
Abstract
In order to cope with the upcoming challenges from industrial trends, such as mass customization, hybrid parts made out of sheet metal and additively manufactured components offer a possible approach. Hybrid parts can be used for instance in the field of medical and aerospace industries. The combination of the two technologies forming and additive manufacturing allows to use the advantages of each while at the same time avoiding the disadvantages. During the additive manufacturing process, however, the sheet metal substrates, which are a component of the later part, are subjected to heat input such as substrate heating and laser radiation. Each heat input has a different temperature and duration, which are simulated to detect changes in the material properties. Experiments are performed for 316L and Ti-6Al-4 V, which are both commonly used in additive manufacturing. The investigations aim at proving that the substrate heating has no influence on either material. To investigate the influence of substrate heating during additive manufacturing, tensile tests in heat-treated state as well as laser-based ultrasonic measurements are used to detect changes in mechanical or microstructural properties. However, the heat input of the laser is expected to lead to a phase transformation for the titanium alloy due to the high cooling rate. Therefore, the feasibility of using a laser based ultrasonic measurement system to detect microstructural changes during heat input similar to the laser radiation during laser-based powder bed fusion processes is tested. Based on the results, the substrate heating does not influence the sheet material, despite long holding times. However, the short laser beam-like heat inputs lead to phase transformations for the titanium alloy, which can be detected temperature and time dependent via laser-based ultrasonic measurements.
Similar content being viewed by others

1 Introduction
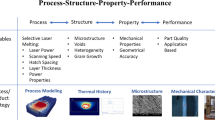
Hybrid manufacturing processes i.e., combining two or more operations, are able to achieve higher performances than conventional ones [1]. Moreover, there is a potential of opening new technological areas [2]. Therefore, hybridization is a recent trend in manufacturing technologies. Due to the current disadvantages e.g., the low production speed, imprecise geometry and tensile residual stresses [3], additive manufacturing (AM) processes such as powder bed fusion (PBF) or directed energy deposition (DED) are often combined with other operations [4]. Of increasing interest in current research regarding hybridization is the combination of additive manufacturing processes with forming processes [5]. Examples of that can be found for the application of additive structures via arc-based DED [6] or laser-based DED [7] on forged preforms in order to increase the flexibility. Investigations focus on the mechanical properties and granular structure of each component and the transition zone [8]. Another approach is the additive fabrication of pre-forms as it is the subject in [9]. Compared to the conventional process sequence, the AM pre-form can be forged into the final geometry in one operation without defect while having comparable mechanical properties [9]. A further approach is to combination AM and sheet metal forming. Examples of research in this field cover the application of layers on sheet metal substrates via DED [10] or PBF [11] and even the fabrication of functional elements such as teeth [12]. 316L and Ti-6Al-4 V are the mostly used materials due to their wide range of applications in the field of medical or aerospace industries and therefore knowledge in the field of AM [13]. An exemplary process route for the manufacturing of hybrid parts is shown in Fig. 1.

Process route for the manufacturing of hybrid parts consisting of additively manufactured elements and sheet metal substrates
When manufacturing hybrid parts by the combination of sheet metal and additive structure, the heat input of the laser during the additive process leads to a heat affected zone (HAZ) in substrate sheet metal, which exhibits changes in mechanical properties and even microstructure [14]. The high-energy input leads to the local melting of the substrate material. So far, phase transformations in sheet components of hybrid parts during the additive manufacturing process are only visible via destructive testing methods such as microscopic analysis or hardness measurements. However, the extent of influence varies with the material, the process and the respective parameters. Moreover, the substrate heating is often an unobserved aspect regarding hybrid part fabrication via PBF. In conventional PBF processes, the heating of the substrate leads to reduced residual stresses in the part due to the lower thermal gradient between the melting, solidification and cooling of the material [15]. Common substrate heating temperatures reach up 200 °C [16], which can lead to changes in mechanical properties of 316L [17]. Still, the interactions of the substrate heating on sheet metal components of hybrid parts are not investigated yet. In summary, the substrate sheets are subjected to two heat inputs during the manufacture of the additive functional elements, which have a potential influence on the mechanical properties and the microstructure. On the one hand, the comparatively long-lasting but low-level heat input from the substrate heating at temperatures of approximately 200 °C. On the other hand, the short-term but high-level heat input from the laser during AM. Aim of this contribution is the detection of the influence of these thermal loads on the substrate material. For this purpose, the two thermal cycles are simulated, using a laser-based ultrasonic measurement system to detect changes in the microstructure of the material. By this a contact-free, non-destructive in-situ measurement of metallurgical changes due to the interaction between laser pulses and the created ultrasonic signals is possible [18]. This method is already used for the detection of phase transformations in carbon steels at cooling rates of 1 °C/s [19] and 20 °C/s [20]. Additional research of this principle is based on the decomposition of austenite in low alloy steels [21]. Titanium is also a topic of investigations as it is performed by [22] for commercially pure titanium and for Ti-6Al-4 V by [23].
