
H2-Rich and Tar-Free Downstream Gasification Reaction of EFB by Using the Malaysian Dolomite as a Secondary Catalyst

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
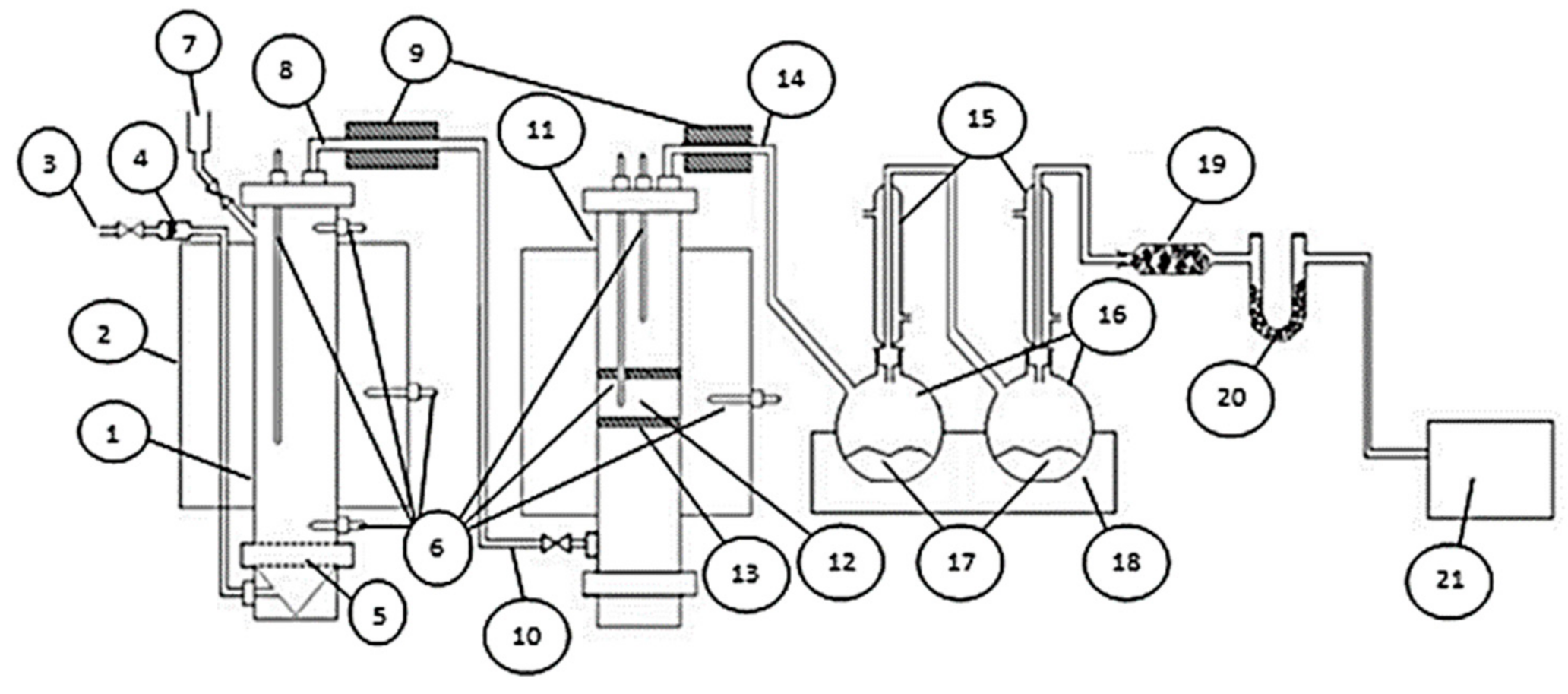
2.2. Downstream Catalytic Gasification Reaction
2.3. Catalyst Deactivation-Regeneration
2.4. Product Analysis
3. Results and Discussion
3.1. Catalytic Activity in Downstream EFB Gasification Reaction
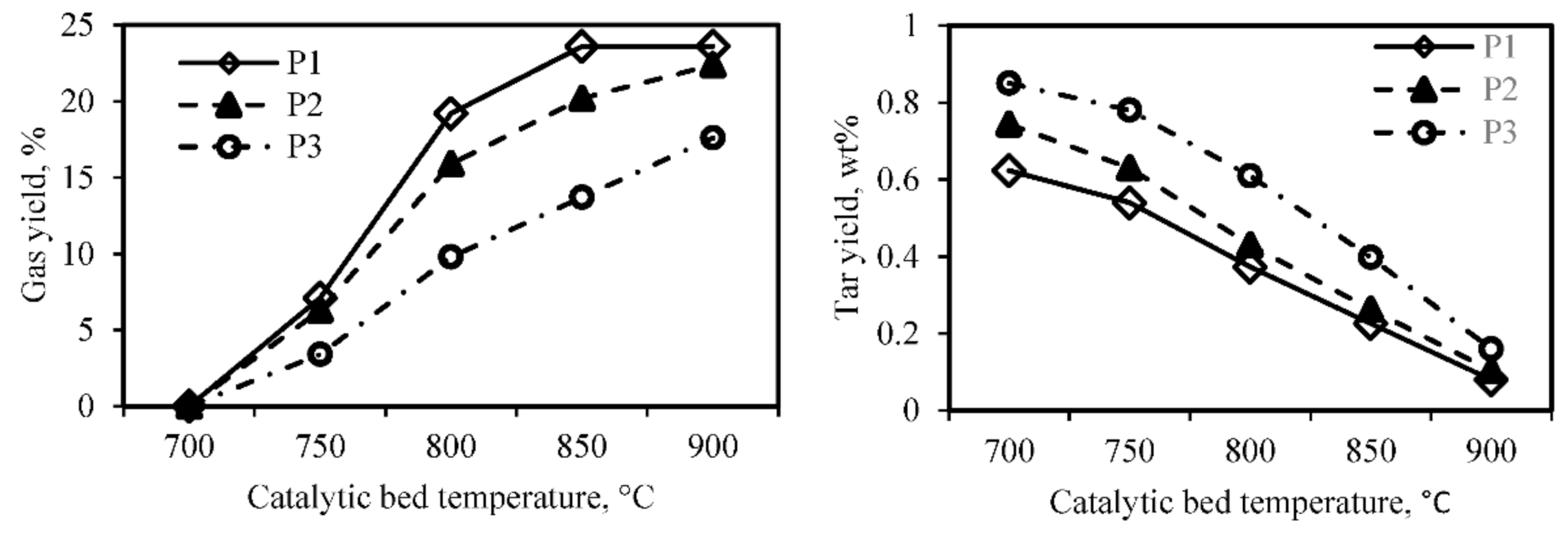
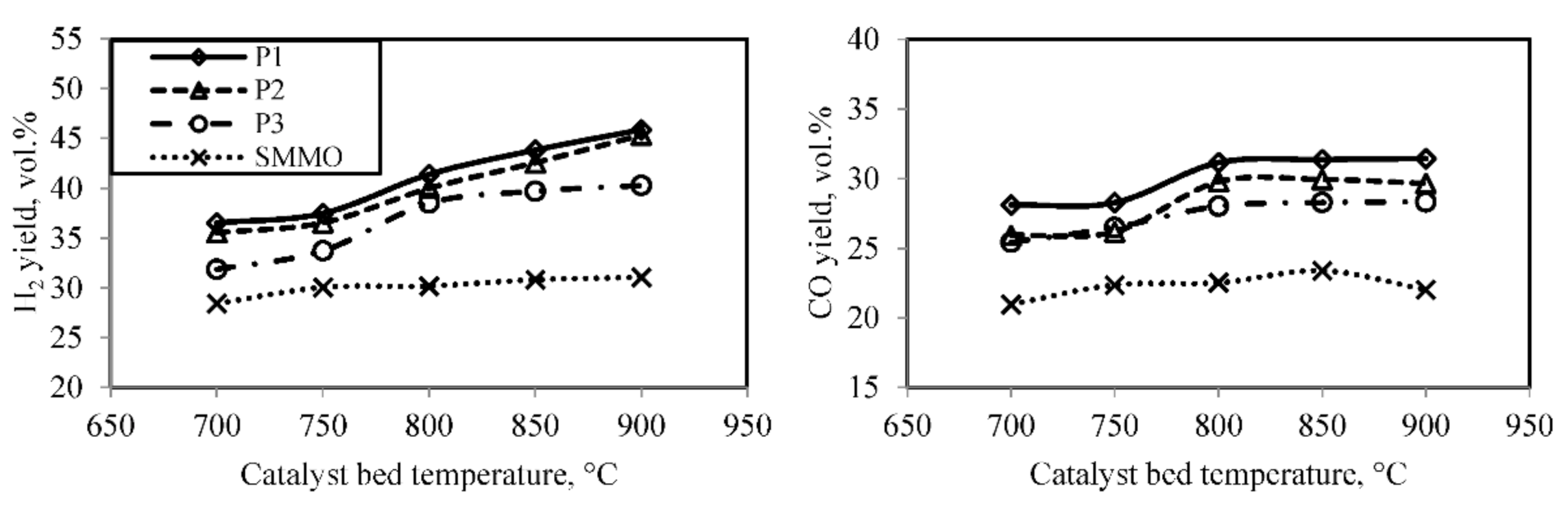
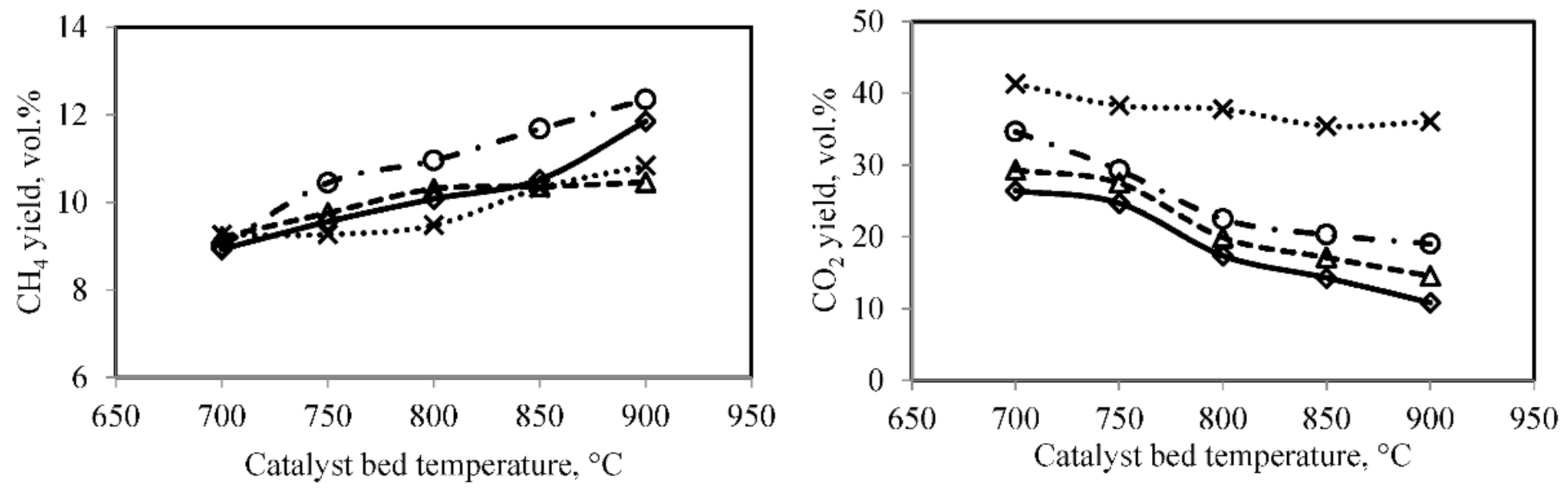
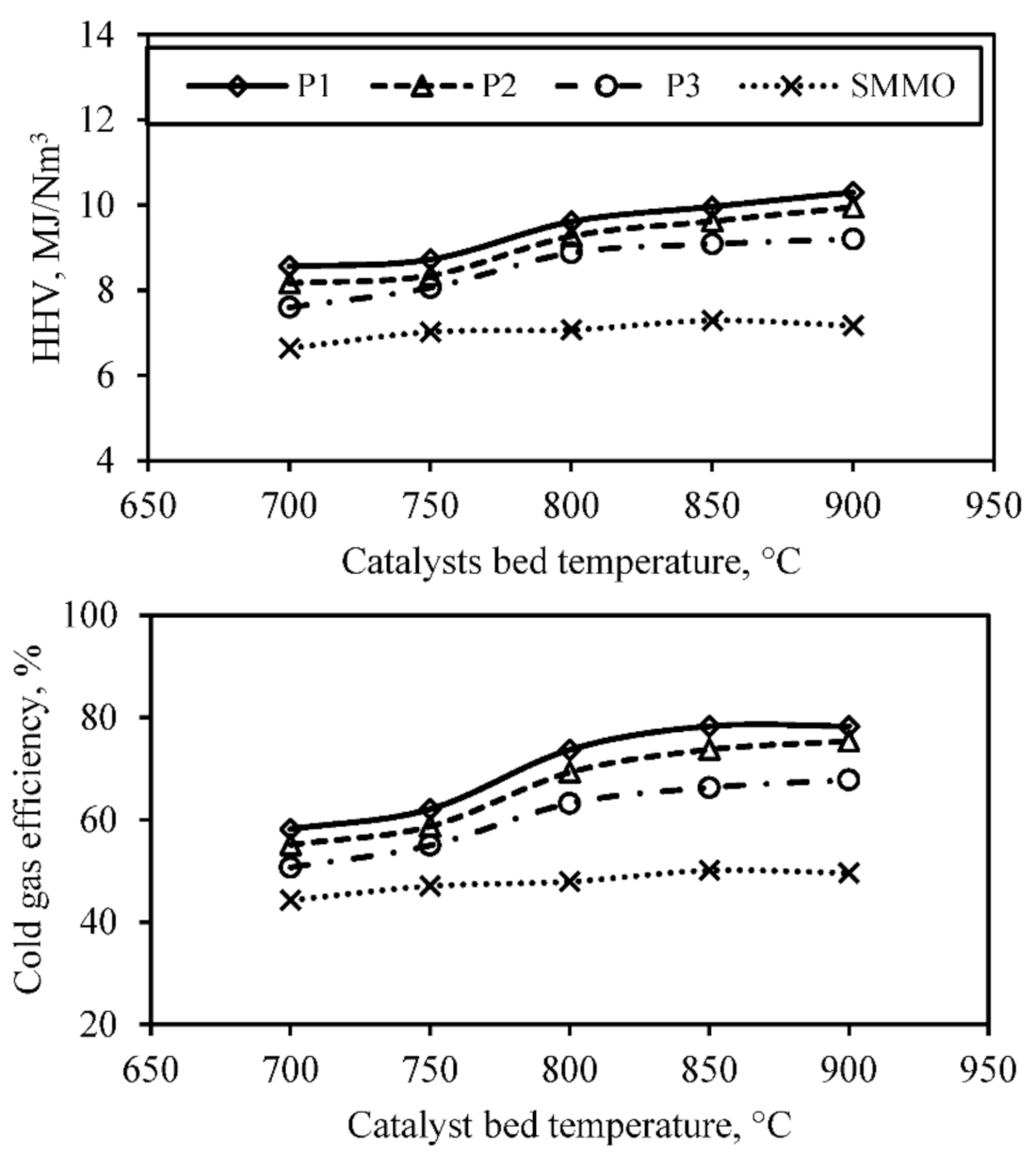
3.2. The Influence of Secondary Dolomite Catalysts on Gasification Performance
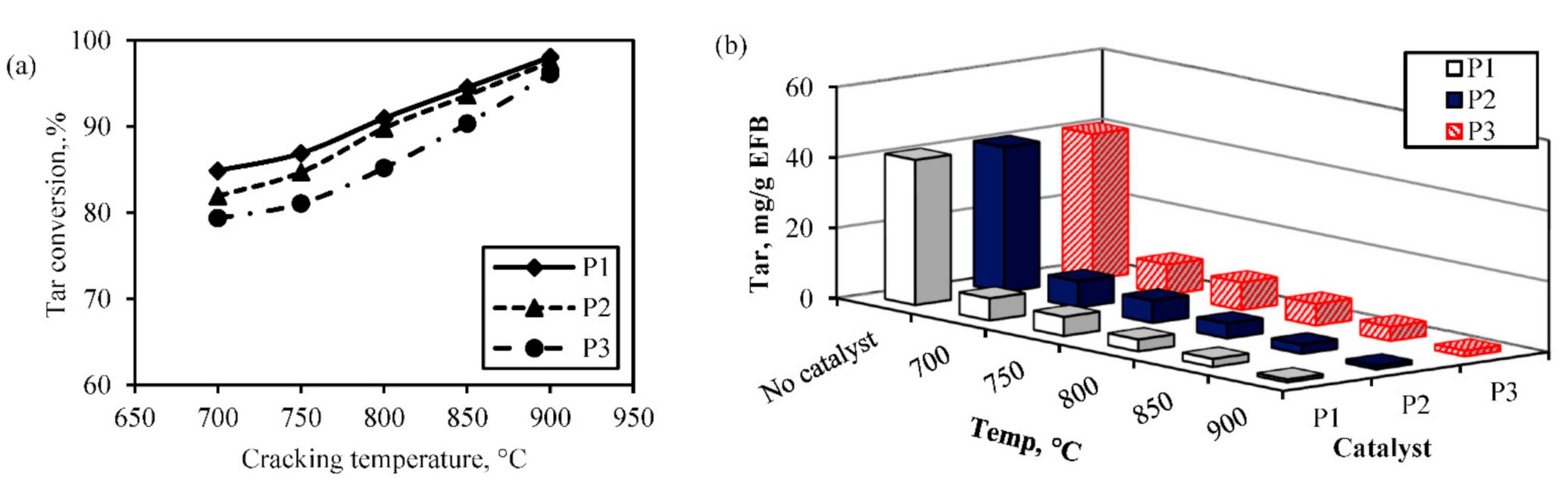
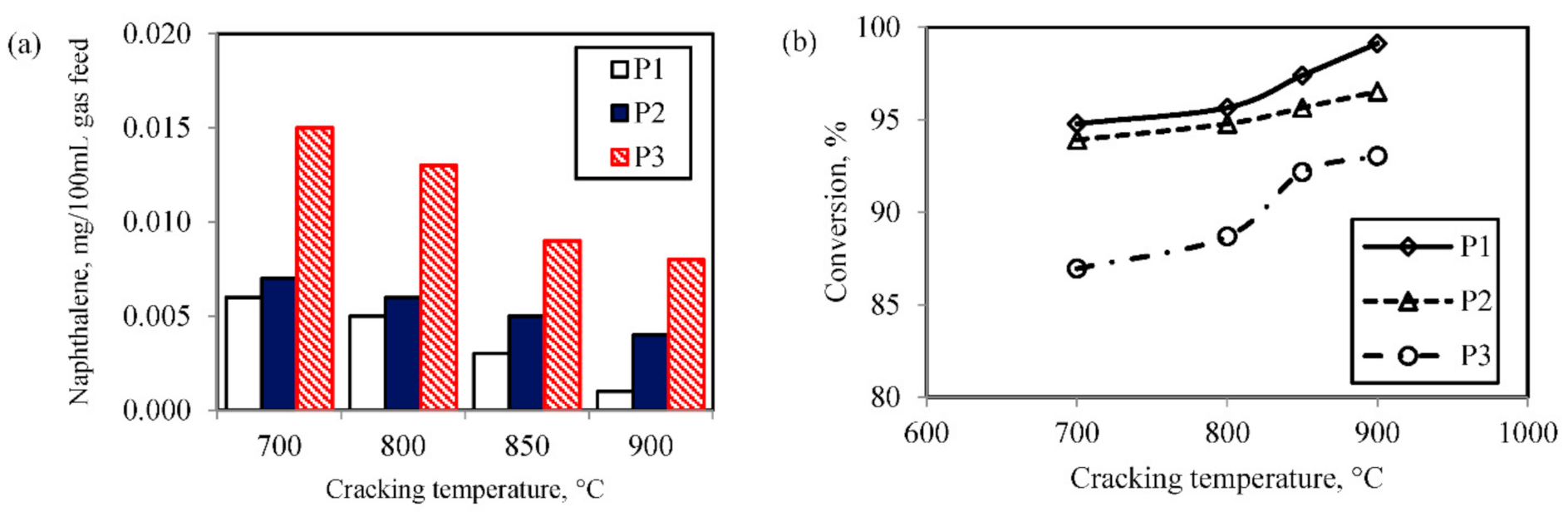
3.3. The Influence of the Secondary Catalyst on Tar Cracking and Conversion Efficiency
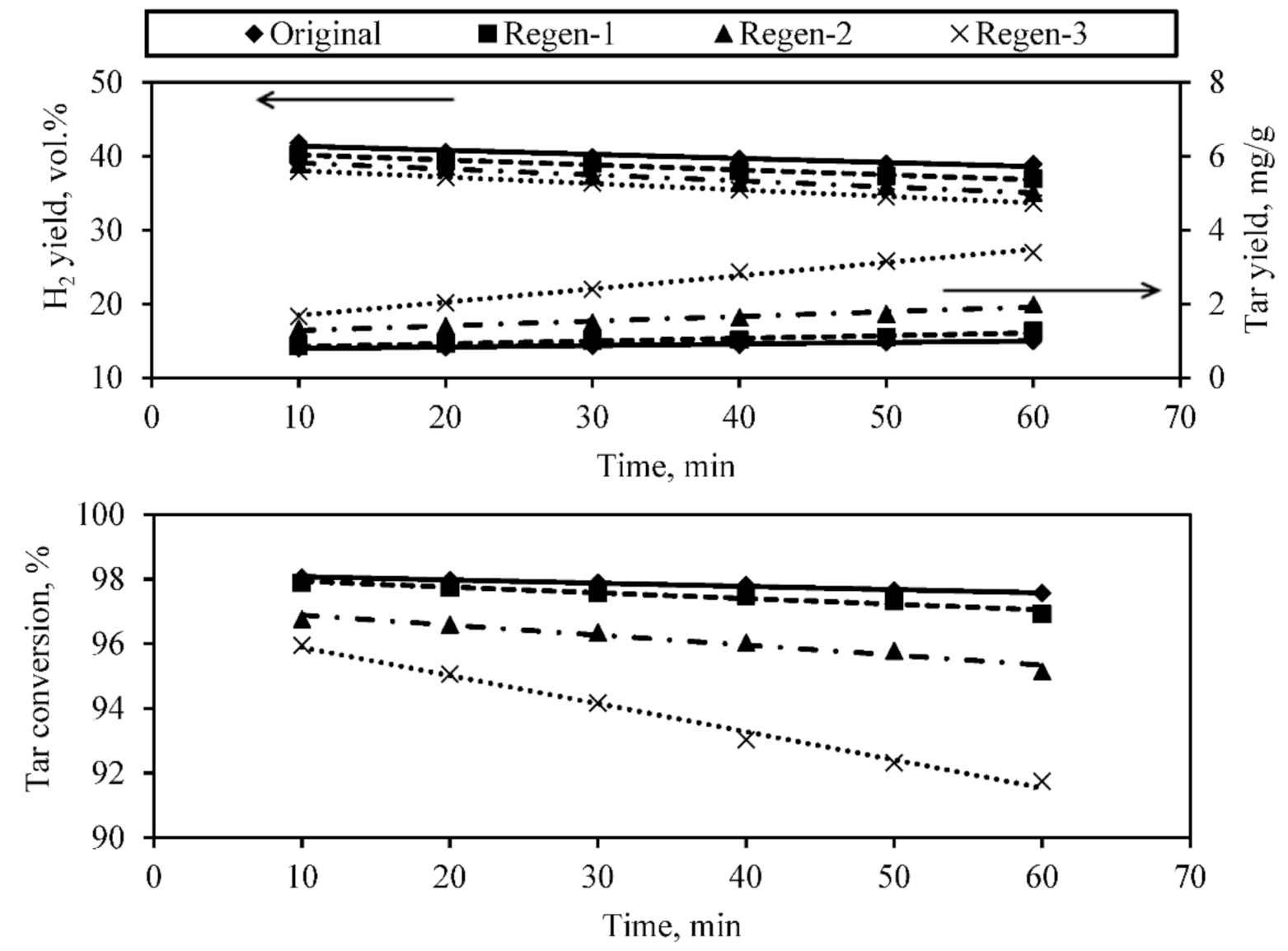
3.4. Dolomite Deactivation-Regeneration
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Y.H.; Chen, H.H. Analysis of syngas production rate in empty fruit bunch steam gasification with varying control factors. Int. J. Hydrogen Energy 2018, 43, 667–675. [Google Scholar] [CrossRef]
- González-Vázquez, M.P.; García, R.; Gil, M.V.; Pevida, C.; Rubiera, F. Comparison of the gasification performance of multiple biomass types in a bubbling fluidized bed. Energy Convers. Manag. 2018, 176, 309–323. [Google Scholar] [CrossRef]
