
Abstract
Within cold-forming processes, the influence of forming induced residual stresses is a critical issue regarding the life-time behaviour of the formed components. However, a targeted use of forming-induced residual stresses is also capable to improve the components properties. The rotation-symmetrical full-forward extrusion is used as a reference process to investigate the generation of residual stresses within manufacturing. A novel and generally applicable computational evaluation procedure is introduced, which achieves to compute and visualize the evolution of the residual stress state during the entire forming operation. Simulative results are compared with their experimental counterparts. The near-surface residual stresses in the formed component are evaluated in axial and tangential direction by X-ray diffraction. Indentation tests are used to determine the micro-hardness inside the components and optical instruments quantify geometrical differences.
Similar content being viewed by others

1 Introduction
In forming of steel components, local inhomogeneous plastic flow induces residual stresses in the affected areas [1]. During usage of the components, the residual stresses are superposed with stresses from external loads. Since steels are less tolerant to tensile stresses under fatigue load, tensile residual stresses close to the surface have a negative effect on the fatigue strength of the component [2]. However, compressive residual stresses in the surface zone prevent material damage, so that improved operating behaviour is achieved. Since the residual stress state generated during forming is usually unknown, components are annealed in practice after forming [3]. This removes the existing tensile residual stresses as well as the compressive residual stresses. The objective is to enable the systematic adjustment and control of the residual stress state generated during the manufacturing phase through improved knowledge of its generation. Based on that, compressive residual stresses should be induced at critical component areas and thus improve the life-time behaviour. In addition, the process chain would be shortened by the elimination of any energy- and time-intensive heat treatment.
Residual stresses are understood as stresses remaining in a mechanically and thermally unloaded component. Depending on the size of their influence area, they are classified into residual stresses of the type I to III. Residual stresses of (I) type, also known as macro residual stresses, act over a range of several grains. Residual stresses (II) and (III) (micro residual stresses) are effective within a single grain or in the lattice range. Globally, residual stresses are in equilibrium due to the force balance [4].
There are three basic processes for the generation of residual stresses [5]:
-
(a)
From a mechanical point of view, residual stresses are induced by inhomogeneous plastic deformations [6]. Geometrically necessary dislocations maintain inhomogeneous plastic distortions after unloading. The resulting incompatible lattice distortions cause residual stresses. A detailed continuum mechanical explanation of residual stresses based on multiplicative plasticity assumptions is discussed in [7]. Especially within cold-formed components, the influence of residual stresses is of critical importance, since they occur in the entire component volume. In microscopic ranges, they can even amount to several times the current macroscopic yield strength [8].
-
(b)
A local change in the structure or composition of the crystal lattice increases the volume of individual areas of the material. If the volume increase is hindered, compressive stresses remain in the treated areas. A change in the lattice structure is achieved, for example, by altering an austenitic microstructure to martensite through forming or thermal hardening. Compressive residual stresses caused by the introduction of foreign atoms are generated, for example, during nitriding.
-
(c)
Thermal residual stresses are induced by inhomogeneous plastic deformations, which can appear as a consequence of non-uniform cooling rates and hindered thermal shrinkage. Furthermore, physical effects of strength reduction at elevated temperatures occur, which must be taken into account, for example, during hot forging.
Residual stresses are a crucial topic in nearly all types of forming processes [9]: Beyond extrusion processes, it is also major issue for example in wire drawing processes, whereby the mechanisms of the residual stress generation are closely linked to full forward extrusion [8]. Furthermore, in sheet metal forming, springback due to unloading after deformation is a critical topic, which requires an extremely accurate computation of the elasto-plastic bending strains [10]. As a last example, an exact computation of residual stresses in hot forging is even more challenging since the stress state is not only affected by mechanical but also by thermal loadings and shrinkage [11]. Although each type of forming process is characterised by special circumstances, the following statements are valid for all types of forming simulations with regard to residual stresses:
In both, experiments and simulations, the residual stress state in forming processes is extremely sensitive to a number of input parameters and boundary conditions. Therefore, forming simulations and numerical parameter studies help to understand the mechanisms leading to specific stress states and to drastically decrease experimental costs and efforts. However, simulative results have to be checked by a comparison to experimental investigations and vice versa. Consequently, benchmarks for the prediction and evaluation of residual stresses in forming processes are essential.
