
Dry Sliding Behavior and Particulate Emissions of a SiC-graphite Composite Friction Material Paired with HVOF-Coated Counterface


Abstract
:1. Introduction
2. Materials and Methods
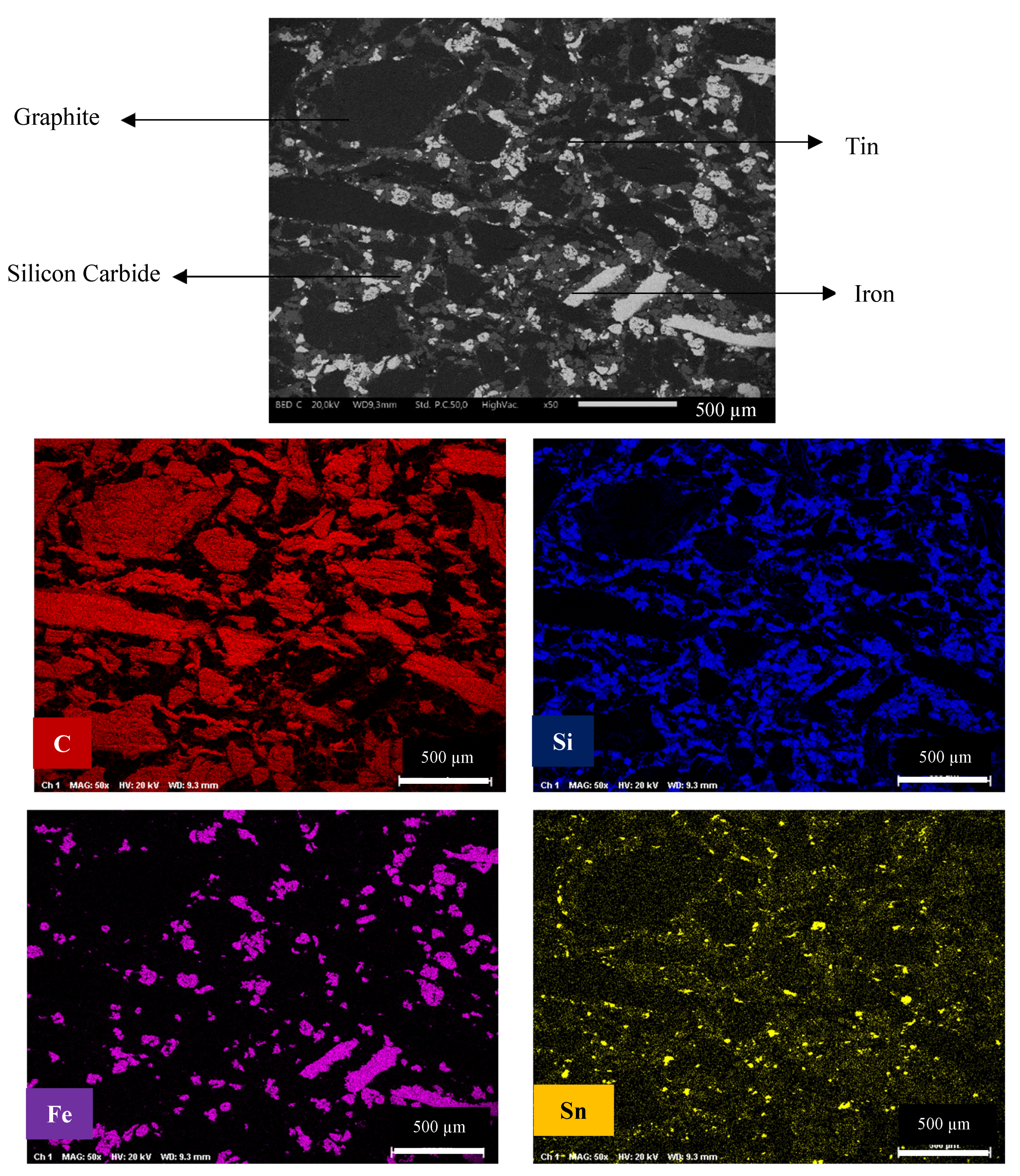
2.1. Materials
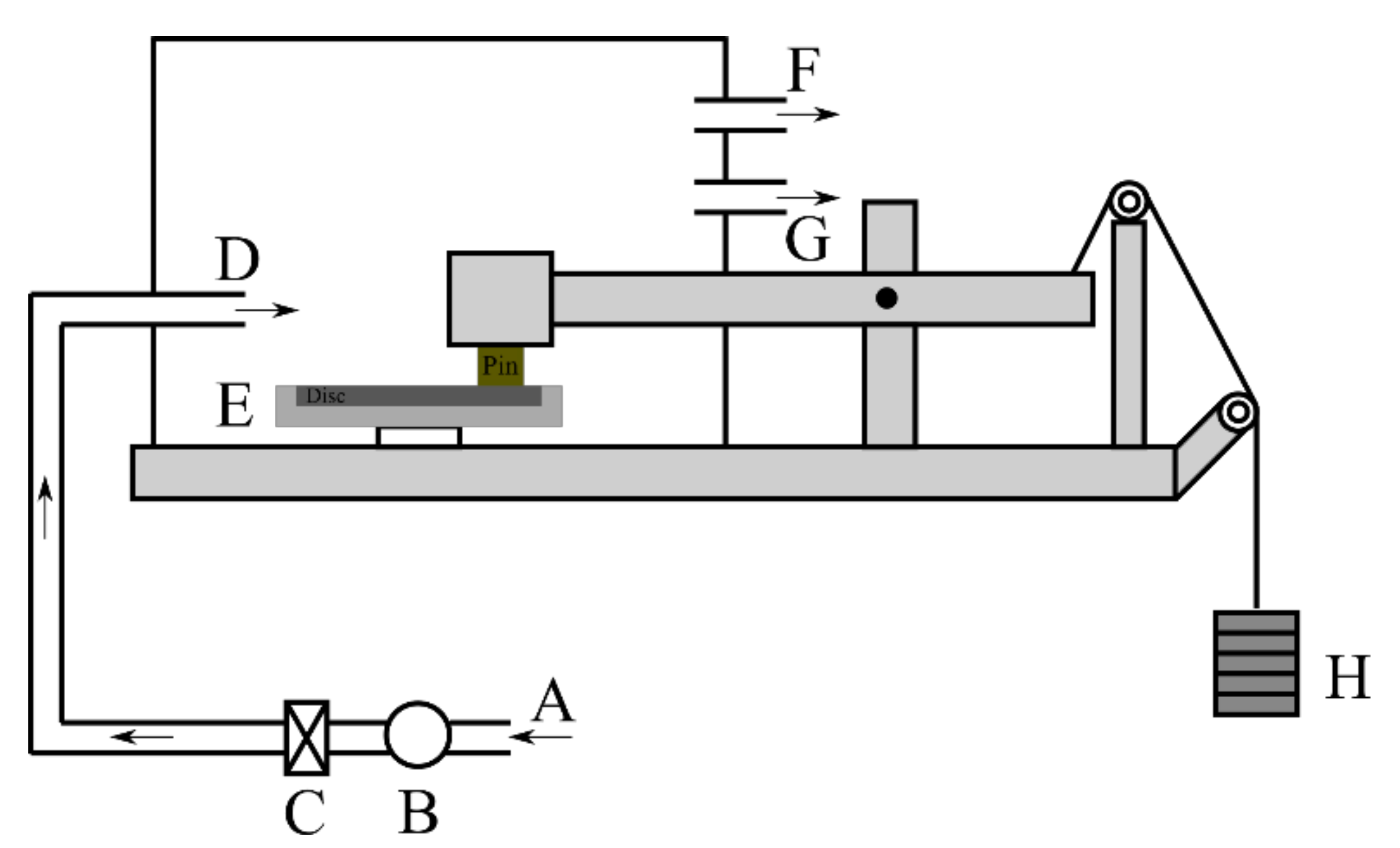
2.2. Pin-on-Disc Testing and Emitted PM Collection
2.3. Sample Preparation of PM for SEM and TEM Analysis
2.4. Characterization of Worn Surfaces
