
Abstract
We report a novel reliable and repeatable technologic manufacturing protocol for the realization of micro-patterned freestanding hydrogel layers based on thermo-responsive poly-(N-isopropyl)acrylamide (PNIPAAm), which have potential to be employed as temperature-triggered smart surfaces for cells-on-chip applications. PNIPAAm-based films with controlled mechanical properties and different thicknesses (100–300 µm thickness) were prepared by injection compression moulding at room temperature. A 9 × 9 array of 20 µm diameter through-holes is machined by means of the KrF excimer laser on dry PNIPAAm films which are physically attached to flat polyvinyl chloride (PVC) substrates. Machining parameters, such as fluence and number of shots, are optimized in order to achieve highly resolved features. Micro-structured freestanding films are then easily obtained after hydrogels are detached from PVC by gradually promoting the film swelling in ethanol. In the PNIPAAm water-swollen state, the machined holes' diameter approaches a slight larger value (30 µm) according to the measured hydrogel swelling ratio. Thermo-responsive behaviour and through-hole tapering characterization are carried out by metrology measurements using an optical inverted and confocal microscope setup, respectively. After the temperature of freestanding films is raised above 32 °C, we observe that the shrinkage of the whole through-hole array occurs, thus reducing the holes' diameter to less than a half its original size (about 15 µm) as a consequence of the film dehydration. Different holes' diameters (10 and 30 µm) are also obtained on dry hydrogel employing suitable projection masks, showing similar shrinking behaviour when hydrated and undergone thermo-response tests. Thermo-responsive PNIPAAm-based freestanding layers could then be integrated with other suitable micro-fabricated thermoplastic components in order to preliminary test their feasibility in operating as temperature-activated components in the frame of the development of microfluidic devices in multilayer hybrid materials.
Export citation and abstract BibTeX RIS
1. Introduction
Hydrogels are natural or synthetic hydrophilic cross-linked polymer networks, able to absorb and retain high water content undergoing a swelling process which can lead them to reach up to 10–20 times their dry weight in water at equilibrium [1]. Due to their hydrophilic character and biocompatibility features, they gained an increasing interest in various biomedical applications, such as in vitro cell culturing and tissue engineering [2]. Among this class of materials, hydrogels which are able to undergo a volumetric phase transition in response to an environmental change or stimulus, such as pH, temperature, light intensity or electric field variations, are referred to as 'smart' or 'stimuli-responsive' hydrogels [3]. For what concerns thermo-responsive smart hydrogels, poly-N-isopropylacrylamide (PNIPAAm) is certainly the most widely studied material; it exhibits a sharp conformational coil to globuli phase transition when the temperature is raised above 32 °C [4], resulting in a shift from hydrophilic to hydrophobic character which leads to a partial loss of the water embedded in the network with a consequent hydrogel shrinkage [5]. Shrinking degree has known to depend on a number of factors, such as reaction conditions or cross-linker amount [6]. Since the transition temperature is close to the physiological value of 37 °C, PNIPAAm-based hydrogels have been synthesized and engineered for being employed in a wide range of biomedical and biotechnological applications in the last decades [ 7]. In particular, thin thermo-responsive hydrogel films, with thicknesses ranging from few nanometres to several hundreds of micrometres, have been produced both in situ and as freestanding layers by photo-polymerization and by a number of techniques, including spin coating, layer-by-layer plasma deposition techniques and capillarity-driven or direct injection in a proper mould [8, 9]. Moreover, microfabrication techniques developed for processing and functionalizing soft polymers are important tools for producing smart hydrogel thin films with micro-structured surface that can be potentially used for drug delivery or biosensor applications and integrated with other platforms of polymeric materials to operate as passive auto-regulating components in microelectromechanical (MEMS) and lab-on-chip (LOC) systems. Stimuli-sensitive fluidic micromixers, valves and pumps which are able to function being based on the pure phase transition mechanism have been previously realized [10]; in these specific applications, the swelling/deswelling behaviour is predominantly employed to control the fluid flow in microchannels depending on the physico-chemical characteristic of the fluid itself (e.g. pH, ionic strength) or simply according to specific environmental conditions or to the chip operational regime (e.g. temperature set point, electric signals delivered). From a general point of view, the bunch of hydrogel microfabrication techniques comprehends direct methods, such as electron beam and photolithography or nano-imprinting, as well as indirect ones, such as micro-moulding and replication [11]. Among the most recent developments in micropatterning of smart materials, photocross-linking is nowadays one of the principal techniques for processing PNIPAAm hydrogel layers and stimuli-responsive polymers in general. In this kind of process, the formation of a cross-linked network can be promoted and spatially controlled over precisely localized regions by exposing the native polymer mixture to a source of UV radiation through a shadowing mask. This not only allows us to produce micro- or nano-sized hydrogel structures with controllable geometrical features, such as beads, pillars or brushes, but can also be employed for modulating the material properties, such as their degree or rate of reaction to the external stimulus, as well as their mechanical properties [12]. Soft lithography techniques also find a wide range of applications for what concerns hydrogel micro-structuring [13]; the approach is based on the realization of a negative mould of the structures that would constitute the desired