Hygroexpansion and Surface Roughness Cause Defects and Increase the Electrical Resistivity of Physical Vapor Deposited Aluminum Coatings on Paper



Abstract
:1. Introduction
- How does surface roughness correlate with the sheet resistance and effective resistivity of an aluminum coating?
- How does relative humidity (RH) affect the hygroexpansion of paper and how does it correlate with the sheet resistance and effective resistivity of the aluminum coating?
- Is there interdependency between substrate roughness and the sensitivity of aluminum coatings toward hygroexpansion?
2. Materials and Methods
2.1. Abbreviations
2.2. PVD Coating of Aluminum on Paper
2.3. Determination of Sheet Resistance via Eddy Currents at Different RH Values
2.4. Inductively-Coupled Plasma—Mass Spectrometry (ICP-MS)
2.5. Sorption Isotherm
2.6. Hygroexpansion
2.7. Surface Roughness
2.8. Scanning Electron Microscopy (SEM)
2.9. Statistical Methods
3. Results
3.1. Surface Characterization via SEM and EDX
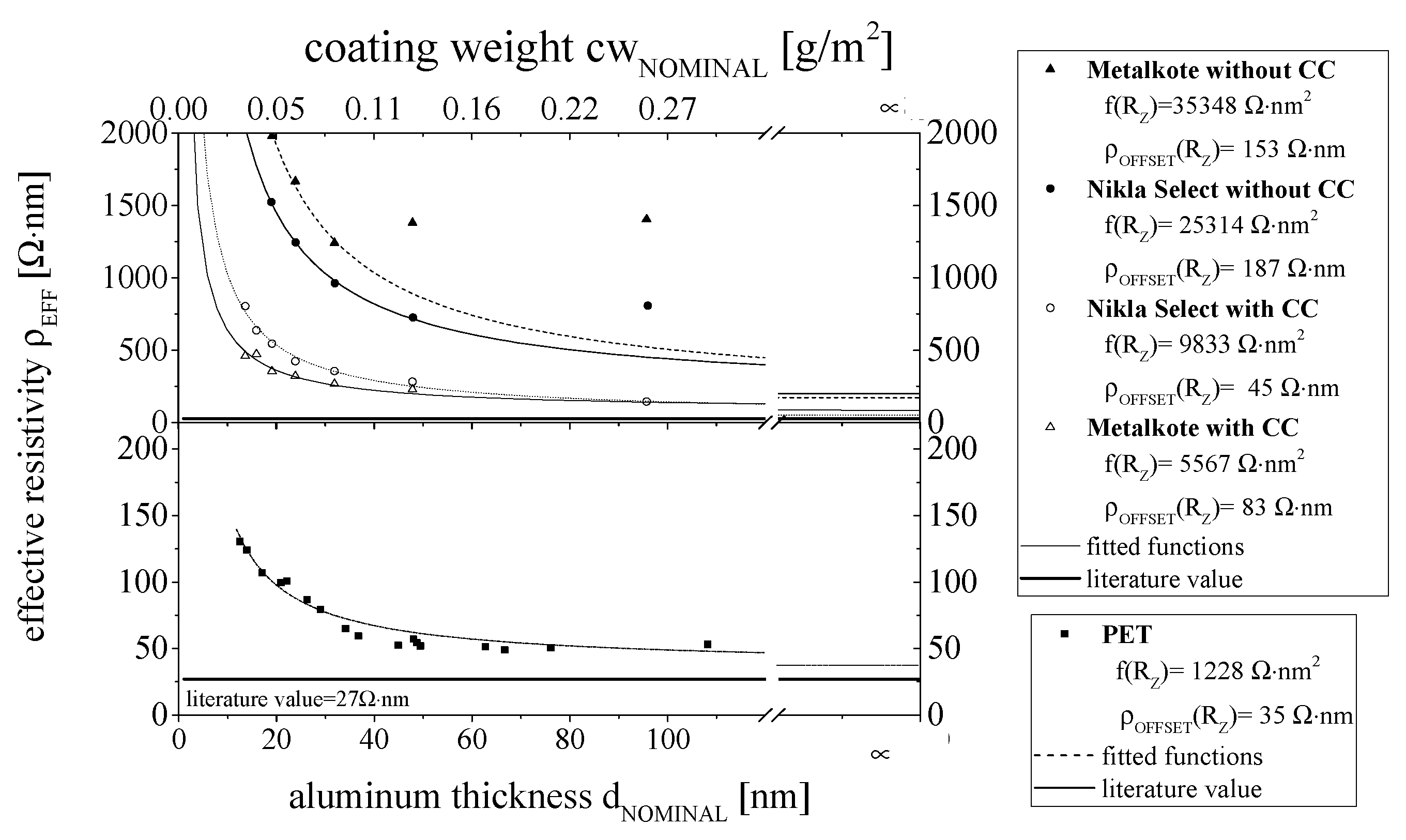