This study aims to investigate the feasibility to detect microstructural changes in sheet metal of hybrid parts, on which additive functional elements are built, during PBF-like thermal cycles. The measurement approach is used to analyse the temperature-dependent microstructural changes in 316L and Ti-6Al-4 V for the two different thermal loads 1. base plate heat input and 2. laser heat input. Moreover, microscopic images of etched cross-sections are used to validate the results as well as tensile tests for the base plate heating. Figure 2 illustrates the investigated thermal cycles as well as the methodical approach of this work.

Schematic illustration of heat inputs during additive manufacturing process and the used approach to investigate the influence on the sheet metal substrate
The investigations are separated into the laser’s and the base plate’s heat input, which differ in temperature and duration. For each thermal cycle, laser-based ultrasonic measurements are performed to evaluate the microstructural evolution of the materials. Due to limitations of the testing setup, the laser heat input is simulated for one “layer” of the additive process and the material is heated only up to 1000 °C before quenching with air. Nevertheless, the high cooling rate is expected to lead to a phase transformation of the titanium alloy. This change in microstructure is then visible in the resulting changes of the ultrasonic signal. The materials and methods are described in detail in the next section.
2 Materials and methodology
The investigated materials are 316L and Ti-6Al-4 V sheets with a thickness of 1.5 mm since this thickness and both materials are commonly used for hybrid parts and in AM processes in general [13]. The chemical compositions of the used materials is within the respective specifications, listed in Table 1a and b.
The specimens are tested using a thermomechanical simulator Gleeble 3500 GTC (Dynamic Systems Inc.) to perform the investigated thermal cycles including conductive heating, holding and quenching. In combination with the LUMet (Laser Ultrasonic Metallurgical Measurement) sensor, specific dimensions of the specimens are used, which are shown in Fig. 3. The probes are cut by laser from 1.5 mm thick sheets with the geometry designed for measurement with the used setup. Mounting holes are used to arrange and fix the specimens. Due to the conductive heating, the temperature is not evenly distributed over the specimen, which is why the measurements are performed in the middle of the specimen where thermocouples are used to regulate the temperature.

a Specimen dimensions used for the laser-based ultrasonic measurements, b exemplary stainless steel specimen before and c after the testing
Due to its chemical composition, 316L is an austenitic stainless steel, which keeps the cubic-face-centred structure even at the high cooling rates of PBF-LB/M processes. The investigated Ti-6Al-4 V has an α + β microstructure. When fabricated via PBF-LB/M, the high cooling rates lead to the formation of α’-martensite [26]. Examples of both materials’ microstructures are shown in Fig. 4 in the reference conditions before the experiments.

Etched micro-sections from the investigated materials 316L (a) and Ti-6Al-4 V (b) perpendicular to the rolling direction (1), along the rolling direction (2) and parallel to the plane (3)
The stainless steel shows an austenitic fine-grained microstructure. Caused by the manufacturing process of rolling, an anisotropy of the granular structure as well as segregations are visible. Partly, twinning borders can be seen as well. The titanium alloy is mainly composed of α-titanium (white), which has an hdp-structure [27]. In between, small β-grains are found, consisting of bcc-cells [27]. To investigate the thermal influence of the bed heating on the sheet substrate’s mechanical properties, tensile tests are performed at room temperature according to DIN EN ISO 6892–1 [28] on a universal testing machine type Z100 (ZwickRoell GmbH & Co. KG) and measured optically with an ARAMIS-system (Carl Zeiss GOM Metrology GmbH). The specimens are tested in initial condition and after heat treatment, which is chosen to fit the thermal cycle of the bed heating (1 h at 200 °C). The flat tensile specimens are heat-treated in a Nabertherm NR40/11 furnace in Argon-atmosphere. Additionally, the same heating cycle is used to analyze specimens with the LUMet sensor in combination with a thermomechanical simulator type Gleeble 3500 GTC. The influence of the laser’s heat input is also simulated with the Gleeble system and the microstructural changes are detected by the LUMet system. This measurement method, based on the principle of the propagation of ultrasonic waves thought the heated material to be inspected, is actually used for thickness measurement [29] and joint inspection [30].
