
Abstract
Thermosetting polyester-based coatings are used to produce pre-painted metal in the coil coating industry. The coated steel sheet is formed into white goods and architectural cladding, which involves large deformations of the metal and results in large strains in the coating. The Erichsen cupping test is a standard method used to assess the formability, ductility and adhesion of coatings, which induces similar strains to those experienced during forming. It is a qualitative and robust quality control method, but the behaviour of coatings during the test has never been previously studied quantitatively. Failure of coatings on sheet metal during forming is a strain-governed process, so understanding the behaviour of a coating in the Erichsen cupping test will allow the formability, material properties and chemical structure of the polymer to be linked more closely, enabling the development of better coatings. A finite element model has been developed to calculate the coating surface strains for any level of indentation during the test and has been validated using the surface strains during cupping measured by digital image correlation. A master curve of the maximum strain versus the indentation depth (Erichsen index) has been determined. This allows the strain to failure of the coating on a substrate, a critical material property which is otherwise difficult and laborious to obtain, to be simply determined from the Erichsen test for the first time. The relationship between the Erichsen index and maximum surface strain presented here enables users to obtain this material property both from future tests and from the results of historic tests (as many coating suppliers and users have extensive databases of Erichsen test results stretching back many years). This novel framework provides a quantitative method to analyse the performance of coatings used in the coil industry, redeveloping a century-old technique.
Similar content being viewed by others
Introduction
Coil coating is a technique used to produce pre-painted metal (PPM) sheet, which is stored and transported in large coils. It is a highly efficient and automated process with many economic, processing and environmental benefits, such as reduced waste and solvent emissions. The PPM is formed by rolling or folding into products for many uses ranging from white goods to architectural cladding. The global coil coating industry was valued at USD 5.63 billion in 2017 [1, 2]. The coatings must have superior qualities such as good formability, ductility, weatherability and adhesion in order to withstand harsh operating environments, but also the large deformations experienced during the forming process. One of the key concerns in manufacturing products from PPM is the formability of the coating and the ability for the coating to withstand failure by cracking and delamination. The Erichsen cupping test is one of the industry standard tests which is used to evaluate such behaviours.
Historically the Erichsen cupping test [3] was used to assess the quality of sheet metal, so was typically concerned with the formability of the sheet metal and the point at which through-thickness failure occurs [4, 5]. The stretch formability effect on the crystalline structure of the metal has also been examined extensively for structural components as any defects introduced to the sheet during forming could be detrimental [6, 7]. Research has primarily been concerned with behaviour in the metal [8] and analysing the formability of the sheet [9], as using sheet metal and reducing the weight of components have many economic advantages. Simulations of the Erichsen cupping test and variations of deep drawing have been performed but have not characterised the surface strain to failure fully [10, 11].
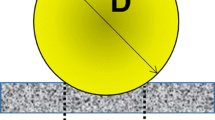
Suppliers of coating materials and the users of coil coatings were quick to realise that the Erichsen cupping test could also be used to evaluate the resistance to failure of coatings. The test uses a 20-mm-diameter hemispherical punch to slowly draw the PPM blank at room temperature, as shown schematically in Fig. 1, whilst watching for failure of the coating. The test is an empirical testing procedure, which is typically performed in one of two modes in industry. A go/no-go approach is used in quality control to determine whether a coating meets the formability requirements, i.e. can it withstand failure at a given indentation level. Alternatively, to determine coating performance, the test is run until failure of the coating is observed and the indentation depth at failure (in mm) is quoted as the Erichsen index, IE. The results are comparative, so this is a qualitative, quick and robust quality control method. Hence, the behaviour and failure of coatings during cupping have not been previously characterised and have not been linked to the mechanical properties of the coatings such as the strain to failure of a free film. Determining the properties of free films of coatings is difficult and laborious due to the fragility of the thin film samples, but primarily due to the challenging process required to manufacture free films. Models on both a micro- and macro-scale have been produced and compared with the experimental work to capture the effects of the chemical structure of a coating on the free-film mechanical properties [12,13,14,15], yet no relationship to the performance of the PPM exists.

Adapted from [3]
Schematic of Erichsen cupping test (cross section).
Optical techniques such as digital image correlation (DIC) and laser speckle interferometry have been used to monitor the dome heights at which failure occurs for different sheet thicknesses (steel and aluminium) and to evaluate the necking behaviour [16,17,18]. Models have examined strains at certain IEs to determine a failure criterion for sheet metal neglecting the presence of a coating [18,19,20,21]. Previous work has also noted that the position of maximum strain to be at half dome height, although this has been found to vary with the level of IE [20].