Despite diverse process-based circumstances, residual stresses are always caused by incompatible plastic strains induced by inhomogeneous plastic deformations [7].
Regarding post-processing procedures, techniques to extrapolate the integration point quantities to the discretization nodes also may affect the visualized residual stress state. This is especially true for surface-near stresses, which are of main interest if the integrity of formed components in case of cyclic loadings is considered.
The mesh dependency of the residual stress state requires special care [12]. Furthermore, interpolation errors in case of adaptive meshing can affect the stress state.
The conventional way to analyse residual stresses is to investigate the remaining stress state after removing all external loads at the end of the forming process. However, residual stresses are actually generated during the whole forming process, which is not captured by the conventional post-processing procedure.
1.1 Objective
The objective is to present an approach for the experimental and simulation-based investigation of residual stresses in cold-formed components. In accordance to [8], the rotation-symmetrical full-forward-extrusion, which is the basis for many industrial processes, is used as a reference process. In order to determine purely the influences of the forming process, the formed components are withdrawn from the die without an ejection process. In addition, a novel and generally applicable computational evaluation procedure is presented, which achieves to compute and visualize the evolution of the residual stress state during the entire forming operation. These two modifications aim to capture the residual stress state in more detail and to generate an extended understanding of the residual stress development. The investigations are fundamental for the planned targeted use of forming-induced residual stresses to improve the component properties.
1.2 Outline
The structure is as follows: Sect. 2 describes the experimental setup of the reference process and defines the material, geometry and process parameters. In addition, the experimental and measurement tools and the applied methods are presented. The finite element (FE) model for simulating the forming process is described in Sect. 3. Furthermore, Sect. 3 presents a newly developed approach for the investigation of residual stresses during forming operations. In Sect. 4, the simulation model is validated by a comparison with an experimental evaluation of the formed components. Section 5 discusses the difficulties in investigating residual stresses in formed components. The manuscript concludes in Sect. 6 with a summary of the research results and the main findings.
2 Experimental setup
The components are formed using the tool system showcased in Fig. 1a. This consists of the active parts die, reinforcement system and punch as well as various installation parts and plates. The basis for the tool system is a slide-bearing column guide frame. The upper base plate is connected to the upper tool of the press and the punch. The single-reinforced die is fixed to the lower base plate with a pressure plate.

Tool system and used forming geometry
The die made of the high-speed steel ASP2012 together with the punch is the central element of the forming process. In the forming zone, the geometry tapers from the initial diameter over the die shoulder to the target diameter. The blank with an initial diameter of 25 mm moves over a radius of 3 mm into the die shoulder. The die opening angle 2α, i.e. the angle between the two shoulder flanks, is 90°. The die land radius from the shoulder to the die land is 1.5 mm, half the die lead-in radius, see Fig. 1b. The target diameter of 15 mm is calibrated over a length of 2 mm in the die land. To keep process forces and tool loads as low as possible, the entire die bore is extruder honed and polished.
The design of the die and the reinforcement is carried out in accordance to established methods, see for example [7] and numerous ICFG-Documents, in particular Doc. 4/82 [13], Doc. 5/82 [14] and Doc. 6/82 [15]. During forming, high tensile stresses take place within the die due to the deformation resistance of the part material. In order to avoid transversal and longitudinal cracks in the die, it is pressed into a reinforcement ring. This induces high compressive stresses in tangential and axial direction and ensures, that no or very low tensile stresses occur in the die during forming. The reinforcement ring is made of the hot-working steel X37CrMoV5-1 (1.2343) due to the high toughness required. The gap has a conical shape for an adequate pressing of the die into the reinforcement ring, whereby the required preload is achieved by pressing in to an oversize of 5‰.
