Dynamic Lifecycle Cost Modeling for Adaptable Design Optimization of Additively Remanufactured Aeroengine Components


 , and
, and
Abstract
:1. Introduction
1.1. Changing Lifespan Requirements
1.2. Adaptability and Robustness
2. Background
2.1. Lifecycle Cost Models for Additively (Re)manufactured Components
2.2. Lifecycle Cost Optimization
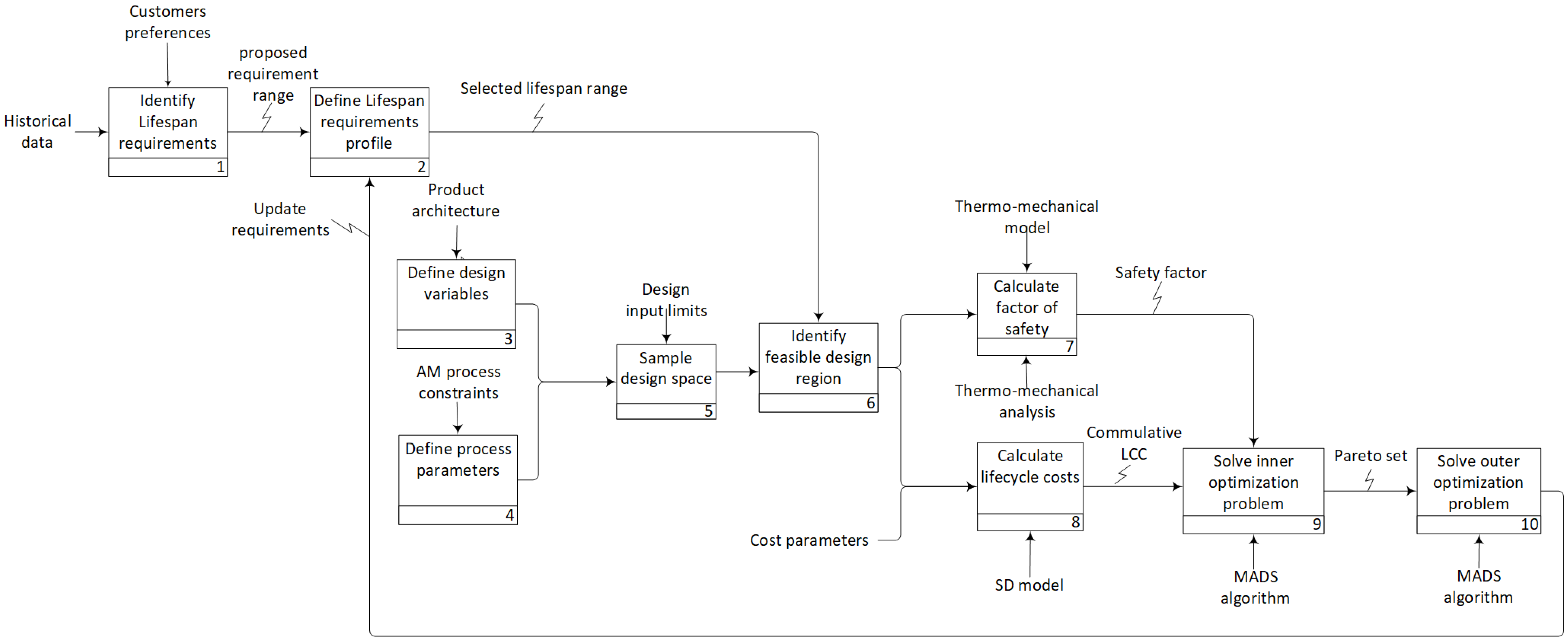