- Cheng, Y.W.; Lee, Z.S.; Chong, C.C.; Khan, M.R.; Cheng, C.K.; Ng, K.H.; Hossain, S.S. Hydrogen-rich syngas production via steam reforming of palm oil mill effluent (POME) A thermodynamics analysis. Int. J. Hydrogen Energy 2019, 44, 20711–20724. [Google Scholar] [CrossRef]
- Łukajtis, R.; Hołowacz, I.; Kucharska, K.; Glinka, M.; Rybarczyk, P.; Przyjazny, A.; Kamiński, M. Hydrogen production from biomass using dark fermentation. Renew. Sustain. Energy Rev. 2018, 91, 665–694. [Google Scholar] [CrossRef]
- Shahbaz, M.; Taqvi, S.A.; Loy, A.C.; Inayat, A.; Uddin, F.; Bokhari, A.; Naqvi, S.R. Artificial neural network approach for the steam gasification of palm oil waste using bottom ash and CaO. Renew. Energy 2019, 132, 243–254. [Google Scholar] [CrossRef]
- Karapekmez, A.; Dincer, I. Modelling of hydrogen production from hydrogen sulfide in geothermal power plants. Int. J. Hydrogen Energy 2018, 43, 10569–10579. [Google Scholar] [CrossRef]
- Mohammed, M.A.A.; Salmiaton, A.; Wan Azlina, W.A.K.G.; Mohammad Amran, M.S.; Fakhru’L-Razi, A. Air gasification of empty fruit bunch for hydrogen-rich gas production in a fluidized-bed reactor. Energy Convers. Manag. 2011, 52, 1555–1561. [Google Scholar] [CrossRef]