The forming tests are carried out with the Lasco TZP 400 hydraulic forming press. The punch speed is 1 mm/s. With this forming speed, the temperatures in the part are kept as low as possible, in order to avoid influences by temperature gradients. To remove the component without an ejector process, the reinforcement system is removed from the tool system and released. The elastic springback of the die allows a load-free removal of the component.
2.1 Billet
The cylindrical billet with its microstructure and mechanical properties is shown in Fig. 2. The 50 mm long pieces are taken from rod-shaped starting material with a diameter of 25 mm. The diameters of the slugs are within the required tolerance of + 0/−0.052 mm. The billet is formed to a diameter of 15 mm. It is pressed in up to 35 mm above the beginning of the die land. The length of the thinner shaft of the component reaches a length of approximately 40 mm. The component material is ferritic stainless steel X6Cr17 (1.4016). Its microstructure is shown in Fig. 2.

Billet size and ferritic microstructure of the used material (X6Cr17)
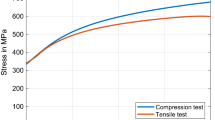
With a maximum tensile strength of 560 MPa, this steel is well suited for cold forming [16]. The starting material is soft-annealed (+ A) and thus has a yield strength of approximately 264 MPa. The flow curve of the material shown in Fig. 3 is determined by a compression test according to [17] up to an equivalent plastic strain of \(\bar \varepsilon\) = 0.7. The experimental data are extrapolated up to an equivalent plastic strain of \(\bar \varepsilon\) = 3 by using the Hockett-Sherby hardening function [18], see Table 1 in Sect. 3.

X 6Cr17: Flow curve from the compression test with extrapolated values
In order to guarantee good formability, the slugs are coated with a high-performance tribological system. To improve the adhesion of the lubricant on the billet, a lubricant carrier layer is created on the surface by a chemical reaction. The actual lubricant is applied to this coating in a subsequent process step. In the cold forming of steel, zinc phosphate layers are usually used as lubricant carrier layers. Since the phosphating of stainless steel is difficult due to its corrosion resistance, an oxalate layer is used as conversion layer instead. Due to the high expected surface load in the process, a MoS2-based solid lubricant is used. This tribological system corresponds to the state of the art in cold extrusion of stainless steel [19]. The billets are coated by ZWEZ Chemie. The oxalation is done with ZWEZ-Coat 1039. The resulting iron oxalate layer has a layer weight of 9–10 g/cm2. The MoS2-based solid lubricant ZWEZ-Lube MD 230 with a layer weight of 7–8 g/cm2 is applied as lubricant.
2.2 Residual stress measurement
There are various techniques for determination of residual stresses, whereby an overview is given in [20]. As a non-destructive method, the X-ray-based determination is an established technique. The basis for the X-ray residual stress measurement are the lattice distortions generated by the residual stresses. When a residual stress-free sample is irradiated with monochromatic X-rays, interference occurs at characteristic diffraction angles. The interrelation between X-ray wavelength λ, lattice plane distance d’ and diffraction angle θ is established by Bragg’s Law, nλ = 2d’sinθ, wherein n represents an integer number [21]. Since the X-ray wavelength is constant, a different diffraction angle is recorded, if lattice distances change due to an applied distortion.
The calculation of the stress from measured lattice distortions is carried out in the sin2ψ method and is well described in literature, see for example [22, 23]. Within the surface of the specimen, a biaxial stress state without any perpendicular stresses is assumed. Therefore, the measured perpendicular strain in the near-surface lattice is only caused by stresses parallel to the surface. In order to determine stresses in a defined direction on the surface, diffraction curves are being recorded with the specimen tilted around the ψ-axis, which is perpendicular to the stress direction. The measured strains \({{\varepsilon}_{\psi}}\) are used to calculate the stress \(\sigma\) according to \(\sigma = {E \over {\nu + 1}} \cdot {{{\varepsilon _\psi }} \over {{\rm{si}}{{\rm{n}}^2}\psi }}\).