To generate an ultrasonic signal in the sample, a short-pulsed, generation laser is used. The laser power is 2.4 W, the Q-switch delay of the laser is set to 150 µs and the detection delay is set to − 155 µs. Because of the high pulse energy of the laser a high local pressure and temperature difference on the surface of the sample (see Fig. 5a) is caused. The surface pressure generates an acoustic initial pressure pulse inside the material, which travels through the material as an ultrasonic wave. The ultrasonic pulse is reflected by the back wall and oscillates between the front and the back of the specimen (see Fig. 5b) [31]. Every time the ultrasonic pulse reaches the surface of the sample, it causes a small and short-term displacement of the surface. A second detection laser, which is guided by the same laser optics, enables the detection of the surface displacement on the sample surface by using a laser interferometer. Thus, the position change detected by a photodetector is reproduced in the form of a voltage signal and is proportional to the surface displacement. In this way, with a repetition rate of up to 50 Hz, the change of the ultrasonic signal in the sample can be detected. Afterwards, the resulting ultrasound signal is analyzed. Via a fourier transformation, the echoes of the generated ultrasonic signal are detected from the unfiltered measurement signal (see Fig. 5c). By measuring two or more sequential echoes, the change in the ultrasonic signal is recorded regarding the velocity as well as the sound attenuation.

Schematic illustration of the test geometry of the LUMet samples and the propagation of the generated ultrasonic signal
To prevent oxidation, the laser-based ultrasonic-measurements are carried out under vacuum atmosphere. The thermal cycles used for the bed heating and the heat input of the laser are shown in Fig. 6. Each laser pulse evaporates minimal amounts of material [22], which in combination with the temperature change result in thermal surface tensions and thus in the creation of an ultrasonic signal [32]. The propagation speed of the signal is a function of the materials thickness and the time intervals between each echo [32]. Due to the dependence of the propagation velocity on elastic material properties [33], which themselves rely among others on temperature [20], it is possible to detect phase transformations.

Thermal cycles and indicated measurements points used to represent the substrate heating (a) and the laser heat input (b)
Figure 6a shows the temperature–time-curve, which is used to simulate the heating, holding and cooling of the substrate during the PBF-LB/M process. The measurements in Fig. 6a are performed using thermocouples of type K. Measurements are performed in intervals of 10 min with 25 pulses. At the beginning, the temperature rises with 3 K/min until 200 °C is reached, representing the heating of the base plate with sheet component fixed to it. This temperature is then kept for one hour to represent an AM process. At the end of the simulated additive manufacturing process, the heating is turned off and the temperature is decreasing back to room temperature, which is simulated with a cooling rate of 1 K/min. Figure 6b represents the thermal cycle used to investigate the laser’s heat input during the PBF-LB/M process. Due to the conductive heating of the specimen and the temperature being controlled by thermocouples welded onto the specimen, the heating of the part is limited to a rate of 100 K/s. Still, the thermal cycle represents a section of the sheet, which is close to the additive structure. For the measurements in Fig. 6b, thermocouples of type B are used due to the higher temperatures. However, only temperatures above 200 °C can be evaluated without deviations too high. The laser settings are the same as for the “substrate heating”, whereas the pulses are performed every 50 µs. The received signals are then evaluated with the software CTOME (V2.33.1).
3 Results and discussion
The results are separated into the influence of the substrate heating and the heat input of the laser beam. The laser-based ultrasonic analysis and microscopic imaging are performed for each influencing factor. The influence of substrate heating is additionally analysed in terms of tensile tests before and after the heat treatment to detect potential changes in mechanical properties.
3.1 Influence of substrate heating on sheet components of hybrid parts
In order to analyse the material behaviour of the stainless steel and the titanium alloy with regard to the substrate heating during PBF-process, laser-based ultrasonic measurements are performed to simulate the heat input. Regarding the investigated temperature of 200 °C no change in microstructure is expected for either material. Therefore, the results can be used as a reference. For a better analysis of the results, heating and cooling are compared with each other while the holding process is inspected individually. Thus, appearing changes are easier to detect. The resulting ultrasonic signal velocities measured during the experiments are shown in Fig. 7.

