
Abstract
The extreme high-speed laser cladding (EHLA) was employed to fabricate a 1Cr17Ni2 coating. The solidification behavior, phase transformation, and interfacial metallurgical bonding of the coating were systematically investigated. The results showed that the major phase transformation during solidification was liquid to γ-Fe. The large temperature gradient of melting pool and slow grow rate of γ-Fe grain contributed to the fine columnar prior austenite grain (PAG) in coating. The largest thermal conductivity of [0 0 1] crystal direction determined the preferential [0 0 1] orientation of PAG perpendicular to the liquid-solid interface. A thin γ-Fe layer (approximately 5 μm) was observed between coating and substrate. The Bain relationship between interfacial γ-Fe layer and substrate and the K-S relationship between interfacial γ-Fe layer and coating contributed to the reliable metallurgical bonding between coating and substrate. The shear test revealed the high shear strength (approximately 92% of that of substrate) and weaker plastic deformation ability of the interface.
Graphical abstract

The interfacial γ-Fe layer effectively combined the coating and substrate via K-S and Bain crystallographic relationship.
Similar content being viewed by others

1 Introduction
Laser cladding is an effective way to protect parts via a stronger surface. With the help of laser cladding, the Fe-based [1,2,3], Ni-based [4,5,6], and Co-based [7,8,9] coating could be fabricated on the surface of parts. In addition, the outfield-assisted laser cladding process (e.g., electromagnetic field and ultrasonic) has been also employed to modify the microstructure and mechanical properties of coatings [10,11]. Recently, the new extreme high-speed laser cladding (EHLA) process has showed a great prospect as its huge advantages.
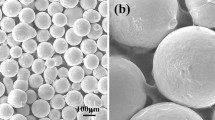
EHLA was a new method to fabricate thin coating. It has the advantages of high efficiency, low heat input, and low dilution [12,13,14]. Regarding traditional laser cladding method, the laser beam melts the substrate first. Then, the alloy powder is sent to the melting pool [12,15,16]. The schematic of the cross section of the EHLA feeding system is shown in Fig. 1a. The powder is sent to the focus point with the help of high-speed Ar gas as shown in Fig. 1b [12]. The focus point is exposed in the laser beam as shown in Fig. 1a. After being heated by the laser beam, the powder becomes liquid alloy and falls on the surface of substrate as shown in Fig. 1a. Generally, a liquid pillar with a height of 1~2 mm will generate between the focus point and substrate.

Powder feeding system of EHLA coating. a Cross section of feeding system. b Focus point of powder [[[12]
As there is extreme high cladding speed, the coating always has an ultra-high cooling speed. The ultra-high cooling speed induces a remarkable non-equilibrium phase transition and a fine gran size. However, the non-equilibrium phase transition and the refine behavior of the EHLA coating have not been discussed until now. In addition, the interfacial metallurgical bonding theoretically generates between the coating and substrate. Interface widely exists in composites [17,18,19,20], joints [[[21,22,23], and coatings [[[24,25]. Regarding EHLA coating, the interfacial metallurgical bonding is hard to be observed using an optical microscope (OM) or a scanning electron microscope (SEM) due to its ultra-low dilution. The existence of interfacial metallurgical bonding is extensively doubted.
This investigation was aimed to reveal the solidification, phase transformation behavior, and interfacial metallurgical bonding of 1Cr17Ni2 EHLA coating on carbon steel. The 1Cr17Ni2 coating has a microstructure of martensite, which has the advantages of high hardness and excellent wear resistance. The microstructure of coating was characterized using electron backscattered diffraction (EBSD). Based on the reconstruction of prior austenite grain (PAG), the solidification of liquid alloy was discussed. In order to show the bonding mechanism between coating and substrate, the interfacial metallurgical behavior was characterized based on element and crystal analysis. Furthermore, the shear test of the interface was conducted to reveal the bonding property between coating and substrate.
2 Materials and experiments
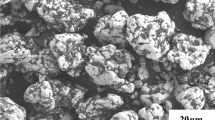
The 1Cr17Ni2 powder with an average diameter of 30 μm and carbon steel pipe with a thickness of 50 mm were employed. The chemical compositions of the powder and steel pipe are shown in Table 1. The EHLA process with a power of 4.0 kW, a cladding speed of 50 m/min, and a feed powder speed of 30 g/min was used. The schematic of cladding process is shown in Fig. 2a–d. The macro cross-sectional morphology of EHLA coating is shown in Fig. 2e. The coating has a thickness of approximately 533 μm. In addition, there was no remarkable dilution from the optical image of cross section (in Fig. 2e).
Fig. 2 a–c Schematic of the EHLA process. d Schematic of the cross section of coating. e 1Cr17Ni2/carbon steel coating
The microstructure of the coating and interface was characterized using the EBSD method. The data was analyzed using the Channel 5 software. The grain element distribution of the interface was characterized using EDS. The shear test was conducted with the help of fixture. The fractured surface was observed using SEM.
3 Results and discussion
3.1 Microstructure of EHLA coating
The microstructure of coating was characterized using EBSD. The orientation image is shown in Fig. 3a. The phase distribution image is shown in Fig. 3b. The red region and blue region were retained austenite (RA) and martensite, respectively. In this coating, the fraction of RA was approximately 0.8 vol.%.

