
The Use of Solar Thermal Heating in SPIRE and Non-SPIRE Industrial Processes



1
College of Engineering, Design and Physical Sciences, Brunel University London, Uxbridge UB8 3PH, UK
2
Centre for Sustainable Energy Use in Food Chains, Institute of Energy Futures, Brunel University London, Uxbridge UB8 3PH, UK
*
Author to whom correspondence should be addressed.
Sustainability 2023, 15(10), 7807; https://doi.org/10.3390/su15107807
Submission received: 19 January 2023
/
Revised: 20 March 2023
/
Accepted: 24 March 2023
/
Published: 10 May 2023
Abstract
:This paper investigates the use of solar thermal energy systems in SPIRE (sustainable process industry through resource and energy efficiency) and non-SPIRE industries and evaluates the use a novel solar Fresnel collector for generating temperatures of up to 400 °C. The investigation showed that solar thermal energy systems were mostly integrated into the non-SPIRE industries like food and beverages, paper and pulp and the textile industries with temperature requirements of up to 150 °C while few of them were used in the SPIRE industries like the non-metallic minerals, chemicals, basic metals and water industries with temperature requirements of up to 1500 °C. The limitation of those solar energy systems was seen in their application in higher irradiance regions due to the limited operation temperature of certain types of solar collectors, which particularly affected the SPIRE industry sector. To increase their use in high and low irradiance regions, a novel solar thermal system developed by the EU-ASTEP project that could achieve a temperature of up to 400 °C was introduced. The calculations of the theoretical and technical potential application of the ASTEP system in EU industrial processes showed an increase of 43%, of which 802.6 TWh totalled the theoretical potential and 96.3 TWh the technical potential. This resulted in a reduction of greenhouse gas (GHG) emissions by 24 thousand kt CO2 equivalent, which could help industries to achieve their 2050 targets for net-zero GHG emissions.
1. Introduction
Industry consumes about 32–35% of global energy and is responsible for 37% of the world’s greenhouse gas (GHG) emissions [1]. Approximately two-thirds of the GHG emissions in the industries in the European Union (EU) are created as a result of the use of fossil fuels for heat and electricity generation. Those industries include chemical, petrochemicals, iron, steel, cement, paper, pulp, minerals and metal [2]. Replacing fossil fuel energy with only 1% renewable energy sources could potentially reduce GHG emissions by 0.82% [3]. The European Commission (EC) has set up a target to reduce GHG emissions, compared to 1990 levels, by 30% until 2030 and 100% until 2050 by increasing the use of renewable energy sources by 32% and improving energy efficiency by 32.5% [4].
To promote the sustainable development goals of the EC, in 2019, industries in the EU launched a public-private partnership association named Sustainable Process Industry through Resource and Energy Efficiency (SPIRE). It represents 20% of the total EU manufacturing sector involving a great number of stakeholders and industries like cement, ceramics, chemicals, minerals and ores, non-ferrous metals, steeland water. The main aim of SPIRE is to improve resource efficiency and sustainability in industrial processes, regions and cities [5]. Their vision complies with the EU climate change plan to reduce fossil energy intensity by 30%, non-renewables primary raw material intensity by 20%, and GHG emissions by 40% and 100% by 2030 and 2050, respectively [4,6,7]. To help governments to implement a circular economy across Europe, SPIRE invests in the use of solar energy as one of the most promising renewable energy resources due to its economic viability, unlimited supply and environmental advantages [4].
Solar heating for industrial processes (SHIP) systems are alternative methods for replacing fossil-fuel based heating and cooling that have proven to be cost-effective and environmentally friendly. They represent 60% of the overall EU industrial energy demand and 26% of EU total energy consumption; and have been used in different industries for water heating, steam generation, dehydration, refrigeration and air conditioning [8,9,10,11]. Different types of collectors like flat plate, evacuated tube, parabolic trough and linear Fresnel have been used in SHIP systems to provide the heat supply to designated processes and maintain the desired temperatures [1,12]. The restraints of SHIP systems include inconsistency in solar irradiance and a temperature limit of a maximum 150 °C, so further technical improvements on these technologies like developing new solar Fresnel collectors, parabolic trough collectors, and thermal storage systems are essential to meet the higher temperatures and cooling demands in industrial processes [1,12,13]. For instance, the new solar linear Fresnel collectors (LFC) with a single tracking system were originally designed by Industrial Solar GmbH [14] to generate a temperature of up to 400 °C for process heating, cooling and polygonation. However, those systems have only been practically applied to industrial processes with the temperature requirements of a maximum 225 °C in high irradiance regions like the Arabian Golf, Jordan and South Africa [12,15]. Moreover, a number of papers have reviewed the application of SHIP systems to different industrial processes in various countries like the US [16], Germany [17], Australia [18] and India [19] but none of them reported a SHIP system that was used to achieve a higher temperature than 400 °C for industrial applications.
To overcome these limitations, the EU funded project Application of Solar Thermal Systems in Industrial Processes (ASTEP) developed an innovative Fresnel collector that uses tilted mirrors and a double-axis tracking system to operate at a temperature of up to 400 °C in both low and medium irradiance regions [20]. Therefore, the main aim of this paper is to systematically review the use of SHIP systems in SPIRE and non-SPIRE industries and evaluate quantitively the potential of a new ASTEP concept for generating higher temperatures of up to 400 °C for various industrial processes in the EU.
2. SHIP Systems in SPIRE Industries
The SPIRE association aims to integrate, demonstrate and validate systems and technologies that are capable of achieving key resources and energy efficiency across all SPIRE sectors. They include non-metallic minerals (cement and ceramics), chemicals, basic metals (non-ferrous metals, and iron and steel) and water industries [5]. About 111 SHIP systems are documented in the EU, of which 10 are integrated into SPIRE industries and the rest into non-SPIRE industries. The use of SHIP systems in various SPIRE industries and processes is discussed in this section. It reviews their location, type of collectors used and operating temperature, and identifies their limitations.
2.1. Non-Metallic Minerals (NMM)
The non-metallic industry includes manufacturing of cement, ceramics, concrete, glass and stone products [21] but only cement and ceramics industries are members of the SPIRE association and discussed below. Only one SHIP system in the non-metallic industry was found and it is located in Austria. It is assembled in the concrete industry and uses flat plate collectors to supply hot water at temperatures of 25–45 °C for drying and heating purposes [12].
2.1.1. Cement
The use of solar thermal energy in the cement industry has been extensively discussed [22,23,24,25]. A number of different solar components have been used in Portland cement production like a Solar limestone calciner [22] or solar furnace to concentrate the solar irradiance of raw materials [23]. Tregambi et al. [22] mixed solar limestone calciner with commercial clay to produce Portland cement samples at 1500 °C over 15 min. The new samples were compared to the reference sample, which was a mix of fresh lime and commercial clay. It was found that there was no significant difference in terms of quality between the two samples; however, the sample containing the solar calciner clearly demonstrated significant economic and environmental advantages. Another study used a solar furnace to concentrate solar irradiance on raw materials for the production of Portland cement clinker [23]. The authors used two solar cycles for producing grey and white clinkers at different sequent dwell times of 5 min with temperature ranges of 900–950 °C and 1250–1300 °C and 15 min with a temperature range of 1500–1550 °C. The subsequent results were compared to the reference clinker that was used to produce cement with consistency that complies with the EN 197-1 standards. It was found that the grey clinker showed similar properties to the reference sample, which was not the case with the white clinker due to its low absorbance of solar energy. Moumin et al. [24] used a solar calciner in a cement plant and considered the arrangement of the mirrors in the heliostat field of the system, which could be potentially used in the cement industry in Spain. The energy balance of the solar calciner based on different demands and GHG emissions scenarios by 2050 was analysed. Considering the irradiance, reactor efficiency and solar multiple, the GHG emissions potentially could be reduced by 14–17% and cost 74-118 EUR/t. It was envisaged that the replacement of the conventional fossil fuel calciners with solar calciners will result in a reduction of GHG emissions by 2–7%. Another study reported that the calcination process consumes 80% of the energy in the cement industry and is responsible for 7% of global GHG emissions [25]. The authors assessed the environmental sustainability of solar calcination for cement production using life cycle assessment to compare three solar technologies for calcination: (i) a full solar thermal system; (ii) hybrid system in which the solar thermal provides 14% of the thermal energy; and (iii) hybrid system in which the solar thermal provides 33% of the thermal energy, with the conventional fossil fuel-based calciner. It was found that the full solar system was the best alternative to replace fossil fuel-based systems, demonstrating a reduction of 48% in climate change, 75% in fossil depletion, 92% in photochemical ozone formation and 79% in terrestrial ecotoxicity. Based on irradiance in different parts of the world, it was reported that the solar thermal system could be integrated up to 36% in the cement industries reducing the climate change impact by 15–40%. However, the drawbacks include more land occupation, higher human toxicity-cancer (102%) and depletion of metals and minerals (6%) due to the involvement of construction processes in the manufacturing of the solar systems.
2.1.2. Ceramic
There is limited information available about the use of the SHIP systems in the ceramic industry. Plaza et al. [26] reported the use of a 60 kWh solar furnace in low and high temperature processes for raw material drying (150 °C), single firing (1100–1200 °C), double firing (1000–1100 °C) and triple firing (700–1000 °C). It was reported that the solar furnace could be successfully used for raw material drying, and double and triple firing while further investigations are required for the single-firing processes.
