
Abstract
To date, no AM technology for large-volume metallic components has been established on an industrial scale like Laser Powder Bed Fusion (LPBF). This contribution presents a new process approach to fabricate larger metallic structures from steel by inductive melting of a continuously fed wire. The presented method is characterized by the comparatively low energy input in contrast to comparable processes for AM, such as arc, laser, or electron beam. Previously published work is based on the principle of a melt reservoir of low-melting alloys and droplet delivery using gas pressure or vibration. In contrast, the approach described here is to transfer the material directly from the end of the wire to the substrate by continuous drop deposition. However, to avoid a stochastic material transition, a suitable process strategy has to be chosen. This challenge is met by a pulsed coil current and the resulting periodically varying Lorentz forces in order to achieve regular and forced droplet detachment. Tests confirm the principle of controlled droplet detachment and reveal the great potential of this technological approach.
Zusammenfassung
Bislang hat sich keine AM-Technologie für großvolumige metallische Bauteile in industriellem Maßstab etabliert wie Laser Powder Bed Fusion (LPBF). In dieser Arbeit wird ein neuer Prozessansatz zur Herstellung größerer metallischer Strukturen aus Stahl durch induktives Schmelzen eines kontinuierlich zugeführten Drahtes vorgestellt. Das vorgestellte Verfahren zeichnet sich durch den vergleichsweise geringen Energieeintrag im Gegensatz zu vergleichbaren Verfahren für AM, wie Lichtbogen, Laser oder Elektronenstrahl aus. Bisher veröffentlichte Arbeiten basieren auf dem Prinzip eines Schmelzereservoirs aus niedrig schmelzenden Legierungen und der Tröpfchenförderung mittels Gasdruck oder Vibration. Im Gegensatz dazu wird bei dem hier beschriebenen Ansatz das Material direkt vom Drahtende durch kontinuierliche Tropfenabscheidung auf das Substrat übertragen. Um jedoch einen stochastischen Materialübergang zu vermeiden, muss eine geeignete Prozessstrategie gewählt werden. Diese Herausforderung wird durch einen gepulsten Spulenstrom und die daraus resultierenden periodisch variierenden Lorentzkräfte gelöst, um eine regelmäßige und erzwungene Tropfenablösung zu erreichen. Versuche bestätigen das Prinzip der kontrollierten Tropfenablösung und zeigen das große Potenzial dieses technologischen Ansatzes auf.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) has undergone dynamic development in recent years and is becoming increasingly popular. In these manufacturing processes—also known colloquially as 3D printing—workpieces are built up layer by layer on the basis of 3D CAD data by depositing material. This is fundamentally different from conventional, so-called subtractive processes, in which material is removed from the base material by drilling or milling, for example, until the target geometry is created [1]. The layer-by-layer structure opens up completely new possibilities in the design of components. For example, various functions can be integrated into an additively manufactured workpiece and a bionic design can also be realized [2]. Metallic 3D printing of powder is technologically mature and has found its way into industrial production, particularly in the form of Laser Powder Bed Fusion (LPBF) [3,4,5]. For small batch sizes, small volumes, and complex geometries, metallic 3D printing in the form of LPBF is already by far the most suitable manufacturing process. The quantities produced will continue to increase over the next few years as awareness of the technology grows. However, due to the complexity of the LPBF process and the comparatively low build rate, the production of higher-volume components quickly becomes cost-intensive and is currently often still more economical with conventional methods, such as machining, even in small quantities. The two processes Laser Metal Deposition (LMD) and Wire Arc Additive Manufacturing (WAAM) allow a high build-up rate and thus appear suitable for the production of higher-volume components [2, 6]. However, the high energy input of the processes results in high thermal stresses on the components, high residual stresses and undesirable warpage, which is why these processes have not yet been able to establish themselves to the same extent as LPBF [7,8,9]. This paper aims to present a new process approach to reduce the heat input into the substrate in additive manufacturing.
2 Physical Background
Induction heating processes are increasingly used in a variety of different manufacturing processes [10,11,12]. The main advantages are the generation of heat directly within the workpiece, fast heating rates, good reproducibility, as well as instant start and stop [13]. For induction heating, an alternating current is applied to a coil so that an alternating electromagnetic field is formed around it. If an electrically conductive workpiece is brought into this field, eddy currents are induced in it, which in turn leads to heating of the workpiece due to the Joule effect (Fig. 1).