Microstructure of EHLA coating. a Orientation distribution image of coating. b Phase distribution image of coating
According to the grain orientation and grain boundary in Fig. 3, six PAGs were distinguished and indicated in Fig. 4a. It was observed that the PAGs were fine columnar grain with a width of approximately 8 μm. The {0 0 1} pole figure of the martensite in six PAGs is revealed in Fig. 4b. The blue point in every pole figure represents the orientation of martensite inner every PAG. Based on the K-S relationship of PAG and martensite, the orientation of {0 0 1} crystal planes of every PAG was indicated using red circle.

Reconstruction of PAG. a Portion of PAGs. b {001} pole figures of PAGs
The pole figure of {0 0 1} crystal plane of PAGs is shown in Fig. 5a. According to the {0 0 1} pole figure, six pole points from six PAGs gathered as indicated in Fig. 5a. The schematic of crystal orientation of PAGs was illustrated in Fig. 5b. It was concluded that the direction of one of the {0 0 1} crystal planes was paralleled to the major axis of austenite grain in Fig. 4a.
Fig. 5 {0 0 1} orientation distribution of PAGs. a Pole figure of {0 0 1}. b Schematic of grain orientation of PAGs
The equilibrium phase diagram of the coating is shown in Fig. 6a. Generally, the δ-Fe phase precipitates from the liquid first at 1500 °C during the cooling stage. At 1450 °C, the liquid completely becomes the δ-Fe phase. At 1350 °C, the δ-Fe phase starts transforming into the γ-Fe phase. However, the solidification of the coating was rapid for the EHLA process. It contributed to a non-equilibrium phase transformation of coating; the precipitation of the δ-Fe phase from liquid was inhabited. The γ-Fe phase directly precipitated from the liquid. Therefore, the schematic of the non-equilibrium phase diagram is shown in Fig. 6b. A small amount of the δ-Fe phase could still precipitate from liquid and transformed into the γ-Fe phase as the temperature decreases. Major γ-Fe directly came from the liquid along with the moving of the liquid-solid interface.

a Equilibrium phase diagram of coating. b Non-equilibrium phase diagram of coating. c Growth mechanism of PAG
Two main parameters (the growth rate R and the temperature gradient G) determined the growth of γ-Fe grain. According to the research by Kou [26], the G/R ratio determines the solidification mode, while the G*R value dominates the size of solidification structure as shown in Fig. 6c. For the EHLA process, the liquid metal falls on the surface of the steel pipe and forms a melting pool. There was a larger temperature gradient from the liquid melting pool to solidified cladding metal. According to the columnar grain of PAGs, the G/R ratio is located in the region of “cellular” in Fig. 6. Moreover, the grain size of PAGs was only approximately 8 μm. The fine structure revealed a large G*R value. Therefore, the EHLA process with large G/R ratio and G*R value contributed to the generation of fine columnar grain of PAGs as shown in Fig. 6c.
For γ-Fe grain, the crystal direction of [0 0 1] has the largest thermal conductivity. Therefore, the columnar γ-Fe grain has a [0 0 1] direction perpendicular to the liquid-solid interface which has the largest growth rate. In other words, the growth of γ-Fe grain with other orientation was inhabited.
As the continuous cooling of coating, the γ-Fe was retained to a lower temperature. When the temperature reached to martensite staring (Ms) temperature, the martensite transformation occurred. The γ-Fe gradually transformed into fine martensite. The Ms temperature of the coating was calculated based on Eq. (1) [27].
The results showed that the martensite transformation of coating occurred at approximately 286 °C. As the cooling rate of the EHLA coating is high, γ-Fe could not completely transform into martensite. A small amount of γ-Fe was retained to room temperature and contributed to the RA with a volume fraction of 0.8%.
3.2 Microstructure of interface
The microstructure of interface is shown in Fig. 7a, b. According to the phase distribution image (in Fig. 7b), a γ-Fe layer with a thickness of approximately 5 μm was observed. The SEM image of the interface is shown in Fig. 7c. The element distribution is measured using EDS and is shown in Fig. 7d. A transition layer with a thickness of approximately 5 μm was observed. The transition layer was precisely the γ-Fe layer in Fig. 7b. According to the Cr fraction and the calculation method in [27,28], the chemical compositions of the γ-Fe layer were calculated and are listed in Table 2.

