
Design, Scale-Up, and Construction of Drinking Water Recarbonization Fluidized Bed Reactor System

Institute of Chemical and Environmental Engineering, Faculty of Chemical and Food Technology, Slovak University of Technology in Bratislava, Radlinského 9, 812 37 Bratislava, Slovakia
*
Author to whom correspondence should be addressed.
Processes 2022, 10(10), 2068; https://doi.org/10.3390/pr10102068
Submission received: 26 August 2022
/
Revised: 1 October 2022
/
Accepted: 9 October 2022
/
Published: 13 October 2022
(This article belongs to the Special Issue Emerging Technologies for Water and Wastewater Treatment)
Abstract
:The lack of calcium and magnesium in drinking water affects people’s health, especially cardiovascular and oncologic diseases, and causes corrosion problems. The aim of this paper is to present the methodology of the design, scale-up, and construction of a fluidized bed reactor (FBR) system for drinking water recarbonization with biogenic elements in real conditions. Half-calcined dolomite (HCD) in combination with CO2 was identified as a suitable source of Mg2+ and Ca2+. The experimental results confirmed that an FBR reactor with a water tank is an efficient system for Mg and Ca2+ ion concentrate production. The main process parameters and dimensions of the equipment were determined based on the experimental data and the data obtained showed that the system can be used in real conditions to produce Mg2+ and Ca2+ ions concentrate, which is mixed with soft water in required proportions. The FBR with an internal diameter of 0.16 m and a total height of 3.7 m was designed. The proposed methodology of the recarbonization process design was used in a further system scale-up for a ten times larger capacity. Long-term experiments indicate that the HCD recarbonization process is robust and can return to the steady state even after significant changes in the process parameters for providing the desired concentration of Mg2+ and Ca2+ ions in drinking water.
1. Introduction
Among the most important and, at the same time, the most researched trace elements contained in drinking water are calcium and magnesium, which their positive effect on human health has been sufficiently scientifically proven [1,2,3,4,5,6]. For example, Schroeder [1] was one of the first authors to point out the need for a sufficient content of Ca2+ and Mg2+ in drinking water for the proper development of the vascular system and to formulate the results of his research into the well-known claim “soft water, hard arteries”. Therefore, Ca2+ and Mg2+ presence in drinking water is highly desirable. However, also works that did not show any relationship between water hardness and cardiovascular diseases have been published [7,8].
According to the World Health Organization, the roles of magnesium and calcium in drinking water and their potential contribution and health benefits are very relevant [6]. Calcium and magnesium are necessary for human health. Moreover, a serious problem caused by very soft water is corrosion and its aggressive impact [9]. Water with a very low total hardness is unstable and unbuffered [9,10,11].
The low content of these ions is caused primarily by the chemical composition of the rocks and soils through which the water flows. If water is formed in geological structures and is poor in soluble mineral substances, it is poorly mineralized and thus is less suitable from a health point of view and, at the same time, its high corrosiveness causes difficulties in the distribution system [6,12].
The recarbonization, or hardening, of drinking water is a treatment process that ensures the enrichment of drinking water with biogenic calcium and magnesium. There are various methods of increasing the mineral content in drinking water, each of them showing advantages but also drawbacks [13,14].
Direct chemical dosage is relatively expensive and a high concentration of unwanted anions (typically chloride) accumulates in water [15].
The blending of water with more mineralized water may be considered as a low-cost method to increase the concentration of ions in desalinated or very soft water; however, other undesired species are also added, causing a contamination of the resulting water with an (often) unacceptable number of unwanted ions. The required final mineral composition of water usually considers more quality parameters; any mixing approach invariably fails the required criteria [15,16].
The addition of Mg2+ ions to treated water is very much welcomed for both quality and human health reasons. Recent studies indicate that Mg2+ ions prevent hypertension, atherosclerosis, coronary heart disease, and obstetric–gynecologic pathologies such as premenstrual syndrome and post-menopausal osteoporosis [17,18,19]. The practical alternative processes proposed for Mg2+ ions addition to water include also the direct chemical dosage and dissolution of dolomite minerals, with the main advantage of water being enriched with both elements, Ca2+ and Mg2+ [9].
The use of carbonates and carbon dioxide is a very popular recarbonization technique in drinking water technology, where penetrating soft water through a limestone bed at a certain flow rate and the dissolution of calcite grains in the filter bed provide a gradual introduction of calcium and bicarbonate ions to the water. Benefits in both economic and technical aspects make limestone contactors more interesting in the drinking water industry [20,21].
Different processes and different carbonate materials are used to recarbonate drinking water, mostly in combination with CO2. Continuous flow systems are mostly used applying rocks containing biogenic elements mostly in the form of various filters through which the treated drinking water flows [9,10,15,22,23]. Dolomite and half-calcined dolomite are candidates for the recarbonization process, and their utilization can provide both ions in a one-stage process.
According to our knowledge and literature research, a fluidized bed reactor has not been used for water remineralization so far. On the other hand, a doctoral thesis by Van Schagen [24] focused on the model-based control of drinking-water treatment plants presenting the research results for a fluidized bed pellet reactor ensuring the reverse process, i.e., the softening/decarbonization of water with a high total hardness. The application of a fluidized bed can lead to large reaction surface area and enhanced overall reaction rate. This technology represents a new approach in the drinking water industry.
Our previous research [13,23] was oriented on the selection of the most convenient recarbonization agent, determination of hydrodynamic characteristics of the fluidized bed, and comparison of fixed bed and fluidized bed recarbonization performance. The results of the preliminary experiments indicated a positive effect of fluidized bed hydrodynamics and an enhanced recarbonization process rate due to carbon dioxide presence.
Dolomite, half-calcined dolomite, and calcite were tested as potential source materials. The best results were obtained using half-calcined dolomite, which significantly increased the concentration of Ca2+ and Mg2+ in treated water.
Recarbonization experiments were performed with a half-calcined dolomite (HCD) particle of two fractions, at two different flow rates, and both in the presence and absence of carbon dioxide. The results of the preliminary experiments showed a positive effect of the fluidized bed hydrodynamics and the presence of carbon dioxide on the efficiency of the recarbonization process.
The maximum concentration of Ca2+ and Mg2+ ions and the maximum rate of recarbonization in the fluidized bed reactor was twice as high as in the fixed bed reactor.
A significant influence of carbon dioxide on the process performance was observed. The continuous input of carbon dioxide into the fluidized bed recarbonization reactor resulted in an increased recarbonization rate by approximately one order of magnitude compared with the process without the carbon dioxide addition. A higher rate of the recarbonization process was observed when using a smaller particles’ fraction. The Ca2+ and Mg2+ ions’ concentration was approximately 260% higher with the addition of CO2 compared to the system without CO2 addition under the same conditions [13].
The first order kinetic model describes data from the recarbonization process with a good accuracy. A very good fit of the experimental data for the hydrodynamic characteristics of the fluidized bed was obtained using a simple model based on the Richardson and Zaki expansion equation [25].
The methodology of the ions concentrate preparation and its mixing with untreated water to achieve the required concentration of ions was tested in laboratory conditions. Experimental research on the recarbonization process in a laboratory fluidized bed reactor showed that this system is effective in drinking water mineralization [23,26].
The main process parameters (the threshold fluidization velocity, fluidized bed voidage, fluidized bed expansion, solid particle diameter reduction due to the recarbonization process, etc.) were quantified based on the experimental data. For the process using particles of a certain average size, the optimal conditions for the flow of water and gas were established [26].
Based on the optimal conditions of the recarbonization process and the hydrodynamic characteristics of the fluidized bed, a scale-up of the system and the design of a pilot plant and/or industrial plant can be done. A pilot plant system was designed, built, and used to verify the laboratory experiments and to treat soft water in a real drinking water treatment plant.
As it was already mentioned, according to our knowledge and literature search, the fluidized bed reactor has not been used so far for water remineralization [14]. The authors [27] applied for the invention, which was also assessed by the patent office from the point of view of a detailed literature search. The results of this research confirmed the originality of this solution, and the patent application PP 50035-2018 was also published in 2020.
The aim of this paper is to present the above-mentioned methodology of the design, scale-up, and construction of a fluidized bed reactor system for drinking water recarbonization to enrich drinking water with biogenic elements and for the supply of treated water in real conditions in two places in Slovakia as an external co-investigator of the project [28] LIFE–WATER and HEALTH, LIFE 17 ENV/SK/000036.
2. Materials and Methods
2.1. Laboratory Fluidized Bed Reactor Experiments
Drinking water recarbonization was investigated experimentally in a laboratory at different process conditions. The aim of these experiments was to select the best recarbonation agent and to determine the effect of carbon dioxide, one pass of water, enrichment with required ions, particle size, temperature, etc., on the process [14]. It was found that one pass flow is not sufficient to achieve the required water enrichment with magnesium and calcium and therefore a system of a reactor and a water tank with an internal circulation was proposed and tested. It was also found that a filter of solid raw material is less efficient than the fluidized bed system.
A laboratory fluidized bed reactor was used for the drinking water recarbonization experiments. The basic fluidized bed characteristics were obtained experimentally according to [14] and they are specific for the process, especially in case that particle size (the consumption of solid material) and other properties (like particle porosity) change during the process. Therefore, characteristics like minimum fluidization velocity, bed voidage, the effect of CO2 flow, and particle size distribution were measured in laboratory conditions. The minimum fluidization velocity for HCD particles of the diameter from 2.0 to 4.0 mm and water was 0.047 m/s [12].
2.2. Materials Used in the Process
After extensive laboratory testing of various rock materials and their combinations, HCD (Magno-Dol, Germany grain size 2.0–4.0 mm) was selected as the rock material for the water recarbonization (as it is approximately three times more soluble than limestone or dolomite) and CO2 of standard commercial quality [13] was selected as the carbonizing agent. The testing was carried out in a glass fluidized bed reactor where HCD particles were fluidized by the water flow using a circulation pump, ensuring a better contact of water with the rock and a better dissolution [26]. The water tank was plastic, as well all the tubing and piping. A stainless-steel membrane circulation pump was used in all of the experiments. Glass-made rotameters were used in the investigation.
2.3. Applied Analytical Methods and Procedures
The recarbonization process was investigated using a chemical analysis focused mainly on monitoring conductivity, the concentration of Ca2+ + Mg2+, Ca2+, Mg2+, and the pH value. Conductivity was measured by a WTW Multi 3420 conductometer. Calcium and magnesium ion concentrations were determined by the complexometric method with the indicator Eriochrome Black T. The chelatometric determination of calcium was performed with EDTA using murexide as an indicator (from pink to purple). The magnesium content was calculated from the total content of Ca2+ + Mg2+ and the chelatometric determination of calcium [29]. The pH value was measured using a JENWAY 3510 pH meter.
3. Results
3.1. Experimental Work: Methodology and Data Processing
All experimental tests were performed with half-calcined dolomite (HCD). The preferable dissolution of magnesium salts leads to pores opening and the ions inside the pores being more accessible. Therefore, the particle diameter and surface properties change during the process. A better magnesium salt dissolution causes calcium salts to become more accessible, which makes the Ca2+/Mg2+ ratio vary during the process [30].