The reduction in gloss of coatings due to forming has been examined in previous work [22, 23] where the failure has been attributed to excessive strains. Fully understanding the strain behaviour of the coatings here is of great importance as this would lead to better performance of the coatings as industrial development could focus on the strain and formability performance with an explicit minimum acceptable failure criterion. It would also allow a better understanding of the forming limits of the individual coatings.
To date, the surface strains of the Erichsen test itself have not been fully characterised nor used to understand the implications this has on the failure of coatings. The formability of a coating is important due to the processes involved with the manufacturing of products from coil-coated metal as these applications involve forming with the sheet already coated. Coatings are primarily used for protection [24] and for their high-quality aesthetics. There is often concern that the protective nature of the coating degrades with forming, and as such the quality of coatings has been examined using electrochemical impedance spectroscopy [19, 20, 25]. Resistance to cracking is therefore a fundamental requirement of coatings, coupled with good adhesion to the primer and substrate. The adhesion of the coating to the metal substrate is typically evaluated by cross-hatching, where a multi-bladed knife is used to cut through the coating. Adhesive tape is then applied to cross-hatches on the deformed blank and removed to determine the percentage of cross-hatched squares which have debonded from the substrate [26].
Commonly used in the coil coating industry are thermosetting polyester-based coatings crosslinked with hexa(methoxymethyl)melamine (HMMM). The modulus of a 20-μm-thick polyester coating above Tg (~ 5 MPa at Tg + 20 °C) is approximately 5 orders of magnitude smaller than that of the steel substrate (~ 200,000 MPa). Below Tg, the modulus (~ 2000 MPa at Tg − 40 °C) is approximately 2 orders of magnitude smaller than that of the steel. Hence, if a coating adheres well to its substrate, the failure stress of the PPM will be governed by the substrate, and it can be assumed that the strain in the coating will be equal to that of the surface of the steel sheet. The failure mechanism for coil coatings is therefore strain-governed. Other bending and drawing methods have been evaluated to determine relationships between the behaviour of paint films and the formability of coated metal, which also note that the failure mechanism is primarily governed by strain, e.g. [27]. Knowing this behaviour would allow for better coatings to be developed more systematically by attributing certain behaviours to individual chemical components in the formulations, an interest in which has been demonstrated in the literature [28].
The present work quantifies the surface strains in the Erichsen cupping test using a finite element model to produce a master curve of maximum strain versus the Erichsen index (IE). The predicted strains are compared to those determined experimentally using digital image correlation (DIC). The deformed shapes of the coated steel determined by finite element analysis, DIC and by cross-sectioning are compared. The strain behaviours at different IE values are evaluated, allowing the expected location of failure of the coating to be predicted. The master curves allow the strain to failure of the coating on a substrate to be simply determined from the Erichsen test. This is a critical material property which is otherwise difficult and laborious to obtain.
Experimental
Materials
Coated steel panels of approximately 0.6 × 150 × 250 mm3 were prepared. The steel substrate was hot-dip-galvanised (HDG) (pure zinc with a small addition (< 0.2%) of aluminium) construction grade steel with a low-carbon content (< 0.5%) and a yield stress of 330 MPa. The steel also had an anti-corrosive primer layer of 5–9 μm in thickness, the primer being a crosslinked polyester–melamine system with strontium chromate.
The polyester coating comprised a resin and a crosslinker in a ratio of 80:20. The polyester resin was formulated based on adipic acid and phthalic anhydride, a triol, solvents and a catalyst. The crosslinker was hexa(methoxymethyl)melamine (HMMM). The coating contained white TiO2 pigment to provide contrast against the black spray paint speckles used for DIC. The coating formulation was applied to individual HDG steel panels using a drawdown bar to achieve a dry film thickness (DFT) of approximately 20 μm. The coating was cured in an electric oven set at 295 °C with a dwell time of 35 s to achieve a peak metal temperature (PMT) of 232 °C, before the panels were removed and quenched in water. The final Tg of the coating was measured using DSC at a ramp rate of 10 °C/min. The DSC mid-point Tg value was 39 °C, with an onset value of 33 °C. Specimen blanks of size 50 × 50 mm2 for use in the Erichsen cupping test were cut from the panels using a guillotine.