2.2. Chemical
Ten SHIP systems are integrated into the chemical industry worldwide, of which two are located in EU countries like Austria and Germany. The only information about the use of solar collectors was found in a SHIP system in Austria that uses a flat plate collector to supply water with a temperature of 60 °C, which is used for cleaning [12].
Haagen et al. [27] and Frein et al. [28] used solar energy to meet the high energy demand in pharmaceutical processes in Jordan. Haagen et al. [27] used a linear solar Fresnel system for direct steam generation that could possibly replace the existing diesel steam generator and be installed on the rooftops. The results showed that the proposed system significantly replaced the existing diesel generator, which resulted in a reduction in the diesel use by 30,000 L annually. Frein et al. [28] evaluated the performance of the same solar generator during summer and winter times by developing a numerical model to quantify the mass and energy deviations. A number of parameters like pressure distribution, pressure drop and liquid level variation were monitored. The results showed that the system operated effectively except at start-up and shutdown when losses appeared, which led to changing of the control system. The authors found that infrequent cleaning of the system can deviate its performance by 40%. Gaballah et al. [29] used SHIP systems in the petrochemical industry in China. The solar heating techniques with evacuated tube collectors were used to preheat animal waste for biogas production using two similar bio-digesters: (i) heated by the greenhouse integrated to a solar water heating system with a capillary heat exchanger and (ii) heated by the greenhouse. The results showed that the average slurry temperature for the two systems was 9.5 and 4.9 °C above the ambient temperature while the mean specific biogas production was 247 and 181 L/kg, respectively. It was concluded that solar energy is efficient to achieve the required temperature for the production of biogas for most of the year; however, some of the disadvantages included economic unviability. Gunjo et al. [30] developed a bent-tube flat plate collector to grow thermophilic bacteria in the anaerobic digestion process for producing biogas. The developed collector achieved a temperature of 61 °C and thermal efficiency of 71%, which was significantly higher compared with a conventional flat plate collector. The other parameters like insolation, ambient temperature and flow rate additionally increased the thermal efficiency of the collector. Biabani et al. [31] developed a solar-powered microreactor to achieve a temperature of 58–60 °C for the production of biodiesel from waste cooking oil. The overall process was more economically effective, reducing the cost by 90%.
2.3. Basic Metals
The basic metal industry includes the non-ferrous metals, iron and steel sectors [21]. A total of seven SHIP systems are used in the industry worldwide, of which 6 are based in the EU countries like Germany and Austria. Four of them use evacuated tube collectors to supply water at 30–90 °C for galvanic bath in steel production, one uses a flat plate system for preheating at 80 °C and drying at 50 °C in a galvanising process and one a flat plate collector for a cooling process in a grinding company [12].
2.3.1. Non-Ferrous Metal
Solar energy in the non–ferrous metal industry has been widely used and its technical, economic and environmental performances evaluated in several studies. The use of solar heating in the electrowinning process for producing copper was assessed by Jannesari and Babaei [32]. They analysed evacuated tube collectors to obtain higher technical and economic performances and found that for the area of the solar system of 5000–6000 m2, approximately 150–250 m3 of the storage tank is required to supply 40–78% of the heat demand. This type of system could reduce GHG emissions by 970 tonnes annually with a payback period of 6–10 years. Another study reviewed applications of concentrated solar energy (CSE) using a solar furnace and Fresnel lens for modifying the surface of metallic materials that use temperatures of 1200–1750 °C [33]. The use of CSE increased process efficiency while maintaining a good quality of the selected material surface. Quiñones et al. [34] investigated the economic characteristics of solar thermal energy collectors in the Chilean mining industry, including (i) flat plate, (ii) evacuated tube and (iii) parabolic trough and found the flat plate demonstrated the most economical solution, particularly for the processes with temperatures of 80–90 °C.
2.3.2. Iron and Steel
Solar energy in the iron and steel industry has been widely used for heating processes. A solar furnace and Fresnel collectors were used for densification of high-speed steel sintering at 1150 °C over 90 and 30 min and found to be more efficient than the conventional tubular furnace with optimum densification at 1290 °C over 10 h [35]. The advantage of using a solar furnace was also confirmed in heat treatment of EN 1.4136 stainless steel to improve its mechanical properties [36]. Steel alloyed with nickel (lot A) and copper (lot B) was subjected to the heat of a solar furnace for 20 and 33 min to reach an authentication temperature of 1050 °C. The results showed that the periodic maintenance of austenitisation was 7 min for nickel and 21 min for copper. Heat treatment using a solar furnace increased the hardness by 55% while decreasing the average wear rates. The concentrated solar Fresnel system for heat treatment of steel alloys, X210Cr12 and HS6-5-2-5 with different thicknesses of 15 mm and 7 mm, respectively, showed a reduction in heating time of 13–16 min for X210Cr12 and 17–19 min for HS6-5-2-5 steel [37]. The influence of the sintering cycle, atmosphere and content of the alloy on the produced steel was studied in the sinter-hardening of a chromium alloyed steel system with applied CSE [38]. It was found that CSE achieved complete densification of the chromium alloyed steel using lower temperatures and less time compared with the conventional techniques.
2.4. Water
Only one SHIP system was recorded worldwide and it is located in Spain [12]. It uses a flat plate collector to supply hot water for distillation with a temperature range of 20–90 °C. Ferry et al. [39] used extreme compound parabolic concentrators (CPC) in a wastewater treatment plant to power an evaporator at 130 and 150 °C. The CPC provided an evaporation rate of 10 gallons per hour and reduced the wastewater by 80% and GHG emissions by 0.09 tCO2 per m2 compared with a gas fired boiler.
From Section 2, it could be concluded that SHIP systems have been integrated into various SPIRE industries with a maximum capacity of 34% and GHG emissions reduction of 15–40% [25]. Collectors used in these systems include solar furnace and Fresnel lens with operating temperatures of 700–1500 °C. Those collectors were used for material treatment at a high operating temperature, high cost and high space consumption [26]. The other collectors in those systems like flat plate, evacuated tube, linear Fresnel and parabolic trough were used to mostly supply heat at the lower temperature of up to 150 °C, which is mainly used for processes like drying, water and steam heating, and cleaning [12,27,39].
Table 1 summarizes existing SHIP systems in the EU’s SPIRE industries [12]. As shown, a very limited number of flat plate collectors were integrated at a temperature of up to 90 °C in higher irradiance countries like Austria, Germany and Spain. A limitation in the use of SHIP systems in SPIRE industries at medium temperature of 150–400 °C and in low irradiance regions has been detected and will be addressed in more detail in Section 4 and Section 5.
3. Review on SHIP Systems in Non-SPIRE Industries
This section discusses the use of solar systems in industries that are not part of the SPIRE association and include (i) food and beverages; (ii) textiles; and (iii) the paper, pulp and print industries. It reviews their location, type of collectors used and operating temperature and identifies their limitations compared with those in the SPIRE industry (Section 2).
3.1. Food and Beverages Industry
A total of 127 SHIP systems are used in the food industry worldwide, of which 31 are located in the EU, countries like Austria, Czech Republic, Denmark, Switzerland, France, Germany, Greece, Italy, Netherland, Portugal and Spain. The majority of those systems use flat plate collectors to supply hot water for heating and cleaning at 20–130 °C. The other SHIP systems used solar Fresnel and parabolic trough collectors to supply steam for drying, pasteurising and other process heating at a temperature of up to 250 °C.
In regards to the beverages industry, 36 SHIP systems are used worldwide, of which 17 are located in EU countries like Austria, Czech Republic, Cyprus, France, Germany, Greece, and Portugal. Those systems use flat plate and evacuated tube collectors for washing, pasteurization and heating of different processes.
A number of authors studied the use of those systems in various countries that require different temperatures in their processes. The solar heating system using a flat plate collector was integrated into two fishmeal plants in South Africa that required a preheating temperature of 70 °C. The economic feasibility of the system depends on variable seasonal heat demand and availability of the other energy sources like use of coals [40]. Significant economic and environmental potentials were also seen using an evacuated tube collector for the solar water heating system in the meat industry to reach temperature of 80 °C [41]. The energy bills and CO2 emissions were reduced by 40% while the payback period was estimated to be 9 years. Similar results were reported for the use of the solar convective drying system for dehydration of fruits and agricultural products for the required temperatures of 50 to 80 °C [42,43]. The results demonstrated that the solar dryers were more energy efficient than the conventional ones due to the higher rate of heat exchange. The other factors affecting the efficiency of the drying processes are ambient temperature, available irradiance, relative humidity and air speed. The pinch analyses applied for direct and indirect heat recovery in a brewery industry using the flat plate and evacuated tube collectors to estimate the energetic and economic aspects demonstrated that the use of the evacuated tube collector had a higher solar fraction (7.7%), shorter payback period (6.4 years) and higher economic (5353 £/year) and environmental (37.9 tonns CO2/year) savings compared with the flat plate collector with 6.8%, 6.8 years, 4706 £/year and 33.3 tonnes CO2/year, respectively. The use of the thermal storage system for indirect heat recovery was essential to reduce the heat demand [44].
Dairy
A total of 35 SHIP systems are used by the dairy industry, of which 9 are located across EU countries like France, Greece, Italy and The Netherlands. Three of them use flat plate collectors that supply hot water for preheating and cleaning using the temperature of 20–80 °C while the rest use parabolic trough and Fresnel collectors to supply steam at 140–200 °C and pressure of 4–12 bars for different processes [12].