a Orientation image of interface. b Phase distribution of interface. c SEM image of interface. d Element distribution of interface
Based on the chemical composition of coating and transition layer, the phase diagrams (in Fig. 8) were calculated using JMatPro software. According to Fig. 6a, the maximum fraction of γ-Fe in coating was approximately 88 vol.%. Regarding the transition layer, the maximum fraction of γ-Fe increased to 100 vol.% as shown in Fig. 8. It contributed to a higher retaining tendency of γ-Fe. In addition, the super high cooling rate of the interface also contributed to the retention of γ-Fe. Therefore, the γ-Fe in the transition layer was completely retained to the room temperature.

Equilibrium phase diagram of interfacial γ-Fe layer
Based on the above results and discussion, the metallurgical bonding between coating and substrate relied on the γ-Fe transition layer. However, why could the γ-Fe phase bond the coating and substrate together?
3.3 Crystallographic relationship of interface
The crystallographic relationship between the interface and substrate was analyzed based the pole figure of region 1 (as shown in Fig. 9a, b). The pole figures of γ-Fe of the transition layer and α-Fe of the substrate are shown in Fig. 9c, d. It can be observed that the {1 0 0} pole figure of γ-Fe in Fig. 9d originated from the {1 0 0} pole figure of α-Fe in Fig. 9c after rotating 45° around the pole indicated in Fig. 9c. The parallel relationship between the {1 1 1} pole figure of α-Fe and the {1 1 0} pole figure of γ-Fe was observed. It meant that there was a Bain relationship between the γ-Fe grain of the transition layer and α-Fe of the substrate [29]. The lattice relationship of the γ-Fe and α-Fe which has a Bain relationship is shown in Fig. 9e, f. The other γ-Fe grain in the transition layer was also found to have a Bain relationship with the neighboring α-Fe grain in the substrate.

a Orientation image of interface. b Phase distribution of interface. c Pole figure of α-Fe grain in substrate. d Pole figure of interfacial γ-Fe grain. e, f Schematic of lattice relationship between α-Fe and γ-Fe (Bain relationship). g Pole figure of α-Fe grain of martensite in coating. h Pole figure of interfacial γ-Fe grain. i Schematic of phase transition of PAG
The crystallographic relationship between the interface and martensite in coating is shown in Fig. 9g, h. According to the relationship of pole figure in Fig. 9g, h, the parallel K-S relationship was also observed between the martensite and γ-Fe in the transition layer [27,30]. It meant that there was a parallel relationship between the prior γ-Fe of martensite and γ-Fe in the transition layer was observed. In other words, the prior γ-Fe in coating and γ-Fe in the transition layer belonged to one γ-Fe grain when the temperature was higher than Ms temperature. After the temperature was below Ms temperature, the γ-Fe in coating transformed into martensite. Therefore, the martensite in coating had a K-S relationship with the γ-Fe in the transition layer.
Based on the above results and discussion, the metallurgical bonding of the transition layer/substrate and coating/transition layer relied on the Bain relationship and K-S relationship, respectively, in crystallography.
3.4 Shearing properties of interface
The bonding strength of the coating/substrate was analyzed using shear test. The stress-strain curves of interfacial sample and substrate are shown in Fig. 10a. The sample is shown in Fig. 10b, c. It was observed that the maximum load of substrate and interfacial sample was approximately 467 MPa and 429 MPa, respectively. The interfacial sample also has a smaller displacement (approximately 0.51 mm). It was concluded that the shear strength of interfacial sample reached to approximately 92% of that of substrate.