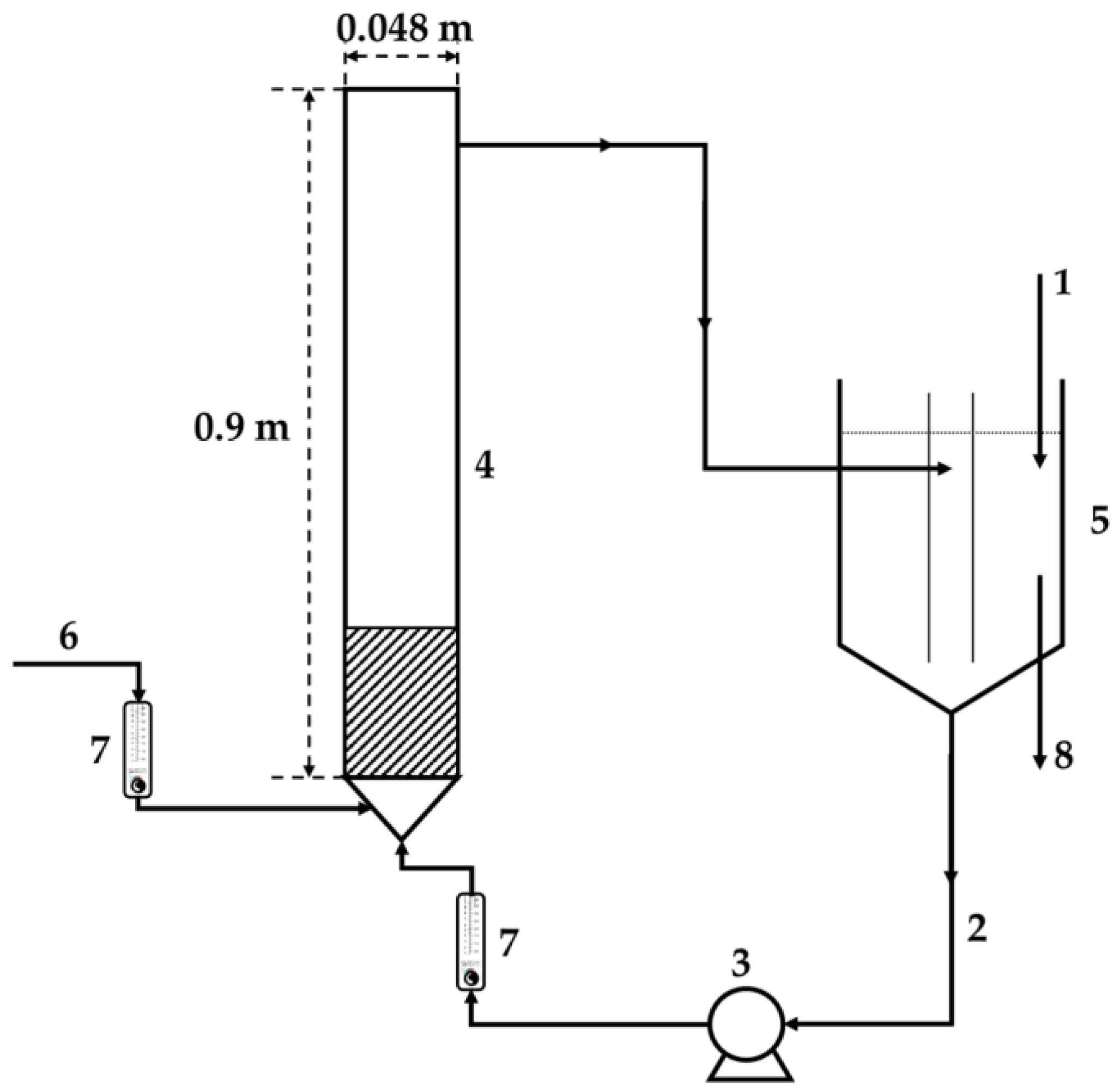
A batch reaction system is not practical for large volumes of treated liquids. A continuous system, either with a fixed bed or fluidized bed, was considered for large volumes of processed water. Preliminary tests indicated that a fixed bed of HCD and a single pass of water through the bed cannot ensure the required enrichment of drinking water by the biogenic elements. Considering the contact intensity of liquid and solids, a system with a fluidized bed and an internal circulation loop was proposed. The treated water was pumped from the water tank through the reactor and back (Figure 1).
The water tank serves as a reservoir of the solution with the optimal salts concentration for the recarbonization process (the temperature, CO2 absorption, and water circulation flow rate), where fine particles eventually entrained from the fluidized bed can be separated. The overall residence time of water was determined by the circulation flow rate and the number of water cycles between these two pieces of equipment. It was assumed that water from the water tank is mixed with drinking water in the water pipeline in the required proportion.
It is generally acceptable that in a solid–liquid system, the smaller the solid particles (HCD), the faster the process [13,23]. However, the conditions for liquid–solid fluidized bed applications include particles of an adequate size, both in terms of the pressure drop in the HCD bed (and the associated cost of liquid pumping), solid material handling (the large fraction of dust in the solid phase), and material loss (entrainment) when fluid flows through the grain material (material loss and higher process costs).
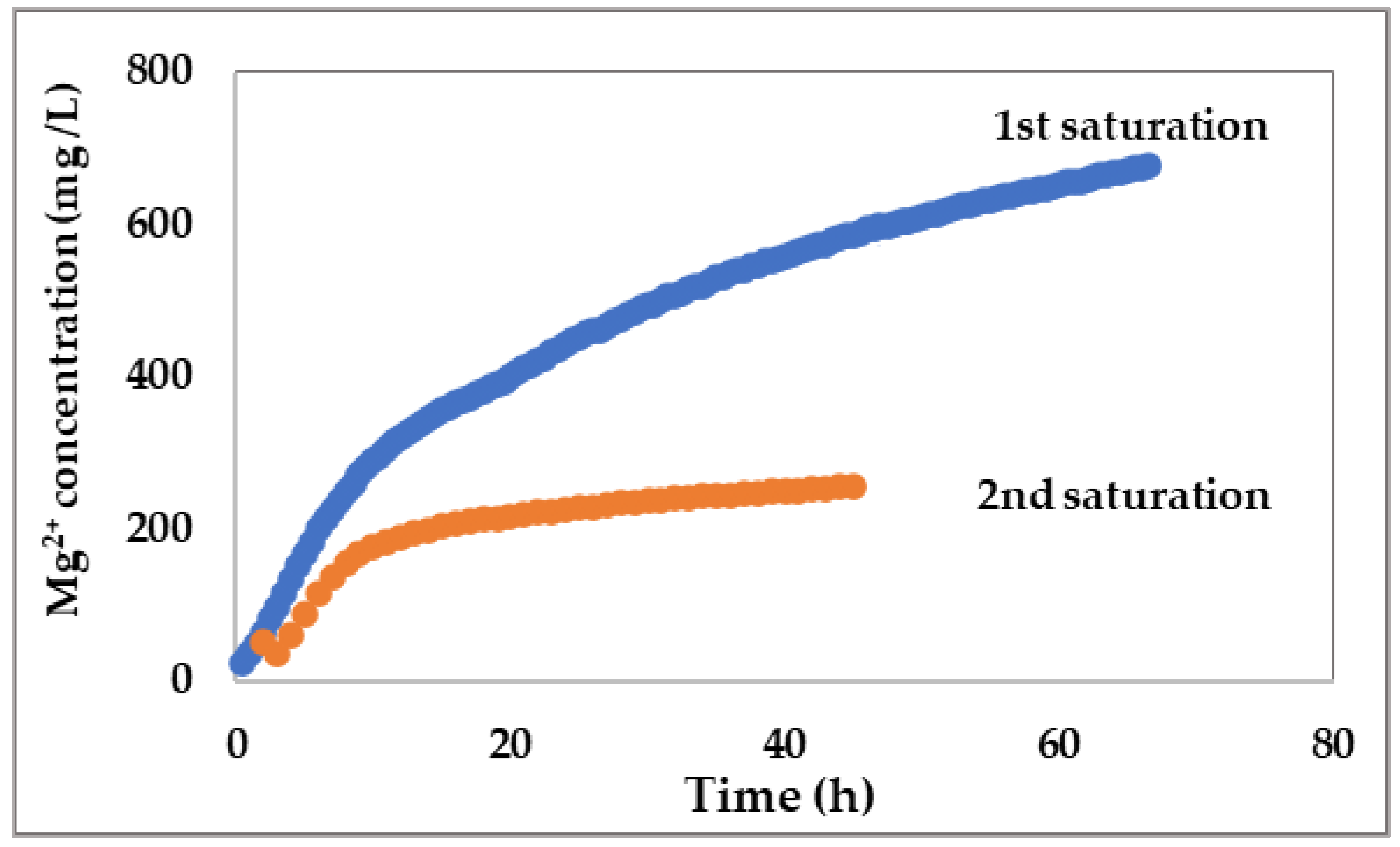
The chemical reaction rate depends on the reactants’ concentration. A concentration of Mg2+ as a function of time was measured in the system without soft water and a so-called saturation curve was obtained (Figure 2). As it was mentioned above, Mg2+ ions are released preferably, and this process affects the HCD particle properties. The second saturation test was done with the same HCD particles and fresh water. The data indicated the significant effect of the HCD particles “age” on the Mg2+ concentration and thus must be taken into account in the design of the process and equipment for the long-term operation of water recarbonization systems. The relatively high reaction rate decreases with time and the Mg2+ concentration for fresh HCD particles and used particles drops as well. Apparently, an optimum concentration of around 200 mg Mg2+/L can be achieved at a reasonable saturation time and it indicates the required Mg2+ concentration in drinking water in the interval from 12 to 30 mg/L, which can be achieved at the ratio of concentrate and fresh water of 1/10 [30].