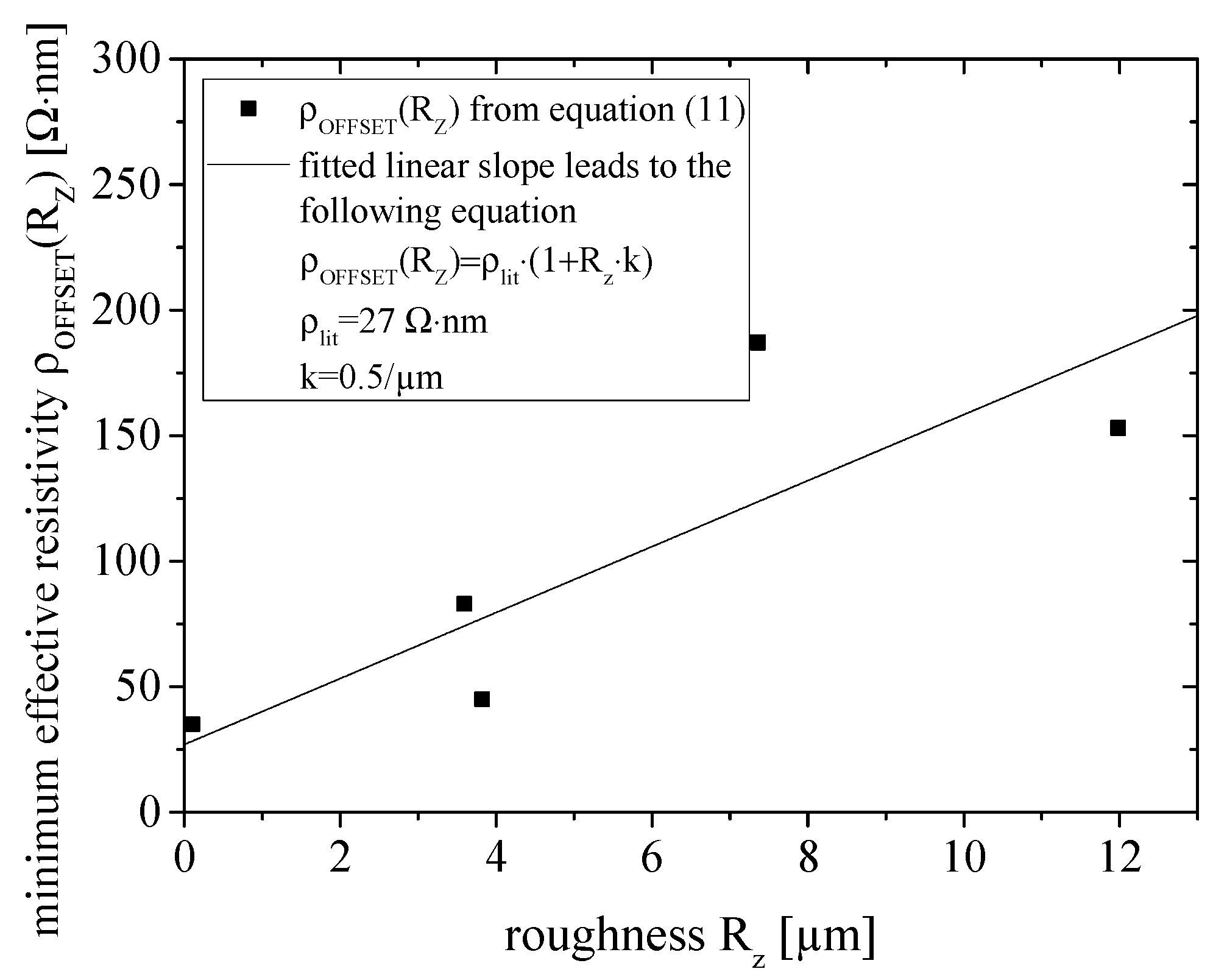
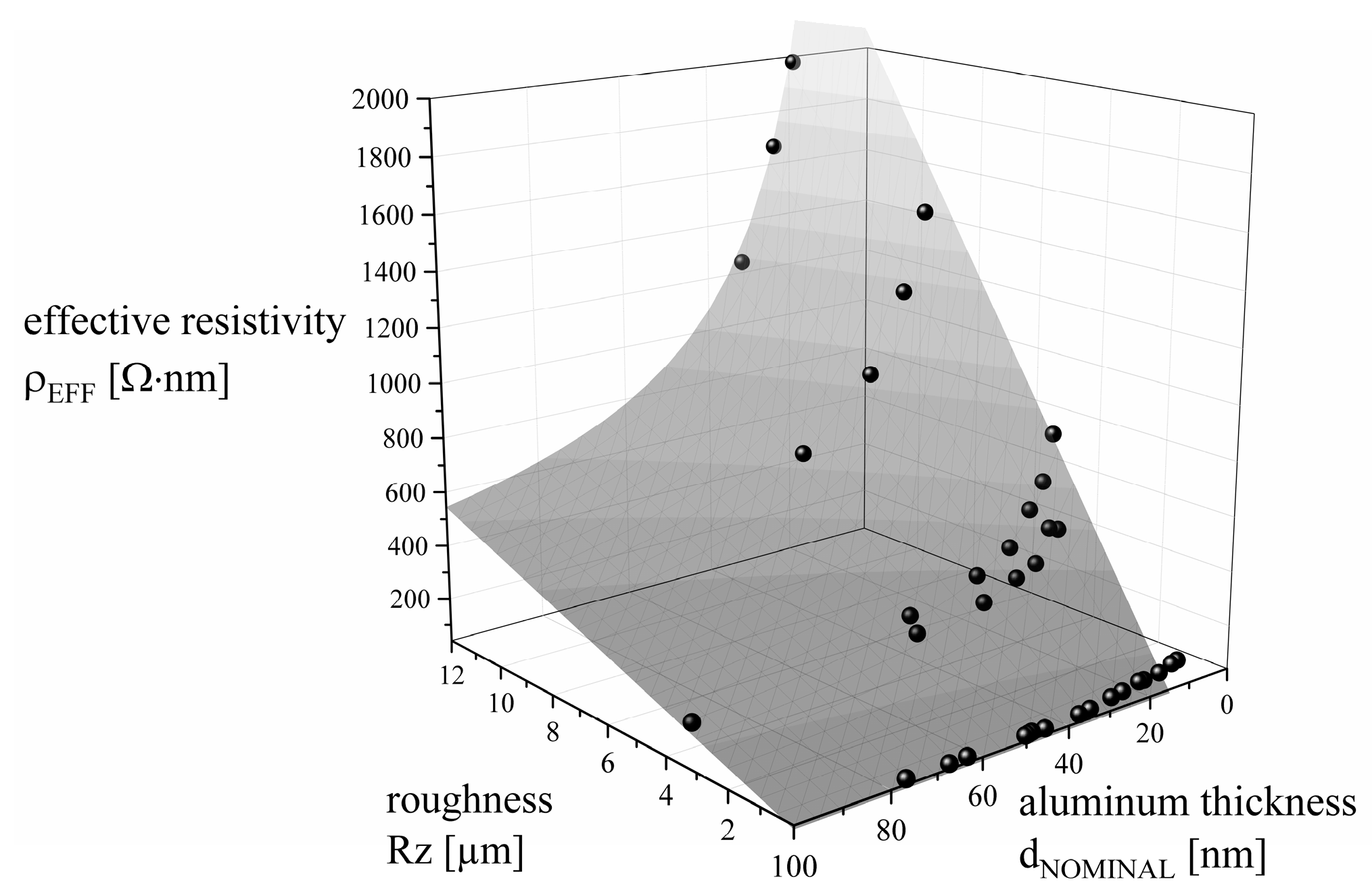
3.2. Effect of Substrate Roughness on Sheet Resistance and Resistivity
3.3. Effect of Substrate Hygroexpansion on Resistivity
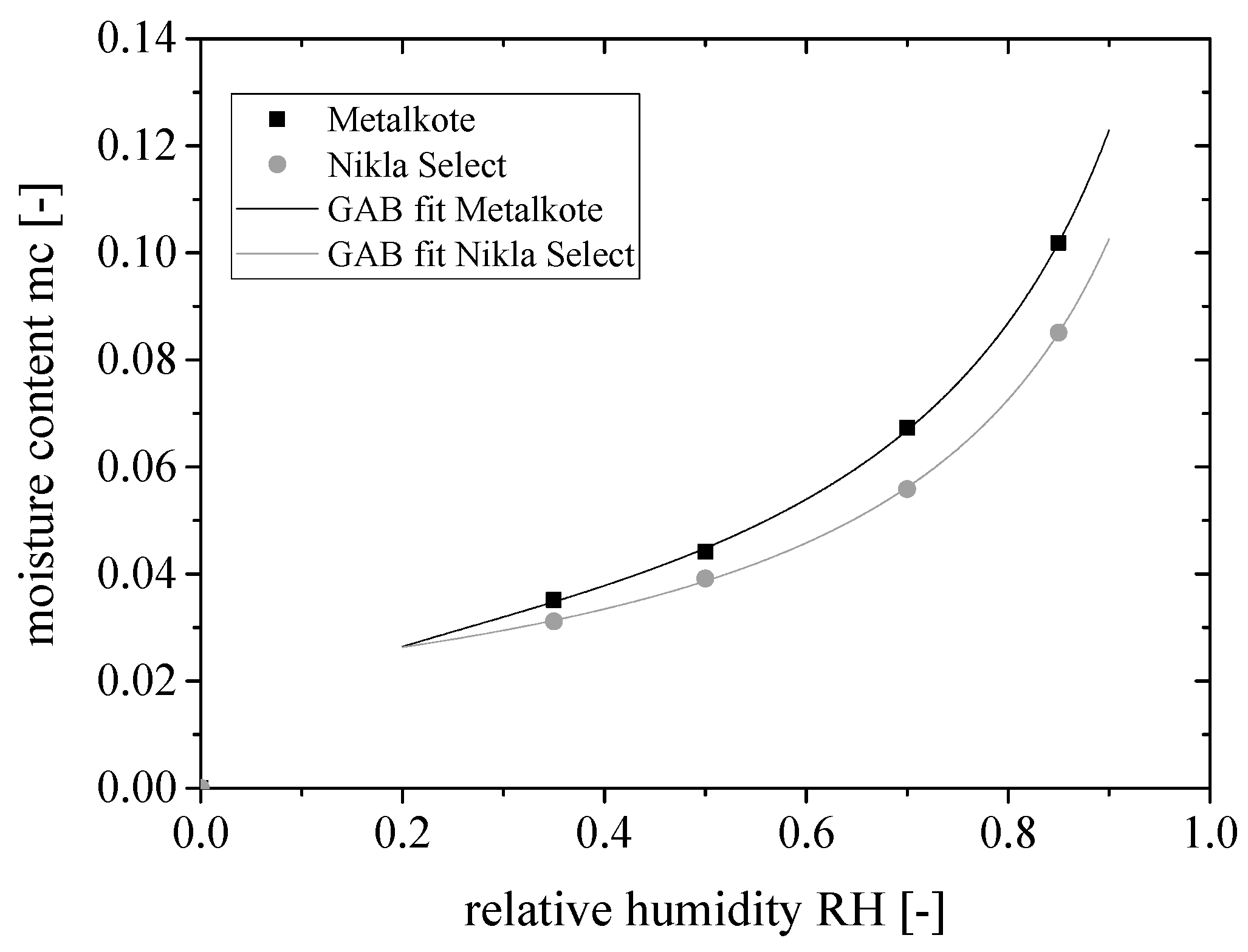
3.3.1. Sorption Isotherm
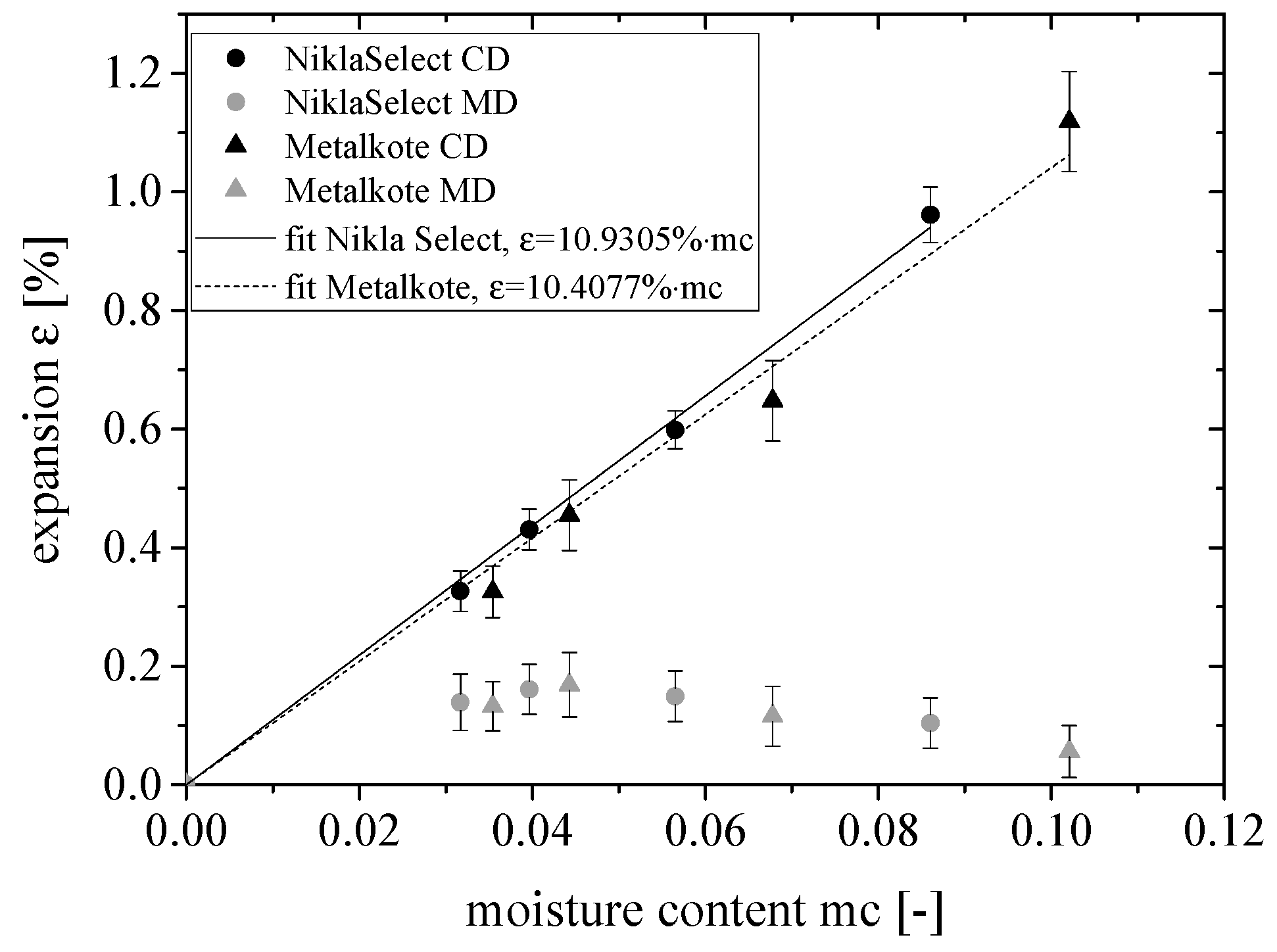
3.3.2. Moisture Content and Hygroexpansion
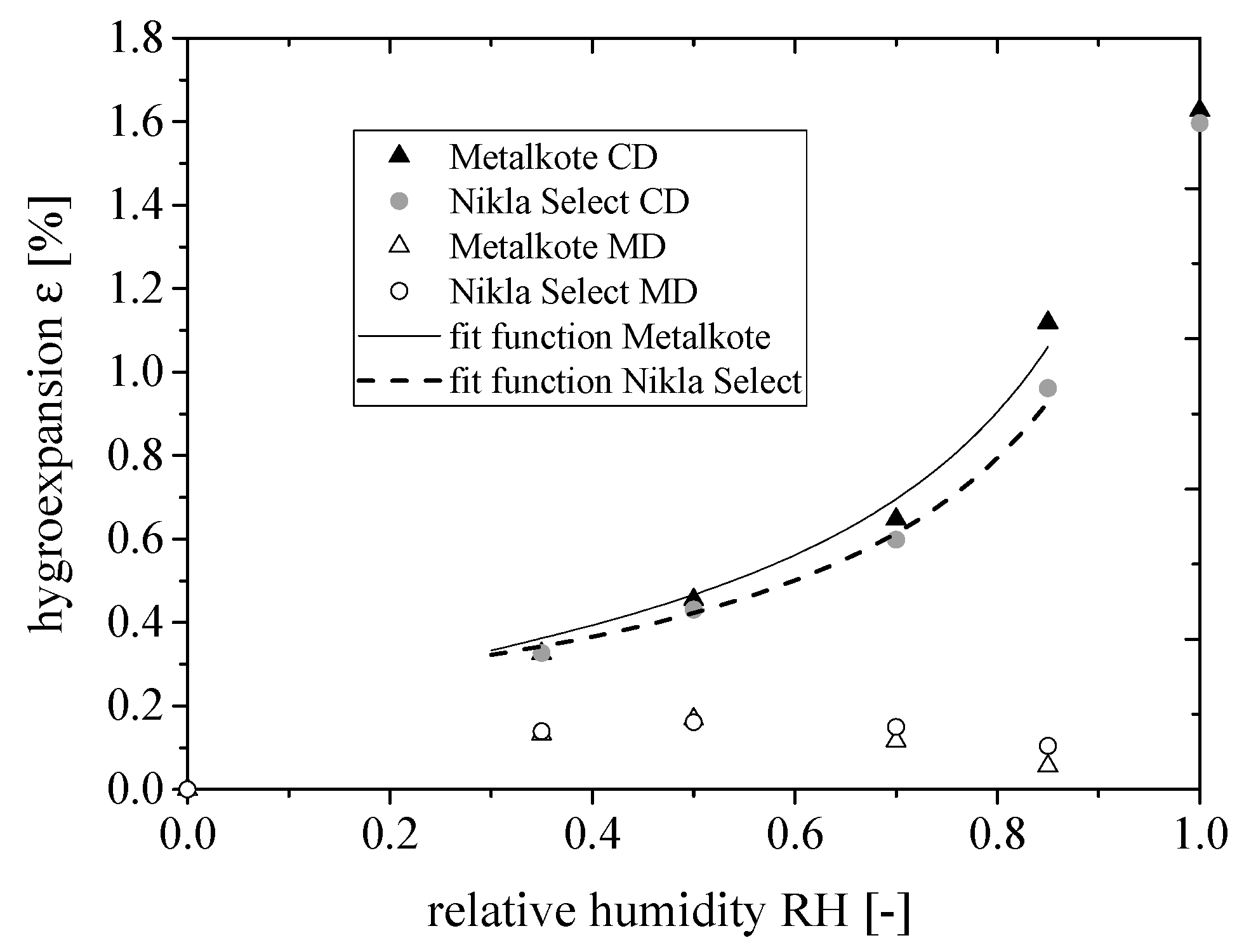
3.3.3. Relative Humidity and Hygroexpansion
3.4. Effect of Hygroexpansion on Effective Resistivity
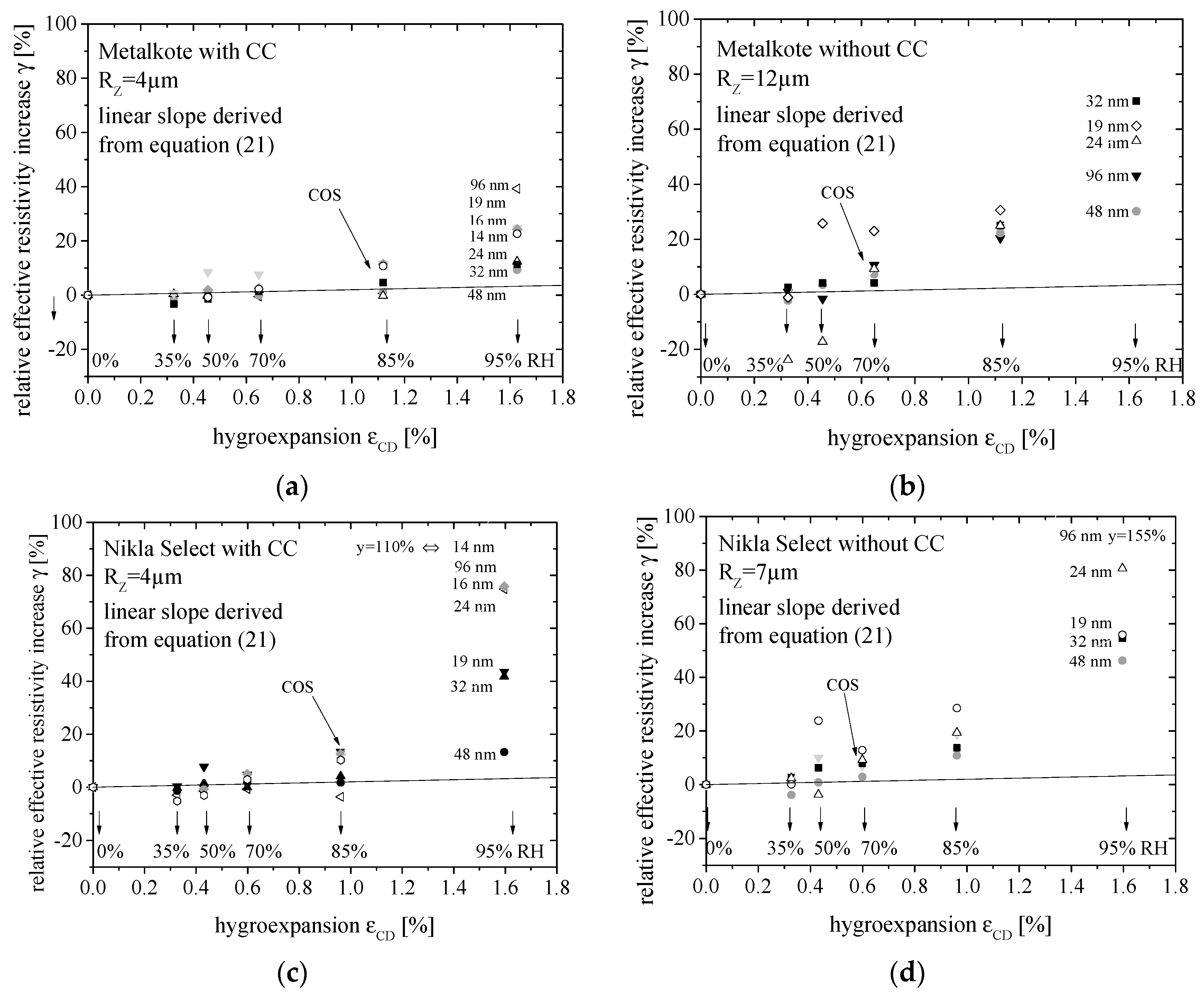
- Increasing humidity and thus hygroexpansion leads to an increase in resistance and effective resistivity (Figure 12). This implies that aluminum is stretched due to the hygroexpansion of the underlying paper, and hence cracks appear. The values shown are similar to those reported previously [3], where an increase in RH from 35% to 90% at 23 °C increased the resistance by about 40% for silver ink coatings.
- Initially, the increase in resistivity is almost linear with a strain with a small slope (Figure 12). The initial increase in resistivity follows the theoretical calculation according to Equation (20) [14]. This equation is based on the assumption that the volume of aluminum (cross section A × length l) is constant under tension ε, namely A ∙ l = A0 ∙ l0. Under tension, the material thins out and thus A decreases and l increases due to plastic deformation. From that assumption Equations (18) to (20) are derived. Based on this correlation and Equation (17), γ can be calculated from the RH, as in Equation (21).