micropattern by employing an elastomeric stamp, usually in poly-dimethylsiloxane (PDMS), which replicates the geometrical features previously fabricated on a original master (e.g. etched silicon). The PDMS operates as the new mould to define the size and shape of the forming hydrogel by embossing the cross-linking gel. This method is particularly suitable for creating structures with characteristic size which would not exceed few tenths of microns [14]. Excimer laser machining is a high-precision direct microfabrication technique for processing materials with low thermal damage due to the UV photo-ablation phenomena involved in the etching mechanism [15]. Metals, ceramics, superconductors as well as polymers can then be patterned using the laser mask projection technique [16], achieving different resolution degrees of the fabricated features, depending both on the material properties themselves and on the machining operational parameters involved. Due to their rather low ablation threshold, polymers are suitable materials to be processed with excimer lasers [17]. Hole drilling can be considered the most popular application of this microfabrication method, mainly due to its wide employment in microelectronic component manufacturing, e.g. nozzle plates realized in polyimide for microchip interconnections [18]. Although hydrogel excimer laser micro-patterning has been explored in few other works [19], to our knowledge, micrometre-sized hole direct drilling on thermo-responsive PNIPAAm substrates has not been reported in the literature yet. In this paper, we report a novel compression-based technique for the fabrication of freestanding PNIPAAm thin films, with thicknesses ranging from 100 to 300 µm, which are then micro-patterned using the KrF excimer laser, thus creating, depending on the projection mask employed, an array of through-holes with diameters ranging from 15 to 50 µm when the hydrogel is in its water-swollen state. In the perspective of developing a fabrication protocol with mass production scale-up feature, the choice of the excimer laser resulted particularly feasible not only because of the high precision machining of quality-resolved features at the micro-scale (from 10 to 30 µm on the dry PNIPAAm) in a repeatable and consistent way, but also because it has potential to be employed for processing large area films with high rapidity and process automation. The influence of machining parameters, such as fluence and number of shots, on the holes' shape as well as films' thermo-response measurements is reported too; due to the shrinkage of the whole polymeric matrix above 32 °C, the holes' diameter can be reduced to about half its original size when the film transition occurs. From the manufacturing point of view, the whole reported process presents novel and advantageous features which can be resumed as follows: (i) the transfer of excimer laser machining, which is traditionally employed for harder material fabrication, to realize micro-patterned soft polymer surfaces with highly resolved geometrical features, without any modification of the polymer's chemistry and the deriving thermoresponsive properties; (ii) a high repeatability and fine control over the realized hydrogel layer thickness and flatness, which facilitates the laser patterning procedure; (iii) the possibility of easily achieving freestanding micro-structured hydrogel intelligent components by choosing the optimum combination of moulding materials and swelling chemicals. On the other hand, from an applicative point of view, the particular choice of the array's design has been driven by the perspective of making the water-swollen thermo-responsive micro-patterned PNIPAAm freestanding films operate as temperature-activated smart cell-sorting interfaces; once integrated in a properly designed multilayer microfluidic device, the hydrogel layers functionality would be that of promoting cells passing throughout their thicknesses via the machined holes, depending on the entrance and exit holes' diameters which are functions of the whole hydrogel temperature. Based on these potential biotechnological application developments, first tests on bonding compatibility between PNIPAAm layers and thermoplastics components as well as fluid leakage tests at the joints' interface have also been carried out in order to preliminary investigate the implementation of such 'smart' films in an actual functional micro-device.
2. Materials and methods
2.1. Films' synthesis and fabrication
In order to produce PNIPAAm thermo-responsive hydrogels, we adopted a synthetic process based on free radical polymerization [20]. All chemicals were purchased from SIGMA Aldrich, unless stated otherwise. The principal drawback in many applications based on the use of PNIPAAm consists in the typical poor mechanical properties of the polymer making it difficult to handle [21]. To overcome this limitation, reaction time and temperature, monomer concentration, solvent type and initiator concentration were varied in order to obtain a transparent hydrogel with suitable mechanical features. The best trade-off was found for a polymerizing mixture obtained by adding reagents with relative amounts as follows: N-isopropylacrylamide (NIPAAm, 377.4 mg, 3.34 mmol), ethanol (EtOH, 558 µl), MilliQ or de-ionized water (H2O, 110.2 µl), ethylene glycol dimethacrylate (EGDMA, 34.9 mg, 0.176 mmol), tetramethylethylenediamine (TEMED, 17.1 mg, 0.147 mmol) and 10% w/w ammonium persulfate aqueous solution (APS, 24.1 µl, 0.0103 mmol). Different concentration of APS as a redox initiator was tested in the polymerization reaction, and it was observed that the minimum amount required to induce cross-linking has to be used in order to avoid hydrogel inhomogeneity. Reaction time and temperature were varied in the range 3–48 h and 4–28 °C, respectively, and no evident correlation with the final hydrogel film's properties was found. The NIPAAm:EGDMA ratio is 1:0.01 mol/mol, while the monomer:initiator ratio is set as 0.6%. Once the reaction takes place, it takes 4 h for gelation and almost 15 h for completing the polymerization and cross-linking of the hydrogel. A scheme of the reaction leading to the molecular unit forming the polymeric network is depicted in figure 1.
