
Microstructure Evolution and Hardness Improvement of WC-Co Composites Sintered with Fe Substituting Part of Co Binder

Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
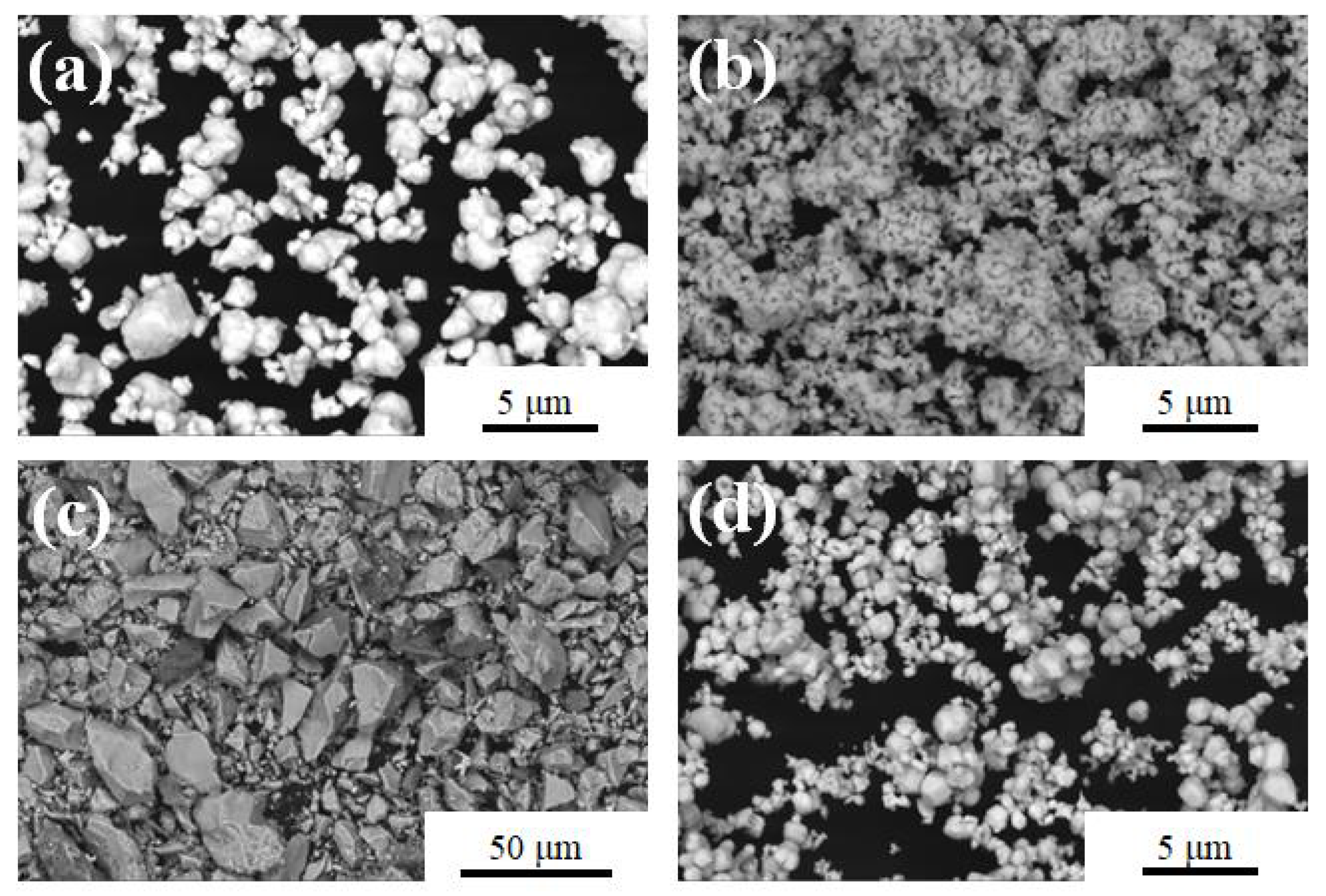
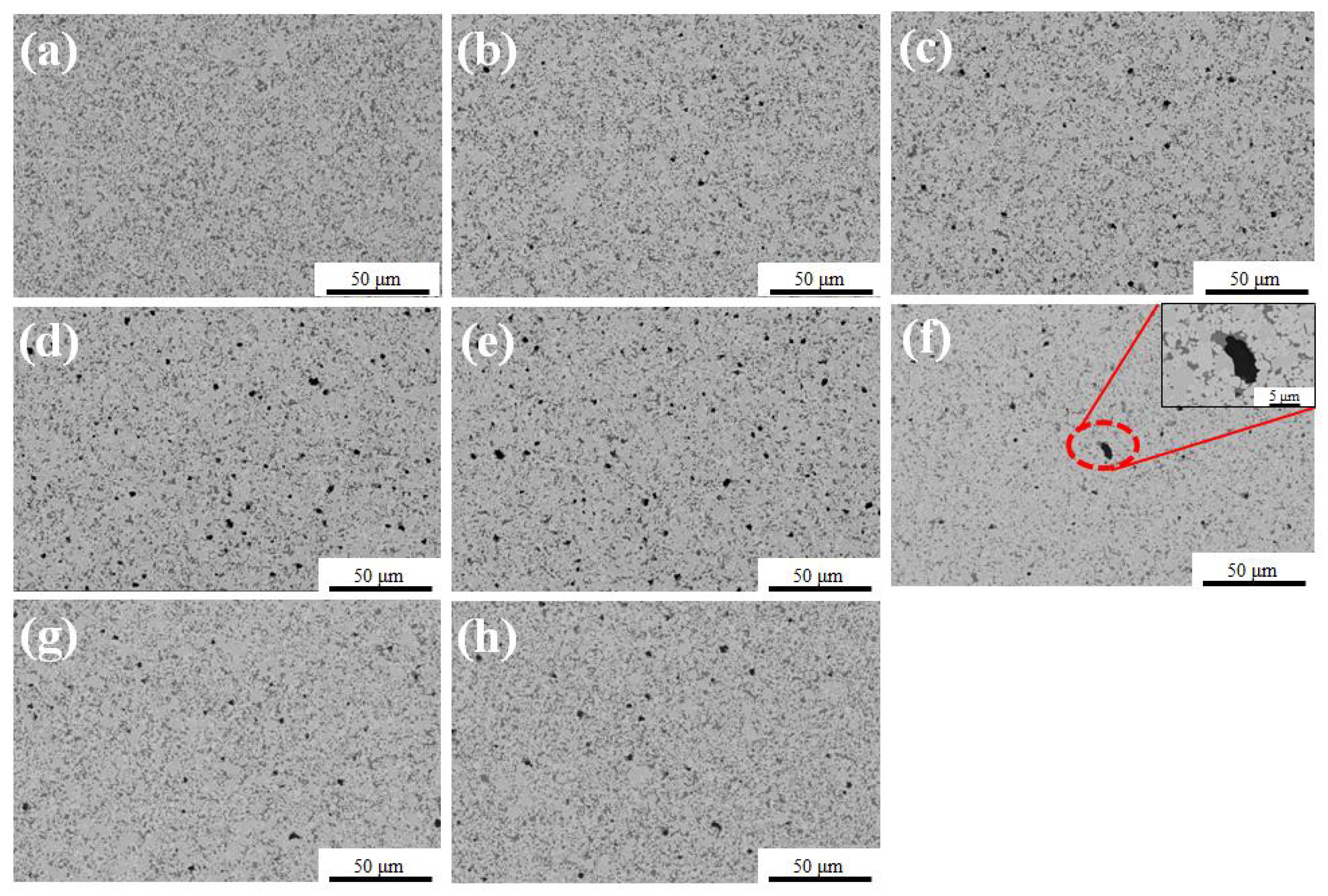
3.1. The Microstructure of WC-Co-Fe Composites