3. Proposed Methodology
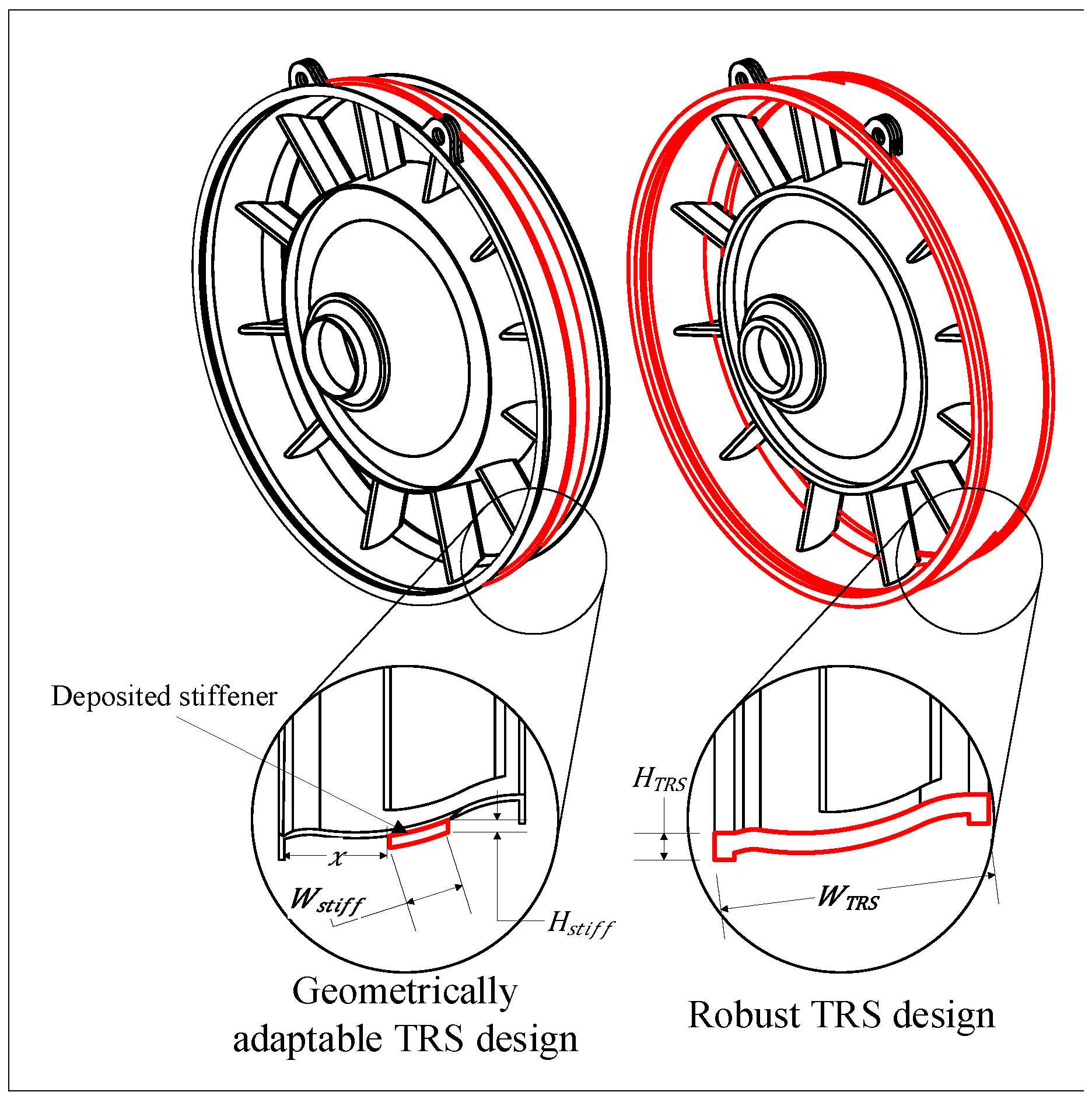
Additively Deposited Stiffener on an Aeroengine Turbine Rear Structure
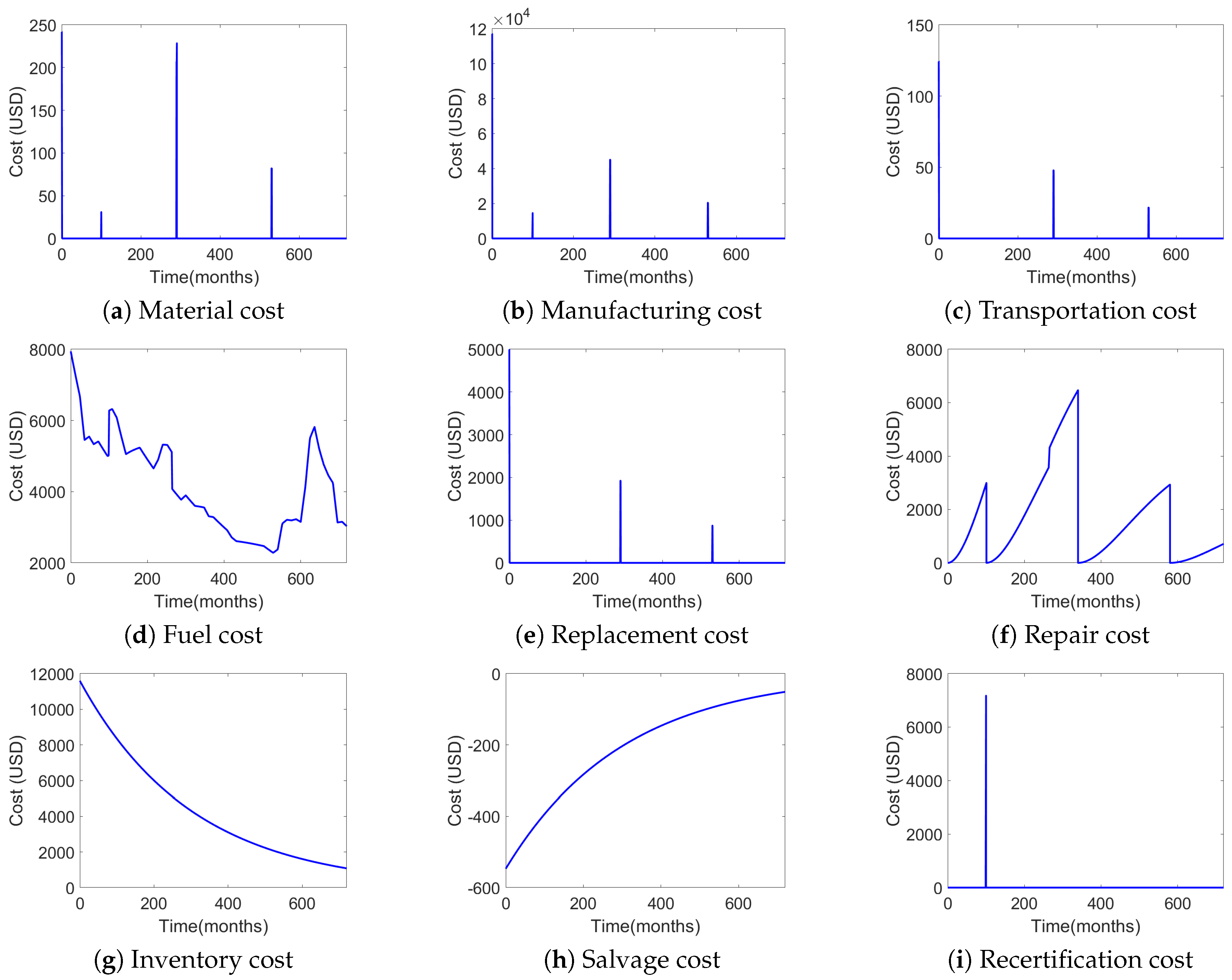
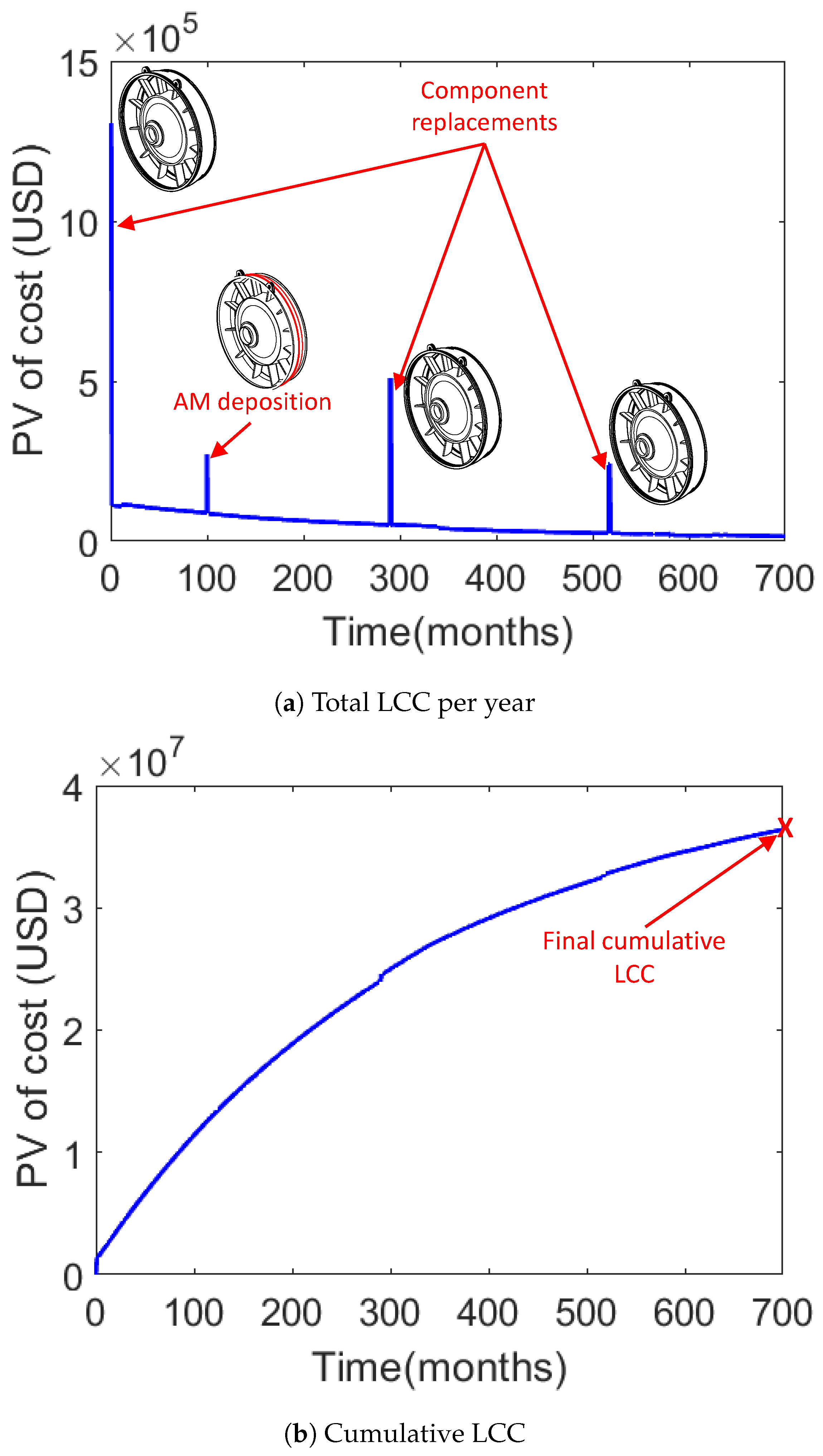
3.1.1. Lifecycle Cost Model
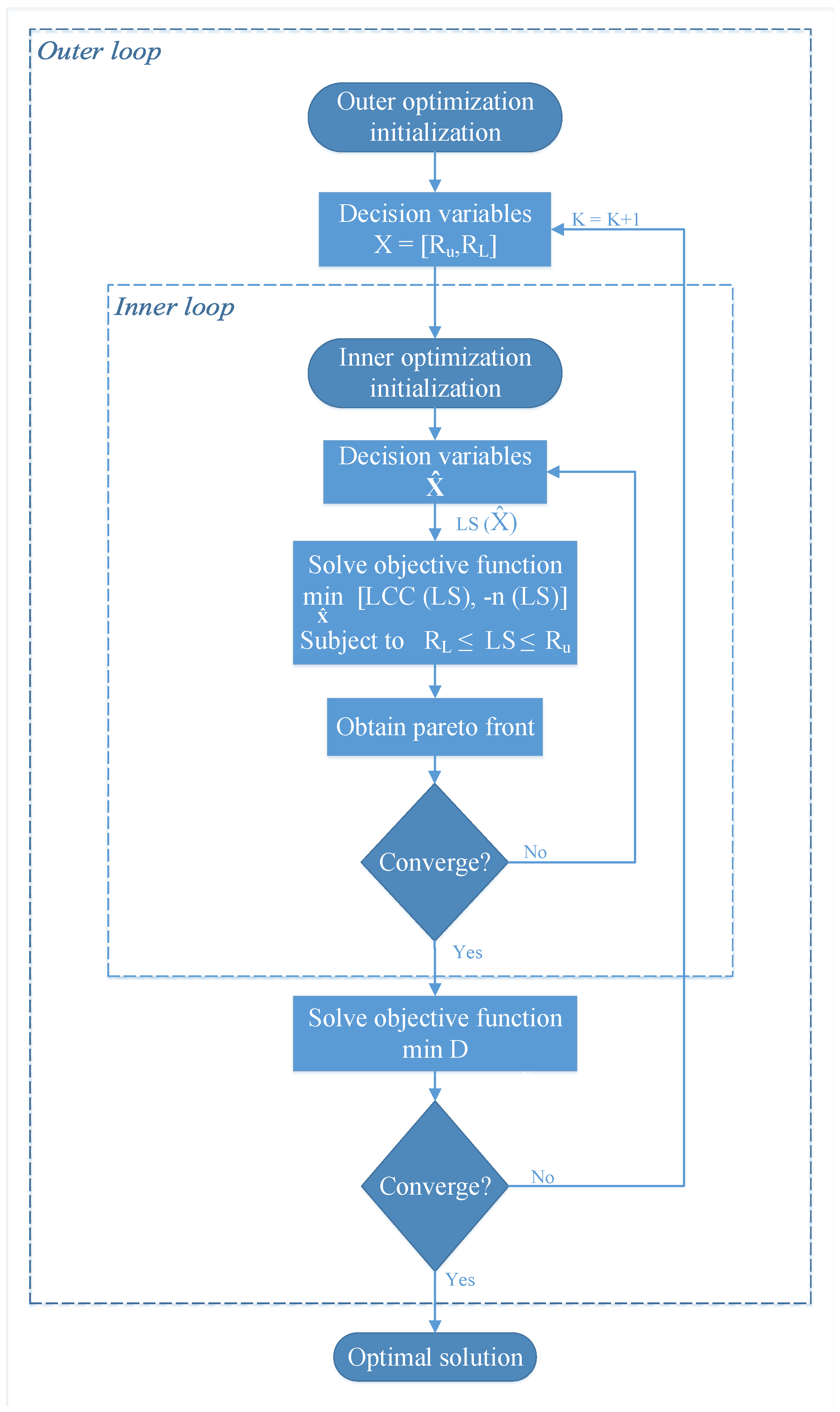
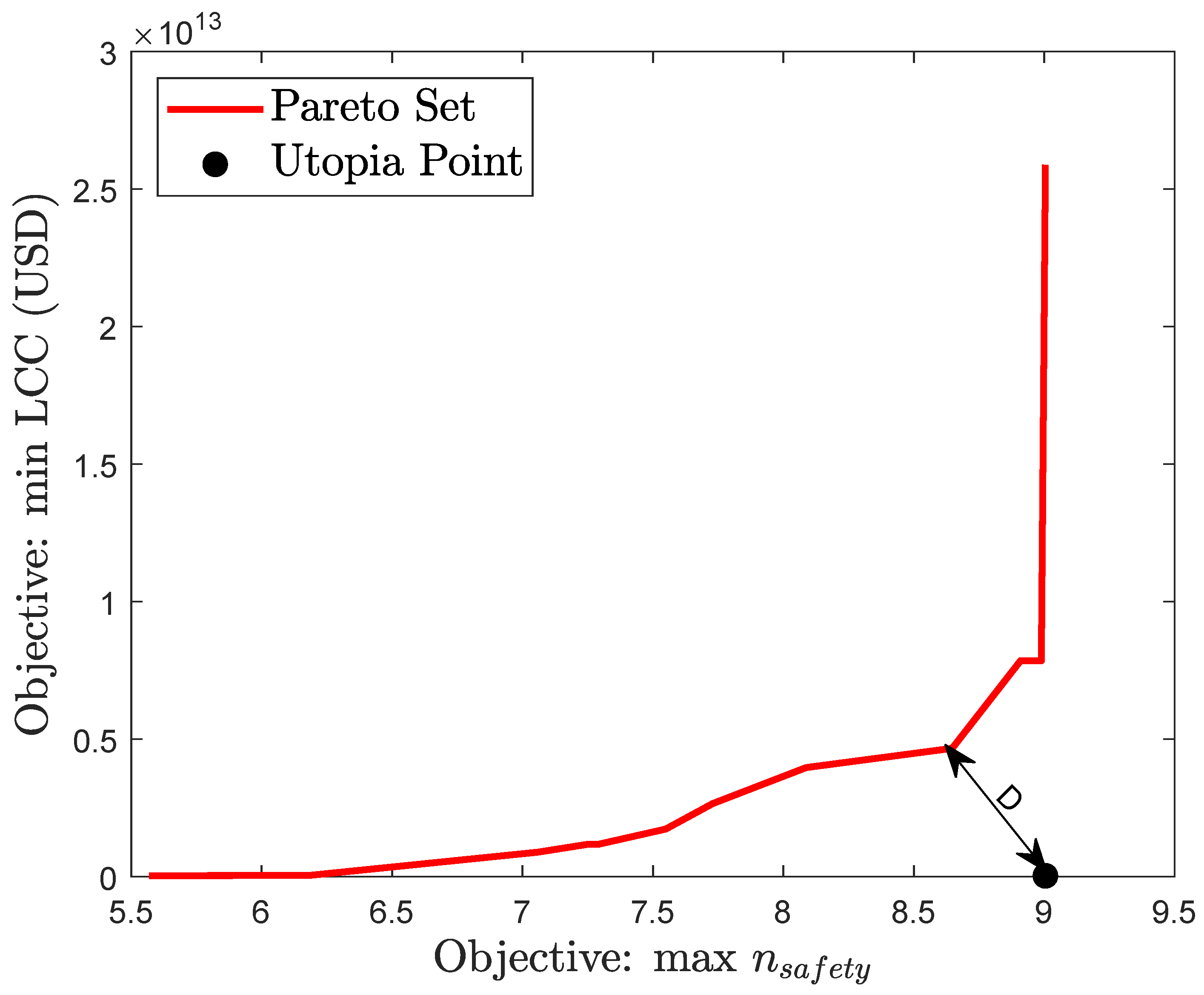
3.1.2. Optimization Problem Formulation