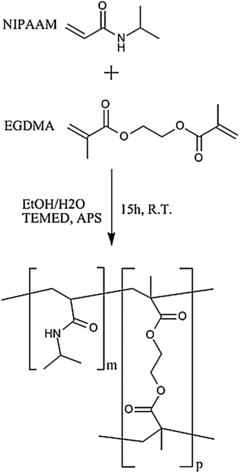
Figure 1. PNIPAAm hydrogel general synthetic scheme.
Download figure:
Standard imageThe swelling ratio of PNIPAAm, defined as the weight of the swollen hydrogel in respect of its dry weight [22], was measured with the blot and weigh method [23] using a precision balance to weigh moulded cylindrical samples (15 mm diameter, 1 mm height). The swelling ratio resulted to be

where Ws is the weight of the hydrogel in the swollen state, while Wd is its weight in the dry state. Although similar moulding protocols were mentioned by other authors [24], the compression-based fabrication method we developed for producing freestanding PNIPAAm thin films has not been described previously. The technique was designed to achieve an appropriate flatness all over the moulded layer length, such that the laser machining could be carried out identically in every region of the film without causing blurs or distortions of the holes' profile due to local thickness variations. Furthermore, the cross-linked polymer had to be physically anchored to the substrate strongly enough to avoid spontaneous detachment and allowing at the same time a relatively ease in being removed from its support after the machining. Repeatability, thickness accuracy and the use of a rather minimal setup in terms of materials and equipment were also required in the perspective of developing a process with scale-up features. The three components of the moulding system employed are as follows: (i) flat 2 mm thick polyvinyl chloride (PVC) rectangular substrates (15 × 5 cm2), (ii) hollow silicone moulds with various thicknesses (75–300 µm) and (iii) 5 mm thick polished aluminium rectangular lids (the same surface area as of the plastic components). PVC layers were treated on one surface with a wet roughening process, by continuously pouring MilliQ water over the material while using sandpaper at the same time in order to promote finest levels of surface roughness (200 and 400 grits were used). Silicone moulds were produced in-house using Daw Corning Sylgard 184 polydimethylsiloxane (PDMS). The protocol for flat PDMS thin sheet realization consists in pouring the degassed viscous polymer (elastomer:curing agent = 10:1 w/w) over a flat aluminium slab, in a region delimited by hollow brass-based foils, which are properly positioned over the metallic substrate; the system is then closed with another aluminium layer and compressed using 30 kg cylindrical brass weights. The curing of the silicone takes place in 30 min at 120 °C over a preheated hot plate. This process allows a precise control over the PDMS films' thicknesses, which results within 10% of the brass-based spacers' one. Once the elastomeric sheets are removed, they are punched or shaped with a central hollow region with a cutter. The technique for the production of PDMS spacers is shown in figure 2.

Figure 2. Fabrication protocol of PDMS moulds: (a) metallic spacers are placed over the bottom aluminium slab; (b) liquid PDMS is poured on the bottom aluminium slab directly from the beaker; (c) a weight is placed on the lid (30–40 min, at 120 °C) and (d) the lid is removed.
Download figure:
Standard imageOnce the equipment is set up, PDMS moulds are placed over the rough PVC substrate in such a way that adhesion between the two materials is guaranteed. The hydrogel polymerizing mixture previously described is then injected with a calibrated pipette in the hollow region defined by the mould. In order to realize PNIPAAm films with thicknesses ranging from 100 to 300 µm and with a rectangular surface area equal to 10 × 2 cm2, 0.5–0.7 ml of solution is sufficient, taking in account leakage phenomena that inevitably occur at the PVC/PDMS interface. Before the injected liquid fully spreads over the PVC, the polished aluminium lid is pressed over the moulding system and compression is then promoted by positioning a cylindrical brass weight over the top layer. This procedure ensures that, for the whole time required for the hydrogel to fully solidify, the system is properly sealed. When disassembly of the moulding apparatus takes place, the different roughness of the substrate and lid allows the film to physically stick to the PVC, while the aluminium component can easily be removed. When employing weights between 2 and 5 kg, the resulting hydrogel films exhibit a thickness equal to the PDMS mould's one within 10–20%. The moulding scheme for PNIPAAm-based thin film realization is reported in figure 3.