Principle of induction heating
Furthermore, in ferromagnetic materials, the magnetic hysteresis effect also contributes to heat generation, but to a much lesser extent [14]. Due to the skin effect, the current density and thus also the generated heat decreases from the surface of the workpiece towards its centre. The area in which about 86% of the total induced energy is converted into heat is called the penetration depth δ:
where f is the frequency, μ the magnetic permeability, and σ the electrical conductivity of the workpiece. While magnetic permeability and electrical conductivity are material parameters, according to (1) higher penetration depths occur at low frequencies and lower penetration depths at high frequencies. Since the material properties are temperature-dependent as well, the penetration depth changes with increasing temperature during a heating process.
3 Process Approach
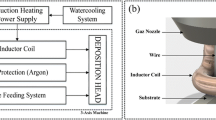
The process called Wire Induction Additive Manufacturing (WIAM) is based on the principle of inductive heating respectively inductive melting with the aim of achieving a material deposit on a substrate [15]. The deposition of material is conducted by a wire continuously fed to the induction coil, which performs two tasks in the process. First, it heats the wire in the inner field until a droplet melts and detaches from the end of the wire. Secondly, it activates the substrate in the external field and thus enables the droplets to bond to the substrate. If the temperature difference between the molten droplets and the substrate is too high, the material deposit will not bond with the substrate. By a relative movement between coil and wire as well as the substrate, a linear material deposit results (Fig. 2).

Principle of the WIAM process
The efficiency of inner field heating is about 50–90%, while that of external field heating is about 30–50% [14, 16]. For this reason, the heating of the wire is stronger than that of the substrate for similar materials. For the process, the generation of uniform melt droplets with the same volume is of great importance. Preliminary tests showed that conventional heating of the wire with constant induction generator power over time does not allow consistent material transfer and leads to significant process instability. The magnetic flux density B is highest in the inner field of the coil. As the wire moves into the field of the induction coil, eddy currents Iind with high amperage are induced in it. These lead to Joule heating due to the electrical resistance. When the free end of the wire reaches the melting temperature range, the metal softens, forming stochastically longer molten sections or high-volume droplets. In arc welding, GMAW pulse welding has been developed to generate reproducible droplet formation [17]. By exploiting the zeta-pinch effect, uniform droplet detachment can be forced [18]. In the case of GMAW, the current flow acts in the axial direction and the magnetic field forms a ring around the conductor (Fig. 3a). The Lorentz forces FL act towards the centre of the conductor and constrict it during liquefaction so that a droplet detaches.

Comparison of zeta-pinch effect (a) and theta-pinch effect (b) in a wire depending on the direction of current flow
Analogously, the Lorentz forces FL also act toward the centre of the conductor when a magnetic field instead of a current flow is acting in the axial direction. This then induces ring-shaped closed eddy currents. This phenomenon is called the theta-pinch effect and is known from plasma physics (Fig. 3b; [19]). In the case of the theta-pinch effect, the magnetic field in axial direction is caused by an enclosing coil. As the current Iind and flux density B increase, respectively, the Lorentz forces FL acting towards the centre also increase, which was simulated using the FEA software COMSOL Multiphysics (Fig. 4).

Magnetic flux B in and around a steel wire as well as the Lorentz forces (red arrows) at a coil current of 100 A (a), 200 A (b), and 300 A (c)
For the described WIAM, the increase of the Lorentz forces is exploited analogously to the GMAW. The wire is heated in a phase with lower generator power PBase (base current phase). When the end of the wire is close to the melting temperature, a sudden increase to a significantly higher generator power PPulse (pulse phase) is performed. As a result, the hot wire is suddenly heated even faster, a molten droplet is formed, and the increased Lorentz forces cause it to be detached from the wire end and transferred onto the substrate. The principle of forced droplet detachment is shown in Fig. 5.