The practical determination of the residual stresses in the formed components is carried out with the 8-axis Seifert XRD 3003 X-ray diffractometer available at the Institute of Manufacturing Technology. The schematic structure is shown in Fig. 4. Two different coordinate systems are used during the measurement. The component-specific x–y–φ coordinate system is used to position the specimen and to specify the direction of stress to be measured. Here, the origin lies on the component and moves during the measurements. The machine fixed χ–ω–z coordinate system is required for the determination of the stresses at the measuring point. The origin is in the measuring point and cannot be moved. The sample is positioned by merging the two coordinate systems. A camera is installed for the positioning of the workpiece. With the measuring laser next to the collimator, the exact distance between collimator aperture and sample surface is adjusted.

Axes and components of the X-ray diffractometer used
During the measurement, the X-ray beam emitted by the collimator hits the sample surface. The intensity of the reflected beam is detected by the connected line detector Meteor 1-D within a defined angular range. By rotating around the χ axis, grain areas that are not parallel to the surface are scanned. For stress measurement in different directions, the sample is rotated about the φ axis. The measurement procedure is carried out according to [24] in the χ method. The χ axis of the diffractometer used in the measurement of the diffraction angles matches the ψ axis used in the calculation of the residual stress. In contrast to the ω method, the sample is rotated around the χ axis instead of the ω axis during the measurement. As an advantage, identical defocusing effects occur in both ψ directions in the χ process, whereas in the ω process they differ in positive and negative ψ direction.
A Cr anode with a collimator aperture diameter of 2.0 mm as recommended in [24] is used for measurements. The generated X-ray radiation has a wavelength of 0.2291 nm and is thus within the range of the lattice constant of 0.286 nm of α-iron [25]. With this radiation an average penetration depth of 5.8 µm is achievable at ψ = 0° [26]. Vanadium is used as a Kβ filter. During the measurement, diffraction lines from − 50° to + 50° are recorded on the component at 13 different ψ angles. The ψ angles are subdivided in accordance with a constant value of sin2ψ. To record the diffraction lines, the collimator and detector run a defined angular range in which a peak is expected. When using a Cr anode, this peak is at 2θ = 156.084° for the {211} lattice plane [27] in a stress-free sample with ferritic structure. To determine the stresses in the main directions—tangential and axial—measurements with φ = 0° and φ = 90° are carried out for each measuring point. The accuracy of the measurement with this system was determined experimentally by repeated moving and measuring and amounts to approximately 2–3%.
The calculation of the residual stresses from the recorded intensity-angle-curves is carried out with the software Rayflex Analyze with the sin2ψ method as described above. In order to ensure a reliable calculation, the shapes of the recorded peaks are examined in a first step. The peak positions 2θψ, that are necessary for the calculation of strain εψ, are determined by fitting the recorded intensity curve with a Pseudo–Voigt function and plotted over the related value of sin2ψ. The value of the existing stress is calculated from the slope of the linear regression of these points. Additionally, the shape of the curve provides information about residual stress distributions and directions and the presence of a texture in the examined material volume [20].
Errors are possible due to the calibration of the X-ray diffractometer. The collimator and detector position are adjusted by irradiating iron powder, which is stress-free by definition, so that the axis values correspond to literature parameters [24]. Since the axes are calibrated before the measurement, this error influence is avoided. Other possible errors are non-uniform stress conditions in the measurement volume. Regarding the measurement of volumes with textures, lines appear in the 2θ-sin2ψ diagram that deviate from the straight line shape [23] when stress gradients are present over the penetration depth or if the main stress directions are shifted to the measurement direction. Since straight lines were determined in the 2θ-sin2ψ diagram at all measuring points, this error influence is also eliminated. However, the curvature of the surface is problematic. Since the criterion from [24] is met, as the irradiated spot diameter is smaller than 0.4 times the radius of curvature, only minor error effects are assumed here. When positioning the sample in the X-ray diffractometer, the error causes are small. The connected measuring laser allows an exact positioning of the sample so that the measuring point on the component lies at the apex of the lateral surface.
3 Simulation
The above mentioned process of full-forward-extrusion is additionally investigated by a rotation-symmetrical simulation model in the FE environment Marc/Mentat, see Fig. 5. The computation is performed implicitly and quasi-statically with an automatic multi-criteria step size control (maximal fraction of load case: 0.001).