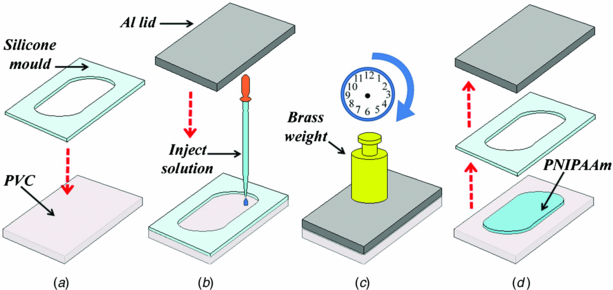
Figure 3. PNIPAAm-based hydrogel thin film moulding protocol: (a) silicone mould is placed on the flat rough PVC substrate; (b) the polymerizing hydrogel solution is injected into the hollow region delimited by the PDMS thickness and (c) then compressed with cylindrical brass weights for the time needed for the reaction to be completed and (d) after 15 h, the system is disassembled and the PNIPAAm film is formed and results firmly attached to the PVC substrate.
Download figure:
Standard imageTo further reduce the error on dry PNIPAAm films' final thicknesses, a similar moulding apparatus which relies on a screw-based compression system has been realized; with this improvement, accuracy in thicknesses could reach values below −10%. The particular choice of the materials employed in the moulding system is the result of a systematic experimental analysis carried out on a wide range of possible candidates, both for the substrate and lid, including glass, polystyrene, polymethylmethacrylate (PMMA), rough aluminium and others (data not shown). The developed manufacturing protocol presents features that have potential to be scaled up for mass production.
2.2. Excimer laser micro-patterning
The through-hole machining on the dry PNIPAAm films by means of the KrF excimer laser (computer-controlled Exitech series 7000, pulsed beam, UV, 248 nm) has been carried out in air, at room temperature. During fabrication, dry hydrogels are still attached to the PVC substrate, in order to ensure a reasonable flatness of the work-piece. The focal distance of the laser is fixed by the system's optics and the sample position is electronically controlled by moving the work-piece stage in the direction perpendicular to the plane defined by the stage itself, such that the projected pulsed beam results focused on the hydrogel top surface.
The focal length and diameter of the demagnification lens are equal to 49.5 and 10 mm, respectively, while its numerical aperture (NA) is 0.2. Working with these optical parameter values allows not only to achieve a high resolution of the machined features (R∼ λ/NA = 3.1 µm), but also to neglect the relatively low differences in the thickness values of the hydrogel film over its surface area (<10%), which do not affect the machining process in terms of reproducibility of the pattern present on the masks due to the depth of field (DOF) of the projection system (DOF ∼ 40 µm). Focal position for each sample was determined by firing the laser on the hydrogel with ten shots per mark over eight different regions located in the film, moving the sample stage elevator 0.1 mm in each step. This procedure sometimes required refinement around a specific position determined to improve the quality of the pattern produced; in this process, the stage elevator is moved 50 or 20 µm off each mark. The projection mask is a 250 µm thick aluminium (4 × 4 cm2) square foil and the pattern design is a 9 × 9 array of equally spaced through-holes with 200 µm diameter and was produced by chemical etching. Two different masks were also realized with the same technique, with hole diameters being 100 and 300 µm, respectively. Thus, since the demagnification of the laser system is 1:10, the entrance hole diameters on the hydrogel are expected to be 10, 20 or 30 µm, respectively, depending on the mask employed. A schematization of the machining apparatus is reported in figure 4. The number of holes and the value of their diameters have been chosen in order to achieve a configuration of 81 tapered micro-capillaries, separated by a centre-to-centre distance of 100 µm, having the cross-sectional dimension comparable with that of a sphere of 10, 20 or 30 µm.
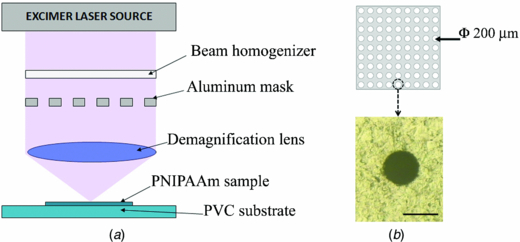
Figure 4. (a) Schematization of the experimental setup employed for excimer laser machining of PNIPAAm thin films and (b) the microscope image of the 200 µm diameter holes' aluminium projection mask (scale bar is 200 µm).