3. Results
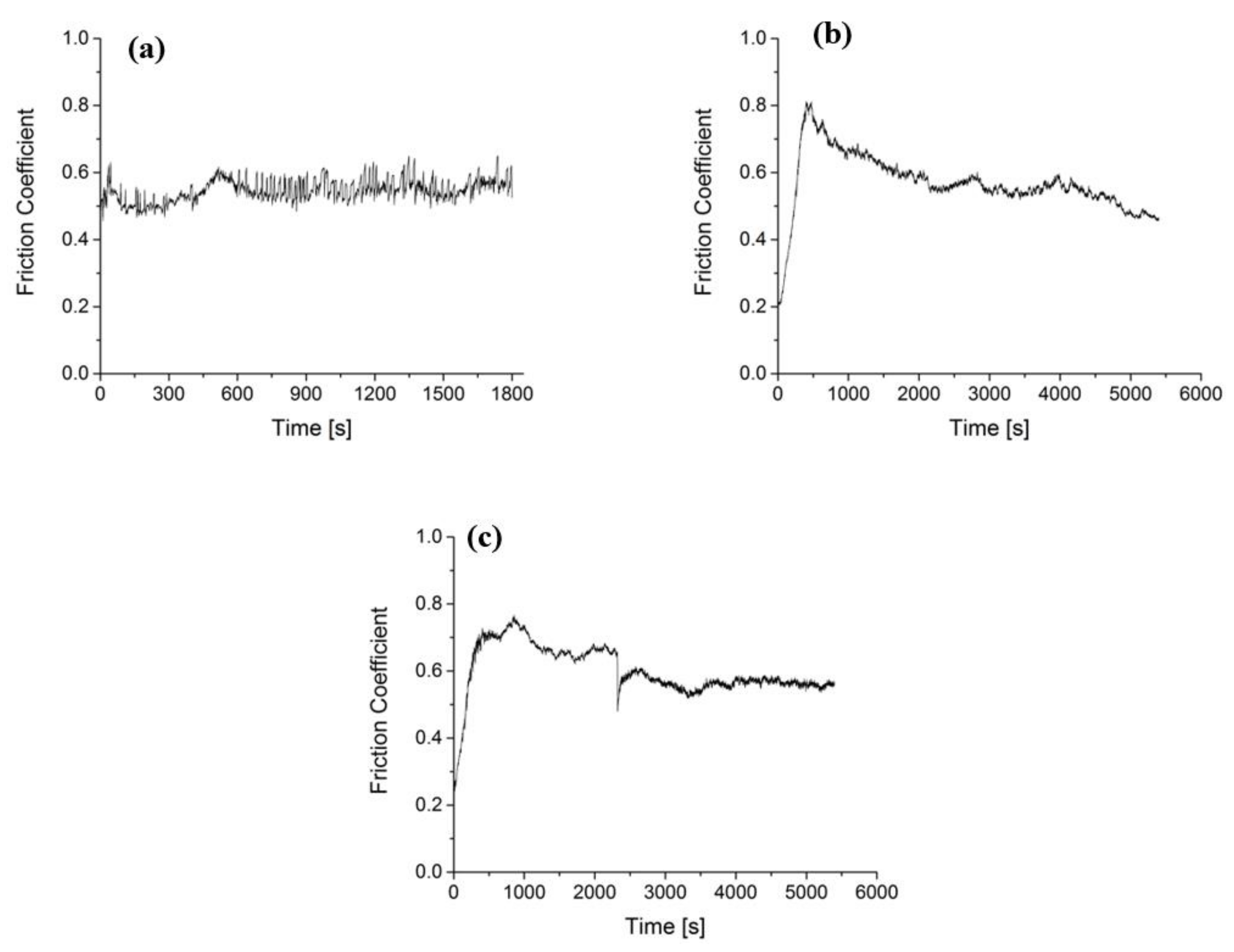
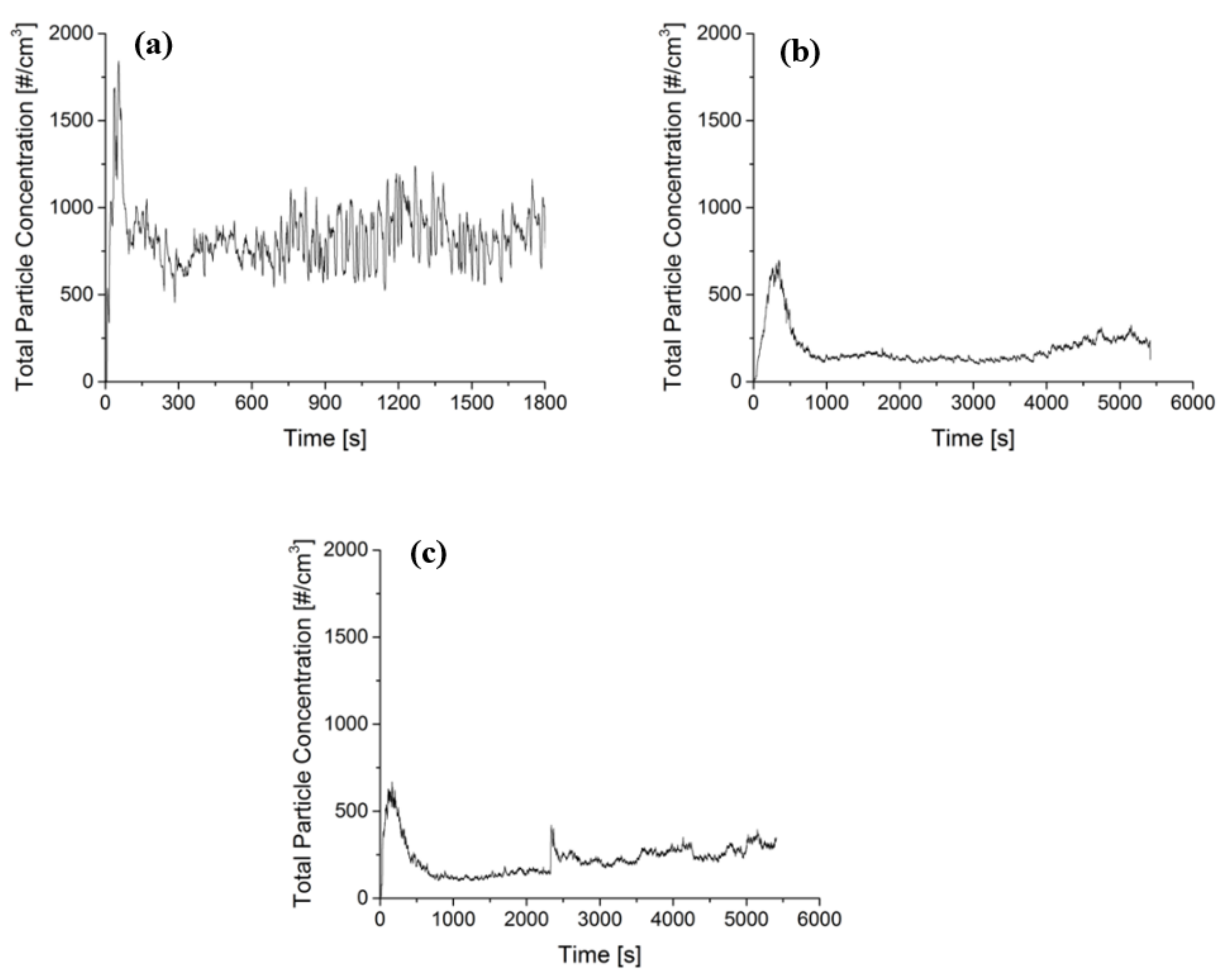
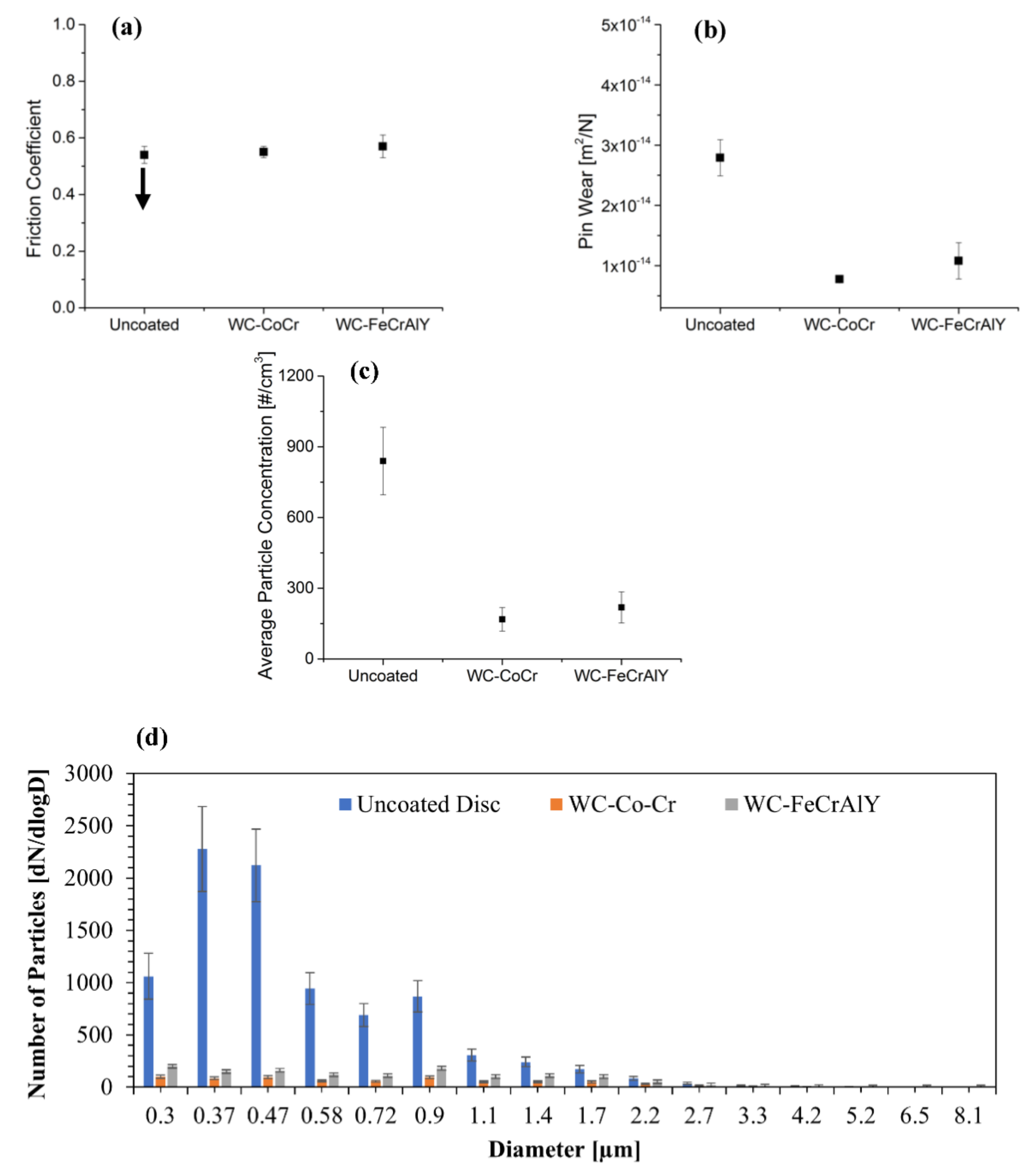
3.1. Friction, Wear, and Emission Trends
3.2. Analysis of Worn Pin Surface
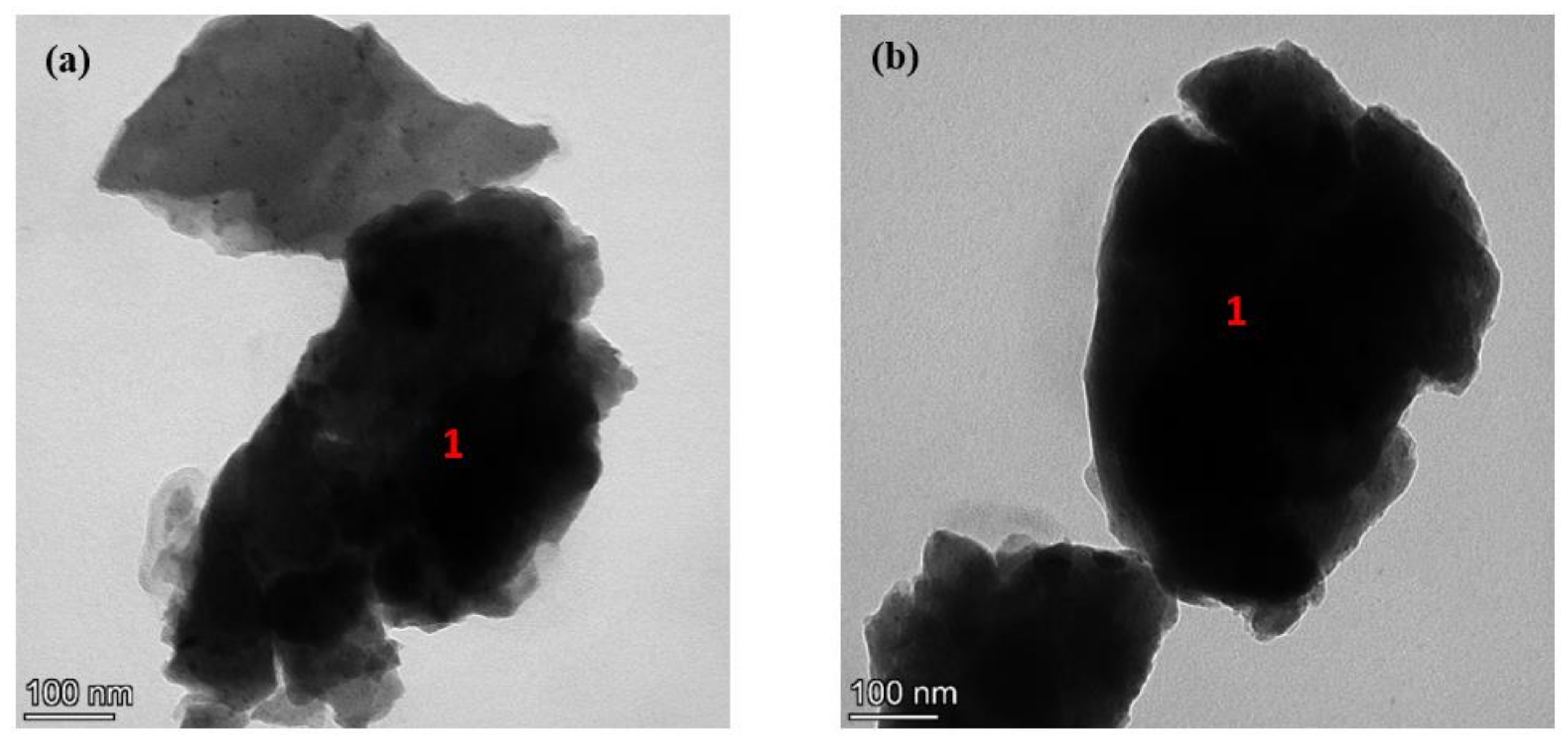
3.3. Analysis of Collected PM
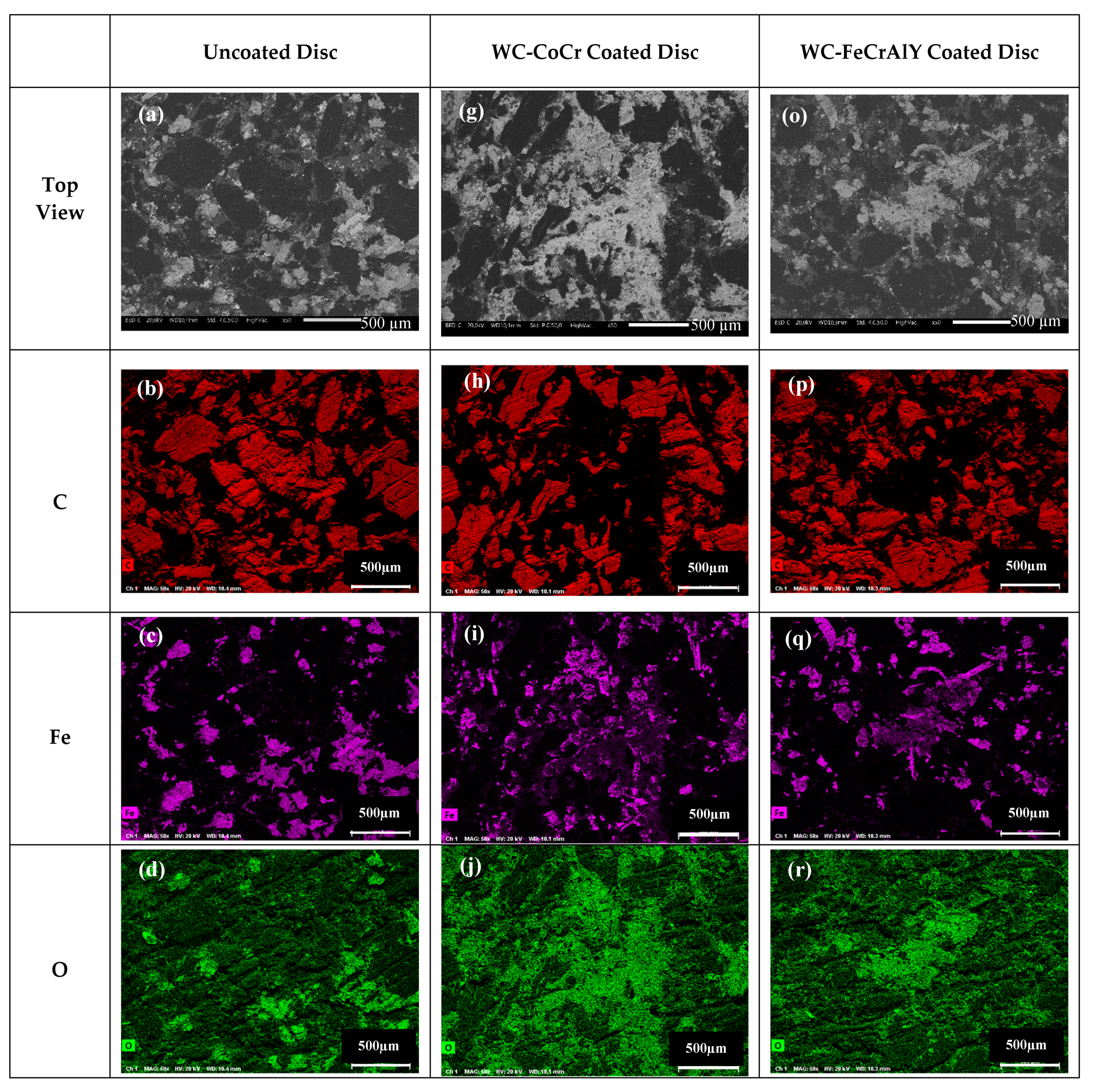
3.4. Analysis of the Worn Disc Surface
4. Discussion