- Arifin, N.A.; Shamsuddin, A.H.; Steinberger-Wilckens, R. Evaluating the Drop of Electrochemical Performance of Ni/YSZ and Ni/ScSZ SOFCs Operated with Dry Biogas. Int. J. Energy Res. 2020. [Google Scholar] [CrossRef]
- Aydin, E.S.; Yucel, O.; Sadikoglu, H. Numerical and experimental investigation of hydrogen-rich syngas production via biomass gasification. Int. J. Hydrogen Energy 2018, 43, 1105–1115. [Google Scholar] [CrossRef]
- Tian, Y.; Zhou, X.; Lin, S.; Ji, X.; Bai, J.; Xu, M. Syngas production from air-steam gasification of biomass with natural catalysts. Sci. Total Environ. 2018, 645, 518–523. [Google Scholar] [CrossRef]
- Gu, H.; Tang, Y.; Yao, J.; Chen, F. Study on biomass gasification under various operating conditions. J. Energy Inst. 2018. [Google Scholar] [CrossRef]
- Mohammed, M.A.A.; Salmiaton, A.; Azlina, W.A.K.G.W.; Amran, M.S.M.; Fakhru, A.; Taufiq-yap, Y.H. Hydrogen rich gas from oil palm biomass as a potential source of renewable energy in Malaysia. Renew. Sustain. Energy Rev. 2011, 15, 1258–1270. [Google Scholar] [CrossRef]
- Sayer, J.; Ghazoul, J.; Nelson, P.; Klintuni Boedhihartono, A. Oil palm expansion transforms tropical landscapes and livelihoods. Global Food Secur. 2012, 1, 114–119. [Google Scholar] [CrossRef]
