

Abstract
Fluidic McKibben artificial muscles that operate pneumatically or hydraulically provide excellent performance, but require bulky pumps/compressors, valves and connecting lines. Use of a pressure generating material, such as thermally expanding paraffin wax, can eliminate the need for these pumps and associated infrastructure. Here we further develop this concept by introducing the first bladderless McKibben muscle wherein molten paraffin is contained by surface tension within a tailored braid. Incorporation of electrically conductive wires in the braid allows for convenient Joule heating of the paraffin. The muscle is light (0.14 g) with a diameter of 1.4 mm and is capable of generating a tensile stress of 50 kPa (0.039 N) in 20 s. The maximum contraction strain of 10% (7.6 kPa given load) was achieved in 60 s with an applied electrical power of 0.35 W.
Export citation and abstract BibTeX RIS
1. Introduction
The main engineering function of skeletal muscles [1, 2] is to generate useful forces and displacements by converting chemical energy into mechanical energy in a relatively short period of time. This naturally developed machine is robust, lightweight [3], and exhibits an efficient delivery system to supply glucose and oxygen as fuel and withdraw heat and waste [4]. Although muscle performance varies between different species [5], linear mammalian skeletal muscles normally display 20%–40% tensile contraction strain, 350 kPa maximum tension intensity (stress), 8 kJ m−3 work density (the amount of mechanical work generated in one contraction cycle per unit volume of muscle) and fully contract in less than one second with an efficiency of 20%–40% [4, 6]. These properties have never been completely mimicked by any artificial muscle technology to date [7–9] and remains as a challenge for engineers and scientists [10].
Joseph L McKibben invented one the most pragmatic and remarkable contractile artificial muscles in the late 1950s with great capability in robotic technology [11, 12]. The muscle operates simply by pumping pressurized gas into an inner bladder that is surrounded by a braided sleeve. The braided sleeve translates the volumetric increase of the inner bladder to linear contraction/expansion or force generation, depending on the operational conditions and braid parameters. More recently the pressurized gas had been substituted with different fluids and sensitive materials such as: pressurized water or oil [13–17], pH sensitive hydrogel spheres [18, 19] and paraffin wax [20] to introduce more compact, less noisy, easier to seal and lightweight actuator systems.
Among various types of McKibben muscles, the new paraffin-filled McKibben muscle [20] heated with an electrical element embedded within the paraffin is attractive since it eliminates the need for a pump/compressor, valves and tubing. As a result, the actuator system is significantly smaller and lighter in comparison to other fluidic McKibben muscles. The paraffin wax inside the inner bladder was directly stimulated by an embedded metal wire that is electrically heated. The paraffin thermally expands with sufficient volume change and pressure required to operate the muscle. A paraffin-filled McKibben muscle 35 mm in length and 6.8 mm in diameter generated a maximum isometric force of 2 N (or 71 kPa stress) or 9% free contraction strain after several minutes heating with a power supply of 7.94 W [20]. However, using the embedded heating element was found to restrict the muscle contraction as a consequence of metal element's high stiffness. The embedded heating element also increases the system weight and limits the possibility of making smaller size muscle, which would theoretically heat and cool more rapidly and generate higher actuation strain rates.
The main aim of the present study was to investigate the possibility of designing and developing a novel paraffin-filled McKibben muscle by eliminating the embedded heating element and the inner bladder to achieve a smaller size, lower weight muscle and a faster response. Here we introduce a conductive and bladderless paraffin filled McKibben muscle by using a conductive braided sleeve with an optimized cover factor. Elastic expansion of the bladder is known to reduce the pressure available to work against the braid in a McKibben muscle, thereby reducing the muscle performance [17]. The possibility of developing bladderless McKibben muscles was inspired by the recent demonstration of torsional and tensile actuation in paraffin-filled carbon nanotube twisted yarns [21]. In these systems, the paraffin wax was successfully contained within the porous carbon nanotube yarn by surface tension during heating and cooling through the melting transition.