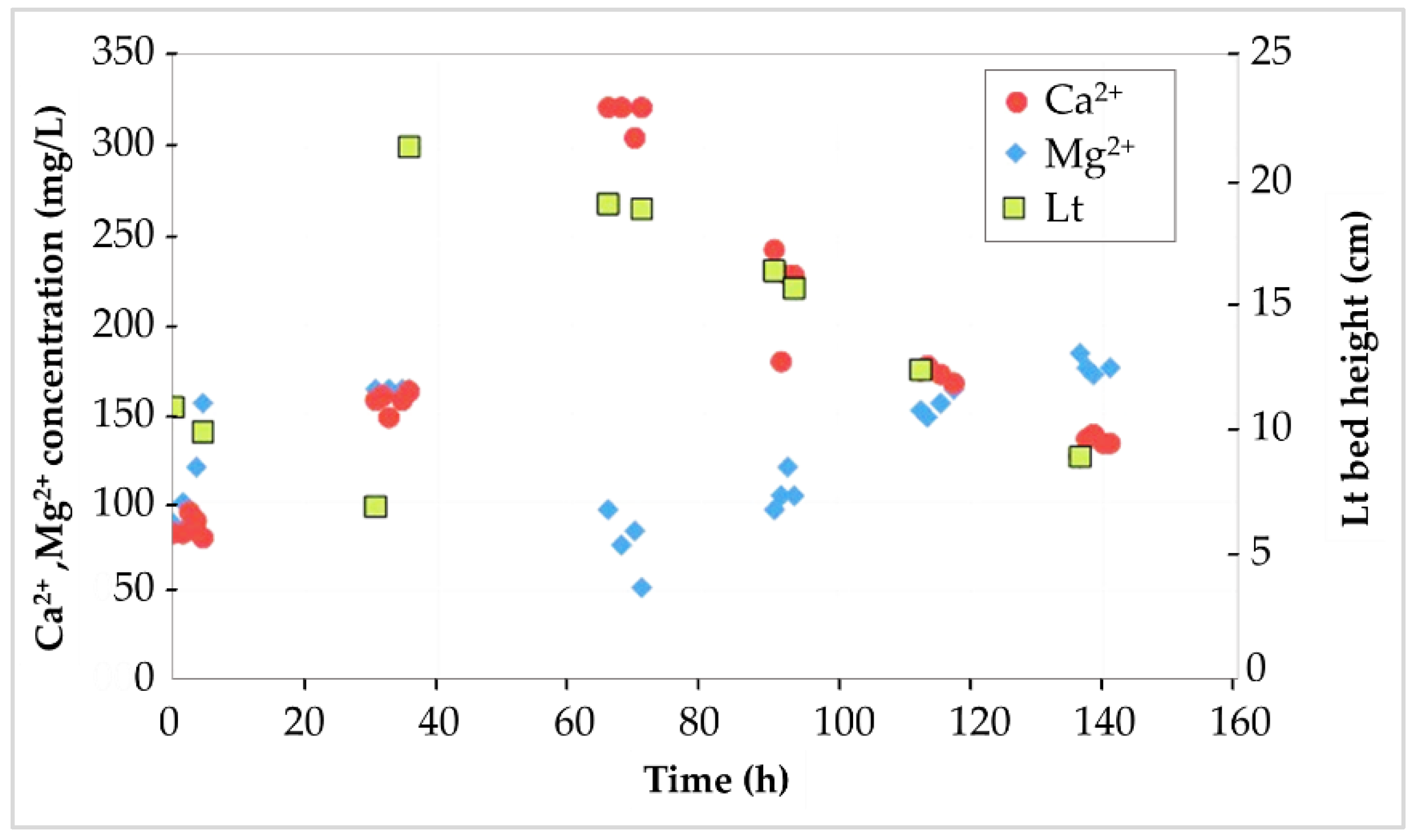
The Mg2+ concentration obtained over the following 150 h of the experiment (Figure 3) shows a significant change due to the changes in the main process parameters (the height of the fluidized bed (Lt)). At the time of 31 h, the CO2 flow was discontinued, and the pH increased while the Mg2+ release rate decreased. After the CO2 flow was resumed, the Mg2+ release rate returned to its original value. Additionally, HCD was introduced into the reactor and the Mg ion concentration rate increased to more than 300 mg/L [30], as it was expected.
The results indicate a direct effect of the HCD amount in the system on the concentration of Mg2+ and Ca2+. However, the effect of the HCD age on the Mg2+ and Ca2+ concentration is also evident.
The reaction rate, generally, depends on the process conditions, especially the temperature, and on the concentration of products in the reaction mixture. Since the system temperature is defined by the temperature of the treated water and the energy delivered by a circulation pump, it is not easily affected. Therefore, the effect of the product concentration on the rate of the process was investigated at a temperature of approximately 25 °C. The results obtained in the laboratory system with an internal circulation are presented in Figure 4. A higher increase in the Mg2+ concentration at twice the HCD amount is a logical result initially caused by a low Mg2+ concentration in water (below 200 mg/L). At higher concentrations, the Mg2+ release rate decreases as it follows on from the reaction kinetics.
From the course of the dependencies, the similarity of the specific Mg2+ release rates at different amounts of HCD is apparent, encouraging a possible process scale-up. Moreover, the Mg2+ release rate from HCD decreases with the Mg2+ concentration in the solution, indicating an optimal Mg2+ concentration interval within which the Mg2+ release rate is advantageous and a further increase in the solution concentration is not necessary. The optimal concentration interval of Mg2+ ions is between 100 and 200 mg/L. The water tank volume also depends on its cost and the water flow to consumers. The appropriate water tank volume and design ensure that the water flow rates caused by the reactor solution feed and water from the water tank do not obstruct the particles settling [30].
3.2. Recarbonization Process at Continuous Conditions
The characteristics of the continuous laboratory scale system selected for further experiments were as follows: a total volume of the system of 43 L, a water circulation rate of 6 L/min, a fluidized bed height of 21 cm, and a soft water inlet of 50 mL/min. The concentration of ions in the water tank was continuously monitored by measuring the solution conductivity, and the pH value and temperature in the system were also recorded.
Usual industrial applications employ filter-based flow devices capable of filtering the entire amount of water. Linear water flow velocities are limited by the filter size (diameter) as well as by the treated water flow rate. The direct introduction of treated water into the water distribution system requires the periodic operation of these devices due to the fluctuating consumption of water, which affects the flow through the filter. This also results in changing water recarbonization conditions. At low flow rates, the flow through the layer of solid filter material is uneven and the formation of channels occurs (lower resistance), which results in a decreased contact between the water and the filter surface. In addition, water remains in the solid material layer for a longer time at low flow rates and a local formation of concentrated solution can be expected, which contains insoluble products of dolomite decomposition and filter material sintering with precipitated calcium carbonate at high pH values. Therefore, the filters used in recarbonization processes require periodic washing and a large space and operation time.
Fluidization is an alternative method to fix bed gas–liquid–solid contact processes; here, solid particles of suitable size fluidize in the reaction column and a good mass transfer is ensured due to the large interface area between the solid and liquid phases. Volumetric reaction rates are significantly higher due to the large interface compared to conventional packed bed reaction systems. Additionally, the abrasion of a solid particle surface, caused by their intense movement, removes a part of the unreacted solid, and their surface is constantly renewed. In case of half-calcined dolomite, as the most suitable material, this phenomenon also leads to a change in the pore size during MgO dissolution and the internal surface of the particles is thus better accessible for water saturated with carbon dioxide. The change of the solid phase structure makes the “old surface” more brittle and easier to remove. The resulting large interfacial area of the fine particles of the solid phase improves the conditions for a mass transfer and increases the recarbonization rate. However, small particles from the layer can be entrained in the liquid and reactions outside of the main fluidized bed volume can occur.
A fluidized bed enables the intensification of some processes at the solid–liquid interface and various branches of the chemical industry, anaerobic and anoxic wastewater treatment processes, as well as drinking water denitrification process, employ this method. However, to the best of our knowledge, the chemical treatment of water or the recarbonization process have not utilized this reaction process. Parameters like the treatment of large flow rates of drinking water and the minimization of the recarbonization process investment costs identified a fluidized bed recarbonization reactor to be the best design option.
The designed process provides a concentrate of biogenic elements which is then mixed into drinking water supplied to consumers in suitable proportions based on the real rate of ion release into water and on the size of the device. The system for ion concentrates preparation is more stable concerning ions concentration and the elements required in drinking water are supplied more evenly [30].
In the following experiments, Ca2+ and Mg2+ concentration was determined in the water circulation stream of the reactor and the water tank with CO2 fed to the reactor, below the distributor, and the storage tank. Thus, the Mg2+ concentration in the water tank, which is necessary for the tank volume minimization (constructional and static constraints at the installation site), was determined and a sufficient Mg2+ concentration in the water pumped into the water tank was ensured.
The hydrodynamics of fluidized bed reactors can be obtained in laboratory-scale systems if the particle size and pore size distribution of the particles is the same since these can significantly affect fluidization. In the case of drinking water recarbonization, fluidization characteristics are affected also by the CO2 flow rate which also affects the reaction kinetics as the reaction proceeds not only at the liquid–solid interface (dissolved CO2 reacts) but also at the solid–wet gas interface. The quantification of this type of kinetics is very complex and reliable experimental data in real process conditions are required for proper reactor design. To avoid these complications in the reactor design, an extensive and high-quality experimental study at the predicted process conditions is required.
The experimental set up for the process parameters determination consisted of a fluidized bed reactor, water storage tank, CO2 source, circulation pump, piping, and water and gas flowmeters. Soft water was introduced into the storage tank through a controlled rate and the outlet flow rate was equal to the inlet flow rate. Process parameters like the water circulation flow rate, CO2 flow rate, inlet and outlet flow rate of soft water, and concentrate flow rate as well as the temperature in the system and concentrations of biogenic ions were measured and controlled to obtain steady state (or quasi steady state) conditions in the system.
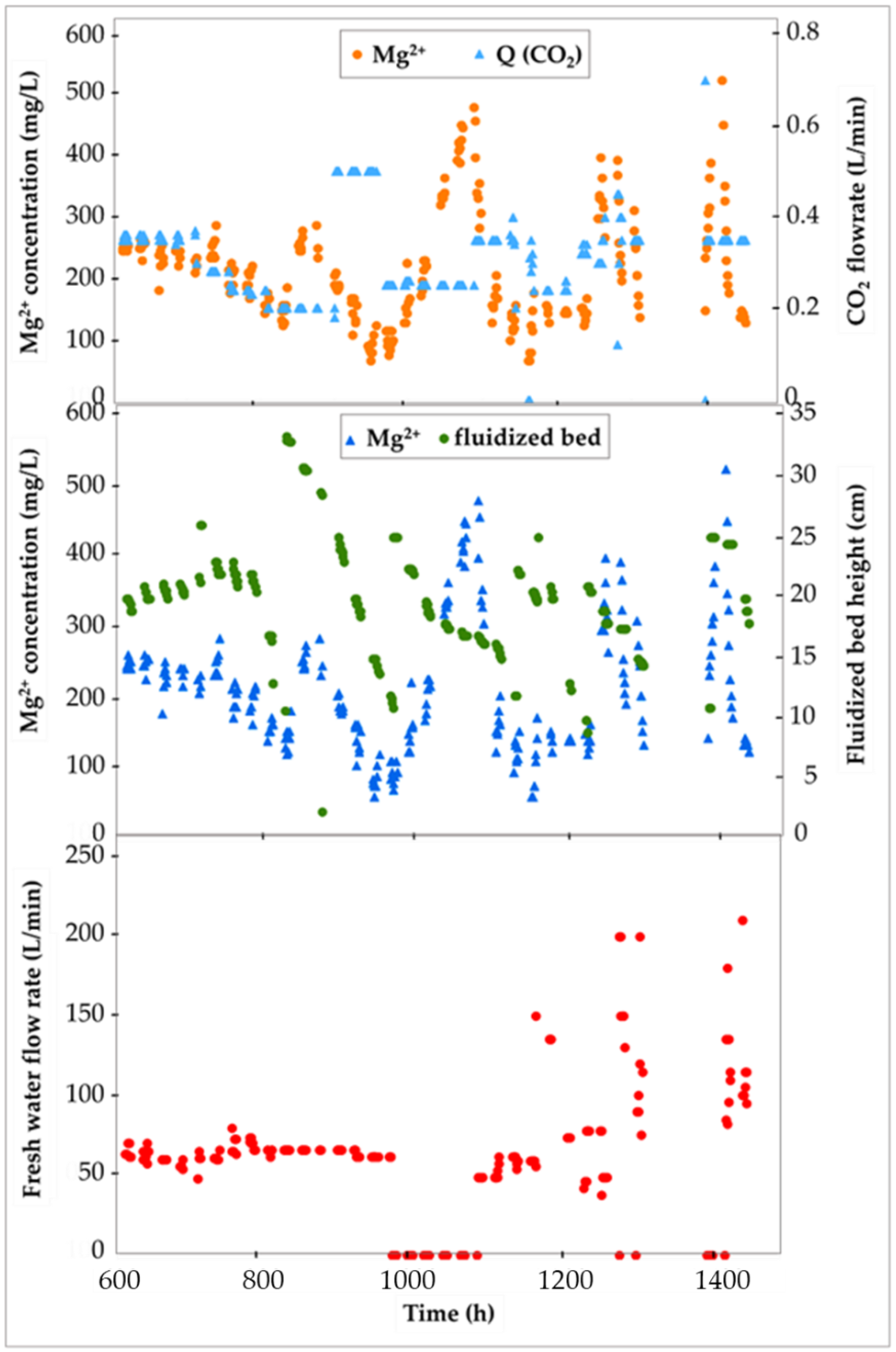
Long-term experiments were developed to verify the assumptions drawn from the laboratory observations. The following parameters were investigated: the mass of HCD which directly affects the bed height, its “average age” in the system, is affected by the rate of HCD addition, the water flow rate in the circulating line, the CO2 flow rate, and the soft water flow rate to the system. Concentrations of Mg2+ and Ca2+ and the fluidized bed height were experimentally determined. The total operating time was approximately 1500 h. The results are presented in Figure 5 [30].