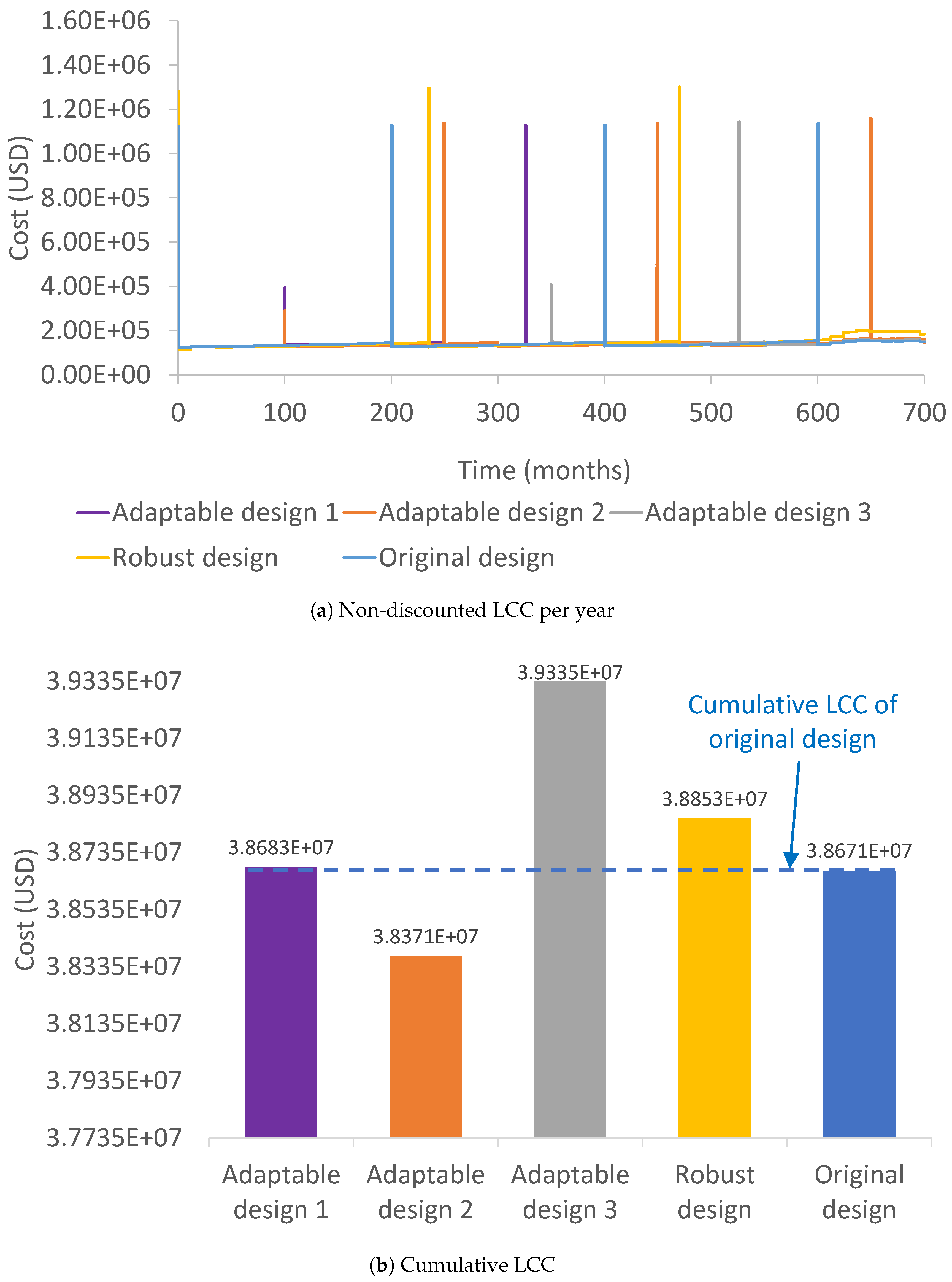
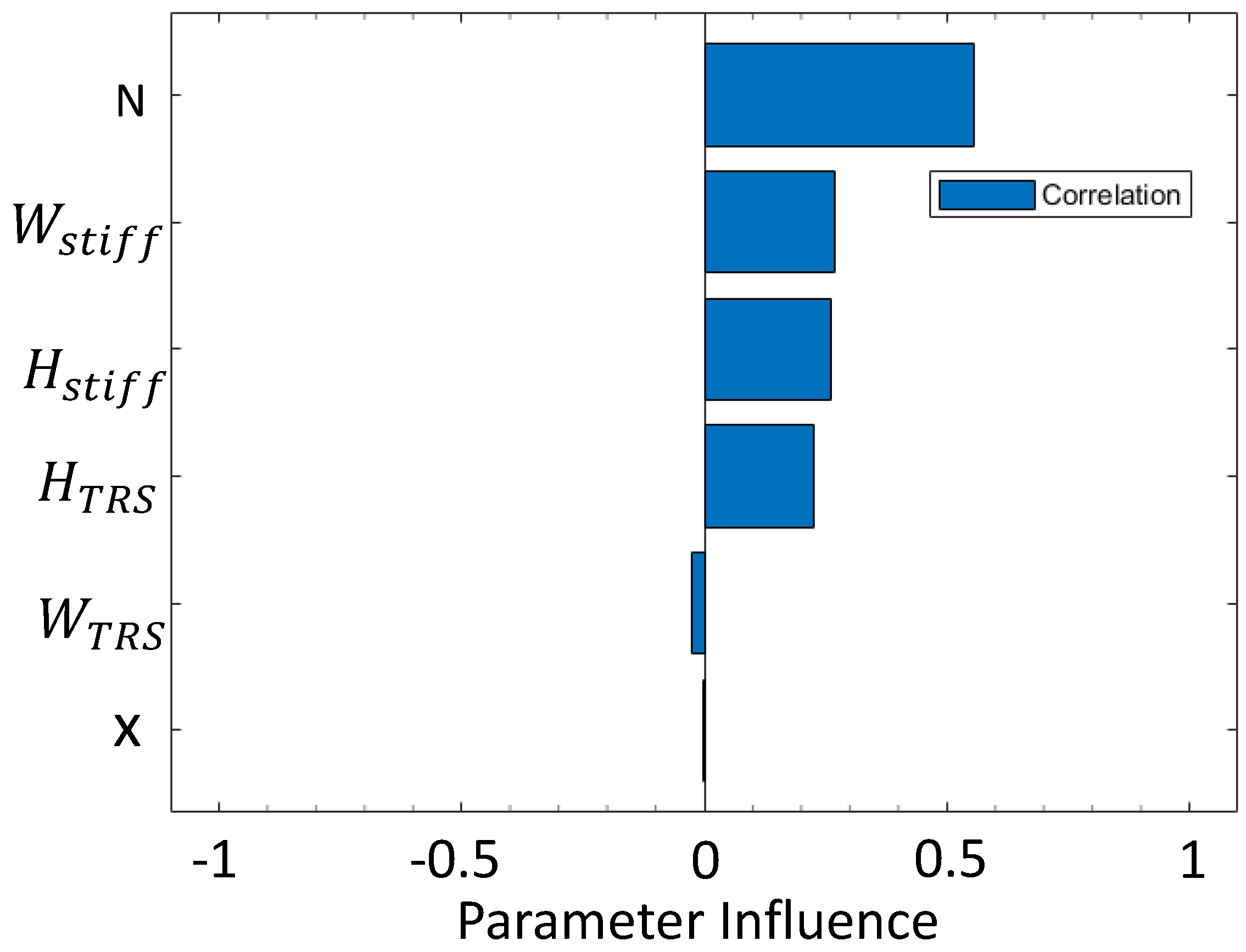
3.1.3. Results
4. Concluding Remarks
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Isaksson, O.; Kossmann, M.; Bertoni, M.; Eres, H.; Monceaux, A.; Bertoni, A.; Wiseall, S.; Zhang, X. Value-driven design—A methodology to link expectations to technical requirements in the extended enterprise. In Proceedings of the INCOSE International Symposium, Philadelphia, PA, USA, 24–27 June 2013; Volume 23, pp. 803–819. [Google Scholar]
- Jagtap, S.; Johnson, A. In-service information required by engineering designers. Res. Eng. Des. 2011, 22, 207–221. [Google Scholar] [CrossRef] [Green Version]
- Simple Flying Editorial Team. What Is the Oldest Operating Commercial Aircraft? 2018. Available online: https://simpleflying.com/what-is-the-oldest-operating-commercial-aircraft/ (accessed on 12 November 2019).
- Mizokami, K. The B-52 Will Fly and Fight for 100 Years. 2019. Available online: https://www.popularmechanics.com/military/aviation/a29194843/b-52-upgrades/ (accessed on 12 November 2019).