The suitability of containing molten paraffin within a braid can be evaluated using the approach used for porous membranes. The pressure needed to push a non-wetting liquid through the pores of a membrane is called the breakthrough pressure, P, and is related to the membrane and liquid properties by the following Young–Laplace equation [22]:

where, r, is radius of the pores, σ and θ are the surface tension of the liquid and the contact angle, respectively. For any pair of materials the breakthrough pressure increase as the size of pores decreases. Pore sizes in a braid can be expressed in terms of the cover factor, C, which is defined as the ratio of area occupied by yarn within a periodic pore unit to the total area of the pore unit, as shown in figure 1. As derived by Zhang et al [23], the cover factor is described by equation (2) and is a function of braid diameter, db, initial braid angle, α/2, yarn width, wy and number of threads, Nc. In this research, the cover factor of the braided sleeve was varied and assessed in terms of its ability to prevent the paraffin wax exuding from the braided sleeve in the expanded state. The cover factor was varied by independently decreasing the diameter of the braid as well as increasing the yarn width


Figure 1. The schematic view of conductive braided sleeve indicating the diamond shaped periodic pore unit. (The right-hand side schematic image includes four threads, or Nc = 4.)
Download figure:
Standard image High-resolution image2. Experimental methods
The bladderless, conductive McKibben artificial muscles were fabricated as illustrated in figure 2. Firstly, conductive braided sleeves were made with a braiding machine (Trenz-Export Apartado 133) using steel wires (0.035 mm diameter) and cotton fibers (0.143 mm diameter). The steel wires and cotton fibers were purchased from Shijiazhuang Yunchong Trading Co., Ltd and were prepared for braiding as a feed yarn consisting of one cotton fiber and one steel wire in parallel. Within the limitations of the braiding machine three different braids were constructed with varying cover factor and the desired maximum diameter of 2 mm (table 1). Braids of 1.4 mm diameter (1.6 mm after paraffin injection) were prepared using either a single feed yarn (M2) or two feed yarns in parallel (M1) to adjust the yarn width and cover factor. A third braid (M3) was made using double feed yarns to a braid diameter of 2 mm (or 2.2 mm after paraffin injection). The initial, unloaded length of all muscles was 40 mm. The initial angles (αo/2) of the braided sleeves were determined using a LEICA-M205 microscope to be 34° (40° after paraffin injection) for M1 and M2 muscles and 44° for M3 muscle (figures 3(a), (c) and (e)).
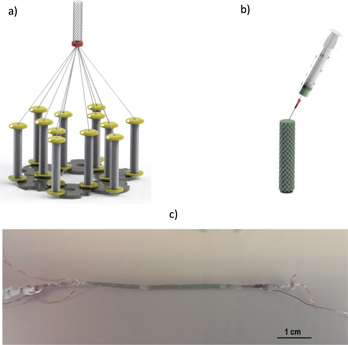
Figure 2. The schematic illustration of (a) braiding machine and (b) paraffin injection process into the braided sleeve. (c) Photograph of the entire muscle with connected wires.
Download figure:
Standard image High-resolution imageTable 1. Comparison of three different conductive and bladderless McKibben artificial muscles.
| Muscle | Braid diameter (mm) | Initial braid angle (°) | Yarn width (mm) | Braid cover factor | Average pore size (mm) | Molten wax contained? |
|---|---|---|---|---|---|---|
| M1 | 1.4 | 34 | 0.294 | 0.73 | 0.27 | Yes |
| M2 | 1.4 | 34 | 0.147 | 0.56 | 0.55 | No |
| M3 | 2.0 | 44 | 0.294 | 0.63 | 0.69 | No |
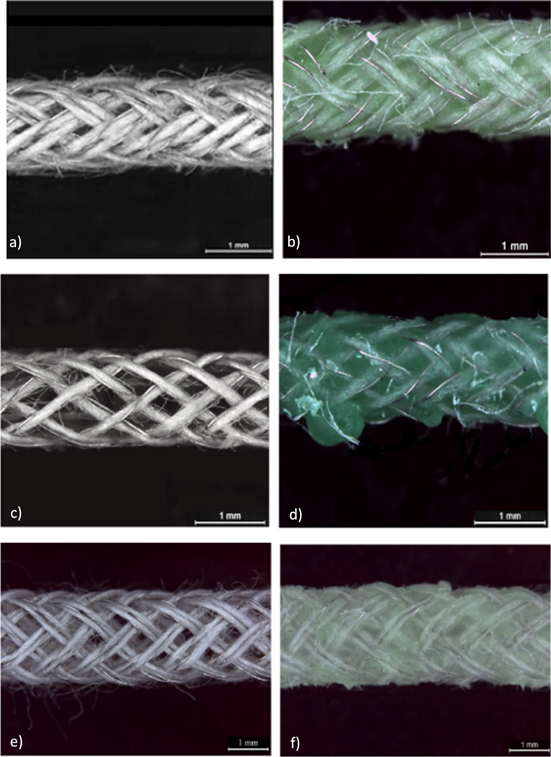
Figure 3. Microscopy images of M1 (a) and (b) M2 (c) and (d) and M3 (e), (f) before and after paraffin (green color) injection.