Download figure:
Standard imageProper values of the sample-focused beam mutual distance as well as the fluence threshold beyond which PNIPAAm etching is actually achieved have been experimentally evaluated by analysing the samples with direct microscope imaging. The best choice for achieving good resolved features resulted in laser output energy per pulse equal to 250 mJ, with repetition rate fixed at 5 Hz and number of shots ranging from 400 to 3200. Focal position varied from sample to sample according to hydrogel thickness. An example of a machined PNIPAAm dry film (200 µm thick, mask holes' diameter 200 µm) is reported in figure 5. The set of chosen parameters is a trade-off between the overcome of the ablation threshold and the minimization of debris traces, which are present in a relatively small amount (figures 5(c) and (d)) and which did not show to depend on the number of shots delivered, until this value is set below 2400. Moreover, the micrometre scale spatial resolution and process repeatability achieved with this fabrication protocol, as well as the relatively low cost of the materials involved, render this hydrogel thin films' patterning suitable for further scale-up manufacturing system developments.
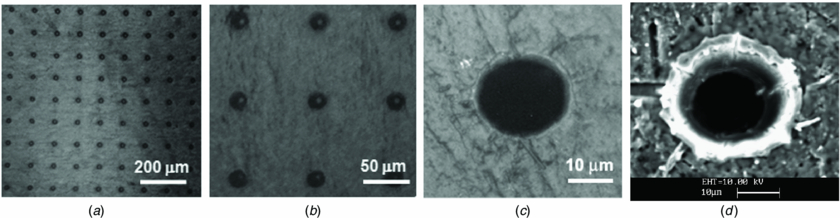
Figure 5. Direct microscope images of patterned holes on the dry PNIPAAm film. (a) Magnification 5×. (b) Magnification 25×. (c) Magnification 40×. The average holes' diameter 〈d〉 is 20.2 ± 0.7 µm and it has been calculated by averaging the values of each single hole's diameter values over the whole array, each one evaluated with a calibrated image processing software. Standard deviation has then been computed using this set of measurements. (d) Scanning electron microscope image of a machined hole.
Download figure:
Standard image2.3. Film detachment and swelling
In order to produce the freestanding micro-patterned PNIPAAm films, a chemical treatment has been carried out on the dry samples. Experimental analysis evaluating different degrees of hydrogels' swelling promoted by a number of organic solvents (methanol, ethanol, acetone, 2-propanol) and aqueous solution containing the same (solvent:water <30:70 v/v) has led us to determine which liquid environment constitutes the best option for detaching the films from PVC without any damage. By soaking the hydrogels anchored to PVC in ethanol, PNIPAAm films were completely detached from the substrate without any supplementary mechanical operation, as a result of the polymer's swelling. Both the in-plane and normal stresses generated by the elastic relaxation of the polymer chains due to the slow incorporation of the solvent in the matrix contribute to overcome the weak work of adhesion at the layer/substrate interface and allows a homogeneous detachment along the whole surface area of the film in a 1 h time window. Furthermore, the liquid penetrating at the forming interface acts as a lubricant to facilitate the process avoiding fractures or failures. To wash the unreacted compounds, films were then rinsed in an ethanol aqueous solution (ethanol:water = 70:30); complete swelling in water is reached by decreasing ethanol concentration by the 20% each hour. Films were then stored at room temperature overnight previous to metrology and thermo-response testing.
2.4. Metrology characterization
Holes' tapering in the swollen state at room temperature was first measured by means of confocal microscopy. The microscope employed is an inverted Leica DMIRE2 HC Fluo TCS 1-B-UV, equipped with Ar and HeNe lasers. The main idea underlying these metrology experiments is to incorporate a small fluorescent dye into the hydrogel matrix, by soaking PNIPAAm samples in a proper aqueous solution containing the molecule of interest and then collect the fluorescent signal from the samples. Within this frame, only the dye-free through-holes would not contribute to the overall fluorescence emission, thus appearing as dark circles in the in-plane (fixed z) images acquired. By processing the set of stacks using ImageJ software, a 3D reconstruction of the holes is then available. More specifically, samples were soaked in an aqueous solution of rhodamine B (20% v/v) overnight, and then briefly rinsed in pentane before analysis in order to remove residual water containing fluorescent dye traces from within the holes. During imaging, PNIPAAm specimens were positioned between two glass slides; in order to avoid dehydration, the acquisition must take place in a time within 30 min after film's positioning on stage. Moreover, the entrance and exit holes' diameters are also measured by means of the optical inverted microscope imaging in order to achieve supplementary information on the holes' tapering; in these set of measurements, PNIPAAm thin films are kept in a water bath at room temperature during observation.
2.5. Thermo-response characterization
To investigate holes' shrinking due to PNIPAAm freestanding films' dehydration when temperature is raised over 32 °C, an experimental apparatus has been employed as shown in figure 6.
