
Abstract
Microsystems are increasingly being applied in harsh and/or inaccessible environments, but many markets expect the same level of functionality for long periods of time. Harsh environments cover areas that can be subjected to high temperature, (bio)-chemical and mechanical disturbances, electromagnetic noise, radiation, or high vacuum. In the field of actuators, the devices must maintain stringent accuracy specifications for displacement, force, and response times, among others. These new requirements present additional challenges in the compensation for or elimination of cross-sensitivities. Many state-of-the-art precision devices lose their precision and reliability when exposed to harsh environments. It is also important that advanced sensor and actuator systems maintain maximum autonomy such that the devices can operate independently with low maintenance. The next-generation microsystems will be deployed in remote and/or inaccessible and harsh environments that present many challenges to sensor design, materials, device functionality, and packaging. All of these aspects of integrated sensors and actuator microsystems require a multidisciplinary approach to overcome these challenges. The main areas of importance are in the fields of materials science, micro/nano-fabrication technology, device design, circuitry and systems, (first-level) packaging, and measurement strategy. This study examines the challenges presented by harsh environments and investigates the required approaches. Examples of successful devices are also given.
Similar content being viewed by others

Introduction
The earliest known weights and measures systems date to approximately the 4th or 3rd millennium BC and was developed among the ancient peoples of Egypt, Mesopotamia, the Indus Valley, and perhaps Elam (Iran). Over the centuries, different weights and measures systems have emerged. Sensors were designed that could use these systems to measure and define a wide range of parameters. With the industrial revolution, the need for measurements increased greatly, and measurement devices were increasingly used in harsh environments. In the early days, sensors were quite simple and relied on the operator to control the machinery. With the advent of automation, it became increasingly necessary to use sophisticated sensors as components of a control system. These sensors were designed to simply control the machinery. In the automotive industry, this approach was used to improve performance. In recent years, an increasing need has arisen for sensors for environmental control, for example, regulation of the exhaust from automobiles or from the process industry. The source of the harshness might not always be the measurand itself, for example, in the case of measuring pressure at high temperature.
This study defines a harsh environment as any environment that can impede the operation of the device. Harshness can originate from various sources, and examples include the following:
-
High pressure
-
High temperature
-
Shock/high vibration
-
Radiation
-
Harsh chemicals
-
Humidity
-
Biological (including inside the body for medical implants).
Many industries must address these environments, and selected examples are given in Table 1. The extent of the harshness and the limitations on design differ from application to application.
The approach chosen depends on the domain of the harshness and the application. Some examples are given in Table 2.
Table 2 shows a matrix of the harsh conditions (columns) and hierarchical levels at which the specific harsh conditions can be counteracted (rows). The number of + signs indicates the appropriateness of the given level for improved resistance against harshness. For example, chemical harsh environments can best be counteracted by proper material choices and packaging as well as the choice of fabrication technology. Typical approaches to improving resistance to harsh environments are listed below:
-
Materials
-
○ Chemically inert
-
○ High glass or melting temperature
-
○ Dense materials to reduce device exposure to radiation
-
○ Material combinations and alloying
-
-
Technology
-
○ Fabrication method, conditions, annealing
-
○ Additional layers (for example, to prevent delamination and increase resilience), additives
-
-
Device design
-
○ Special zones to absorb mechanical/chemical loading or thermal cycling
-
○ Choice of measurand (for example, a derivative quantity)
-
-
Packaging
-
○ Special zones to absorb mechanical/chemical loading or thermal cycling
-
○ Materials used in packaging (for example, chemically inert)
-
-
System
-
○ Isolation of the electronics from the harsh environment (for example, high temperature)
-
○ Modes of operation (for example, intermittent to prevent self-heating or low power)
-
As an example, in certain cases, the best approach might be optical (that is, often non-invasive) sensing. This method can allow remote sensing in applications where the sensing system is not required to be exposed to the harsh environment, for example, excitation by a laser and measurement of the optical absorption or scattering in the area of interest1 or use of fiber materials that can withstand high temperatures, such as sapphire2. Optical signals in fibers are also not affected by electrical noise3. Coating layers, such as those used with atomic layer deposition (ALD)4,5, may protect the device from harsh chemical environments as well as the use of chemically inert materials such as SiC6,7. For high-temperature applications, wide band gap materials such as SiC, GaN, AlN or diamond8–10 may be used. More recently, interest in the use of graphene has increased for high temperature applications11.
The following sections examine the sources of harshness and the approaches required to address them and allow accurate measurement.
Processing and materials
Substrate materials
Standard electronics are fabricated using single-crystalline silicon, which is an excellent material from both electrical and mechanical perspectives. However, silicon encounters limitations with respect to temperature range. Silicon-based electronic devices are not usually operated above 150 °C owing to junction leakage. Above ~200 °C, the material becomes intrinsic owing to thermal generation of electron–hole pairs. This effect can be offset locally using the exclusion principle12. An alternative approach is to use a semiconductor with a wider band gap, such as SiC, GaN, and AlN. However, the Integrated Circuit (IC) technology for these materials is less well developed, and the substrates are more expensive.
Thin-film deposition
Modern semiconductor thin-film deposition techniques are treated in detail in textbooks13. A non-exhaustive list of current thin-film deposition methods is shown in Table 3 together with short descriptions.
General selection criteria for thin-film deposition are given in Table 4.
Brief comparison of the most popular thin-film technologies
For over 50 years, the most popular thin-film deposition methods in industry have been physical vapour deposition (PVD) and chemical vapour deposition (CVD), with atomic layer deposition (ALD) emerging in applications where nanometer-size layer thicknesses or pinhole free layers are crucial. In particular, spatial ALD has potential as an interesting newcomer14,15. On the basis of the selection criteria listed above, one can compare the different deposition methods compiled in Table 5.
CVD
This method is widely used in the deposition of thin films and is available in three forms: atmospheric-pressure CVD (APCVD), low-pressure CVD (LPCVD), and plasma-enhanced CVD (PECVD). The main layers deposited are silicon oxide, silicon nitride, silicon and silicon carbide (SiC). For harsh environments, SiC is of particular interest because it is chemically inert and can operate at high temperatures. Using PECVD, SiC can be deposited at temperatures <400 °C, thus making it suitable as a coating layer for an IC intended for use in harsh chemical environments. This layer has been observed to be pinhole-free for thicknesses greater than ~200 nm and can be used as the mechanical material for pressure sensors16. LPCVD SiC can also be used, but this material has a deposition temperature above 700 °C and thus cannot be used as a coating layer for standard circuitry (unless an alternative metal layer is used). Other wide band gap semiconductors such as GaN and AlN are also useful materials for high temperature applications.