Download figure:
Standard image High-resolution imageThe molten paraffin was injected into the braided sleeve using a fine needle (figures 3(b), (d) and (f)) and allowed to solidify by cooling. Finally, the top and bottom of the braided sleeve were sealed with rapid glue. Optical microscopy was used to determine whether the paraffin wax was contained within the braided sleeve after a series of heating and cooling cycles. It was found that significant paraffin wax escaped from the M2 and M3 muscles during the first heating cycle. Only the M1 braid with the highest cover factor and smallest pore size was able to prevent the wax exuding through the pores when heated (table 1). The wax was contained within this braid for three consecutive heat and cool cycles. From these observations, it can be concluded that the minimum pore size needed to prevent the leakage of molten paraffin from the braid is less than the pore size of the M2 muscle (0.55 mm) and higher than the pore size of the M1 muscle (0.27 mm). Because of its success in containing the molten wax, the M1 muscle was used for further actuator evaluation. The resistivity and weight of the M1 sample was measured to be ∼18 Ω and 0.14 g, respectively.
The actuation testing system (figure 4) using a force-distance transducer (Lever Arm 300B, Aurora Scientific) was used to measure isotonic actuation strain, isometric force and response time. An E-corder data logger (ED 410, e-DAQ) was used to connect the lever arm unit to a computer, and e-DAQ Chart software was used to record the data. A DC power supply was also utilized to control the voltage and current applied to the braided sleeve for electrical heating. An infrared camera (Micro—EPSILON/TIM160) was also used to measure the surface temperature of the muscle, and the camera was separately calibrated using a thermocouple temperature reading.

Figure 4. Schematic illustration of actuation set up of bladderless, conductive McKibben artificial muscle connected to the voltage power supply; force/distance transducer (Lever arm) and data acquisition system.
Download figure:
Standard image High-resolution image3. Results and discussion
Analyses of isotonic contraction and the response time of the conductive McKibben muscle were performed by stimulating the muscle with 2.5 volts (0.35 W) under six different constant stresses ranging from 7.64 to 127 kPa. The stimulation was discontinued once the muscle reached the maximum contraction strain which was approximately 60 s in all cases. Figure 5(a) indicates that the muscle contracted continuously during the heating stimulation period and a strain as high as 10% was achieved at the smallest applied load (7.64 kPa). The actuation strains were calculated based on the unloaded length of the muscle. The maximum contraction strain decreased with increasing isotonic applied load and the muscle exhibited just 2.1% contraction strain in 60 s under 127 kPa stress. This same trend is commonly observed in other McKibben muscles such as those operated pneumatically [25] and with expandable fill materials [18, 19]. The decrease in contraction strain with increasing applied isotonic load is likely due to a decrease in muscle stiffness [24] in the activated state as compared to the initial condition. The net change in muscle length is the sum of the contraction due to the expanding paraffin acting on the braid and the lengthening due to the reduction in muscle stiffness. Since the latter effect increases with increasing applied load, the overall actuation contraction strain decreases in magnitude as the applied isotonic load increases. The work density was calculated from the maximum contraction strain at each applied stress and is shown in figure 5(b). The maximum work density of 3.5 kJ m−3 was achieved under the constant load of 98 kPa, and is almost half of the work density of natural muscle (8 kJ m−3).

Figure 5. (a) Dynamic behavior of the conductive and bladderless McKibben muscle during isotonic contraction tests under six different stresses and a constant voltage of 2.5 V. (b) Work density output calculated from the maximum contraction strain for each of the six isotonic stresses shown in part (a).
Download figure:
Standard image High-resolution imageThe cycle behavior of the conductive and bladderless McKibben muscle was investigated for five consecutive heat/cool cycles at an isotonic load of 127 kPa. It was observed that the muscle was able to recover 21% of its initial contraction strain during cooling to room temperature as shown in figure 6(a). After this first heat/cool cycle, the muscle showed a very consistent behavior for the next four cycles with a completely reversible contraction and expansion occurring during heating and cooling, respectively. The full shape recovery during the initial cooling cycle may be restricted by the solidification of the paraffin from the outside to the interior. Solidification of the surface paraffin could lock the braid into a shape corresponding to a still expanded paraffin volume. Once the muscle was solidified at this new length, diameter and braid angle, the amount of contraction strain in the following cycles was then diminished [11]. In a second set of experiments the sample was manually stretched to its initial length immediately after stopping the heating stimulation. It was found that the muscle exhibited the same amount of large contraction strain during each subsequent heating process for three consecutive heating and cooling cycles (figure 6(b)). Resetting the muscle to its starting dimensions after each heating cycle allowed the full contraction strain to be developed in the subsequent heating process.