Change in ultrasound velocity over temperature (a, c) for the heating and cooling of the investigated materials and over time (b, d) during the holding phase of the heat treatment; standard deviation calculated as sample of the population from the measurement points of each interval
For both materials, the increase in temperature during the heating leads to a slight reduction of the ultrasonic velocity. The effect found for the cooling of the specimens is contrarily. This can be attributed to the temperature dependent elastic properties of the material leading to different velocities. Additionally, the values of the stainless steel parts show a lower scattering compared to the titanium alloy. A possible explanation for this is the lower heat conduction of titanium compared to steel, which results in an inertia in temperature regulation. However, due to the trends of velocity during heating and cooling being almost identical, no changes in the material’s properties are found in this measurement. The evaluation of the holding operation shows comparable results. The lack of change in velocity leads to the assumption that there is no change in the microstructure. To prove this assumption, the etched microstructures of specimens before and after the heat treatment are compared. Figure 8 shows the microstructure of the stainless steel parts.

Measured grain size with standard deviation calculated as sample of the population and microstructures of investigated stainless steel 316L in three directions a before and b after the heat treatment at 200 °C simulating the heat input of the substrate heating
The analysis of the microstructure displayed in the etched cross-sections does not show differences for 316L either. The granular structure is austenitic before and after the heat treatment. There is no visible change in the size of the grains, which is confirmed by a measurement using the linear section method according to ISO 643 [34]. In detail, the grain size is measured by counting the grains cut and included by three circular sections for each orientation. The number is then used to calculate the average diameter. For example, the average grain size in the cross-section of the specimen is 11.4 ± 0.4 µm before heat treatment and 11.6 ± 0.5 µm afterwards. Additional segregations or precipitations are also not found visible in the micro-sections. The microstructure of 316L is mentioned to be stable up to temperatures around 750 °C [35], which explains the lack of differences before and after the heat treatment. Altogether, the heat treatment, which is used to represent the heating of the substrate, has no visible influence on the microstructure or mechanical properties of the 316L sheet material. Thus, the beneficial effect of the substrate heating during PBF-LB/M processes [15] can be used for the stainless steel without effects on the properties of the substrate sheet of hybrid parts. For Ti-6Al-4 V, the comparison of the micro-sections is shown in Fig. 9.

Microstructures of investigated titanium alloy Ti-6Al-4 V in three directions a before and b after the heat treatment at 200 °C simulating the heat input of the substrate heating
Similar to the 316L specimens, the titanium specimens do not show changes in microstructure after the heat treatment. Regarding grain size, segregations and phase transformations, no visible effects are present. Again, the temperature of 200 °C is too low to induce changes in the microstructure. Titanium alloys in particular have a high temperature stability, which is why they are used in applications where it is needed to sustain high strength at elevated temperatures [27]. In the case of Ti-6Al-4 V, a phase transformation happens at temperatures above 850 °C [26]. Thus, the consistent microstructure after the heat treatment at 200 °C is expected. However, for Ti-6Al-4 V sheet as a substrate material for hybrid parts, the heating of the substrate has no influence on the properties of the part. This is beneficial in terms of reducing thermal induced stresses during the PBF-LB/M process [16], which is prominent for this type of material due to its low thermal conductivity.
Moreover, the mechanical properties, namely the yield stress, maximum true stress and true strain, are measured via tensile tests at room temperature for sheet before and after the heat treatment. Like that, the influence of the base plate heating during the additive manufacturing process on the mechanical properties of the sheet metal substrates are investigated. The results are shown for both materials in Fig. 10.

Resulting true stress-true strain curves (a) and mechanical properties (b) of the investigated materials 316L and Ti-6Al-4 V before and after the heat treatment with standard deviation calculated based on the samples of the population over three specimens
The stainless steel shows a lower yield strength but a higher ductility compared to the titanium alloy before heat treatment. Because of the low achievable strains, the titanium alloy does not show a distinct hardening. This can be attributed to the hdp-microstructure of the α-phase, which the material is mainly composed of. However, the stainless steel does show a distinct hardening behaviour as it is common for austenitic stainless steels. Derived from Fig. 10, the influence of substrate heating on mechanical properties is not present for the investigated materials. The highest difference can be found for the stainless steel, whereas they are not significant. The slightly increased maximum true strain and the reduced standard deviation of the same are assumed to be the result of relieved tensile stresses from the rolling process. This leads to the assumption that despite the long holding times, the temperature is still too low to influence the materials in a way that grains grow or precipitations are formed. In the next section, the results of the laser ultrasonic measurements are shown for both materials to analyse, what happens during this thermal cycle (Fig. 7). The results are separated into the temperature-dependant velocity for the heating and cooling (Fig. 7a, c) and the time-dependent velocity during the holding (Fig. 7b, d).