- Yusoff, M.H.; Ayoub, M.; Jusoh, N.; Abdullah, A.Z. The Challenges of a Biodiesel Implementation Program in Malaysia. Processes 2020, 8, 1244. [Google Scholar] [CrossRef]
- Kushairi, A.; Ong-Abdullah, M.; Nambiappan, B.; Hishamuddin, E.; Bidin MN, I.Z.; Ghazali, R.; Subramaniam, V.; Sundram, S.; Parveez GK, A. Oil palm economic performance in Malaysia and R&D progress in 2018. J. Oil Palm Res. 2019, 31, 165–194. [Google Scholar] [CrossRef]
- Abdulrazik, A.; Elsholkami, M.; Elkamel, A.; Simon, L. Multi-products productions from Malaysian oil palm empty fruit bunch (EFB): Analyzing economic potentials from the optimal biomass supply chain. J. Clean Prod. 2017, 168, 131–148. [Google Scholar] [CrossRef] [Green Version]
- Awalludin, M.F.; Sulaiman, O.; Hashim, R.; Nadhari WN, A.W. An overview of the oil palm industry in Malaysia and its waste utilization through thermochemical conversion, specifically via liquefaction. Renew. Sustain. Energy Rev. 2015, 50, 1469. [Google Scholar] [CrossRef]
- Chin, M. Biofuels in Malaysia: An Analysis of the Legal and Institutional Framework. Working Paper 64; CIFOR: Bogor, Indonesia, 2011. [Google Scholar] [CrossRef] [Green Version]
- Mutlu, A.Y.; Yucel, O. An artificial intelligence based approach to predicting syngas composition for downdraft biomass gasification. Energy 2018, 165, 895–901. [Google Scholar] [CrossRef]