- Higher substrate roughness leads to more imperfections and thus a lower crack onset strain (COS) (Figure 12). The COS is the strain where γ deviates from the linear region, according to Equations (21) and (20). The COS indicates the appearance of defects in the shapes of necks and cracks in the aluminum. These cracks strongly increase the resistance and thus the nominal resistivity [15]. The COS is reached at RH values of ~70% (εCD ≈ 0.6%) on paper surfaces without CC, but ~85% (εCD ≈ 1.2%) on paper surfaces with CC. This indicates that the COS is lower for rougher surfaces (paper without CC), because higher roughness induces a heterogeneous thickness distribution and thus the appearance of defects. Defects can lead to local necks, which can cause further intense localized deformation, resulting in fast rupture [15].
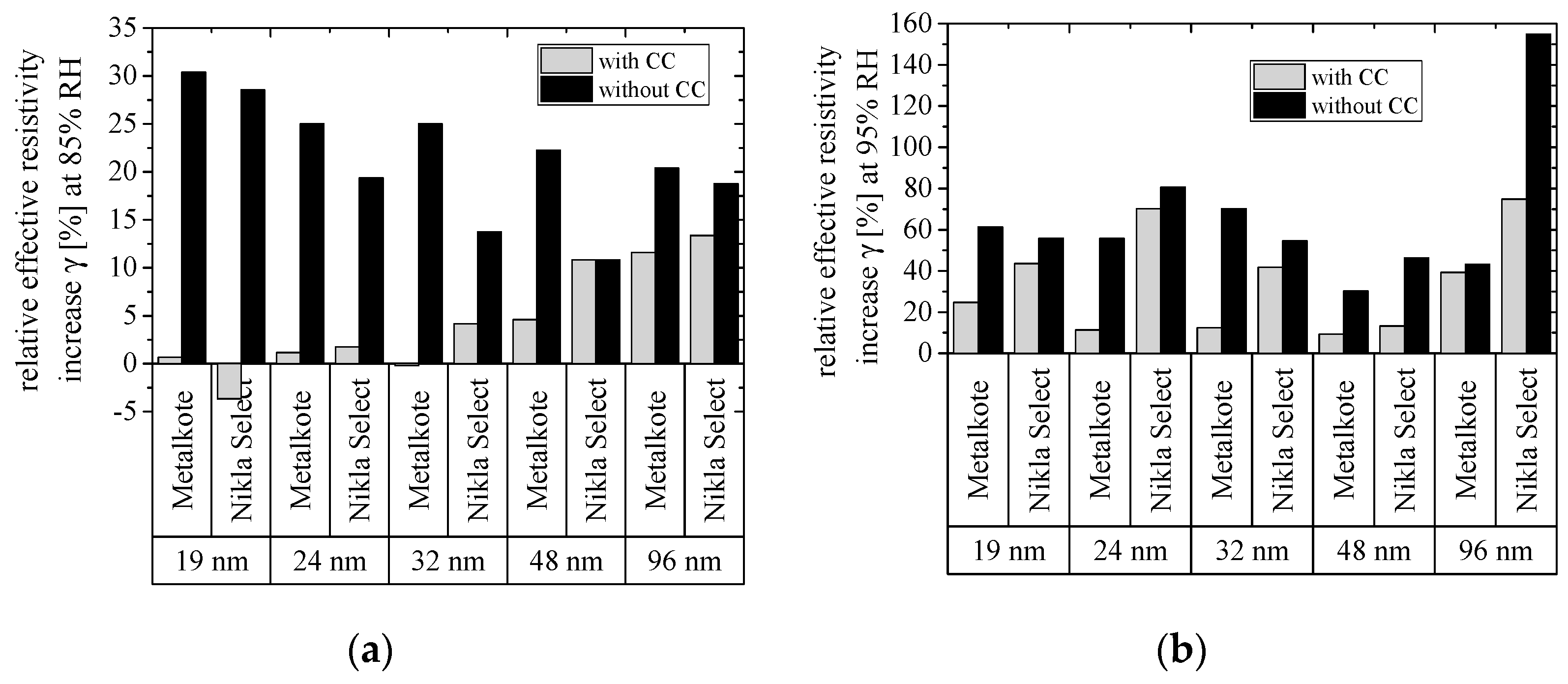
- Higher substrate roughness leads to more cracks and a higher γ (Figure 14). γ on the rough side of the paper (without CC) is higher than that on the smooth side of the paper (with CC). As described in the previous observation, this leads to more defects, which consequently cause more voids and lead to a higher γ.
- The effect of aluminum thickness on γ cannot be defined (Figure 14). As the influence of roughness is much more pronounced than the effect of aluminum thickness, no clear correlation between aluminum thickness and γ can be observed. This is in line with the comparably low impact of thickness, as seen in Figure 8.
4. Conclusions
- Substrate roughness and hygroexpansion both increase the resistance and effective resistivity of aluminum coatings.
- Hygroexpansion increased the resistivity less than substrate roughness. When aluminum thickness is determined via eddy currents, these factors should either be taken into account or a standard material representing each process/substrate combination should initially be fully characterized, so that each new measurement can be related to the standard material.
- The effect of substrate roughness and aluminum thickness on resistance and effective resistivity can be mathematically modeled. The effect of substrate roughness becomes more pronounced for thinner coatings.
- When paper expands due to the uptake of water, the applied aluminum is stretched so that the effective resistivity increases. For low RH values, the relative effective resistivity increase γ correlates linearly with hygroexpansion and can thus easily be linked to RH via basic physical assumptions.
- γ is higher for rougher substrates. Moreover, aluminum has a lower crack onset strain on rough substrates.