4.1. Coefficient of Friction
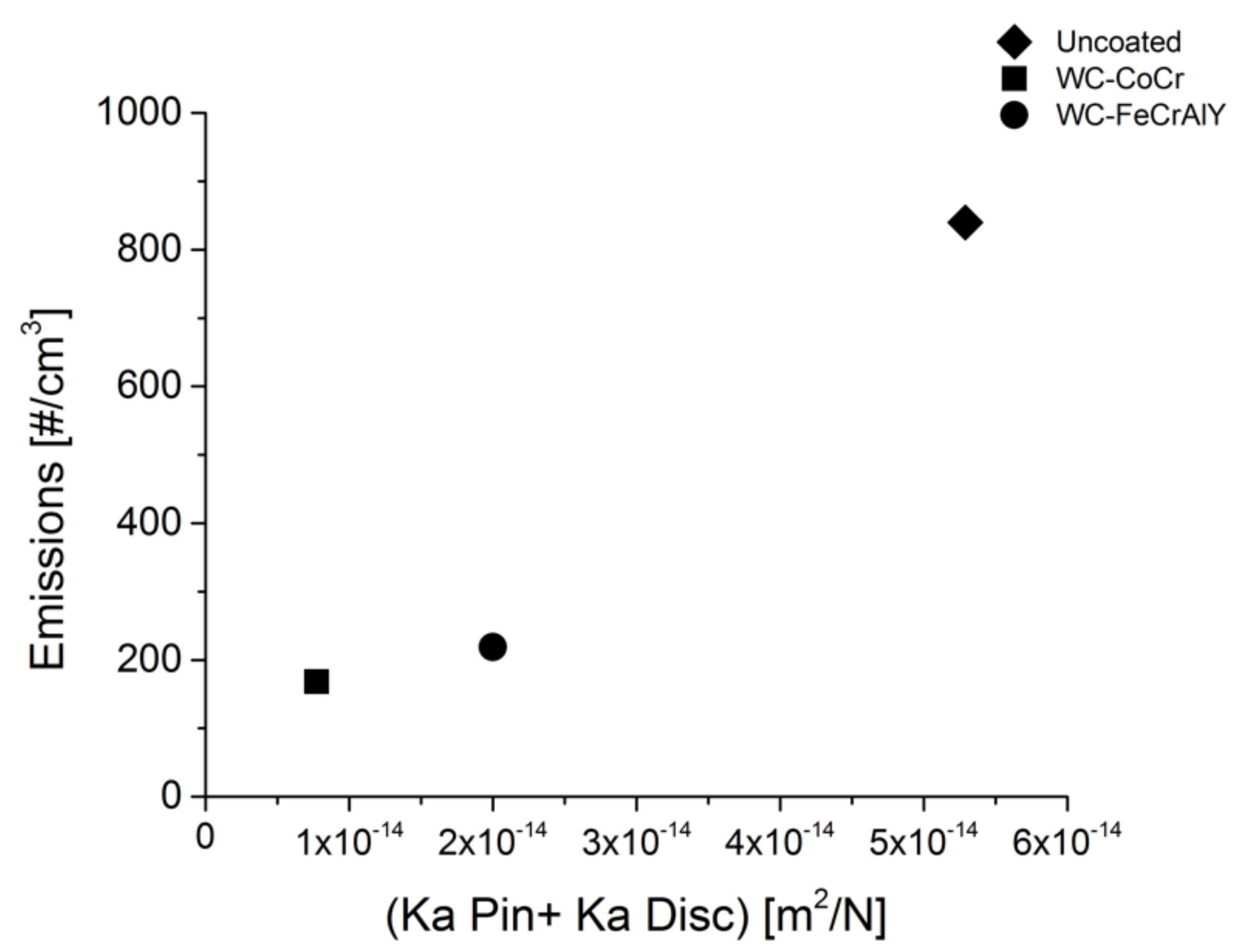
4.2. Wear and Emission Trends and Magnitude and Their Relationship
5. Conclusions
- The tests with the uncoated martensitic stainless steel exhibited considerable fluctuations in the CoF. This was attributed to the constant formation and disruption of the friction layer due to the predominantly brittle nature of the pin constituents. The continuous disruption of the friction layer also resulted in elevated wear and system emissions.
- Due to the high hardness of the coatings, the coated discs exhibited very low/negligible wear. The excellent adhesion of WC with the Fe on the pin surface led to the formation of a compact and extended friction layer, which was difficult to disrupt. Additionally, the pores/valleys on the coating surface accommodated a sustained friction layer. The extended presence of the friction layer led to low pin wear and emissions when compared to the uncoated disc.
- The origin of the emitted particles from the periodic disruption of the friction layer was proven based on the analytical data, demonstrating the compatibility of the composition of the collected PM with that of the friction layer forming on the pin surface.