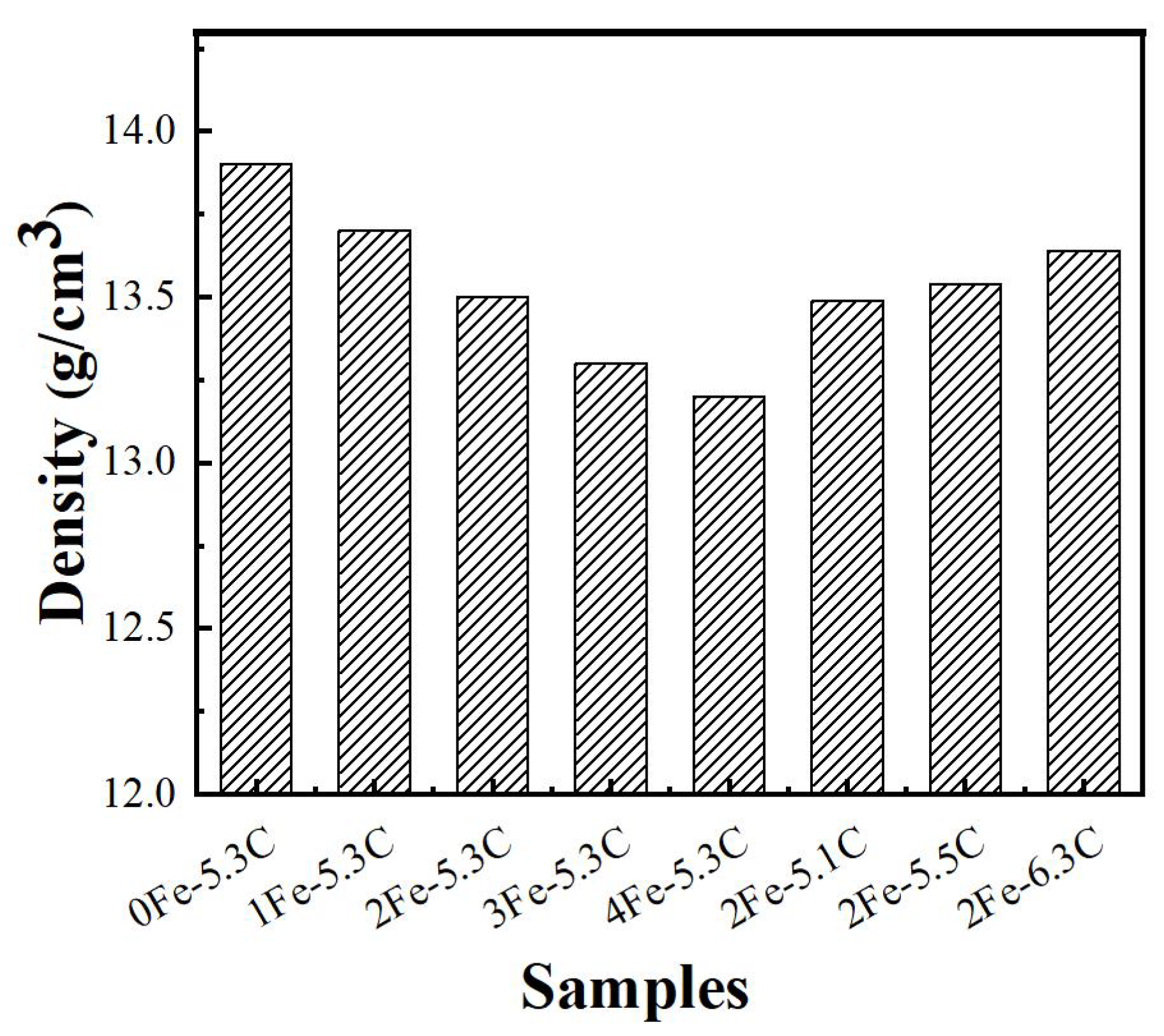
3.2. Analysis of the Density
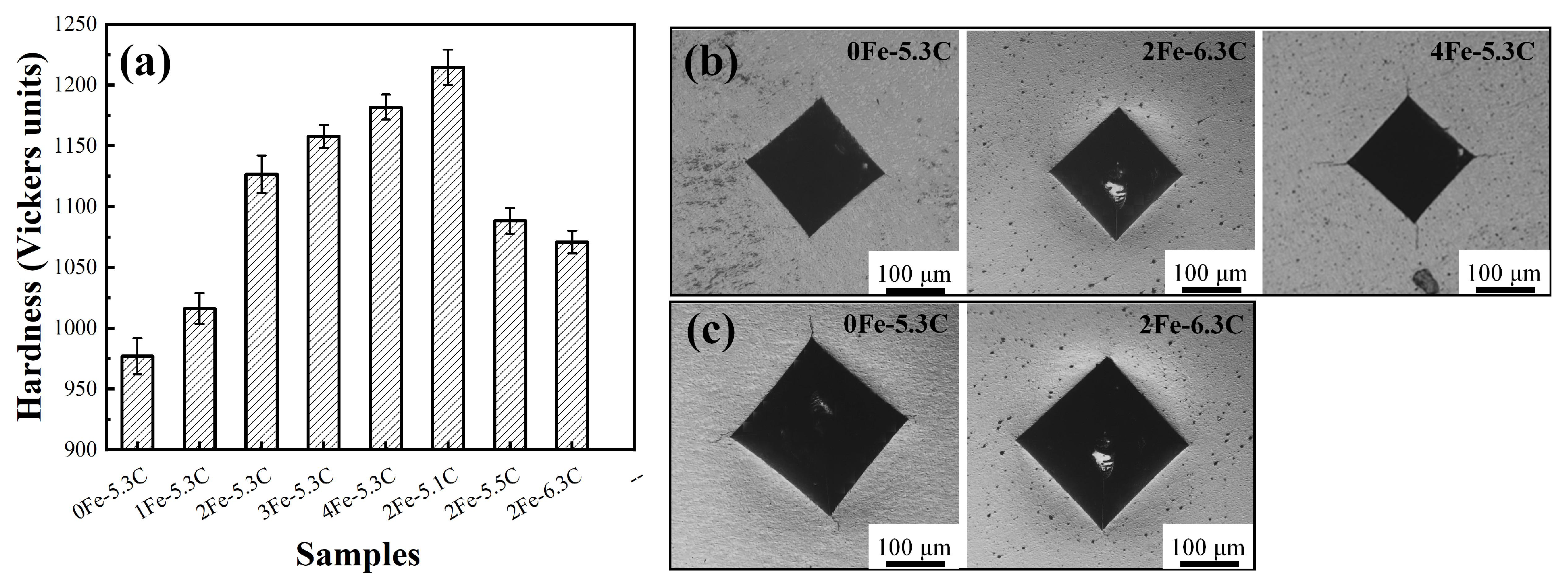
3.3. Mechanical Properties
4. Conclusions
- ✓
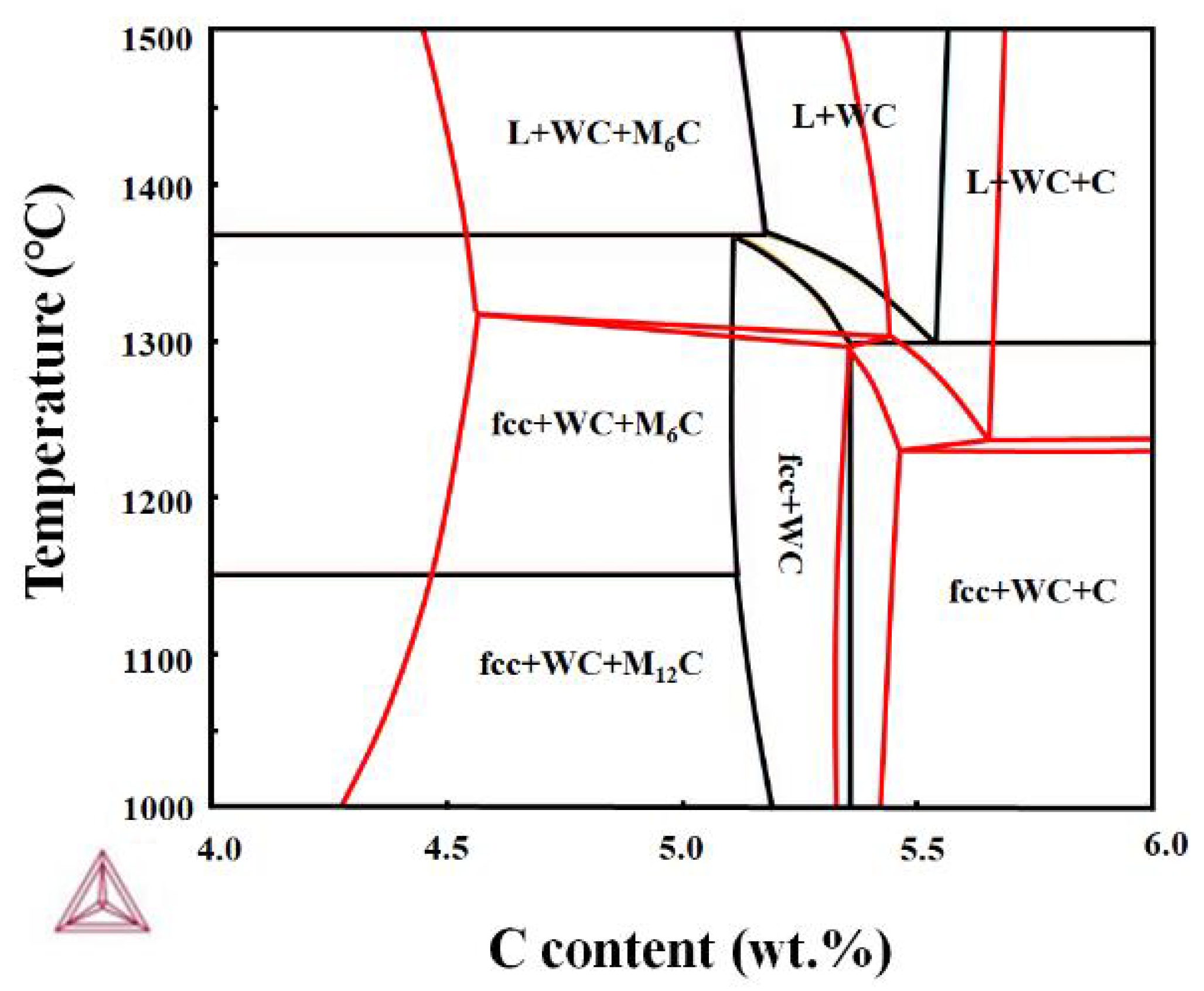
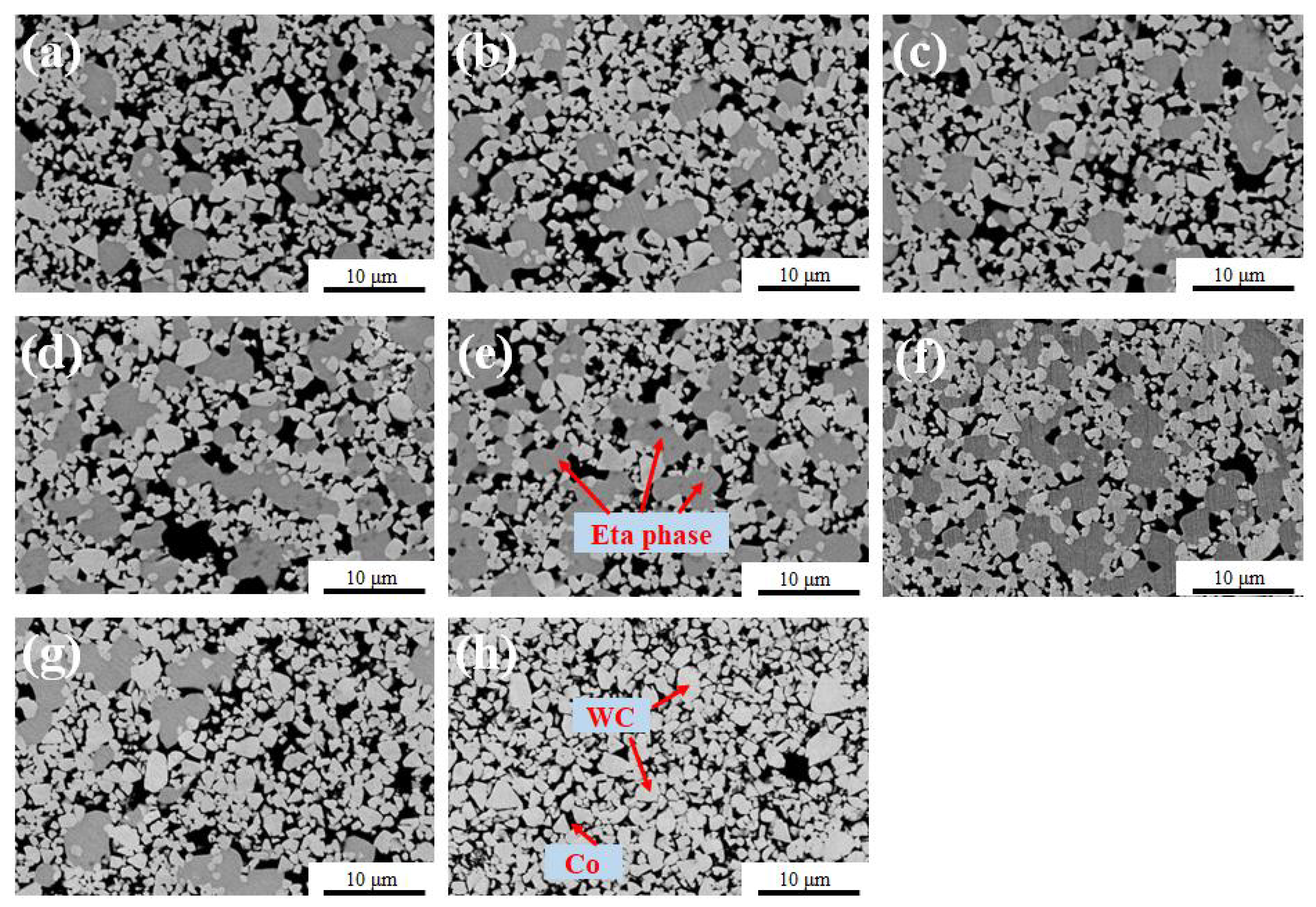
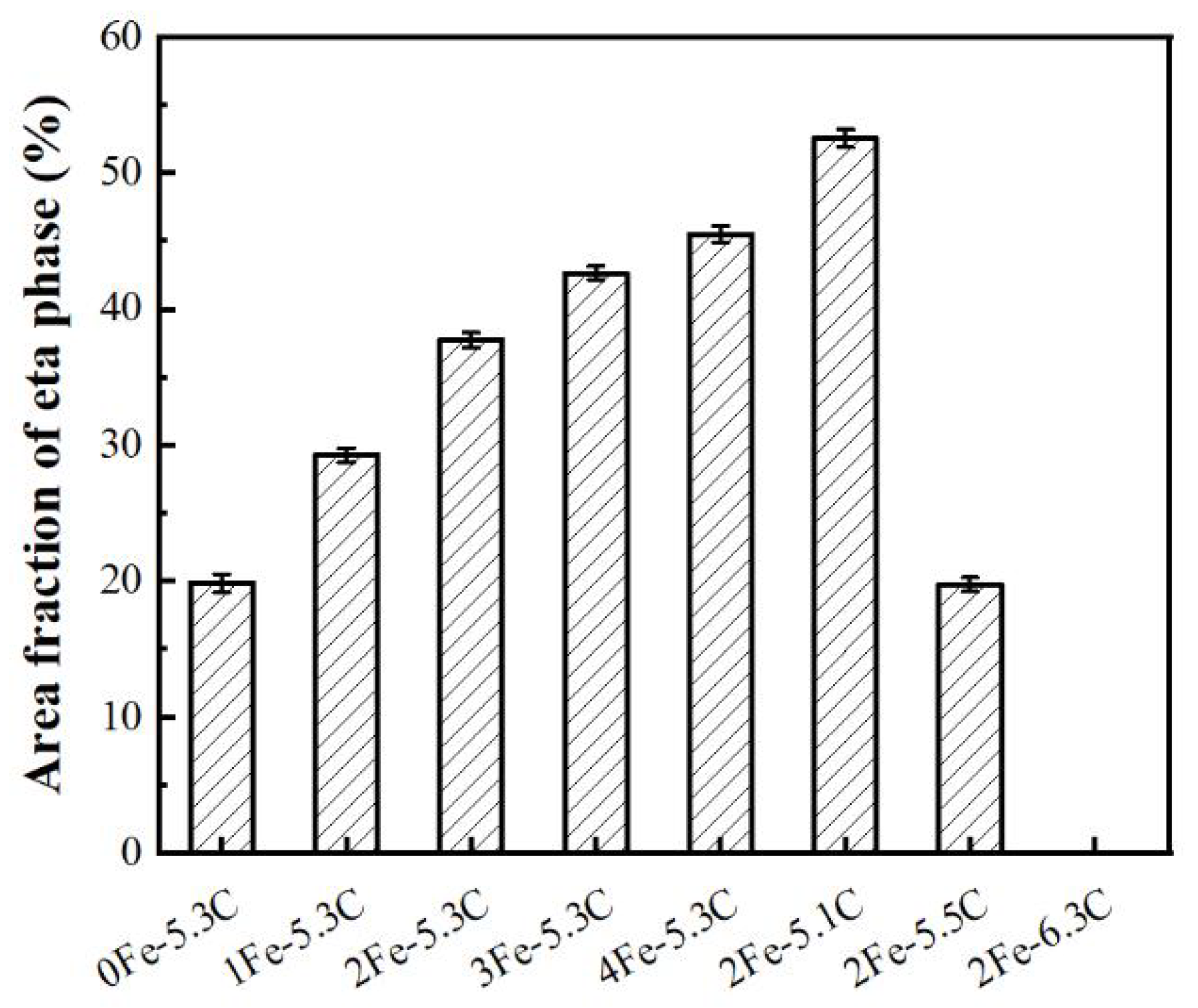