ALD
This technique is used to deposit films in an atomic layer-by-layer manner4,5, which enables the deposition of notably thin pinhole-free layers of high quality. ALD was first published under the name molecular layering in the early 1960s by Professor Kol’tsov from Leningrad Technological Institute, although the basic concept was proposed by Professor Aleskovski in his PhD thesis in 1952. The characteristic feature that distinguishes ALD from other deposition technologies such as CVD, PVD, sol–gel synthesis, and spray pyrolysis is the self-limiting chemisorption of precursors in each half-cycle5. This feature makes ALD unique in sub-nanometer film thickness and conformality control, offering next to (nearly) equal growth-per-cycle values for identical precursors in different equipment17. The remaining drawback of conventional ALD that prevents it from cost-effective commercial use is the low deposition rate, but this shortcoming has been largely overcome by the launch of spatial atmospheric ALD5.
Selected examples of ALD processes and applications are given in Table 6, which is based on Refs. 4,5,15,18–23.
The high quality of the layer makes it highly suitable for biomedical applications4 and for the use in harsh chemical environments in which the underlying layers must be protected 24,25.
Graphene
This material is an sp2-hybridized allotrope of carbon in the form of a two-dimensional, atomic-scale, hexagonal lattice in which one atom forms each vertex. The material is 200 times stronger than steel by weight and has high thermal and electrical conductance. Graphene has a tensile strength of 130 GPa and a Young’s modulus of 1 TPa, is able to operate at high temperature, is suitable for harsh chemical environments and is acceptable as a coating layer in medical implants26.
Polymers
Polymers are composed of a large, chain-like molecular structure made of monomers, which are covalently linked in three-dimensional networks. There are many examples of both natural and synthetic polymers and polymers have found numerous applications in the sensor field. One of these applications is in medicine where a number of polymers have been found to be suitable for both in vitro and in vivo devices. These polymers do not generate any bodily reactions and are also able to withstand the biological environment. Examples of these polymers include the following:
-
Natural
-
○ Plants: cellulose, natural rubber
-
○ Animals: collagen, heparin, DNA
-
-
Synthetic
-
○ Parylene
-
○ Silicone rubber
-
○ Polyethylene
-
○ Polypropylene
-
○ Polymethyl methacrylate (PMMA)
-
○ Polyvinyl chloride
-
○ Polyether ether ketone (PEEK)
-
Parylene is a trade name for a variety of chemical vapor-deposited poly(p-xylylene) polymers used as moisture and dielectric barriers. The most common of these materials is parylene-C, which was first discovered by Szwarc in 1947 and is suitable for a range of applications, including medical implants27–32. Parylene is deposited by selecting a raw dimer of the material and heating it to nearly 150 °C. The vapor is pulled out under vacuum and heated to high temperature, which allows for sublimation and splitting of the molecule into a monomer. This monomer is subsequently further drawn by vacuum for deposition onto the required substrate.
Silicone rubber is well known for its elastic behavior with a maximum elongation that can range from 90 to 900% depending on the composition33. This material can form watertight seals and is water-repellent, although rather permeable to gas, which is an interesting combination for medical applications. Combination with liquid metals allows for use in strain sensing with up to 50% change in resistance and application, for example, in smart gloves34,35 and soft artificial skin36.
PMMA is probably better known under the name ‘plexiglas’ and is a low-cost, optically transparent material that has numerous applications in sensing. PMMA is often used in the formation of microfluidic chips37, for example, in the form of molded structures.
PEEK is a semi-crystalline plastic used abundantly in engineering components owing to its mechanical strength, high wear resistance, chemical inertness in organic, and aqueous environments, high maximum operating temperature (up to 250 °C) and low thermal degradation. Although PEEK has relatively high glass transition and melting temperatures, it can be processed by molding and extrusion, computer numeric controlled machining38, and recently even through additive manufacturing by either fused deposition modeling (FDM)39 or selective laser sintering40. The properties of PEEK make it a biocompatible material that is used in the reconstruction of large cranial osseous defects41, among other applications.
Ceramics
Ceramics span a wide range of inorganic materials that can be highly ordered or amorphous (for example, glass). Ceramics such as sintered alumina are thermally and chemically resistant and can withstand temperatures as high as >2000 °C (Ref. 42) and aggressive applications in, for example, oven linings and plasma-etching equipment43. Some ceramics are also piezoelectrics and can therefore be applied in both sensors and microactuators. A review of the development of piezoelectric ceramics can be found in Ref. 44. In terms of medical applications, ceramics have been used in dental and orthopedic implants. For these applications, ceramics are robust and biocompatible (that is, they do not generate any reactions from the body). Ceramics have replaced many metal devices for implants45, and examples exist of biodegradable ceramics for bone implants46. Glass is used in the encapsulation of implants.
Harsh environments
This section discusses the different types of harsh environments. In certain cases, attempts are made to measure parameters such as high temperature or alternative parameters at high temperature. There are many such examples within different signal domains.
High temperature
Silicon is an excellent material for sensors but has certain limitations in terms of its process temperature window (the temperature tolerance range in which device fabrication can take place) and device-operating temperature range.
If the device uses a p–n junction, the temperature is limited to ~125 °C. Above this temperature, the junction suffers from leakage. Near 200 °C, extrinsic silicon is reverted to intrinsic silicon owing to the high generation of electron–hole pairs. This transition can be extended to higher temperatures for small volumes of silicon (which might contain the device) using the exclusion principle12. The device is designed and biased such that a small contact must supply a large number of minority carriers, which means that if the semiconductor begins to generate large numbers of electron-hole pairs, the minority carriers are immediately absorbed and the volume remains an extrinsic semiconductor. If we are able to fabricate devices within this region, they can continue to operate normally at temperatures above the transition. In this work12, Hall devices were fabricated to operate at up to 500 °C. The basic principle is shown in Figure 1.

Basic structure for use of the exclusion principle.