- Motta, I.L.; Miranda, N.T.; Maciel Filho, R.; Wolf Maciel, M.R. Biomass gasification in fluidized beds: A review of biomass moisture content and operating pressure effects. Renew. Sustain. Energy Rev. 2018, 94, 998–1023. [Google Scholar] [CrossRef]
- Salam, M.A.; Ahmed, K.; Akter, N.; Hossain, T.; Abdullah, B. A review of hydrogen production via biomass gasification and its prospect in Bangladesh. Int. J. Hydrogen Energy 2018, 43, 14944–14973. [Google Scholar] [CrossRef]
- Salkuyeh, Y.K.; Saville, B.A.; MacLean, H.L. Techno-economic analysis and life cycle assessment of hydrogen production from different biomass gasification processes. Int. J. Hydrogen Energy 2018, 43, 9514–9528. [Google Scholar] [CrossRef]
- Shen, Y.; Liu, Y.; Yu, H. Enhancement of the quality of syngas from catalytic steam gasification of biomass by the addition of methane / model biogas. Int. J. Hydrogen Energy 2018, 43, 20428–20437. [Google Scholar] [CrossRef]
- Wu, Y.; Liao, Y.; Liu, G.; Ma, X. Syngas production by chemical looping gasification of biomass with steam and CaO additive. Int. J. Hydrogen Energy 2018, 3, 1–9. [Google Scholar] [CrossRef]