Erichsen cupping tests
The Erichsen cupping test uses a 20-mm-diameter ball bearing to indent a PPM blank which is clamped on a diameter of 33 mm in a die with a diameter of 27 mm, see Fig. 1. An Erichsen cupping rig with the standard geometry [3, 29] was manufactured and mounted in an Instron 3369 universal testing machine fitted with a 50-kN load cell. This was used to determine the force versus indentation depth during the cupping process, at an indentation rate of 3 mm/min and at ambient temperature (20 °C). The HDG steel blanks were indented to IE values from 1 to 10 mm at 1-mm intervals. The domed samples were sectioned using electrical discharge machining (EDM) to reveal the profiles of the domes at their mid-point. These profiles were photographed and digitised using MATLAB software, allowing the experimental profiles to be compared directly to those measured using DIC and predicted using the FE model. The springback behaviour of the cupping test was also investigated, by loading, unloading and reloading the domes while measuring the indentation at intervals of 1 mm up to an IE of 10 mm with a maximum load of 9 kN (see Fig. 3 for the relationship between load and IE up to IE = 9 mm). The springback was found to be independent of the IE, and the measured value of 0.07 mm showed that the effects of springback were negligible.
There is no analytical solution to calculate the strain in the dome produced in cupping tests due to its complexity, so digital image correlation (DIC) was used to measure surface strains during the Erichsen cupping tests. Digital image correlation is an optical technique whereby unique reference points are tracked by overlaying a mesh comprised of user-defined facets. In this instance, spray paint was used to create a stochastic speckle pattern on the surface of the blank. The randomness ensures that the pattern in each assigned facet is unique to those surrounding it, which allows the software to assign a measurement point for each valid facet. The computed measurement points combine to form a surface component mesh which is traced through every stage and allows displacements and strains to be determined. 3D DIC is a form of stereovision utilising two calibrated cameras to measure both in-plane and out-of-plane motion and give strains in three dimensions, resulting in measured major and minor strains, which are the largest and smallest determined strains. The major and minor strains are a result of the principal axis transformation of the strain tensor and thus are independent of the axes used, accounting for the directional nature of strain. An ARAMIS system from GOM was used, with an ARAMIS 5M sensor configuration with two 50-mm lenses. A measuring distance of 310 mm, a camera angle of 25° and a slider distance of 98 mm were used. The depth of field is aperture-dependent, so an aperture of ~ 16 was used to give the system a depth of field of 11 mm, as the HDG steel substrates failed at an IE of approximately 10 mm. The results were analysed using GOM Correlate Professional software. The density and layout of the DIC mesh were investigated, and it was found that using a surface component mesh with a facet size of 60 pixels and a point distance of 40 pixels was optimum. Typically, the intersection deviation of the system was ± 0.15 pixels. The dome profiles and the surface strains were calculated, and an example of the surface major strain map produced is shown in Fig. 2. For subsequent calculations, representative strain values were obtained from the strain maps along a plane cutting through the centre of the dome.

Representative surface strain map of Erichsen cupping test at IE = 6 mm (top view) determined by 3D DIC
A table-top Erichsen cupping test machine with the standard geometry was used to perform the cupping tests as this provided adequate space for the ARAMIS system. The tests were performed at ambient temperature (23 °C). The indentation depth was measured using a rotary encoder coupled with an Arduino UNO, and the values showed excellent agreement with those obtained from the DIC data.
The steel failed before the coating in all of the Erichsen cupping tests presented here, indicating that the formability of the coating was superior to that of the steel.
Finite element modelling
The Erichsen cupping test was modelled using PAM-STAMP Professional software, which is designed for the simulation of metal forming. A suitable HDG steel was chosen from the PAM-STAMP material library. The steel had a Young’s modulus of 210 GPa, a Poisson’s ratio of 0.3 and a density of 7800 kg/m3. Hill’s plasticity law [30] was used, and Krupkowski’s law was used for the hardening curve criteria.
A comprehensive convergence study was performed to investigate the effect of mesh size, to confirm whether the predicted strains were independent of the mesh size used. Two of the five models produced in the study using different mesh densities are presented here to demonstrate the effects. Square shell elements were used, those for the fine mesh having initial side lengths of 0.087 mm, and those for the coarse mesh of 0.5 mm, representing a 0.6-mm-thick blank with dimensions of 50 × 50 mm2. The geometry of the clamp and die in the model followed that of the standard [3, 29] in order to be comparable to the experiment. The indenter was modelled as a 20-mm-diameter rigid hemisphere. Adaptive meshing was disabled so that the mesh density remained constant throughout, ensuring comparability between individual nodes at each stage of calculation. A clamping force of 10 kN was applied to the blank as recommended by the standard [3, 29], and a coefficient of friction of 0.12 was used between the polished steel indenter and the HDG steel blank [21].
No failure criterion was implemented into the model, so fracture of the steel and the coating have not been predicted. It should be noted that the modelling is based on the assumption that the coating strain is equal to that of the surface of the steel blank (see the “Introduction” section), and hence, the model only accounts for the steel blank.