- Keeping in mind the tribological behavior, as well as concerns towards the protection of the environment, the pairing with the WC-FeCrAlY coating was the most suitable alternative for high intensity braking applications, as it provided comparable wear characteristics as the WC-CoCr coating and very low pin wear and emissions when compared to the uncoated discs. Furthermore, the absence of harmful agents such as Co (unlike WC-CoCr coating) ensures the required environmental friendliness in the pairings for braking applications, which are being actively sought after. This observation calls for further study and analysis through specific dynamometric bench tests to obtain additional data regarding the braking behavior of the most promising friction couple (with WC-FeCrAlY coating).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Menapace, C.; Mancini, A.; Federici, M.; Straffelini, G.; Gialanella, S. Characterization of airborne wear debris produced by brake pads pressed against HVOF-coated discs. Friction 2019, 8, 421–432. [Google Scholar] [CrossRef] [Green Version]
- Grigoratos, T.; Martini, G. Brake wear particle emissions: A review. Environ. Sci. Pollut. Res. 2014, 22, 2491–2504. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alemani, M.; Wahlström, J.; Olofsson, U. On the influence of car brake system parameters on particulate matter emissions. Wear 2018, 396–397, 67–74. [Google Scholar] [CrossRef]
- Verma, P.C.; Menapace, L.; Bonfanti, A.; Ciudin, R.; Gialanella, S.; Straffelini, G. Braking pad-disc system: Wear mechanisms and formation of wear fragments. Wear 2014, 322–323, 251–258. [Google Scholar] [CrossRef]
- Nosko, O.; Olofsson, U. Quantification of ultrafine airborne particulate matter generated by the wear of car brake materials. Wear 2017, 374–375, 92–96. [Google Scholar] [CrossRef]
- Westerlund, K.G.; Johansson, C. Emissions of metals and particulate matter due to wear of brake linings in Stockholm. Adv. Air Pollut. 2002, 11, 793–802. [Google Scholar] [CrossRef]
- Garg, B.D.; Cadle, S.H.; Mulawa, P.A.; Groblicki, P.J.; Laroo, C.; Parr, G.A. Brake Wear Particulate Matter Emissions. Environ. Sci. Technol. 2000, 34, 4463–4469. [Google Scholar] [CrossRef]
- Straffelini, G.; Gialanella, S. Airborne particulate matter from brake systems: An assessment of the relevant tribological formation mechanisms. Wear 2021, 478–479, 203883. [Google Scholar] [CrossRef]
- Verma, P.C.; Alemani, M.; Gialanella, S.; Lutterotti, L.; Olofsson, U.; Straffelini, G. Wear debris from brake system materials: A multi-analytical characterization approach. Tribol. Int. 2015, 94, 249–259. [Google Scholar] [CrossRef]
- Hagino, H.; Oyama, M.; Sasaki, S. Airborne brake wear particle emission due to braking and accelerating. Wear 2015, 334–335, 44–48. [Google Scholar] [CrossRef]
- Tarasiuk, W.; Golak, K.; Tsybrii, Y.; Nosko, O. Correlations between the wear of car brake friction materials and airborne wear particle emissions. Wear 2020, 456–457, 203361. [Google Scholar] [CrossRef]
- Song, W.; Park, J.; Choi, J.; Lee, J.J.; Jang, H. Effects of reinforcing fibers on airborne particle emissions from brake pads. Wear 2021, 484–485, 203996. [Google Scholar] [CrossRef]
- Nogueira, A.P.G.; Carlevaris, D.; Menapace, C.; Straffelini, G. Tribological and Emission Behavior of Novel Friction Materials. Atmosphere 2020, 11, 1050. [Google Scholar] [CrossRef]
- Hulskotte, J.H.J.; Roskam, G.D.; van der Gon, H.A.C.D. Elemental composition of current automotive braking materials and derived air emission factors. Atmos. Environ. 2014, 99, 436–445. [Google Scholar] [CrossRef]
- Pulsford, J.; Venturi, F.; Pala, Z.; Kamnis, S.; Hussain, T. Application of HVOF WC-Co-Cr coatings on the internal surface of small cylinders: Effect of internal diameter on the wear resistance. Wear 2019, 432–433, 202965. [Google Scholar] [CrossRef]
- Federici, M.; Menapace, C.; Moscatelli, A.; Gialanella, S.; Straffelini, G. Effect of roughness on the wear behavior of HVOF coatings dry sliding against a friction material. Wear 2016, 368–369, 326–334. [Google Scholar] [CrossRef]
- Voyer, J.; Marple, B.R. Sliding wear behavior of high velocity oxy-fuel and high power plasma spray-processed tungsten carbide-based cermet coatings. Wear 1999, 225–229, 135–145. [Google Scholar] [CrossRef]
- Thakur, L.; Arora, N.; Jayaganthan, R.; Sood, R. An investigation on erosion behavior of HVOF sprayed WC–CoCr coatings. Appl. Surf. Sci. 2011, 258, 1225–1234. [Google Scholar] [CrossRef]
- Lee, C.W.; Han, J.H.; Yoon, J.; Shin, M.C.; Kwun, S.I. A study on powder mixing for high fracture toughness and wear resistance of WC–Co–Cr coatings sprayed by HVOF. Surf. Coat. Technol. 2010, 204, 2223–2229. [Google Scholar] [CrossRef]
- Picas, J.A.; Punset, M.; Baile, M.T.; Martín, E.; Forn, A. Properties of WC-CoCr Based Coatings Deposited by Different HVOF Thermal Spray Processes. Plasma Process. Polym. 2009, 6, S948–S953. [Google Scholar] [CrossRef]