Setup of the rotation-symmetrical simulation model for full-forward-extrusion in different stages
3.1 Simulative setup
The geometric dimensions of the workpiece, the die, the reinforcement ring and the punch travel way (30 mm), are set in accordance to the specifications in Sect. 2. For an exact modelling of the pre-stress in the tools, the simulation is decomposed in different stages. Figure 5a shows the initial setup of the simulation model. As in the real manufacturing process of the tool, the reinforcement ring with an oversize of 5‰ (equates to a radial distance of 0.125 mm) is moved onto the die. The inner radius of the reinforcement ring and the outer radius of the die are tapered with an angle of 1%. The resulting pre-stress in the tools after reinforcement is depicted in Fig. 5b. The start of the forming operation is shown in Fig. 5c, whereby the punch has moved down. The rigid contact bodys are marked by thin red lines.
A multiplicative plasticity approach for large strains (updated Lagrange) is considered for the component, whereby elastic modelling is used for the die and the reinforcement ring. The corresponding material parameters are listed in Table 1. Temperature effects are neglected.
A node-to-segment contact is applied for contact modelling. For the contact detection, the Marc/Mentat-internal option of using an analytical boundary description is set, which means splines along the discretization nodes of the meshed contact boundaries are used to evaluate the contact conditions. Due to the radii of the die, this option is more accurate in contrast to polynomial lines along the element edges. The friction factor m between the workpiece, the die and the punch is set to 0.1 as proposed by [28] for extrusion processes. The factor between the die and the reinforcement ring is set to 0.06, which has been evaluated by a iteratively adjusting the friction factor to the forces used to move the ring onto the die.
A process adapted discretization of the workpiece with 6436 bilinear rotation-symmetrical elements is applied to avoid the need of mesh adaptivity. Thus, simulation results are prevented from smoothing errors due to re-meshing. The discretized undeformed workpiece (material configuration) is illustrated in Fig. 5, whereas the discretized workpiece after the forming process is depicted in Fig. 8b in Sect. 4. The maximum equivalent plastic strain amounts to 1.59. As a verification, the maximum equivalent plastic strain at the axially symmetry line of the workpiece is computed to 1.032, which correlates to the analytical formula for full-forward-extrusion in [12]: 2 ln(d0 = 25 mm/dt=15 mm) ≈ 1.022.
For the comparison with the experimental near-surface X-ray measurements, the stresses in axial and tangential direction and in particular at the boundary nodes of the workpiece are analysed. Since stress quantities are usually computed at the integration points, an extrapolation is required to gain the corresponding nodal quantities, whereas linear averaging as a Marc/Mentat internal option is applied to determine the nodal stress components at the boundary nodes. An evaluation of the stress states is given at the end of the section.
3.2 Advanced post processing tool: Investigation of the residual stresses during the forming process
The usual way to analyse residual stresses is to investigate the remaining stress state after removing all external loads at the end of the forming process. However, the residual stresses arise from inhomogeneous plastic distortions and thus, residual stresses actually evolve and relax during the whole forming process. Unfortunately, this information are not captured by the conventional procedure.
As a remedy, we developed a novel approach to determine the global residual stress state within each load step increment of the forming simulation. Therefore, at the end of each increment the model data is duplicated. Based on the duplicated model the fictitious elasto-plastic problem of stress relaxation in case of unloading is solved. The herein determined residual stresses are afterwards transferred back to the result file for postprocessing purpose, see the illustration in Fig. 6. Within the post processing procedure, the residual stresses are then quantified and visualized during the whole forming simulation. As additional advantages, the approach is independent from the mechanical constitutive model and works even in case of mesh adaptivity.