For direct temperature measurements, platinum resistors can be a good option. Platinum is stable up to ~1000°C (Ref. 47), and platinum-based thermocouples are widely used in temperature measurement. The materials used in the construction determine the device sensitivity and also the temperature range. Certain thermocouples are able to measure temperatures up to 3000 °C (Ref. 48). These high-temperature measurements require refractory (that is, high melting point) materials such as tungsten and rhenium.
In applications such as pressure sensing at high temperature, the sensor must be exposed to the environment. One option is to use wide band gap semiconductor materials that maintain their electrical properties up to higher temperatures. For example, SiC power devices have been operated successfully at temperatures of ~600 °C. Diamond devices have been found to operate at even higher temperatures, and Schottky devices have operated at 1000 °C (Ref. 49). Ceramic materials and metals such as tungsten maintain their mechanical properties at notably high temperatures (>1000 °C). These alternative materials can be combined with device/package designs that protect the sensing element from the high environmental temperatures. This approach is illustrated in Figure 2. The use of a silicon membrane in direct contact with the environment limits the working temperature for measuring pressure. If p–n junctions are used, the temperature is limited to below 150 °C. Above 500 °C, the good mechanical properties are lost, and the materials become plastically deformable50. The temperature range can be extended using a metal membrane with a mechanical connection to the chip. In this case, the pressure can be transduced to a pressure sensor via an incompressible fluid or through a hard contact to a stress sensor. Using the same basic principle, the sensor chip can be further isolated from the environment by adding a longer mechanical element that allows for further thermal isolation, as shown in the top right option, which greatly improves the temperature range, although it also increases the costs.

Different approaches to high temperature/pressure sensing. Adapted from Ref. 55.
The use of SOI wafers51–53 or polysilicon piezoresistors54 can also increase the temperature range because these materials do not rely on p–n junctions. Further improvement can be achieved by selecting a wider bandgap material such as SiC or SiC on an insulator. All of these semiconductors have limitations in terms of their temperature range and bursting pressure. If a metal or other material is used as the membrane (Figure 2; Ref. 55), the material and thickness of the membrane can be chosen to meet the pressure and temperature requirements.
An alternative approach to high temperature application is the use of optical fibers. In the oil industry, for example, in the drilling of holes and pipes, long distances often lie between the point of measurement, and the readout in addition to high temperature and high electrical noise in the environment. In this case, optical fibers offer the best option and fibers capable of withstanding high temperatures can be used56. Alternatively, free-space optics can be used57. In this case, the light source and the receiver are isolated by distance from the harsh environment, and only the light passes through the device.
With fiber-optic devices, the temperature sensitive components of the system can be sheltered from high ambient temperatures. The measurement process can use interference58 or Fabry–Pérot interferometry59. An example of an optical-fiber pressure sensor is given in Figure 3 (Ref. 60).

Optical fiber pressure sensor. On the basis of Ref. 60.
In extraction and recovery in the oil industry, the point of measurement might be located >1 km from the instrumentation. Furthermore, the point of measurement and the path to the instrumentation may be at high temperature and also may be subjected to high electrical interference. An optical system can address many of these problems, and one such example is given in Figure 4. The use of optical techniques offers many opportunities for operation at high temperatures61.

In situ monitoring of a steam-assisted gravity drainage (SAGD) well with unique white light Fabry–Pérot interferometer fiber-optic pressure and temperature sensors constructed from highly durable and corrosion-resistant sapphire material. Courtesy of Opsens Solutions Inc., Quebec, Canada.
The operating temperature range of standard CMOS can be increased by careful consideration of the design62,63. Through careful design of the preamplifier, the system was able to operate at temperatures up to 275 °C.
Low temperature
Extremely low temperatures (<100 K) also create challenges for sensors and the electronics. Fibre Bragg gratings have been shown to work effectively at extremely low temperatures64, as have a number of other devices65,66. At moderately low temperatures, approximately −50 °C, problems occur with the packaging and the batteries in devices. As the temperature decreases further to cryogenic temperatures and below, the challenges greatly increase. Silicon continues to operate, but adjustments to the processing and the design are required. An overview of the issues for operation at cryogenic temperatures and below is given in Ref. 67. Enhanced operation at these low temperatures using high-K dielectrics can aid in maintaining correct operation68.
High pressure
Silicon membrane pressure sensors are excellent for low to medium pressure (0–300 bar)69, but might easily fail when overloaded due the brittleness of silicon. However, in many industries, such as the automotive and process industries, the pressure to be measured might lie in the range of 2000–3000 bar. For these higher pressures, alternative membrane material can be used. The main approach uses a metal membrane that determines the pressure range and transfers the value to the sensing element via a fluid or fixed connection. This method is similar to the approach used in sensors that operate at high temperature. One example deposits polysilicon onto a stainless steel substrate70, although this method generates additional processing challenges. The best option is to use sputtered oxide as an insulator because it can be formed on a wide range of substrates at relatively low temperature. The type of stainless steel used was suitable for temperatures up to ~500 °C. Polysilicon piezoresistors were deposited at low temperature and laser-annealed to avoid excessive heating of the substrate. High pressure/high temperature measurement systems have also been developed using optical techniques71, and ceramics can be applied for this purpose72.
Shock/high acceleration
In some military applications, measurement devices are expected to survive high acceleration and shock during operation. Accelerometers designed for low acceleration still must withstand the high shock/high acceleration, which can be achieved using stoppers that prevent the mass from moving too far. Selected accelerometers use oil in the cavity, which prevents the device from oscillating at resonant frequencies and protects it from shock73.