Results in Figure 5 show opposite trends of Mg2+ concentration and CO2 flow in the predominant measurement period. Mg2+ concentration features a certain delay compared to the fluidized bed height, probably due to the reaction time required to release Mg2+ and Ca2+ ions from the HCD matrix into treated water. The fluidized bed height values correlate well with the treated water flow rate, especially for longer reaction times. However, the treated drinking water flow rate is by about two orders of magnitude lower than the total water flow rate through the reactor (the internal water recirculation), which determines the fluidized bed hydrodynamics. The time dependence of the process performance on the soft water flow rate into the system helps to understand the effect of the periodic consumption of drinking water in real recarbonization systems.
Despite the stable soft water flow rate (which is relatively high per system volume), the relatively stable Mg concentration decreased with time with the decrease in the CO2 flow rate and the increase in the fluidized bed height due to the HCD addition to the reactor. A sharp increase in the HCD amount in the reactor (bed height of 33 cm) caused a fast concentration increase and then a gradual decrease despite an increased CO2 flow rate. When the soft water flow (the reactor feed) was discontinued, the Mg concentration increased up to 500 mg/L and decreased after the soft water flow was restored, even at higher CO2 flow rates.
Hence, the Mg2+ concentration in the solution is significantly affected by the HCD amount, soft water flow rate, as well as by the CO2 flow rate, in a lower extent. It can also be stated that the Mg2+ concentration in the concentrate can be safely maintained in the concentration interval between 100 and 200 mg/L despite dramatic changes in process parameters [31].
3.3. Characteristics of HCD Particles
The physical characteristics of the HCD particles change during the process, as it was mentioned above. The preferable release of Mg2+ ions from the HCD particles and the mutual contact of particles in the fluidized bed cause changes not only in particle size but also in internal particle structure. From this point of view, the “age“ of particles in the system is a very important parameter for the sustainable, long-term evolution of biogenic ions from HCD.
Particle size analysis (Mastersizer 2000) indicated a significant change in particle size distribution of fresh and used HCD [31]. The results showed that the size and shape of the particles changes due to the consumption of the solid material and due to the abrasion of the material in the fluidized bed. Both effects improve the use of semi-calcined dolomite in the recarbonization process.
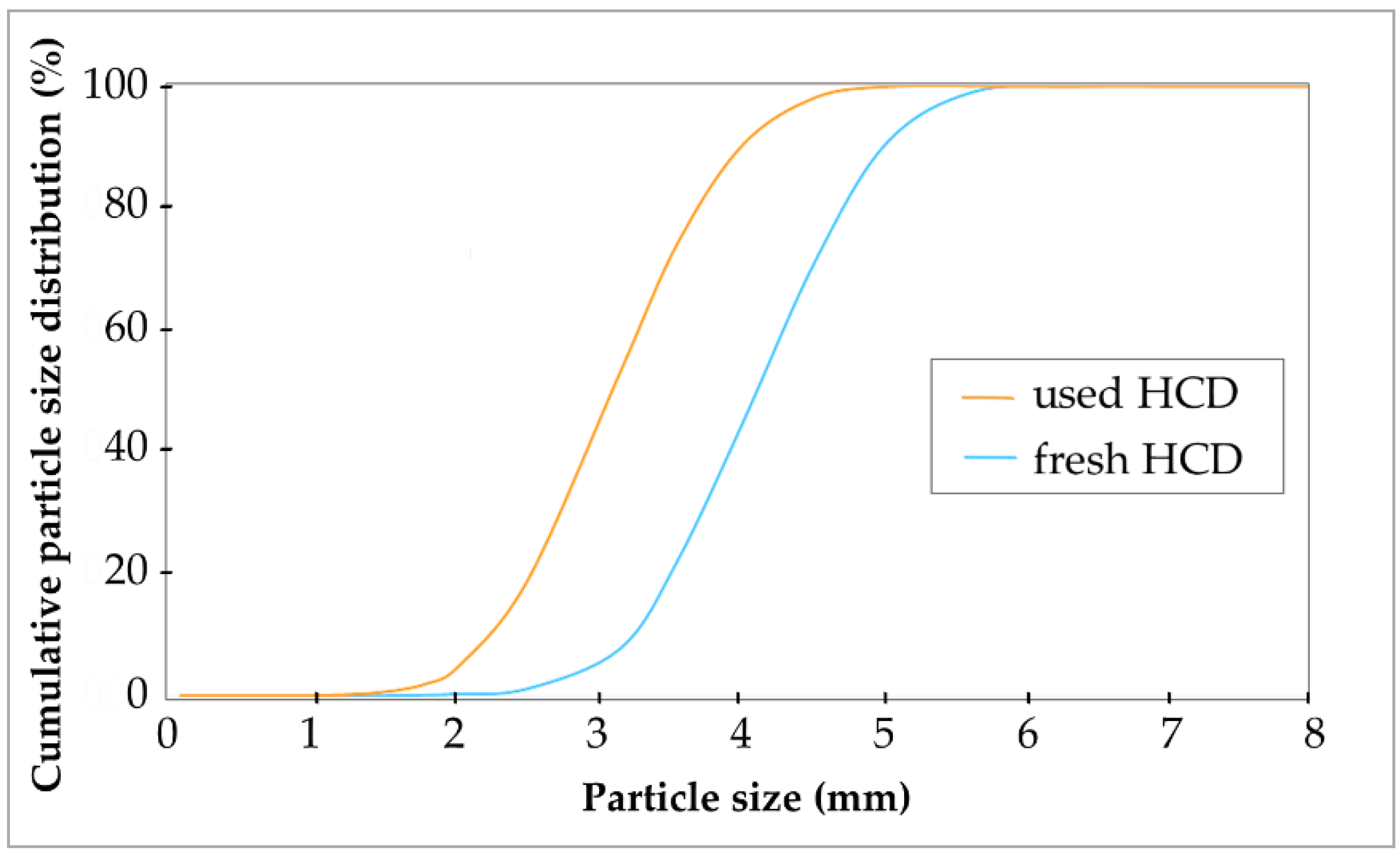
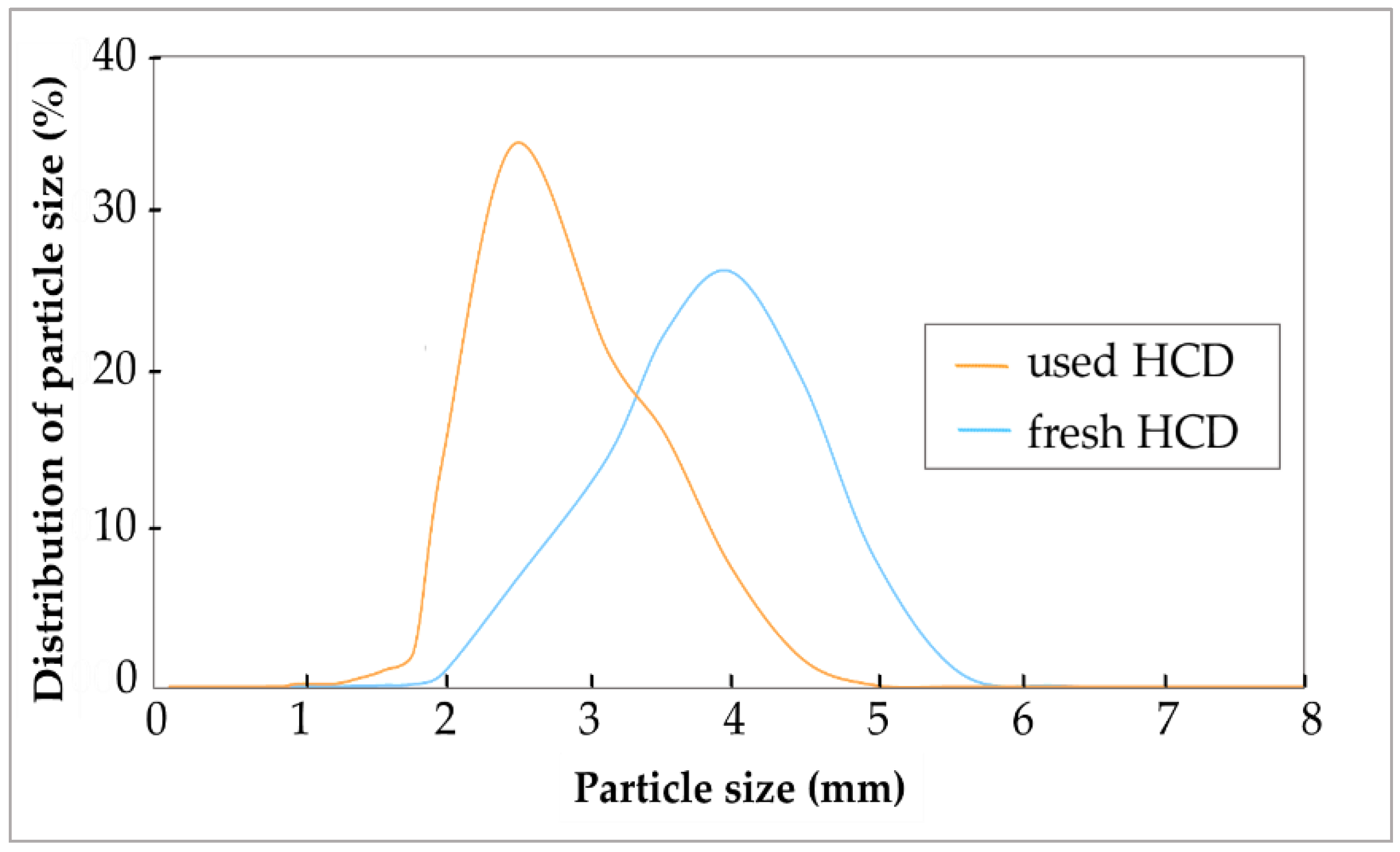
The experimental results presented in Figure 6 and Figure 7 indicate a significant effect of the recarbonization process on HCD particle size. Since HCD releases ions from their surface, the average size of the particles decreases and therefore both the cumulative and differential particle size distributions shift towards the smaller diameters. The release of ions from the particles makes them more brittle, therefore the particles change the diameter also by attrition since the particles are in intensive mutual contact in a fluidized bed. The presence of small particles formed due to attrition in the system which improved the water–solid particles contact, which in turn positively affects the effectiveness of the recarbonization process. On the other hand, very small particles can be entrained from the fluidized bed reactor that decreases the utilization of HCD for the process.