- Jayashree, P.; Turani, S.; Straffelini, G. Dry sliding behavior of HVOF WC-CoCr coated counterface against Cu-Sn and SiC-graphite composite materials. Surf. Coat. Technol. 2020, 397, 125977. [Google Scholar] [CrossRef]
- Prabhu, T.R.; Varma, V.K.; Vedantam, S. Effect of SiC volume fraction and size on dry sliding wear of Fe/SiC/graphite hybrid composites for high sliding speed applications. Wear 2014, 309, 1–10. [Google Scholar] [CrossRef]
- Federici, M.; Menapace, C.; Mancini, A.; Straffelini, G.; Gialanella, S. Pin-on-disc study of dry sliding behavior of Co-free HVOF-coated disc tested against different friction materials. Friction 2021, 9, 1242–1258. [Google Scholar] [CrossRef]
- Berger, L.-M. Application of hardmetals as thermal spray coatings. Int. J. Refract. Met. Hard Mater. 2015, 49, 350–364. [Google Scholar] [CrossRef]
- Ghabchi, A.; Sampath, S.; Holmberg, K.; Varis, T. Damage mechanisms and cracking behavior of thermal sprayed WC–CoCr coating under scratch testing. Wear 2014, 313, 97–105. [Google Scholar] [CrossRef]
- Federici, M.; Straffelini, G.; Gialanella, S. Pin-on-Disc Testing of Low-Metallic Friction Material Sliding Against HVOF Coated Cast Iron: Modelling of the Contact Temperature Evolution. Tribol. Lett. 2017, 65, 121. [Google Scholar] [CrossRef] [Green Version]
- Jayashree, P.; Turani, S.; Straffelini, G. Effect of velocity and temperature on the dry sliding behavior of a SiC-Graphite composite against WC-CoCr and WC-FeCrAlY HVOF coatings. Wear 2020, 464–465, 203553. [Google Scholar] [CrossRef]
- Bolelli, G.; Börner, T.; Bozza, F.; Cannillo, V.; Cirillo, G.; Lusvarghi, L. Cermet coatings with Fe-based matrix as alternative to WC–CoCr: Mechanical and tribological behaviours. Surf. Coat. Technol. 2012, 206, 4079–4094. [Google Scholar] [CrossRef]
- Zhou, X.; Zhu, D.; Xie, Q.; Luo, F.; Zhou, W. Friction and wear properties of C/C–SiC braking composites. Ceram. Int. 2012, 38, 2467–2473. [Google Scholar] [CrossRef]
- Li, Z.; Xiao, P.; Zhang, B.-G.; Li, Y.; Lu, Y.-H. Preparation and tribological properties of C/C–SiC brake composites modified by in situ grown carbon nanofibers. Ceram. Int. 2015, 41, 11733–11740. [Google Scholar] [CrossRef]
- Shi, Q.; Xiao, P. Effect of pyrolytic carbon content on microstructure and tribological properties of C/C–SiC brake composites fabricated by isothermal chemical vapor infiltration. Solid State Sci. 2012, 14, 26–34. [Google Scholar] [CrossRef]
- Langhof, N.; Rabenstein, M.; Rosenlöcher, J.; Hackenschmidt, R.; Krenkel, W.; Rieg, F. Full-ceramic brake systems for high performance friction applications. J. Eur. Ceram. Soc. 2016, 36, 3823–3832. [Google Scholar] [CrossRef]
- Zhou, Y.; Hirao, K.; Yamauchi, Y.; Kanzaki, S. Tribological Properties of Silicon Carbide and Silicon Carbide—Graphite composite ceramics in sliding contact. J. Am. Ceram. Soc. 2003, 86, 991–1002. [Google Scholar] [CrossRef]
- Sharma, S.K.; Kumar, B.V.M.; Kim, Y.-W. Tribological Behavior of Silicon Carbide Ceramics—A Review. J. Korean Ceram. Soc. 2016, 53, 581–596. [Google Scholar] [CrossRef] [Green Version]
- Jahanmir, S. Wear transitions and tribochemical reactions in ceramics. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2002, 216, 371–385. [Google Scholar] [CrossRef]
- Lafon-Placette, S.; Delbé, K.; Denape, J.; Ferrato, M. Tribological characterization of silicon carbide and carbon materials. J. Eur. Ceram. Soc. 2015, 35, 1147–1159. [Google Scholar] [CrossRef] [Green Version]
- Jayashree, P.; Turani, S.; Straffelini, G. Effect of temperature and sliding speed on the dry sliding behavior of a SiC-graphite composite against martensitic steel. Wear 2020, 450–451, 203242. [Google Scholar] [CrossRef]
- Jayashree, P.; Federici, M.; Bresciani, L.; Turani, S.; Sicigliano, R.; Straffelini, G. Effect of Steel Counterface on the Dry Sliding Behaviour of a Cu-Based Metal Matrix Composite. Tribol. Lett. 2018, 66, 123. [Google Scholar] [CrossRef]
- Jayashree, P.; Turani, S.; Straffelini, G. Effect of testing conditions on the dry sliding behavior of a Cu-Based refractory composite material. Tribol. Int. 2019, 140, 105850. [Google Scholar] [CrossRef]
- Sinha, A.; Ischia, G.; Straffelini, G.; Gialanella, S. A new sample preparation protocol for SEM and TEM particulate matter analysis. Ultramicroscopy 2021, 230, 113365. [Google Scholar] [CrossRef]
- Cavallo, G.; Ischia, G.; Zorzin, R.; Gialanella, S. Experimental analysis on natural heated goethite from ponte di Veja (Mt Lessini, NE Italy). J. Archaeol. Sci. Rep. 2021, 36, 102871. [Google Scholar] [CrossRef]
- Lábár, J.L. Consistent indexing of a (set of) single crystal SAED pattern(s) with the ProcessDiffraction program. Ultramicroscopy 2005, 103, 237–249. [Google Scholar] [CrossRef] [PubMed]