- The effect of aluminum thickness on the relative effective resistivity increase is low and most probably superimposed by roughness and hygroexpansion.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kirwan, M.J. Handbook of Paper and Paperboard Packaging Technology; Wiley-Blackwell: Oxford, UK, 2012. [Google Scholar]
- Joffre, T.; Isaksson, P.; Dumont, P.J.J.; Roscoat, S.R.d.; Sticko, S.; Orgéas, L.; Gamstedt, E.K. A method to measure moisture induced swelling properties of a single wood cell. Exp. Mech. 2016, 56, 723–733. [Google Scholar] [CrossRef]
- Wood, L.K.; Hrehorova, E.; Joyce, T.W.; Fleming, P.D.; Joyce, M.; Pekarovicova, A.; Bliznyuk, V. Paper substrates and inks for printed electronics. In Proceedings of the PIRA Ink on Paper Conference, London, UK, 1–3 November 2005. [Google Scholar]
- Mueller, K.; Schoenweitz, C.; Langowski, H.-C. Thin laminate films for barrier packaging application—Influence of down gauging and substrate surface properties on the permeation properties. Packag. Technol. Sci. 2012, 25, 137–148. [Google Scholar] [CrossRef]
- Kavčič, U.; Pavlovič, L.; Pivar, M.; Đokić, M.; Batagelj, B.; Muck, T. Printed electronics on recycled paper and cardboards. Inf. MIDEM 2013, 43, 50–57. [Google Scholar]
- Siegel, A.C.; Phillips, S.T.; Dickey, M.D.; Lu, N.; Suo, Z.; Whitesides, G.M. Foldable printed circuit boards on paper substrates. Adv. Funct. Mater. 2010, 20, 28–35. [Google Scholar] [CrossRef]
- Kattumenu, R.; Rebros, M.; Joyce, M.; Fleming, P.D.; Neelgund, G. Effect of substrate properties on conductive traces printed with silver-based flexographic ink. Nordic Pulp Pap. Res. J. 2009, 24, 101–106. [Google Scholar] [CrossRef]
- Reinwand, D. Dynamisches Magnetron-Sputterverfahren zur Vorderseitenmetallisierung Kristalliner Silicium-Solarzellen; Shaker: Aachen, Germany, 2012. (In German) [Google Scholar]
- Tobjörk, D.; Österbacka, R. Paper electronics. Adv. Mater. 2011, 23, 1935–1961. [Google Scholar] [CrossRef]
- Trnovec, B.; Stanel, M.; Hahn, U.; Hübler, A.; Kempa, H.; Sangl, R.; Forster, M. Coated paper for printed electronics. Prof. Papermak. 2009, 104, 48–51. [Google Scholar]
- Denneulin, A.; Blayo, A.; Bras, J.; Neuman, C. PEDOT: PSS coating on specialty papers: Process optimization and effects of surface properties on electrical performances. Prog. Org. Coat. 2008, 63, 87–91. [Google Scholar] [CrossRef]
- Bishop, C.A. Vacuum Deposition onto Webs, Films and Foils, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Rogers, J.A.; Someya, T.; Huang, Y. Materials and mechanics for stretchable electronics. Science 2010, 327, 1603–1607. [Google Scholar] [CrossRef]
- Lu, N.; Wang, X.; Suo, Z.; Vlassak, J. Metal films on polymer substrates stretched beyond 50%. Appl. Phys. Lett. 2007, 91, 221909. [Google Scholar] [CrossRef]
- Niu, R.; Liu, G.; Wang, C.; Zhang, G.; Ding, X.; Sun, J. Thickness dependent critical strain in submicron Cu films adherent to polymer substrate. Appl. Phys. Lett. 2007, 90, 161907. [Google Scholar] [CrossRef]
- Berger, J.; Glushko, O.; Marx, V.M.; Kirchlechner, C.; Cordill, M.J. Effect of microstructure on the electro-mechanical behaviour of Cu films on polyimide. J. Miner. Met. Mater. Soc. 2016, 68, 1640–1646. [Google Scholar] [CrossRef]
- Glushko, O.; Cordill, M. Electrical resistance of metal films on polymer substrates under tension. Exp. Tech. 2016, 40, 303–310. [Google Scholar] [CrossRef]
- Polywka, A.; Stegers, L.; Krauledat, O.; Riedl, T.; Jakob, T.; Görrn, P. Controlled mechanical cracking of metal films deposited on polydimethylsiloxane (PDMS). Nanomaterials 2016, 6, 168. [Google Scholar] [CrossRef] [PubMed]
- Hamasha, M.M.; Alzoubi, K.; Switzer, J.C.; Lu, S.; Desu, S.B.; Poliks, M. A study on crack propagation and electrical resistance change of sputtered aluminum thin film on poly ethylene terephthalate substrate under stretching. Thin Solid Films 2011, 519, 7918–7924. [Google Scholar] [CrossRef]
- Cairns, D.R.; Witte, R.P.; Sparacin, D.K.; Sachsman, S.M.; Paine, D.C.; Crawford, G.P.; Newton, R. Strain-dependent electrical resistance of tin-doped indium oxide on polymer substrates. Appl. Phys. Lett. 2000, 76, 1425–1427. [Google Scholar] [CrossRef]
- Torvinen, K.; Sievänen, J.; Hjelt, T.; Hellén, E. Smooth and flexible filler-nanocellulose composite structure for printed electronics applications. Cellulose 2012, 19, 821–829. [Google Scholar] [CrossRef]
- Totten, G.E.; MacKenzie, D.S. Handbook of Aluminum: Vol. 1: Physical Metallurgy and Processes; Dekker: New York, NY, USA, 2003. [Google Scholar]
- Lindner, M.; Schmid, M. Thickness measurement methods for physical vapor deposited aluminum coatings in packaging applications: A review. Coatings 2017, 7, 9. [Google Scholar] [CrossRef]
- Parker, M.E.; Bronlund, J.E.; Mawson, A.J. Moisture sorption isotherms for paper and paperboard in food chain conditions. Packag. Technol. Sci. 2006, 19, 193–209. [Google Scholar] [CrossRef]
- Everett, D.H. Adsorption hysteresis. Solid-Gas Interface 1967, 2, 1055–1113. [Google Scholar]
