA, USA, 2018.
- Ansari, M.J.; Nguyen, D.-S.; Park, H.S. Investigation of SLM process in terms of temperature distribution and melting pool size: Modelyin and experimental approaches. Materials 2019, 12, 1272. [Google Scholar] [CrossRef]
- Gu, D.; Yang, Y.; Xi, L.; Yang, J.; Xia, M. Laser absorption behavior of randomly packed powder-bed during selective laser melting of SiC and TiB2 reinforced Al matrix composites. Opt. Laser Technol. 2019, 119, 105600. [Google Scholar] [CrossRef]
- Spierings, A.B.; Schneider, M.; Eggenberger, R. Comparison of density measurement techniques for additive manufactured metallic parts. Rapid Prototyp. J. 2011, 17, 380–386. [Google Scholar] [CrossRef]
- Guo, M.; Gu, D.; Xi, L.; Zhang, H.; Zhang, J.; Yang, J.; Wang, R. Selective laser melting additive manufacturing of pure tungsten: Role of volumetric energy density on densification, microstructure, and mechanical properties. Int. J. Refract. Met. Hard Mater. 2019, 84, 105025. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Zhang, S.; Teng, C.; Zeng, K.; Robinson, C.; Pal, D.; Stucker, B. Influence of processing parameters on the evolution of melt pool, porosity, and microstructures in Ti-6Al-4V alloy parts fabricated by selective laser melting. Prog. Addit. Manuf. 2017, 2, 157–167. [Google Scholar] [CrossRef]
- Pauly, S.; Wang, P.; Kühn, U.; Kosiba, K. Experimental determination of cooling rates in selectively laser-melted eutectic Al-33Cu. Addit. Manuf. 2018, 22, 753–757. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D.; Poprawe, R.; Xia, M. Influence of additive multilayer feature on thermodynamics, stress, and microstructure development during laser 3D printing of aluminum-based material. Sci. Bull. 2017, 62, 779–787. [Google Scholar] [CrossRef]
- Biscay, N.; Henry, L.; Adschiri, T.; Yoshimura, M.; Aymonier, C. Behavior of silicon carbide materials under dry to hydrothermal conditions. Nanomaterials 2021, 11, 1351. [Google Scholar] [CrossRef]
- Chatillon, C.; Teyssandier, F. Thermodynamic assessment of the different steps observed during SiC oxidation. J. Eur. Ceram. Soc. 2022, 42, 1175–1196. [Google Scholar] [CrossRef]
- Islam, M.; Azhar, M.R.; Fredj, N.; Burleigh, T.D.; Oloyede, O.R.; Almajid, A.A.; Shah, S.I. Influence of SiO2 nanoparticles on hardness and corrosion resistance of electroless Ni-P coatings. Surf. Coat. Technol. 2015, 261, 141–148. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scan Speed (mm/s) | LED (J/mm) | VED (J/mm) |
|---|---|---|
| 100 | 2.00 | 2000 |
| 200 | 1.00 | 1000 |
| 400 | 0.50 | 500 |
| 800 | 0.25 | 250 |
| Sample | O (ppm) | N (ppm) | C (ppm) |
|---|---|---|---|
| Mo Powder | 252 | N/A | N/A |
| SiC Powder | 9623 | N/A | N/A |
| Mo-0.1SiC Powder | 337 | N/A | N/A |
| Mo (100 mm/s) | 1730 | 420 | 80 |
| Mo (200 mm/s) | 2120 | 430 | 100 |
| Mo (400 mm/s) | 2190 | 290 | 130 |
| Mo (800 mm/s) | 1970 | 230 | 110 |
| Mo-0.1SiC (100 mm/s) | 828 | 650 | 120 |
| Mo-0.1SiC (200 mm/s) | 852 | 490 | 17 |
| Mo-0.1SiC (400 mm/s) | 1138 | 610 | 140 |
| Mo-0.1SiC (800 mm/s) | 1325 | 370 | 210 |
| Material | 100 mm/s | 200 mm/s | 400 mm/s | 800 mm/s |
|---|---|---|---|---|
| Molybdenum | 16.6 ± 2.2% | 29.3 ± 2.6% | 34.1 ± 1.2% | 25.3 ± 5.5% |
| Mo-0.1SiC | 7.2 ± 1.9% | 7.9 ± 3.0% | 2.6 ± 0.7% | 5.2 ± 0.5% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ellsworth, N.E.; Kemnitz, R.A.; Eckley, C.C.; Sexton, B.M.; Bowers, C.T.; Machacek, J.R.; Burggraf, L.W. Influence of Nano-Sized SiC on the Laser Powder Bed Fusion of Molybdenum. Crystals 2022, 12, 1276. https://doi.org/10.3390/cryst12091276
Ellsworth NE, Kemnitz RA, Eckley CC, Sexton BM, Bowers CT, Machacek JR, Burggraf LW. Influence of Nano-Sized SiC on the Laser Powder Bed Fusion of Molybdenum. Crystals. 2022; 12(9):1276. https://doi.org/10.3390/cryst12091276
Chicago/Turabian StyleEllsworth, Nathan E., Ryan A. Kemnitz, Cayla C. Eckley, Brianna M. Sexton, Cynthia T. Bowers, Joshua R. Machacek, and Larry W. Burggraf. 2022. "Influence of Nano-Sized SiC on the Laser Powder Bed Fusion of Molybdenum" Crystals 12, no. 9: 1276. https://doi.org/10.3390/cryst12091276