A Stereo-Vision System for Measuring the Ram Speed of Steam Hammers in an Environment with a Large Field of View and Strong Vibrations


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Stereo-Vision System for Measuring Steam Hammer Speed
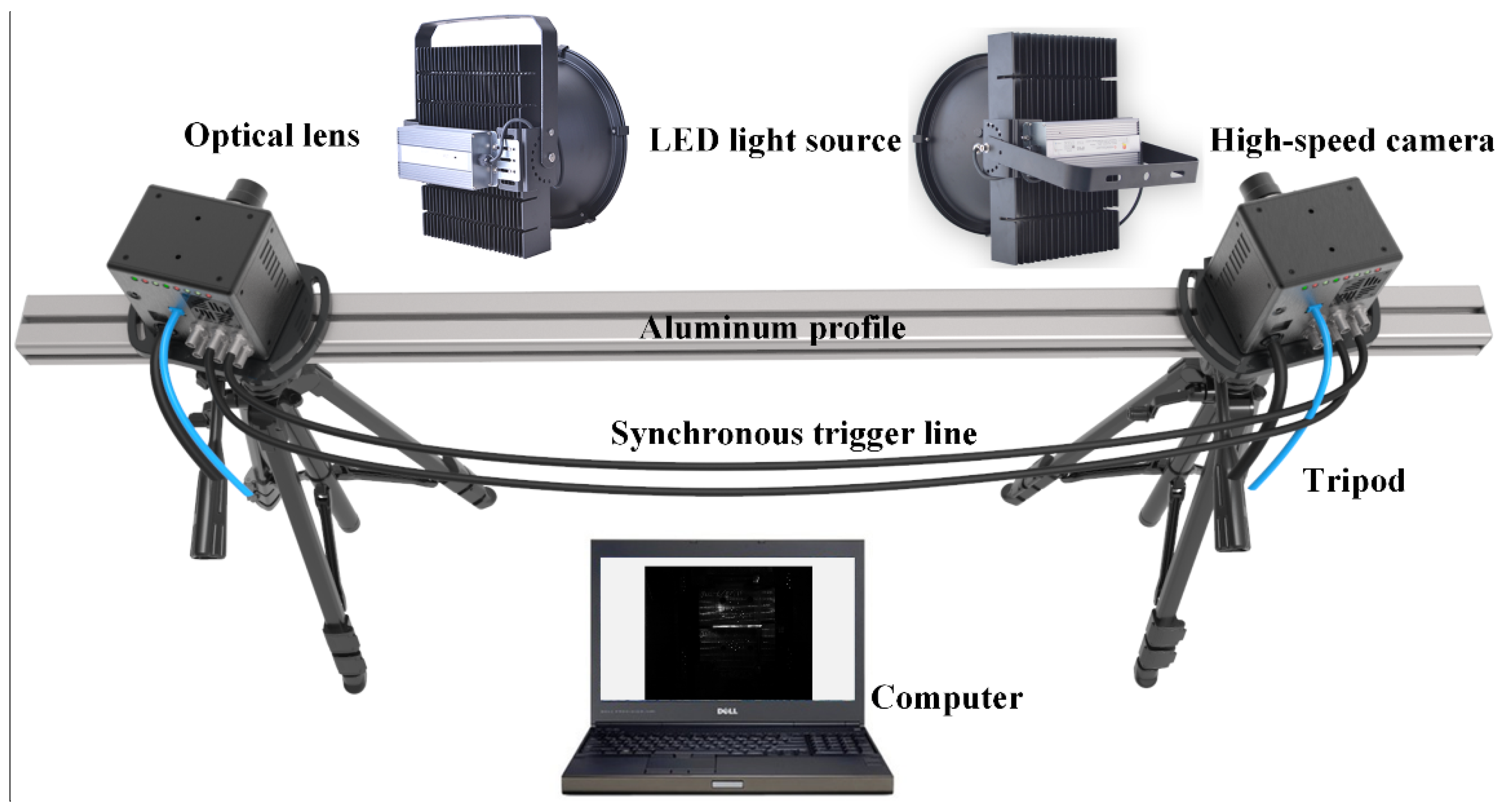
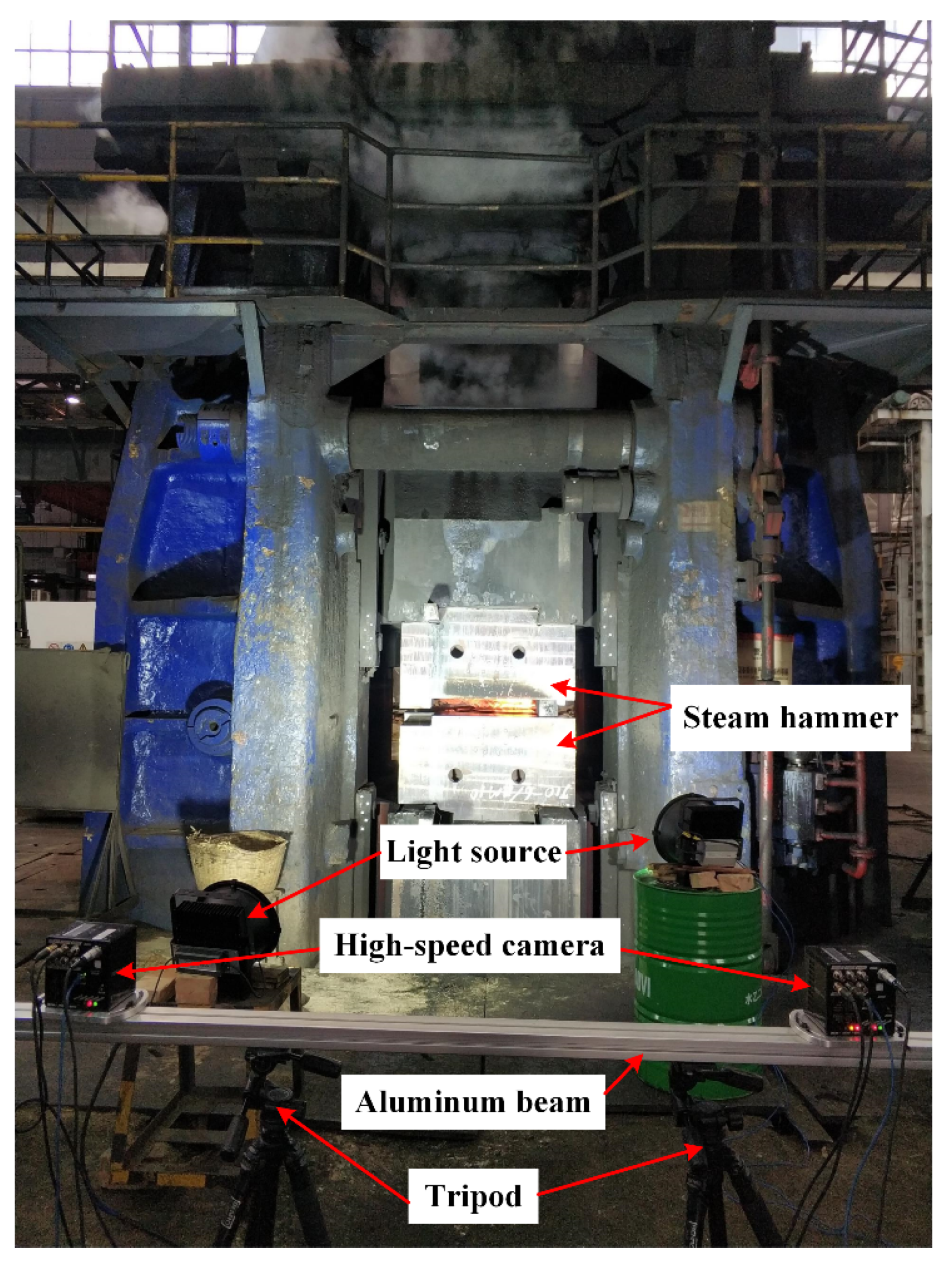
2.1. System Configuration
2.2. Measurement Principles
2.2.1. Stereo-Vision Theory
2.2.2. System Calibration for Large FOV
2.2.3. External Parameters Self-Calibration
2.2.4. Speed Solution
3. Experiments
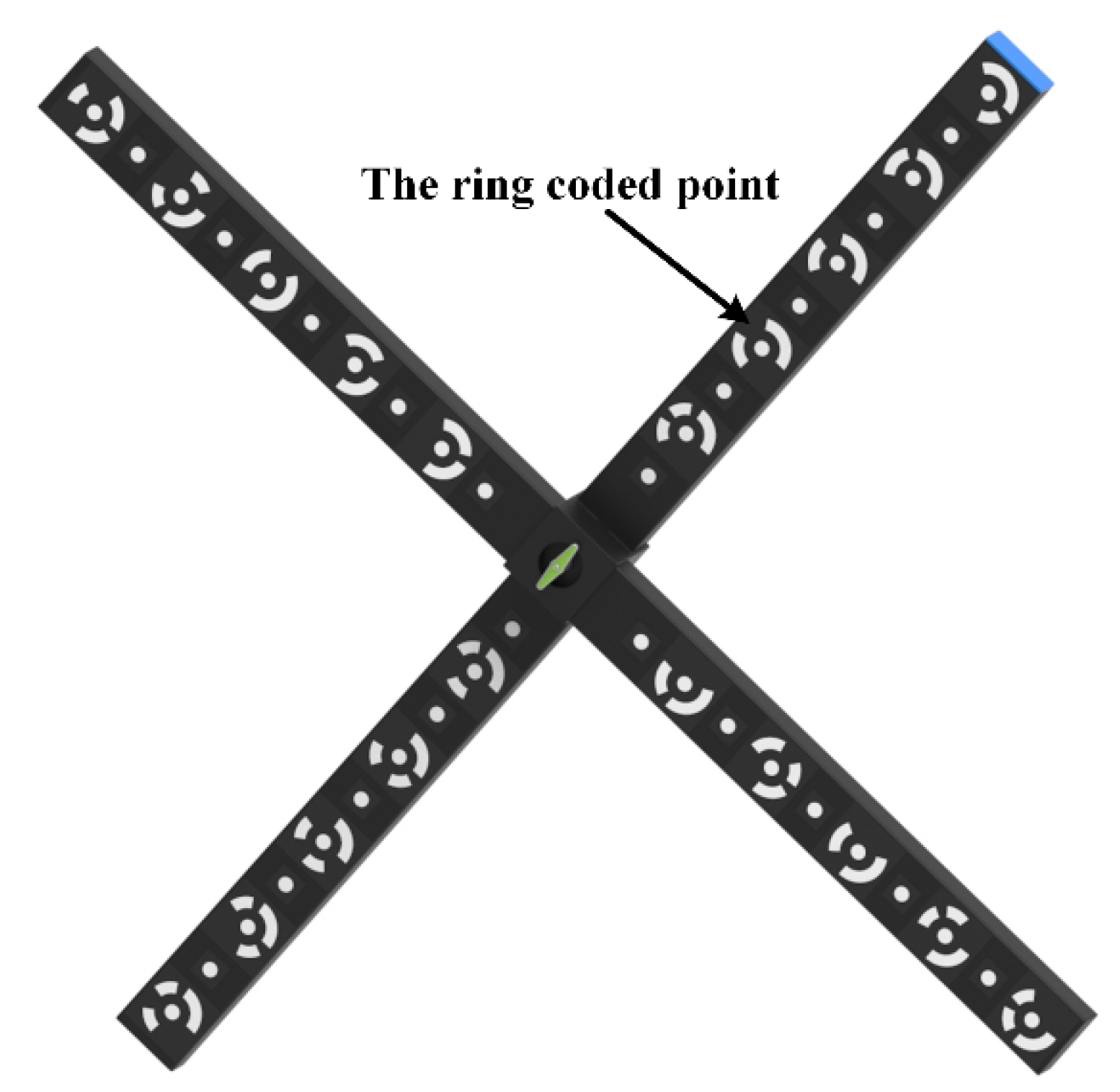
3.1. Large FOV Calibration Experiment
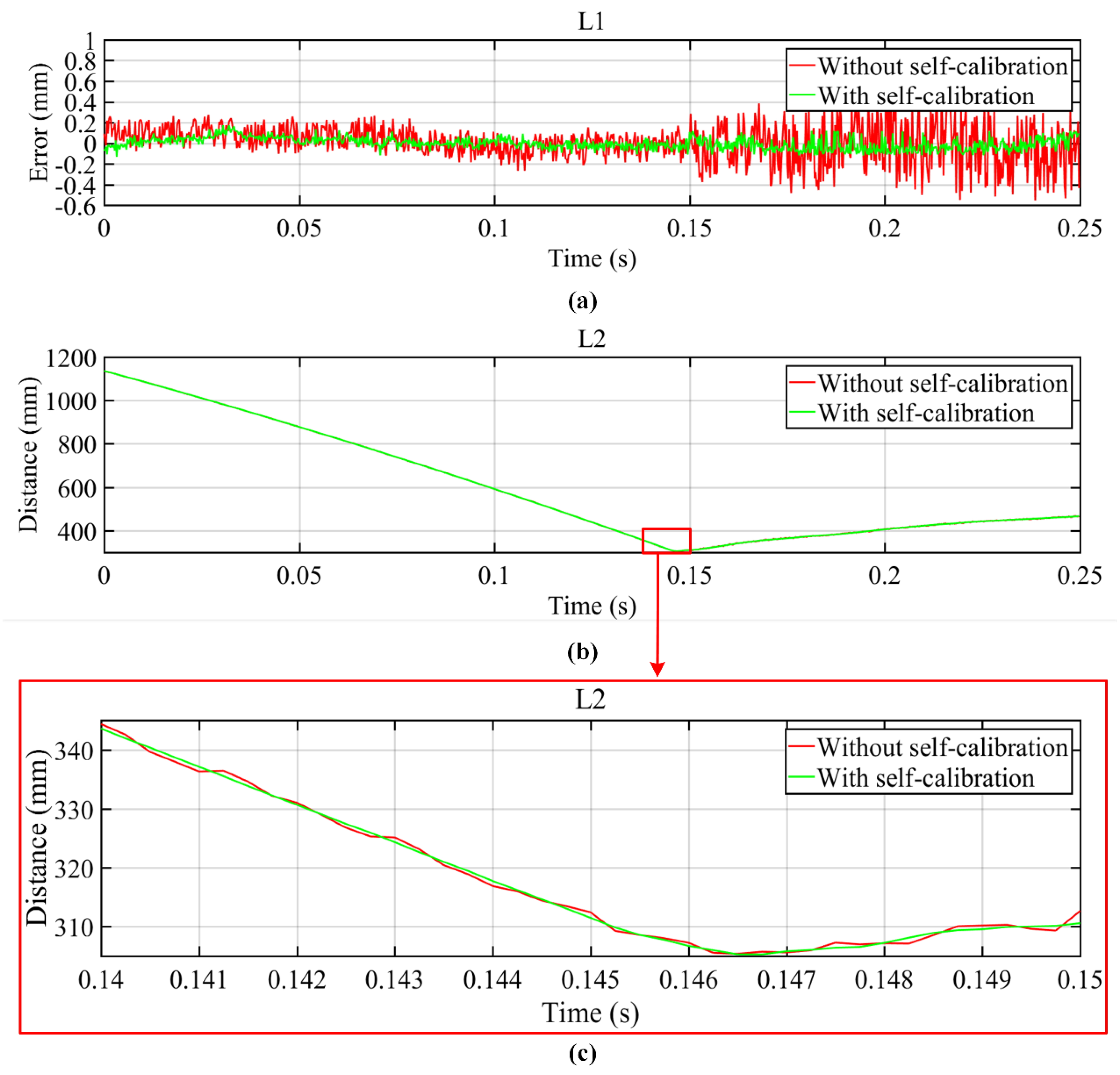
3.2. External Parameter Self-Calibration Experiments
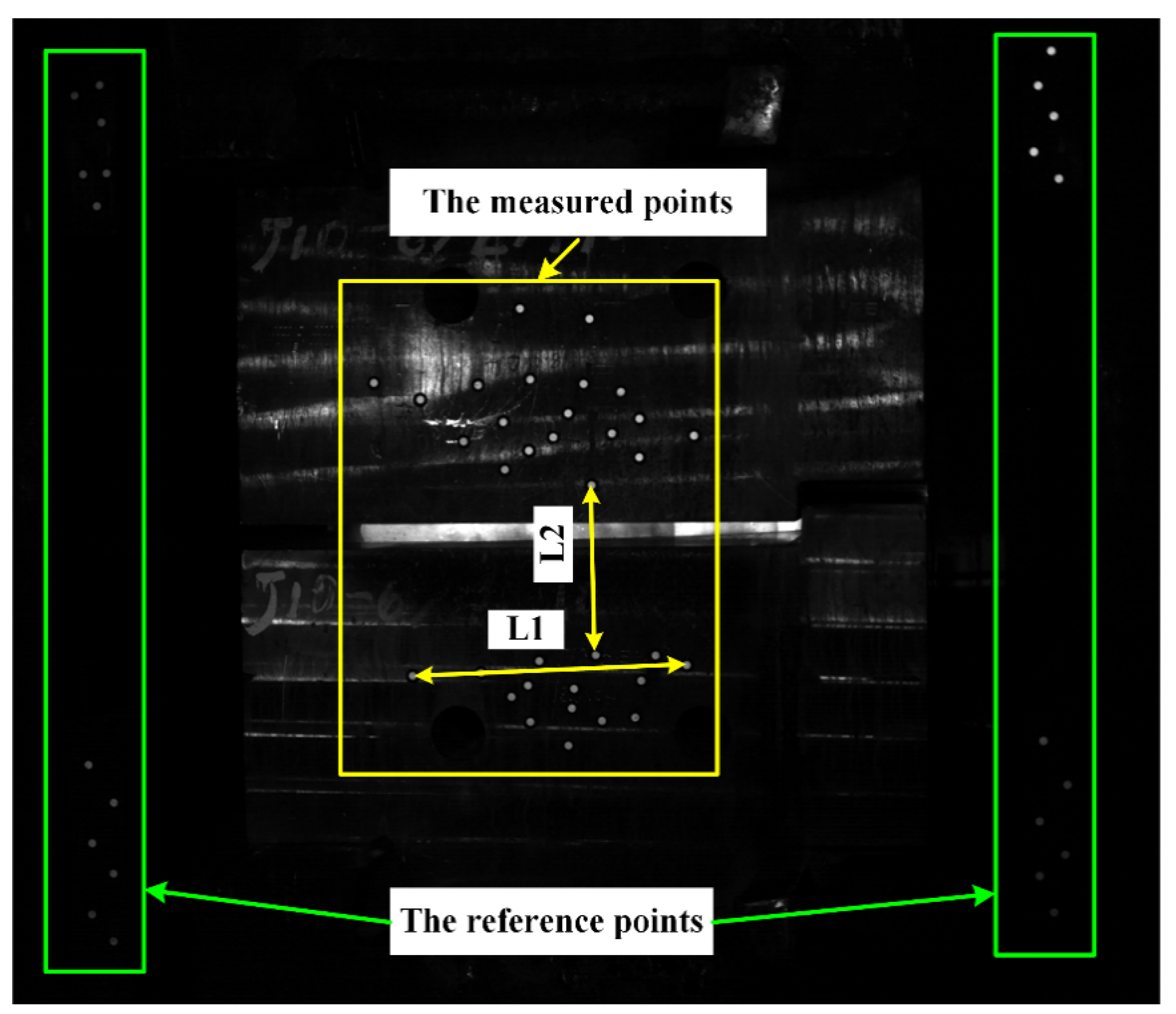
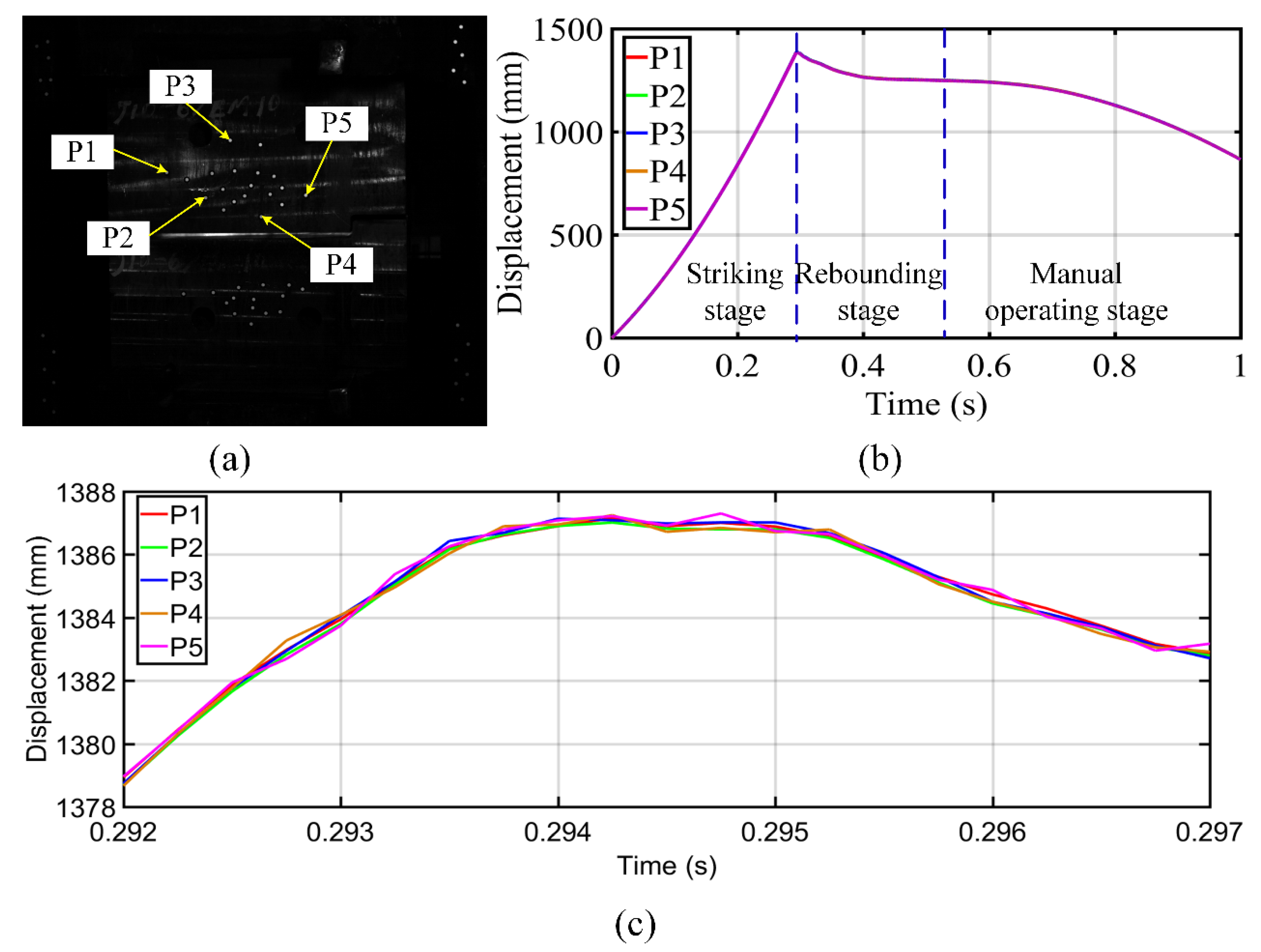