The use of the SHIP systems in the dairy industry and their environmental impact have been studied extensively [45,46]. The available irradiance and ambient conditions for the various locations were considered to provide useful thermal energy and corresponding solar fractions. It was found that the useful required energy for the dairy sector is 6.4 PJ/annum, of which 4.5 PJ/annum is used for the pasteurisation process. The required collector area was estimated to be 1.54–1.83 million m2 with an average solar fraction of 0.18–0.32. The environmental impact was reduced by 32–144 CO2 thousand tonnes annually [45].
The feasibility of solar thermal and storage systems was evident in the dairy industries in remote areas where electricity was not consistently available [46]. Two collectors were designed: a parabolic used for milk pasteurisation at 75 °C and a flat plate collector connected to the absorption chiller that was used for cooling at 15–20 °C. It was found that the system was able to supply 150 litres of hot water per hour at 90 °C while the cooling power varied between 5.7 kW/kg and 5.4 kW/kg. The use of solar energy with flat plate collectors and solar water heaters could operate at the temperature of 63–72 °C for milk pasteurisation processes [47]; however, some concerns were articulated regarding the milk quality and further investigations recommended. Masera et al. [48] reviewed the thermal demands in the dairy industry and recommended a concept design that uses solar collectors and thermal energy storage for solar thermal energy integration. Nevertheless, the use of SHIP systems is not always a feasible option particularly if biogases are accessible for preheating and steam generation [49].
3.2. Paper, Pulp and Print Industry
Three SHIP systems are used in the paper industry, of which one is located in France. The system uses a flat plate collector to provide hot water for process heating at temperature of 60–80 °C [12].
Suresh and Rao [19] and Sharma et al. [50] investigated the use of parabolic trough, flat plate and evacuated tube collectors to meet thermal energy requirements at different locations in India. It was found that the parabolic collector was considered as the most energy efficient with a maximum energy production of 2.5 PJ annually, which represents 10% of the heat demand for the paper and pulp industry [19]. Flat plate and evacuated tube collectors that typically operate at the temperatures of 30–100 °C and 50–200 °C, respectively, have been used for hot water generation while compound concentrator, parabolic trough and other collectors at the temperatures of 60–240 °C, 60–300 °C and up to 200 °C, respectively, for steam generation. Those paper mills were located in places with direct normal irradiance exposure of 1900 kWh/m2, representing the potential for process heating of 43 PJ annually [50].
3.3. Textile Industry
A total of 14 SHIP systems are used in the textile industry, of which four are located in EU countries including Germany, Greece and Spain. Three of them use a flat plate collector to provide hot water at a temperate varying from 33 to 90 °C for washing, drying, and painting while one system uses a parabolic trough collector to provide heat at 140 °C for unspecified processes [12].
Suresh and Rao [19] and Sharma et al. [51] studied the use of the SHIP systems in the textile industry in India. They considered the thermal energy requirements for the processes, solar irradiance and good ambient conditions at various locations. It was found that the heating requirements for cotton-based textiles was 191 PJ annually, and solar fraction for the SHIP systems without storage 0.22–0.32 and with storage 0.2–0.6 [51]. The flat plate collector and evacuated tube collectors with storage could provide heating temperature of up to 150 °C, which is mainly used for sizing, scouring, bleaching, mercerising, drying and finishing [19]. The solar systems could provide up to 20.5% of the thermal energy required for the processes and reduce GHG emissions by 2457–7648 thousand tonnes [19,51]. Ali et al. [52] used flat plate collectors and evacuated tube collectors in the textile industries located in different parts of Pakistan. They were used to preheat the feed water in boilers. It was found that the evacuated tube collector achieved a higher solar fraction in all locations compared with the flat plate collector. It performed better in locations with higher elevation, higher wind speed, lower ambient temperature and lower relative humidity. The other advantages include a low payback period of 6 years and annual GHG reductions of 9116 tons of CO2.
It can be concluded that more SHIP systems are integrated into non-SPIRE industries due to the fact that those processes require lower temperatures. Studies showed that SHIP systems have an energy potential of over than 200 PJ/year in non-SPIRE industries worldwide and a GHG potential to reduce CO2 emissions by 32–144 thousand tonnes annually [19,45,51]. As seen in Table 2, the collectors used in those systems to supply heat of a maximum 250 °C include: flat plate, evacuated tube, linear Fresnel and parabolic trough, which were used widely for cooking, pasteurising, cleaning, heating, and drying in higher irradiance regions like Germany, Greece, Spain and The Netherlands [12]. Most of the SHIP systems integrated into non-SPIRE industries operate at a temperature below 150 °C, which creates a gap for the use of SHIP systems at medium (150–400 °C) and high temperatures (above 400 °C). This requires the development of a new technology with enhanced features to overcome current limitations related to operating temperature and low irradiance regions.
4. Introduction to the ASTEP System and its Application in EU Industry
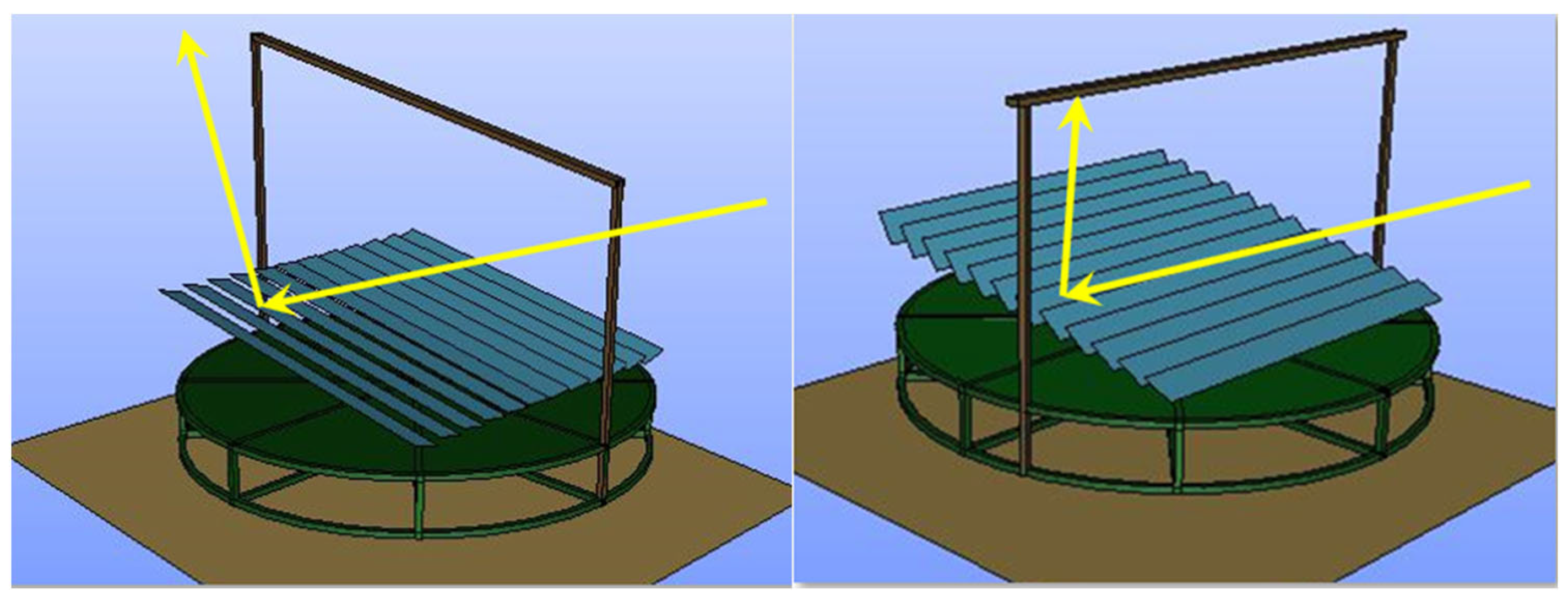
The ASTEP project is developing an innovative SHIP system that uses a novel Fresnel collector and state-of-art phase change material (PCM) storage to provide solar thermal heating of 150–400 °C to SPIRE and non-SPIRE sectors [20,53]. The novel Fresnel collector uses a rotating platform with concentrating linear Fresnel mirrors and an elevated receiver on top, as seen in Figure 1. The solar irradiance is captured by the mirrors and concentrated on the receiver where a heat transfer fluid (HTF) passes to collect the heat and transfer it to the PCM storage system and processes. Its performance was enhanced by the addition of two features: (i) The use of slightly bent mirrors and a modified slope for the platform, which enhances the concentration of the solar rays on the receiver (Figure 1) and reduces thermal losses and cost. (ii) The use of a double tracking system, which improves the optical efficiency of the collector. The platform rotates around its vertical axis to track the solar height, and the Fresnel mirrors rotate around their longitudinal axis to track the solar azimuth [53,54,55,56]. The state-of-art PCM storage system was developed to use a shell enclosure and multiple tubes with inserts that create a honeycomb configuration. It is used to store the excess thermal energy captured during peak sun hours and supply it to the processes when required. The shell enclosure is filled with PCM that exchanges heat with the HTF passing through the multiple tubes during charge and discharge of the system. Its performance is enhanced by the addition of three features: (i) the use of Y-inserts instead of conventional honeycomb inserts that provide a similar thermal performance with lower manufacturing cost. (ii) The use of 3D Aluminium-Silicon structures that increase the heat transfer between the HTF and the PCM, subsequently increasing the efficiency of the storage system. (iii) The use of an uneven design of the honeycomb structure with a varying ratio of heat transfer area to PCM volume that allows controlling the charging and discharging of the system [57,58].