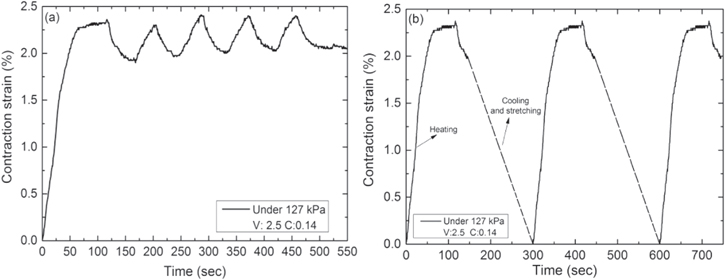
Figure 6. Contraction strain verses time for five different cycles under 127 kPa load (a) without re-stretching and (b) with external stretching during the cooling process. (Dashed lines represent the manually stretching.)
Download figure:
Standard image High-resolution imageIsometric tests were also performed at three different input voltages/currents (figure 7(a)) to investigate the ability of muscle to generate force. The muscle was able to generate up to 39 mN isometric force (50 kPa stress) in just 20 s. The isometric force showed a very consistent cycle behavior with fully reversible force generation and relaxation during heating and cooling, respectively. The length and diameter of the braided sleeve were constant during these experiments, unlike in the isotonic tests, which accounts for the consistent force generation during consecutive cycles. Figure 7(b) indicates that the maximum surface temperature of 125 °C was achieved after 20 s when an electrical power of 0.35 W was applied. As shown previously [20], the actuation rate can be manipulated by controlling the input electrical power. According to previous work, the expected maximum force of the paraffin-filled McKibben muscle is given by [20]:

where ro is the starting braid radius; T and To are the final and initial temperatures; a = 3/tan2αo; b = 1/sin2αo; αo is the starting braid angle and γ is the thermal pressure coefficient for paraffin, which has been found to be approximately constant at 87 Pa K−1 over the range of temperatures used here [20]. At the measured maximum temperature, the calculated maximum force is 34 mN, which is very close to the measured force generated (35–39 mN).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 7. (a) Isometric force verses time for four different voltages/currents. (b) Surface temperature images obtained with an infrared camera for an input voltage of 2.5 V and current of 0.14 A during the isometric test. The dark blue color always represents the lowest temperature (22.6 °C) and the yellow color represents 35.0 °C, 63.9 °C, 100.3 °C, 124.9 °C for 5, 10, 15, 20 s, respectively.
Download figure:
Standard image High-resolution image{kind=link}
This bladderless McKibben muscle offers almost the same amount of contraction strain (10%) and stress (50 kPa) as the previously reported paraffin-filled McKibben artificial muscle with embedded heating filament (9% strain and 71 kPa stress) [20]. The smaller diameter of the bladderless McKibben muscle means that it responds considerably faster (20 s) than the previous system (90 s) where a larger diameter was needed to accommodate the embedded heating element. The bladderless system also used 23 times less power (0.35 W versus 7.94 W) to reach the peak force and strain and 4 times less power to generate the same amount of isometric force as the previously described system.
4. Conclusion
A conductive and bladderless McKibben artificial muscle is introduced for the first time. The conductive braided sleeve was made of intertwined steel wire and cotton fiber with a diameter of 1.4 mm. The temperature sensitive material (paraffin) was successfully constrained inside the conductive braided sleeve even at expanded state by increasing the yarn width and adjusting the braid angle to give a high cover factor of 0.89. The muscle generates a maximum isometric tensile stress of 50 kPa or a maximum free contraction strain of 10% in 20 and 60 s, respectively, with a small input voltage of 2.5 V. Further improvements in performance may be possible by reducing braid diameter to increase actuation rate; or using other braid fibers for increased braid stiffness, conductivity and cover factor.
Acknowledgments
The authors acknowledge support from the Australian Research Council through its Discovery Projects scheme (DP110101073) and the Australian National Fabrication Facility for access to equipment and technical expertise used in fabricating the braids.
No conflict of interest.