Radiation
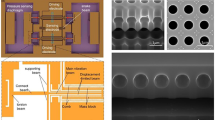
Measurement of radiation or operation in an environment with radiation presents many challenges, depending on the type of radiation. In space applications, devices might be exposed to high levels of ultraviolet (UV) radiation from the sun. Certain systems can be protected from this radiation via installation in the satellite or spacecraft, but others must be exposed to be able to measure. In satellite applications, the devices might also be exposed to sharp swings in temperature. In medical applications, the devices could be exposed to X-ray or proton bombardment. Modern lithography uses extreme UV, which is reflected by at least eight Bragg reflector mirrors that compose the reticule stage and the wafer stage in the optics of an EUV system. Still, the current mirror reflectivity record is still only 70.3% of the EUV light. Current state-of-the-art mirrors are produced by e-beam evaporation and ion beam sputter deposition of superlattices (Mo/Si; see Figure 5 (Ref. 74)) with B4C interlayer diffusion barriers to improve thermal diffusion resistance75,76. These devices yield >70% EUV reflectivity, although 75% yield is theoretically possible with superior mirror surface protection and new absorber and spacer material layers. In addition to the ultrathin layer deposition techniques that are currently used in EUV mirror manufacturing (for example, e-beam evaporation and ion beam sputter deposition), atomic layer deposition can be developed to further improve the so-called spectral purity of the multilayer stacks. Examples are found in anti-reflection coatings designed to improve DUV contrast for inspection (Al2O3, SiON), absorber layers to absorb EUV for image formation (for example, Ta(B)N, TaSi(N)), and buffer/capping layers to protect the mirror stack from absorber-etch damage and from unexpected oxidation, and blistering due to hydrogen radical diffusion into the mirror layer stack, for example, Ru, TiO2, Nb, and B4C (Ref. 77). Efforts have also been put forth to increase the emissivity (currently ~30%) of the layer stack to counteract the heating by IR and DUV radiation from the EUV source.

X-ray radiation can have notably harmful effects on operation of MOS devices, and exposure to X-rays can shift the transistor characteristics78. The shift with increasing exposure is shown in Figure 6 (Ref. 78). This effect can be greatly reduced through layout design using an enclosed layout (Figure 7 (Ref. 78)) with the resulting improvement in radiation hardness shown in Figure 8 (Ref. 79).

Effects of X-ray radiation on MOS transistor characteristics78. MOS, metal–oxide–semiconductor.

(a) Cross-section of in-pixel elementary devices, (b) regular layout of a MOSFET, (c) enclosed layout of a MOSFET78. MOSFET, metal–oxide–semiconductor field-effect transistor.

Reduced radiation effects using the enclosed layout transistor78.
Alternative materials can be used to measure radiation signals outside the normal range for silicon. One such approach uses GaN photodiodes formed on top of a standard IC. This approach enables UV measurement, and readout can be accomplished using standard IC technology. A cross-section of this device is shown in Figure 9 (Ref. 79).

Cross-section of a UV sensor that uses a GaN diode. Adapted from Ref. 79. UV, ultraviolet.
Harsh chemical environment
Aggressive chemicals affect not only the measurement layer but also the packaging. It is therefore essential that all aspects of the device are considered during development. In certain cases, a layer is used to react with the target chemical to be measured. Many different types of sensors are available for chemical measurement, including electrochemical, chemFET, and optical types. The chemFET option is one of a group of devices that also include devices for measuring ions (ISFET) and enzymes (ENFET). These devices are based on standard MOS transistors in which the gate has been modified to enable the measurement80. Because this device is based on silicon technology, it has a limited temperature range. Tobias et al81 reported useful properties at the interface between oxide and SiC at temperatures greater than 700 °C (Ref. 81). A review of MOS-based hydrogen sensors using SiC technology can be found in Ref. 82. In certain cases, the aggressiveness of the chemical requires a protection layer or a measurement layer that can withstand the environment. Such a solution is depicted in Figure 10 (Ref. 83).

Package designed for high-pressure applications in a saline environment83. Reproduced with kind permission from Y Gianchandani and Tao Li.
Silicon carbide is an excellent candidate for harsh chemical environments because it is chemically inert and can also operate at high temperatures. In its porous form, it can be used as an ammonia sensor. Ammonia is highly aggressive and can destroy both many sensing materials, such as silicon, and commonly used metals, such as aluminum. Porous silicon carbide can be used as a capacitive ammonia sensor with high reliability84. The basic structure is shown in Figure 11. The entire chip is covered with SiC as a protection layer, and only the area above the electrodes is rendered porous for sensing.

Capacitive ammonia sensor using porous SiC as the sensing layer and SiC as a protection layer for the electronics.
Humidity
Humidity has always been an issue for ICs. Packaging must be hermitically sealed to ensure that humidity cannot reach the chip. Humidity results in corrosion of the metallization and even creates short circuits if it reaches under the passivation layer to the silicon itself. Humidity sensors must be exposed to this environment and therefore can suffer from reliability problems. Most humidity sensors are capacitive and use polymers or ceramics to absorb the water vapor and therefore change the capacitance85–89. With all of these devices, the remainder of the chip must be hermetically sealed to ensure reliable operation, but a further reliability issue remains with these devices. Both of these materials expand with absorbed moisture, which results in physical expansion. The continual expansion and contraction leads to stress on the adhesion between the sensing layer and the underlying substrate, which can lead to failure. One solution to this problem is to use porous silicon90. Porous silicon does not expand with moisture absorption, and therefore, the problem is resolved. However, if exposed to high humidity and elevated temperature, surface oxidation in the pores can lead to drift. A move to silicon carbide and use of a structure similar to that in Figure 11 might aid in solving the problem because SiC is far less reactive than silicon and therefore does not oxidize at these temperatures91.
Medical implant/catheters
For medical implants, limitations exist on both sides. From the medical point of view, there are limitations on the materials that can be used and on the size and shape of the device to maintain biocompatibility, whereas from the device point of view, the implant must survive in a harsh environment. The materials that can be used in medical implants are limited by the constraints of biocompatibility. In many cases, coating layers are applied, such as polymers, parylene, PEEK (polyether ether ketone) or graphene92–95. A number of metals can also be used (depending on the location of the device), such as platinum, titanium, and TiN. An overview of the important issues with metals, ceramics, and polymers is given in Table 7 (Ref. 94).
The regulations depend upon the function of the device/material, where it is located, and for how long it remains in contact with tissue. The longer the contact with tissue, the tighter the regulations will be. Catheters, for example, will usually remain in the body for less than 72 h. Monitoring systems used after an operation might be in contact with tissue for days or perhaps a number of weeks. Long-term implants, such as cochlear implants and pacemakers, are typically implanted for 7–10 years. The FDA regulations depend on the location of the implant and the length of time that the device is in contact with living tissue. The three categories are <1 day, between 1 and 30 days, and >30 days. These regulations are covered under the standards ISO 10993-1 in the US96 and EN 30993-1 in Europe.