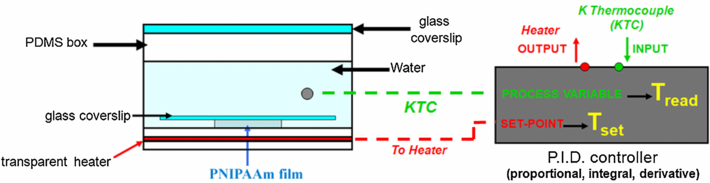
Figure 6. Experimental setup for thermo-response characterization of PNIPAAm freestanding films.
Download figure:
Standard imageHydrogel patterned films are immersed in a heated water bath (2.5 ml), whose temperature can be precisely regulated employing a system made up of a proportional integral derivative (PID) controller (CAL9500), a heating element and a k-type thermocouple (KTC). Samples are analysed by optical microscopy in real time as temperature is changed over a range of more than 20°, from 18 to 39 °C. To hold the specimens in place during imaging, a 150 mm thick glass slide is placed over the hydrogels, in order to guarantee a mild compression so that the films would not endure mechanical constraint. A 120 µm thick transparent heater (MINCO, model H6700R9.0, 9 Ω, power supply 5 V) has been embedded in a moulded PDMS box and connected to the output port of the PID controller. The heating element is positioned at the bottom of the box, 1 mm underneath the container surface, in order to ensure homogeneous heating of the water bath. The thermocouple is held in place suspended in the liquid's bulk and the measured temperature values are continuously processed by the PID system. A feedback loop between the heater and KTC ensures accurate control over the water's temperature (±0.5 °C), which can be directly set from the controller. Each sample is analysed by carrying out multiple temperature cycles to observe the reversibility of the process.
3. Results and discussion
3.1. Metrology characterization by confocal and optical microscopy
After swollen in water, freestanding films were punched in circular discs (6 mm diameter), presenting the holes' array positioned at their centre. According to the expected swelling ratio, the machined through-holes showed an increase in the diameter by 50% with the dry state (figure 7).

Figure 7. Freestanding water-swollen PNIPAAM film (100 mm thick) machined with 200 µm diameter holes' mask at room temperature. (a) Magnification 20×. (b) Magnification 40×. The entrance holes' average diameter has been measured to be 31.8 ± 1.6 µm, according to the swelling ratio of 1.5.
Download figure:
Standard imageAfter the swelling procedure was carried out, debris traces around the machined holes were partially washed away, while the edges of the structures remained approximately as they were in the dry state, reflecting the actual features of the machining process (figure 7(b)).
Results on the holes' tapering reconstruction by means of confocal microscopy on a water swollen 100 µm thick film, machined with the 200 µm diameter hole mask, are shown in figure 8.
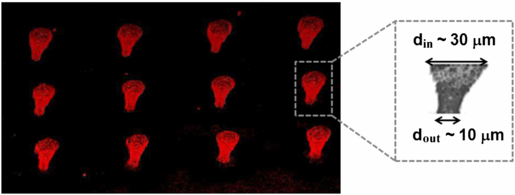
Figure 8. Three-dimensional reconstruction of holes' array by processing individual in-plane stack images acquired by means of confocal microscopy.
Download figure:
Standard imageThe acquisition height step (distance between individual in-plane images) was set as 0.5 µm. The reported picture in figure 8 shows a negative image of the processed stacks, where the through-holes appear red labelled over a dark background. A massive difference between the entrance and exit hole diameters is clearly observed. A measure of the two diameters, averaged over the holes in the array, gives the values of 30 and 10 µm for entrance and exit holes, respectively. The tapering angle could then be calculated to be 84°. To further investigate the holes' shape, optical inverted microscope images have been recorded both for entrance and exit holes. With this simple technique, a reliable 3D reconstruction of the tapering could be carried out, as reported in figure 9 for a 250 µm thick water-swollen freestanding PNIPAAM film, machined using the 300 µm diameter holes' mask (the number of shots equal to 3200).

Figure 9. Optical inverted microscope images, acquired employing a CCD camera, of a 250 µm thick water-swollen PNIPAAM freestanding film (projection mask's hole diameter is 300 µm). Tapering evaluation is carried out using a 3D reconstruction.
Download figure:
Standard image3.2. Temperature-activated smart surfaces
Figure 9 shows a PNIPAAm 100 µm thick film undergoing a volumetric phase transition when the temperature is set to 18, 25, 33, 37 and 39 °C. Machining has been carried out on the sample using the 200 µm diameter holes' mask.