In summary, the heat treatment, which is used to represent the substrate heating during the additive process, does not have a visible influence on the substrate sheet. This is found for the stainless steel as well as for the titanium alloy. The usage of substrate heating is therefore beneficial in terms of residual stresses in the additively manufactured structures of hybrid parts and does not change the properties of the substrate sheet. This is of importance, since the substrate sheet itself is a component of the hybrid parts. In detail, during forming of hybrid parts, the substrate sheet is the component, which is mainly formed [36]. Additionally, for both materials, a small decrease in ultrasonic signal velocity is present for both materials. Due to the low investigated temperature of 200 °C, no significant effects arise. However, in the next sections, a higher change in temperature is investigated.
3.2 Influence of laser beam’s heat input on sheet components of hybrid parts
Regarding AM processes such as PBF-LB/M, extremely high heating and cooling rates are achieved [37]. The material becomes liquid and solidifies again within a split second. Diffusion-based solid-state phase transformations are suppressed, highly saturated solutions and phases are formed and fine-grained structures with a reduced amount of precipitation arise [3]. Since it is not possible to perform the same changes in temperature (cooling rates up to 106 K/s [37]), a conservative approach is used. The heating is done at a rate of 102 K/s up to a temperature of 1000 °C, which is followed by a quenching with compressed air. This is a thermal load similar to regions found close to additive structure of hybrid parts. By measuring the change in speed of the ultrasonic signal over time, changes in the material are to be detected. Figure 11 shows the velocity of the signal over the investigated thermal cycle for both materials.

Velocity of the ultrasonic signal measured during the heating and cooling of the investigated materials 316L (a) and Ti-6Al-4 V (b) with standard deviation calculated based on the sample of the population over three specimens
Comparable to the results of the previous section, the velocity of the ultrasonic signal decreases with increasing temperature for the stainless steel. The slope is almost linear but with a higher decline than for the heating to and cooling from 200 °C. Again, with increasing temperature, the elastic properties of the material change and thus the propagation speed of the signal is reduced. Derived by the higher slope, a bigger influence is assumed for higher temperatures. It is not possible to recognize a microstructural change in the 316L specimens according to the laser-based ultrasonic measurements, as the curves of heating and cooling are parallel to each other. Since the stainless steel preserves its austenitic structure even at the high cooling rates of the PBF-LB/M process, lower gradients as they are investigated in this work do not lead to a phase transformation either. Ti-6Al-4 V however exhibits a phase transformation, which is visible in the resulting ultrasonic signals. During heating, the velocity decreases linearly until a temperature of 900 °C. Further heating leads to a steeper decline in signal velocity, which indicates an additional change in microstructure besides the thermal-induced change of elastic properties. At 980 °C the β-temperature of Ti-6Al-4 V is reached and the α-phase is transformed [38],visible in the heating curve in Fig. 11b as a kink. The titanium alloy is then quenched starting at a temperature of 1000 °C. The cooling rate in the range from 1000 °C down to 800 °C is about 40 °C/s, which leads to partial formation of α’-martensite [38]. The ultrasonic signal velocity stays about constant in this range. For a complete transformation into martensite, a cooling rate higher than 410 °C/s is needed [38]. At 800 °C, another kink in the cooling curve is found. Between 800 °C and 650 °C, the cooling rate is about 18 °C/s and therefore too low to transform the remaining β-titanium into α’-titanium [38]. As a consequence, the β-phase transforms partly into α-phase [27]. This is assumed to be the reason for the change in slope of the ultrasonic signal velocity. At 650 °C, the martensite finish temperature is passed [27] and the signal velocity increases in a linear manner again. To prove these assumptions of microstructural changes, a comparison of etched cross-sections are shown for 316L (Fig. 12) and Ti-6Al-4 V (Fig. 13).