- Lábár, J.L. Electron Diffraction Based Analysis of Phase Fractions and Texture in Nanocrystalline Thin Films, Part I: Principles. Microsc. Microanal. 2008, 14, 287–295. [Google Scholar] [CrossRef]
- Zhang, Q.; Lu, D.; Wang, D.; Yang, X.; Zuo, P.; Yang, H.; Fu, Q.; Liu, Q.; Jiang, G. Separation and Tracing of Anthropogenic Magnetite Nanoparticles in the Urban Atmosphere. Environ. Sci. Technol. 2020, 54, 9274–9284. [Google Scholar] [CrossRef]
- Straffelini, G.; Federici, M. HVOF Cermet Coatings to Improve Sliding Wear Resistance in Engineering Systems. Coatings 2020, 10, 886. [Google Scholar] [CrossRef]
- Federici, M.; Perricone, G.; Gialanella, S.; Straffelini, G. Sliding Behaviour of Friction Material against Cermet Coatings: Pin-on-Disc Study of the Running-in Stage. Tribol. Lett. 2018, 66, 53. [Google Scholar] [CrossRef]
- Li, Y.; Gao, Y.; Xiao, B.; Min, T.; Ma, S.; Yi, D. Theoretical calculations on the adhesion, stability, electronic structure, and bonding of Fe/WC interface. Appl. Surf. Sci. 2011, 257, 5671–5678. [Google Scholar] [CrossRef]
- Yang, G.; Liu, Y.; Hang, Z.; Xi, N.; Fu, H.; Chen, H. Adhesion at cerium doped metal-ceramic α-Fe/WC interface: A first-principles calculation. J. Rare Earths 2019, 37, 773–780. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | WC-CoCr | WC-FeCrAlY |
|---|---|---|
| Microhardness (HV0.3) | 1130 ± 90 | 1130 ± 89 |
| Surface roughness Ra (μm) | 1.0 ± 0.4 | 1.0 ± 0.4 |
| Carbide phases (wt. %) | WC—46 ± 8 W2C—54 ± 9 | WC—100 ± 13 |
| Density (kg/m3) | 13,000 | 9000 |
| Coating thickness (μm) | 70 | 70 |
| European Standard | Chemical Composition, wt. % | Hardness [HV 30] | Thermal Conductivity (W/mK) | Specific Heat (J/gK) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | Cr | Mo | P | S | ||||
| X46Cr13 | 0.45 | 0.8 | 0.8 | 13 | - | 0.03 | 0.03 | 342 | 30 | 0.46 |
| Element | Uncoated Disc wt. % | WC-CoCr Coating wt. % | WC-FeCrAlY Coating wt. % |
|---|---|---|---|
| Carbon | 3.4 ± 0.8 | 3.8 ± 0.4 | 3.2 ± 0.9 |
| Iron | 63 ± 4 | 11.4 ± 2 | 27.1 ± 4 |
| Oxygen | 25.1 ± 3 | 23 ± 4 | 22.2 ± 5 |
| Silicon | 2.8 ± 0.4 | - | 8.3 ± 3 |
| Tin | 1.1 ± 0.1 | 1.2 ± 0.2 | 2.8 ± 0.5 |
| Chromium | 4.7 ± 1.2 | 2.1 ± 0.5 | 1.3 ± 0.2 |
| Tungsten | - | 51.5 ± 6 | 33.9 ± 5 |
| Cobalt | - | 6.5 ± 2 | - |
| Aluminum | - | - | 0.7 ± 0.08 |
| Element | Uncoated Disc wt. % | WC-CoCr Coating wt. % | WC-FeCrAlY Coating wt. % |
|---|---|---|---|
| Carbon | 34 ± 3 | 25 ± 2 | 34.8 ± 5 |
| Iron | 40 ± 4 | 7.6 ± 2 | 16.6 ± 2.5 |
| Oxygen | 17 ± 3 | 21.6 ± 4 | 17.1 ± 3 |
| Silicon | 2.9 ± 0.8 | 2.9 ± 0.8 | 2.8 ± 0.9 |
| Tin | 0.8 ± 0.1 | 0.7 ± 0.1 | 2.4 ± 0.9 |
| Chromium | 5 ± 1 | 1.6 ± 0.5 | 1.4 ± 0.3 |
| Tungsten | - | 39 ± 6 | 24 ± 4 |
| Cobalt | - | 4 ± 1 | - |
| Aluminum | - | - | 0.5 ± 0.4 |
| Element | Uncoated Disc Mass % | WC-CoCr Coating Mass % | WC-FeCrAlY Coating Mass % |
|---|---|---|---|
| Carbon | 29 ± 2 | 36 ± 5 | 10 ± 2 |
| Iron | 38 ± 2.5 | 8 ± 3 | 46 ± 5 |
| Oxygen | 23 ± 4 | 13 ± 4 | 15 ± 3 |
| Silicon | 3 ± 0.5 | - | - |
| Tin | 1 ± 0.3 | 1 ± 0.3 | 2 ± 0.3 |
| Chromium | 5 ± 1 | 2 ± 0.8 | 2 ± 0.8 |
| Tungsten | - | 35 ± 6 | 24 ± 3 |
| Cobalt | - | 5 ± 1.5 | - |
| Aluminum | - | - | 1 ± 0.2 |
| Element | Area 1 Mass % |
|---|---|
| Carbon | 60 |
| Oxygen | 21 |
| Silicon | 19 |
| Element | Area 1 Mass % | Area 2 Mass % | Area 3 Mass % |
|---|---|---|---|
| Carbon | 99 | 23 | 62 |
| Oxygen | 1 | 26 | 6 |
| Silicon | - | 52 | 3 |
| Iron | - | 0.1 | 25 |
| Chromium | - | - | 3 |
| Tin | - | - | 1 |
| Element | WC-CoCr Mass % | WC-FeCrAlY Mass % |
|---|---|---|
| Tungsten | 62 | 62 |
| Cobalt | 8 | - |
| Chromium | 3 | 3 |
| Aluminum | - | 1 |
| Oxygen | 17 | 9 |
| Iron | 10 | 24 |
| Yttrium | - | 1 |
| Element | Uncoated Disc wt. % | WC-CoCr Coating wt. % | WC-FeCrAlY Coating wt. % |
|---|---|---|---|
| Carbon | 3.5 ± 1 | 5 ± 2 | 5 ± 2 |
| Iron | 68.5 ± 7.5 | 4 ± 2 | 14 ± 4 |
| Oxygen | 17.1 ± 2 | 11 ± 5 | 11 ± 3 |
| Silicon | 1.5 ± 0.4 | 1.2 ± 0.35 | 3 ± 1 |
| Chromium | 11 ± 3 | 4.2 ± 2 | 3 ± 0.8 |
| Tungsten | - | 66.1 ± 8 | 63 ± 5 |
| Cobalt | - | 8.8 ± 3 | - |
| Aluminum | - | - | 1 ± 0.04 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jayashree, P.; Sinha, A.; Gialanella, S.; Straffelini, G. Dry Sliding Behavior and Particulate Emissions of a SiC-graphite Composite Friction Material Paired with HVOF-Coated Counterface. Atmosphere 2022, 13, 296. https://doi.org/10.3390/atmos13020296
Jayashree P, Sinha A, Gialanella S, Straffelini G. Dry Sliding Behavior and Particulate Emissions of a SiC-graphite Composite Friction Material Paired with HVOF-Coated Counterface. Atmosphere. 2022; 13(2):296. https://doi.org/10.3390/atmos13020296
Chicago/Turabian StyleJayashree, Priyadarshini, Ankur Sinha, Stefano Gialanella, and Giovanni Straffelini. 2022. "Dry Sliding Behavior and Particulate Emissions of a SiC-graphite Composite Friction Material Paired with HVOF-Coated Counterface" Atmosphere 13, no. 2: 296. https://doi.org/10.3390/atmos13020296