a Shear stress-strain curves. b, c Shear sample. d, e Fractured surface of substrate sample. f, g Fractured surface of interfacial sample
The fractured surfaces of the two shear samples are shown in Fig. 10d–g. The EDS result showed that the marked region in Fig. 10f had a Cr fraction of approximately 11 wt.%. It meant that the fracture of interfacial sample preciously occurred in the transition layer. According to the micro morphology in Fig. 10e, g, dimples were observed on the fractured surface of substrate. The brittle shear fracture was observed on the fractured surface of interfacial sample.
Based on the above results and discussion, there was a strong bonding strength between the coating and substrate with the effect of interfacial γ-Fe. The shear test revealed that the shear strength of the interface reached to approximately 92% of that of substrate. However, the plastic deformation ability of interface was weaker than that of substrate.
4 Conclusions
Based on the above results and discussion, the following conclusions were derived:
-
(1)
The sound 1Cr17Ni2 EHLA coating with a thickness of approximately 533 μm was successfully fabricated on steel pipe. The coating was consisted of martensite and a small amount of RA (0.8 vol.%).
-
(2)
The high cooling speed resulted in the direct transformation from liquid to γ-Fe phase. The larger temperature gradient of melting pool and slow growth rate of PAG determined the generation of fine columnar PAG in coating. The largest thermal conductivity of [0 0 1] crystal direction contributed to the preferential [0 0 1] orientation of PAG perpendicular to the liquid-solid interface.
-
(3)
The transformation from PAG to martensite occurred at approximately 286 °C. The high cooling rate of the coating contributed to the retention of a small amount of γ-Fe (0.8 vol.%) in coating.
-
(4)
A thin γ-Fe transition layer (approximately 5 μm) was observed between the coating and substrate. The expanded γ-Fe phase region and super-high cooling rate of the transition layer contributed to the complete retention of the γ-Fe phase.
-
(5)
The γ-Fe layer connected the coating and substrate via the special crystal orientation. There was a Bain relationship between the interfacial γ-Fe grain and α-Fe grain in substrate. There was a K-S relationship between the interfacial γ-Fe grain and martensite in coating. The two crystallographic relationships that originated from the interfacial γ-Fe layer contributed to the bonding between coating and substrate.
-
(6)
There was a strong bonding strength between the coating and substrate with the effect of interfacial γ-Fe. The shear test revealed that the shear strength of the interface reached to approximately 92% of that of substrate. However, the plastic deformation ability of interface was weakened.
References
Jiang W, Wang L, Wang S (2020) A novel austenite aging steel laser cladding coating and its elevated-temperature wear resistance. Metall Mater Trans B 51:1127–1136
Lu JZ, Cao J, Lu HF et al (2019) Wear properties and microstructural analyses of Fe-based coatings with various WC contents on H13 die steel by laser cladding. Surf Coat Technol 369:228–237
Luo KY, Xu X, Zhao Z et al (2019) Microstructural evolution and characteristics of bonding zone in multilayer laser cladding of Fe-based coating. J Mater Process Technol 263:50–58
Zhai LL, Ban CY, Zhang JW (2019) Investigation on laser cladding Ni-base coating assisted by electromagnetic field. Opt Laser Technol 114:81–88
Jiang GY, Liu YP, Xie JL et al (2020) Mechanical and corrosion resistance of laser cladding Ni-based alloy of steel plate under variable defocusing. Optik 224:165464
Liu J, Liu H, Tian X et al (2020) Microstructural evolution and corrosion properties of Ni-based alloy coatings fabricated by multi-layer laser cladding on cast iron. J Alloy Compd 822:153708
Zhao J, Gao Q, Wang H et al (2019) Microstructure and mechanical properties of Co-based alloy coatings fabricated by laser cladding and plasma arc spray welding. J Alloys Compd 785:846–854
Cui G, Han B, Zhao J et al (2017) Microstructure and tribological performance of sulfurizing layer prepared on the laser cladding Co-based alloy coating. Surf Coat Technol 331:27–34
Yan H, Chen Z, Zhao J et al (2020) Enhancing tribological properties of WS2/NbC/Co-based self-lubricating coating via laser texturing and laser cladding two-step process. Journal of Materials Research and Technology 9(5):9907–9919