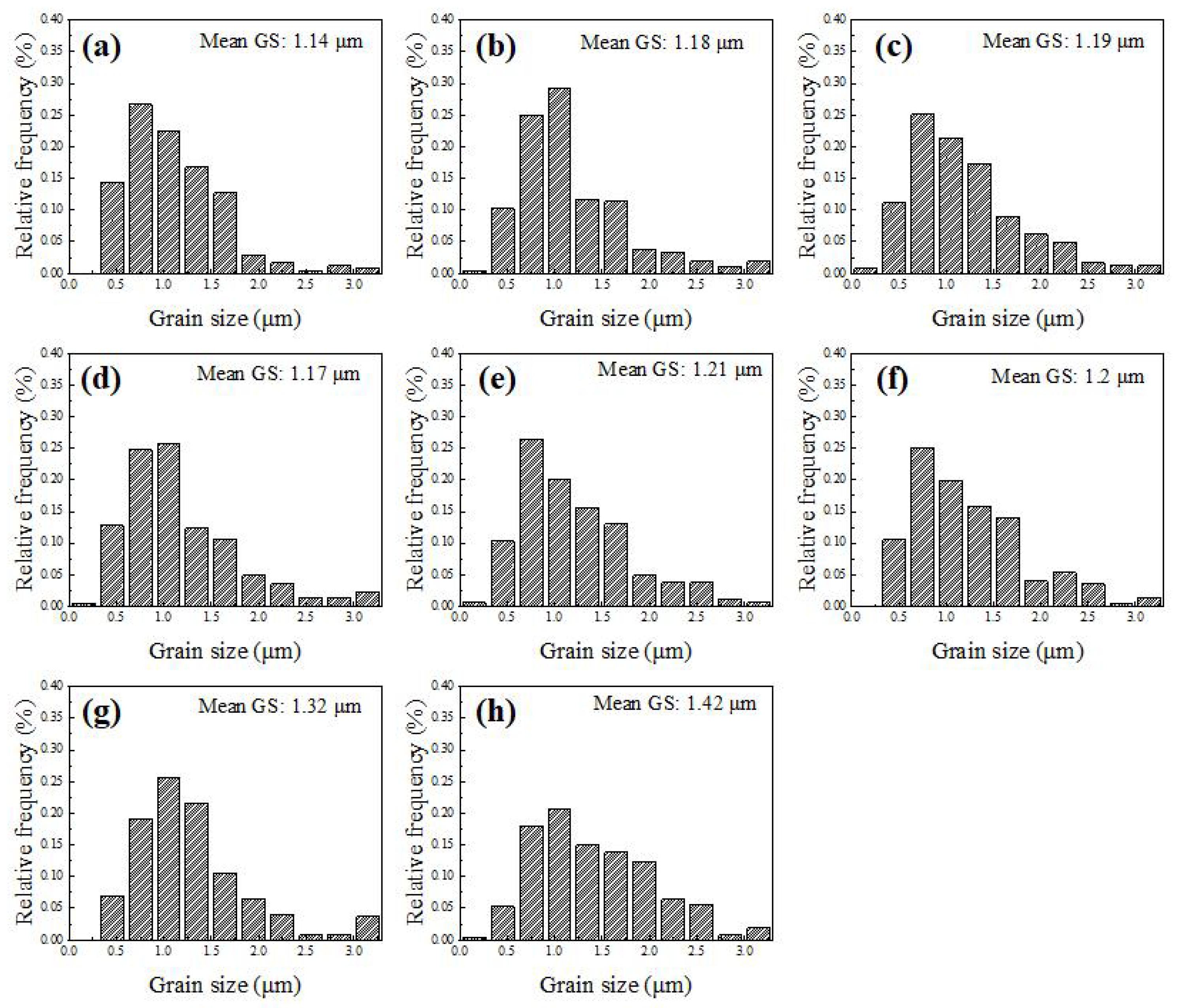
- The addition of Fe significantly promoted the formation of eta phase in WC-13 (Co-Fe) composites, and slightly promoted the growth of WC. With the increase of Fe content from 0 to 4%, the content of the eta phase increases significantly from 20% to 45.3%, and the grain size of WC increases from 1.14 μm to 1.21 μm. The addition of C inhibited the eta phase and further promoted the growth of WC. With the increase of C content from 0 to 1%, the content of the eta phase decreases from 37.6% to 0, and the grain size of WC increases from 1.19 μm to 1.42 μm.