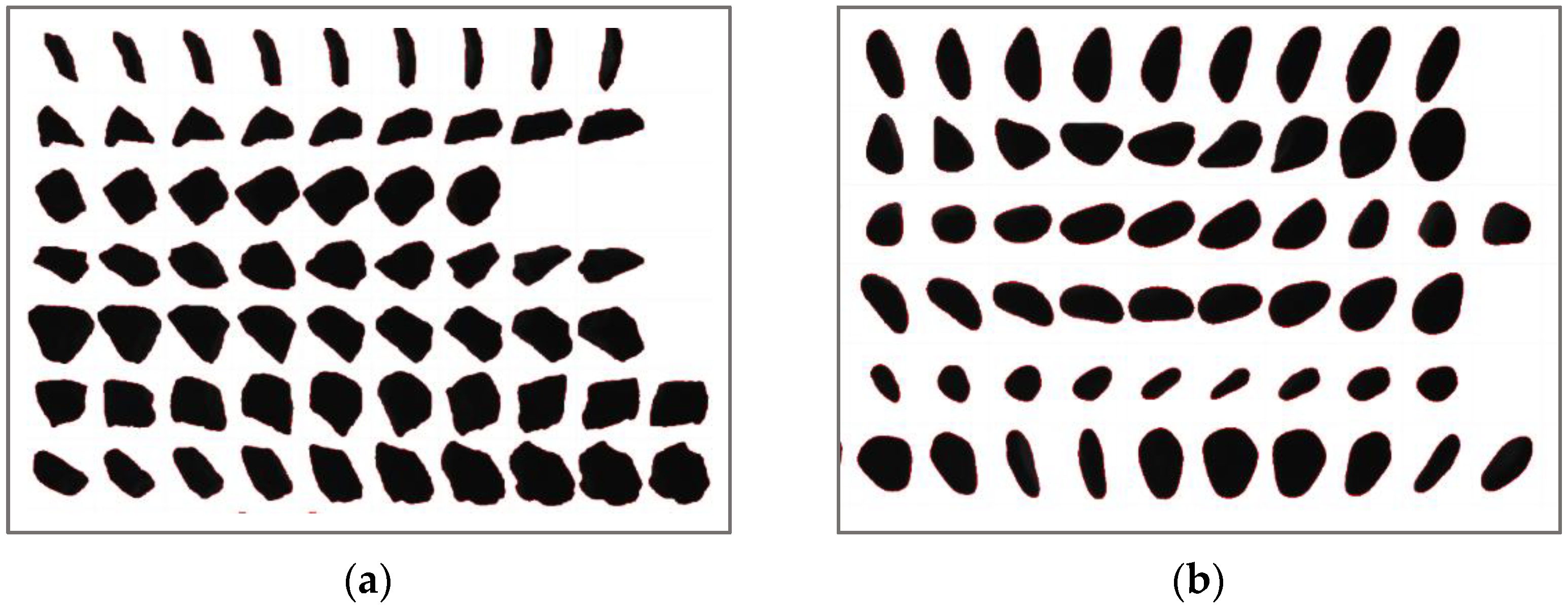
Changes in particle shape caused mainly by attrition are presented in Figure 8. Fresh particles have sharp edges but, due to fluidization and the mutual contact of solids and HCD consumption, the particles lose their sharpness and they are rather rounded. These phenomena affect the fluidization characteristics of the HCD. The presented results indicate that the recarbonization process in a three-phase fluidized bed is very complex and it is difficult to predict the system behavior using the common methods. Therefore, long term experimentation at different process conditions is the only way how to design reliable equipment and sustainable process.
Fresh and used HCD particles internal characteristics were also analyzed using a porosimeter [31] and the results are presented in Table 1.
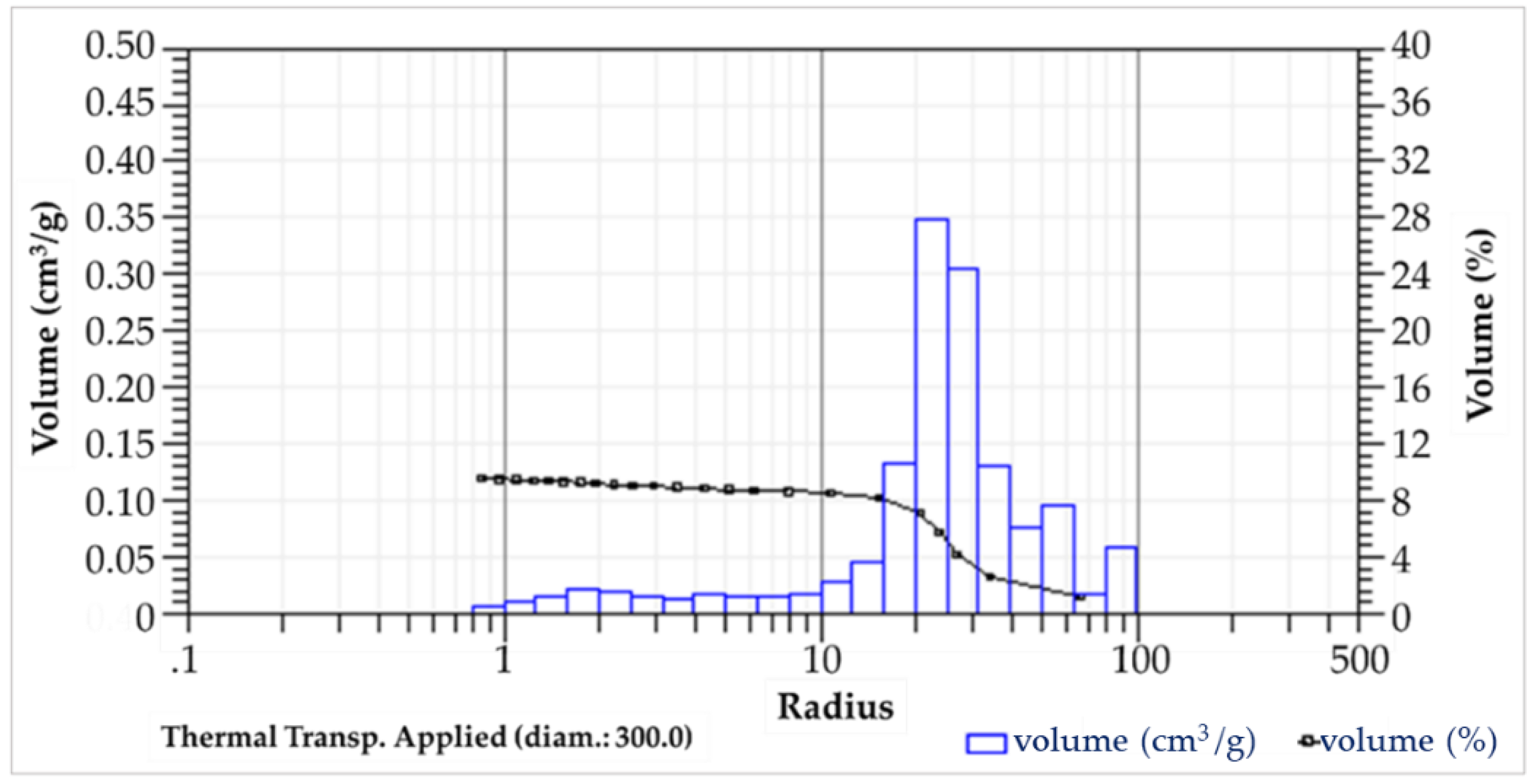
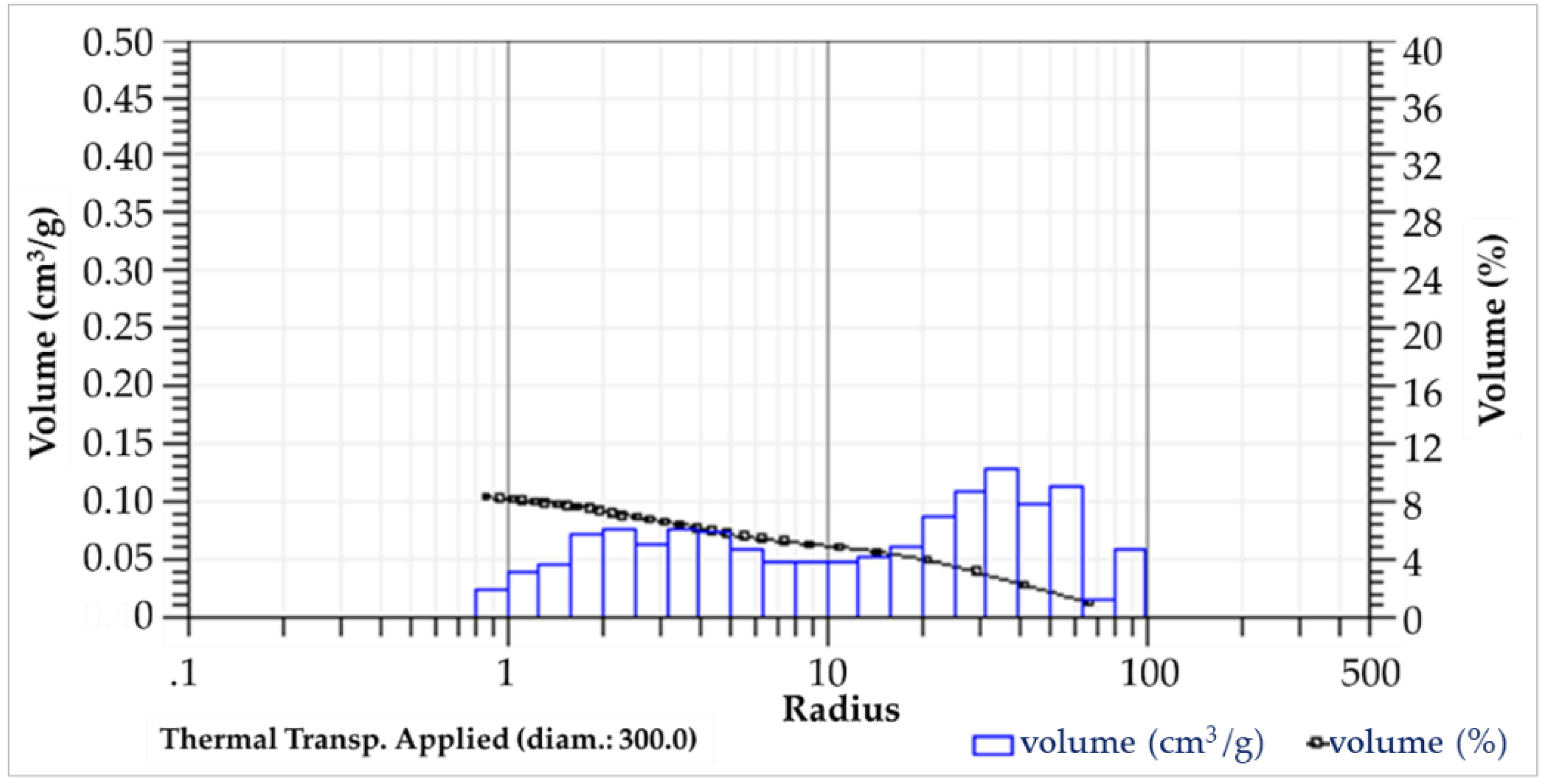
Pore size distribution of the fresh and used HCD is presented in Figure 9 and Figure 10. While fresh HCD has a peak on the radius in the interval from 20 to 30 nm, pore sizes of used HCD are more uniform, and they are in the interval from 1 to 100 nm. This clearly indicates that HCD particles subsequently release biogenic elements and change their properties, affecting thus not only the fluidized bed characteristics of HCD particles but also the ratio of released Mg2+ and Ca2+ elements. The longer the residence time (“age”) of particles in the bed, the lower the Mg2+ and the higher Ca2+ release intensity. These findings must be included in the reactor system design together with the amount and frequency of HCD addition into the reactor [32].