- Leino, M.; Pekkarinen, J.; Soukka, R. The role of laser additive manufacturing methods of metals in repair, refurbishment and remanufacturing—Enabling circular economy. Phys. Procedia 2016, 83, 752–760. [Google Scholar] [CrossRef] [Green Version]
- Bocken, N.M.P.; de Pauw, I.; Bakker, C.; van der Grinten, B. Product design and business model strategies for a circular economy. J. Ind. Prod. Eng. 2016, 33, 308–320. [Google Scholar] [CrossRef] [Green Version]
- Panarotto, M.; Wall, J.; Larsson, T. Simulation-driven design for assessingstrategic decisions in the conceptual design of circular PSS business models. Procedia CIRP 2017, 64, 25–30. [Google Scholar] [CrossRef]
- Kaddoura, M.; Kambanou, M.L.; Tillman, A.M.; Sakao, T. Is prolonging the lifetime of passive durable products a low-hanging fruit of a circular economy? A multiple case study. Sustainability 2019, 11, 4819. [Google Scholar] [CrossRef] [Green Version]
- Thomsen, B.; Kokkolaras, M.; Mansson, T.; Isaksson, O. Quantitative assessment of the impact of alternative manufacturing methods on aeroengine component lifing decisions. J. Mech. Des. 2016, 139, 1–10. [Google Scholar] [CrossRef]
- Eckert, C.; Isaksson, O.; Earl, C. Design margins: A hidden issue in industry. Des. Sci. 2019, 5. [Google Scholar] [CrossRef] [Green Version]
- Kruth, J.P.; Leu, M.; Nakagawa, T. Progress in additive manufacturing and rapid prototyping. CIRP Ann. Manuf. Technol. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Saleh, J.H.; Mark, G.; Jordan, N.C. Flexibility: A multi-disciplinary literature review and a research agenda for designing flexible engineering systems. J. Eng. Des. 2009, 20, 307–323. [Google Scholar] [CrossRef]
- Rahito; Wahab, D.; Azman, A. Additive manufacturing for repair and restoration in remanufacturing: An overview from object design and systems perspectives. Processes 2019, 7, 802. [Google Scholar] [CrossRef] [Green Version]
- Mashhadi, A.; Behdad, S. Improvement of remanufacturing profitability through controlling the return rate: Consumer behavior aspect. In Proceedings of the 26th Annual Conference of Production and Operations Management Society, Washington, DC, USA, 8–11 May 2015. [Google Scholar]
- Sabbaghi, M.; Behdad, S. Environmental evaluation of product design alternatives: The role of consumer’s repair behavior and deterioration of critical components. J. Mech. Des. 2017, 139. [Google Scholar] [CrossRef]
- Thomas, D.; Gilbert, S. Costs and cost effectiveness of additive manufacturing—A literature review and discussion. Natl. Inst. Stand. Technol. Spec. Publ. 2014, 1176, 1–77. [Google Scholar] [CrossRef]
- Giurco, D.; Littleboy, A.; Boyle, T.; Fyfe, J.; White, S. Circular Economy: Questions for Responsible Minerals, Additive Manufacturing and Recycling of Metals. Resources 2014, 3, 432–453. [Google Scholar] [CrossRef] [Green Version]
- King, A.; Burgess, S.; Ijomah, W.; McMahon, C. Reducing waste: Repair, recondition, remanufacture or recycle? Sustain. Dev. 2006, 14, 257–267. [Google Scholar] [CrossRef] [Green Version]
- Saleh, J.; Lamassoure, E.; Hastings, D.; Newman, D. Flexibility and the value of on-orbit servicing: New customer-centric perspective. J. Spacecr. Rockets 2008, 40, 279–291. [Google Scholar] [CrossRef]
- Engel, A.; Reich, Y. Advancing architecture options theory: Six industrial case studies. Syst. Eng. 2015, 13, 209–216. [Google Scholar] [CrossRef]
- Ross, A.; Rhodes, D.; Hastings, D. Defining changeability: Reconciling flexibility, adaptability, scalability, modifiability, and robustness for maintaining system lifecycle value. Syst. Eng. 2008, 40, 131–140. [Google Scholar] [CrossRef] [Green Version]
- Engel, A.; Browning, T. Designing systems for adaptability by means of architecture options. Syst. Eng. 2008, 11, 125–146. [Google Scholar] [CrossRef]
- Schuh, G.; Riesener, M.; Breunig, S. Design for changeability: Incorporating change propagation analysis in modular product platform design. Procedia CIRP 2017, 61, 63–68. [Google Scholar] [CrossRef]
- Zheng, H.; Feng, Y.; Tan, J.; Zhang, Z. An integrated modular design methodology based on maintenance performance consideration. J. Eng. Manuf. 2017, 231, 313–328. [Google Scholar] [CrossRef]
- Raja, V.; Kokkolaras, M.; Isaksson, O. A simulation-assisted complexity metric for design optimization of integrated architecture aero-engine structures. Struct. Multidiscip. Optim. 2019, 60, 287–300. [Google Scholar] [CrossRef] [Green Version]
- Siemens Industrial Turbomachinery AB. Using AM for gas turbine repair. Metal Powder Rep. 2014, 69, 36–37. [Google Scholar] [CrossRef]
- Cooper, K. Laser-based additive manufacturing: Where it has been, where it needs to go. In Proceedings of the SPIE—The International Society for Optical Engineering, San Francisco, CA, USA, 6 March 2014. [Google Scholar]
- Wits, W.; García, J.; Becker, J. How additive manufacturing enables more sustainable end-user maintenance, repair and overhaul (MRO) strategies. Procedia CIRP 2016, 40, 694–699. [Google Scholar] [CrossRef] [Green Version]
- Um, J.; Rauch, M.; Hascot, J.Y.; Stroud, I. STEP-NC compliant process planning of additive manufacturing: Remanufacturing. Int. J. Adv. Manuf. Technol. 2017, 88, 1215–1230. [Google Scholar] [CrossRef]
- Le, V.; Paris, H.; Mandil, G. Process planning for combined additive and subtractive manufacturing technologies in a remanufacturing context. J. Manuf. Syst. 2017, 44, 243–254. [Google Scholar] [CrossRef]
- Pour, M.A.; Zanoni, S. Impact of merging components by additive manufacturing in spare parts management. Procedia Manuf. 2017, 11, 610–618. [Google Scholar] [CrossRef]
- Yoon, H.; Lee, J.; Kim, H.; Kim, M.; Kim, E.; Shin, Y.; Chu, W.; Ahn, S. A comparison of energy consumption in bulk forming, subtractive, and additive processes: Review and case study. Int. J. Precis. Eng. Manuf. Green Technol. 2014, 1, 261–279. [Google Scholar] [CrossRef]
- Huang, R.; Riddle, M.; Graziano, D.; Warren, J.; Das, S.; Nimbalkar, S.; Cresko, J.; Masanet, E. Energy and emissions saving potential of additive manufacturing: The case of lightweight aircraft components. J. Clean. Prod. 2016, 135, 1559–1570. [Google Scholar] [CrossRef] [Green Version]