- Mohammed MA, A.; Shafizah, I.N.; Salmiaton, A.; Wan Azlina WA, K.G.; Taufiq-Yap, Y.H. The Evaluation on Three Types of Malaysian Dolomites as a Primary Catalyst in Gasification Reaction of EFB and Tar Cracking Efficiency. Front. Energy Res. 2020, 8. [Google Scholar] [CrossRef]
- Hafriz, R.S.R.M.; Salmiaton, A.; Yunus, R.; Taufiq-Yap, Y.H. Green Biofuel Production via Catalytic Pyrolysis of Waste Cooking Oil using Malaysian Dolomite Catalyst. Bull. Chem. React. Eng. Catal. 2018, 13, 489–501. [Google Scholar] [CrossRef] [Green Version]
- Waheed, Q.M.K.; Wu, C.; Williams, P.T. Pyrolysis/reforming of rice husks with a Ni e dolomite catalyst: Influence of process conditions on syngas and hydrogen yield. J. Energy Inst. 2016, 89, 657–667. [Google Scholar] [CrossRef]
- Quitete, C.P.B.; Souza, M.M.V.M. Application of Brazilian dolomites and mixed oxides as catalysts in tar removal system. Appl. Catal. A Gen. 2017, 536, 1–8. [Google Scholar] [CrossRef]
- Mohammed, M.A.A.; Salmiaton, A.; Wan Azlina, W.A.K.G.; Mohamad Amran, M.S.; Taufiq-Yap, Y.H. Preparation and Characterization of Malaysian Dolomites as a Tar Cracking Catalyst in Biomass Gasification Process. J. Energy 2013, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Othman, N.F.; Bosrooh, M.H. Catalytic Adaro Coal Gasification Using Dolomite and Nickel as Catalysts. Procedia Eng. 2016, 148, 308–313. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, L.; Yang, Z.; He, Z. An experiment study of biomass steam gasification over NiO/Dolomite for hydrogen-rich gas production. Int. J. Hydrogen Energy 2017, 42, 76–85. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| P1 | P2 | P3 | |
|---|---|---|---|
| Chemical composition (%) | |||
| CaO | 30.0 | 32.0 | 23.0 |
| MgO | 21.0 | 21.0 | 17.0 |
| SiO2 | 0.07 | 0.09 | 15.37 |
| Al2O3 | 0.04 | 0.08 | 1.69 |
| Fe2O3 | 0.07 | 0.12 | 0.51 |
| Pore characteristics | |||
| BET surface area (m2/g) | 15.25 | 16.85 | 6.16 |
| Pore volume (cm3/g) | 0.32 | 0.104 | 0.09 |
| Average pore diameter (Å) | 416 | 233 | 215 |
| Catalyst | Without Catalyst [29] | Primary Catalyst [25] | Secondary Catalyst (Present Work) | ||
|---|---|---|---|---|---|
| P1 | P1 | P2 | P3 | ||
| Gasifier Temperature (°C) | 850 | 850 | 850 | 850 | 850 |
| ER | 0.25 | 0.25 | 0.25 | 0.25 | 0.25 |
| EFB Particle size (mm) | 0.3–0.5 | 0.3–0.5 | 0.3–0.5 | 0.3–0.5 | 0.3–0.5 |
| Temperature catalyst bed (°C) | 900 | 900 | 900 | 900 | 900 |
| Gas yield (Nm3/kg) | 1.46 | 1.57 | 1.75 | 1.71 | 1.65 |
| Tar yield (mg/g) | 41.20 | 8.80 | 0.08 | 0.10 | 0.16 |
| Gas composition (vol.%) | |||||
| H2 | 27.31 | 36.87 | 45.88 | 45.35 | 40.29 |
| CO | 33.08 | 36.56 | 31.45 | 29.66 | 28.33 |