Xu J, Zhou J, Tan W et al (2018) Ultrasonic vibration on wear property of laser cladding Fe-based coating. Surf Eng 36:1261–1269. https://doi.org/10.2351/1.5096142
Huang L, Zhou J, Xu J et al (2020) Microstructure and wear resistance of electromagnetic field assisted multi-layer laser clad Fe901 coating. Surf Coat Technol 395:125876
Lampa C, Smirnov I (2019) High speed laser cladding of an iron based alloy developed for hard chrome replacement. Journal of Laser Application 31:022511. https://doi.org/10.2351/1.5096142
Shen F, Tao W, Li L et al (2020) Effect of microstructure on the corrosion resistance of coatings by extreme high speed laser cladding. Appl Surf Sci 517:146085
Cui Z, Qin Z, Dong P et al (2020) Microstructure and corrosion properties of FeCoNiCrMn high entropy alloy coatings prepared by high speed laser cladding and ultrasonic surface mechanical rolling treatment. Mater Lett 259:126769
Song B, Yu T, Jiang X et al (2020) The relationship between convection mechanism and solidification structure of the iron-based molten pool in metal laser direct deposition. Int J Mech Sci 165:105207
Zhao J, Wang G, Wang X et al (2020) Multicomponent multiphase modeling of dissimilar laser cladding process with high-speed steel on medium carbon steel. Int J Heat Mass Transf 148:118990
Zhao ZY, Zhao WJ, Bai PK et al (2019) The interfacial structure of Al/Al4C3 in graphene/Al composites prepared by selective laser melting: first-principles and experimental. Mater Lett 255:126559
Suresh S, Gowd GH, Deva Kumar MLS (2019) Mechanical and wear behavior of Al 7075/Al2O3/SiC/mg metal matrix nanocomposite by liquid state process. Advanced Composites and Hybrid Materials 2:530–539
Suresh S, Gowd GH, Deva Kumar MLS (2018) Wear behaviour of Al 7075/SiC/Mg metal matrix nano composite by liquid state process. Advanced Composites and Hybrid Materials 1:819–825
Tong Y, Bai S, Hu Y et al (2018) Laser ablation resistance and mechanism of Si-Zr alloyed melt infiltrated C/C-SiC composite. Ceram Int 44:3692–3698
Tong YG, Cai ZH, Bai SX et al (2018) Microstructures and properties of Si-Zr alloy based CMCs reinforced by various porous C/C performs. Ceram Int 44:16577–16582
Bhushan RK, Sharma D (2019) Green welding for various similar and dissimilar metals and alloys: present status and future possibilities. Advanced Composites and Hybrid Materials 2:389–406
Engelkemeier K, Mücke C, Hoyer KP et al (2019) Anodizing of electrolytically galvanized steel surfaces for improved interface properties in fiber metal laminates. Advanced Composites and Hybrid Materials 2:189–199
Xia M, Gu D, Ma C et al (2019) Fragmentation and refinement behavior and underlying thermodynamic mechanism of WC reinforcement during selective laser melting of Ni-based composites. J Alloys Compd 777:693–702
Nguyen QB, Zhu Z, Chua BW et al (2018) Development of WC-Inconel composites using selective laser melting. Archives of Civil & Mechanical Engineering 18:1410–1420
Kou S (2003) Welding metallurgy, 2nd edn. Wiley, New Jersey, pp 164–166
Jiang X, Du C, Ni M et al (2019) Effect of beam offset on the microstructure and mechanical properties of 201SS-Q235 self-fusion LBW joint. J Manuf Process 47:297–309
Du C, Wang X, Hu L (2018) Microstructure, mechanical properties and residual stress of a 2205DSS/Q235 rapidly formed LBW joint. J Mater Process Technol 256:78–86
Sun B, Ouyang W, Ren J et al (2019) Fcc→bcc→hcp successive phase transformations in the strained ultrathin copper film: a molecular dynamic simulation study. Mater Chem Phys 223:171–182
Wang ZQ, Wang XL, Nan YR et al (2018) Effect of Ni content on the microstructure and mechanical properties of weld metal with both-side submerged arc welding technique. Mater Charact 138:67–77
Acknowledgments
All authors are particularly grateful to the medical staff who are fighting against COVID-19 for providing us with a safe research environment.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ding, Y., Du, C., Wang, X. et al. Microstructure and interfacial metallurgical bonding of 1Cr17Ni2/carbon steel extreme high-speed laser cladding coating. Adv Compos Hybrid Mater 4, 205–211 (2021). https://doi.org/10.1007/s42114-020-00194-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42114-020-00194-w