Generator power curve for forced droplet detachment
However, the controls of commercially available induction generators are not designed for pulsed applications due to their typical use. Induction heating processes are classically operated for hardening, brazing, or annealing with a constant power output (continuous wave). The devices therefore do not inherently offer the possibility of power pulsing. For this reason, the response of the induction generator to oscillating external power input was investigated as part of this study.
4 Materials and Methods
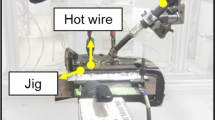
A Himmelwerk SINUS 251 high-frequency induction generator with a total HF power of 25 kW and a working frequency of 0.5 to 1.0 MHz was used for the tests. The generator’s power was controlled externally via a Rigol DG822 function generator. The wire feeding was realized with a TBi robot torch including the wire feeder PP2R, which was controlled by means of the laboratory power supply Joy-IT RD6006. A Rohde & Schwarz RTB2002 oscilloscope was used for signal control and current measurements using a Rogowski coil. The setup is shown in Fig. 6.

Experimental setup for melting-off tests
SG2 G3Si1 (1.5125) steel wire with a diameter of 1.6 mm served as the filler material for the melt-off tests. According to Eq. 1, a working frequency of at least 600 kHz is required for this wire. The deposition tests were carried out on S235 (1.0038) plates with a thickness of 3 mm. A Merkle D102/60 turntable was used to generate relative motion between the induction coil and substrate.
The first series of experiments focused on the behaviour of the generator with external signal input. For this purpose, a square-wave function with 1 Hz was provided with the function generator, which was intended to make the generator power oscillate between 10 and 40% power. In order to be able to detect the reaction of the induction generator, the current was measured directly at the inductor by means of a Rogowski coil. The second series of experiments dealt with regular droplet detachment by pulsed coil current. Here, the formation of the drops as a function of the pulse shape and amplitude was investigated and the drops were collected by a cup or a plate further away from the inductor. For this purpose, the wire feed rate vWire was set to 1 m/min and a constant generator power was selected at which the steel wire was heated to white-hot and close to melting. For the next step, the generator power thus determined served as the base power PBase and a peak power PPulse was chosen in order to thereby force droplet detachments. The third series of experiments dealt with the application of individual droplets onto a substrate plate with additional feed rate. For this purpose, an additional preheating coil winding was provided, which served to activate the substrate surface. No shielding gas was used in either test series at this stage.
5 Results and Discussion
Measurements of the coil current using the Rogowski coil show the behaviour of the generator when pulsed from a base power to a pulse power. It can be seen that the system shows a slight delay between 0.12 and 0.16 s for steep edges and a comparatively low control frequency (Fig. 7a).

Target curves (red) and current curves (blue) at the induction coil with pulsed generator power between 10 and 40% power with 1 Hz (a), 5 Hz (b) as well as 10 Hz (c)
In addition, a slight overshoot and undershoot can be observed in the inductor current. At a control frequency of 5 Hz, the maximum amplitude is already no longer reached. Likewise, the signal already rises again before the basic power is achieved (Fig. 7b). This effect intensifies as the control frequency is further increased. In addition, the maximum amplitude begins to become inconsistent (Fig. 7c), which becomes even more apparent at control frequencies of 15 or 20 Hz. Thus, based on the observations described above, it can be seen that the induction generator used is only conditionally suitable for pulsed power control and is too sluggish for rapid readjustment at frequencies above 5 Hz. At the same time, it can be stated that a small difference between PBase and PPulse can be controlled more precisely, since the difference in the respective amplitude is smaller.
The experiments on melting the steel wire in droplet form with pulsed generator power confirm the principle of forced droplet detachment. Based on the initial tests with regard to pulsing, a pulse frequency of 4 Hz was selected, since a constant amplitude still occurs at this control frequency. With a suitable generator base power PBase of about 30% and PPulse of 40%, it is possible to melt the continuously fed wire uniformly without its passing through the inductor unmolten or burning back above the coil. In Fig. 8, a comparison of the images taken at t = 2.95 s and t = 3.20 s shows that 0.25 s were required for the formation and detachment of a droplet, which is exactly the length of a pulse consisting of the base current and pulse current phases. Furthermore, it was found that a droplet detached from the end of the wire with almost every pulse. Over a process time of 20 s, 81 droplet detachments were observed, corresponding to a detachment frequency of 4.05 Hz. If a pulse frequency higher than 5 Hz was selected, the droplet detachment frequency deviated and the process became more unstable. If the pulse frequency was too low for the selected wire feed rate, the droplet detachments occurred stochastically and irregularly. This behaviour likewise occurs when the power is not pulsed and the induction generator is operated in continuous wave mode. At the same time, this shows that, with the WIAM process, uniform material transfer is only achievable with pulsed generator power.