These enhanced features of the novel rotary Fresnel collector and PCM storage system will allow the ASTEP system to operate at higher temperatures of 150–400 °C in low and high-irradiance regions, which were not accessible for previous SHIP systems [53,59] as reflected in Table 1 and Table 2. This will be demonstrated by integrating the ASTEP system into two end users: The first is a dairy industry (non-SPIRE sector) in a high irradiance region of Greece that requires heat at 175 °C and cooling at 5 °C for pasteurization, fermentation and storage. The second is a steel industry (SPIRE sector), which requires heat at a temperature over 220 °C for heating steel tubes for powder-based coating in a low irradiance region of Romania [53]. Although the ASTEP system is still in the process of being integrated into the two end-users, a validated steady-state model has shown that it operates at a temperature of 150–400 °C in low and high irradiance regions including Romania, Greece and Spain. This model was developed in MATLAB (MathWorks Inc., USA) to theoretically design the different components of the ASTEP system and calculate its annual thermal energy produced and the efficiency of its collector. Results showed that the ASTEP system can operate at 150–400 °C in the three regions where it produced 18.69–29.41 MWh of thermal energy annually and achieved a collector efficiency of 85% [59]. Table 3 compares the operating temperature of ASTEP’s novel Fresnel collector with other concentrated solar collectors. As shown, the operating temperature for the parabolic trough, linear Fresnel and ASTEP’s rotary Fresnel collectors reached a temperature of 400 °C whereas the compound parabolic collectors reached 240 °C. The efficiency was seen to be the highest for ASTEP’s rotary Fresnel collector with 85%, followed by the parabolic trough with 69%, linear Fresnel with 68% and compound parabolic with 64%. This can be attributed to the enhancements of the Fresnel collector, which increased its efficiency and reduced its thermal losses [53,54,55,56].
Hence, this section considers the enhanced features of the ASTEP system that operates at a temperature of up to 400 °C in low and high irradiance regions to evaluate the potential of its application to the EU industries. Firstly, the energy and heat demand in the EU industries is evaluated, and then used to calculate the heat demand per different temperature ranges. Secondly, the obtained results are used to calculate the quantitative potential of the ASTEP system in EU industries. Finally, potential industrial processes are specified for the application of the ASTEP system.
4.1. Energy and Heat Demand of EU Industries
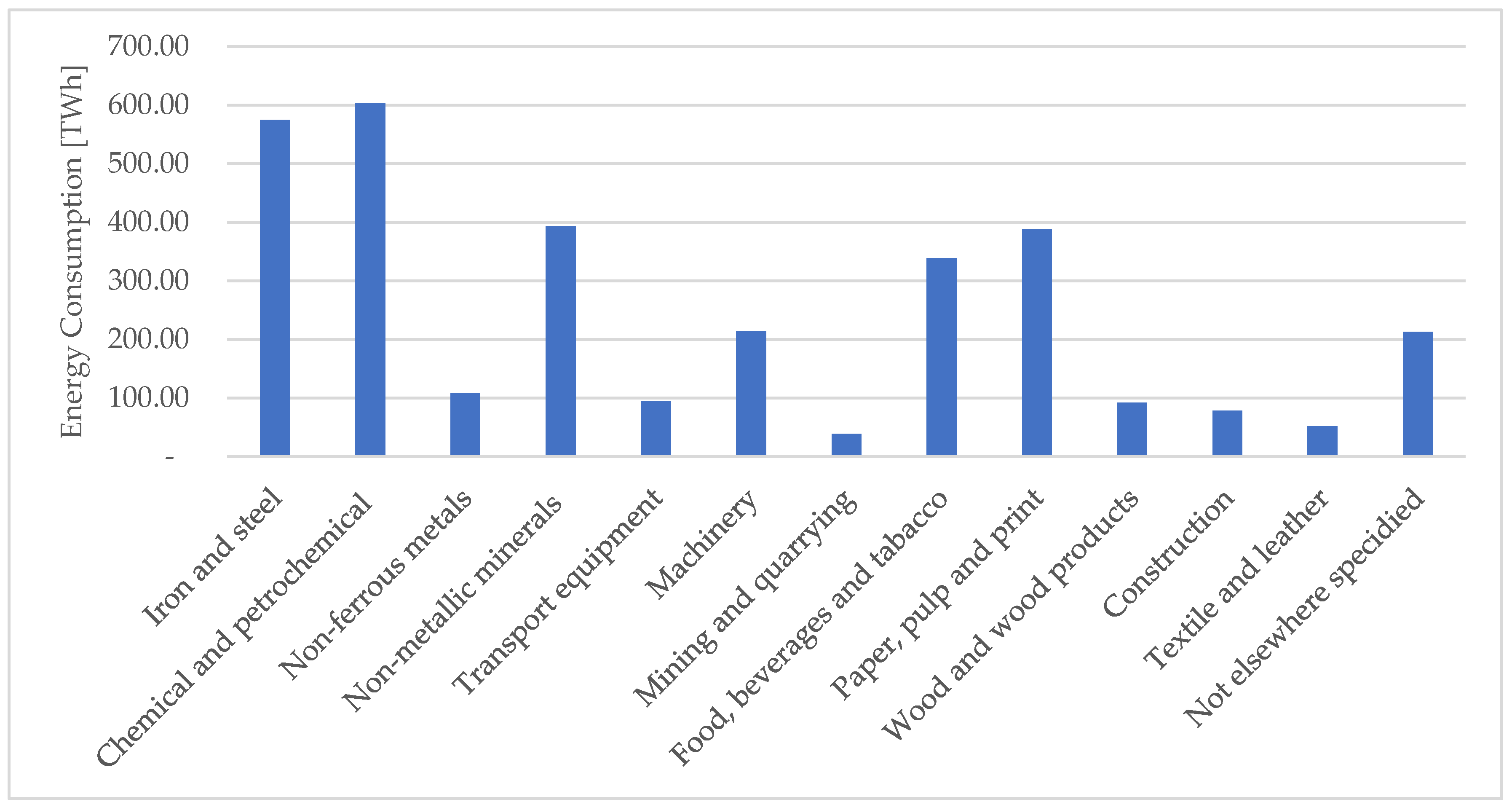
In this section, the final energy consumption and heat demand at different temperature ranges for SPIRE and non-SPIRE industries are discussed. Figure 2 shows the final energy consumption of SPIRE and non-SPIRE industries in the EU28 for 2015 [62]. As shown, the total final energy consumption is 3191 TWh and the most energy consuming industries are: chemicals and petrochemicals at 603 TWh and iron and steel at 575 TWh; followed by non-metallic minerals at 394 TWh; paper, pulp and print industries at 388 TWh; food and beverages at 339 TWh; machinery at 213 TWh; and non-ferrous metals at 109 TWh, while the rest of the industry is 100 TWh.
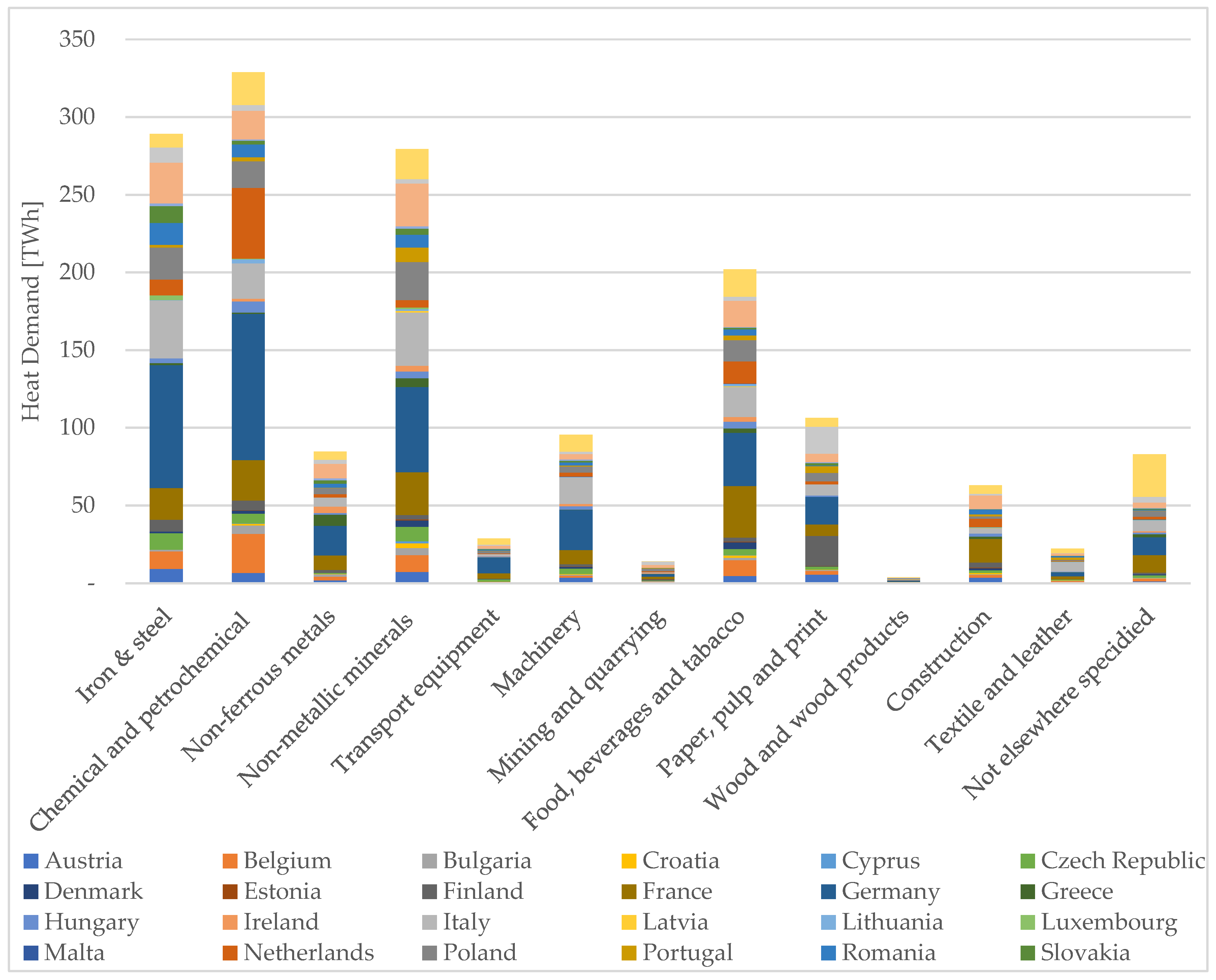
The final energy consumption and total heat demand of the industry for 2017 reported by Papapetrou et al. [63] and the European Commission [64] were used to calculate the heat demand for EU countries (Figure 3). The results showed that the overall heat demand for the EU28 was 1600 TWh. The most energy consuming industries appeared to be iron and steel with 289.2 TWh, followed by chemical and petrochemical 328.8 TWh, then non-metallic minerals 279.4 TWh, food and beverages 208.9 TWh, non-ferrous metal 84.6 TWh, machinery 95.4 TWh, paper, pulp and print 106.3 TWh, construction 63 TWh, and not elsewhere specified industries 82.8 TWh. The lowest energy consuming industries were transport equipment with 28.7 TWh, then mining and quarrying 13.9 TWh, wood and wood products 3.7 TWh, and textile and leather 22.2 TWh. The highest heat demand industries were observed to be located in Germany, France, Italy, Spain and the UK. The highest heat demand in the EU28 was seen in the SPIRE industries.