Results and discussion
Introduction
The strains in the coating during the Erichsen cupping test at increasing indentation depths (Erichsen indices) have been determined by two independent methods (experimentally using DIC and predicted using FEA). The shape of the dome has been determined by three methods (experimentally using DIC and cross-sectioning, and predicted using FEA). The required forces for indentation, the profiles of the resultant dome and the strains at different Erichsen indices are presented in turn in the following sections.
Indentation force
The measured contact force versus indentation depth (IE) for the Erichsen test is shown in Fig. 3. The force rises initially when the indenter makes contact with the blank. The blank initially responds as an elastic plate with an out-of-plane loading, a system that has been described mathematically by Poisson, Kirchhoff and Michell amongst others [31, 32]. The measured force rises slowly initially, but the gradient increases as more of the hemispherical indenter makes contact and friction effects start to contribute as the blank is stretched across the indenter. With further indentation, there is a decrease in the rate at which the contact area increases due to the hemispherical shape of the indenter, the gradient at which the force rises reaches a constant value to the point at which necking (local thinning) of the blank starts to occur. The rate of increase in the force required for indentation then rapidly decreases to the point where a plateau is reached. It is at this maximum that failure of the steel occurs and a reduction in the force is observed. Plastic deformation of the blank starts below IE = 1 mm, and the elastic deformations are negligible, as confirmed by the springback analysis study mentioned above.

Comparison of experimental and model contact forces against IE
Failure in the steel substrate occurs by the thinning of a circumferential path on the dome, at ~ 80% of dome height. This path grows and cracks circumferentially with increasing IE. Past this point, the surface strains during cupping and the strains in the coating are no longer of practical concern as their purpose is rendered redundant if the steel has failed. The point of failure in a doming or cupping test is dependent on the contact friction, a property which is difficult to determine for indentation tests, as this affects the position of maximum strain. The effect of varying the coefficient of friction in the model between indenter and blank was investigated (see Fig. 4 for a representative sample). At a low coefficient of friction (μ = 0.01), the position of maximum strain is located close to the top of the dome in the centre. As the value of the coefficient of friction increases, the position of maximum strain moves radially outwards and decreases in height with respect to the top of the dome. This agrees well with the modelling work of Lumelskyy et al. [33]. The strain at the centre of the dome reduces with increasing friction as this prevents the drawing of the substrate. There is a maximum radial position at which the maximum strain occurs for a given IE, which is attributed to the contact area between the indenter and blank. The friction effects are more prevalent at higher IEs as a result of the increase in the contact area. Initially, there is a small decrease in the maximum strain as the coefficient of friction is increased; however, beyond μ = 0.3, the maximum strains increase rapidly. The experimental and model results of the dome profiles show excellent agreement, and the strains predicted by the model agree very well with those measured experimentally using DIC, which indicates that the coefficient of friction used (μ = 0.12) is representative of the conditions for this study.

Simulated effects of varying the coefficient of friction demonstrated at IE = 8 mm
The contact force versus IE responses determined experimentally and from the FE model are compared in Fig. 3 and show reasonable agreement. Both curves show the same trends in their shape although there is a difference in their scaling, i.e. the force required for a given indentation is higher for the model, as is commonly seen with modelling predictions. This occurs because the model is stiffer due to effectively having zero compliance in the clamp and die. In addition, approximating the material properties of the steel used in the experiments with similar but not identical material data from the PAM-STAMP library also contributes to the difference observed in the curves. Varying the coefficient of friction has little effect on the contact force during indentation (IE < 8.5 mm) although it does affect the point at which failure would occur.
The point at which the contact force reaches a maximum in the indentation curve indicates the point at which failure in the steel substrate occurs. The drop in the contact force after the peak is much smaller in the model curve than in the experimental data. This is a result of the fracture mode not being accounted for in the simulation. The elements in the regions of the dome where failure is expected to occur deform excessively at the point of failure. The model is invalid after this level of IE as a cracking mechanism is not built into the model (as coating failure is of interest, not failure of the substrate). Therefore, to be conservative, only strain results up to an IE = 9 mm are considered and presented in this work, as the predictions past this point are not representative of the behaviour of the coating.