An overview of biomaterials can be found in Ref. 93, and the role of microsystems is described in Ref. 97. Many implanted devices require a wireless communication system with the outside environment98. In addition to the limitations on materials that can be used, the in vivo environment is highly aggressive, not only because of the chemical environment but also because the body attacks any foreign material. Catheters are generally in place for less than 72 h and maintain direct wired contact to the outside. The first patient treatment with cardiac catheters dates back to the 1950s with the work of Dotter. Silicon sensors were able to meet the space restrictions of this application and, with the correct coating/packaging, were able to withstand the environment and avoid generation of any unwanted reaction from the host. A pressure sensor that uses a membrane was a simple device that met all requirements and has been a successful commercial product for many years99. Companies such as NovaSensors (Buellton, CA, USA), Braun (Frankfurt, Germany), Edwards, Yilson Medical Technology, and Cook Medical (Bloomington, IN, USA) have pressure-monitoring catheters in the market, and many more companies are currently producing these types of devices. Most of the products are disposables and must therefore be manufactured at low cost. Furthermore, most commercial devices contain only a single sensor. However, use of silicon allows a number of sensors to be included on a single chip100,101. As stated above, catheters are generally used over periods of <72 h and maintain direct wired contact to the outside world, but implanted sensors often must remain in the body for longer periods and use wireless communication102,103. In addition, power for the devices must be considered. Batteries are one option, but inductive powering can be a better option104. Polymers are excellent materials for implants owing to the choice of biocompatible polymers because they are generally rather flexible and can also be used as a sensing layer. One such example is measurement of oxygen in tissue using optical techniques and a polymer in direct contact with the tissue105. Long-term implants include pacemakers106, deep brain probes107, prostheses108, cochlear implants109, and retinal implants110. Interest also exists in long-term implants for administration of insulin or other medicines for chronic conditions. In some cases, the sensor can be completely protected from the environment, but in other situations, the sensor must be exposed and therefore must withstand a harsh environment. For example, the cochlear implant operates in a saline solution for a number of years. The electrodes must be maintained as electrically active, which increases corrosion. Modern implants use plate platinum as the electrode. Future cochlear implants might be fabricated using IC technology, and in this case, TiN may be a better option for the electrodes111,112. In the field of medical implants, the challenges are broad and varied. In some applications, the combination of humidity, local pH, and body fluids can combine to erode both the electrode and the packaging.
Testing and reliability
If any device is to achieve commercial success, the reliability of the devices must be demonstrated. Where possible, the testing should occur under more extreme conditions than in the intended application. Standard testing methods include high temperature/high humidity, temperature swings, radiation exposure, high salt solutions, and so on. These tests must be designed to best test the microsystem for the intended environment. At the European Space Agency, a wide range of test facilities is used to ensure that the devices can survive the environment113. In medical implants, biocompatibility tests are complicated and extensive96. In addition, the devices must be tested to maintain good functionality in the environment. Many tests are performed in salt solutions that are more concentrated than those encountered in applications. Reliability testing is an essential component of the development and must be adapted for each application. This requires a good understanding of the environment and the failure mechanisms114.
Conclusions
A harsh environment is any environment that impedes the normal operation of a sensing or actuating device. A number of approaches can be used to address these problems, such as alternative materials, coating layers or design as well as protective device packaging. For each application, it is necessary to consider all of these aspects to successfully design and fabricate a reliable system.
References
Allen MG . Diode laser absorption sensors for gas-dynamic and combustion flows. Measurement Science and Technology 1998; 9: 545–562.
Zhu Y, Huang Z, Shen F et al. Sapphire-fiber-based white-light interferometric sensor for high-temperature measurements. Optics Letters 2005; 30: 711–713.
Giallorenzi TG, Burcaro JA, Dandridge A et al. Optical-fiber sensors challenge the competition: Resistance to corrosion and immunity to interference head the list of benefits in detecting stimuli ranging from pressure to magnetism. IEEE Spectrum 1986; 23: 44–50.
George SM . Atomic layer deposition: an overview. Chemical Reviews 2010; 110: 111–131.
Poodt P, Cameron DC, Dickey E et al. Spatial atomic layer deposition: A route towards further industrialization of ALD. Journal of Vacuum Science & Technology A 2012; 30: 010802.
Harris GL (ed). Properties of Silicon Carbide. INSPEC Publication, Institute of Electrical Engineers, Stevenage, UK, 1995.
Sarro PM . Silicon Carbide as a new MEMS material. Sensors & Actuators A 2000; 82: 210–218.
Yoshida S, Suzuki J . High-temperature reliability of GaN electronic device. Proceedings of the Materials Research Society Symposium 2000. Cambridge University Press, Cambridge, UK, 1999.
Neudeck P, Okojie RS, Chen L . High-temperature electronics—a role for wide bandgap semiconductors? Proceedings of the IEEE 2002; 90: 1065–1076.
Zaitsev AM, Burchard M, Meijer J et al. Diamond pressure and temperature sensors for high-pressure high-temperature applications. Physica Status Solidi (A) 2001; 185: 59–64.
Novoselov KS, Fal’ko VI, Colombo L et al. A roadmap for graphene. Nature 2012; 490: 192–200.
S. R. in‘t Hout SR, Middelhoek S . High temperature silicon Hall sensor. Sensors and Actuators A: Physical 1993; 37-38: 26–32.
Doering R, Nishi Y, editors. Handbook of Semiconductor Manufacturing Technology. 2nd edn CRC Press, Boca Raton, USA. 2008.
Poodt P, Knaapen R, Illiberi A et al. Low temperature and roll-to-roll spatial atomic layer deposition for flexible electronics. Journal of Vacuum Science & Technology A 2012; 30: 01A142.
Jur JS, Parsons GN . Nanoscale ceramic surface modification of textiles by atomic layer deposition. American Ceramic Society Bulletin 2012; 91: 24–27.
Pakula LS, Yang H, Pham HTM et al. Fabrication of a CMOS compatible pressure sensor for harsh environments. Journal of Micromechanics and Microengineering 2004; 14: 1478–1483.
Puurunen R . Surface chemistry of atomic layer deposition: A case study for the trimethylaluminum/water process. Journal of Applied Physics 2005; 97: 121301.
Werner F, Stals W, Gortzen R et al. High-rate atomic layer deposition of Al2O3 for the surface passivation of Si solar cells. Energy Procedia 2011; 8: 1301–1306.
Kim H . Atomic layer deposition of metal and nitride thin films: Current research efforts and applications for semiconductor device processing. Journal of Vacuum Science and Technology 2003; 21: 2231.