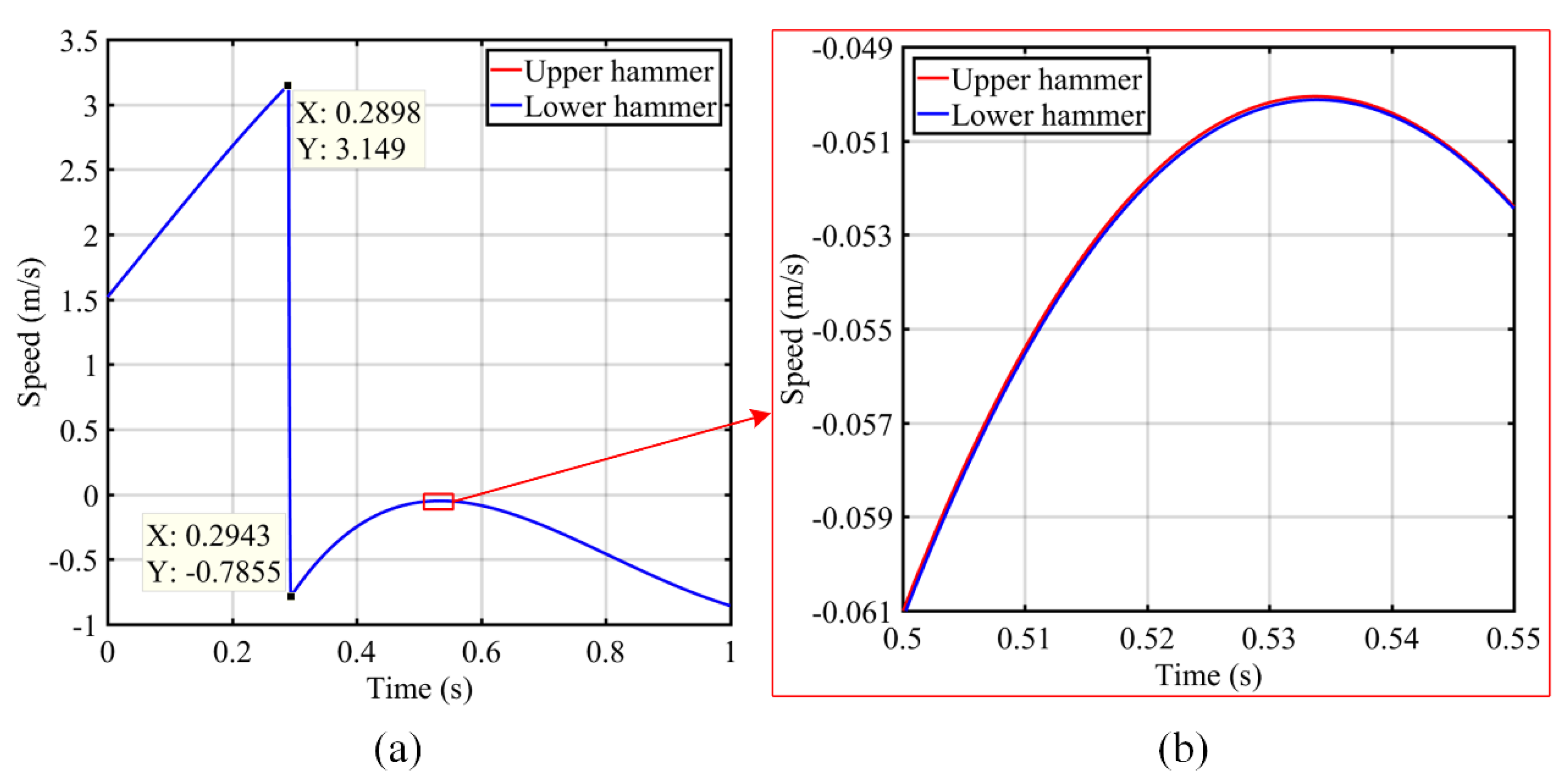
3.3. Ram Speed Measurement
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Steam Hammer. Available online: https://en.wikipedia.org/w/index.php?title=Steam_hammer&oldid=867390576 (accessed on 21 December 2018).
- Jeon, S.; Tomizuka, M. Benefits of Acceleration Measurement in Velocity Estimation and Motion Control. IFAC Proc. Vol. 2004, 37, 217–222. [Google Scholar] [CrossRef]
- Park, S.K.; Suh, Y.S. A Zero Velocity Detection Algorithm Using Inertial Sensors for Pedestrian Navigation Systems. Sensors 2010, 10, 9163–9178. [Google Scholar] [CrossRef] [PubMed]
- Dadashi, F.; Crettenand, F.; Millet, G.P.; Aminian, K. Front-Crawl Instantaneous Velocity Estimation Using a Wearable Inertial Measurement Unit. Sensors 2012, 12, 12927–12939. [Google Scholar] [CrossRef] [PubMed]