Microstructures of investigated stainless steel 316L in three directions a before and b after the heating and quenching simulating the laser’s heat input

Microstructures of investigated stainless steel T-6Al-4 V in three directions a before and b after the heating and quenching simulating the laser’s heat input
Similar to the simulation of the substrate heating, there are no visible changes in the microstructure after heating and quenching of the stainless steel 316L. The microstructure is austenitic and there is no visible or measureable change in the size of the grains. As a conclusion, the resulting laser ultrasonic measurements of 316L and the microscopic analysis show the same results, which supports the results of the laser-based measurements. Additionally, the influence of the laser’s heat input on the microstructure of sheet metal during the additive manufacturing of functional elements is not present. Regarding the investigations on the titanium alloy Ti-6Al-4 V, there is supposed to be a microstructural change in the material due to the heating and quenching. The etched cross-sections are shown in Fig. 13.
The microscopic images of Ti-6Al-4 V after the heating and quenching (Fig. 13b) differ from the material without heat treatment (Fig. 13a). While there is an equiaxed α + β-microstructre found before the heat treatment, the heating and quenching results in a partly martensitic structure. With this change in microstructure, the mechanical and elastic properties of the material change as well. The elastic properties in particular are relevant for the laser ultrasonic measurements. With the phase transformation, the velocity of the ultrasonic signal is influenced. The assumed phase transformation for Ti-6Al-4 V based on the measurement of the laser-induced ultrasonic signal velocity is supported by the visible phase transformation from the microscopic analysis. It is therefore possible to detect these kind of microstructural changes via laser-based ultrasonic measurements. Moreover, the influence of the laser’s heat input during the additive manufacturing process is shown. The change in microstructure leads to a change of mechanical properties, which have to be considered during the forming of hybrid specimens consisting of sheet metal and functional elements.
Regarding the fast heating and quenching, a microstructural change is only visible for the titanium alloy. The results of the stainless steels specimens do not indicate a change of microstructure as a consequence of the thermal cycle. For Ti-6Al-4 V, the β-temperature is surpassed and a cooling rate high enough is applied to lead to the formation of α’-martensite. The change in the properties of the sheet material has to be considered for the fabrication of hybrid parts. This phase transformation is visible in the change of the ultrasonic signal velocity. It is therefore possible, to determine changes in microstructure with the LUMet sensor as they happen locally during the PBF-process. Moreover, the measurement cannot only be performed for a certain temperature but for large temperature ranges. In terms of hybrid parts but also additively manufactured components in general, this approach offers a contactless, in-situ measurement of specimens, which exhibit temperature-dependent material behaviour different from conventionally manufactured counterparts.
4 Summary and outlook
Hybrid parts offer the opportunity of combining the advantages of forming and additive manufacturing. However, challenges arise during the fabrication of additive structures on sheet metal substrate. Laser-based ultrasonic measurements are carried out to investigate the influence of PBF-LB/M-like thermal conditions on the mechanical and microstructural properties of sheet metal substrates. In detail, the substrate heating and the short heat pulse of a laser beam were each emulated using a thermomechanical simulator and a laser-based ultrasonic sensor for the materials 316L and Ti-6Al-4 V. Both materials are commonly used in the field of AM. The results are summarized in Table 2.
It was found that substrate heating does not influence the mechanical or microstructural properties of either material. Since the influence on the substrate sheet material is not present, substrate heating can be used during the AM process to build the additive components of the hybrid parts with reduced residual stresses and thermal distortion. For 316L, the short temperature peak did not have a visible influence on the microstructural properties. Even at the high cooling rate, the austenitic structure is kept. However, the phase transformations of Ti-6Al-4 V as a result of the heating up to 1000 °C and the rapid cooling were present and visible in the result of the laser ultrasonic-based measurements. Consequently, the heat input of the used laser beam leads to a microstructural change of Ti-6Al-4 V under investigated conditions and thus in changed mechanical properties as well. The used approach will be applied to different materials fabricated in AM processes to investigate the temperature-dependent changes in microstructure since they differ from conventionally made counterparts.
Availability of data and material
The raw data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
Code availability
The code required to reproduce these findings cannot be shared at this time as the code also forms part of an ongoing study.