| CH4 | 13.79 | 16.62 | 11.85 | 10.46 | 12.35 |
| CO2 | 25.63 | 9.93 | 10.82 | 14.53 | 19.03 |
| Gas HHV (MJ/Nm3) | 8.20 | 9.96 | 10.30 | 9.95 | 9.20 |
| Hydrogen yield (g H2/kg EFB) | 21.55 | 31.10 | 37.70 | 37.26 | 32.80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Obaidi, M.M.A.; Ishak, N.S.; Ali, S.; Arifin, N.A.; Raja Shahruzzaman, R.M.H.; Wan Abdul Karim Ghani, W.A.; Yun Hin, T.-Y.; Shamsuddin, A.H. H2-Rich and Tar-Free Downstream Gasification Reaction of EFB by Using the Malaysian Dolomite as a Secondary Catalyst. Catalysts 2021, 11, 447. https://doi.org/10.3390/catal11040447
Al-Obaidi MMA, Ishak NS, Ali S, Arifin NA, Raja Shahruzzaman RMH, Wan Abdul Karim Ghani WA, Yun Hin T-Y, Shamsuddin AH. H2-Rich and Tar-Free Downstream Gasification Reaction of EFB by Using the Malaysian Dolomite as a Secondary Catalyst. Catalysts. 2021; 11(4):447. https://doi.org/10.3390/catal11040447
Chicago/Turabian StyleAl-Obaidi, Mohammed Mahmoud Ahmad, Nor Shafizah Ishak, Salmiaton Ali, Nor Anisa Arifin, Raja Mohamad Hafriz Raja Shahruzzaman, Wan Azlina Wan Abdul Karim Ghani, Taufiq-Yap Yun Hin, and Abdul Halim Shamsuddin. 2021. "H2-Rich and Tar-Free Downstream Gasification Reaction of EFB by Using the Malaysian Dolomite as a Secondary Catalyst" Catalysts 11, no. 4: 447. https://doi.org/10.3390/catal11040447