Functional principle of the subroutine coupled to the FE-simulation
In a detailed overview, the Cauchy stress distributions (axial, tangential and von Mises) in the whole workpiece are depicted together with the corresponding residual stresses at the forming status of 80% punch travel in Fig. 7a–f. It should be emphasized that the residual stress state at this status is not accessible without the proposed approach. Furthermore, by using the approach the generation of the residual stress state at the frictional contact area between the workpiece and the die is investigated in detail and at each increment. As a verification, after unloading at the end of the forming process the Cauchy stresses coincide with the residual stresses obtained by the novel evaluation approach, see Fig. 7g–i. It is recognized that in particular at the formed shaft the stress state changes in a range of about 300 MPa within small radial distance of about 1 mm from the surface in direction to the symmetry axis, see the stress state related colouring in for example Fig. 7d and g.

Distribution of axial, tangential and von Mises quantities of the Cauchy and the residual stresses at the process stage of the 80% punch travel and after unloading (forming process finished)
4 Validation
In the longitudinal cross-section of the component, the micro-hardness of the material is determined by the instrumented indentation test according to [29]. The strength of the formed material increases with its equivalent plastic strain, which leads to a higher penetration resistance. Thus, a higher micro-hardness is expected in component areas with a higher total plastic strain. The experimentally determined micro-hardness, see Fig. 8a, is compared with the computed equivalent plastic strain, see Fig. 8b. The formed component shaft shows both the highest equivalent plastic strain and the highest micro-hardness in the area close to the surface. In the area of the shoulder, equivalent plastic strain and micro-hardness increase with diameter reduction and therefore with increasing deformation.

Comparison of simulation and experiment
The geometry of the formed components is detected optically with the Atos system from GOM. This measurement system is based on the recording of fringe projection patterns at different viewing angles. The component geometry determined in this way is compared with the final geometry from the forming simulation in Fig. 8c. Both geometries are positioned via the component shoulder and the initial shaft. The total length of the component is 79.7 mm. The computed and experimentally determined geometries of the components show a good match in diameter on the formed shaft. The deviation is less than 0.05 mm. On the unformed shaft, the diameter in the simulation is up to 0.1 mm higher than in the experiment. A possible reasons for this deviation are the diameter tolerance of + 0/− 0.052 mm of the raw material.
The results of the residual stress measurements in the shaft of the formed components removed without ejection are shown in Fig. 9. Residual stresses with values of − 102 MPa in axial and tensile stresses of + 88 MPa in tangential direction are measured in the radius range. In the component shaft, tensile residual stresses are present in both directions. Their amount increases slightly with increasing distance from the die land with a maximum of + 409 MPa in axial and + 313 MPa in tangential direction. The residual stresses in the area of the die land are affected by the elastic springback of the reinforcement system. As soon as the punch unloads the workpiece, the pressure within the die is reduced and the reinforcement bond springs back. The resulting deformation of the formed shaft is limited to the area of the die land. Therefore, the differences of the residual stresses between the area of the die land and the rest of the formed shaft are shown in Fig. 9.

Residual stresses in the formed shaft: Comparison between measurement and simulation
The axial residual stresses determined in the forming simulation show a similar distribution as those determined experimentally. In both series, compressive residual stresses of approximately − 130 MPa are present in the area of the die land, which quickly change into tensile stresses and stay at a nearly constant level along the contour of the formed shaft. The experimentally determined curve rises up to + 379 MPa at a distance of 7 mm and remains in this range. Simulative results initially rise to + 50 MPa at a distance of 3 mm, from where they slowly increase up to + 151 MPa between 20 mm and 25 mm. In tangential direction, the curves show a good conformity. Low tensile stresses are observed in the area of the die land, the amount of which increases to a distance of approximately 10 mm. After this point, the stresses remain at an almost constant level. In general, the curve taken from the simulation lies about 50 MPa below the one determined experimentally.
5 Discussion on error sources
The cold-forming process is affected by a variety of influences, whereby the investigation of the process basically consists of three individual steps as illustrated in Fig. 10: the experiment, the simulation and the validation by measurements.