- ✓
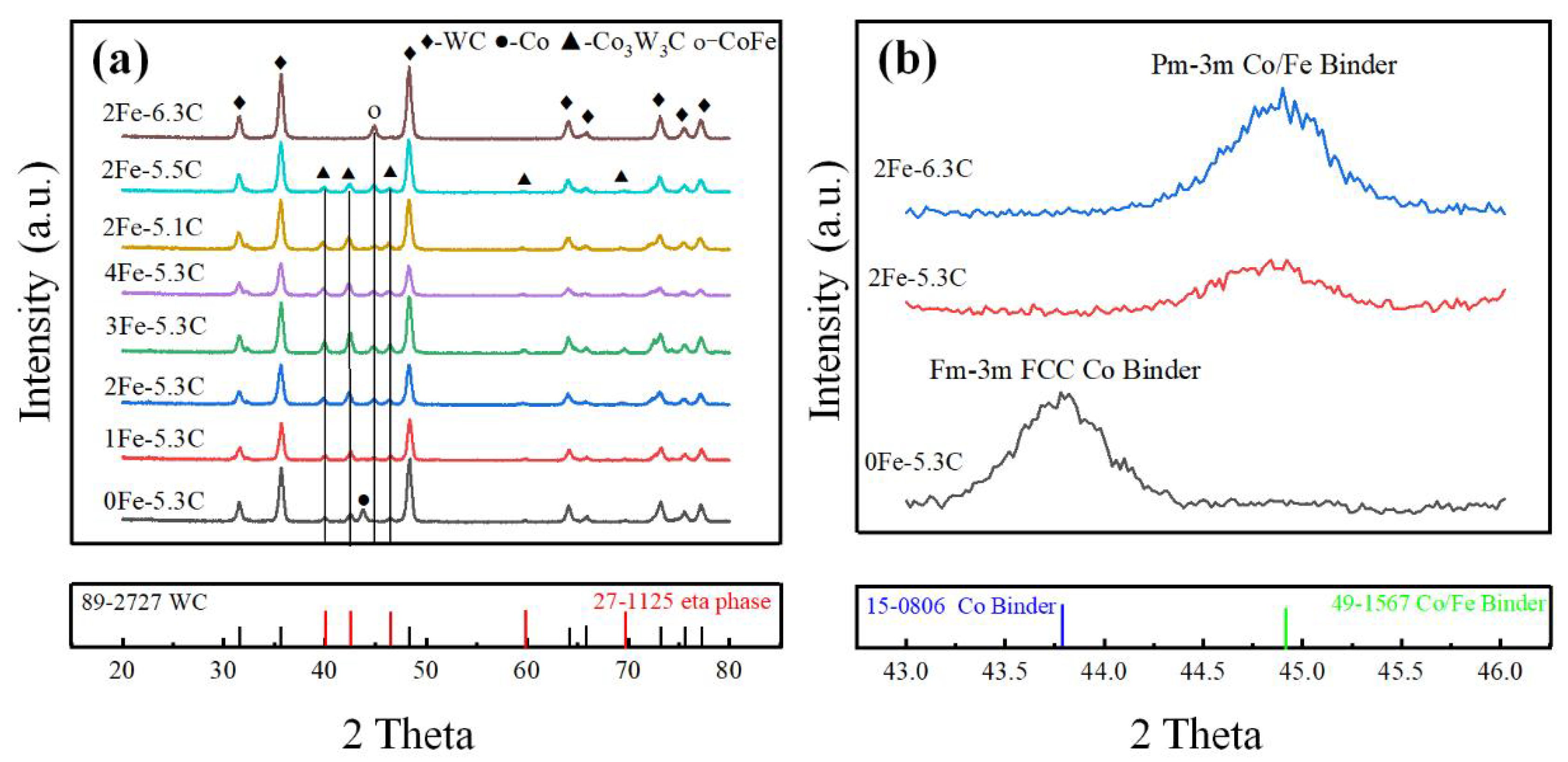
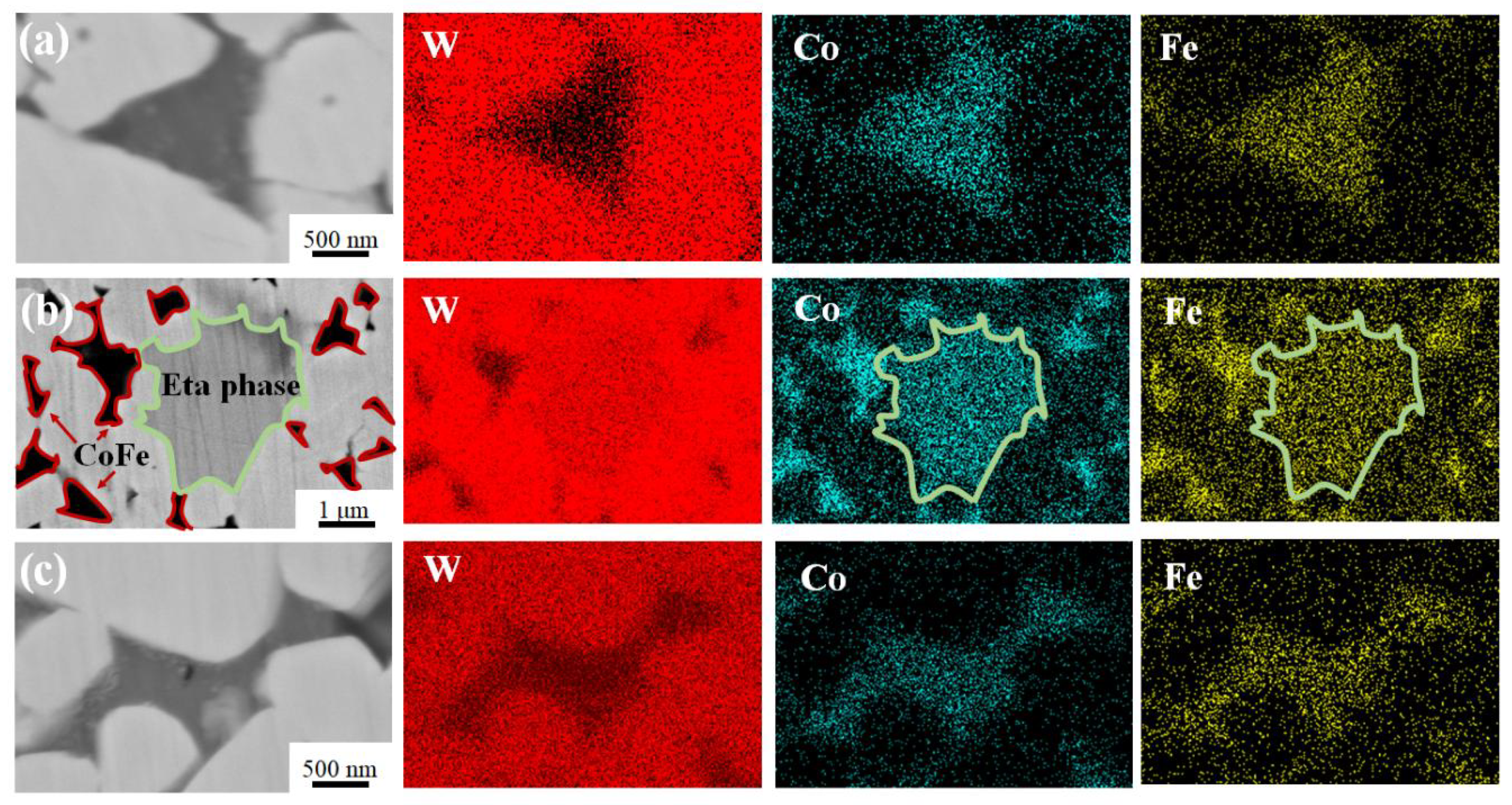
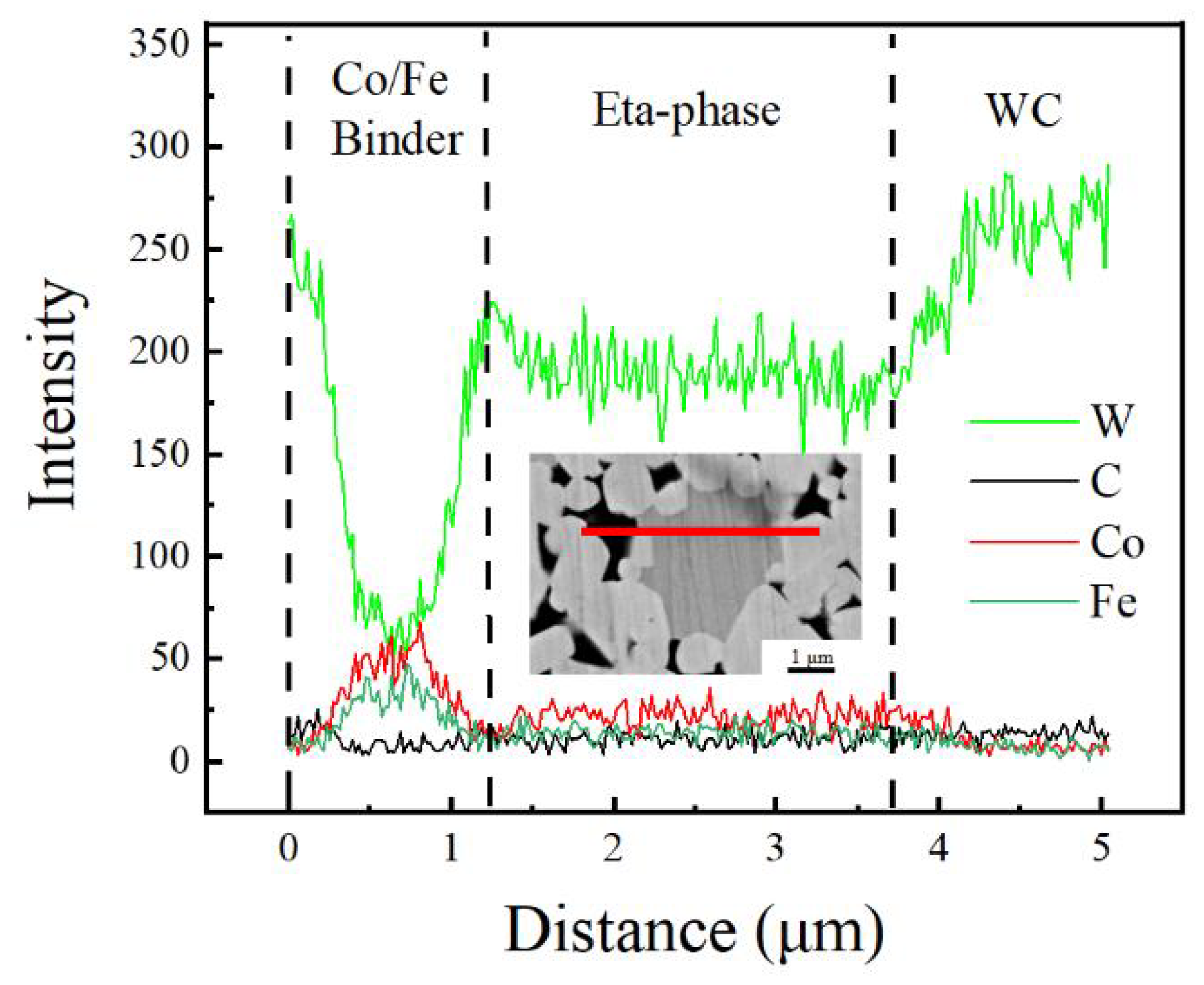
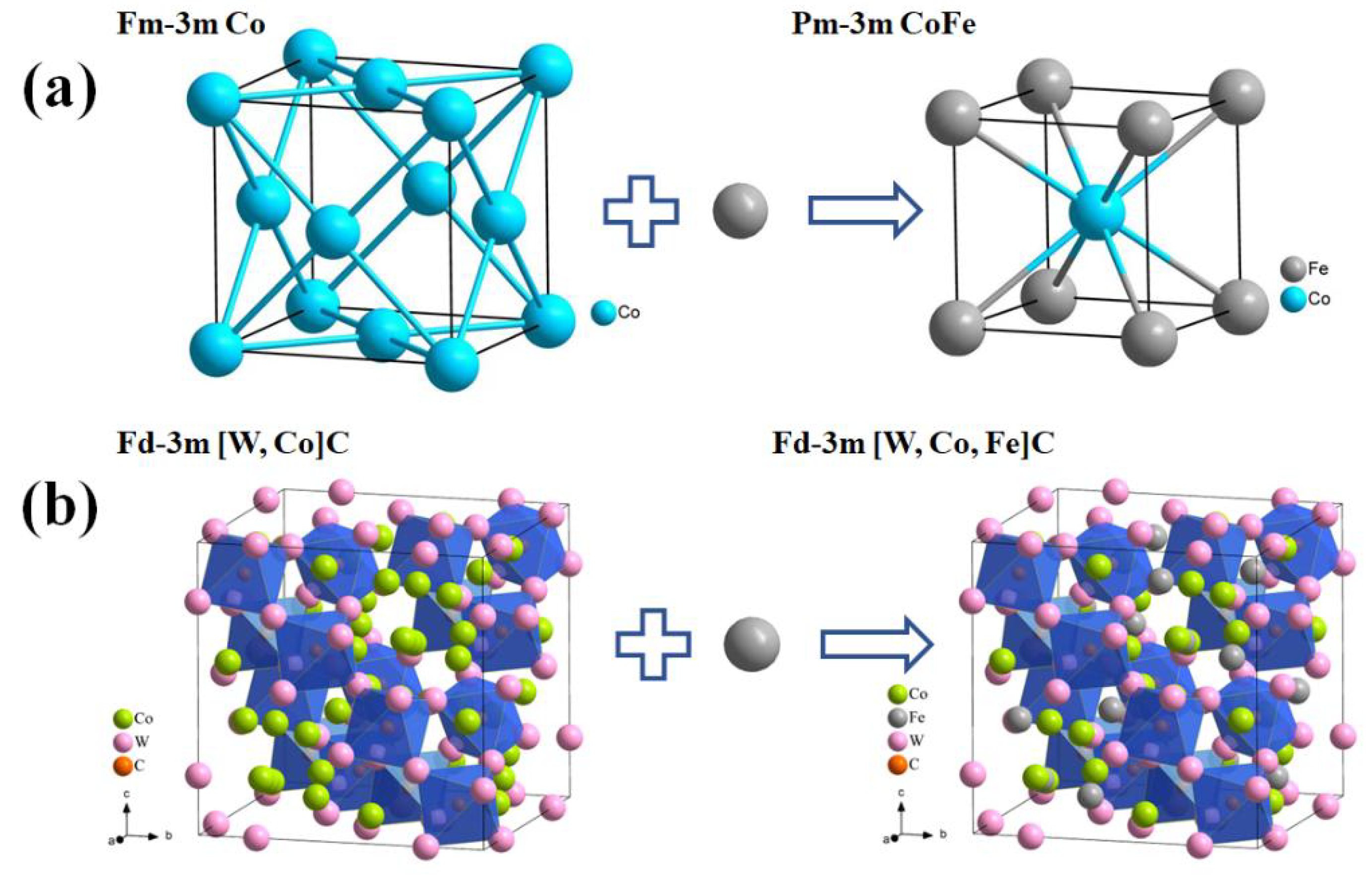
- The added Fe mainly exists in the eta phase and the binder phase. Compared with the WC-13Co composite, the added Fe occupies the Co position instead of the W position in the lattice of the eta phase. When the eta phase is eliminated by adjusting the content of C, Fe uniformly exists in the binder, and after adding a relatively small amount of 2% Fe, the binder phase of fcc-Co transforms into sc-CoFe.