Table 4 presents the heat demand per temperature ranges for the EU28, which was calculated using the heat demand by the industry as presented in Figure 3 and breakdown of the heat demand per temperature ranges [65]. As shown, basic metals and non-metallic minerals require relatively low heat demand of 8% for the temperature requirements of <400 °C; chemicals and petrochemicals, paper and pulp and not elsewhere specified industries of 52–85%; and food, beverages and tobacco, transport equipment, machinery, mining and quarrying and textile and leather industries of 100% (Table 4).
The distribution of the heat demand per temperature range can identify promising sectors and calculate the quantitative potential of the use of the ASTEP system. The non-concentrating solar collectors like the flat plate collector, evacuated tube collector and novel combined daylight device and solar water heating system are more energy efficient when applied to the low temperature processes of below 150 °C [12,66,67]. Therefore, the ASTEP system could solve those limitations with its application to the medium temperature processes of 150–400 °C so the total heat demand could increase by 21% (Table 4). It provides a significant opportunity to increase the number of applied SHIP systems in SPIRE industry as they have been understated compared with the non-SPIRE industry due to the higher temperature requirements.
4.2. The Quantitative Potential of the Use of the ASTEP System to EU28
The theoretical and technical potentials of the application of the ASTEP system to the EU28 were calculated using the heat demand of up to 400 °C, following the methodology of Lauterbach et al. [17]. The theoretical potential was calculated based on the heat demand per temperature range that can be achieved by the SHIP system excluding: (i) industrial sectors with thermal heat demand below 2 TWh and, (ii) the basic metals (iron and steel, and non-ferrous metals) and non-metallic minerals industries because their high heat recovery potential. The technical potential was calculated by assuming that 60% of the heat demand will not be available to be met by SHIP systems due to: (i) the implementation of other more cost-effective efficiency measures such as heat recovery and energy integration within the plant and the use of electricity for heating in certain processes due to operational considerations; (ii) space and weight restrictions arising from large area requirements by SHIP systems and the inability of many existing factory roofs to carry the extra weight associated with them. Another factor used in the determination of the technical potential was the solar fraction, which was assumed to be 0.3. This assumption was based on a number of different studies on the application of SHIP systems in several European countries reported in Lauterbach et al. [17]. The study of Lauterbach et al. [17] used a maximum temperature limit of 300 °C for the determination of the potential of SHIP systems. For this work, a maximum temperature of 400 °C was used due to the capability of the ASTEP technology to generate this temperature [20]. Another difference from the study of Lauterbach et al. [17] is the consideration of all industrial sectors irrespective of the quantity of heat demand. The combination of the two factors (0.4 × 0.3) gives a factor of 0.12 for the conversion of the theoretical potential to the technical potential of application of the ASTEP system in industry in the EU28 in the temperature range below 400 °C.
The theoretical and technical potentials of the ASTEP system in EU28 industries are presented in Table 5. As shown, the sums of the theoretical and technical potentials are 802.6 and 96.2 TWh, respectively. The difference between the theoretical and technical potential can show a drawback in terms of energy efficiency. It can be recommended that future legislation should guide industrial factories to take SHIP systems into consideration in the pre-construction period to obtain required roof conditions and minimise required change in processes.
The ASTEP system has considerable potential to be used in all the industries presented in Table 5. The basic metal industry has used SHIP systems for generating low and medium temperatures representing 8% of the respective total heat demand. They were incorporated in different processes including galvanic bath (30–90 °C), preheating (80 °C) and low temperature (50 °C) drying for the manufacturing of basic metals. Further incorporation includes dying of ceramic components and heating of framework of wooden planks in the non-ferrous metals industry [12].
The chemicals and chemical products industry require high heat demand, and the potential of using the ASTEP system in various processes was calculated to be 169.7 TWh (Table 5). Although 48% of its heat demand is required at higher temperatures, above 400 °C, considerable heat demand is required at lower temperatures, below 400 °C), representing 23% of the potential of the selected industries. The sector has a share of 17% of the heat demand of selected industries at low temperature (below 150 °C) and 31% for heat demand of selected industries at medium temperature (150–400 °C) (Table 4). Promising processes in the chemical industry are cleaning (60 °C) [12], boiling (85–110 °C), distillation (110–300 °C), thickening (40–150 °C), compression (110–170 °C), and preheating and polymerising of biochemicals (25–60 °C) [9,17].
The theoretical potential for the transport equipment and machinery industries is 27.8 TWh and 95.4 TWh, respectively. Those industries do not require heat demand at high temperatures of >400 °C as they consist of 21% of the heat demand at low temperature and 10% of the heat demand at medium temperature (Table 4). Promising processes in these industries are pickling (20–100 °C), chromating (20–75 °C), degreasing (20–100 °C), electroplating (30–95 °C), phosphating (35–95 °C), purging (40–70 °C), drying (60–200 °C), cleaning (40–90 °C) and surface treatment. Notably, there is fair potential for the use of the ASTEP system in the transport equipment and machinery industries with several integrable processes.
The highest potential of using the ASTEP system was seen in the food and beverages industry with a potential of 201.9 TWh, which is 25% of the overall theoretical potential (Table 5). The industry does not require a high temperature of >400 °C but has a share of 28% of the heat demand of selected industries at low temperature and 25% for heat demand at medium temperatures (Table 4). Processes used in the food and beverages industry include bleaching (60–95 °C), scalding (45–90 °C), evaporating (40–130 °C), cooking (70–120 °C), smoking (20–83 °C), cleaning (60–85 °C), tempering (40–80 °C), preheating (70 °C), drying (40–200 °C) and washing (35–90 °C) [9,17]. The processes used in the dairy industry are separation (50–60 °C), pasteurising (63–150 °C), evaporation (55–95 °C), drying (50–205 °C), sterilising (100–140 °C), heat treating (70–135 °C), coagulation vats (38–40 °C) and yogurt fermenting (42–45 °C) [68,69,70].
The theoretical potential of paper and pulp is 90.3 TWh, which is 11% of the overall theoretical potential presented in Table 5. Although the heat demand is relatively low, 85% of it is required at low and medium temperature leading to a share of 13% of the heat demand of selected industries at low temperature and 10% for heat demand of selected industries at medium temperature. The processes used in this industry include bleaching (40–150 °C), de-inking (50–70 °C), cooking (110–180 °C) and drying (90–400 °C) [9,17]. Notably, there is fair potential for the use of the ASTEP system in the paper and pulp industry with several integrable processes.
The textile and leather industry showed a theoretical potential of 21.2 TWh consisting of 3% of the total theoretical potential, as presented in Table 5. The sector requires heat at low and medium temperature with a low share of 1% of the heat demand of selected industries at low temperature and 6% for heat demand at medium temperature (Table 4). Promising processes are bleaching (40–110 °C), colouring (40–130 °C), drying (60–150 °C) and washing (35–100 °C) [9,17]. Notably, there is fair potential for the use of the ASTEP system in the paper and pulp industry with several integrable processes.
Other unspecified industries include wood and wood product construction and other industries listed in NACE Rev. 2 classification list [21]. Their theoretical potential is 126.7 TWh consisting of 16% of the total theoretical potential. With 15% of their heat demand required at high temperature, the industries share 18% of the heat demand of selected industries at low temperature and 16% for heat demand of selected industries at medium temperature (Table 4).