- Frank Piller, C.W.; Kleer, R. Business Models with Additive Manufacturing—Opportunities and Challenges from the Perspective of Economics and Management; Springer: New York, NY, USA, 2015; pp. 39–48. [Google Scholar] [CrossRef] [Green Version]
- Baumers, M.; Dickens, P.; Tuck, C.; Hague, R. The cost of additive manufacturing: Machine productivity, economies of scale and technology-push. Technol. Forecast. Soc. Chang. 2016, 102, 193–201. [Google Scholar] [CrossRef]
- Hopkinson, N.; Dickens, P. Analysis of rapid manufacturing—Using layer manufacturing processes for production. J. Mech. Eng. Sci. 2003, 217, 31–39. [Google Scholar] [CrossRef] [Green Version]
- Ruffo, M.; Hague, R. Cost estimation for rapid manufacturing- simultaneous production of mixed components using laser sintering. J. Eng. Manuf. 2007, 221, 1585–1591. [Google Scholar] [CrossRef] [Green Version]
- Baumers, M.; Tuck, C.; Wildman, R.; Ashcroft, I.; Rosamond, E.; Hague, R. Combined build–time, energy consumption and cost estimation for direct metal laser sintering. In Proceedings of the International Solid Freeform Fabrication Symposium: An Additive Manufacturing Conference, Austin, TX, USA, 6–8 August 2012; pp. 1–30. [Google Scholar]
- Lindemann, C.; Jahnke, U.; Moi, M.; Koch, R. Analyzing product lifecycle costs for a better understanding of cost drivers in additive manufacturing. In Proceedings of the International Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2012; pp. 177–188. [Google Scholar]
- Baumers, M.; Tuck, C.; Wildman, R.; Ashcroft, I.; Rosamond, E.; Hague, R. Transparency built-in: Energy consumption and cost estimation for additive manufacturing. J. Ind. Ecol. 2013, 17, 418–431. [Google Scholar] [CrossRef]
- Cunningham, C.; Wikshåland, S.; Xu, F.; Kemakolam, N.; Shokrani, A.; Dhokia, V.; Newman, S. Cost Modelling and Sensitivity Analysis of Wire and Arc Additive Manufacturing. Procedia Manuf. 2017, 11, 650–657. [Google Scholar] [CrossRef]
- Rickenbacher, L.; Spierings, A.; Wegener, K. An integrated cost-model for selective laser melting (SLM). Rapid Prototyp. J. 2013, 19, 208–214. [Google Scholar] [CrossRef]
- Schröder, M.; Falk, B.; Schmitt, R. Evaluation of cost structures of additive manufacturing processes using a new business model. Procedia CIRP 2015, 30, 311–316. [Google Scholar] [CrossRef] [Green Version]
- Costabile, G.; Fera, M.; Fruggiero, F.; Lambiase, A.; Pham, D. Cost models of additive manufacturing: A literature review. Int. J. Ind. Eng. Comput. 2016, 8, 263–282. [Google Scholar] [CrossRef]
- Bauer, J.; Malone, P. Cost estimating challenges in additive manufacturing. In Proceedings of the International Cost Estimating and Analysis Association Workshop, San Diego, CA, USA, 9–12 June 2015. [Google Scholar]
- Piili, H.; Happonen, A.; Väistö, T.; Venkataramanan, V.; Partanen, J.; Salminen, A. Cost Estimation of Laser Additive Manufacturing of Stainless Steel. Phys. Procedia 2015, 78, 388–396. [Google Scholar] [CrossRef]
- Fera, M.; Fruggiero, F.; Costabile, G.; Lambiase, A.; Pham, D.T. A new mixed production cost allocation model for additive manufacturing (MiProCAMAM). Int. J. Adv. Manuf. Technol. 2017, 92, 4275–4291. [Google Scholar] [CrossRef]
- Westerweel, B.; Basten, R.; van Houtum, G. Traditional or additive manufacturing? Assessing component design options through lifecycle cost analysis. Eur. J. Oper. Res. 2018, 270, 570–585. [Google Scholar] [CrossRef] [Green Version]
- Legnani, E.; Cavalieri, S.; Marquez, A.; González, V. System Dynamics modeling for Product-Service Systems. A case study in the agri-machine industry. In Proceedings of the International Conference on Advances in Production Management Systems, Como, Italy, 11–13 October 2010. [Google Scholar]
- Estrada, A.; Romero, D.; Pinto, R.; Pezzotta, G.; Lagorio, A.; Rondini, A. A cost-engineering method for Product-Service Systems based on stochastic process modelling: Bergamo’s Bike-Sharing PSS. Procedia CIRP 2017, 64, 417–422. [Google Scholar] [CrossRef] [Green Version]
- Sweetser, A. A comparison of system dynamics (SD) and discrete event simulation (DES). In Proceedings of the International Conference of the System Dynamics Society, Wellington, New Zealand, 20–23 July 1999. [Google Scholar]
- Pelzeter, A. Building optimisation with life cycle costs—The influence of calculation methods. J. Facil. Manag. 2007, 5, 115–128. [Google Scholar] [CrossRef]
- Du, L.; Wang, Z.; Huang, H.Z.; Lu, C.; Miao, Q. Life cycle cost analysis for design optimization under uncertainty. In Proceedings of the International Conference on Reliability, Maintainability and Safety, Chengdu, China, 20–24 July 2009. [Google Scholar]
- Tang, Y.; Mak, K.; Zhao, Y.F. A framework to reduce product environmental impact through design optimization for additive manufacturing. J. Clean. Prod. 2016, 137, 1560–1572. [Google Scholar] [CrossRef]
- Wu, T.; Jahan, S.A.; Zhang, Y.; Zhang, J.; Elmounayri, H.; Tovar, A. Design optimization of plastic injection tooling for additive manufacturing. Procedia Manuf. 2017, 10, 923–934. [Google Scholar] [CrossRef]
- Handawi, K.A.; Lawand, L.; Andersson, P.; Brommesson, R.; Isaksson, O.; Kokkolaras, M. Integrating additive manufacturing and repair strategies of aeroengine components in the computational multidisciplinary engineering design process. In Proceedings of the NordDesign 2018: Design in the Era of Digitalization, Linköping, Sweden, 14–17 August 2018. [Google Scholar]
- Lawand, L.; Handawi, K.A.; Panarotto, M.; Andersson, P.; Isaksson, O.; Kokkolaras, M. A lifecycle cost-driven system dynamics approach for consideringadditive re-manufacturing or repair in aero-engine component design. In Proceedings of the Design Society: International Conference on Engineering Design, Delft, The Netherlands, 5–8 August 2019; Volume 1, pp. 1343–1352. [Google Scholar]
- World Bank Group. GEM Commodities. 2010. Available online: https://www.indexmundi.com/commodities/?commodity=nickel (accessed on 25 November 2019).