References
Lauwers B, Klocke F, Klink A, Tekkaya AE, Neugebauer R, Mcintosh D (2014) Hybrid processes in manufacturing. CIRP Ann 63(2):561–583
Klocke F, Roderburg A, Zeppenfeld C (2011) Design methodology for hybrid production processes. Procedia Engineering 9:417–430
Gibson, I., Rosen, D., Stucker, B.: Additive manufacturing technologies. 3D printing, rapid prototyping and direct digital manufacturing. Springer, New York, Heidelberg, Dodrecht, London (2015)
Merklein M, Junker D, Schaub A, Neubauer F (2016) Hybrid additive manufacturing technologiesan analysis regarding potentials and applications. Phys Procedia 83:549–559
Pragana JPM, Sampaio RFV, Bragança IMF, Silva CMA, Martins PAF (2021) Hybrid metal additive manufacturing: a state–of–the-art review. Adv Ind Manufact Eng 2(5):1–21
Bambach M, Sizova I, Sydow B, Hemes S, Meiners F (2020) Hybrid manufacturing of components from Ti-6Al-4V by metal forming and wire-arc additive manufacturing. J Mater Process Technol 282(4):116689
Ma J, Zhang Y, Li J, Cui D, Wang Z, Wang J (2021) Microstructure and mechanical properties of forging-additive hybrid manufactured Ti–6Al–4V alloys. Mater Sci Eng, A 811(5):140984
Hirtler M, Jedynak A, Sydow B, Sviridov A, Bambach M (2020) A study on the mechanical properties of hybrid parts manufactured by forging and wire arc additive manufacturing. Proc Manuf 47(7):1141–1148
Sizova I, Hirtler M, Günther M, Bambach M (2019) Wire-arc additive manufacturing of pre-forms for forging of a Ti–6Al–4V turbine blade. AIP Conf Proc 2113:150017
Hama-Saleh R, Weisheit A, Schleifenbaum JH, Ünsal I, Sviridov A, Bambach M (2020) Formability analysis of micro-alloyed sheet metals reinforced by additive manufacturing. Proc Manuf 47(2):1023–1028
Ambrogio G, Gagliardi F, Muzzupappa M, Filice L (2019) Additive-incremental forming hybrid manufacturing technique to improve customised part performance. J Manuf Process 37:386–391
Merklein M, Schulte R, Papke T (2021) An innovative process combination of additive manufacturing and sheet bulk metal forming for manufacturing a functional hybrid part. J Mater Process Technol 291(2):117032
Bajaj P, Hariharan A, Kini A, Kürnsteiner P, Raabe D, Jägle EA (2020) Steels in additive manufacturing: a review of their microstructure and properties. Mater Sci Eng A 772:138633
Ünsal I, Hama-Saleh R, Sviridov A, Bambach M, Weisheit A, Schleifenbaum JH (2018) Mechanical properties of sheet metal components with local reinforcement produced by additive manufacturing. In: Fratini L, Di Lorenzo R, Buffa G Ingarao G (eds) Proceedings of the 21st International ESAFORM Conference on Material Forming. ESAFORM 2018 : Palermo, Italy, 23–25 April 2018, Palermo, Italy, 23–25 April 2018, p. 160028. AIP Publishing, Melville, New York (2018). https://doi.org/10.1063/1.5035054
Bambach M, Sizova I, Emdadi A (2019) Development of a processing route for Ti-6Al-4V forgings based on preforms made by selective laser melting. J Manuf Process 37:150–158
Kasperovich G, Haubrich J, Gussone J, Requena G (2016) Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mater Des 105(1–3):160–170
Desu RK, Nitin Krishnamurthy H, Balu A, Gupta AK, Singh SK (2016) Mechanical properties of Austenitic Stainless Steel 304L and 316L at elevated temperatures. J Market Res 5(1):13–20
Toozandehjani M, Matori KA, Ostovan F, Mustapha F, Zahari NI, Oskoueian A (2015) On the correlation between microstructural evolution and ultrasonic properties: a review. J Mater Sci 50(7):2643–2665
Dubois M, Moreau A, Militzer M, Bussière JF (1998) Laser-ultrasonic monitoring of phase transformations in steels. Scripta Mater 39(6):735–741
Dubois M, Moreau A, Bussière JF (2001) Ultrasonic velocity measurements during phase transformations in steels using laser ultrasonics. J Appl Phys 89(11):6487–6495
Kruger SE, Damm EB (2006) Monitoring austenite decomposition by ultrasonic velocity. Mater Sci Eng, A 425(1–2):238–243