- ✓
- WC-13 (Co-Fe) composites with 2% Fe and 1% C added obtain good matching of hardness and toughness. The fracture toughness is slightly higher than that of WC-13% Co without the addition of Fe and C, and the hardness also increases by 9.4%. The hardness of composites is mainly controlled by the content of WC and eta phases, and is not very sensitive to porosity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yu, K.; Ma, H.T.; Guo, Y.H.; Sun, Z.; Dong, Y.; Alexandrov, I.V.; Prokofiev, E.A.; Chang, H. Microstructure evolution and mechanical properties of copper coated graphene nanoflakes/pure titanium matrix composites. Mater. Charact. 2022, 194, 112433. [Google Scholar] [CrossRef]
- Ozer, M.; Aydogan, S.I.; Cinici, H.; Ozer, A. Effects of sintering techniques and parameters on microstructure and mechanical properties of Al-15Si-2,5Cu-0.5Mg compacts and Al-15Si-2,5Cu-0.5Mg/B4C composites. Mater. Today Commun. 2022, 30, 103192. [Google Scholar] [CrossRef]
- Ghabezi, P.; Harrison, N.M. Indentation characterization of glass/epoxy and carbon/epoxy composite samples aged in artificial salt water at elevated temperature. Polym. Test. 2022, 110, 107588. [Google Scholar] [CrossRef]
- Wang, R.; Deng, J.X.; Zhang, Z.H.; Lu, Y.; Li, X.; Wu, J. Microstructure and tribological properties of Ni3Al-Cr3C2/Ni3Al micro-laminate composite films fabricated by electrohydrodynamic atomization technique. Vacuum 2022, 200, 110979. [Google Scholar] [CrossRef]
- Lu, Z.Y.; Du, J.; Sun, Y.; Su, G.; Zhang, C.; Kong, X. Effect of ultrafine WC contents on the microstructures, mechanical properties and wear resistances of regenerated coarse grained WC-10Co cemented carbides. Int. J. Refract. Met. Hard Mater. 2021, 97, 105516. [Google Scholar] [CrossRef]
- Rayón, E.; Bonache, V.; Salvador, M.D.; Roa, J.; Sánchez, E. Hardness and Young’s modulus distributions in atmospheric plasma sprayed WC-Co coatings using nanoindentation. Surf. Coat. Technol. 2011, 205, 4192–4197. [Google Scholar] [CrossRef]
- Garcia, J. Influence of Fe-Ni-Co binder composition on nitridation of cemented carbides. Int. J. Refract. Met. Hard Mater. 2012, 30, 114–120. [Google Scholar] [CrossRef]
- Li, H.Y.; Dong, C.F.; Xiao, K.; Li, X.; Zhong, P. Relationship Between Microstructure and Corrosion Behavior of Cr12Ni3Co12Mo4W Ultra-High-Strength Martensitic Stainless Steel. Acta Metall. Sin. 2016, 29, 1064–1072. [Google Scholar] [CrossRef] [Green Version]
- Thomas, S.V.; Willard, M.A.; Martone, A.; Heben, M.J.; Solomon, C.V.; Welton, A.; Boolchand, P.; Ewing, R.C.; Wang, C.; Bud’Ko, S.L.; et al. Processing of soft magnetic fine powders directly from as-spun partial crystalline Fe77Ni5.5Co5.5Zr7B4Cu ribbon via ball mill without devitrification. IEEE Trans. Magn. 2020, 56, 1–9. [Google Scholar] [CrossRef]
- Pu, J.; Han, M.T.; Wang, T.; Zhu, X.; Lu, M.; Chen, J.; Liu, W.; Dai, Y.; Tan, Y. The enhanced confinement effect of double shell hollow mesoporous spheres assembled with nitrogen-doped copper cobaltate nanoparticles for enhancing lithium-sulfur batteries. Electrochim. Acta. 2022, 404, 139597. [Google Scholar] [CrossRef]
- Roulon, Z.; Missiaen, J.M.; Lay, S. Carbide grain growth in cemented carbides sintered with alternative binders. Int. J. Refract. Met. Hard Mater. 2020, 86, 105088. [Google Scholar] [CrossRef]
- Uhrenius, B.; Pastor, H.; Pauty, E. On the composition of Fe-Ni-Co-WC-based cemented carbides. Int. J. Refract. Met. Hard Mater. 1997, 15, 139–149. [Google Scholar] [CrossRef]
- Shon, I.J.; Jeong, I.K.; Ko, I.K.; Doh, J.M.; Woo, K.D. Sintering behavior and mechanical properties of WC-10Co, WC-10Ni and WC-10Fe hard materials produced by high-frequency induction heated sintering. Ceram. Int. 2009, 35, 339–344. [Google Scholar] [CrossRef]
- Biurrun, T.S.; Cabezas, L.L.; Cuadrado, J.N.; Lopez, F.I.; Martinez-Pampliega, R.; Sánchez-Moreno, J.M. Densification of WC-Fe-Ni-Co-Cr cemented carbides processed by HIP after sintering: Effect of WC powder particle size. Int. J. Refract. Met. Hard Mater. 2023, 110, 105994. [Google Scholar] [CrossRef]
- Tarraste, M.; Kübarsepp, J.; Juhani, K.; Mere, A.; Kolnes, M.; Viljus, M.; Maaten, B. Ferritic chromium steel as binder metal for WC cemented carbides. Int. J. Refract. Met. Hard Mater. 2018, 73, 183–191. [Google Scholar] [CrossRef]
- Wittmann, B.; Schubert, W.D.; Lux, B. WC grain growth and grain growth inhibition in nickel and iron binder hardmetals. Int. J. Refract. Met. Hard Mater. 2002, 20, 51–60. [Google Scholar] [CrossRef]
- Gao, Y.; Luo, B.H.; He, K.J.; Zhang, W.W.; Bai, Z.H. Effect of Fe/Ni ratio on the microstructure and properties of WC-Fe-Ni-Co cemented carbides. Ceram. Int. 2018, 44, 2030–2041. [Google Scholar] [CrossRef]
- Kakeshita, T.; Wayman, C.M. Martensitic transformations in cermets with a metastable austenitic binder I: WC-(Fe-Ni-C). Mater. Sci. Eng. A 1991, 141, 209–219. [Google Scholar] [CrossRef]
- Guo, Z.X.; Xiong, J.; Yang, M.; Wang, J.; Sun, L.; Wu, Y.; Chen, J.; Xiong, S. Microstructure and properties of Ti(C,N)-Mo2C-Fe cermets. Int. J. Refract. Met. Hard Mater. 2009, 27, 781–783. [Google Scholar] [CrossRef]
- Chang, S.H.; Chang, P.Y. Investigation into the sintered behavior and properties of nanostructured WC-Co-Ni-Fe hard Metal alloys. Mater. Sci. Eng. A 2014, 606, 150–156. [Google Scholar] [CrossRef]