- Rampinini, E.; Alberti, G.; Fiorenza, M.; Riggio, M.; Sassi, R.; Borges, T.O.; Coutts, A.J. Accuracy of GPS Devices for Measuring High-intensity Running in Field-based Team Sports. Int. J. Sports Med. 2015, 36, 49–53. [Google Scholar] [CrossRef] [PubMed]
- Witte, T.H.; Wilson, A.M. Accuracy of non-differential GPS for the determination of speed over ground. J. Biomech. 2004, 37, 1891–1898. [Google Scholar] [CrossRef] [PubMed]
- Truax, B.E.; Demarest, F.C.; Sommargren, G.E. Laser Doppler velocimeter for velocity and length measurements of moving surfaces. Appl. Opt. 1984, 23, 67–73. [Google Scholar] [CrossRef] [PubMed]
- Ludloff, A.; Minker, M. Reliability of Velocity Measurement by MTD Radar. IEEE Trans. Aerosp. Electron. Syst. 1985, AES-21, 522–528. [Google Scholar] [CrossRef]
- Dahmouche, R.; Ait-Aider, O.; Andreff, N.; Mezouar, Y. High-speed pose and velocity measurement from vision. In Proceedings of the 2008 IEEE International Conference on Robotics and Automation, Pasadena, CA, USA, 19–23 May 2008; pp. 107–112. [Google Scholar]
- Karayel, D.; Wiesehoff, M.; Özmerzi, A.; Müller, J. Laboratory measurement of seed drill seed spacing and velocity of fall of seeds using high-speed camera system. Comput. Electron. Agric. 2006, 50, 89–96. [Google Scholar] [CrossRef]
- Ait-Aider, O.; Andreff, N.; Martinet, P.; Lavest, J. Simultaneous pose and velocity measurement by vision for high-speed robots. In Proceedings of the 2006 IEEE International Conference on Robotics and Automation, ICRA 2006, Orlando, FL, USA, 15–19 May 2006; pp. 3742–3747. [Google Scholar]