- Dhillon, B. Life Cycle Costing for Engineers; Taylor & Francis Inc.: Boca Raton, FL, USA, 2009. [Google Scholar]
- Office of Energy Efficiency and Renewable Energy. Average Historical Annual Gasoline Price, 1929–2015. 2016. Available online: https://www.energy.gov/eere/vehicles/fact-915-march-7-2016-average-historical-annual-gasoline-pump-price-1929-2015 (accessed on 15 October 2019).
- European Union Aviation Safety Agency. Review of the Fees and Charges System. 2019. Available online: https://www.easa.europa.eu/sites/default/files/dfu/Review_of_the_%20Fees_%20and_Charges_system_-_Stakeholder_Consultation_Support_Material_Phase%202.pdf (accessed on 20 October 2019).
- Audet, C.; Kokkolaras, M.; Digabel, S.; Talgorn, B. Order-based error for managing ensembles of surrogates in mesh adaptive direct search. J. Glob. Optim. 2018, 70, 645–675. [Google Scholar] [CrossRef]
- Audet, C.; Dennis, J. Mesh Adaptive Direct Search Algorithms for Constrained Optimization. J. Optim. 2006, 17, 188–217. [Google Scholar] [CrossRef] [Green Version]
- Baumers, M.; Holweg, M. On the economics of additive manufacturing: Experimental findings. J. Oper. Manag. 2019, 65, 794–809. [Google Scholar] [CrossRef]
- Kundakcıoğlu, E.; Lazoglu, I.; Poyraz, Ö.; Yasa, E.; Cizicioğlu, N. Thermal and molten pool model in selective laser melting process of Inconel 625. Int. J. Adv. Manuf. Technol. 2018, 1–2. [Google Scholar] [CrossRef]
- Goodfellow. Online Catalogue. 2020. Available online: http://www.goodfellow.com/ (accessed on 11 January 2020).
- Neufville, R.; Scholtes, S. Flexibility in Engineering Design; MIT Press: Cambridge, MA, USA, 2011. [Google Scholar] [CrossRef]
- De Weck, O.; de Neufville, R.; Chaize, M. Enhancing the Economics of Communication Satellites via Orbital Reconfigurations and Staged Deployment. In Proceedings of the American Institute of Aeronautics and Astronautics Space 2003 Conference and Exposition, Long Beach, CA, USA, 23–25 September 2003. [Google Scholar]
- Sobek, D.; Ward, A.; Liker, J. Toyota’s principles of set-based concurrent engineering. MIT Sloan Manag. Rev. 1999, 40, 67. [Google Scholar]
- Battke, B.; Schmidt, T.S.; Grosspietsch, D.; Hoffmann, V.H. A review and probabilistic model of lifecycle costs of stationary batteries in multiple applications. Renew. Sustain. Energy Rev. 2013, 25, 240–250. [Google Scholar] [CrossRef]
- Wang, N.; Chang, Y.C.; El-Sheikh, A.A. Monte Carlo simulation approach to life cycle cost management. Struct. Infrastruct. Eng. 2012, 8, 739–746. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Value | Units |
|---|---|---|
| 0.0082 | kg/cm | |
| r | 4 | % |
| L | 380 | cm |
| 20,000 | USD | |
| 3.33 | USD/cycle | |
| 4 | USD/kg | |
| 5000 | USD | |
| 5 | USD/kg | |
| 0.166 | USD/cycle | |
| 1000 | USD | |
| 100 | USD | |
| 12 | USD/kg | |
| 9977 | USD |
| Variable | Symbol | Units | Lower Bound | Upper Bound |
|---|---|---|---|---|
| Stiffener axial position | x | cm | 4.5 | 15.5 |
| TRS shroud width | cm | 18 | 25 | |
| TRS shroud thickness | cm | 0.2 | 1 | |
| Stiffener width | cm | 2 | 15.5 | |
| Stiffener thickness | cm | 0.2 | 2 | |
| AM laser power | W | 3500 | 4500 | |
| Deposition year | N | months | 60 | 640 |
| Variable | Designation | Unit | Lower Bound | Upper Bound |
|---|---|---|---|---|
| Upper bound of required lifespan range | months | 120 | 360 | |
| Lower bound of required lifespan range | months | 360 | 600 |
| Variable | Original Design | RD | AD 1 | AD 2 | AD 3 |
|---|---|---|---|---|---|
| TRS shroud width | 20 | 24 | 20 | 20 | 20 |
| TRS shroud thickness | 0.5 | 0.8 | 0.5 | 0.5 | 0.5 |
| Stiffener width | NA | NA | 12 | 5 | 12 |
| Stiffener thickness | NA | NA | 1 | 0.5 | 1 |
| Deposition month | NA | NA | 100 | 100 | 350 |
| Material Type | Material Density | Material Price (USD/kg) |
|---|---|---|
| Alloy 7075 | 727 | |
| Ti-6Al-4V | 842 | |
| Stainless steel | 654 | |
| Inconel 718 | 1000 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lawand, L.; Panarotto, M.; Andersson, P.; Isaksson, O.; Kokkolaras, M. Dynamic Lifecycle Cost Modeling for Adaptable Design Optimization of Additively Remanufactured Aeroengine Components. Aerospace 2020, 7, 110. https://doi.org/10.3390/aerospace7080110
Lawand L, Panarotto M, Andersson P, Isaksson O, Kokkolaras M. Dynamic Lifecycle Cost Modeling for Adaptable Design Optimization of Additively Remanufactured Aeroengine Components. Aerospace. 2020; 7(8):110. https://doi.org/10.3390/aerospace7080110
Chicago/Turabian StyleLawand, Lydia, Massimo Panarotto, Petter Andersson, Ola Isaksson, and Michael Kokkolaras. 2020. "Dynamic Lifecycle Cost Modeling for Adaptable Design Optimization of Additively Remanufactured Aeroengine Components" Aerospace 7, no. 8: 110. https://doi.org/10.3390/aerospace7080110