Greer F, Fraser D, Coburn JW et al. Fundamental vacuum beam studies of radical enhanced atomic layer chemical vapor deposition of TiN. Journal of Vacuum Science & Technology A 2003; 21: 96.
Elers KE, Saanila V, Spomomem PJ et al. Diffusion barrier deposition on a copper surface by atomic layer deposition. Chemical Vapor Deposition 2002; 8: 149–153.
Leick N, Verkuijlen ROF, Lamagna L et al. Atomic layer deposition of Ru from CpRu(CO)2Et using O2 gas and O2 plasma. Journal of Vacuum Science & Technology A 2011; 29: 021016 .
Mackus AJM, Leick N, Baker L et al. Catalytic combustion and dehydrogenation reactions during atomic layer deposition of platinum. Chemistry of Materials 2012; 24: 1752–1761.
Knoops HCM, Baggetto L, Langereis E et al. Deposition of TiN and TaN by remote plasma ALD for Cu and Li diffusion barrier applications. Journal of the Electrochemical Soceity 2008; 155: G287–G294.
Xie X, Rieth L, Merugu S et al. Plasma-assisted atomic layer deposition Al2O3 and parylene C bi-layer encapsulation for chronic implantable electronics. Applied Physics Letters 2012; 101: 093702.
Sanchez VC, Jackak A, Hurt RH et al. Biological interactions of graphene-family nanomaterials: An interdisciplinary review. Chemical Research in Toxicology 2012; 25: 15–34.
Schmidt EM, McIntosh JS, Bak MJ . Long-term implants of Parylene-C coated microelectrodes. Medical and Biological Engineering and Computing 1988; 26: 96–101.
Smid J, van Beylen M, Hogen-Esch TE . Perspectives on the contributions of Michael Szwarc to living polymerization. Progress in Polymer Science 2006; 31: 1041–1067.
Cieślik M, Engvall K, Pan J et al. Silane-parylene coating for improving corrosion resistance of stainless steel 316L implant material. Corrosion Science 2011; 53: 296–301.
Hassler C, von Metzen RP, Ruther P et al. Characterization of parylene C as an encapsulation material for implanted neural prostheses. Journal of Biomedical Materials Research Part B: Applied Biomaterials 2010; 93B: 266–274.
Rodger DC, Fong AJ, Li W et al. Flexible parylene-based multi-electrode array technology for high-density neural stimulation and recording. Sensors & Actuators B 2008; B132: 449–460.
Chen PJ, Rodger DC, Saati S et al. Microfabricated implantable parylene-based wireless passive intraocular pressure sensors. Journal of Microelectromechanical Systems 2008; 17: 1342–1351.
The Silicone Molding Design Manual. Available at http://www.silicone.pro/manual.pdf (accessed on 27 June 2016).
Michaud H O, Teixidor J, Lacour S P . Soft metal constructs for large strain sensor membrane. Smart Materials and Structures 2015; 24: 035020.
Michaud H O, Teixidor J, Lacour S P . Soft flexion sensors integrating strechable metal conductors on a silicone substrate for smart glove applications, 28th IEEE International Conference on Micro Electro Mechanical Systems (MEMS); 18–22 Jan 2015; Estoril, Portugal; 2015: 760–763.
Park Y L, Chen B R, Wood R J . Design and fabrication of soft artificial skin using embedded microchannels and liquid conductors. IEEE Sensors Journal 2012; 12: 2711–2718.
O’Connor J, Punch J, Jeffers N et al. A dimensional comparison between embedded 3D-printed and silicon microchannels. Journal of Physics: Conference Series 2014; 525: 012009.
Mata Cabrera F, Fuentes D, Hanafi I et al. Multi-criteria optimization using taguchi and grey relational analysis in CNC turning of PEEK CF30. Journal of Thermoplastic Composite Materials 2012; 25: 101–114.
Valentan B, Kadivnik Ž, Brajlih T et al. Processing poly(ether etherketone) on a 3d printer for thermoplastic modelling. Materiali in Technologije 2013; 47: 715–721.
Schmidt M, Pohle D, Rechtenwald T . Selective laser sintering of PEEK. CIRP Annals –Manufacturing Technology 2007; 56: 205–208.
Lethaus B, Poort Ter Laak M, Laeven P et al. A treatment algorithm for patients with large skull bone defects and first results. Journal of Cranio-Maxillofacial Surgery 2011; 39: 435–440.
Levine SR, Opila EJ, Halbig MC et al. Evaluation of ultra-high temperature ceramics for aeropropulsion use. Journal of the European Ceramic Society 2002; 22: 2757–2767.
Donnelly VM, Kornblit A . Plasma etching: Yesterday, today, and tomorrow. Journal of Vacuum Science & Technology A 2013; 31: 050825.
Jaffe B, Cook WR Jr, Jaffe H . Piezoelectric Ceramics. Academic Press, Elsevier: Cambridge, Massachusetts. 1971.
Ducheyne P, Hastings G W, editors. Metal and Ceramic Biomaterials. Structure CRC Press, Taylor & Francis, Boca Raton, Florida, USA. 1984.
Bhaskar SN, Brady JM, Getter L et al. Biodegradable ceramic implants in bone: Electron and light microscopic analysis. Oral Surgery, Oral Medicine, Oral Pathology 1971; 32: 336–346.
Tiggelaar RM, Sanders RGP, Groenland AW et al. Stability of thin platinum films implemented in high-temperature microdevices. Sensors & Actuators A: Physical 2009; 152: 39–47.
Childs PRN, Greenwood JR, Long CA . Review of temperature measurement. Review of Scientific Instruments 2000; 71: 2959.
Willander M, Friesel M, Wahab Q-U et al. Review: silicon carbide and diamond for high temperature device applications. Journal of Materials Science: Materials in Electronics 2006; 17: 1–25.
Eickhoff M, Reinhardt P, Kroetz G . Accelerated aging of micromachined silicon/silicon carbide diaphragms by the application of pressure and temperature. Proceedings of the 2nd Conference on Micro Materials 1997; Berlin, Germany; 1997: 955.
Li S, Liang T, Wang W et al. A novel SOI pressure sensor for high temperature application. Journal of Semiconductors 2015; 36: 014014-1–014014-5.
Li X, Liu Q, Pang SX . High-temperature piezoresistive pressure sensor based on implantation of oxygen into silicon wafer. Sensors & Actuators A: Physical 2012; 179: 277–282.