Dome shape
The experimental shapes of the dome formed during the cupping test, obtained by cross-sectioning, are shown in Fig. 5 for different Erichsen indices. The shape of the dome takes the form of an increasing spherical cap (portion of a sphere above a given plane) which increases proportionally in size with the Erichsen index. The dome thickness is indicated by the thickness of the lines in Fig. 5, and it can be seen that there is some overall thinning of the blank but no distinct localised thinning (necking) at low IEs. For IE = 10 mm, there is necking through the dome thickness at the point where the dome subsequently fails. The dome profiles determined experimentally can be compared to those predicted by the FE model, as shown by the examples in Fig. 6 at IE = 3 mm and IE = 8 mm, and these agree extremely well. Indeed, the excellent agreement between the three independent methods of determining the dome shape (FE model, digitised cross section and DIC dome profile cross section [see Fig. 7]) give great confidence to the FE and DIC results. The dome profiles generated from the coarse and fine model match perfectly to each other meaning that there is a high level of confidence between the results of the two FE simulations.

Progression of the experimental cross-sectional profiles of the dome for increasing Erichsen index (IE)

Comparison of experimental and computational cross-sectional profiles at IE = 3 mm and IE = 8 mm

Dome profile progression as determined by DIC
The profile of the dome is controlled by the contact between the indenter and the blank. In Fig. 5, there are two distinct parts of the curve for each dome profile: (1) the area in contact with the indenter which conforms to the hemisphere (the cap) and (2) the area free of contact which can be approximated as being a straight line (linear in cross section). From examination of cross-sectional profiles of domes and the indenter (e.g. Figure 8), it can be concluded that the interface between these two zones is at the point where there is no longer contact between the indenter and the blank. The dome shapes are symmetrical about the centre of the indenter.

Experimental cross-sectional profiles of dome and indenter at a IE = 3 mm and b IE = 8 mm
Coating surface strain
The progression of the major strain with increasing IE predicted by FEA is shown in Fig. 9 for (a) the coarse mesh model and (b) the fine mesh model. Both mesh densities show the same overall strain response. The overall shape of the strain response is symmetric about the centre of the dome. The strains are tensile across the whole width of the dome, but a small compressive region exists near to the clamp. The centre of the dome is in tension, although as the indentation depth increases, the position of the maximum strain moves away from the centre (top) of the dome. This is a result of an increase in the area of contact between the indenter and the blank (see Fig. 8) and hence increased friction. The rate at which the position of maximum strain moves outwards decreases with the indentation level as the rate of increase in contact area between the indenter and the blank decreases due to the spherical nature of the indenter.

Progression of major strain at mid-point cross section of a the coarse model and b the fine model
The predicted minima (at ~ − 13.5 mm and 13.5 mm) of the strain values shown in Fig. 9 occur where the blank is in compression at the edge of the die as a result of pulling the blank upwards from the centre. The die has a diameter of 27 mm, so the free material is compressed against the corner of the die at ± 13.5 mm radius. The clamp has a diameter of 33 mm, so the local maxima (at ~ − 16.5 mm and 16.5 mm) of the strain values occur at the edges of the blank where it is clamped. These values are tensile as the cupping process is trying to pull the material out of the clamp. However, these strains are small (< 5% strain) compared to the strains predicted closer to the centre (> 35% strain at IE = 9 mm), see Fig. 9a.
The initial location of the maximum strain at low levels of IE is on top of the dome because initially the blank is subjected to what can be assumed to be a point load in the centre of the blank, perpendicular to the plane of the sheet. At such low indentation levels, the tip of the indenter effectively makes a point contact with the sheet causing low levels of strain to be observed without significant curvature being induced (see IE = 1 mm in Fig. 5).
This behaviour is reflected in practical results reported in the literature. For example, a coating with low formability (i.e. it is brittle) will exhibit cracking of the coating at the top of the dome almost immediately after the indentation is initiated. The cracking starts at the centre of the blank and is radial in nature [34]. A coating with moderate formability (i.e. it is less brittle but still fails before the metal) will crack circumferentially at a position of about 15% to 20% down from the central height of the dome (i.e. between 80 and 85% of the dome height). Such moderate formability normally occurs if the test is performed too far below the Tg of the coating and/or on a system which has too high a crosslink density [35]. A coating with high formability will not crack before the metal fails.
The major strain values predicted by the FE models exhibit similar trends for both the coarse and fine meshes. However, the fine mesh model results show significant oscillations superimposed on the overall response, see Fig. 9b. These oscillations are believed to be an artefact of the finite element solution, similar to the effect of over-fitting a polynomial. However, the strain values calculated are broadly independent of the mesh density and confirm that the computationally efficient coarse mesh generates accurate strain values.