Table 6 presents the industrial processes with the temperature requirements in the range of up to 400 °C that have potential to apply the ASTEP system. Potential SPIRE industrial processes include distilling, compressing and thickening in the chemical industry; heating in the ceramic, iron and steel and non-ferrous metals industries; and evaporation in the water industry with the temperature requirements of up to 220 °C. Potential non-SPIRE industrial processes include drying, pasteurising and baking, beverages and dairy industries, and drying and cooking in the paper and pulp industries at temperature requirements of up to 205 °C.
Notably, the industrial processes have a great potential to meet their temperature requirements with application of the ASTEP system because it could operate at the low and high irradiance regions. This was not the case with previously developed SHIP systems due to their limitation to provide heat only to the processes with lower temperature requirements located mainly in the high irradiance regions (Table 1 and Table 2).
4.3. Environmntal Benefits of the Use of the ASTEP System to EU 28
The application of the ASTEP system to industries with the medium temperature requirements of 150–400 °C in low and high irradiance regions has potential to reduce GHG emissions. The annual GHG emissions of the EU28 industries was reported to be 793 thousand kt CO2 equivalent [11]. This can be reduced by replacing fossil-fuel-based systems with the ASTEP system, which has the potential to save 96.3 TWh of energy in EU28 industries (Table 5). This is equivalent to 3% of their total energy consumption (Section 4.1). Hence, it was calculated that the ASTEP system can reduce annual GHG emissions by 24 thousand kt CO2 equivalent (3% of 793 thousand kt CO2 equivalent). Compared to the results of Lauterbach et al. [17] who reported that the technical potential of SHIP systems for the maximum temperature of 300 °C is 3.4% of the total industrial heat demand or 1.7% of the total energy consumption [17], the ASTEP system has a potential to improve the environmental impact by 43%.
5. Conclusions
In summary, an investigation of the use of SHIP systems in non-SPIRE and SPIRE industries showed that temperature requirements for their processes varied from 150 °C to 1500 °C. It was found that the existing SHIP systems were mostly integrated into non-SPIRE industries and they used concentrated and non-concentrated solar collectors, which operated at temperatures of below 250 °C while very few SHIP systems were integrated into SPIRE industries, and their locations were mainly limited to high irradiance regions. The new solar thermal ASTEP system, developed to provide heating up to 400 °C demonstrated a theoretical potential of 806.2 TWh and technical potential of 96.3 TWh in EU28 industries that could potentially lead to a 43% improvement of the environmental and technical impacts of SHIP systems. Potential industries for the application of the ASTEP system include chemical, iron and steel, non-ferrous metals, water, food and beverages, dairy, and paper and pulp. It was calculated that the ASTEP system could reduce GHG emissions by 24 thousand kt CO2 equivalent annually, which could potentially make a significant contribution to the EU industry’s efforts to meet the 2050 targets for net-zero GHG emissions.
It is recommended that future studies may focus on enhancing the performance of SHIP systems to meet higher temperatures in lower irradiance regions. The focus may be on developing more efficient and reliable solar collectors and thermal energy storage systems that may use more advanced technologies. Other solutions may involve implementing energy recovery systems to reduce energy waste and allowing suitable spaces for the installation of SHIP systems, which will help to overcome current limitations. Additionally, the development of new materials with improved high-temperature properties that may be used to manufacture components of the SHIP systems may also play a role in improving their performances.
Author Contributions
H.T. wrote the paper, V.S. reviewed the paper and S.A.T. provided an advice. All authors have read and agreed to the published version of the manuscript.
Funding
The research was funded by the EU Horizon 2020 research and innovation programme, Application of Solar Energy in Industrial processes (ASTEP), grant number 884411.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kumar, L.; Hasanuzzaman, M.; Rahim, N.A. Global advancement of solar thermal energy technologies for industrial process heat and its future prospects: A review. Energy Convers. Manag. 2019, 195, 885–908. [Google Scholar] [CrossRef]
- Calise, F.; Vicidomini, M.; Costa, M.; Wang, Q.; Østergaard, P.; Duić, N. Toward an Efficient and Sustainable Use of Energy in Industries and Cities. Energies 2019, 12, 3150. [Google Scholar] [CrossRef]
- Liddle, B.; Sadorsky, P. How much does increasing non-fossil fuels in electricity generation reduce carbon dioxide emissions? Appl. Energy 2017, 197, 212–221. [Google Scholar] [CrossRef]
- European Commission Climate Strategies and Target. 2007. Available online: https://ec.europa.eu/clima/policies/strategies_en (accessed on 7 August 2020).
- SPIRE—The Association. 2019. Available online: https://www.spire2030.eu/spire/the-association/ (accessed on 19 January 2023).
- SPIRE 2030 Vision. Available online: https://www.spire2030.eu/what/walking-the-spire-roadmap/spire-vision (accessed on 19 January 2023).
- SPIRE 2050 Vision. Available online: https://www.spire2030.eu/what/walking-the-spire-roadmap/spire-2050-vision (accessed on 19 January 2023).
- Mekhilef, S.; Saidur, R.; Safari, A. A review on solar energy use in industries. Renew. Sustain. Energy Rev. 2011, 15, 1777–1790. [Google Scholar] [CrossRef]
- Process Heat in Industry and Commerce Technology Solutions for Waste Heat Utilisation and Renewable Provision. Available online: https://www.german-energy-solutions.de/GES/Redaktion/EN/Publications/GermanEnergySolutions/process-heat-in-industry-and-commerce.pdf?__blob=publicationFile&v=2/ (accessed on 19 January 2023).
- European Commission Final Energy Consumption by Sector. Available online: https://ec.europa.eu/eurostat/web/products-datasets/-/ten00124 (accessed on 19 January 2023).
- European Environment Agency Greenhouse Gas. Available online: https://www.eea.europa.eu/data-and-maps/data/data-viewers/greenhouse-gases-viewer (accessed on 19 January 2023).
- AEE INTEC Solar Thermal Plants Database. Available online: http://ship-plants.info/ (accessed on 19 January 2023).
- Holler, S.; Winkelmann, A.; Pelda, J.; Salaymeh, A. Feasibility study on solar thermal process heat in the beverage industry. Energy 2021, 233, 121153. [Google Scholar] [CrossRef]
- Industrial Solar GmbH Fresnel Collector LF11. Available online: https://www.industrial-solar.de/technologies/fresnel-collector/ (accessed on 10 October 2020).
- Horta, P. IEA SHC Task 49. Process Heat Collectors: State of the Art and Available Medium Temperature Collectors. Available online: http://mojo.iea-shc.org/data/sites/1/publications/Task%2049%20Deliverable%20A1.3_20160504.pdf (accessed on 19 January 2023).
- Schoeneberger, C.A.; McMillan, C.A.; Kurup, P.; Akar, S.; Margolis, R.; Masanet, E. Solar for industrial process heat: A review of technologies, analysis approaches, and potential applications in the United States. Energy 2020, 206, 118083. [Google Scholar] [CrossRef]
- Lauterbach, C.; Schmitt, B.; Jordan, U.; Vajen, K. The potential of solar heat for industrial processes in Germany. Renew. Sustain. Energy Rev. 2012, 16, 5121–5130. [Google Scholar] [CrossRef]
- Farjana, S.H.; Huda, N.; Mahmud, M.A.P.; Saidur, R. Solar industrial process heating systems in operation—Current SHIP plants and future prospects in Australia. Renew. Sustain. Energy Rev. 2018, 91, 409–419. [Google Scholar] [CrossRef]
- Suresh, N.S.; Rao, B.S. Solar energy for process heating: A case study of select Indian industries. J. Clean. Prod. 2017, 151, 439–451. [Google Scholar] [CrossRef]
- ASTEP Project. Available online: https://www.astepproject.eu/about/ (accessed on 19 January 2023).
- Eurostat NACE Rev. 2: Statistical Classification of Economic Activities in the European Community. Available online: https://ec.europa.eu/eurostat/documents/3859598/5902521/KS-RA-07-015-EN.PDF (accessed on 19 January 2023).