Time sequence of droplet formation and detachment at a pulse frequency of 4 Hz
The second series of experiments on droplet detachment showed that the detached droplets did not form a material bond with the substrate and therefore did not adhere to it. This is due to the fact that the thermal energy of the droplets alone is not sufficient to partially melt the base material. However, it was found that the droplets fused with each other and that these were no longer recognizable as individual droplets within the generated structure (Fig. 8).
The results of the third series of tests show that it is possible to achieve material deposition by means of the additional preheating winding. This part of the coil running ahead heats up the substrate sufficiently for the material application to adhere to it. In order to provide the power required for this, the base and pulse power had to be increased by 5% to 35 and 45% respectively. With a resulting feed rate of 42 cm/min, a ring-shaped material deposit was generated on the substrate, about 3 mm high and between 2.6 and 3.1 mm wide (Fig. 9). Although the bead adheres to the substrate, analysis of the sample shows that the substrate is not melted.

Single-layer material deposition using simultaneous heating of the substrate without shielding gas
6 Conclusion and Outlook
In this contribution, the Wire Induction Additive Manufacturing (WIAM) approach was presented. The investigations show that induction generators can generally be used for the WIAM approach with pulsed generator power. However, at pulse frequencies above 5 Hz, the system used is too sluggish to achieve the maximum amplitudes and the pulse shape is strongly distorted. By means of appropriate setting of pulse frequency and base as well as pulse power, it is possible to detach droplets consistently and the number of drops produced is almost the same as the number of power pulses. The droplets fuse with each other, resulting in a uniform deposition bead, but without thermal activation of the substrate, the deposited material does not adhere. This can be improved by means of an additional coil winding for preheating.
Despite existing challenges, WIAM shows great potential as an energy-reduced AM process. Further studies will investigate alternative preheating principles for substrate activation that can be controlled independently of the pulse generator power. Furthermore, the influence of the pulse shape on droplet temperature and detachment frequency will be evaluated. In addition, the suitability of the WIAM process for printing other types of materials will be tested.
References
Pereira, T., Kennedy, J.V., Potgieter, J.: A comparison of traditional manufacturing vs additive manufacturing, the best method for the job. Procedia Manuf 30, 11–18 (2019). https://doi.org/10.1016/j.promfg.2019.02.003
Gibson, I., Rosen, D., Stucker, B., Khorasani Additive Manufacturing Technologies 3rd, M. (eds.): Cham. Springer (2021)
A. Khorasani, I. Gibson, J. K. Veetil, and A. H. Ghasemi, “A review of technological improvements in laser-based powder bed fusion of metal printers,” Int. J. Adv. Manuf. Technol., vol. 108, no. 1–2, pp. 191–209, May 2020, https://doi.org/10.1007/s00170-020-05361-3.
Wohlers, T.T., Campbell, I., Diegel, O., Huff, R., Kowen, J.: Wohlers report 2022: 3D printing and additive manufacturing global state of the industry (2022). https://wohlersassociates.com/2022report.htm, Accessed Online