3.4. Design and Scale-Up of Systems for Drinking Water Recarbonization
A water recarbonization process system was designed for the capacity of 11,000 m3/annum at the local water reservoir volume of 80 m3. The magnesium content in the water from the local well was approximately 5 mg/L and needs to be increased to a value from the interval of 12 to 20 mg/L. The water temperature was approximately 8–10 °C. Based on these data, a system comprising a reactor with a fluidized bed, water tank, and other equipment like a circulation pump, soft water pump, CO2 flow meter, control system, and other accessories was designed.
In the first step, it was necessary to define the amount of Mg2+ necessary and a reasonable HCD amount in the reactor to ensure a biogenic ions concentration of approximately 150–200 mg Mg2+/L in the water tank and around 12–15 mg/L in the water reservoir, considering the local periodic water consumption during a day.
The design and scale-up of the recarbonization system were based on the principles of geometrical similarity, hydrodynamic similarity, the inlet concentration of Mg2+ ions, rate of production of Mg2+ ions obtained at laboratory conditions for its concentration between 150 and 200 mg/L, specific CO2 consumption, and average water consumption in the village. The dimensions of the main equipment were determined for the hydrodynamic conditions corresponding to conditions close to the minimum fluidization velocity for HCD particles of 2–4 mm, as follows [31,32]:
Diameter of reactor: 160 mm,
Bottom part length: 300 mm,
Main reactor part: 2400 mm,
Head of the reactor: 1000 mm,
Volume of water tank: 500 L,
Circulation pump flow rate: 3.6 m3/h,
Inlet/outlet water flow rate: 120 L/h.
This type of reactor system can safely process from 20 to 30 kg of HCD, which can guarantee the required enrichment of drinking water at the defined conditions of the real application of the system.
The reactor system was constructed, installed, and tested at very well-controlled conditions in terms of the ions concentration in the inlet water, temperature in the system, circulation flow rate, and treated water flow rate for different amounts of HCD to determine the rate of ions release at the assumed conditions, robustness of the system in terms of the water enrichment with time, HCD consumption during the process, as well as the minimization of CO2 consumption during the process. All these parameters significantly affected the operational cost of the process as well as the operational time and effort needed. Continuous HCD addition into the system according to its consumption is an ideal process; however, in rural conditions, this approach is expensive, especially regarding the equipment for a small production.
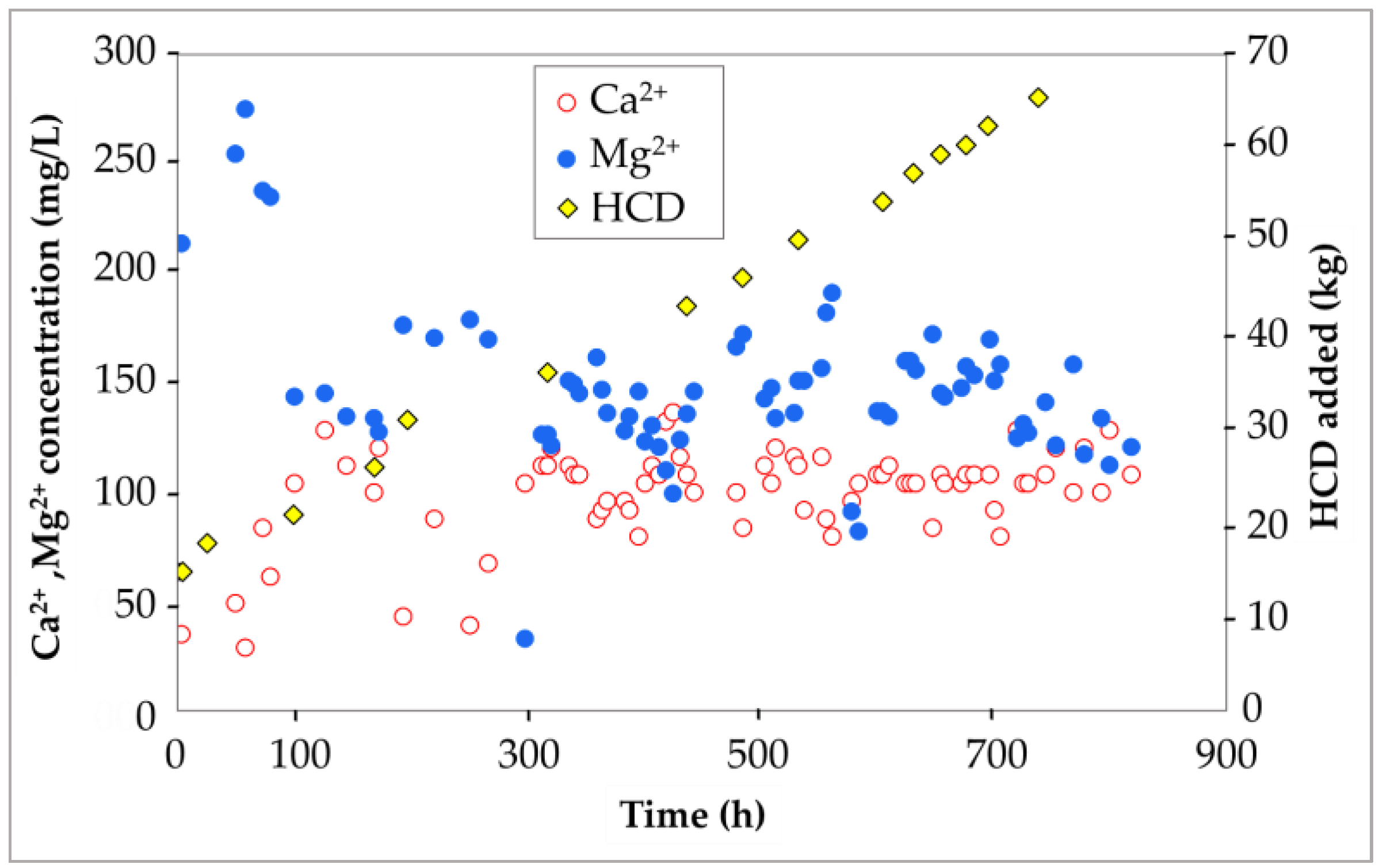
The effects of the HCD amount in the system and the time on the biogenic ions concentration are presented in Figure 12. The test started with 15 kg of HCD, and a high concentration of Mg2+ and a low concentration of Ca2+ ions were observed at the beginning. During the first 100 h when the cumulative amount of HCD increased to ca 20 kg, the ratio of Mg2+ and Ca2+ ions changed dramatically, indicating that the “average age of HCD” in the system is an important parameter and the periodic addition of HCD is required to maintain the reasonable enrichment of water by Mg2+ ions. These results indicate that the data obtained in laboratory scale experiments are reproducible and the “age of HCD” particles is important, especially for the Mg2+/Ca2+ ratio determination. The results prove that, after approximately 300 h of operation of the system, the production rate of Mg2+ and Ca2+ is relatively stable and a further addition of HCD can shift the production towards Mg2+ ions.
The inlet flow of soft water into the system increased in the time interval from 288 to 296 h with a similar effect to the drop in ions concentration and change in the Mg2+/Ca2+ concentration ratio.
The course of the ions concentration and their ratio was relatively stable, excluding the time when an insufficient amount of CO2 was temporarily introduced into the system (from 560 to 600 h). The course of the ions concentration and their ratio was relatively stable, excluding the time when an insufficient amount of CO2 was temporarily present in the system (from 560 to 600 h).
The results indicate that the conditions: a circulation rate of ca 3.6 m3/h, an inlet water flow rate of 120 L/h, and a CO2 flow rate of ca 180 g/h are acceptable to maintain the Mg2+ concentration in the required interval if HCD is added into the system regularly. These results also indicate that periodic HCD addition is possible, and it is recommended to add 4 kg of HCD every four days to maintain a reasonable concentration of ions and the Mg2+/Ca2+ ratio at local conditions [31].
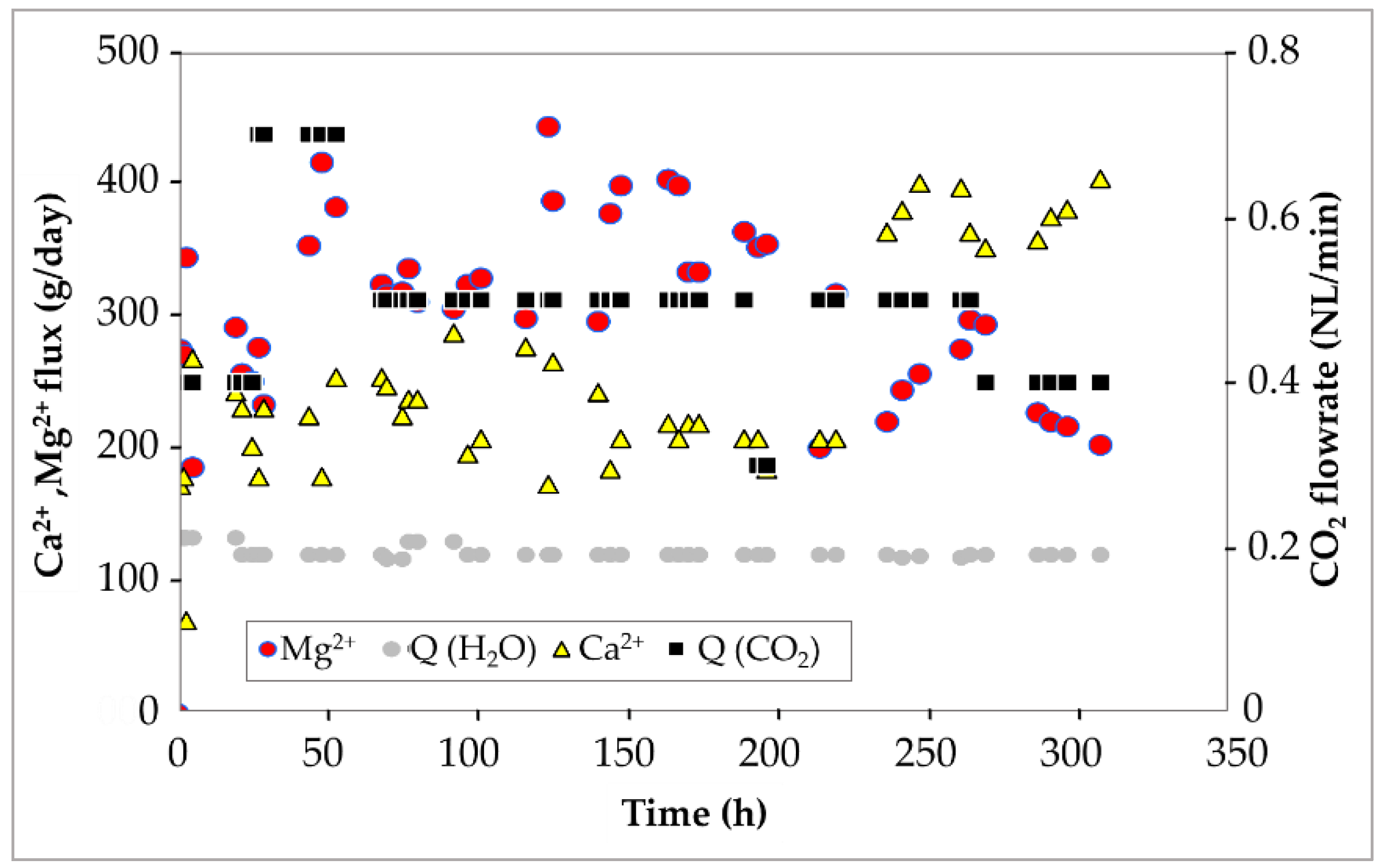
Further experiments were done after a modification of the gas distributor to achieve a better gas distribution and a lower specific CO2 consumption. The effect of the CO2 flow rate on Mg ions production is presented in Figure 13 at the same hydrodynamic and thermodynamic conditions and with an unchanged amount of HCD in the system (no addition).