The progression of the major strain, measured using DIC along a cross section through the mid-point of the dome, with indentation depth is shown in Fig. 10. The maximum strains move away from the centre of the dome as the IE increases, as was observed in the FE model results shown in Fig. 9. The measured strain behaviour is very similar to that predicted by the coarse model, confirming that the oscillatory behaviour of the strain in the fine model is an artefact of the mesh density. For IE = 4 mm and above, the region of maximum strain occurs at between 80 and 85% of the dome height, which is equivalent to approximately 30% of the dome (die) radius. These high strain regions are where failures of the coating or substrate materials are expected (as discussed above).

Major strain progression as measured by DIC
The FE model predicts the strain values across the whole cross section of the blank, including within the clamped region at diameters greater than 33 mm, whereas experimentally there is no way to monitor the behaviour outside the diameter of the die. The nature of using two angled cameras and the shape of the testing rig means that the area to be examined is slightly less than that of the die (27 mm in diameter) as the dual line of sight needed is partially blocked at the edges by the height of the die and by the dome itself at higher IEs. Both the major strain and the dome shape data determined by DIC agree very well with the model predictions. The minima observed at the centre point of the dome are smaller than those seen in the model, and this discrepancy is thought to result from slight differences in the assumed and actual coefficients of friction.
A comparison between the model predictions and the DIC data at representative values of indentation depth, at IE = 3 mm and IE = 8 mm, is shown in Fig. 11. For both indentation depths, there is close agreement between the predicted and measured behaviour of the maximum strains, yet disparity between the values of the strain at the top of the dome. This is more noticeable at higher IEs. The DIC-measured strains at the edges of the dome appear to be higher than their model counterparts, although this is a result of not being able to fully capture the dome behaviour over the full die diameter. The curve edges do show a trend comparable to the model data at those given positions for the IEs shown. There is of course an associated error and level of noise with DIC measurements, and this behaviour at low levels of strain is attributed as such. However, the good agreement between the strains measured by DIC and those predicted by the FE model confirms that the strain in the steel is fully transferred to the coating; and thus, any failure criterion for the coating will be strain-based.

Comparison of the computed major strains and measured strains at IE = 3 mm and 8 mm
Master curves
The results discussed above have shown that the failure of the coating in the Erichsen cupping test is strain-controlled, as the strain in the coating is exactly equal to that experienced by the steel substrate. Thus, knowledge of the position of the maximum strain in the coating allows failure zones to be identified.
The magnitude of the maximum strain will control whether or not the coating fails and hence determine the formability limit of the coating during the cupping test. If a relationship between the maximum strain in the coating and the Erichsen index can be determined, then the Erichsen cupping test can be used to quantify the strain to failure of a coating when applied to a substrate. This relationship can transform the Erichsen cupping test from being a go/no-go quality control test to a method of determining a critical material property (the strain to failure) of the coating.
Being able to evaluate this behaviour from a coated panel is highly beneficial to manufacturers as the production of a free film is difficult and time-consuming. This will allow formulations to be improved as a result of the better understanding of how the chemical structure affects the formability and mechanical properties of the coating.
The master curve of the maximum strain in the coating measured using DIC versus the Erichsen index is shown in Fig. 12. The curve has two distinct regions, a small initial linear region (up until ~ IE = 1 mm) followed by a curvilinear region. The linear region is attributed to the initial point loading behaviour of the blank. After this point, there is a decrease in the gradient of the maximum strain which is a result of the transition from infinitesimal point contact between the indenter and blank to surface-to-surface contact. This transition results in a sudden significant increase in the contact area between the indenter and blank. Beyond this point, the maximum strain increases at an increasing rate giving rise to a smooth curve.

Comparison of master curves of maximum surface strain against the Erichsen index
The FE predictions of the maximum strain in the coating versus the Erichsen index are also shown in Fig. 12. There is excellent agreement between the maximum strains predicted by the coarse mesh model and those determined experimentally. There is an increased deviation between the two at high Erichsen index values where large deformations of the shell elements occur in the FEA when failure in the steel is imminent. However, failure at such high IE values is governed by inherent defects in the substrate and the deviation observed falls within the experimental error. The excellent agreement between the FE predictions (where the coating itself is not modelled) and the DIC results (where the coating is present) confirm the validity of the assumption that the coating strain is equal to that of the surface of the steel blank, as described in the “Introduction” section. The fine mesh model overestimates the maximum surface strains in the dome as a result of the oscillatory artefacts occurring within the solver, as discussed above, and an offset exists between these predictions and the DIC results.
Excellent agreement between the experimental and coarse mesh model data has been observed. Thus, the master curves provide an excellent framework describing the relationship between the maximum observed surface strain and IE over the feasible cupping range for a 0.6-mm-thick HDG steel sheet. A clear trend in the maximum strains during an Erichsen cupping test has been identified, and this can be used to develop and improve the formability of coatings. It is important to note that the position and direction of the maximum strain varies throughout the test.