Guo S, Eriksen H, Childress K et al. High temperature smart-cut pressure sensor. Sensors & Actuators A: Physical 2009; 154: 255–260.
Obieta I, Castaño, Gracia FJ . High-temperature polysilicon pressure microsensor. Sensors & Actuators A: Physical 1995; 46-47: 161–165.
Kroetz GH, Eickhoff MH, Moeller H . Silicon compatible materials for harsh environment sensors. Sensors & Actuators A: Physical 1999; 74: 182–189.
Dils RR . High-temperature optical fiber thermometer. Journal of Applied Physics 1983; 54: 1198.
Wu Q, Zhang X-C . Free‐space electro‐optic sampling of Terahertz beams. Applied Physics Letters 1995; 67: 3523.
Chan MA, Collins SD, Smith RL . A micromachined pressure sensor with fiber-optic interferometric readout. Sensors & Actuators A: Physical 1994; 43: 196–201.
Zhu Y, Wang A . Miniature fiber-optic pressure sensor. IEEE Photonics Technology Letters 2005; 17: 447–449.
Griffin BA, Mills DA, Schmitz T et al. A Sapphire Based Fiber Optic Dynamic Pressure Sensor for Harsh Environments: Fabrication and Characterization. 49th AIAA Aerospace Sciences Meeting including the New Horizons Forum and Aerospace Exposition; 4–7 Jan 2011; Orlando, FL, USA; 2011: AIAA 2011-1098.
Zhang Y, Pickrell GR, Qi B et al. Single-crystal Sapphire Based Optical Polarimetric Sensor for High Temperature Measurement. Sensors 2006; 6: 823–834.
de Jong PC, Meijer GCM . A high-temperature electronic system for pressure-transducers. IEEE Transactions on Instrumentation & Measurement 2000; 49: 365–370.
Crovini L, Actis A, Galleano R . A high temperature noise thermometer for accurate thermodynamic temperature measurements. IEEE Transactions on Instrumentation & Measurement 1993; 42: 391–394.
Gupta S, Mizunami T, Yamao T et al. Fiber Bragg grating cryogenic temperature sensors. Applied Optics 1996; 35: 5202–5205.
Klein HH, Klempt G, Storm L . Measurement of the thermodynamic temperature of 4He at various vapour pressures by a noise thermometer. Metrologia 1979; 15: 143–154.
Rychen J, Ihn T, Studerus P et al. Operation characteristics of piezoelectric quartz tuning forks in high magnetic fields at liquid helium temperatures. Review of Scientific Instruments 2000; 71: 1695.
Balestra F, Ghibaudo G, editors. Device and Circuit Cryogenic Operation for Low Temperature Electronics. Kluwer Acadamic Publishers, Springer, New York City, USA. 2001.
Pereira L, Barquinha P, Fortunato E et al. High k dielectrics for low temperature electronics. Thin Solid Films 2008; 516: 1544–1548.
Wiegerink R, Zwijze R, Krijnen G et al. Quasi-monolithic silicon load cell for loads up to 1000kg with insensitivity to non-homogeneous load distributions. Sensors & Actuators A: Physicals 2000; 80: 189–196.
Krueger S, Gessner W . Advanced Microsystems for Automotive Applications Yearbook. Springer Science & Business Media, New York City, USA. 2012.
Datchi F, Dewaele A, Loubeyre P et al. Optical pressure sensors for high-pressure–high temperature studies in a diamond anvil cell. High Pressure Research 2007; 27: 447–463.
English JM, Allen MG . Wireless micromachined ceramic pressure sensors. 12th IEEE International Conference on Micro Electro Mechanical Systems (MEMS'99); 14-21 Jan 1999; Orlando, FL, USA; 1999: 511–516.
Gordon Brown T, Davis B, Hepner D et al. Strap-down microelectromechanical (MEMS) sensors for high-G munition applications. IEEE Transactions on Magnetics 2001; 37: 336–342.
Bosgra J, Zoethout E, van der Eerden AMJ et al. Structural properties of subnanometer thick Y layers in extreme ultraviolet multilayer mirrors. Applied Optics 2012; 51: 8541–8548.
Louis E, Yakshin AE, Tsarfati T et al. Nanometer interface and materials control for multilayer EUV-optical applications. Progress in Surface Science 2011; 86: 255–294.
Huang Q, Paardekooper DM, Zoethout E et al. UV spectral filtering by surface structured multilayer mirrors. Optics Letters 2014; 39: 1185–1188.
Kim TG, Kim BH, Kang I-Y et al. Study of a thin Al2O3/TaN absorber stack on Ru-capped multilayers. Journal of the Korean Physical Society 2006; 49: S721–S725.
Tan J, Büttgen B, Theuwissen AJP . Analyzing the radiation degradation of 4-transistor deep submicron technology CMOS image sensors. IEEE Sensors Journal 2012; 12: 2278–2286.
Lee CY, Matsuno F, Hashimoto Y et al. Intelligent ultraviolet sensor composed of GaN-based photodiode and N-channel metal oxide semiconductor Si-Charge transfer type signal processor. Japanese Journal of Applied Physics 2012; 51: 044101.
Bergveld P . The operation of an ISFET as an electronic device. Sensors & Actuators 1981; 1: 17–29.
Tobias P, Golding B, Ghosh RN . Interface states in high-temperature gas sensors based on silicon carbide. IEEE Sensors Journal 2003; 2: 543–547.
Soo MT, Cheong KY, Noor AFM . Advances of SiC-based MOS capacitor hydrogen sensors for harsh environment applications. Sensors & Actuators B: Chemical 2010; B151: 39–55.
Ma Y, Sui Y, Li T et al. A Submillimeter package for microsystems in high-pressure and high-salinity downhole environments. Journal of Microelectromechanical Systems 2014; 24: 861–869.
Connolly EJ, Trimmer B, Pham HTM et al. A porous SiC ammonia sensor. Sensors & Actuators B: Chemical 2005; 109: 44–46.
Yamazoe N, Shimizu Y . Humidity sensors: principles and applications. Sensors & Actuators 1986; 10: 379–398.
Seiyama T, Yamazoe N, Aral H . Ceramic humidity sensors. Sensors & Actuators 1983; 4: 85–96.