- Quirijns, E.J.; Van Boxtel, A.J.; van Loon, W.K.; Van Straten, G. Sorption isotherms, gab parameters and isosteric heat of sorption. J. Sci. Food Agric. 2005, 85, 1805–1814. [Google Scholar] [CrossRef]
- Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture (ISO 4288:1996); German Version EN ISO 4288:1997; German Institute for Standardization: Berlin, Germany, 1998. (In German)
- Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Nominal Characteristics of Contact (Stylus) Instruments (ISO 3274:1996); German Version EN ISO 3274:1997; German Institute for Standardization: Berlin, Germany, 1998. (In German)
- Sorg, H. Praxis der Rauheitsmessung und Oberflächenbeurteilung; Hanser: Munich, Germany, 1995. (In German) [Google Scholar]
- Liu, H.D.; Zhao, Y.P.; Ramanath, G.; Murarka, S.P.; Wang, G.C. Thickness dependent electrical resistivity of ultrathin (<40 nm) Cu films. Thin Solid Films 2001, 384, 151–156. [Google Scholar]
- Lindner, M. Factors affecting the hygroexpansion of paper. J. Mater. Sci. 2017, 53, 1–26. [Google Scholar] [CrossRef] [Green Version]
- Larsson, P. Hygro-and Hydroexpansion of Paper. Ph.D. Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2010. [Google Scholar]
- Lavrykov, S.A.; Ramarao, B.V.; Lyne, O.L. The planar transient hygroexpansion of copy paper: Experiments and analysis. Nordic Pulp Pap. Res. J. 2004, 19, 183–190. [Google Scholar] [CrossRef]
- Pineau, A.; Amine Benzerga, A.; Pardoen, T. Failure of metals iii: Fracture and fatigue of nanostructured metallic materials. Acta Mater. 2016, 107, 508–544. [Google Scholar] [CrossRef]
- Pineau, A.; Benzerga, A.A.; Pardoen, T. Failure of metals i: Brittle and ductile fracture. Acta Mater. 2016, 107, 424–483. [Google Scholar] [CrossRef]
- Bruggeman, V.D. Berechnung verschiedener physikalischer konstanten von heterogenen substanzen. I. Dielektrizitätskonstanten und leitfähigkeiten der mischkörper aus isotropen substanzen. Ann. Phys. 1935, 416, 636–664. (In German) [Google Scholar] [CrossRef]
- Landauer, R. The electrical resistance of binary metallic mixtures. J. Appl. Phys. 1952, 23, 779–784. [Google Scholar] [CrossRef]
- Levin, M.; Miller, M. Maxwell a treatise on electricity and magnetism. Uspekhi Fizicheskikh Nauk 1981, 135, 425–440. [Google Scholar] [CrossRef]
- Landauer, R. Electrical transport and optical properties of inhomogeneous media. In Proceedings of the First Conference on the Electrical Transport and Optical Properties of Inhomogeneous Media, American Institute of Physics Conference Proceedings, Columbus, OH, USA, 7–9 September 1977; Garland, J.C., Tanner, D.B., Eds.; American Institute of Physics: New York, NY, USA, 1978. [Google Scholar]
- Hamilton, R.L.; Crosser, O. Thermal conductivity of heterogeneous two-component systems. Ind. Eng. Chem. Fundam. 1962, 1, 187–191. [Google Scholar] [CrossRef]
- Nakajima, H. Fabrication, properties, and applications of porous metals with directional pores. Proc. Jpn. Acad. Ser. B 2010, 86, 884–899. [Google Scholar] [CrossRef] [Green Version]
- Kraker, P.T.; Glushko, O.; Cordill, M.J. Relationship between cracking and resistance increase in polymer-supported metal films under mechanical load. Presented at Materials Science and Engineering Conference, Darmstadt, Germany, 27–29 September 2016. [Google Scholar]
- Krcho, S. Electron percolation in copper infiltrated carbon. Int. J. Electr. Eng. 2015, 66, 339–343. [Google Scholar]
- Feng, Y.; Zheng, H.; Zhu, Z.; Zu, F. The microstructure and electrical conductivity of aluminum alloy foams. Mater. Chem. Phys. 2003, 78, 196–201. [Google Scholar] [CrossRef]
- Cox, H.L. The elasticity and strength of paper and other fibrous materials. Br. J. Appl. Phys. 1952, 3, 72. [Google Scholar] [CrossRef]
- Panek, J.C. Fragmentation of Brittle Polymeric Toner Line Caused by Swelling of Paper Substrate during Immersion in Water. Ph.D. Thesis, Michigan Technological University, Houghton, MI, USA, 1999. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Metalkote | Nikla Select |
|---|---|---|
| M0 | 0.02693 | 0.02177 |
| C | 20.2559 | 3382.55465 |
| h | 0.87096 | 0.87546 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lindner, M.; Heider, J.; Reinelt, M.; Langowski, H.-C. Hygroexpansion and Surface Roughness Cause Defects and Increase the Electrical Resistivity of Physical Vapor Deposited Aluminum Coatings on Paper. Coatings 2019, 9, 33. https://doi.org/10.3390/coatings9010033
Lindner M, Heider J, Reinelt M, Langowski H-C. Hygroexpansion and Surface Roughness Cause Defects and Increase the Electrical Resistivity of Physical Vapor Deposited Aluminum Coatings on Paper. Coatings. 2019; 9(1):33. https://doi.org/10.3390/coatings9010033
Chicago/Turabian StyleLindner, Martina, Julia Heider, Matthias Reinelt, and Horst-Christian Langowski. 2019. "Hygroexpansion and Surface Roughness Cause Defects and Increase the Electrical Resistivity of Physical Vapor Deposited Aluminum Coatings on Paper" Coatings 9, no. 1: 33. https://doi.org/10.3390/coatings9010033