The polymer heating rate has been driven by the temperature ramp set by the PID system, which is approximately 1 °C min–1. No appreciable changes in the sample dimensions or in their transparency have been observed for temperatures below 27 °C. A slight decrease in the disc's dimensions (∼10–15% of its initial diameter) and a mild opacity of the hydrogel started along the imposed heating rate between 28 and 30° C, followed by an abrupt shrinkage that brought the polymer to its equilibrium collapsed state in few seconds after 32 °C is reached. It has been observed that when the hydrogel's temperature is driven beyond the transition point, the pattern's shrinkage occurs along the whole film's deswelling process, thus leading to a significant reduction in through-hole size. The average entrance holes' diameter has been measured to decrease from 30 to 15 µm for the sample imaged in figure 10, and compatible features could be observed for the exit holes, according to the tapering values. Similar behaviour has also been observed for samples with different thicknesses (250, 150 and 100 µm) which were machined employing different projection masks; for the thickness range explored in these tests, no effects on the shrinking behaviour due to size differences have been observed and the shrinking degree of the micro-structures resulted invariant. Supplementary thermo-sensitivity experiments have been lately conducted on thinner micropatterned PNIPAAm layers, approaching a minimum thickness of 50 µm; the deswelling mechanism has still shown the same phenomenology, preserving holes' diameter changes. Furthermore, the process has shown reversibility when multiple cycles have been carried out.

Figure 10. Inverted microscope film's thermo-response characterization; PNIPAAM shrinkage beyond 32 °C leads to a reduction in holes' diameter from 30 to 15 µm. Entrance holes' imaging is reported only and the measured average diameter is also indicated. No significant deformations affect the whole pattern's or micro-capillaries' shape.
Download figure:
Standard imageThe results about the swelling–deswelling kinetics over each cycle showed identical characteristics in terms of response rate and relative hole dimension changes when the temperature was varied from 18 to 39 °C, but exhibited a slower reswelling process for the film to recover its initial state; this could be interpreted as a consequence of the reduced mobility of the hydrophobic polymer chains in their globular conformation in respect of the coil-like hydrophilic state, as pointed out in [25]. We believe that the freestanding character of the fabricated films is not only responsible for the homogeneous and substantial isotropic restriction of the machined geometrical features, but also promotes buckling-free deformation of the through-holes and avoids significant distortion phenomena affecting their shape, at least at the mesoscopic scale. These experimental observations can be compared with what has been reported in the literature concerning the behaviour of mechanical constrained thermo-responsive micro-printed PNIPAAm-based films. Khademhosseini et al [26], as well as Eiichi et al [27], realized micro-patterned PNIPAAm grafted thin films, chemically anchored to solid substrates; due to the in situ fabrication methods employed, the deswelling mechanism is confined only to the thickness' direction for these systems and an increase in the holes' diameter when the temperature is raised beyond 32 °C is observed. Conversely, fully three-dimensional swelling/deswelling, lacking radial stresses at the film–substrate interface, allows the temperature-triggered smart freestanding surfaces to completely transfer their volumetric transition behaviour to the micro-features designed by the excimer laser. This means that a reduction in the whole film's size does not promote an increase in the holes' geometrical dimension but rather favours their shrinkage, according to the overall macroscopic deswelling process. These features render freestanding micro-patterned PNIPAAm films promising and interesting tools to be employed in the frame of properly designed lab-on-chip systems which rely on the use of any size-dependent sorting operation, such as filtering, or which are engineered for promoting cell sorting and cell isolation mechanisms for biotechnological applications. In the latter perspective, we carried out preliminary tests in order to explore the possibility of integrating these smart surfaces with other suitable components based on thermoplastic materials.
3.3. Films' implementation with thermoplastic micro-fabricated components
A three-layer microfluidic device has been designed to determine whether PNIPAAm thin films could endure compression-based bonding when implemented as an interface between two thermoplastic material layers.
The principal focus of these preliminary tests is to identify a range of pressure, determined by the multilayer assembly, which can be endured by a water-swollen PNIPAAm film operating as a gasket element when interposed between two harder polymeric layers. In this regime, no liquid leakages at the different materials' interface should occur when fluid is perfused at relatively low-pressure values (from few Pa to fractions of KPa) on top of the hydrogel surface. Flow rate values were chosen as the independent variable to impose the fluidic regime, being reasonably representative for a wide class of microfluidic perfusion devices [28]. The results of this set of experiments reflect a purely mechanical characteristic of the material synthesized under the condition previously described, rather than aiming at defining a proper operating behaviour which would be strictly depending on its thermo-responsitivity or micro-structured features.
The average duration of each test is around 30 min and no further characterization has been carried out to explore long-term stability effects on the hydrogel components so far; this is also due to the fact that the main idea behind the prototype of cell-sorting chip based on the smart films developed is conceived to be disposable and operating in the time scales of few tenths of minutes. The test micro-system is represented in figure 11(a), while in figure 11(b), a photograph of the device is reported.