This work has shown that there is a simple and robust relationship between the maximum strain in the coating and the Erichsen index. This allows the Erichsen cupping test to be used to quantify the strain to failure of a coating when applied to a substrate (as long as the substrate has a higher strain to failure than that of the coating). This increases the utility of Erichsen cupping test from being a go/no-go quality control test to a method of determining a critical material property of the coating. Further, many coating manufacturers have extensive databases of results from Erichsen cupping tests, and the application of the model shown here would enable them to extract the strain to failure of the coatings in an Erichsen cupping test from these data. This is a readily understandable material property, unlike the Erichsen index, allowing comparison with the results of other test methods. Such a transformation would generate a large quantity of data in a short period of time giving extensive characterisation to a large number of coatings, some which may no longer be in production, without having to rerun tests. The results of this paper have redefined the Erichsen cupping test and have demonstrated the benefit of quantifying the test to produce tangible results.
Conclusions
The Erichsen cupping test has been used in a comparative capacity for many years in the coatings industry to assess the formability and ductility of coatings, as well as more widely in evaluating the performance of sheet metals.
This work has successfully quantified the surface strains which coatings are subjected to at varying indentation depth (Erichsen index, IE) up until the point of failure of the steel sheet. The strains predicted by a finite element model were compared against experimental measurements from 3D DIC, and excellent agreement was obtained. The predicted shape of the dome formed during cupping was also compared with the DIC measurements and with cross-sectioned samples. Excellent agreement was obtained between the three independent methods, giving great confidence in the predictions.
Master curves relating the maximum strain in the coating to the measured Erichsen index have been constructed for 0.6-mm-thick HDG steel. These allow the strain to failure of the coating to be obtained from the Erichsen test for the first time. This increases greatly the utility of the Erichsen cupping test as it allows a critical material property, which can otherwise be difficult to obtain, to be determined with little extra effort. It also converts a qualitative test into a quantitative test. Not only do these findings provide a technique to be used in industry for future tests, but they will allow industry to quantify the failure strains of coatings from historic test databases, providing valuable data about the properties of these coatings.
References
Sander J (2014) Coil coating. Vincentz Network, Hanover
Zion Market Research (2018) Coil coatings market by types (silicone-modified polyester, polyester, polyurethane (PU), polyvinylidene fluoride (PVDF), epoxides, plastisol, and acrylics), by application (automotive, construction, packaging, appliances, HVAC, furniture and other applications)—global industry perspective, comprehensive analysis and forecast, 2017–2024. Report No. ZMR-2688
British Standards Institution (2003) BS EN ISO 20482:2003. Metallic materials. Sheet and strip. Erichsen cupping test. BSI, London
Singh M, Choubey AK, Sasikumar C (2017) Formability analysis of aluminium alloy by Erichsen cupping test method. Mater Today Proc 4(2):805–810
Reddy MRN, Theja MS, Tilak MG (2013) Modified Erichsen cupping test for copper, brass, aluminium and stainless steel. SIJ Trans Ind Financ Bus Manag 1(2):52–57
Hamada AS, Kisko A, Khosravifard A, Hassan MA, Karjalainen LP, Porter D (2018) Ductility and formability of three high-Mn TWIP steels in quasi-static and high-speed tensile and Erichsen tests. Mater Sci Eng A 712:255–265
Hyun CS, Kim MS, Choi SH, Shin KS (2018) Crystal plasticity FEM study of twinning and slip in a Mg single crystal by Erichsen test. Acta Mater 156:342–355
Singh J, Kim M-S, Lee S-E, Kim E-Y, Kang J-H, Park J-H et al (2018) Heterogeneity in deformation and twinning behaviors through the thickness direction in E-form Mg alloy sheets during an Erichsen test. Mater Sci Eng A 729:370–384
Choubey AK, Agnihotri G, Sasikumar C (2017) Experimental and mathematical analysis of simulation results for sheet metal parts in deep drawing. J Mech Sci Technol 31(9):4215–4220