Overview on influences regarding the validation of the residual stress state
During the forming process, the residual stress state in the near-surface area is massively affected by the tribological conditions. Due to the high strength of the used stainless steel, a high pressure is induced within the die bore during forming. Thereby, shear stresses are induced by sliding along the contact area. Furthermore, the frictional contact is a source for heat generation. Even if recrystallization effects do not appear at this temperature, effects due to thermal expansion of the component may occur during forming. The frictional contact modelling is also a critical issue within the simulation of the forming process. Simulative investigations show that solely increasing the friction factor leads to a decrease of the tangential residual stresses.
Even with an advanced contact modelling, a too coarse mesh at the contact area, but also a too large fraction of the load level leads to poor simulative results. In addition, workpieces typically undergo large deformations during the forming process. Thus, a process adapted initial discretization of the workpiece as depicted in Fig. 5 has to be applied, whereby in more complex forming processes also mesh refinement and/or remeshing has to be applied. However, each remeshing step needs to transfer the tensorial quantities to the new mesh, whereby extrapolation and smoothing technique are used. Changing the positions of the boundary nodes during remeshing leads to a perturbation of the stress state. This effect can be easily checked by forcing a remeshing after the external loads have been removed. For the simulative investigations of the full-forward-extrusion process an appropriate initial discretization of the workpiece, see Fig. 5, avoids the necessity of remeshing. Even if no ejection operation is considered within the benchmark process, kinematic hardening effects may occur during unloading. This issue has been investigated by an additional FE simulation with a combined hardening model, but did not show major deviations in axial or tangential direction. As a further issue, a quasi-static simulation of the forming process does not capture the forming speed. and in accordance, does not capture the temperature increase due to frictional contact. As described in Sect. 1, inhomogeneous heating and cooling also results in thermal residual stresses, which are superposed to the mechanically induced residual stress state. This effect has not been considered here.
6 Summary and outlook
The full-forward-extrusion process, as a basic operation in bulk metal forming, is introduced as a benchmark to investigate residual stresses in cold-formed components. In contrast to conventional extrusion processes, the influences of the forming operation are separated by removing the formed component without an ejection operation. Furthermore, an approach to advanced post processing is presented which tracks the residual stresses during the entire forming process and thus achieves to visualize the generation and relaxation of the residual stress state despite a superposition with external loads. This is especially helpful for analysing irregularities within the workpiece/die contact during the forming simulation. The experimentally formed components are compared with the simulative results. A good geometrical correlation between experiment and simulation is evaluated by the use of optical measurements (GOM Atos system). The residual stresses determined by X-ray diffraction at the shaft of the experimentally formed components are compared with the computed stresses. In axial direction, the residual stresses are computed lower than their measured counterparts. Simulation and experiment show a good conformity regarding the residual stresses in tangential direction. Therefore, further investigations regarding the axial residual stress generation during forming operations are required. The difficulties arising when investigating the residual stresses are discussed. Nevertheless, the contribution shows that full forward extrusion contains all relevant elementary processes for the generation of residual stress in forming operations and thus, is a suited benchmark process for the analysis of residual stresses in cold-formed components.
References
Macherauch E, Hauk V (1987) Residual Stresses in Science and Technology. vol 1 and 2. DGM-Informationsgesellschaft, Oberursel