Sun H-T, Wu M-T, Li P et al. Porosity control of humidity-sensitive ceramics and theoretical model of humidity sensitive characteristics. Sensors & Actuators 1989; 19: 61–70.
Slunecko J, Hole J, Hrovat M et al. Thick film humidity sensors based on (Ba, Sr)TiO3 porous ceramic doped with MgO and CaO. Sensors & Actuators B: Chemical 1992; 7: 439–442.
Rittersma ZM . Recent achievements in miniaturised humidity sensors–a review of transduction techniques. Sensors & Actuators A: Physcial 2002; 96: 196–210.
O’Halloran GM . Capacitive humidity sensor based on porous silicon. Ph.D. Dissertation, TU Delft, Delft, The Netherlands 1999.
Connolly EJ, O'Halloran GM, Pham HTM et al. Comparison of porous silicon, porous polysilicon and porous silicon carbide as materials for humidity sensing applications. Sensors & Actuators A: Physical 2002; 99: 25–30.
Wang Y, Li Z, Wang J et al. Graphene and graphene oxide: biofunctionalization and applications in biotechnology. Trends in Biotechnology 2011; 29: 205–212.
Ratner BD, Hoffman AS, Schoen FJ et al. Biomaterials Science: An Introduction to Materials in Medicine. Elsevier Academic Press, Cambridge, MI, USA. 2004.
Qin Y, Howlader MMR, Deen MJ et al. Polymer integration for packaging of implantable sensors. Sensors & Actuators B: Chemical 2014; 202: 758–778.
Ratner BD, Hoffman AS, Schoen FJ et al., editors. Biomaterials Science: An introduction to materials in medicine, 2nd edn. Elsevier Academic Press, Cambridge, MI, USA. 2004.
U.S. Food and Drug Administration International Standard ISO 10993-1. Available at http://www.fda.gov/ (accessed on 2 Feb 2016).
Mokwa W . Medical implants based on microsystems. Measurement Science and Technology 2007; 18: R47.
Schlierf R, Horst U, Ruhl M et al. A fast telemetric pressure and temperature sensor system for medical applications. Journal of Micromechanics and Microengineering 2007; 17: S98–S102.
Allen H, Ramzan K, Knutti J et al. A novel ultra-miniature catheter tip pressure sensor fabricated using silicon and glass thinning techniques. MRS Proceedings 2001; 681: 146–151.
Goosen JFL, Piek JJ, French PJ . Sensors for Catheters and Guidewires. Dankelman S, Grimbergen CA, Stassen HG, editors. Engineering for Patient Safety: Issue in Minimally Invasive Procedures. Lawrence Erlbaum Associates, Publishers, Chapter 11: 254–271, 2004.
Goosen JFL, French PJ . Integrated muliple blood parameter sensor for use in a catheter. 11th Annual Scientific Meeting of the Society for Minimally Invasive Therapy (SMIT '99). 16–18 Sept 1999; Boston, MA, USA; 1999: p. L/T-06.
Ahmadi MM, Jullien GA . A wireless-implantable microsystem for continuous blood glucose monitoring. IEEE Transactions on Biomedical Circuits and Systems 2009; 3: 169–180.
Chow EY, Chlebowski AL, Chakraborty S et al. Fully wireless implantable cardiovascular pressure monitor integrated with a medical stent. IEEE Transactions on Biomedical Engineering 2010; 57: 1487–1496.
Kaptein JG, Margallo-Balbas E, Tanase D et al. Inductive powered implant for monitoring and application of telemetric metronomic photodynamic therapy, Proceedings Semicoductor Advances for Future Electronics and Microsystems (SAFE)AFE 2007, Veldhoven, the Netherlands, Nov 2007: 594–598.
Tanase D, Tang K, French PJ et al. PO2 and PCO2 measurements for the prevention and early detection of anastomotic leakage. ASME 2008 3rd Frontiers in Biomedical Devices Conference; 18–20 Jun 2008; Irvine, California, USA; 2008: 41–42.
Shi WV, Zhou MC . Recent advances of sensors for pacemakers. International Conference on Networking, Sensing an Control; 11–13 Apr 2011; Delft, The Netherlands; 2011: 520– 525.
Motta PS, Judy JW . Multielectrode microprobes for deep-brain stimulation fabricated with a customizable 3-D electroplating process. IEEE Transactions on Biomedical Engineering 2005; 52: 923–933.
Weir RF, Troyk PR, DeMichele G et al. Implantable myoelectric sensors (IMES) for upper-extremity prosthesis control-preliminary work. Proceedings of the 25th Annual International Conference of the IEEE Engineering in Medicine and Biology Society; 17–21 Sept 2003; Cancun, Mexico; 2003: 1562–1565.
Kileny PR, Meiteles LZ, Zwolan TA et al. Cochlear implant device failure: diagnosis and management. American Journal of Otology 1995; 16: 164–171.
Margalit E, Maia M, Weiland JD et al. Retinal prosthesis for the blind. Survey of Opthalomology 2002; 47: 335–356.
Lawand NS, French PJ, Briaire JJ et al. Development of microelectrode material for nerve stimulation using TiN. Proceedings IC-MAST-2012; 24–28 May 2012; Budapest, Hungary; 2012: 43.
Lawand NS, French PJ, Briaire JJ et al. Thin titanium nitride films deposited using DC magnetron sputtering used for neural stimulation and sensing purposes. Procedia Engineering 2012; 47: 726–729.
Shea HR . Reliability of MEMS (microsystems) for space applications. Proceedings of the 11th European Space Mechanisms and Tribology Symposium (ESMATS 2005); 21-23 Sept 2005; Lucerne, Switzerland; 2005: 17–24.
Sherwin DJ, Bossche A . The Reliability, Availability and Productiveness Of Systems. Springer, New York City, USA. 2012.
Acknowledgements
We thank our colleagues, past and present, who have contributed to this study and also those who have given permission for the use of figures in this study.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no conflict of interest.
Rights and permissions
This work is licensed under a Creative Commons Attribution 4.0 International License. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in the credit line; if the material is not included under the Creative Commons license, users will need to obtain permission from the license holder to reproduce the material. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/
About this article

Cite this article
French, P., Krijnen, G. & Roozeboom, F. Precision in harsh environments. Microsyst Nanoeng 2, 16048 (2016). https://doi.org/10.1038/micronano.2016.48
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1038/micronano.2016.48