Shinbine A, Garcin T, Sinclair C (2016) In-situ laser ultrasonic measurement of the hcp to bcc transformation in commercially pure titanium. Mater Charact 117(1–2):57–64
Zamiri S, Reitinger B, Grun H, Roither J, Bauer S, Burgholzer P (2013) Laser ultrasonic velocity measurement for phase transformation investigation in titanium alloy. In: 2013 IEEE International Ultrasonics Symposium (IUS). 2013 IEEE International Ultrasonics Symposium (IUS), Prague, Czech Republic, 21.07.2013 - 25.07.2013, pp. 683–686. IEEE (2013–2013). https://doi.org/10.1109/ULTSYM.2013.0176
German Institute for Standardization: Stainless steels—Part 2: technical delivery conditions for sheet/plate and strip of corrosion resisting steels for general purposes;. Beuth Verlag GmbH, Berlin 77.140.20, 77.140.50 (DIN EN 10088–2) (2014)
B10 Committee: specification for Titanium and Titanium Alloy Strip, Sheet, and Plate. ASTM International, West Conshohocken, PA 77.150.50 (ASTM B265)
Lütjering G, Williams JC (2023) Titanium, 2nd edn. Engineering materials and processes. Springer, Berlin, New York
Leyens C, Peters M (2003) Titanium and titanium alloys. fundamentals and applications. Wiley, Weinheim, Chichester
Deutsches Institut für Normung e. V.: Metallische Werkstoffe - Zugversuch - Teil 1: Prüfverfahren bei Raumtemperatur. Beuth Verlag GmbH, Berlin (DIN EN ISO 6892–1)
German Institute for Standardization: Non-destructive testing - Ultrasonic testing - Characterization and verification of ultrasonic thickness measuring equipment. Beuth Verlag GmbH, Berlin 19.100 (DIN EN 15317) (2014)
German Institute for Standardization: Non-destructive testing of welds—Ultrasonic testing—Characterization of discontinuities in welds. Beuth Verlag GmbH, Berlin 25.160.40(DIN EN ISO 23279) (2017)
Schiebold K (2015) Zerstörungsfreie Werkstoffprüfung - Ultraschallprüfung. Springer, Berlin Heidelberg
Scruby CB (1989) Some applications of laser ultrasound. Ultrasonics 27(4):195–209
Davies SJ, Edwards C, Taylor GS, Palmer SB (1993) Laser-generated ultrasound: its properties, mechanisms and multifarious applications. J Appl Phys 26(3):329–348
International Organization for Standardization: Steels - Micrographic determination of the apparent grain size. Beuth Verlag GmbH, Berlin 77.040.99 (ISO 643) (2019)
Fischer T, Hitzler L, Werner E (2021) Morphological and crystallographic effects in the laser powder-bed fused stainless steel microstructure. Crystals 11(6):672
Hafenecker J, Merklein M (2022) Investigations on sheet metal forming of hybrid parts in different stress states. Prod Eng Res Devel 38:684
ScipioniBertoli U, Guss G, Wu S, Matthews MJ, Schoenung JM (2017) In-situ characterization of laser-powder interaction and cooling rates through high-speed imaging of powder bed fusion additive manufacturing. Mater Des 135:385–396
Liu S, Shin YC (2019) Additive manufacturing of Ti6Al4V alloy: a review. Mater Des 164(3):107552
Funding
Open Access funding enabled and organized by Projekt DEAL. Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – Project-ID 61375930 – SFB 814—“Additive Manufacturing” TP B05. The authors would like to thank the German Research Foundation (DFG) for funding of the laser-ultrasound sensor within the research project associated with the “Gottfried Wilhelm Leibniz-Preis” (ME2043/38–1).
Author information
Authors and Affiliations
Contributions
Conceptualization: JH, NR, MM. Methodology: JH, NR, MM. Formal analysis and investigations: JH, NR. Writing—original draft preparation: JH. Writing—review and editing. JH, NR, MM. Funding acquisition: MM. Resources: MM. Supervision: MM.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no competing interests to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hafenecker, J., Rigas, N. & Merklein, M. Laser-based ultrasonic measurement of the influence of PBF-LB/M-typical thermal cycles on sheet metal components of hybrid parts. Prod. Eng. Res. Devel. 17, 861–873 (2023). https://doi.org/10.1007/s11740-023-01210-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-023-01210-w