Denks IA (2008) Entwicklung einer Methodik zur Erfassung randschichtnaher Eigenspannungsverteilungen σ(z) in polykristallinen Werkstoffen mittels energiedispersiver Diffraktion. Dissertation, Universität Kassel, University Press, Kassel
Billigmann J, Feldmann H (1973) Stauchen und Pressen–Handbuch für das Kalt- und warm-massivumformen von stählen und nichteisenmetallen. Carl Hanser Verlag, München
Macherauch E, Wohlfarth H, Wolfstieg U (1973) Zur zweckmäßigen Definition von Eigenspannungen. Härterei Tech Mitteilungen 28:201–211
Niku-Lari A (1987) Advances in surface treatments: technology—applications—effects. In: Residual stresses, vol 4. Pergamon Press, Oxford
Tekkaya AE, Gerhardt J, Burgdorf M (1985) Residual stresses in cold-formed workpieces. Ann CIRP 34(1):225–230
Steinmann P (2015) Geometrical Foundations of Continuum Mechanics. Springer, Berlin Heidelberg
Tekkaya AE (1986) Ermittlung von Eigenspannungen in der Kaltmassivumformung. Dissertation, Band 83 von IFU - Berichte aus dem Institut für Umformtechnik der Universität Stuttgart. Springer, Berlin, Heidelberg
Wang Z, Gong B (2002) Residual stress in the forming of materials, handbook of residual stress and deformation of steel. In: Totten G (ed) Handbook of residual stress and deformation. Materials Park, Ohio
Tekkaya AE (2000) State-of-the-art of simulation of sheet metal forming. J Mat Prod Tech 103:14–22
Lacarac V, Chang CC, Bramley AN, Tierney MJ, McMahon CA, Smith DJ (2004) Predictions and measurements of residual stresses from forging and heat treatment. Proc Inst Mech Eng Part B J Eng Manuf 218(3):301–313
Tekkaya AE (2005) A guide for validation of FE simulations in bulk metal forming. Arab J Sc Engrg 30-1C:113–136
ICFG-Document 4/82 (1983) General aspects of tool design and tool materials for cold and warm forging. Portcullis Press Ltd., Redhill
ICFG-Document 5/82 (1983) Calculation methods for cold forging tools. Portcullis Press Ltd., Redhill
ICFG-Document 6/82 (1983) General recommendations for design, manufacture and operational aspects of cold extrusion tools for steel. Portcullis Press Ltd., Redhill
DIN EN 10263-5:2002-02 (2001) Steel rod, bars and wire for cold heading and cold extrusion—part 5: technical delivery conditions for stainless steels. German Version EN 10263(5): 2001
DIN 50106:2016-11. Testing of metallic materials—compression test at room temperature
Hockett J, Sherby O (1975) Large strain deformation of polycrystalline metals at low homologous temperatures. Int J Mech Phys Sol 23(2):87–98
Steenberg T, Christensen E, Bjerrum NJ, Bay N, Wibom O (2000) Cold forging of stainless steel with FeCl3 based lubricants. Lubr Eng 56(6):26–30
Ruud C (2002) Measurement of Residual stress. In: Totten G (ed) Handbook of residual stress and deformation. Materials Park, Ohio
Bragg WH (1913) The reflection of X-rays by crystals. Proc R Soc 88(605):428–438
Fitzpatrick ME, Fry AT, Holdway P, Kandil FA, Shackleton J, Suominen L (2005) Determination of residual stresses by X-ray diffraction—issue 2. Measurement Good Practice Guide No. 52. National Physical Laboratory, Teddington
Eigenmann B, Macherauch E (1995) Röntgenographische Untersuchungen von Spannungszuständen in Werkstoffen, Teil I. Mat Wiss Werkstofftechn 26:148–160
DIN EN 15305_2009-01. Non-destructive testing—test method for residual stress analysis by X-ray diffraction. German version EN 15305:2008
Jenkins R (1995) Quantitative X-ray spectometry, Second edn. Dekker, New York
Eigenmann B, Macherauch E (1995) Röntgenographische Untersuchungen von Spannungszuständen in Werkstoffen, Teil II. Mat Wiss Werkstofftechn 26:199–216
Eigenmann B, Macherauch E (1995) Röntgenographische Untersuchungen von Spannungszuständen in Werkstoffen, Teil III. Mat Wiss Werkstofftechn 27:426–437
Hinkfoth R (2003) Bulk forming processes. Verlagshaus Mainz GmbH, Aachen
DIN EN ISO 14577:2015-11 (2015) Metallic materials—instrumented indentation test for hardness and materials parameters—part 1: test method German Version EN ISO 14577(1):2015
Acknowledgements
Our research activities are funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) within the scope of the priority program SPP2013 - Targeted Use of Forming Induced Residual Stresses in Metal Components in the subproject P10 (project number: 374688875).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Landkammer, P., Jobst, A., Kiener, C. et al. Investigations on residual stress generation in full-forward-extrusion. Prod. Eng. Res. Devel. 13, 169–180 (2019). https://doi.org/10.1007/s11740-019-00892-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-019-00892-5