Dengiz CG, Yildizli K (2017) Experimental and numerical study of process limits for deep drawing of dome-structured sheet metals. Int J Adv Manuf Technol 92(9–12):4457–4472
Ueda K, Kanai H, Amari T (2002) Viscoelastic properties of paint films and formability in deep drawing of pre-painted steel sheets. Prog Org Coat 45(1):15–21
Giannakopoulos I, Taylor AC (2013) A modelling study of the visco-elastic behaviour of polyester-based coil coatings. Prog Org Coat 76(11):1556–1566
Giannakopoulos I, Taylor AC (2015) An essential work of fracture study of the toughness of thermoset polyester coatings. Prog Org Coat 78:265–274
Rossi G, Giannakopoulos I, Monticelli L, Rostedt NKJ, Puisto SR, Lowe C et al (2011) A MARTINI coarse-grained model of a thermoset polyester coating. Macromolecules 44(15):6198–6208
Lowe C, Taylor AC (2017) A comparison of how well two different models of thermo-setting polymers predict their thermo-mechanical aspects. Macromol Symp 372(1):51–68
Aydin M, Wu X, Cetinkaya K, Yasar M, Kadi I (2018) Application of digital image correlation technique to Erichsen cupping test. Eng Sci Technol Int J 21(4):760–768
Kocańda A, Jasiński C (2016) Extended evaluation of Erichsen cupping test results by means of laser speckle. Arch Civil Mech Eng 16(2):211–216
Oleksik V, Gavrus A, Păunoiu V, Bologa O (2009) Experimental and finite element analysis of Erichsen test. Application to identification of sheet metallic material behaviour. Ann “Dunarea De Jos” Univ Galati, Fascicle V, pp 81–86
Deflorian F, Fedrizzi L, Rossi S (1999) Degradation of protective organic coatings after cupping test. Corrosion 55(11):1003–1011
Deflorian F, Fedrizzi L, Rossi S (2000) Effects of mechanical deformation on the protection properties of coil coating products. Corros Sci 42(7):1283–1301
Salazar JAB, De Lange DF, Medellin Castillo HI (eds) (2014) Elastoplastic analysis of the Erichsen cupping test using COMSOL Multiphysics FEM code. In: ASME international mechanical engineering congress and exposition
Behrens B-A, Hübner S, Gaebel CM (2017) Forming-induced gloss reduction of coil coated sheets for white goods. Procedia Eng 183:107–112
Tekkaya AE, Trompeter M, Pham HD (2010) On the reduction of the gloss property of organic coated sheet metal after forming. Prod Eng Res Dev 4(5):483–489
British Standards Institution (2012) BS EN 10169:2010 + A1:2012. Continuously organic coated (coil coated) steel flat products. Technical delivery conditions. BSI, London
Bastos AC, Grundmeier G, Simões AMP (2015) A forming limit curve for the corrosion resistance of coil-coatings based on electrochemical measurements. Prog Org Coat 80:156–163
British Standards Institution (2002) BS EN 13523-6:2002. Coil coated metals. Test methods. Part 6: Adhesion after indentation (cupping test). BSI, London
Ueda K, Kanai H, Suzuki T, Amari T (2001) Effects of mechanical properties of paint film on the forming of pre-painted steel sheets. Prog Org Coat 43(4):233–242
Ngo S, Lowe C, Lewis O, Greenfield D (2017) Development and optimisation of focused ion beam/scanning electron microscopy as a technique to investigate cross-sections of organic coatings. Prog Org Coat 106:33–40
British Standards Institution (2006) BS EN ISO 1520:2006. Paints and varnishes. Cupping test. BSI, London
Hill R (1948) A theory of the yielding and plastic flow of anisotropic metals. Proc R Soc Lond A Math Phys Eng Sci 193(1033):281–297
Michell JH (1901) The flexure of a circular plate. Proc Lond Math Soc s1-34(1):223–234
Vijayakumar K (2014) Review of a few selected theories of plates in bending. Int Sch Res Not 2014:1–9
Lumelskyy D, Marczewska I, Grosman F, Rojek J, Tkocz M, Pecherski R (2013) Effect of friction on failure location in sheet metal formability tests. Comput Methods Mater Sci 13(1):43–48
Foster GM (2005) Mechanical properties of coil coatings under controlled humidity. Ph.D. University of Exeter, Exeter
Lowe C (1995) Coil coating test methods and how some radiation curable coatings fare. Polym Paint Colour J 183:115–126
Acknowledgements
The authors would like to acknowledge Becker Industrial Coatings for funding this research. They would also like to thank Sanghoon Lee, Girrja Mohandass, Hong Wei Tan and Joseph Terry for constructing the table-top Erichsen machine, and Amit Choda and Tony Willis for manufacturing the Erichsen test rig for the universal testing machine.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Sorce, F.S., Ngo, S., Lowe, C. et al. Quantification of coating surface strains in Erichsen cupping tests. J Mater Sci 54, 7997–8009 (2019). https://doi.org/10.1007/s10853-019-03392-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-019-03392-0