At the above-mentioned conditions, the average Mg2+ concentration for 350 h was 105 mg Mg2+/L, the concentration of Ca was 77 mg/L, and the efficiency of the HCD utilization was 48% for both the magnesium and calcium ions [31].
The water tank was plastic, as well as all of the tubing and piping. A stainless steel membrane circulation pump and glass rotameters were used in all of the experiments. To achieve the required enrichment of drinking water by biogenic ions, it is recommended to use from 25 to 30 kg of HCD in the reactor. Considering the HCD utilization efficiency, to release biogenic ions into water it is required to add of 4 kg of HCD every four days.
Specific consumption of required materials for recommended process conditions and drinking water consumption 11,000 m3/annum is given in Table 2.
The system presented in Figure 11 was installed in a village with approximately 300 inhabitants with a local well and it has been in operation from June 2021, providing water enriched with Mg2+ and Ca2+ ions in the required concentrations. Based on this design and the experience obtained from the equipment operation, another recarbonization system with a ten times larger productivity was designed and put in operation in another place [30,31,32].
4. Discussion
The process of drinking water recarbonization with biogenic elements can be carried out in a fluidized bed reactor using a suitable recarbonizing material. Our experimental data obtained using various Ca2+ and Mg2+-containing materials have clearly proved semi-calcined dolomite (HCD) to be the most suitable of the studied materials and/or their combinations. A fluidized bed reactor system was also experimentally confirmed to be efficient in the production of Mg2+ and Ca2+ ion concentrate (a higher concentration than that required in drinking water) and in its appropriate mixing with drinking water from a water source.
Long-term experiments in the fluidized bed system verified the robustness of the recarbonization process not only under laboratory conditions but also under well-controlled pilot scale conditions and real conditions in a local community. The system can return to the steady state even after significant changes of the process parameters (discontinued CO2 or a soft water feed) providing Mg2+ and Ca2+ ions in such a concentration that the desired concentration of these elements in drinking water is reached. HCD (Magno Dol (Acdolite), Rheinkalk Acdolite, Germany) with the particle size of 2–4 mm was applied for the recarbonization of drinking water in the proposed location.
Based on the experimental data obtained in the continuous system, the main process parameters as well as the main equipment dimensions were determined (the minimum fluidization velocity, pressure drop in the bed versus water flow rate, fluidized bed height, particle diameter reduction, etc.). The optimum recarbonization process conditions and fluidized bed hydrodynamic characteristics show that a pilot plant fluidized bed reactor can be used in real conditions. It is possible to use the proposed methodology of recarbonization process intensification in a fluidized bed reactor for a further scale-up to treat larger amounts of drinking water. The application of the presented reactor system can be extended to other processes like the preparation of mineralized water with a high content of Mg2+ and Ca2+ ions for commercial purposes.
5. Conclusions
The experimental investigation indicated that the half-calcined dolomite was identified as the most suitable material for the drinking water recarbonization process. Particles of half-calcined dolomite have irregular shapes and even a fraction of 2 to 4 mm is non-uniform to what affects bed voidage and the solids’ behavior in a liquid–gas flow.
The drinking water recarbonization process is a complex multiphase reacting system and its effectiveness depends on the intensity of the contact of the of gas–liquid–solid phases at suitable pH conditions. A fluidized bed reaction technique provides very good conditions for interface contact, especially for a reacting solid phase. The recarbonization process in a fluidized bed is more uniform in terms of the conditions for water flow through the bed to avoid solid particles agglomeration in the fixed bed system. The fluidized bed utilizes smaller particles and a higher interface area which is even enlarged due to the preferable reaction of magnesium oxide and the enlargement of particle pores with a better access to the unreacted ions. The system also allows the addition of solid material without the process interruption and also the removal of spent solids from the reactor (smaller particles formed due to reaction and reaction are entrained from the reactor).
The fluidized bed reaction system for the water recarbonization process, which consisted of a fluidized bed reactor and a water tank, was designed, constructed, and extensively used in real conditions. The design of the system was based on the extensive experimental investigation of the effect of the parameters on the process in laboratory conditions. The fluidized bed reactor, with an internal diameter of 0.16 m and a total height of 3.7 m, is the heart of the system. The water tank of a total volume of 500 liters was connected with the reactor and the circulation pump ensured suitable hydrodynamic conditions in the system. Water from the reactor outlet was reintroduced to the water tank by gravity. Carbon dioxide was introduced below the flow distributor in the reactor. Soft water was introduced into the system by feeding the pump from the water reservoir of a total volume of 80 m3 at the flow rate, related to the consumption of drinking water in the village.
The water recarbonization system was successfully tested at well-controlled conditions and later it was built in real conditions in the village with more than 300 inhabitants; it has been under operation since June 2021. The operation of the system at the proposed conditions required a minimum operating time and effort and the expected enrichment of drinking water by magnesium and calcium ions was achieved. The data and experience gained during the operation of the equipment were used in the design and construction of the system in a ten times larger capacity.
Author Contributions
Conceptualization, J.D. (Jozef Dudáš) and J.D. (Ján Derco); methodology, J.D. (Jozef Dudáš); software, T.K.; validation, Ľ.J. and J.D. (Ján Derco); formal analysis, N.Š.; investigation, T.K., M.V. and N.Š.; resources, all authors.; data curation, J.D. (Jozef Dudáš); writing—original draft preparation, J.D. (Jozef Dudáš); writing—review and editing, J.D. (Ján Derco); visualization, Ľ.J.; supervision, Ľ.J.; project administration, N.Š. and M.V.; All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by “Improvement of health status of population of the Slovak Republic through drinking water re-carbonization” LIFE - Water and Health LIFE17 ENV/SK/000036 and by “Improving of inherent safety design of production processes using computer-aided mathematical modelling” The Slovak Scientific Agency, grant no. VEGA 1/0511/21.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- National Research Council. Geochemistry of Water in Relation to Cardiovascular Disease; The National Academies Press: Washington, DC, USA, 1979. [Google Scholar] [CrossRef] [Green Version]
- Kaluza, J.; Orsini, N.; Levitan, E.B.; Brzozowska, A.; Roszkowski, W.; Wolk, A. Dietary Calcium and Magnesium Intake and Mortality: A Prospective Study of Men. Am. J. Epidemiol. 2009, 171, 801–807. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jiang, L.; He, P.; Chen, J.; Liu, Y.; Liu, D.; Qin, G.; Tan, N. Magnesium Levels in Drinking Water and Coronary Heart Disease Mortality Risk: A Meta-Analysis. Nutrients 2016, 8, 5. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barloková, D.; Ilavský, J.; Kapusta, O.; Šimko, V. Importance of Calcium and Magnesium in Water—Water Hardening. IOP Conf. Ser. Earth Environ. Sci. 2017, 92, 012002. [Google Scholar] [CrossRef]
- Rosborg, I.; Kožíšek, F. Drinking Water Minerals and Mineral Balance: Importance, Health Significance, Safety Precautions, 2nd ed.; Springer Nature: Cham, Switzerland, 2020; ISBN 978-3-03018033-1. [Google Scholar] [CrossRef]
- Cotruvo, J.; Bartram, J. Calcium and Magnesium in Drinking Water: Public Health Significance; World Health Organization: Geneva, Spain, 2009; ISBN 978-92-4-156355-0. [Google Scholar]
- Rosenlund, M.; Berglind, N.; Hallqvist, J.; Bellander, T.; Bluhm, G. Daily intake of magnesium and calcium from drinking water in relation to myocardial infarction. Epidemiology 2005, 16, 570–576. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Morris, R.W.; Walker, M.; Lennon, L.T.; Shaper, A.G.; Whincup, P.H. Hard Drinking Water Does Not Protect against Cardiovascular Disease: New Evidence from the British Regional Heart Study. Eur. J. Cardiovasc. Prev. Rehabil. 2008, 15, 185–189. [Google Scholar] [CrossRef] [PubMed]
- Olejko, Š. Study of Drinking Water Treatability and Environmental Aspects of Water Flows. Sub-Task 02: Treatment of Drinking Water Mineralization; Final report of the task 1999; VÚVH: Bratislava, Slovak, 1999. [Google Scholar]
- Birnhack, L.; Voutchkov, N.; Lahav, O. Fundamental Chemistry and Engineering Aspects of Post-Treatment Processes for Desalinated Water—A Review. Desalination 2011, 273, 6–22. [Google Scholar] [CrossRef]
- Hasson, D.; Bendrihem, O. Modeling Remineralization of Desalinated Water by Limestone Dissolution. Desalination 2006, 190, 189–200. [Google Scholar] [CrossRef]
- Whelton, A.J.; Dietrich, A.M.; Burlingame, G.A.; Schechs, M.; Duncan, S.E. Minerals in Drinking Water: Impacts on Taste and Importance to Consumer Health. Water Sci. Technol. 2007, 55, 283–291. [Google Scholar] [CrossRef]
- Luptáková, A.; Derco, J.; Dudáš, J.; Brábeľ, M. Improving Drinking Water Quality by Recarbonization. In Advances in Environmental Research, 1st ed.; Nova Science Publishers: New York, NY, USA, 2016; pp. 41–108. ISSN 2158-5717/978-1-53610-072-3. [Google Scholar]
- Szymoniak, L.; Claveau-Mallet, D.; Haddad, M.; Barbeau, B. Application of Magnesium Oxide Media for Remineralization and Removal of Divalent Metals in Drinking Water Treatment: A Review. Water 2022, 14, 633. [Google Scholar] [CrossRef]
- Birnhack, L.; Shlesinger, N.; Lahav, O. A Cost-Effective Method for Improving the Quality of Inland Desalinated Brackish Water Destined for Agricultural Irrigation. Desalination 2010, 262, 152–160. [Google Scholar] [CrossRef]
- Taylor, J.; Dietz, J.; Randall, A.; Hong, S. Impact of RO-Desalted Water on Distribution Water Qualities. Water Sci. Technol. 2005, 51, 285–291. [Google Scholar] [CrossRef] [PubMed]
- Kozisek, F. Health and Regulatory Aspects of calcium and magnesium in drinking water. In Calcium and Magnesium In-Groundwater: Occurrence and Significance for Human Health, 1st ed.; Razowska-Jaworek, L., Ed.; CRC Press: Boca Raton, FL, USA, 2014; pp. 135–147. ISBN 978-1-138-00032-2. [Google Scholar] [CrossRef]
- Rosborg, I.; Kozisek, F. Macrominerals at Optimum Concentrations—Protective Against Diseases. Drink. Water Miner. Miner. Balance 2014, 1, 33–52. [Google Scholar] [CrossRef]
- Momeni, M.; Gharedaghi, Z.; Amin, M.M.; Poursafa, P.; Mansourian, M. Does water hardness have preventive effect on cardiovascular disease? Int. J. Prev. Med. 2014, 5, 159–163. [Google Scholar]
- Bang, D.P. Upflow Limestone Contactor for Soft and Desalinated Water. Master’s Thesis, Delft University of Technology, Delft, The Netherlands, 2012. [Google Scholar]
- Lehmann, O.; Birnhack, L.; Lahav, O. Design Aspects of Calcite-Dissolution Reactors Applied for Post Treatment of Desalinated Water. Desalination 2013, 314, 1–9. [Google Scholar] [CrossRef]
- Withers, A. Options for Recarbonation, Remineralisation and Disinfection for Desalination Plants. Desalination 2005, 179, 11–24. [Google Scholar] [CrossRef]
- Luptáková, A.; Derco, J. Improving Drinking Water Quality by Remineralisation. Acta Chim. Slov. 2015, 1, 859–866. [Google Scholar] [CrossRef] [PubMed]
- Van Schagen, K.M. Model-based Control of Drinking-Water Treatment Plants. Ph.D. Thesis, Technical University of Delft, Delft, The Netherlands, 2009. [Google Scholar]
- Richardson, J.F.; Zaki, W.N. Sedimentation and fluidisation. Part 1. Trans. Instn. Chem. Eng. 1954, 32, 35–53. [Google Scholar] [CrossRef]
- Derco, J.; Luptáková, A.; Dudáš, J.; Vrabeľ, M. Recarbonization of Drinking Water in Fluidized-Bed Reactor. Chem. Pap. 2017, 71, 1771–1779. [Google Scholar] [CrossRef]
- Derco, J.; Dudáš, J.; Luptáková, A.; Vrabeľ, M. Method of Increasing the Content of Mineral Substances in Water and Equipment for Performing This Method. (Industrial Property Office of the Slovak Republic—WebRegisters PP 50035-2018). Available online: https://wbr.indprop.gov.sk/WebRegistre/Patent/Detail/50035-2018 (accessed on 7 August 2018).