- Schubert, W.D.; Fugger, M.; Wittmann, B.; Useldinger, R. Aspects of sintering of cemented carbides with Fe-based binders. Int. J. Refract. Met. Hard Mater. 2015, 49, 110–123. [Google Scholar] [CrossRef]
- Guillermet, A.F. Thermodynamic properties of the Co-W-C system. Metall. Trans. A 1989, 20, 935–956. [Google Scholar] [CrossRef]
- Markström, A.; Frisk, K.; Sundman, B. A revised thermodynamic description of the Co-W-C system. J. Phase Equilib. Diffus. 2005, 26, 152–160. [Google Scholar] [CrossRef]
- Fernandes, C.M.; Vilhena, L.M.; Pinho, C.M.S.; Oliveira, F.; Soares, E.; Sacramento, J.; Senos, A. Mechanical characterization of WC-10wt% AISI 304 cemented carbides. Mater. Sci. Eng. A 2014, 618, 629–636. [Google Scholar] [CrossRef]
- Zhou, P.; Peng, Y.B.; Buchegger, C.; Du, Y.; Lengauer, W. Experimental investigation and thermodynamic assessment of the C-Co-Fe-Ni-W system. Int. J. Refract. Met. Hard Mater. 2016, 54, 60–69. [Google Scholar] [CrossRef]
- Rabouhi, H.; Khelfaoui, Y.; Khireddine, A. Comparative study by image analysis of WC-Co alloys elaborated by liquid phase sintering and hot isostatic pressing. Ann. Chim.-Sci. Mater. 2020, 44, 263–269. [Google Scholar] [CrossRef]
- Wei, C.B.; Song, X.Y.; Fu, J.; Lv, X.; Wang, H.; Gao, Y.; Zhao, S.; Liu, X. Effect of Carbon Addition on Microstructure and Properties of WC-Co Cemented Carbides. J. Mater. Sci. Technol. 2012, 28, 837–843. [Google Scholar] [CrossRef]
- Chang, S.H.; Chang, M.H.; Huang, K.T. Study on the sintered characteristics and properties of nanostructured WC-15 wt% (Fe-Ni-Co) and WC-15 wt% Co hard metal alloys. J. Alloys Compd. 2015, 649, 89–95. [Google Scholar] [CrossRef]
- Konyashin, I.; Hlawatschek, S.; Ries, B.; Lachmann, F.; Dorn, F.; Sologubenko, A.; Weirich, T. On the mechanism of WC coarsening in WC-Co hardmetals with various carbon contents. Int. J. Refract. Met. Hard Mater. 2009, 27, 234–243. [Google Scholar] [CrossRef]
- Upadhyaya, G.S.; Bhaumik, S.K. Sintering of submicron WC-10wt.%Co hard metals containing nickel and iron. Mater. Sci. Eng. A 1988, 105–106, 249–256. [Google Scholar] [CrossRef]
- Pan, Y.F.; Liu, A.J.; Huang, L.; Du, Y.; Jin, Y.; Yang, X.; Zhang, J. Effects of metal binder content and carbide grain size on the microstructure and properties of SPS manufactured WC-Fe composites. J. Alloys Compd. 2019, 784, 519–526. [Google Scholar] [CrossRef]
- Gao, Y.; Luo, B.H.; He, K.J.; Jing, H.B.; Bai, Z.H.; Chen, W.; Zhang, W.W. Mechanical properties and microstructure of WC-Fe-Ni-Co cemented carbides prepared by vacuum sintering. Vacuum 2017, 143, 271–282. [Google Scholar] [CrossRef]
- Liu, G.H.; Li, R.D.; Yuan, T.C.; Zhang, M.; Zeng, F. Spark plasma sintering of pure TiCN: Densification mechanism, grain growth and mechanical properties. Int. J. Refract. Met. 2017, 66, 68–75. [Google Scholar] [CrossRef]
- Yang, G.J.; Gao, P.H.; Li, C.X.; Li, C.J. Simultaneous strengthening and toughening effects in WC-(nanoWC-Co). Scr. Mater. 2012, 66, 777–780. [Google Scholar] [CrossRef]
- Godse, R.; Gurland, J. Applicability of the critical strain fracture criterion to WC-Co hard metals. Mater. Sci. Eng. A 1988, 105–106, 331–336. [Google Scholar] [CrossRef]
- Sheikh, S.; M’Saoubi, R.; Flasar, P.; Schwind, M.; Persson, T.; Yang, J.; Llanes, L. Fracture toughness of cemented carbides: Testing method and microstructural effects. Int. J. Refract. Met. 2015, 49, 153–160. [Google Scholar] [CrossRef] [Green Version]
- Xu, Z.H.; Ågren, J. A modified hardness model for WC-Co cemented carbides. Mater. Sci. Eng. A 2004, 386, 262–268. [Google Scholar] [CrossRef]
- Li, X.; Zhang, X.W.; Zhang, J.F.; Zhang, Q.; Ji, V.; Liu, J.L. Effect of Mo and C additions on eta phase evolution of WC-13Co cemented carbides. Coatings 2022, 12, 1993. [Google Scholar] [CrossRef]
- Liu, K.; Wang, Z.H.; Yinet, Z.B.; Cao, L.; Yuan, J. Effect of Co content on microstructure and mechanical properties of ultrafine grained WC-Co cemented carbide sintered by spark plasma sintering. Ceram. Int. 2018, 44, 18711–18718. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | WC | Co | Fe | W | C | Ctotal |
|---|---|---|---|---|---|---|
| 0Fe-5.3C | 87 | 13 | 0 | 0 | 0 | C5.3 |
| 1Fe-5.3C | 87 | 12 | 1 | 0 | 0 | C5.3 |
| 2Fe-5.3C | 87 | 11 | 2 | 0 | 0 | C5.3 |
| 3Fe-5.3C | 87 | 10 | 3 | 0 | 0 | C5.3 |
| 4Fe-5.3C | 87 | 9 | 4 | 0 | 0 | C5.3 |
| 2Fe-5.1C | 83.7 | 11 | 2 | 3.3 | 0 | C5.1 |
| 2Fe-5.5C | 87 | 11 | 2 | 0 | 0.25 | C5.5 |
| 2Fe-6.3C | 87 | 11 | 2 | 0 | 1 | C6.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Zhang, J.; Zhang, Q.; Zhang, X.; Ji, V.; Liu, J. Microstructure Evolution and Hardness Improvement of WC-Co Composites Sintered with Fe Substituting Part of Co Binder. Coatings 2023, 13, 116. https://doi.org/10.3390/coatings13010116
Li X, Zhang J, Zhang Q, Zhang X, Ji V, Liu J. Microstructure Evolution and Hardness Improvement of WC-Co Composites Sintered with Fe Substituting Part of Co Binder. Coatings. 2023; 13(1):116. https://doi.org/10.3390/coatings13010116
Chicago/Turabian StyleLi, Xun, Junfei Zhang, Qiang Zhang, Xianwei Zhang, Vincent Ji, and Jinlong Liu. 2023. "Microstructure Evolution and Hardness Improvement of WC-Co Composites Sintered with Fe Substituting Part of Co Binder" Coatings 13, no. 1: 116. https://doi.org/10.3390/coatings13010116