Figure 11. PNIPAAm film is implemented in a leakage test device with thermoplastic components: (a) device schematization; (b) CAD drawing of the microfluidic circuits machined on the top PMMA component; fluidic channels and sink channels are separated by a 0.5 mm interface. (c) Red-dye-filled fluidic channels after perfusion of the actual test device.
Download figure:
Standard imagePolymethylmethacrylate (PMMA) 3 mm thick slabs were machined using a numerical control micromilling process in order to realize microchannels, fluidic ports, as well as through-holes for hosting screws; a non- machined PNIPAAm thin film with a surface area of 2.5 × 3.5 cm2 could be positioned over the bottom flat PMMA component, in a region defined by a hollow 75 µm thick metallic spacer. The top PMMA layer is then closed over the film; thus, the micromilled channels (0.5 × 1 mm2 rectangular cross section) present over its bottom surface could get sealed on the hydrogel platform. Two aluminium jigs were also realized and employed to properly compress the three-layer system's components by controlling the screwing (figure 11(b)); in this configuration, 100 µm thick films were thus compressed by 25% of their initial thicknesses.
The sealing pressure of the device is fixed by the screw configuration and is equal to 0.25 MPa. Liquid leakage tests at the interface between the PNIPAAm film and PMMA top layer were then carried out by perfusing the microchannel with a concentrated red dye aqueous solution (E122-Azorubine, 30 mmol) continuously delivered via a diaphragm micropump, at a rate varying from 0.1 to 5 ml min−1; the volumetric flow rate values (Q) employed as the independent input variable and the corresponding pressure differences ΔP expected to be developed in the conducts are reported in table 1. ΔP values are calculated according to the fluidic resistance of each microchannel [29].
Table 1. Volumetric flow rates and relative expected pressure differences for the three microchannels tested during leakage experiments.
| Q = (ml min−1) | 0.1 | 0.5 | 1.0 | 3.0 | 5.0 |
| Channel 1 (top): ΔP (Pa) | 3.81 | 19.0 | 38.1 | 114 | 190 |
| Channel 2 (middle): ΔP (Pa) | 2.82 | 14.1 | 28.2 | 84.5 | 141 |
| Channel 3 (bottom): ΔP (Pa) | 5.46 | 27.2 | 54.6 | 134 | 272 |
Within this volumetric flow rate range, the generated pressure values were suitable to avoid liquid leakages (figure 11(b)) as observed by real-time optical microscope imaging. Moreover, after each perfusion test, the interface regions between the hydrogel and PMMA as well as the sink channels surrounding the perfused microstructures were observed by increasing the objective magnification in order to validate the previous analysis.
4. Conclusions
A novel manufacturing protocol to produce thermo-responsive freestanding hydrogel layers micropatterned with the KrF excimer laser has been reported. A compression-based moulding apparatus is employed to realize hydrogel thin layers (thickness ranging from 100 to 300 µm) attached to flat PVC substrates and projection mask laser machining is then employed to drill an array of 9 × 9 through-holes with 10, 20 or 30 µm entrance diameters on the dry polymer. With the fixed laser output energy per pulse of 250 mJ and repetition rate of 5 Hz, the fabricated geometrical features resulted well resolved within the micron scale with minimal debris effect observed to alter the circular shape of the same or contaminating the nearby regions. The number of shots varied from 400 to 3200, depending on the film's thickness and mask employed. After films' detachment is promoted by a chemical treatment, films are swollen in water and, according to the measured PNIPAAm swelling ratio (1.5), an increase in the holes' diameter occurs. Hole tapering is three dimensionally reconstructed by confocal microscope imaging as well as inverted microscope analysis. Films' thermo-response tests were carried out in a temperature-controlled water bath by means of an in-house-designed system; when the temperature is raised beyond 32 °C, a homogeneous and isotropic shrinkage of the whole pattern occurs along the PNIPAAm dehydration process, and, as a result, holes' diameters reduce to half their original size. No significant distortion or buckling of the features is observed in the deswelled hydrogel's state. We believe that the potential of these micro-patterned and temperature-triggered PNIPAAm freestanding smart surfaces, as sorting or filtering actuators for a number of biotechnological applications, relies on the possibility of their integration in multilayer lab-on-chip devices as intelligent cell-sorting interfaces. Within this frame, in order to explore the possibility of implementing these micro-structured layers with other thermoplastic materials, preliminary bonding and leakage tests have also been carried out. Further analysis based on the numerical simulation of the compressive behaviour of thin films assembled with thermoplastic components as well as the development of a new smart thermo-responsive surface with improved mechanical properties will be the next step towards the design and realization of temperature-triggered cell-sorting microdevices' prototypes.
Acknowledgment
This work has been supported by Fondazione CARIPLO for the project 'Hybrid Multifunctional Microdevices to Probe Cell Biology', under the Program 'Promuovere progetti internazionali finalizzati al reclutamento di giovani ricercatori'.