- Pumrin, S.; Dailey, D.J. Roadside camera motion detection for automated speed measurement. In Proceedings of the Proceedings. In Proceedings of the IEEE 5th International Conference on Intelligent Transportation Systems, Singapore, 6 September 2002; pp. 147–151. [Google Scholar]
- Malki, S.; Deepak, G.; Mohanna, V.; Ringhofer, M.; Spaanenburg, L. Velocity Measurement by a Vision Sensor. In Proceedings of the 2006 IEEE International Conference on Computational Intelligence for Measurement Systems and Applications, La Coruna, Spain, 12–14 July 2006; pp. 135–140. [Google Scholar]
- Zhang, Z. A flexible new technique for camera calibration. IEEE Trans. Pattern Anal. Mach. Intell. 2000, 22, 1330–1334. [Google Scholar] [CrossRef]
- Tsai, R. A versatile camera calibration technique for high-accuracy 3D machine vision metrology using off-the-shelf TV cameras and lenses. IEEE J. Robot. Autom. 1987, 3, 323–344. [Google Scholar] [CrossRef]
- Heikkila, J.; Silven, O. A four-step camera calibration procedure with implicit image correction. In Proceedings of the Proceedings of IEEE Computer Society Conference on Computer Vision and Pattern Recognition, San Juan, PR, USA, 17–19 June 1997; pp. 1106–1112. [Google Scholar]
- Chen, R.; Zhong, K.; Li, Z.; Liu, M.; Zhan, G. An accurate and reliable circular coded target detection algorithm for vision measurement. In Proceedings of the Optical Metrology and Inspection for Industrial Applications IV, International Society for Optics and Photonics, Beijing, China, 24 November 2016; Volume 10023, p. 1002319. [Google Scholar]