- Tregambi, C.; Solimene, R.; Montagnaro, F.; Salatino, P.; Marroccoli, M.; Ibris, N.; Telesca, A. Solar-driven production of lime for ordinary Portland cement formulation. Sol. Energy 2018, 173, 759–768. [Google Scholar] [CrossRef]
- Oliveira, F.A.C.; Fernandes, J.C.; Galindo, J.; Rodríguez, J.; Cañadas, I.; Vermelhudo, V.; Nunes, A.; Rosa, L.G. Portland cement clinker production using concentrated solar energy—A proof-of-concept approach. Sol. Energy 2019, 183, 677–688. [Google Scholar] [CrossRef]
- Moumin, G.; Ryssel, M.; Zhao, L.; Markewitz, P.; Sattler, C.; Robinius, M.; Stolten, D. CO2 emission reduction in the cement industry by using a solar calciner. Renew. Energy 2020, 145, 1578–1596. [Google Scholar] [CrossRef]
- Tomatis, M.; Jeswani, H.K.; Stamford, L.; Azapagic, A. Assessing the environmental sustainability of an emerging energy technology: Solar thermal calcination for cement production. Sci. Total Environ. 2020, 742, 140510. [Google Scholar] [CrossRef]
- Plaza, D.M.; Martinez, I.C.; Gasch, G.M.; Sufrategui, F.T.; García, J.R. A case study of the feasibility of using solar concentrating technologies for manufacturing ceramics. J. Clean. Prod. 2015, 87, 977–991. [Google Scholar] [CrossRef]
- Haagen, M.; Zahler, C.; Zimmermann, E.; Al-Najami, M.M.R. Solar Process Steam for Pharmaceutical Industry in Jordan. Energy Procedia 2015, 70, 621–625. [Google Scholar] [CrossRef]
- Frein, A.; Motta, M.; Berger, M.; Zahler, C. Solar DSG plant for pharmaceutical industry in Jordan: Modelling, monitoring and optimisation. Sol. Energy 2018, 173, 362–376. [Google Scholar] [CrossRef]
- Gaballah, E.S.; Abdelkader, T.K.; Luo, S.; Yuan, Q.; Abomohra, A. Enhancement of biogas production by integrated solar heating system: A pilot study using tubular digester. Energy 2020, 193, 116758. [Google Scholar] [CrossRef]
- Gunjo, D.G.; Yadav, V.K.; Sinha, D.K.; Elseesy, I.E.; Ahmed, G.M.S.; Abdelmohimen, M.A.H. Development and performance evaluation of solar heating system for biogas production process. Case Stud. Therm. Eng. 2022, 39, 102438. [Google Scholar] [CrossRef]
- Biabani, A.; Khoshhal, A.; Aghel, B. Solar heat for biodiesel production in microchannel. Fuel 2023, 333, 126270. [Google Scholar] [CrossRef]
- Jannesari, H.; Babaei, B. Optimization of solar assisted heating system for electro-winning process in the copper complex. Energy 2018, 158, 957–966. [Google Scholar] [CrossRef]
- Sonawane, D.P.; Raja, V.K.B. Concentrated solar energy in materials processing. Int. J. Ambient Energy 2018, 41, 1201–1207. [Google Scholar] [CrossRef]
- Quiñones, G.; Felbol, C.; Valenzuela, C.; Cardemil, J.M.; Escobar, R.A. Analysing the potential for solar thermal energy utilisation in the Chilean copper mining industry. Sol. Energy 2020, 197, 292–310. [Google Scholar] [CrossRef]
- Herranz, G.; Romero, A.; de Castro, V.; Rodríguez, G.P. Development of high speed steel sintered using concentrated solar energy. J. Mater. Process. Technol. 2013, 213, 2065–2073. [Google Scholar] [CrossRef]
- Milosan, I.; Cristea, D.; Voiculescu, I.; Pop, M.A.; Balat-Pichelin, M.; Predescu, A.M.; Bogatu, C.A.; Bedo, T.; Berbecaru, A.C.; Geantă, V.; et al. Characterisation of EN 1.4136 stainless steel heat-treated in solar furnace. J. Adv. Manuf. Technol. 2019, 101, 2955–2964. [Google Scholar] [CrossRef]
- Catana, D.; Rodriguez, J.; Cañadas, I.; Milosan, I. Aspects of thermal transfer in heat treatment of alloy steels using concentrated solar energy. J. Therm. Anal. Calorim. 2019, 138, 2541–2553. [Google Scholar] [CrossRef]
- Romero, A.; Rodriguez, G.P.; Barea, R. Sinter-hardening of chromium PM steels with concentrated solar energy. J. Mater. Process. Technol. 2020, 280, 116616. [Google Scholar] [CrossRef]
- Ferry, J.; Widyolar, B.; Jiang, L.; Winston, R. Solar thermal wastewater evaporation for brine management and low pressure steam using the XCPC. Appl. Energy 2020, 265, 114746. [Google Scholar] [CrossRef]
- Oosthuizen, D.; Goosen, N.J.; Hess, S. Solar thermal process heat in fishmeal production: Prospects for two South African fishmeal factories. J. Clean. Prod. 2020, 253, 119818. [Google Scholar] [CrossRef]
- García, J.L.; Porras-Prieto, C.J.; Benavente, R.M.; Gómez-Villarino, M.T.; Mazarrón, F.R. Profitability of a solar water heating system with evacuated tube collector in the meat industry. Renew. Energy 2019, 131, 966–976. [Google Scholar] [CrossRef]
- Devan, P.K.; Bibin, C.; Asburris Shabrin, I.; Gokulnath, R.; Karthick, D. Solar drying of fruits—A comprehensive review. Mater. Today Proc. 2020, 33, 253–260. [Google Scholar] [CrossRef]
- Ouaabou, R.; Nabil, B.; Ouhammou, M.; ldlimam, A.; Lamharrar, A.; Ennahli, S.; Hanine, H.; Mahrouz, M. Impact of solar drying process on drying kinetics, and on bioactive profile of Moroccan sweet cherry. Renew. Energy 2019, 151, 908–918. [Google Scholar] [CrossRef]
- Eiholzer, T.; Olsen, D.; Hoffmann, S.; Sturm, B.; Welliga, B. Integration of a solar thermal system in a medium-sized brewery using pinch analysis: Methodology and case study. Appl. Therm. Eng. 2017, 113, 1558–1568. [Google Scholar] [CrossRef]
- Sharma, A.K.; Sharma, C.; Mullick, S.C.; Kandpal, T.C. Potential of solar industrial process heating in dairy industry in India and consequent carbon mitigation. J. Clean. Prod. 2017, 140, 714–724. [Google Scholar] [CrossRef]
- Sur, A.; Sah, R.P.; Pandya, S. Milk storage system for remote areas using solar thermal energy and adsorption cooling. Mater. Today Proc. 2020, 28, 1764–1770. [Google Scholar] [CrossRef]
- Panchal, H.; Patel, R.; Parmar, K.D. Application of solar energy for milk pasteurisation: A comprehensive review for sustainable development. Int. J. Ambient Energy 2018, 31, 117–120. [Google Scholar] [CrossRef]
- Masera, K.; Tannous, H.; Stojceska, V.; Tassou, S. An investigation of the recent advances of the integration of solar thermal energy systems to the dairy processes. Renew. Sustain. Energy Rev. 2023, 172, 113028. [Google Scholar] [CrossRef]
- Lemos, L.F.L.; Werner, L.; de Souza, T.T.C.; Starke, A.R.; Colle, S. Solar heat in the Brazilian dairy industry: A preliminary economic assessment. In Proceedings of the ISES Solar World Congress 2019 and IEA SHC International Conference on Solar Heating and Cooling for Buildings and Industry, Santiago, Chile, 4–7 November 2019; pp. 572–582. [Google Scholar] [CrossRef]
- Sharma, A.K.; Sharma, C.; Mullick, S.C.; Kandpal, T.C. Potential of Solar Energy Utilization for Process Heating in Paper Industry in India: A Preliminary Assessment. Energy Procedia 2015, 79, 284–289. [Google Scholar] [CrossRef]
- Sharma, A.K.; Sharma, C.; Mullick, S.C.; Kandpal, T.C. GHG mitigation potential of solar industrial process heating in producing cotton based textiles in India. J. Clean. Prod. 2017, 145, 74–84. [Google Scholar] [CrossRef]
- Ali, E.N.; Liaquat, R.; Ali, M.; Waqas, A.; Shahzad, A. Techno-economic and GHG mitigation analyses based on regional and seasonal variations of non-concentrating solar thermal collectors in textile sector of Pakistan. Renew. Energy Focus 2023, 42, 165–177. [Google Scholar] [CrossRef]
- Barbero, R.; Montes, M.J.; Abbas, R.; Enriquez, J.; Rovira, A. H2020: ASTEP Project. Available online: https://astepproject.eu/wp-content/uploads/2021/10/ASTEP_project_draft-English_UNED_13_01_2021.pdf (accessed on 2 March 2023).
- Gobio-Thomas, L.B.; Abbas, R.; Darwish, M.; Stojceska, V. Decarbonization of industrial processes using novel Sundial solar thermal units. In Proceedings of the 2nd World Conference on Sustainability, Energy and Environment, Berlin, Germany, 9–11 December 2022. [Google Scholar]
- Montes, M.J.; Abbas, R.; Barbero, R.; Rovira, A. A new design of multi-tube receiver for Fresnel technology to increase the thermal performance. Appl. Therm. Eng. 2022, 204, 117970. [Google Scholar] [CrossRef]
- Abbas, R.; Montes, M.J.; Cano, J.; González-Portillo, L.F.; Sebastián, A.; Muñoz-Antón, J.; Rovira, A.; Martínez-Val, J.M. Enhancement of SunDial optical performance handling cosine and end losses. AIP Conf. Proc. 2022, 2445, 140001. [Google Scholar] [CrossRef]
- Fernández, J.P.S.; Cámara, J.M.; Hammou, H. D4.1 Engineering Configuration of the Thermal Energy Storage System. Available online: https://astepproject.eu/wp-content/uploads/2022/01/ASTEP_D4.1_Engineering-configuration-of-the-thermal-energy-storage-system_V1.0_211115_UPCT.pdf (accessed on 2 March 2023).
- Domingo, J.; Gomez, M.; Arnanz, D.; Enriquez, J. D4.2 Modelling and Simulation of the Charging and Discharging Cycles of the TES. Available online: https://astepproject.eu/wp-content/uploads/2022/04/ASTEP_D4.2_PublicDeliverable-ADSC_rev2.pdf (accessed on 2 March 2023).
- Abbas, R.; Rovira, A.; Ibarra, M.; Barnetche, M.; Barbero, R.; Portillo, L.F.G.; Palacios, E.; Marcos, J.D. Report on D3.3 Design of the Daily and Yearly Operation for AMTP and MAND and D5.1 Report on the Integrated ASTEP Model Development and Conceptual Designs. Available online: https://astepproject.eu/wp-content/uploads/2022/02/ASTEP_D3.3-Report_on_the_integrated_ASTEP_model_development_and_Conceptual_Designs_V2.1_220119_UPM.pdf (accessed on 2 March 2023).