Fina, F., Gaisford, S., Basit, A.W.: Powder Bed Fusion: The Working Process, Current Applications and Opportunities, pp. 81–105 (2018)
D. Ding, Z. Pan, D. Cuiuri, and H. Li, “Wire-feed additive manufacturing of metal components: technologies, developments and future interests,” Int. J. Adv. Manuf. Technol., vol. 81, no. 1–4, pp. 465–481, Oct. 2015, https://doi.org/10.1007/s00170-015-7077-3.
Szost, B.A., et al.: A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater Des 89, 559–567 (2016). https://doi.org/10.1016/j.matdes.2015.09.115
J. Z. Li, M. R. Alkahari, N. A. B. Rosli, R. Hasan, M. N. Sudin, and F. R. Ramli, “Review of Wire Arc Additive Manufacturing for 3D Metal Printing,” Int. J. Autom. Technol., vol. 13, no. 3, pp. 346–353, May 2019, https://doi.org/10.20965/ijat.2019.p0346.
Singh, S.: S. kumar Sharma, and D. W. Rathod, “A review on process planning strategies and challenges of WAAM,” Mater. Today Proc, vol. 47., pp. 6564–6575 (2021) https://doi.org/10.1016/j.matpr.2021.02.632
O. Lucia, P. Maussion, E. J. Dede, and J. M. Burdio, “Induction Heating Technology and Its Applications: Past Developments, Current Technology, and Future Challenges,” IEEE Trans. Ind. Electron., vol. 61, no. 5, pp. 2509–2520, May 2014, https://doi.org/10.1109/TIE.2013.2281162.
Biesuz, M., Saunders, T., Ke, D., Reece, M.J., Hu, C., Grasso, S.: A review of electromagnetic processing of materials (EPM): Heating, sintering, joining and forming. J. Mater. Sci. Technol. 69, 239–272 (2021). https://doi.org/10.1016/j.jmst.2020.06.049
J. Kimme, J. Zeisig, A. Fröhlich, and V. Kräusel, “Technology Innovation for the Manual Laser Cladding of High-Alloy Tool Steels,” Metals (Basel)., vol. 11, no. 11, p. 1820, Nov. 2021, https://doi.org/10.3390/met11111820.
Nacke, B., Baake Induktives Erwärmen, E.: Wärmen, Härten, Glühen, Löten, Schweißen, 1st edn. Vulkan-Verlag GmbH, Essen (2013)
Rudnev, V., Loveless, D., Cook, R.L.: Handbook of Induction Heating, 2nd Editio. CRC Press, Boca Raton (2017)
S. Brumm and J. Kimme, „Einrichtung und Verfahren zur generativen Herstellung dreidimensionaler Körper auf einem Träger,“ DE 10 2018 001 213 A1, 2018.
Benkowsky, G.: Induktionserwärmung, 5th edn. Verl. Technik, Berlin: (1990)
Praveen, P., Yarlagadda, P.K.D.V., Kang, M.J.: Advancements in pulse gas metal arc welding. J. Mater. Process. Technol. 164(165), 1113–1119 (2005). https://doi.org/10.1016/j.jmatprotec.2005.02.100
Dilthey, U.: Schweißtechnische Fertigungsverfahren 1, 3rd ed. Springer-verlag Berl. Heidelb. (2006). https://doi.org/10.1007/3-540-33154-9
M. G. Haines, “A review of the dense Z‑pinch,” Plasma Phys. Control. Fusion, vol. 53, no. 9, p. 093001, Sep. 2011, https://doi.org/10.1088/0741-3335/53/9/093001.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
J. Kimme, A. Fröhlich, M. Kroll and V. Kräusel declare that they have no competing interests.
For this article no studies with human participants or animals were performed by any of the authors. All studies mentioned were in accordance with the ethical standards indicated in each case.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kimme, J., Fröhlich, A., Kroll, M. et al. Novel Process Approach for Additive Manufacturing Using Inductive Wire Melting by Forced Droplet Detachment. Berg Huettenmaenn Monatsh 168, 226–232 (2023). https://doi.org/10.1007/s00501-023-01344-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-023-01344-5