- Life—Water and Health, Life17 ENV/SK/000036. Available online: http://fns.uniba.sk/lifewaterhealth/ (accessed on 21 August 2022).
- Greenberg, A.E.; Clesceri, L.S.; Eaton, A.D. Standard Methods for the Examination of Water and Wastewater, 22nd ed.; APHA-AWWA-WEF: Washington, DC, USA, 2005. [Google Scholar]
- Ca and Mg Extraction from rocks: Laboratory Tests. Available online: https://fns.uniba.sk/fileadmin/prif/envi/kge/LifeWater/PDF/Sum_of_Laboratory_tests_of_water_recarbonation_Ca_Mg.pdf (accessed on 21 August 2022).
- Jelemenský, Ľ.; Dudáš, J.; Derco, J.; Vrabeľ, M.; Kurák, T.; Hinca, M. Testovanie Rekarbonizácie v Poloprevádzkových Podmienkach. 2019. Available online: https://fns.uniba.sk/fileadmin/prif/envi/kge/LifeWater/PDF/Recarbonization_testing_in_semi-operating_condidions.pdf (accessed on 21 August 2022).
- Jelemenský, Ľ. Technická Dokumentácia k Výrobe Zariadenia na Rekarbonizáciu Pitnej Vody. 2020. Available online: https://fns.uniba.sk/fileadmin/prif/envi/kge/LifeWater/PDF/Technical_documentation_Devicie.pdf (accessed on 21 August 2022).
Figure 1.
Schematic diagram of the laboratory system—fluidized bed reactor and water tank. 1—fresh water feed, 2—recirculation stream, 3—pump, 4—fluidized bed reactor, 5—water tank, 6—gas feed (CO2), 7—flowmeter, 8—water outlet [26].
Figure 1.
Schematic diagram of the laboratory system—fluidized bed reactor and water tank. 1—fresh water feed, 2—recirculation stream, 3—pump, 4—fluidized bed reactor, 5—water tank, 6—gas feed (CO2), 7—flowmeter, 8—water outlet [26].

Figure 2.
Mg2+ concentration vs. time during water saturation experiments.

Figure 3.
Process characteristics in a 141 h experiment.

Figure 4.
Recarbonization process rate vs. Mg2+ mean concentration.

Figure 5.
Drinking water recarbonization process characteristics in fluidized bed reactor [30].
Figure 5.
Drinking water recarbonization process characteristics in fluidized bed reactor [30].

Figure 6.
Cumulative HCD particle size distribution (fresh vs. used).

Figure 7.
Differential HCD particle size distribution before and after use.

Figure 8.
Shape of HCD particles: (a) fresh HCD; (b) used HCD.

Figure 9.
Pore size distribution of HCD before use. (Blue—cm3/g; Black—%).

Figure 10.
Pore size distribution of HCD after use. (Blue—cm3/g; Black—%).

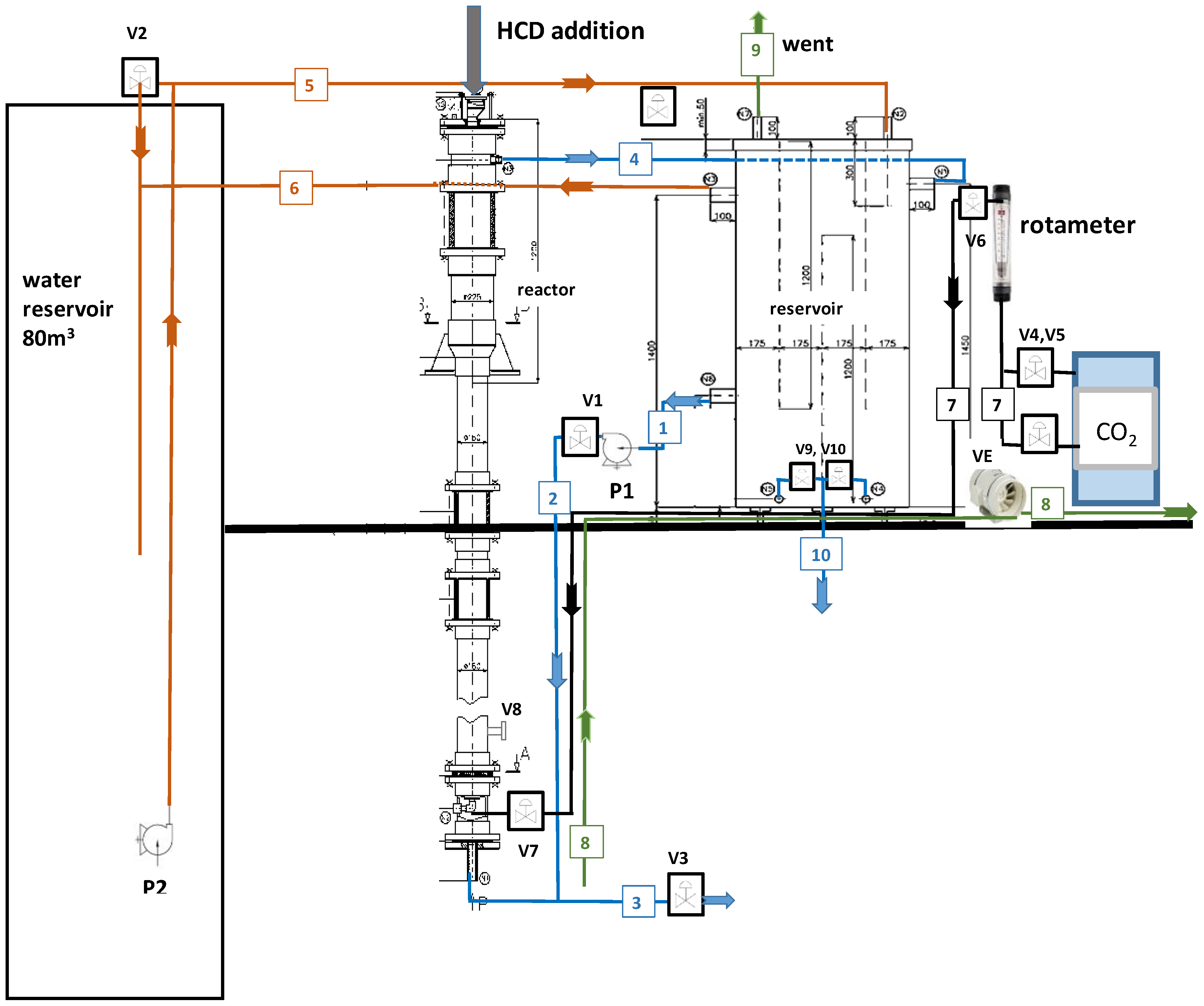
Figure 11.
Design of reaction system for real conditions. P1—circulation pump, P2—soft water feed pump, V1—circulating water flow regulation valve, V2—soft water flow regulation valve, V3—discharge valve, V4, V5—CO2 pressure regulation valve, V6—CO2 flow regulation valve, V7—CO2 nonreturn valve.
Figure 11.
Design of reaction system for real conditions. P1—circulation pump, P2—soft water feed pump, V1—circulating water flow regulation valve, V2—soft water flow regulation valve, V3—discharge valve, V4, V5—CO2 pressure regulation valve, V6—CO2 flow regulation valve, V7—CO2 nonreturn valve.

Figure 12.
Experimental results obtained during 700 h of experiment.

Figure 13.
Experimental results of Mg2+ and Ca2+ ions production per day.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Results of HCD characteristics measurement.
| Property of HCD | Fresh | Used |
|---|---|---|
| Specific Surface Area (m2/g) | 6.737 | 15.01 |
| Pore Specific Volume (cm3/g) | 0.126 | 0.087 |
| Maximum Radius of Pores (nm) | 23.759 | 1.939 |
Table 2.
Specific consumption of material for defined conditions.
| Increase of 10 mg/L Mg2+ for 11,000 m3/annum (kg/annum Mg2+) | 110 |
| At utilization of 0.1258 kg Mg of 1 kg added HCD consumption of HCD (kg/annum) | 743 |
| Amount of CO2 (kg/annum) | 812 |
| Calcium produced (kg Ca2+/annum) | 71 |
| Concentration of Ca2+ increase (mg/L) | 6.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Dudáš, J.; Derco, J.; Kurák, T.; Šoltýsová, N.; Jelemenský, Ľ.; Vrabeľ, M. Design, Scale-Up, and Construction of Drinking Water Recarbonization Fluidized Bed Reactor System. Processes 2022, 10, 2068. https://doi.org/10.3390/pr10102068
AMA Style
Dudáš J, Derco J, Kurák T, Šoltýsová N, Jelemenský Ľ, Vrabeľ M. Design, Scale-Up, and Construction of Drinking Water Recarbonization Fluidized Bed Reactor System. Processes. 2022; 10(10):2068. https://doi.org/10.3390/pr10102068
Chicago/Turabian StyleDudáš, Jozef, Ján Derco, Tomáš Kurák, Nikola Šoltýsová, Ľudovít Jelemenský, and Martin Vrabeľ. 2022. "Design, Scale-Up, and Construction of Drinking Water Recarbonization Fluidized Bed Reactor System" Processes 10, no. 10: 2068. https://doi.org/10.3390/pr10102068
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.