- Hartley, R.; Zisserman, A. Multiple View Geometry in Computer Vision, 2nd ed.; Cambridge University Press: Cambridge, UK, 2004. [Google Scholar]
- Marquardt, D.W. An Algorithm for Least-Squares Estimation of Nonlinear Parameters. SIAM J. Appl. Math. 1963, 11, 431–441. [Google Scholar] [CrossRef]
- Lepetit, V.; Moreno-Noguer, F.; Fua, P. EPnP: An Accurate O(n) Solution to the PnP Problem. Int. J. Comput. Vis. 2008, 81, 155. [Google Scholar] [CrossRef]
- MaxSHOT 3D Handheld Optical Coordinate Measuring System | Creaform. Available online: https://www.creaform3d.com/en/metrology-solutions/optical-measuring-systems-maxshot-3d (accessed on 21 December 2018).








© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, R.; Li, Z.; Zhong, K.; Liu, X.; Wu, Y.; Wang, C.; Shi, Y. A Stereo-Vision System for Measuring the Ram Speed of Steam Hammers in an Environment with a Large Field of View and Strong Vibrations. Sensors 2019, 19, 996. https://doi.org/10.3390/s19050996
Chen R, Li Z, Zhong K, Liu X, Wu Y, Wang C, Shi Y. A Stereo-Vision System for Measuring the Ram Speed of Steam Hammers in an Environment with a Large Field of View and Strong Vibrations. Sensors. 2019; 19(5):996. https://doi.org/10.3390/s19050996
Chicago/Turabian StyleChen, Ran, Zhongwei Li, Kai Zhong, Xingjian Liu, Yonghui Wu, Congjun Wang, and Yusheng Shi. 2019. "A Stereo-Vision System for Measuring the Ram Speed of Steam Hammers in an Environment with a Large Field of View and Strong Vibrations" Sensors 19, no. 5: 996. https://doi.org/10.3390/s19050996