- Manikandan, G.K.; Iniyan, S.; Goic, R. Enhancing the optical and thermal efficiency of a parabolic trough collector—A review. Appl. Energy 2019, 235, 1524–1540. [Google Scholar] [CrossRef]
- Kurhe, N.; Pathak, A.; Deshpande, K.; Jadkar, S. Compound parabolic solar collector—Performance evaluation as per standard test method and actual field conditions for industrial process heat application in Indian context. Energy Sustain. Dev. 2020, 57, 98–108. [Google Scholar] [CrossRef]
- European Commission Energy Balance Sheet—2015 Edition. Available online: https://ec.europa.eu/eurostat/web/products-statistical-books/-/KS-EN-17-001 (accessed on 26 December 2021).
- Papapetrou, M.; Kosmadakis, G.; Cipollina, A.; la Commare, U.; Micale, G. Industrial Waste Heat: Estimation of the Technically Available Resource in the EU per Industrial Sector, Temperature Level and Country. Appl. Therm. Eng. 2018, 138, 206–216. [Google Scholar] [CrossRef]
- European Commission Energy Balance Sheet—2017 Edition. Available online: https://ec.europa.eu/eurostat/web/products-statistical-books/-/KS-EN-19-001 (accessed on 7 August 2020).
- Renewable Energy Options for the Industry Sector: Global and Regional Potential until 2030. Available online: https://irena.org/-/media/Files/IRENA/Agency/Articles/2016/Nov/IRENA_RE_Potential_for_Industry_BP_2015.pdf?la=en&hash=1214D8FDBD507297FC61073DACE78F8F31927663 (accessed on 7 August 2020).
- Marmoush, M.M.; Rezk, H.; Shehata, N.; Henry, J.; Gomaa, M.R. A novel merging Tubular Daylight Device with Solar Water Heater—Experimental study. Renew. Energy 2018, 125, 947–961. [Google Scholar] [CrossRef]
- Rezk, H.; Gomaa, M.R.; Marmoush, M.M.; Shehata, N.; Henry, J. Theoretical and experimental performance investigation of a newly combined TDD and SWH system. Appl. Therm. Eng. 2019, 161, 114156. [Google Scholar] [CrossRef]
- Quijera, J.A.; Alriols, M.G.; Labidi, J. Integration of a solar thermal system in a dairy process. Renew. Energy 2011, 36, 1843–1853. [Google Scholar] [CrossRef]
- Burke, N.; Zacharski, K.; Southern, M.; Hogan, P.; Ryan, M.; Adley, C. The Dairy Industry: Process, Monitoring, Standards, and Quality. In Descriptive Food Science; Díaz, A., García-Gimeno, R., Eds.; IntechOpen: London, UK, 2018; ISBN 978-1-78984-595-2. [Google Scholar]
- Ramirez, C.A.; Patel, M.; Blok, K. From fluid milk to milk powder: Energy use and energy efficiency in the European dairy industry. Energy 2006, 3, 1984–2004. [Google Scholar] [CrossRef]
Figure 1.
ASTEP’s novel Fresnel collector and the effect of its modified slope [53].
Figure 1.
ASTEP’s novel Fresnel collector and the effect of its modified slope [53].

Figure 2.
Final energy consumption in EU28 industry—2015.

Figure 3.
Heat demand breakdown by industry [TWh]—2017.


{kind=link}
{kind=link}
{kind=link}
Table 1.
Existing SHIP systems in the EU SPIRE industries.
| Industry | Number of Systems in EU | EU Countries | Collectors Used | Operating Temperatures [°C] | Purposes |
|---|---|---|---|---|---|
| Non–metallic minerals | 1 | Austria | Flat Plate | 25–45 | Supplying hot water; drying |
| Chemicals | 2 | Austria; Germany | Flat Plate | 60 | Supplying hot water; cleaning |
| Basic Metals | 6 | Austria; Germany | Flat Plate | 30–90 | Galvanic bath for steel; preheating; cooling |
| Water | 1 | Spain | Flat Plate | 20–90 | Supplying hot water; distillation |
Table 2.
Existing SHIP systems in EU non-SPIRE industries.
| Industry | Number of Systems in EU | EU Countries | Collectors Used | Operating Temperatures [°C] | Purposes |
|---|---|---|---|---|---|
| Food and beverages | 48 | Austria; Czech Republic; Cyprus; Denmark; Switzerland; Franc; Germany; Greece; Italy; Netherland; Portugal; Spain | Flat Plate; Evacuated tube; Linear Fresnel; Parabolic Trough | 20–250 | Cooking; washing; pasteurizing; drying; preheating; heating |
| Dairy | 9 | France; Greece; Italy; The Netherlands | Flat Plate; Linear Fresnel; Parabolic Trough | 20–200 | Pasteurizing; preheating; cleaning; supplying hot steam; supplying hot water |
| Paper, pulp and print | 1 | France | Flat Plate | 60–80 | Supplying hot water |
| Textile | 3 | Germany; Greece; Spain | Flat Plate; Parabolic Trough | 33–140 | Washing; drying; painting |
Table 3.
Operation temperature and efficiency of concentrated solar collectors.
| Solar Collector | Operating Temperature [°C] | Efficiency | References |
|---|---|---|---|
| Compound Parabolic Collector | 60–240 | 64% | [60,61] |
| Parabolic Trough Collector | 60–400 | 69% | [60] |
| Linear Fresnel Collector | 60–400 | 68% | [14] |
| ASTEP’s Rotary Fresnel Collector | 150–400 | 85% | [59] |
Table 4.
Heat demand per temperature ranges [TWh] for the EU28 industries.
| Heat Demand [TWh] | ||||||
|---|---|---|---|---|---|---|
| Industry | >150 °C | 150–400 °C | >400 °C | Total Sum | Sum <400 °C | Sum <400 °C/Total Sum (%) |
| Basic metals | 14.2 | 16.6 | 343.1 | 373.8 | 30.8 | 8 |
| Chemicals & petrochemicals | 74.3 | 95.5 | 159.1 | 328.8 | 169.7 | 52 |
| Non-metallic minerals | 11.5 | 11.5 | 256.5 | 279.4 | 23.0 | 8 |
| Transport equipment | 23.0 | 5.7 | 0.00 | 28.7 | 28.7 | 100 |
| Machinery | 71.6 | 23.9 | 0.00 | 95.4 | 95.4 | 100 |
| Mining & quarrying | 7.6 | 6.3 | 0.00 | 13.9 | 13.9 | 100 |
| Food & tobacco | 124.2 | 77.6 | 0.00 | 201.9 | 201.9 | 100 |
| Paper & pulp | 58.5 | 31.9 | 15.9 | 106.3 | 90.4 | 85 |
| Textile & leather | 3.2 | 19.0 | 0.00 | 22.1 | 22.2 | 100 |
| Not elsewhere specified | 77.4 | 49.3 | 22.9 | 149.6 | 126.7 | 85 |
| Total Sum | 465.3 | 337.2 | 797.5 | 1600.0 | 802.6 | 50 |
| Share [%] | 29 | 21 | 50 | 100 | 50 | |
Table 5.
Theoretical and technical potential of the use of the ASTEP system in EU28 industries.
| Industry | Theoretical Potential [TWh] | Technical Potential [TWh] | Technical Potential over Industrial Heat Demand [%] |
|---|---|---|---|
| Basic metals | 30.8 | 3.7 | 1 |
| Chemical & petrochemical | 169.7 | 20.4 | 6 |
| Non-metallic minerals | 23.0 | 2.8 | 1 |
| Transport equipment | 28.7 | 3.4 | 12 |
| Machinery | 95.4 | 11.5 | 12 |
| Mining & quarrying | 13.9 | 1.7 | 12 |
| Food & tobacco | 201.9 | 24.2 | 12 |
| Paper & pulp | 90.4 | 10.8 | 10 |
| Textile & leather | 22.2 | 2.7 | 12 |
| Not elsewhere specified | 126.7 | 15.2 | 10 |
| Sum | 802.6 | 96.3 | 6 |
Table 6.
Promising industrial processes for application of the ASTEP System.
| Industry | Process | Required Temperature [°C] | References |
|---|---|---|---|
| Chemical | Distilling | 100–200 | [17] |
| Compressing | 110–170 | ||
| Thickening | 40–150 | ||
| Ceramics, Iron and steel, Non-ferrous metals | Heating | 180–220 | [20] |
| Drying | 60–200 | [17,26] | |
| Water | Evaporating | 130–150 | [39] |
| Food and beverages, Diary | Drying | 40–205 | [17] |
| Pasteurising | 70–120 | [17] | |
| Baking | 40–80 | [9] | |
| Paper and pulp | Drying | 100–200 | [9] |
| Cooking | 110–170 | [9,17] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Tannous, H.; Stojceska, V.; Tassou, S.A. The Use of Solar Thermal Heating in SPIRE and Non-SPIRE Industrial Processes. Sustainability 2023, 15, 7807. https://doi.org/10.3390/su15107807
AMA Style
Tannous H, Stojceska V, Tassou SA. The Use of Solar Thermal Heating in SPIRE and Non-SPIRE Industrial Processes. Sustainability. 2023; 15(10):7807. https://doi.org/10.3390/su15107807
Chicago/Turabian StyleTannous, Hadi, Valentina Stojceska, and Savas A. Tassou. 2023. "The Use of Solar Thermal Heating in SPIRE and Non-SPIRE Industrial Processes" Sustainability 15, no. 10: 7807. https://doi.org/10.3390/su15107807
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.